Этикетка для нанесения на изделие с возможностью отделения
Формула / Реферат
1. Этикетка, выполненная с возможностью отделения от изделия при нагревании и воздействии моющей среды, содержащая подложку (2) и нанесенный на нее клеящий слой (6) для приклеивания этикетки к изделию, отличающаяся тем, что подложка представляет собой многослойную структуру, содержащую полипропиленовую пленку (14) и полиэфирную пленку (12), причем пленки (12, 14) изготовлены из материала, обеспечивающего расширение подложки (2) при нагревании, причем полипропиленовая пленка (14) и полиэфирная пленка (12) имеют разное расширение, в результате чего этикетка имеет тенденцию к скручиванию при отделении от изделия, принимая изогнутую конфигурацию с клеящим слоем (6) на наружной стороне изгиба.
2. Этикетка по п.1, отличающаяся тем, что коэффициент термического расширения пленки (12, 14), прилегающей к клеящему слою, не меньше, чем в два раза превосходит коэффициент термического расширения пленки (12, 14), удаленной от клеящего слоя.
3. Этикетка по п.1 или 2, отличающаяся тем, что модуль эластичности полипропиленовой пленки в направлении обработки составляет не менее 2000 Н/мм2 и не более 2500 Н/мм2.
4. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что модуль эластичности полипропиленовой пленки (14) в поперечном направлении составляет не менее 3000 Н/мм2 и не более 4000 Н/мм2.
5. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полипропиленовая пленка (14) расположена так, что она прилегает к клеящему слою (6).
6. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полипропиленовая пленка (14) и полиэфирная пленка (12) имеют разную толщину.
7. Этикетка по п.6, отличающаяся тем, что толщина одной из пленок (12, 14) составляет от 20 до 75% толщины другой пленки.
8. Этикетка по п.6 или 7, отличающаяся тем, что толщина более толстого слоя составляет не менее 25 мкм и не более 50 мкм.
9. Этикетка по п.8, отличающаяся тем, что толщина полипропиленовой пленки (14) составляет не менее 40 мкм и не более 60 мкм, а толщина полиэфирной пленки (12) составляет не менее 20 мкм и не более 30 мкм.
10. Этикетка по п.9, отличающаяся тем, что толщина полипропиленовой пленки (14) составляет 50 мкм, а толщина полиэфирной пленки составляет 23 мкм.
11. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что по меньшей мере одна из пленок (12, 14) содержит ориентированный полимер.
12. Этикетка по п.11, отличающаяся тем, что обе пленки (12, 14) содержат двуосноориентированный полимер.
13. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полиэфирная пленка (12) содержит полиэтилентерефталат.
14. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что она имеет тенденцию к скручиванию, не имея опоры, с изгибанием по меньшей мере на 360° при температуре предпочтительно ниже 80°С.
15. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что имеет тенденцию к скручиванию вокруг оси, проходящей параллельно направлению обработки.
16. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что клеящий слой (6) содержит самоклеящийся и термочувствительный клеящий материал.
17. Этикетка по п.16, отличающаяся тем, что клеящий материал (6) является водорастворимым.
18. Этикетка по п.16, отличающаяся тем, что клеящий материал (6) является растворимым в растворителе.
19. Этикетка по п.16, отличающаяся тем, что клеящий материал (6) является термоплавким.
20. Этикетка по любому из пп.16-19, отличающаяся тем, что клеящий материал (6) является нерезинированным.
21. Этикетка по любому из пп.16-20, отличающаяся тем, что клеящий материал (6) содержит поверхностно-активное вещество.
22. Этикетка по любому из пп.16-21, отличающаяся тем, что толщина клеящего слоя составляет не более 15 г/м2.
23. Этикетка по п.22, отличающаяся тем, что толщина клеящего слоя составляет не менее 12 г/м2 и не более 14 г/м2.
24. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что на наружную поверхность клеящего слоя (6) перед его нанесением на изделие наносят покрытие, содержащее модификатор (8) клея.
25. Этикетка по п.24, отличающаяся тем, что модификатором (8) клея является УФ-отверждаемый лак, разрушающий клей.
26. Этикетка по п.24 или 25, отличающаяся тем, что модификатор (8) клеящего слоя нанесен на клеящую поверхность прямой печатью.
27. Этикетка по п.26, отличающаяся тем, что модификатор (8) клеящего слоя нанесен на клеящую поверхность посредством трафаретной, флексографической, высокой или глубокой печати.
