Вставка питателя и питающий элемент
Формула / Реферат
1. Питающий элемент (10), используемый при литье металлов в формы, с первым концом (14) для установки на литейную модель (12) и расположенным напротив него вторым концом (16) для соединения с верхней частью питателя (18) или выполнения роли ее несущей части, причем питающий элемент (10) имеет пропускное отверстие (20) для жидкого металла, проходящее от первого ко второму концу (14, 16), отличающийся тем, что питающий элемент (10) состоит из двух или нескольких частей и включает или состоит из:
(i) образующего первый конец (14) питающего элемента (10) трубчатого элемента (22), имеющего толщину стенки не более 1,5 мм,
(ii) переходного элемента (24) с отверстием, в которое трубчатый элемент (22) вдвинут таким образом, что он соединен с переходным элементом с фрикционным замыканием,
при этом переходный элемент (24) включает в себя один или несколько ограничителей хода (26) для ограничения вдвигания трубчатого элемента (22), которые выполнены таким образом, что наружная поверхность (46) расположенной напротив первого конца (14) краевой области трубчатого элемента (22) при вдвигании на максимальную глубину переходного элемента (24) по всему своему периметру или на отдельных участках периметра остается свободной.
2. Питающий элемент (10) по п.1, в котором трубчатый элемент (22) вдвинут в переходный элемент (24)
(a) не на максимальную глубину, так что его можно вдвигать в переходный элемент (24) дальше до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода (26) или
(b) на максимальную глубину, так что его дальнейшее вдвигание остановлено ограничителем или ограничителями хода.
3. Питающий элемент (10) по п.1 или 2, в котором переходный элемент (24) образует второй конец (16) питающего элемента (10).
4. Питающий элемент (10) по пп.1-3, в котором трубчатый элемент (22) является цилиндрическим и/или имеет длину в диапазоне от 10 до 30 мм.
5. Питающий элемент (10) по любому из пп.1-4, в котором трубчатый элемент (22) изготовлен из материала, выбранного из группы, включающей металлические, керамические или полимерные материалы, а также композитные материалы на базе металла, керамики и/или полимеров, причем трубчатый элемент предпочтительным образом изготавливается из железа, железного сплава, такого как сталь, алюминия, алюминиевого сплава, латунного сплава или керамики.
6. Питающий элемент (10) по любому из пп.1-5, в котором переходный элемент (24) изготовлен из экзотермической или изолирующей формовочной массы.
7. Питающий элемент (10) по любому из пп.1-6, в котором переходный элемент (24) имеет стенки или участок стенок, толщина которого на отдельных участках или везде превышает толщину трубчатого элемента (22) на первом конце (14) питающего элемента (10).
8. Вставка питателя (8), используемого при литье металлов в формы, с полостью для заполнения жидким металлом, включающая или состоящая из питающего элемента (10) по любому из пп.1-7, а также из верхней части питателя (18).
9. Вставка питателя (8) по п.8, в которой питающий элемент (10) и верхняя часть питателя (18) выполнены с возможностью вдвигания друг в друга.
10. Вставка питателя (8) по п.8 или 9, в которой в питающем элементе (10) трубчатый элемент (22) вдвинут в переходный элемент (24) не на максимальную глубину, так что его можно вдвигать дальше в переходный элемент (24) до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода (26).
11. Вставка питателя (8) по любому из пп.8-10, в которой питающий элемент (10) и верхняя часть вставки питателя (18) вместе образуют полость (30, 44) для заполнения жидким металлом.
12. Вставка питателя (8) по любому из пп.8-11, включающая или состоящая из:
(а) одного состоящего из двух или нескольких частей питающего элемента (10) с первым концом (14) для установки на литейную модель (12) и расположенным напротив него вторым концом (16), причем питающий элемент (10) имеет пропускное отверстие (20) для жидкого металла, проходящее от первого ко второму концу (14, 16), и включает или состоит из:
(a)(i) образующего первый конец (14) питающего элемента (10) трубчатого элемента (22), который на первом конце имеет толщину стенки не более 1,5 мм,
(a)(ii) переходного элемента (24) со стенками, толщина которых больше, чем толщина стенок трубчатого элемента (22) на первом конце (14) питающего элемента (10), и отверстием, в которое вставлен трубчатый элемент (22) таким образом, что он соединен с переходным элементом (24) фрикционным замыканием, и
(b) верхней частью (18),
причем питающий элемент (10) соединен своим вторым концом (16) с верхней частью питателя (18) и/или является ее несущей частью, при этом питающий элемент (10) и верхняя часть питателя (18) выполнены с возможностью вдвигания друг в друга и образуют либо ограничивают полость (30, 44).
13. Набор комплектующих элементов для изготовления питающего элемента по любому из пп.1-7, включающий в себя трубчатый элемент и переходный элемент.
14. Набор комплектующих элементов для изготовления вставки питателя (8) по любому из пп.8-12, включающий в себя трубчатый элемент (22) и переходный элемент (24) для изготовления питающего элемента (10) по любому из пп.1-7, а также верхнюю часть питателя (18).
15. Способ размещения вставки питателя (8) в литейной форме, включающий следующие этапы:
обеспечение питающего элемента (10) по любому из пп.1-7, причем трубчатый элемент (22) вдвинут в переходный элемент (24)
(a) не на максимальную глубину, так что его можно вдвигать дальше в переходный элемент (24) до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода (26), или
(b) настолько, что его дальнейшее вдвигание остановлено ограничителем или ограничителями хода (26),
обеспечение верхней части питателя (18),
установку верхней части питателя (18) на питающий элемент (10), так что образуется вставка питателя (8) по любому из пп.8-12,
размещение вставки питателя (8) в формовочной машине,
загрузку формовочного материала (32) в формовочную машину, так чтобы наружные стенки вставки питателя (8) находились в контакте с формовочным материалом (32),
уплотнение формовочного материала (31), причем трубчатый элемент (22) в случае (а) вдвигается дальше в переходный элемент (24) до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода (26).
16. Способ по п.15, в котором верхнюю часть питателя (18) и питающий элемент (10) выбирают так, чтобы при установке верхней части питателя (18) на питающий элемент (10) образовалась вставка питателя (8), причем питающий элемент (10) и верхняя часть питателя (18) выполнены с возможностью вдвигания друг в друга, при этом при уплотнении формовочного материала (32) верхнюю часть питателя (18) и питающий элемент (10) вдвигают друг в друга.
17. Способ по п.16, в котором формовочная машина включает модельную плиту, причем питающий элемент вставляют в формовочную машину так, что он своим первым концом находится в непосредственном контакте с модельной плитой.

