Сборный предохранитель для конца трубы, снабженного наружной или внутренней резьбой
Формула / Реферат
1. Сборный предохранитель (23, 43) для конца трубы, снабженного наружной или внутренней резьбой, содержащий, по существу, цилиндрическую резьбовую деталь (14, 40) из пластмассы, закрывающую резьбу на конце трубы, и металлическую втулку (7, 33) также, по существу, цилиндрической формы, поддерживающую резьбовую деталь (14, 40) с обратной ее резьбе стороны, причем резьбовая деталь (14, 40) и втулка (7, 33) скреплены защелкиванием замковых выступов (18, 43) в замковых прорезях (2, 31), отличающийся тем, что втулка (7, 33) своим торцовым краем (8, 38), находящимся при защелкивании впереди, по меньшей мере, вблизи замковых прорезей (2, 31) плотно прижата к резьбовой детали (14, 40).
2. Предохранитель по п.1, отличающийся тем, что резьбовая деталь (14, 40) выполнена в виде стакана.
3. Предохранитель по п.1 или 2, отличающийся тем, что на торце втулки (7, 33), находящемся при защелкивании сзади, сформирована завернутая закраина (9, 12, 35, 39), охватывающая заднюю кромку резьбовой детали (14, 40).
4. Предохранитель по п.3, отличающийся тем, что завернутая закраина (9, 35) образует с задней кромкой резьбовой детали (14, 40) зубчатые соединения с геометрическим замыканием от прокручивания.
5. Предохранитель по п.4, отличающийся тем, что для выполнения зубчатого соединения на завернутой закраине (9, 35) имеются выступы (3, 32), которые входят в гнезда (20, 44) резьбовой детали (14, 40).
6. Предохранитель по пп.3, 4 или 5, отличающийся тем, что завернутая закраина (9, 35) в поперечном сечении образует дугу, угловая длина которой составляет по меньшей мере 90°.
7. Предохранитель по одному из пп.4-6, отличающийся тем, что замковые выступы (18, 43) и замковые прорези (2, 31) имеют больший люфт в окружном направлении, чем в зубчатых соединениях (3, 32; 20, 44) у завернутой закраины (9, 35).
8. Предохранитель по одному из пп.1-7, отличающийся тем, что замковые выступы (18, 43) выполнены на резьбовой детали (14, 40) и имеют скошенную поверхность для взаимодействия с поверхностью втулки (7, 33).
9. Предохранитель по одному из пп.1-8, отличающийся тем, что при выполнении в качестве предохранителя (43) для внутренней резьбы он снабжен на конце, противоположном резьбовому участку (41), выступающим наружу буртиком (45) для передачи вращения.
10. Предохранитель по одному из пп.1-8, отличающийся тем, что при выполнении в качестве предохранителя (23) для наружной резьбы он имеет боковую поверхность, снабженную продольными ребрами (22).
11. Способ изготовления сборного предохранителя (23, 43) по одному из пп.1-10, при осуществлении которого из металла изготавливают цилиндрическую втулку (7, 33) с замковыми прорезями (2, 31) и, расположив ее соосно с резьбовой деталью (14, 40), изготовленной из пластмассы методом литья под давлением, вводят втулку и резьбовую деталь друг в друга до защелкивания, отличающийся тем, что перед защелкиванием втулку (7, 33) на ее расположенном спереди торцовом краю, по меньшей мере, вблизи замковых прорезей (2, 31) отгибают наискось от резьбовой детали (14, 40), а после защелкивания плотно прижимают к резьбовой детали (14, 40).
12. Способ по п.11, отличающийся тем, что перед защелкиванием торцовый край деформируют с помощью подаваемого в осевом направлении профильного штампа (11, 36).
13. Способ по п.11 или 12 изготовления предохранителя (23) для наружной резьбы, отличающийся тем, что после защелкивания торцовый край деформируют с помощью профильного штампа (24).
14. Способ изготовления предохранителя по одному из пп.4-7, при осуществлении которого из металла изготавливают цилиндрическую втулку (7, 33) с замковыми прорезями и, расположив ее соосно с резьбовой деталью (14, 40), изготовленной из пластмассы методом литья под давлением, вводят втулку и резьбовую деталь друг в друга до защелкивания, отличающийся тем, что втулку (7, 33) выполняют с выступами (3, 32) на задней кромке и деформируют заднюю кромку втулки с получением завернутой закраины (9, 35), на которой расположены выступы (3, 32), обращенные к резьбовой детали (14, 40) для образования зубчатого соединения.