28. Этикетка по любому из пп.24-27, отличающаяся тем, что модификатор (8) клеящего слоя нанесен мозаично.
29. Этикетка по любому из пп.24-28, отличающаяся тем, что модификатор (8) клеящего слоя нанесен в виде группы точек.
30. Этикетка по любому из пп.24-29, отличающаяся тем, что плотность нанесения модификатора (8) клеящего слоя составляет от 5 до 10%.
31. Этикетка по любому из пп.24-30, отличающаяся тем, что модификатор (8) клеящего слоя нанесен в виде параллельных или пересекающихся линий.
32. Этикетка по любому из пп.24-31, отличающаяся тем, что модификатор (8) клеящего слоя нанесен по всей поверхности этикетки.
33. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полипропиленовая пленка (14) и полиэфирная пленка (12) соединены вместе при помощи слоя клея, образуя слои.
34. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что при нагревании она имеет тенденцию к скручиванию вокруг оси, параллельной вертикальному направлению этикетки относительно ориентации печатного материала на этикетке.
35. Изделие, снабженное этикеткой, как она определена в любом из предшествующих пунктов.
36. Изделие по п.35, представляющее собой бутылку.
37. Способ отделения этикетки, как она определена в п.1, от изделия, включающий следующие этапы:
(i) предварительное нагревание, при котором изделие нагревают до температуры выше 40°С, в результате чего прочность на отрыв клеящего слоя снижается не менее чем на 40%, и затем
(ii) моющий процесс, при котором изделие (а) погружают в перемешиваемую моющую текучую среду и/или (b) обрызгивают моющей текучей средой, в результате чего перемешивание или обрызгивание отделяет этикетку от изделия.
38. Способ по п.37, отличающийся тем, что этап предварительного нагревания содержит погружение изделия в горячую воду при температуре не менее 50°С.
39. Способ по п.37 или 38, отличающийся тем, что моющая текучая среда содержит щелочной раствор.
40. Способ по п.39, отличающийся тем, что щелочной раствор содержит водный раствор гидроксида натрия.
41. Способ по любому из пп.38-40, отличающийся тем, что моющая текучая среда содержит поверхностно-активное вещество.
42. Способ по любому из пп.38-41, отличающийся тем, что моющая текучая среда имеет температуру выше 60°С.

Текст
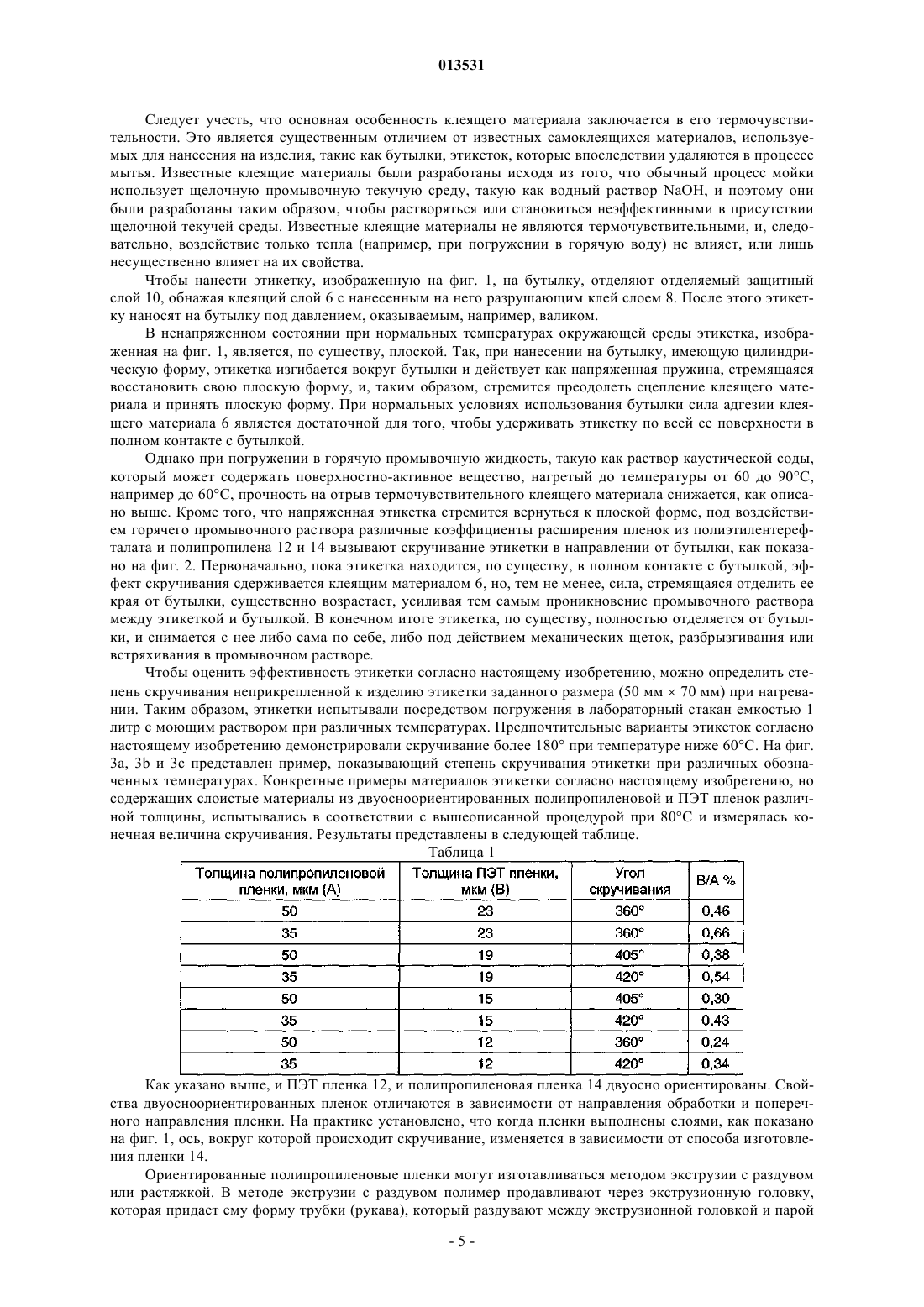