Текст
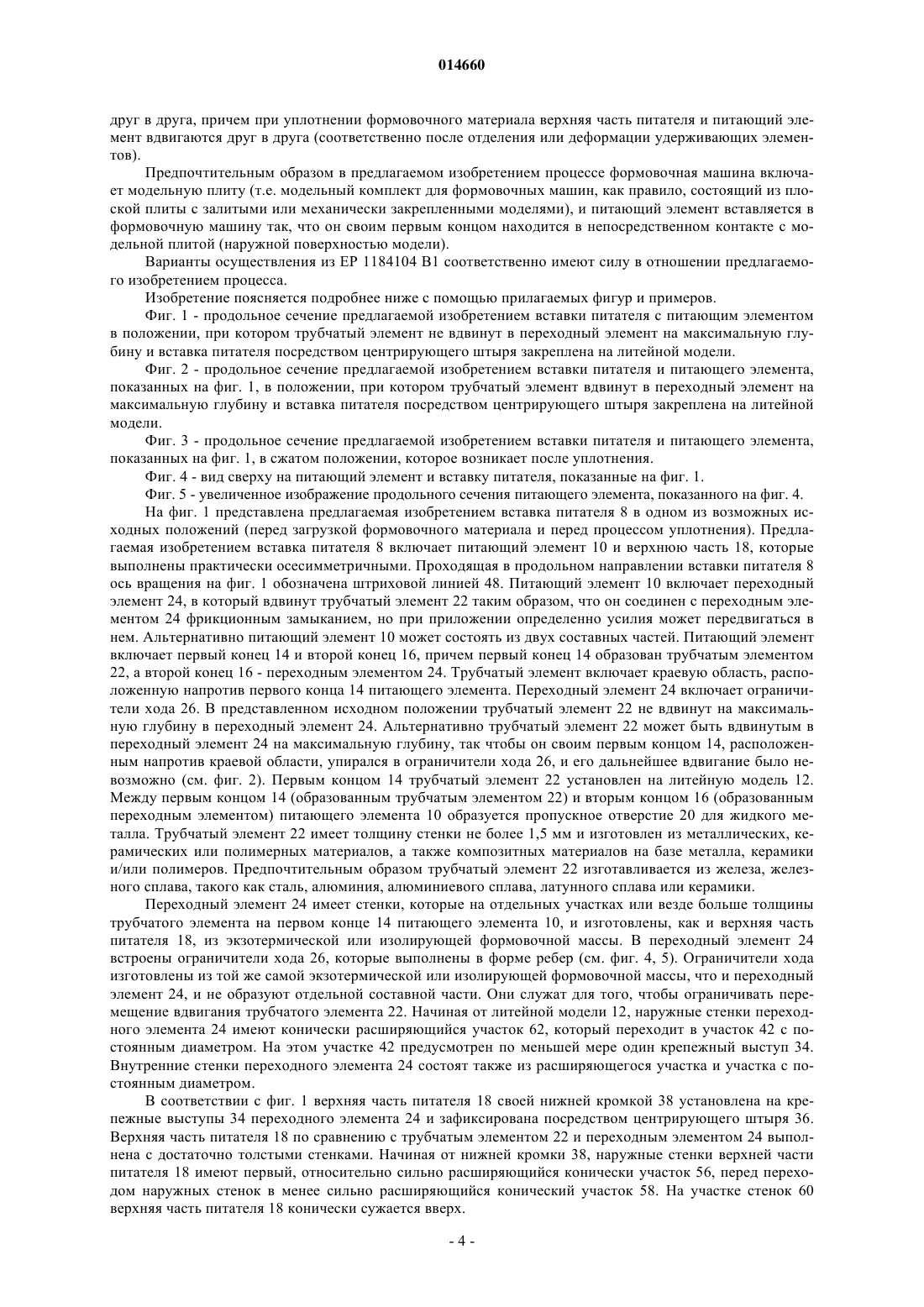
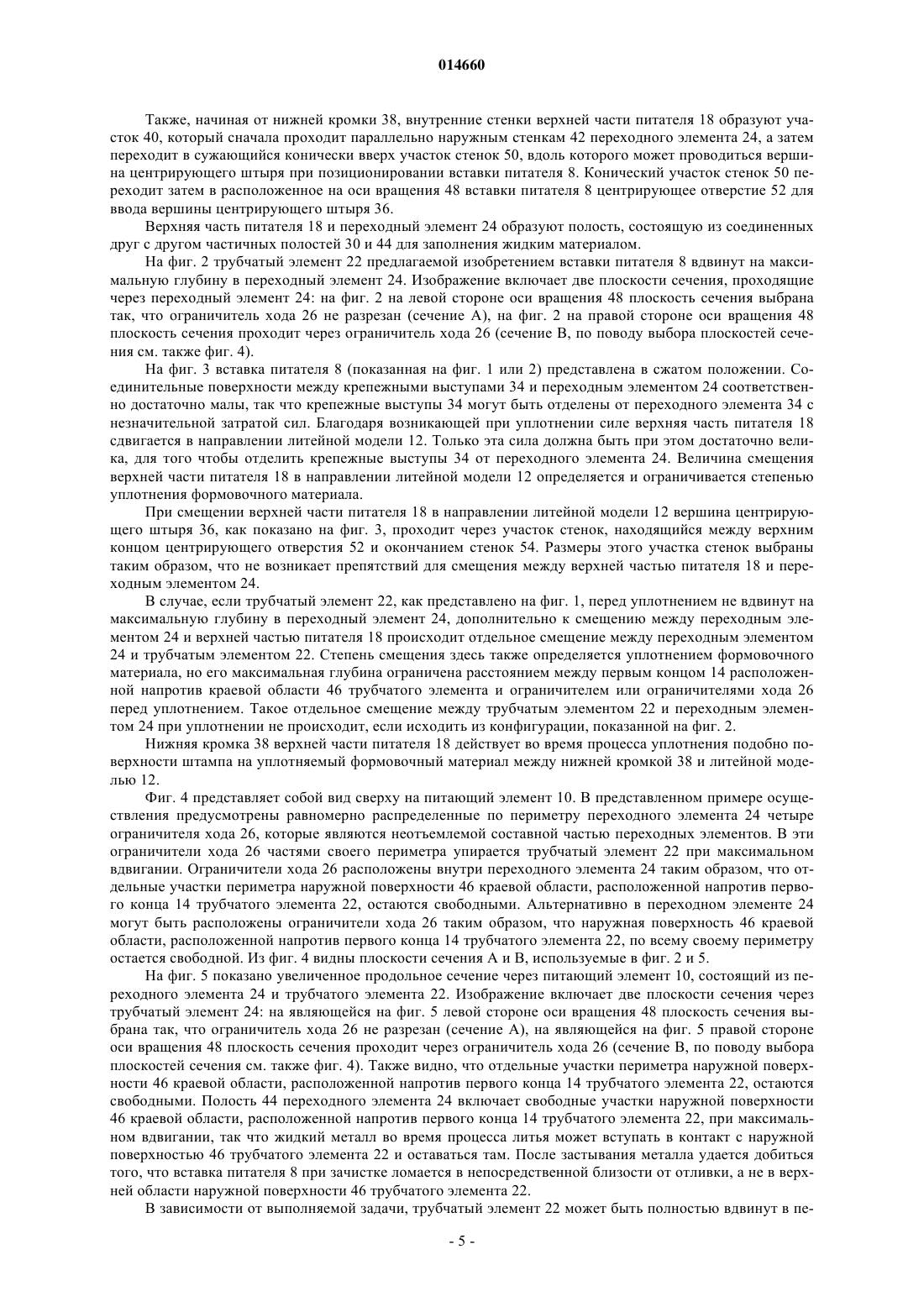
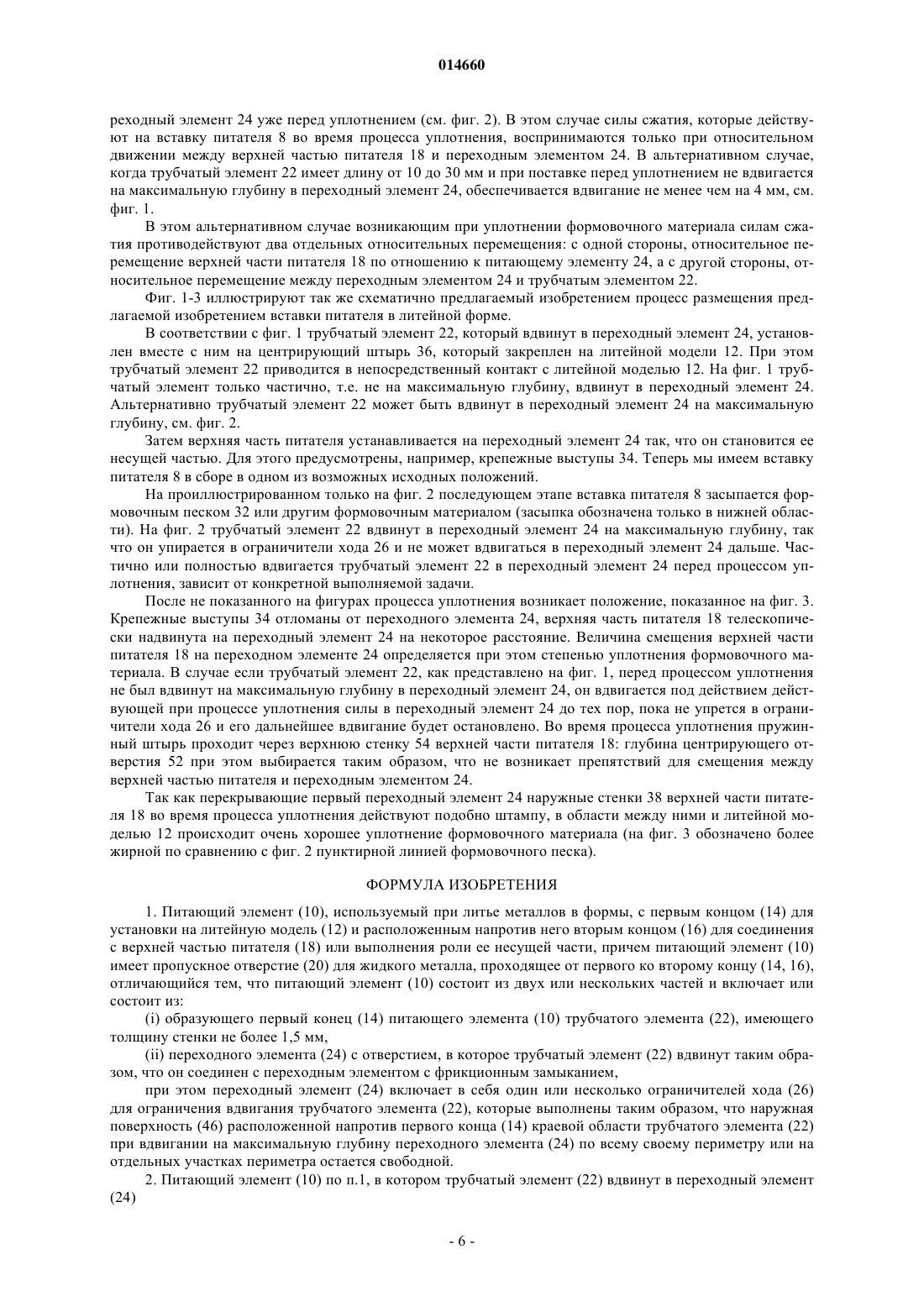
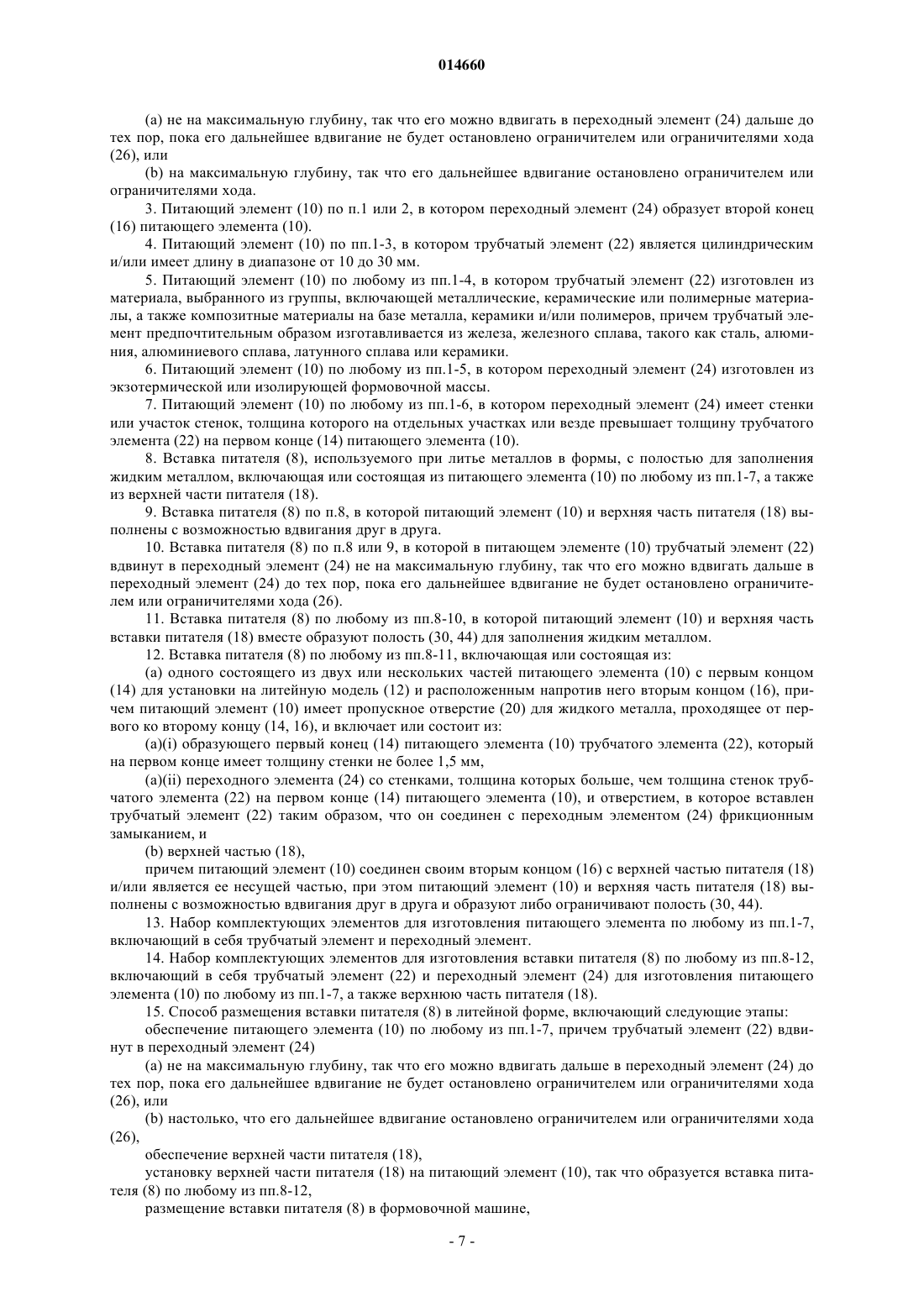
Изобретение касается питающего элемента (10), используемого при литье металлов в формы, с первым концом (14) для установки на литейную модель (12) и расположенным напротив него вторым концом (16) для соединения с верхней частью питателя (18) или выполнения роли ее несущей части, причем питающий элемент (10) имеет пропускное отверстие (20) для жидкого металла, проходящее от первого ко второму концу (14, 16), причем питающий элемент (10) состоит из двух или нескольких частей и включает или состоит из: (i) образующего первый конец (14) питающего элемента (10) трубчатого элемента (22), имеющего толщину стенки не более 1,5 мм,(ii) переходного элемента (24) с отверстием, в которое трубчатый элемент вдвинут таким образом, что он соединен с переходным элементом с фрикционным замыканием, причем переходный элемент (24) включает в себя один или несколько ограничителей хода (26) для ограничения пути вдвигания трубчатого элемента (22), которые устроены таким образом, что наружная поверхность (46) расположенной напротив первого конца (14) краевой области трубчатого элемента при вдвигании на максимальную глубину переходного элемента (24) по всему своему периметру или на отдельных участках периметра остается свободной. 014660 Настоящее изобретение касается питающего элемента, используемого при литье металлов в формы,с первым концом для установки на литейную модель и расположенным напротив него вторым концом для соединения с верхней частью питателя или выполнения роли ее несущей части, причем питающий элемент имеет пропускное отверстие для жидкого металла, проходящее от первого ко второму его концу. Изобретение касается также вставки питателя, используемой при литье металлов в формы, с полостью для заполнения жидким металлом, включающей или состоящей из предлагаемого изобретением питающего элемента, а также верхней части. Другие аспекты изобретения касаются наборов комплектующих элементов для изготовления предлагаемого изобретением питающего элемента или соответствующей предлагаемой изобретением вставки питателя, а также процесса размещения вставки питателя в литейной форме. Другие аспекты изобретения вытекают из последующего описания и прилагаемых пунктов формулы. Питающие элементы упомянутого типа известны из уровня техники. В этой связи следует, в частности, сослаться на документ ЕР 1184104 В 1, в котором описана вставка питателя с первым элементом формы, который представляет собой питающий элемент вышеназванного рода. Также следует сослаться на документ DE 10142357 А 1, в котором описана система питания с питателем или головкой питателя и трубчатым корпусом. Другими документами, определяющими технологическую подоплеку настоящего изобретения, являются DE 102005008324 А 1, ЕР 1567294 B1, DE 20118763 U1, DE 19642838 A1; DE 20112425 U1;DE 202004021109 U1. В основу настоящего изобретения положена задача усовершенствовать питающий элемент по ЕР 1184104 В 1. Описанные в этом документе питающие элементы (первые элементы формы), которые предусмотрены в качестве несущей части верхней части питателя (второй элемент формы), имеют первый конец для установки на литейной модели, контактная поверхность которого на практике в некоторых случаях оказывается слишком большой. Со стороны литейной промышленности предъявляются требования к уменьшению размеров контактных (и установочных) поверхностей, так как с недавнего прошлого наружные поверхности отливок стали выполняться значительно более филигранными. Причем следует учесть, что пропускное отверстие (проходное отверстие) для жидкого металла не может быть сколь угодно малым, так как иначе перестанет обеспечиваться приемлемый режим питания. К тому же следует учесть, что охлаждение горловины питателя, которое может произойти на обращенной к литейной модели стороне питающего элемента при его тонкостенном исполнении, не должно вызывать заметных нарушений. Из уровня техники, в частности, из уже упомянутого DE 10142357 А 1, уже известны попытки предложить питатели с небольшой контактной поверхностью, удовлетворительно работающие в литейном производстве. Однако исследования показали, что варианты осуществления, в которых обращенный к отливке конец тонкостенного трубчатого элемента остается свободным, в то время как его конец, обращенный к полости питателя, со всех сторон окружен находящейся в питателе формовочной массой, часто не обеспечивают желаемое исполнение кромки отлома на первом (нижнем конце). Согласно настоящему изобретению для решения указанной выше задачи предлагается питающий элемент, используемый при литье металлов в формы, с первым концом для установки на литейную модель и расположенным напротив него вторым концом для соединения с верхней частью питателя или выполнения роли ее несущей части, причем питающий элемент имеет пропускное отверстие для жидкого металла, проходящее от первого ко второму концу, причем питающий элемент состоит из двух или нескольких частей и включает в себя или состоит из:(i) образующего первый конец питающего элемента трубчатого элемента, имеющего толщину стенки не более 1,5 мм,(ii) переходного элемента с отверстием, в которое трубчатый элемент вдвинут таким образом, что он соединен с переходным элементом с фрикционным стопорением, причем переходный элемент включает один или несколько ограничителей хода для ограничения пути вдвигания трубчатого элемента, которые устроены таким образом, что наружная поверхность расположенной напротив первого конца краевой области трубчатого элемента при вдвигании переходного элемента на максимальную глубину по всему своему периметру или на отдельных участках периметра остается свободной. Таким образом неожиданно удается добиться того, что при зачистке питателя отлом постоянно происходит непосредственно вблизи отливки; в отличие от этого, у варианта осуществления, в котором трубчатый элемент не имеет свободного