Текст
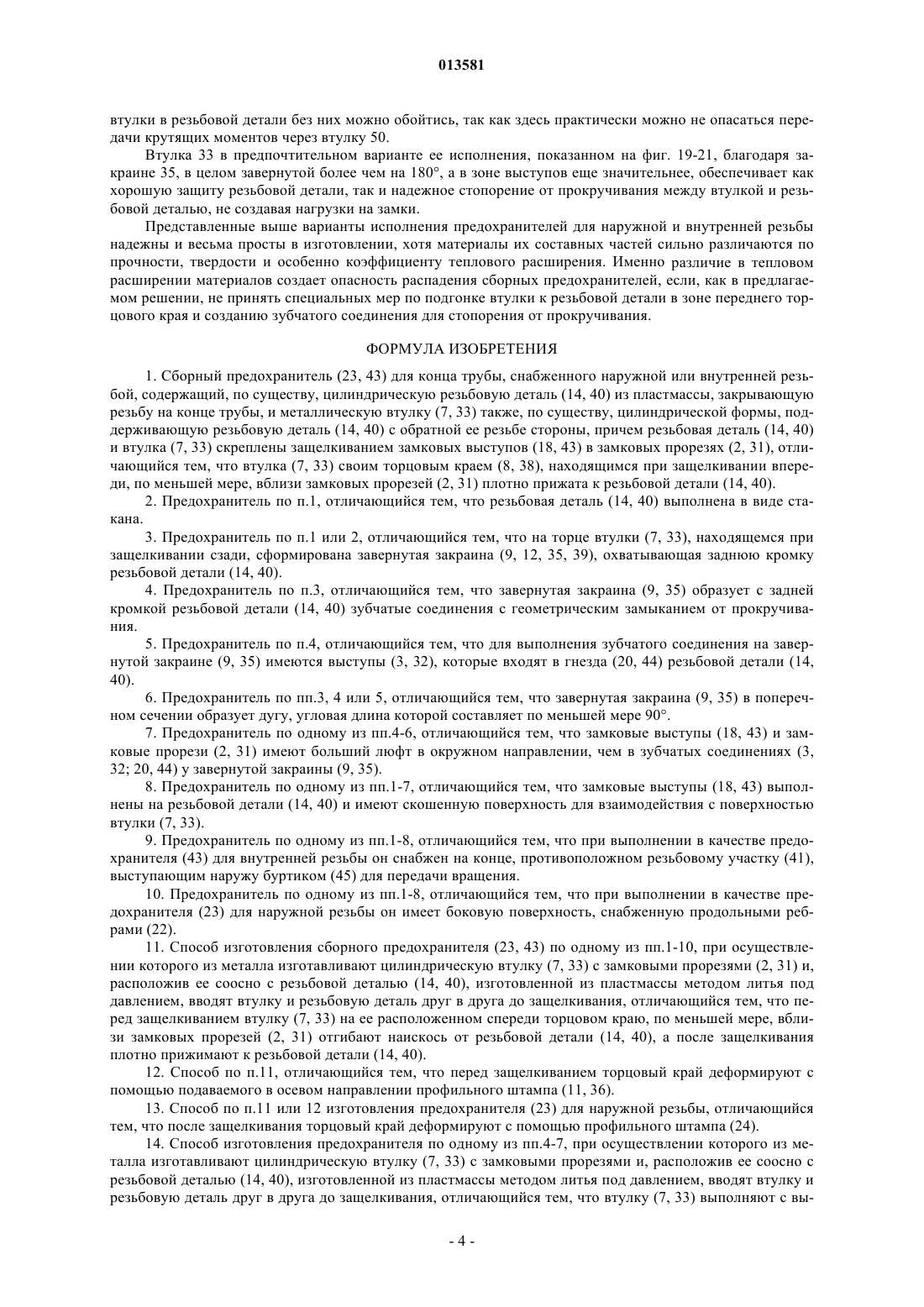
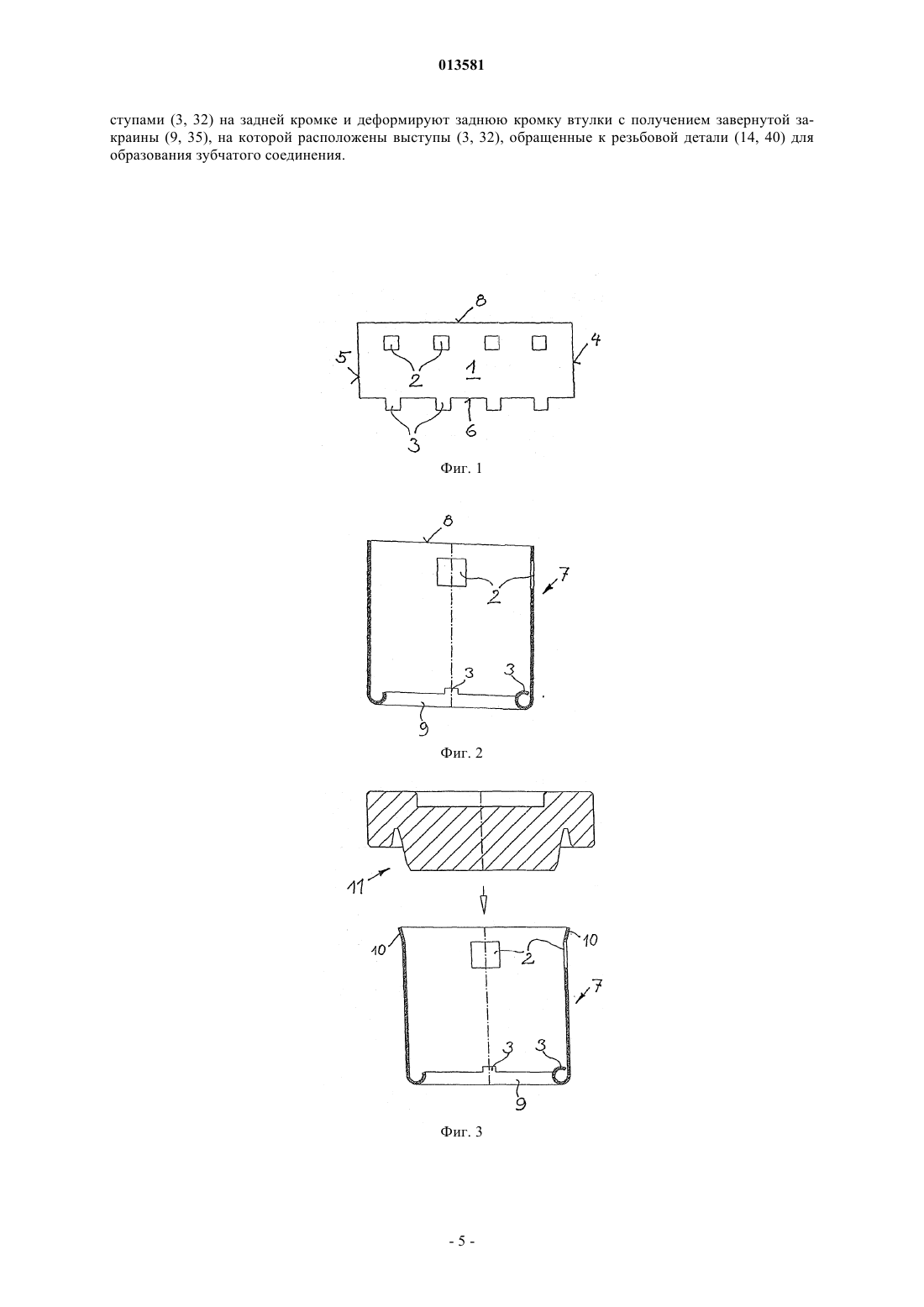
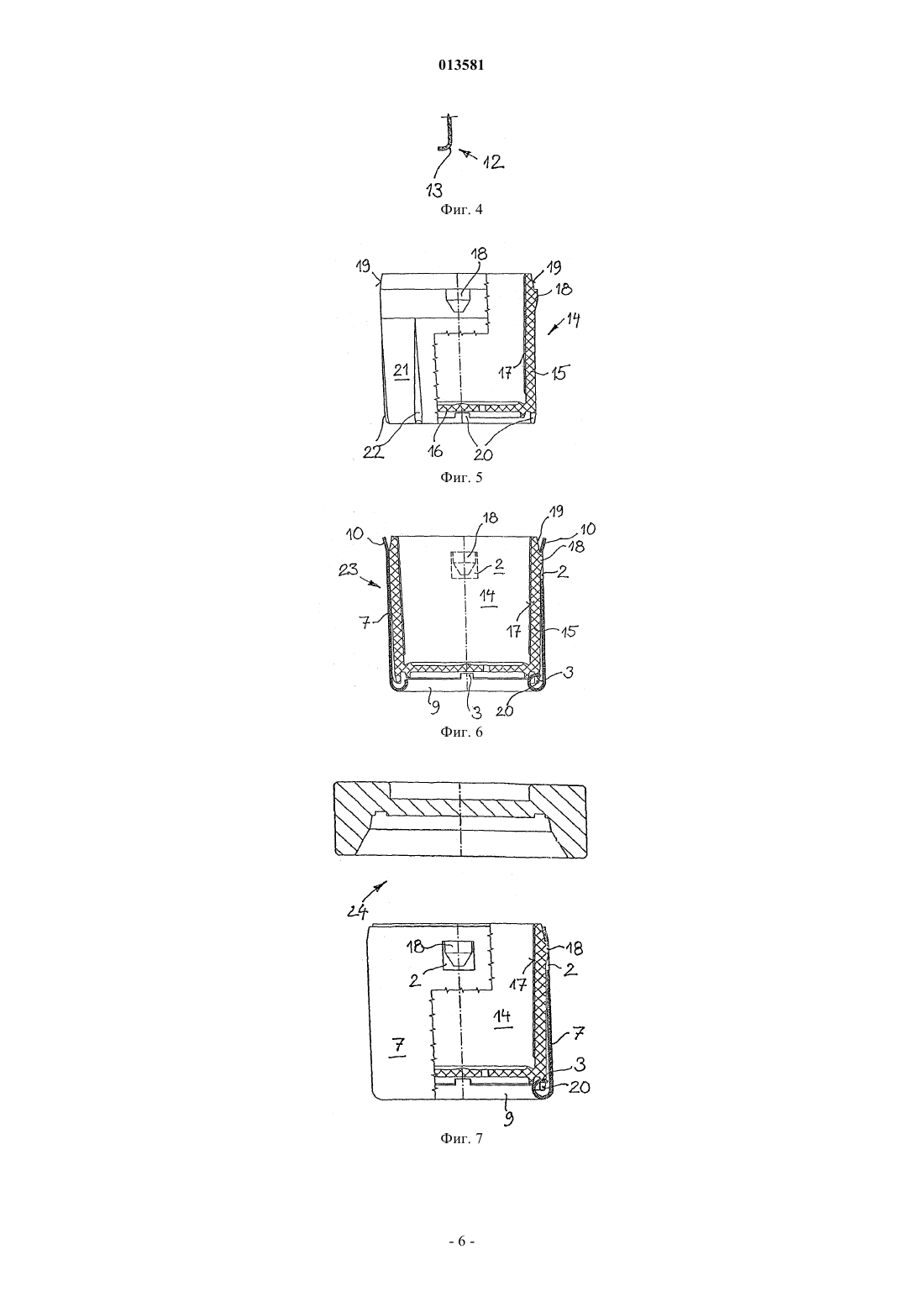
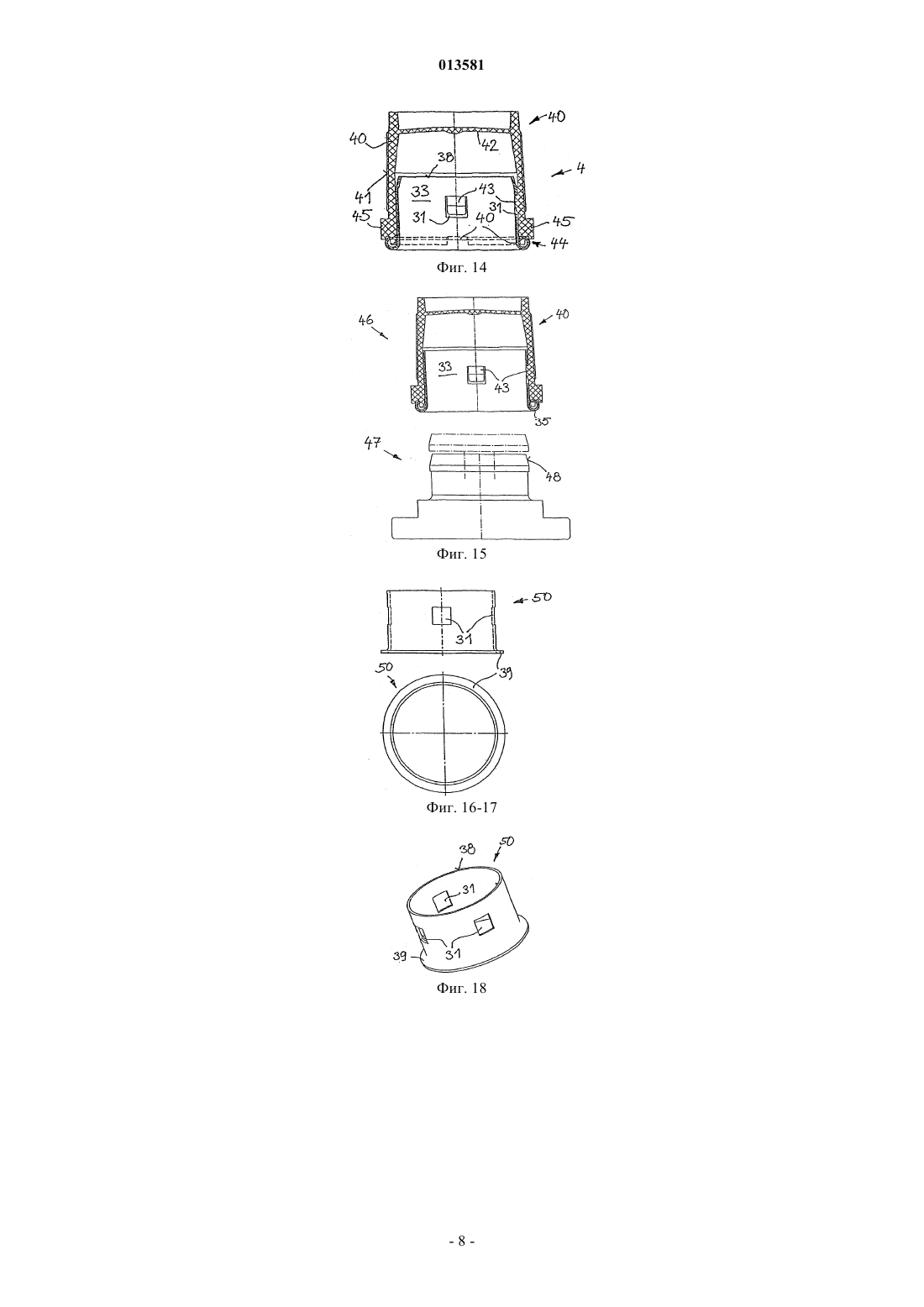
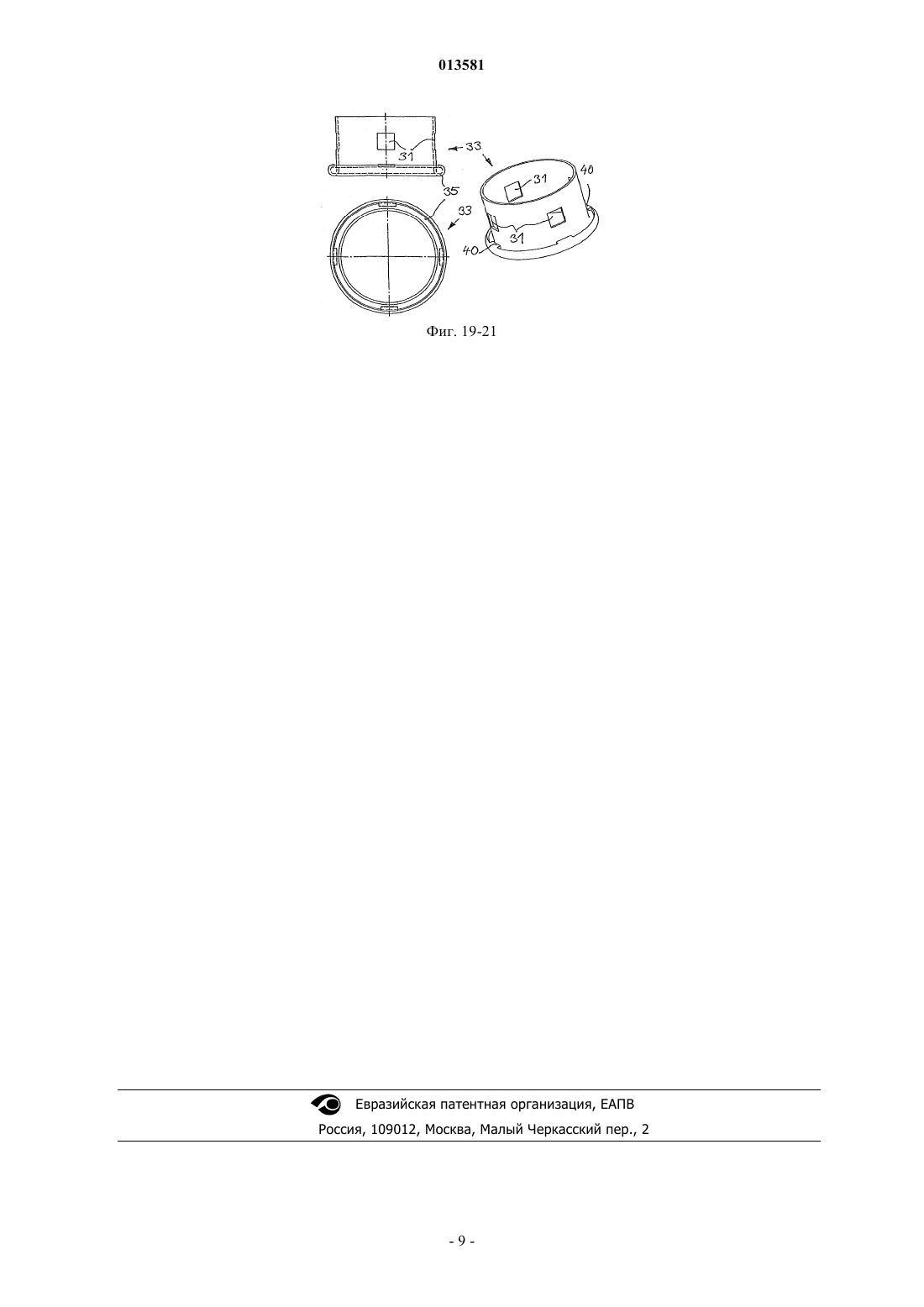
013581 Область техники, к которой относится изобретение Настоящее изобретение относится к сборному предохранителю согласно ограничительной части п.1 формулы изобретения. Далее изобретение относится к способу изготовления такого предохранителя согласно ограничительной части пп.13 и 14 формулы изобретения. Такие предохранители используются, в частности, при транспортировании и хранении труб с резьбой или другими чувствительными соединениями на концах труб. Прежде всего, в трудных условиях транспортирования и хранения в защите нуждаются чувствительные резьбовые участки бурильных труб. Резьба может быть как наружной, так и внутренней - например, на концах трубных муфт. И тот, и другой вид резьбы нуждается в защите от повреждений, деформаций и загрязнения. Уровень техники Для непосредственной защиты такой резьбы используются, прежде всего, резьбовые детали из пластмассы, легко подгоняемые при изготовлении к различным типам резьбы и отличающиеся, особенно при ударных нагрузках на резьбу концов труб, меньшей твердостью и прочностью, вследствие чего они поглощают нагрузки, а не передают их на резьбовую часть трубы. Тем самым обеспечивается непосредственная щадящая защита резьбы. Однако для того чтобы резьба могла выдерживать и повышенные нагрузки, такие предохранители часто дополнительно снабжаются цилиндрической втулкой из металла,преимущественно из стали, которая для защиты наружной резьбы располагается по окружности пластмассовой резьбовой детали, а для защиты внутренней резьбы закрывает резьбовую деталь изнутри. В обоих случаях резьбовая деталь лицевой (резьбовой) стороной прилегает к резьбе, а тыльной, т.е. обратной резьбе, стороной опирается на втулку из металла. Обе детали предохранителя известным способом соединяются друг с другом и фиксируются. Правда, при этом нередко возникает проблема, заключающаяся в том, что значительно более твердая и прочная металлическая втулка повреждает предусмотренные на резьбовой детали замковые выступы. В результате этого, а также из-за предусмотренных допусков на посадку замкового соединения возникает опасность отделения втулки от резьбовой детали или повреждения пластмассовой резьбовой детали при транспортировке вследствие люфтов, допускающих взаимное перемещение резьбовой детали и втулки. Фиксация посадки между втулкой и резьбовой деталью должна быть обеспечена даже при экстремальных температурах, причем весьма различающиеся коэффициенты теплового расширения металла (втулки) и пластмассы (резьбовой детали) создают особенные трудности. Проблемы надежной фиксации резьбовой детали и втулки сказываются и на возможности свинчивания предохранителя с резьбы или его повторного навинчивания в случае, если вращающий момент прикладывается через металлическую втулку. Раскрытие изобретения В соответствии с этим задача изобретения состоит в том, чтобы предложить сборный предохранитель, в котором втулка и резьбовая деталь скреплялись бы прочно и с минимальным люфтом (зазором) без повреждения резьбовой детали и в котором хорошее соединение между втулкой и резьбовой деталью обеспечивало бы беспроблемное навинчивание и свинчивание даже при использовании в экстремальных температурных условиях. В соответствии с изобретением эта задача решается сборным предохранителем, охарактеризованным в ограничительной части п.1 формулы изобретения, за счет того, что втулка своим торцовым краем,находящимся при защелкивании впереди, по меньшей мере, вблизи замковых прорезей плотно прижата к резьбовой детали. Именно в зоне замковых прорезей важно, чтобы втулка плотно прилегала к резьбовой детали во избежание всякого смещения, приводящего к ее отделению от резьбовой детали, и для обеспечения хорошей посадки при вращательном движении. Это предпочтительно достигается благодаря тому, что втулку сначала надевают на резьбовую деталь или вставляют в нее, перемещая ее отогнутым наискось торцовым краем вперед, после чего деформируют ее позади замковых прорезей, плотно прижимая к резьбовой детали. Понятно, что зона замковых прорезей с этой точки зрения имеет особое значение, так как плотное прилегание может ограничиваться участками окружности вблизи замков. Но обычно плотное прилегание предусматривается равномерно по всей длине переднего торцового края, чтобы даже в отдельных зонах избежать образования зазора или свободно выступающих кромок. В особенно предпочтительном варианте втулка выполнена в виде стакана, дно которого перекрывает просвет трубы, что предупреждает проникновение внутрь трубы грубого инструмента, например подъемных механизмов, и технологически также легко достигается для пластмассовой детали, изготавливаемой литьем под давлением. На торце втулки, находящемся при защелкивании сзади, может быть сформирована завернутая закраина, охватывающая заднюю кромку резьбовой детали и таким образом обеспечивающая защиту этой кромки. Кроме того, на завернутой закраине могут быть предусмотрены зубцы, обеспечивающие стопорение резьбовой детали и втулки от прокручивания, чем достигается фиксация резьбовой детали и втулки в заданном взаимном положении в направлении вращения и снятие нагрузки с замковых выступов и замковых прорезей при воздействии на предохранитель крутящих усилий, поэтому замок, скрепляющий детали предохранителя, остается ненагруженным.-1 013581 Соответствующая деформация торцового края в предлагаемом в изобретении способе достигается с помощью профильного штампа, имеющего предпочтительно цилиндрическую форму. Задний край втулки также может быть снабжен выступами, которые при деформировании втулки с образованием завернутой закраины служат для зубчатого соединения с соответствующими гнездами резьбовой детали. Краткое описание чертежей Ниже приведено более подробное описание примеров осуществления изобретения со ссылкой на прилагаемые чертежи, где показаны на фиг. 1 - штамповочный лист для изготовления металлической втулки предохранителя; на фиг. 2 - металлическая втулка предохранителя для защиты наружной резьбы; на фиг. 3 - металлическая втулка, показанная на фиг. 2, с деформирующим инструментом; на фиг. 4 - один из вариантов исполнения металлической втулки, показанной на фиг. 2 и 3, с видоизмененной завернутой закраиной; на фиг. 5 - резьбовая деталь предохранителя; на фиг. 6 - предохранитель с резьбовой деталью и металлической втулкой; на фиг. 7 - предохранитель, показанный на фиг. 6, с деформирующим инструментом; на фиг. 8 - другой вариант исполнения предохранителя; на фиг. 9 - штамповочный лист для изготовления металлической втулки предохранителя для защиты внутренней резьбы; на фиг. 10 - металлическая втулка предохранителя для защиты внутренней резьбы; на фиг. 11 - предохранитель, показанный на фиг. 10, с деформирующим инструментом; на фиг. 12 - фрагмент металлической втулки еще в одном варианте исполнения; на фиг. 13 - резьбовая деталь предохранителя для защиты внутренней