конца внутри переходного элемента, часто происходит нежелательный отлом питателя на кромке, расположенной напротив первого конца соответствующего трубчатого элемента. Соответствующая предлагаемая изобретением вставка питателя, используемого при литье металлов в формы, с полостью для заполнения жидким металлом включает в себя или состоит из предлагаемого изобретением питающего элемента (согласно данному выше описанию), а также из верхней части питателя. Предлагаемый изобретением питающий элемент может выгодным образом использоваться так, как-1 014660 это описано в ЕР 1184104 В 1 в отношении упомянутого там "первого элемента формы". Верхняя часть питателя предлагаемой изобретением вставки питателя соответствует при этом "второму элементу формы" по ЕР 1184104 В 1. Вставки питателя, так как они описаны в ЕР 1184104 В 1, предлагаются в продаже под наименованием "Telespeiser" фирмой СНЕМЕХ GmbH, Германия. В состоянии предлагаемого изобретением питающего элемента трубчатый элемент может быть вдвинут в переходный элемент на различную глубину. В некоторых случаях является преимуществом,если трубчатый элемент не вдвинут в переходный элемент на максимальную глубину, так чтобы позднее,например, после установки соответствующей вставки питателя в формовочную машину и уплотнении загруженного в формовочную машину формовочного материала, его можно было вдвигать дальше в переходный элемент до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода. Такое положение дает преимущество, так как позволяет предотвратить разрушение предлагаемого изобретением питающего элемента или соответствующей предлагаемой изобретением вставки питателя, которое может произойти при уплотнении формовочного материала из-за действующих при этом сил сжатия. В частности, при комбинации с верхней частью питателя, которая расположена с возможностью перемещения относительно предлагаемого изобретением питающего элемента, надежно предотвращается разрушение предлагаемого изобретением питателя. Альтернативно трубчатый элемент может также уже при поставке быть максимально вдвинут в переходный элемент, так что его дальнейшее вдвигание остановлено ограничителем или ограничителями хода. Однако в любом случае можно утверждать, что в предлагаемом изобретением питающем элементе наружная поверхность расположенной напротив первого конца краевой области трубчатого элемента при максимальном вдвигании вглубь переходного элемента по всему своему периметру или на отдельных участках периметра остается свободной, обеспечивая таким образом доступ жидкого металла к наружной поверхности при литейном производстве. Предпочтительным образом переходный элемент образует второй конец питающего элемента, т.е. конец питающего элемента, который предусмотрен для соединения с верхней частью питателя или выполнения роли ее несущей части. Однако альтернативно между переходным элементом и верхней частью питателя могут быть также предусмотрены один или несколько промежуточных элементов. Трубчатый элемент предлагаемого изобретением питающего элемента является предпочтительным образом цилиндрическим, однако могут быть также предусмотрены другие варианты осуществления,например прямоугольные поперечные сечения или трубчатые элементы конической формы. Предпочтительным образом трубчатый элемент имеет длину в диапазоне от 10 до 30 мм, в частности, если он является цилиндрическим. Если трубчатый элемент имеет длину в диапазоне от 10 до 30 мм и при поставке не вдвинут на максимальную глубину в переходный элемент, он позволяет в состоянии перед уплотнением формовочного материала произвести дополнительное вдвигание не менее чем на 4 мм. Оказалось, что при таком положении при уплотнении формовочного материала может быть оказано эффективное противодействие возникающим силам сжатия. Предпочтительным образом трубчатый элемент по всей длине имеет практически одинаковое сечение. Отношение толщины стенки к общему диаметру трубчатого элемента по всей его длине составляет предпочтительным образом приблизительно от 1:5 до 1:120, в частности находится предпочтительно в диапазоне от 1:10 до 1:100. Толщина трубчатого элемента выбирается специалистом так, чтобы он имел достаточную прочность и выдерживал силы сжатия, возникающие при уплотнении формовочного материала. Предпочтительным образом трубчатый элемент изготовлен из материала, выбранного из группы,включающей металлические, керамические или полимерные материалы, а также композитные материалы на базе металла, керамики и/или полимеров. При этом трубчатый элемент предпочтительным образом изготавливается из железа, железного сплава, такого как сталь, алюминия, алюминиевого сплава, латунного сплава или керамики. Переходный элемент, напротив, предпочтительным образом изготавливается из экзотермической или изолирующей формовочной массы. То же самое относится к предлагаемой изобретением вставке питателя для верхней части питателя. Предполагается, что переходный элемент предлагаемого изобретением питающего элемента имеет стенки или участок стенок, толщина которого на отдельных участках или везде превышает толщину трубчатого элемента на первом конце питающего элемента. В частности, при изготовлении переходного элемента из экзотермической или изолирующей формовочной массы невозможно изготовить толщину стенок менее 1,5 мм с требуемой технологической надежностью в рамках массового производства. Уже было упомянуто, что предлагаемая изобретением вставка питателя по своей конструкции выгодным образом похожа на вставки питателя, описанные в ЕР 1184104 В 1, причем описанные там в качестве "первого элемента формы" составные части заменяются предлагаемым изобретением питающим элементом из двух или нескольких частей. Содержание ЕР 1184104 В 1 посредством ссылки включается в качестве составной части в настоящее описание.