резьбы; на фиг. 14 - предохранитель для внутренней резьбы; на фиг. 15 - предохранитель, показанный на фиг. 14, с деформирующим инструментом; на фиг. 16, 17 и 18 - изображения металлической втулки предохранителя для защиты внутренней резьбы; на фиг. 19, 20 и 21 - еще один вариант исполнения металлической втулки предохранителя для внутренней резьбы. Осуществление изобретения Показанный на фиг. 1 стальной штамповочный лист с общим обозначением 1, по существу, прямоугольного поперечного сечения имеет расположенные внутри прорези 2 и обращенные вниз выступы 3. Такой штамповочный лист сгибается кольцом в направлении, перпендикулярном продольной оси, причем сопряженные края 4, 5 свариваются встык и по нижнему краю 6 заворачиваются внутрь, образуя втулку 7, показанную на фиг. 2. При этом втулка на торцовом краю 8, примыкающем к прорезям, сначала имеет цилиндрическую форму, как и в остальной части втулки. Сформированную на противоположной стороне завернутую закраину 9 также изогнутой формы продолжают выступы 3. Следует заметить, что на фиг. 2 показан не (симметричный) диаметральный разрез втулки, а разрез плоскостью, проходящей через одну половину втулки. В действительности четыре прорези 2 и выступы 3 равномерно распределены в окружном направлении, располагаясь с угловым интервалом 90, и разрез в левой части фиг. 2 проходит не по прорези 2 и выступу 3, а рядом с ними. На фиг. 3 показана еще одна деформация втулки 7, при которой между прорезями 2 и передним торцовым краем 8 втулке придается коническое уширение 10 с помощью цилиндрического профильного штампа 11, вдавливаемого во втулку сверху по оси и расширяющего торцовый край 8. При этом завернутая закраина 9 остается неизменной. На фиг. 4 показана альтернативная завернутая закраина 12 для втулки, в остальном соответствующей втулке 7, которая имеет меньшую деформацию и более проста в изготовлении. Однако, как и завернутая закраина 9, она имеет проходящую в окружном направлении закругленную кромку 13 для получения надежной втулки, имеющей ударопрочное исполнение в отношении как осевых, так и радиальных нагрузок. Завернутая закраина 12 также может быть снабжена выступами, соответствующими выступам 3. На фиг. 5 представлена подходящая к втулке 7 резьбовая деталь 14 из пластмассы, выполненная в форме стакана с цилиндрической стенкой 15 и дном 16, чтобы перекрывать конец трубы как в радиальном, так и в осевом направлении, и снабженная нарезанной резьбой по внутренней поверхности 17, которая навинчивается на защищаемую наружную резьбу трубы. Резьбовая деталь имеет выступы 18, входящие в прорези 2 втулки 7. На верхнем краю над выступами 18 сформирован проходящий в окружном направлении и конически сужающийся к концу край 19. Помимо этого в резьбовой детали, изготовленной из пластмассы литьем под давлением, сформированы гнезда 20, предназначенные для зацепления с выступами 3. Резьбовая деталь 14 имеет наружную поверхность, слегка сходящуюся на конус к краю, соседнему с гнездами 20, что позволяет легко извлекать ее из формы при изготовлении способом литья под давлением. Правда на боковой поверхности 21, имеющей, соответственно, слегка коническую форму, образованы продольные ребра 22, которые своими внешними кромками компенсируют конусность и определяют цилиндрическую форму поверхности для установки цилиндрической втулки. Собственно ребра 22-2 013581 являются вспомогательным средством в том случае, когда резьбовую деталь 14 предполагается использовать в качестве цельного предохранителя без втулки. В этом случае