-2 014660 Предпочтительным образом питающий элемент и верхняя часть питателя предлагаемой изобретением вставки питателя располагаются с возможностью вдвигания друг в друга. В частности, при таком положении питающих элементов в верхней части питателя в предлагаемом изобретением питающем элементе трубчатый элемент вдвинут в переходный элемент предпочтительным образом не на максимальную глубину, так что его можно вдвигать в переходный элемент дальше, до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода. Тогда возникающим при уплотнении формовочного материала силам сжатия может быть оказано противодействие двумя отдельными относительными перемещениями, а именно относительным перемещением верхней части питателя по отношению к питающему элементу (питающий элемент вдвигается в верхнюю часть питателя) и относительным перемещением трубчатого элемента по отношению к переходному элементу (трубчатый элемент вдвигается дальше в переходный элемент, до упора в ограничители хода). Питающий элемент и верхняя часть предпочтительной предлагаемой изобретением вставки питателя вместе образуют полость для заполнения жидким металлом. Подводя итог, предпочтительной является, таким образом, вставка питателя, включающая в себя или состоящая из:(а) одного состоящего из двух или нескольких частей питающего элемента с первым концом для установки на литейную модель и расположенным напротив него вторым концом, причем питающий элемент имеет пропускное отверстие для жидкого металла, проходящее от первого ко второму концу, и включает или состоит из:(a)(i) образующего первый конец питающего элемента трубчатого элемента, который на первом конце имеет толщину стенки не более 1,5 мм,(a)(ii) переходного элемента со стенками, толщина которых больше, чем толщина стенок трубчатого элемента на первом конце питающего элемента, и отверстием, в которое вставлен трубчатый элемент таким образом, что он соединен с переходным элементом фрикционным замыканием, и(b) верхней частью, причем питающий элемент соединен своим вторым концом с верхней частью питателя и/или является ее несущей частью, причем питающий элемент и верхняя часть питателя могут вдвигаться друг в друга и образуют либо ограничивают полость, в некоторых случаях, если не предпочтительно, путем образования двойных стенок. Настоящее изобретение касается также набора комплектующих элементов для изготовления предлагаемого изобретением питающего элемента, включающего трубчатый элемент и переходный элемент. В отношении конструкции трубчатого элемента и соответствующего ему переходного элемента соответственно остается в силе вышесказанное. Изобретение касается, кроме того, набора комплектующих элементов для изготовления предлагаемой изобретением вставки питателя, включающей трубчатый элемент и переходный элемент для изготовления предлагаемого изобретением питающего элемента,верхнюю часть питателя. Поэтому приведенные выше рассуждения соответственно относятся также к конструкции трубчатого элемента, переходного элемента, а также верхней части питателя. Настоящее изобретение касается также процесса размещения вставки питателя в литейной форме со следующими этапами: обеспечение предлагаемого изобретением питающего элемента в одном из его описанных выше вариантов осуществления, причем трубчатый элемент вдвинут в переходный элемент(a) не на максимальную глубину, так что его можно вдвигать дальше в переходный элемент до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода, или(b) вдвинут настолько, что его дальнейшее вдвигание остановлено ограничителем или ограничителями хода,обеспечение верхней части питателя, которая предпочтительным образом выполнена так, как описано в ЕР 1184104 В 1,установка верхней части питателя на питающий элемент, так что образуется предлагаемая изобретением вставка питателя,размещение вставки питателя в формовочной машине (в пространстве над модельной плитой, которое, как правило, ограничивается установленной опокой),загрузка формовочного материала в формовочную машину (установленную на модельной плите опоку), так чтобы наружные стенки вставки питателя находились в контакте с формовочным материалом,уплотнение формовочного материала, причем трубчатый элемент в случае (а) вдвигается дальше в переходный элемент до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода. В предлагаемом изобретением процессе верхняя часть питателя и питающий элемент предпочтительным образом выбираются так, чтобы при установке верхней части питателя на питающий элемент образовалась вставка питателя, причем питающий элемент и верхняя часть питателя могут вдвигаться-3 014660 друг в друга, причем при уплотнении формовочного материала верхняя часть питателя и питающий элемент вдвигаются друг в друга (соответственно после отделения или деформации удерживающих элементов). Предпочтительным образом в предлагаемом изобретением процессе формовочная машина включает модельную плиту (т.е. модельный комплект для формовочных машин, как правило, состоящий из плоской плиты с залитыми или механически закрепленными моделями), и питающий элемент вставляется в формовочную машину так, что он своим первым концом находится в непосредственном контакте с модельной плитой (наружной поверхностью модели). Варианты осуществления из ЕР 1184104 В 1 соответственно имеют силу в отношении предлагаемого изобретением процесса. Изобретение поясняется подробнее ниже с помощью прилагаемых фигур и примеров. Фиг. 1 - продольное сечение предлагаемой изобретением вставки питателя с питающим элементом в положении, при котором трубчатый элемент не вдвинут в переходный элемент на максимальную глубину и вставка питателя посредством центрирующего штыря закреплена на литейной модели. Фиг. 2 - продольное сечение предлагаемой изобретением вставки питателя и питающего элемента,показанных на фиг. 1, в положении, при котором трубчатый элемент вдвинут в переходный элемент на максимальную глубину и вставка питателя посредством центрирующего штыря закреплена на литейной модели. Фиг. 3 - продольное сечение предлагаемой изобретением вставки питателя и питающего элемента,показанных на фиг. 1, в сжатом положении, которое возникает после уплотнения. Фиг. 4 - вид сверху на питающий элемент и вставку питателя, показанные на фиг. 1. Фиг. 5 - увеличенное изображение продольного сечения питающего элемента, показанного на фиг. 4. На фиг. 1 представлена предлагаемая изобретением вставка питателя 8 в одном из возможных исходных положений (перед загрузкой формовочного материала и перед процессом уплотнения). Предлагаемая изобретением вставка питателя 8 включает питающий элемент 10 и верхнюю часть 18, которые выполнены практически осесимметричными. Проходящая в продольном направлении вставки питателя 8 ось вращения на фиг. 1 обозначена штриховой линией 48. Питающий элемент 10 включает переходный элемент 24, в который вдвинут трубчатый элемент 22 таким образом, что он соединен с переходным элементом 24 фрикционным замыканием, но при приложении определенно усилия может передвигаться в нем. Альтернативно питающий элемент 10 может состоять из двух составных частей. Питающий элемент включает первый конец 14 и второй конец 16, причем первый конец 14 образован трубчатым элементом 22, а второй конец 16 - переходным элементом 24. Трубчатый элемент включает краевую область, расположенную напротив первого конца 14 питающего элемента. Переходный элемент 24 включает ограничители хода 26. В представленном исходном положении трубчатый элемент 22 не вдвинут на максимальную глубину в переходный элемент 24. Альтернативно трубчатый элемент 22 может быть вдвинутым в переходный элемент 24 на максимальную глубину, так чтобы он своим первым концом 14, расположенным напротив краевой области, упирался в ограничители хода 26, и его дальнейшее вдвигание было невозможно (см. фиг. 2). Первым концом 14 трубчатый элемент 22 установлен на литейную модель 12. Между первым концом 14 (образованным трубчатым элементом 22) и вторым концом 16 (образованным переходным элементом) питающего элемента 10 образуется пропускное отверстие 20 для жидкого металла. Трубчатый элемент 22 имеет толщину стенки не более 1,5 мм и изготовлен из металлических, керамических или полимерных материалов, а также композитных материалов на базе металла, керамики и/или полимеров. Предпочтительным образом трубчатый элемент 22 изготавливается из железа, железного сплава, такого как сталь, алюминия, алюминиевого сплава, латунного сплава или керамики. Переходный элемент 24 имеет стенки, которые на отдельных участках или везде больше толщины трубчатого элемента на первом конце 14 питающего элемента 10, и изготовлены, как и верхняя часть питателя 18, из экзотермической или изолирующей формовочной массы. В переходный элемент 24 встроены ограничители хода 26, которые выполнены в форме ребер (см. фиг. 4, 5). Ограничители хода изготовлены из той же самой экзотермической или изолирующей формовочной массы, что и переходный элемент 24, и не образуют отдельной составной части. Они служат для того, чтобы ограничивать перемещение вдвигания трубчатого элемента 22. Начиная от литейной модели 12, наружные стенки переходного элемента 24 имеют конически расширяющийся участок 62, который переходит в участок 42 с постоянным диаметром. На этом участке 42 предусмотрен по меньшей мере один крепежный выступ 34. Внутренние стенки переходного элемента 24 состоят также из расширяющегося участка и участка с постоянным диаметром. В соответствии с фиг. 1 верхняя часть питателя 18 своей нижней кромкой 38 установлена на крепежные выступы 34 переходного элемента 24 и зафиксирована посредством центрирующего штыря 36. Верхняя часть питателя 18 по сравнению с трубчатым элементом 22 и переходным элементом 24 выполнена с достаточно толстыми стенками. Начиная от нижней кромки 38, наружные стенки верхней части питателя 18 имеют первый, относительно сильно расширяющийся конически участок 56, перед переходом наружных стенок в менее сильно расширяющийся конический участок 58. На участке стенок 60 верхняя часть питателя 18 конически сужается вверх.-4 014660 Также, начиная от нижней кромки 38, внутренние стенки верхней части питателя 18 образуют участок 40, который сначала проходит параллельно наружным стенкам 42 переходного элемента 24, а затем переходит в сужающийся конически вверх участок стенок 50, вдоль которого может проводиться вершина центрирующего штыря при позиционировании вставки питателя 8. Конический участок стенок 50 переходит затем в расположенное на оси вращения 48 вставки питателя 8 центрирующее отверстие 52 для ввода вершины центрирующего штыря 36. Верхняя часть питателя 18 и переходный элемент 24 образуют полость, состоящую из соединенных друг с другом частичных полостей 30 и 44 для заполнения жидким материалом. На фиг. 2 трубчатый элемент 22 предлагаемой изобретением вставки питателя 8 вдвинут на максимальную глубину в переходный элемент 24. Изображение включает две плоскости сечения, проходящие через переходный элемент 24: на фиг. 2 на левой стороне оси вращения 48 плоскость сечения выбрана так, что ограничитель хода 26 не разрезан (сечение А), на фиг. 2 на правой стороне оси вращения 48 плоскость сечения проходит через ограничитель хода 26 (сечение В, по поводу выбора плоскостей сечения см. также фиг. 4). На фиг. 3 вставка питателя 8 (показанная на фиг. 1 или 2) представлена в сжатом положении. Соединительные поверхности между крепежными выступами 34 и переходным элементом 24 соответственно достаточно малы, так что крепежные выступы 34 могут быть отделены от переходного элемента 34 с незначительной затратой сил. Благодаря возникающей при уплотнении силе верхняя часть питателя 18 сдвигается в направлении литейной модели 12. Только эта сила должна быть при этом достаточно велика, для того чтобы отделить крепежные выступы 34 от переходного элемента 24. Величина смещения верхней части питателя 18 в направлении литейной модели 12 определяется и ограничивается степенью уплотнения формовочного материала. При смещении верхней части питателя 18 в направлении литейной модели 12 вершина центрирующего штыря 36, как показано на фиг. 3, проходит через участок стенок, находящийся между верхним концом центрирующего отверстия 52 и окончанием стенок 54. Размеры этого участка стенок выбраны таким