ребра 22 расположены снаружи и служат в качестве элементов профиля, облегчающих передачу вращения при навинчивании или свинчивании предохранителя вручную или с помощью инструмента. На фиг. 6 показан сборный предохранитель 23, состоящий из резьбовой детали 14 и втулки 7. При сборке соосно расположенных резьбовой детали и втулки, когда втулка без зазора скользит вдоль внешних кромок ребер 22, передний торцовый край 8 втулки 7 благодаря расширяющейся вперед форме проходит также через замковые выступы 18, которые в свою очередь снабжены скошенными поверхностями для взаимодействия с поверхностью втулки. Выступы 3 втулки зашли в соответствующие гнезда резьбовой детали 14. Как показано на чертеже, выступы 3 расположены внутри гнезд с меньшим люфтом (зазором) в окружном направлении, чем замковые выступы 18 в прорезях 2, поэтому резьбовая деталь 14 при вращении втулки 7 увлекается только через выступы 3, тогда как замковые выступы 18 остаются ненагруженными. На очень важной заключительной стадии формообразования с помощью инструмента 24, который,как и инструмент 11, выполнен по типу цилиндрического штампа, край 10 втулки 7 прижимают вплотную к коническому участку 19 резьбовой детали 14, стягивая внешнюю кромку, в частности втулка 7 и резьбовая деталь 14 прилегают друг к другу без зазора, причем более прочное соединение обеспечивается также заскакиванием замковых выступов 18 за кромку замковых прорезей. Поэтому при таком формообразовании особенно важно обеспечить плотное прилегание втулки 7 вблизи замковых прорезей 2. На фиг. 8 показан альтернативный изображенному на фиг. 7 предохранитель, втулка 25 которого полностью соответствует втулке 7, но имеет на заднем торце закраину, завернутую под углом 90 аналогично завернутой закраине 12 на фиг. 4. В этом варианте исполнения выступы 26 и гнезда 27 также служат для стопорения от прокручивания, обеспечивающего снятие нагрузки с замковых соединений. На фиг. 9-21 в качестве альтернативы предохранителям для наружной резьбы, показанным на фиг. 1-8, представлены предохранители для внутренней резьбы. На фиг. 9 снова показана заготовка в виде штамповочного листа 30, имеющего форму удлиненного прямоугольника, который имеет прорези 31 для замков и выступы 32 для образования зубчатых соединений для стопорения от прокручивания и который можно сгибать кольцом и сваривать, как показано на фиг. 10, с получением втулки 33, имеющей равномерно распределенные в окружном направлении замковые прорези 31 и снабженной на задней кромке 34 завернутой закраиной 35, причем в данном случае закраина, в отличие, например, от описанного выше варианта исполнения втулки 7, завернута наружу. Эта втулка 33, выполненная по всей длине цилиндрической формы за исключением завернутой закраины, посредством подаваемого в осевом направлении, по существу, цилиндрического профильного штампа 36 коническими деформирующими поверхностями 37 деформируется вдоль расположенного спереди торцового края 38 с приданием ей конического сужения вперед. На фиг. 12 детально показана на этот раз упрощенная и в меньшей степени отогнутая завернутая закраина 39, направленная наружу в виде буртика, который, однако, также может иметь выступы, предназначенные для зубчатого соединения. Подходящая к втулке 33 резьбовая деталь 40 изображена на фиг. 13. Эта резьбовая деталь имеет слегка сходящуюся на конус вверх боковую поверхность с нарезанной на ней резьбой 41. Резьбовая деталь 40 дополняется дном 42 до формы стакана. На внутренней стороне имеются, во-первых, замковые выступы 43 