образом, что не возникает препятствий для смещения между верхней частью питателя 18 и переходным элементом 24. В случае, если трубчатый элемент 22, как представлено на фиг. 1, перед уплотнением не вдвинут на максимальную глубину в переходный элемент 24, дополнительно к смещению между переходным элементом 24 и верхней частью питателя 18 происходит отдельное смещение между переходным элементом 24 и трубчатым элементом 22. Степень смещения здесь также определяется уплотнением формовочного материала, но его максимальная глубина ограничена расстоянием между первым концом 14 расположенной напротив краевой области 46 трубчатого элемента и ограничителем или ограничителями хода 26 перед уплотнением. Такое отдельное смещение между трубчатым элементом 22 и переходным элементом 24 при уплотнении не происходит, если исходить из конфигурации, показанной на фиг. 2. Нижняя кромка 38 верхней части питателя 18 действует во время процесса уплотнения подобно поверхности штампа на уплотняемый формовочный материал между нижней кромкой 38 и литейной моделью 12. Фиг. 4 представляет собой вид сверху на питающий элемент 10. В представленном примере осуществления предусмотрены равномерно распределенные по периметру переходного элемента 24 четыре ограничителя хода 26, которые являются неотъемлемой составной частью переходных элементов. В эти ограничители хода 26 частями своего периметра упирается трубчатый элемент 22 при максимальном вдвигании. Ограничители хода 26 расположены внутри переходного элемента 24 таким образом, что отдельные участки периметра наружной поверхности 46 краевой области, расположенной напротив первого конца 14 трубчатого элемента 22, остаются свободными. Альтернативно в переходном элементе 24 могут быть расположены ограничители хода 26 таким образом, что наружная поверхность 46 краевой области, расположенной напротив первого конца 14 трубчатого элемента 22, по всему своему периметру остается свободной. Из фиг. 4 видны плоскости сечения А и В, используемые в фиг. 2 и 5. На фиг. 5 показано увеличенное продольное сечение через питающий элемент 10, состоящий из переходного элемента 24 и трубчатого элемента 22. Изображение включает две плоскости сечения через трубчатый элемент 24: на являющейся на фиг. 5 левой стороне оси вращения 48 плоскость сечения выбрана так, что ограничитель хода 26 не разрезан (сечение А), наявляющейся на фиг. 5 правой стороне оси вращения 48 плоскость сечения проходит через ограничитель хода 26 (сечение В, по поводу выбора плоскостей сечения см. также фиг. 4). Также видно, что отдельные участки периметра наружной поверхности 46 краевой области, расположенной напротив первого конца 14 трубчатого элемента 22, остаются свободными. Полость 44 переходного элемента 24 включает свободные участки наружной поверхности 46 краевой области, расположенной напротив первого конца 14 трубчатого элемента 22, при максимальном вдвигании, так что жидкий металл во время процесса литья может вступать в контакт с наружной поверхностью 46 трубчатого элемента 22 и оставаться там. После застывания металла удается добиться того, что вставка питателя 8 при зачистке ломается в непосредственной близости от отливки, а не в верхней области наружной поверхности 46 трубчатого элемента 22. В зависимости от выполняемой задачи, трубчатый элемент 22 может быть полностью вдвинут в пе-5 014660 реходный элемент 24 уже перед уплотнением (см. фиг. 2). В этом случае силы сжатия, которые действуют на вставку питателя 8 во время процесса уплотнения, воспринимаются только при относительном движении между верхней частью питателя 18 и переходным элементом 24. В альтернативном случае,когда трубчатый элемент 22 имеет длину от 10 до 30 мм и при поставке перед уплотнением не вдвигается на максимальную глубину в переходный элемент 24, обеспечивается вдвигание не менее чем на 4 мм, см. фиг. 1. В этом альтернативном случае возникающим при уплотнении формовочного материала силам сжатия противодействуют два отдельных относительных перемещения: с одной стороны, относительное перемещение верхней части питателя 18 по отношению к питающему элементу 24, а с другой стороны, относительное перемещение между переходным элементом 24 и трубчатым элементом 22. Фиг. 1-3 иллюстрируют так же схематично предлагаемый изобретением процесс размещения предлагаемой изобретением вставки питателя в литейной форме. В соответствии с фиг. 1 трубчатый элемент 22, который вдвинут в переходный элемент 24, установлен вместе с ним на центрирующий штырь 36, который закреплен на литейной модели 12. При этом трубчатый элемент 22 приводится в непосредственный контакт с литейной моделью 12. На фиг. 1 трубчатый элемент только частично, т.е. не на максимальную глубину, вдвинут в переходный элемент 24. Альтернативно трубчатый элемент 22 может быть вдвинут в переходный элемент 24 на максимальную глубину, см. фиг. 2. Затем верхняя часть питателя устанавливается на переходный элемент 24 так, что он становится ее несущей частью. Для этого предусмотрены, например, крепежные выступы 34. Теперь мы имеем вставку питателя 8 в сборе в одном из возможных исходных положений. На проиллюстрированном только на фиг. 2 последующем этапе вставка питателя 8 засыпается формовочным песком 32 или другим формовочным материалом (засыпка обозначена только в нижней области). На фиг. 2 трубчатый элемент 22 вдвинут в переходный элемент 24 на максимальную глубину, так что он упирается в ограничители хода 26 и не может вдвигаться в переходный элемент 24 дальше. Частично или полностью вдвигается трубчатый элемент 22 в переходный элемент 24 перед процессом уплотнения, зависит от конкретной выполняемой задачи. После не показанного на фигурах процесса уплотнения возникает положение, показанное на фиг. 3. Крепежные выступы 34 отломаны от переходного элемента 24, верхняя часть питателя 18 телескопически надвинута на переходный элемент 24 на некоторое расстояние. Величина смещения верхней части питателя 18 на переходном элементе 24 определяется при этом степенью уплотнения формовочного материала. В случае если трубчатый элемент 22, как представлено на фиг. 1, перед процессом уплотнения не был вдвинут на максимальную глубину в переходный элемент 24, он вдвигается под действием действующей при процессе уплотнения силы в переходный элемент 24 до тех пор, пока не упрется в ограничители хода 26 и его дальнейшее вдвигание будет остановлено. Во время процесса уплотнения пружинный штырь проходит через верхнюю стенку 54 верхней части питателя 18: глубина центрирующего отверстия 52 при этом выбирается таким образом, что не возникает препятствий для смещения между верхней частью питателя и переходным элементом 24. Так как перекрывающие первый переходный элемент 24 наружные стенки 38 верхней части питателя 18 во время процесса уплотнения действуют подобно штампу, в области между ними и литейной моделью 12 происходит очень хорошее уплотнение формовочного материала (на фиг. 3 обозначено более жирной по сравнению с фиг. 2 пунктирной линией формовочного песка). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Питающий элемент (10), используемый при литье металлов в формы, с первым концом (14) для установки на литейную модель (12) и расположенным напротив него вторым концом (16) для соединения с верхней частью питателя (18) или выполнения роли ее несущей части, причем питающий элемент (10) имеет пропускное отверстие (20) для жидкого металла, проходящее от первого ко второму концу (14, 16),отличающийся тем, что питающий элемент (10) состоит из двух или нескольких частей и включает или состоит из:(i) образующего первый конец (14) питающего элемента (10) трубчатого элемента (22), имеющего толщину стенки не более 1,5 мм,(ii) переходного элемента (24) с отверстием, в которое трубчатый элемент (22) вдвинут таким образом, что он соединен с переходным элементом с фрикционным замыканием,при этом переходный элемент (24) включает в себя один или несколько ограничителей хода (26) для ограничения вдвигания трубчатого элемента (22), которые выполнены таким образом, что наружная поверхность (46) расположенной напротив первого конца (14) краевой области трубчатого элемента (22) при вдвигании на максимальную глубину переходного элемента (24) по всему своему периметру или на отдельных участках периметра остается свободной. 2. Питающий элемент (10) по п.1, в котором трубчатый элемент (22) вдвинут в переходный элемент(a) не на максимальную глубину, так что его можно вдвигать в переходный элемент (24) дальше до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода(b) на максимальную глубину, так что его дальнейшее вдвигание остановлено ограничителем или ограничителями хода. 3. Питающий элемент (10) по п.1 или 2, в котором переходный элемент (24) образует второй конец(16) питающего элемента (10). 4. Питающий элемент (10) по пп.1-3, в котором трубчатый элемент (22) является цилиндрическим и/или имеет длину в диапазоне от 10 до 30 мм. 5. Питающий элемент (10) по любому из пп.1-4, в котором трубчатый элемент (22) изготовлен из материала, выбранного из группы, включающей металлические, керамические или полимерные материалы, а также композитные материалы на базе металла, керамики и/или полимеров, причем трубчатый элемент предпочтительным образом изготавливается из железа, железного сплава, такого как сталь, алюминия, алюминиевого сплава, латунного сплава или керамики. 6. Питающий элемент (10) по любому из пп.1-5, в котором переходный элемент (24) изготовлен из экзотермической или изолирующей формовочной массы. 7. Питающий элемент (10) по любому из пп.1-6, в котором переходный элемент (24) имеет стенки или участок стенок, толщина которого на отдельных участках или везде превышает толщину трубчатого элемента (22) на первом конце (14) питающего элемента (10). 8. Вставка питателя (8), используемого при литье металлов в формы, с полостью для заполнения жидким металлом, включающая или состоящая из питающего элемента (10) по любому из пп.1-7, а также из верхней части питателя (18). 9. Вставка питателя (8) по п.8, в которой питающий элемент (10) и верхняя часть питателя (18) выполнены с возможностью вдвигания друг в друга. 10. Вставка питателя (8) по п.8 или 9, в которой в питающем элементе (10) трубчатый элемент (22) вдвинут в переходный элемент (24) не на максимальную глубину, так что его можно вдвигать дальше в переходный элемент (24) до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода (26). 11. Вставка питателя (8) по любому из пп.8-10, в которой питающий элемент (10) и верхняя часть вставки питателя (18) вместе образуют полость (30, 44) для заполнения жидким металлом. 12. Вставка питателя (8) по любому из пп.8-11, включающая или состоящая из:(а) одного состоящего из двух или нескольких частей питающего элемента (10) с первым концом(14) для установки на литейную модель (12) и расположенным напротив него вторым концом (16), причем питающий элемент (10) имеет пропускное отверстие (20) для жидкого металла, проходящее от первого ко второму концу (14, 16), и включает или состоит из:(a)(i) образующего первый конец (14) питающего элемента (10) трубчатого элемента (22), который на первом конце имеет толщину стенки не более 1,5 мм,(a)(ii) переходного элемента (24) со стенками, толщина которых больше, чем толщина стенок трубчатого элемента (22) на первом конце (14) питающего элемента (10), и отверстием, в которое вставлен трубчатый элемент (22) таким образом, что он соединен с переходным элементом (24) фрикционным замыканием, и(b) верхней частью (18),причем питающий элемент (10) соединен своим вторым концом (16) с верхней частью питателя (18) и/или является ее несущей частью, при этом питающий элемент (10) и верхняя часть питателя (18) выполнены с возможностью вдвигания друг в друга и образуют либо ограничивают полость (30, 44). 13. Набор комплектующих элементов для изготовления питающего элемента по любому из пп.1-7,включающий в себя трубчатый элемент и переходный элемент. 