со скошенными поверхностями, расположенными спереди для взаимодействия с втулкой и,во-вторых, гнезда 44 для фиксации и зубчатого соединения с втулкой 33, показанной в разрезе на фиг. 14. При этом завернутая закраина 35 втулки 33 охватывает выступающий наружу концевой участок 45 резьбовой детали 40, который служит как рельефной поверхностью для удобства при ввинчивании предохранителя вручную или с помощью инструмента, а в остальном обеспечивает защиту резьбы от ударов. Гнезда 44 и в данном случае распределены в окружном направлении с меньшим уширением относительно выступов 32, чем уширение замковых прорезей 31 относительно замковых выступов 43. Это при вращательной нагрузке на втулку обеспечивает защиту замков от повреждений и нагрузок. Правда, как показано на фиг. 14, передний край 38 втулки с примыкающим к нему коническим участком, который способствовал соединению втулки и резьбовой детали и защелкиванию замка, теперь удален от резьбовой детали, располагаясь с таким зазором от нее, при котором следует опасаться люфта или выпадения втулки при контакте с инструментом, если предохранитель 46 используется в трудных условиях. Согласно фиг. 15 этого можно избежать, пользуясь инструментом 47 типа штампа, коническая головная часть 48 которого входит во втулку и деформирует ее передний край, снова придавая ему цилиндрическую форму, в результате чего он прочно и плотно прилегает к внутренним стенкам резьбовой детали 40 и обеспечивает надежно зацепление с замковыми выступами 43. Понятно, что сборный инструмент обеспечивает также дополнительное движение распора, которое расширяет втулку у переднего края 38, придавая ей коническую форму и создавая еще более прочное прилегание. На фиг. 16-18 в различных видах показана втулка с завернутой закраиной 39, показанной на фиг. 12,которая представляет собой лишь буртик и в данном случае не имеет выступов. При плоском прилегании-3 013581 втулки в резьбовой детали без них можно обойтись, так как здесь практически можно не опасаться передачи крутящих моментов через втулку 50. Втулка 33 в предпочтительном варианте ее исполнения, показанном на фиг. 19-21, благодаря закраине 35, в целом завернутой более чем на 180, а в зоне выступов еще значительнее, обеспечивает как хорошую защиту резьбовой детали, так и надежное стопорение от прокручивания между втулкой и резьбовой деталью, не создавая нагрузки на замки. Представленные выше варианты исполнения предохранителей для наружной и внутренней резьбы надежны и весьма просты в изготовлении, хотя материалы их составных частей сильно различаются по прочности, твердости и особенно коэффициенту теплового расширения. Именно различие в тепловом расширении материалов создает опасность распадения сборных предохранителей, если, как в предлагаемом решении, не принять специальных мер по подгонке втулки к резьбовой детали в зоне переднего торцового края и созданию зубчатого соединения для стопорения от прокручивания. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Сборный предохранитель (23, 43) для конца трубы, снабженного наружной или внутренней резьбой, содержащий, по существу, цилиндрическую резьбовую деталь (14, 40) из пластмассы, закрывающую резьбу на конце трубы, и металлическую втулку (7, 33) также, по существу, цилиндрической формы, поддерживающую резьбовую деталь (14, 40) с обратной ее резьбе стороны, причем резьбовая деталь (14, 40) и втулка (7, 33) скреплены защелкиванием замковых выступов (18, 43) в замковых прорезях (2, 31), отличающийся тем, что втулка (7, 33) своим торцовым краем (8, 38), находящимся при защелкивании впереди, по меньшей мере, вблизи замковых прорезей (2, 31) плотно прижата к резьбовой детали (14, 40). 