14. Набор комплектующих элементов для изготовления вставки питателя (8) по любому из пп.8-12,включающий в себя трубчатый элемент (22) и переходный элемент (24) для изготовления питающего элемента (10) по любому из пп.1-7, а также верхнюю часть питателя (18). 15. Способ размещения вставки питателя (8) в литейной форме, включающий следующие этапы: обеспечение питающего элемента (10) по любому из пп.1-7, причем трубчатый элемент (22) вдвинут в переходный элемент (24)(a) не на максимальную глубину, так что его можно вдвигать дальше в переходный элемент (24) до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода(b) настолько, что его дальнейшее вдвигание остановлено ограничителем или ограничителями хода(26),обеспечение верхней части питателя (18),установку верхней части питателя (18) на питающий элемент (10), так что образуется вставка питателя (8) по любому из пп.8-12,размещение вставки питателя (8) в формовочной машине,-7 014660 загрузку формовочного материала (32) в формовочную машину, так чтобы наружные стенки вставки питателя (8) находились в контакте с формовочным материалом (32),уплотнение формовочного материала (31), причем трубчатый элемент (22) в случае (а) вдвигается дальше в переходный элемент (24) до тех пор, пока его дальнейшее вдвигание не будет остановлено ограничителем или ограничителями хода (26). 16. Способ по п.15, в котором верхнюю часть питателя (18) и питающий элемент (10) выбирают так,чтобы при установке верхней части питателя (18) на питающий элемент (10) образовалась вставка питателя (8), причем питающий элемент (10) и верхняя часть питателя (18) выполнены с возможностью вдвигания друг в друга, при этом при уплотнении формовочного материала (32) верхнюю часть питателя (18) и питающий элемент (10) вдвигают друг в друга. 17. Способ по п.16, в котором формовочная машина включает модельную плиту, причем питающий элемент вставляют в формовочную машину так, что он своим первым концом находится в непосредственном контакте с модельной плитой.
МПК / Метки
МПК: B22C 9/08
Метки: питателя, элемент, питающий, вставка
Код ссылки
<a href="https://eas.patents.su/10-14660-vstavka-pitatelya-i-pitayushhijj-element.html" rel="bookmark" title="База патентов Евразийского Союза">Вставка питателя и питающий элемент</a>
Устройство привода плунжера механизма питателя стекломассы
Номер патента: 8710
Опубликовано: 29.06.2007
Автор: Филип Петр
МПК: C03B 7/086
Метки: питателя, механизма, привода, устройство, стекломассы, плунжера
Формула / Реферат:
1. Устройство привода плунжера (10) механизма питателя стекломассы, содержащее рычаг (13), на котором установлен по меньшей мере один плунжер (10), в то время как рычаг (13) прикреплен к опорной колонне (12), прикрепленной с возможностью скольжения к раме (1), причем опорная колонна (12) соединена посредством соединительного стержня (11) с рычагом (8), прикрепленным к раме (1) первым штифтом (9), и посредством стержня (7) рычаг (8) соединен с...
Трубная вставка
Номер патента: 8467
Опубликовано: 29.06.2007
Автор: Холл Дерек Шейн
МПК: F16L 15/04, F16L 15/02, F16L 15/00...
Формула / Реферат:
1. Трубная вставка, обеспечивающая соединение по меньшей мере двух разнесенных концов труб, которые закреплены друг относительно друга и каждый из которых имеет первые соединительные средства, обеспечивающие подсоединение между этими концами труб устройства, причем при использовании данная вставка проходит через промежуток между концами труб, обеспечивая тем самым возможность замены указанного устройства и возможность проточного герметичного...
Насосная вставка и способ сборки насоса
Номер патента: 8561
Опубликовано: 29.06.2007
Авторы: Коллингз Ричард Дж., Кларенс Найджел Пол, Уэллс Ян Ховард
МПК: F04D 29/16, F04D 29/62, F04D 29/42...
Метки: насосная, насоса, вставка, способ, сборки
Формула / Реферат:
1. Насосная вставка для размещения в корпусе насоса, имеющая внутреннюю поверхность, которая при использовании образует участок насосной улитки, причем насосная вставка приспособлена для сцепления с корпусом насоса с помощью соединительного устройства с взаимно зацепляющимся профилем, и приспособлена при использовании для закрепления перекрывающего элемента корпуса насоса между насосной вставкой и корпусом насоса. 2. Насосная вставка по п.1, в...
Элемент из шлаковой ваты, обладающий повышенной стойкостью к действию огня, и воздуховод, включающий указанный элемент
Номер патента: 4349
Опубликовано: 29.04.2004
Автор: Родеро Антунес Карлос
МПК: B01D 39/20, C03C 25/26
Метки: включающий, действию, стойкостью, обладающий, повышенной, ваты, огня, указанный, элемент, шлаковой, воздуховод
Формула / Реферат:
1. Элемент, образованный в основном из шлаковой ваты, предназначенный для производства плит для строительства воздуховодов, который состоит из основы из шлаковой ваты, в которую добавлен адгезив, отличающийся тем, что волокна шлаковой ваты являются стекловолокнами, которые имеют коэффициент дисперсности 5,8+0,5 на 6 г, при этом к ним добавлен адгезив в количестве от 5 до 6%. 2. Элемент по п.1, отличающийся тем, что волокна шлаковой ваты являются...
Электрод, способ его изготовления, металловоздушный топливный элемент и металлогидридный элемент
Номер патента: 11752
Опубликовано: 30.06.2009
Автор: Буршардт Трюгве
МПК: H01M 12/08, C01B 3/00, H01M 10/34...
Метки: способ, электрод, элемент, топливный, металлогидридный, металловоздушный, изготовления
Формула / Реферат:
1. Электрод для использования в электрохимическом элементе, содержащий материал-аккумулятор водорода и металл с высокой удельной энергией, выбранный по меньшей мере из одного из Al, Zn, Mg и Fe или сплава любого из них, причем материал-аккумулятор водорода и металл с высокой удельной энергией размещены в электроде таким образом, что металл с высокой удельной энергией способен действовать в качестве анодного материала для элемента, при этом...
Предыдущий патент: Устройство для первого элемента и второго элемента, а также насос, содержащий такое устройство
Следующий патент: Способ рентгеновского контроля тела человека
Случайный патент: Устройство для предотвращения загрязнения подземных вод