2. Предохранитель по п.1, отличающийся тем, что резьбовая деталь (14, 40) выполнена в виде стакана. 3. Предохранитель по п.1 или 2, отличающийся тем, что на торце втулки (7, 33), находящемся при защелкивании сзади, сформирована завернутая закраина (9, 12, 35, 39), охватывающая заднюю кромку резьбовой детали (14, 40). 4. Предохранитель по п.3, отличающийся тем, что завернутая закраина (9, 35) образует с задней кромкой резьбовой детали (14, 40) зубчатые соединения с геометрическим замыканием от прокручивания. 5. Предохранитель по п.4, отличающийся тем, что для выполнения зубчатого соединения на завернутой закраине (9, 35) имеются выступы (3, 32), которые входят в гнезда (20, 44) резьбовой детали (14,40). 6. Предохранитель по пп.3, 4 или 5, отличающийся тем, что завернутая закраина (9, 35) в поперечном сечении образует дугу, угловая длина которой составляет по меньшей мере 90. 7. Предохранитель по одному из пп.4-6, отличающийся тем, что замковые выступы (18, 43) и замковые прорези (2, 31) имеют больший люфт в окружном направлении, чем в зубчатых соединениях (3,32; 20, 44) у завернутой закраины (9, 35). 8. Предохранитель по одному из пп.1-7, отличающийся тем, что замковые выступы (18, 43) выполнены на резьбовой детали (14, 40) и имеют скошенную поверхность для взаимодействия с поверхностью втулки (7, 33). 9. Предохранитель по одному из пп.1-8, отличающийся тем, что при выполнении в качестве предохранителя (43) для внутренней резьбы он снабжен на конце, противоположном резьбовому участку (41),выступающим наружу буртиком (45) для передачи вращения. 10. Предохранитель по одному из пп.1-8, отличающийся тем, что при выполнении в качестве предохранителя (23) для наружной резьбы он имеет боковую поверхность, снабженную продольными ребрами (22). 11. Способ изготовления сборного предохранителя (23, 43) по одному из пп.1-10, при осуществлении которого из металла изготавливают цилиндрическую втулку (7, 33) с замковыми прорезями (2, 31) и,расположив ее соосно с резьбовой деталью (14, 40), изготовленной из пластмассы методом литья под давлением, вводят втулку и резьбовую деталь друг в друга до защелкивания, отличающийся тем, что перед защелкиванием втулку (7, 33) на ее расположенном спереди торцовом краю, по меньшей мере, вблизи замковых прорезей (2, 31) отгибают наискось от резьбовой детали (14, 40), а после защелкивания плотно прижимают к резьбовой детали (14, 40). 12. Способ по п.11, отличающийся тем, что перед защелкиванием торцовый край деформируют с помощью подаваемого в осевом направлении профильного штампа (11, 36). 13. Способ по п.11 или 12 изготовления предохранителя (23) для наружной резьбы, отличающийся тем, что после защелкивания торцовый край деформируют с помощью профильного штампа (24). 14. Способ изготовления предохранителя по одному из пп.4-7, при осуществлении которого из металла изготавливают цилиндрическую втулку (7, 33) с замковыми прорезями и, расположив ее соосно с резьбовой деталью (14, 40), изготовленной из пластмассы методом литья под давлением, вводят втулку и резьбовую деталь друг в друга до защелкивания, отличающийся тем, что втулку (7, 33) выполняют с вы-4 013581 ступами (3, 32) на задней кромке и деформируют заднюю кромку втулки с получением завернутой закраины (9, 35), на которой расположены выступы (3, 32), обращенные к резьбовой детали (14, 40) для образования зубчатого соединения.
МПК / Метки
МПК: F16L 57/00
Метки: резьбой, трубы, конца, снабженного, наружной, сборный, предохранитель, внутренней
Код ссылки
<a href="https://eas.patents.su/10-13581-sbornyjj-predohranitel-dlya-konca-truby-snabzhennogo-naruzhnojj-ili-vnutrennejj-rezbojj.html" rel="bookmark" title="База патентов Евразийского Союза">Сборный предохранитель для конца трубы, снабженного наружной или внутренней резьбой</a>
Способ обработки внутренней поверхности трубы
Номер патента: 7545
Опубликовано: 27.10.2006
Авторы: Харью Терхо, Сальминен Алекси, Норен Тимо
МПК: C22F 1/08, B08B 9/02, B08B 9/027...
Метки: поверхности, трубы, способ, обработки, внутренней
Формула / Реферат:
1. Способ изготовления трубы из меди или медного сплава, включающий операцию выдавливания и по меньшей мере одну рабочую операцию для доводки трубы до ее конечного размера, и где согласно этому способу внутреннюю поверхность трубы подвергают очищающей обработке, отличающийся тем, что очищающую обработку проводят на внутренней поверхности выдавленной трубы, чтобы удалить примеси, остатки и загрязнения на основе графита и углерода и контролировать...
Труба с резьбой с обработкой поверхности
Номер патента: 7406
Опубликовано: 27.10.2006
Авторы: Дель'эрба Диего, Карканьо Габриэль Е.
МПК: F16L 58/18, F16L 15/00
Метки: труба, поверхности, обработкой, резьбой
Формула / Реферат:
1. Сегмент трубы (1) определенной длины для нефтедобывающей промышленности, изготовленной из металла, имеющий центральную часть с цилиндрической стенкой и по меньшей мере одну снабженную резьбой концевую часть (3, 4) с защитным покрытием поверхности, характеризующийся тем, что по меньшей мере одна металлическая поверхность в снабженной резьбой концевой части (3, 4) обладает шероховатостью поверхности (Ra) с высотой неровностей профиля от 2,0 до...
Завинчивающая/закатывающая головка для колпачков с предварительно выполненной резьбой
Номер патента: 13032
Опубликовано: 26.02.2010
Автор: Боккарди Массимо
МПК: B67B 3/20, B67B 3/28, B67B 3/18...
Метки: головка, колпачков, резьбой, предварительно, выполненной
Формула / Реферат:
1. Завинчивающая/закатывающая головка (1) для навинчивания и укупоривания колпачка (5) с предварительно выполненной резьбой на резьбовое горлышко (6) емкости (7); указанная головка (1) содержиткорпус (2), расположенный вдоль определенной продольной оси (Х-Х) и подсоединяемый к машине (3) для укупоривания колпачками таким образом, чтобы он мог вращаться вокруг указанной оси (Х-Х) и мог перемещаться в осевом направлении между первым отведенным...
Трубное соединение с клиновой резьбой
Номер патента: 13573
Опубликовано: 30.06.2010
Авторы: Рейнолдс Харрис А., Сивли Роберт С., Мэллис Дэвид Левеллин
МПК: F16L 15/06
Метки: клиновой, трубное, резьбой, соединение
Формула / Реферат:
1. Трубное соединение, содержащееохватываемый компонент, имеющий первую наружную резьбу на первой резьбовой ступени, которая вступает в сопряжение и фиксируется в начальном фиксированном положении в собранном состоянии вдоль оси до приложения к соединению каких-либо рабочих нагрузок или сжимающих усилий, причем указанная первая ступень именуется сопряженной резьбовой ступенью охватываемого компонента, и вторую наружную резьбу на своей второй...
Соединение труб с клиновидной резьбой
Номер патента: 6187
Опубликовано: 27.10.2005
Автор: Уоттс Джон Д.
МПК: F16L 7/02
Метки: труб, соединение, клиновидной, резьбой
Формула / Реферат:
1. Резьбовое соединение труб, собираемое с использованием смазки, имеющее гнездовой элемент (2) и стержневой элемент (1), имеющие конусную сопряжённую клиновидную резьбу, в которой витки гнездового элемента имеют гребни (21), основания (8), опорные боковые поверхности (4) и нагрузочные боковые поверхности (6), а витки стержневого элемента имеют гребни (7), основания (20), опорные боковые поверхности (3) и нагрузочные боковые поверхности (5),...
Предыдущий патент: Массивный катализатор, содержащий никель-вольфрамовые металлоксидные частицы
Следующий патент: Лифт и тормозное устройство лифта
Случайный патент: Способ профилактики онкологических заболеваний у курящих