013531 Настоящее изобретение относится к этикеткам, наносимым на изделие с возможностью отделения. Более конкретно, хотя не исключительно, изобретение относится к этикеткам для нанесения на изделия в виде емкостей, таких как стеклянные бутылки. Предшествующий уровень техники Традиционно этикетки для бутылок для напитков изготавливались из бумаги и наносились на бутылки влажно-клеевым способом. При этом способе этикетки поступают без клеящего слоя; клеящий слой наносится на этикетку непосредственно перед ее нанесением на бутылку. Нанесение этикетки обычно осуществляется на линии розлива, после наполнения и запечатывания бутылки. В последнее время получили распространение этикетки, изготовленные из термопластической пленки. Эти этикетки обычно поступают с самоклеящимся слоем, уже нанесенным на одну поверхность базового материала, причем самоклеящийся слой покрыт отделяемым слоем, предотвращающим преждевременное приклеивание. Этикетки, изготовленные из термопластической пленки, позволяют применять широкий диапазон декоративных эффектов. Поскольку термопластические пленки могут быть прозрачными, подложка этикетки может оставаться практически невидимой, так, что материал, напечатанный на этикетке, выглядит как напечатанный непосредственно на бутылке. Кроме того, использование самоклеющихся материалов устраняет проблемы, возникающие при использовании жидких клеящих средств рядом с линией розлива. Обычно бутылки возвращаются для повторного использования. При повторном использовании бутылки могут наполнять не теми напитками, которые находились в них ранее, и, следовательно, с возвращенных бутылок необходимо удалять этикетки. Системы удаления этикеток были разработаны для использования с бумажными этикетками, нанесенными влажно-клеевым способом. В основном такие системы включают мытье бутылок в горячем растворе каустической соды (гидроксида натрия). Каустический раствор пропитывает бумажный материал этикетки и взаимодействует с клеем, например, растворяя его, так что этикетка отделяется от бутылки. Для упрощения отделения этикетки могут использоваться механические средства, такие как щетки или разбрызгиватели, или бутылки просто встряхиваются в каустическом растворе. Существенные изменения линий розлива затруднены из экономических соображений. Владельцы предприятий по розливу отказываются инвестировать средства в новое моечное оборудование для бутылок, позволяющее отделять этикетки различных типов. В результате от поставщиков этикеток требуется разработка этикеток с использованием термопластических пленок, которые можно удалять при помощи обычных моечных систем с горячим каустическим раствором. Проблема состоит в том, что термопластические пленки по существу не пропитываются горячим каустическим раствором, то есть раствор может вначале соприкасаться с клеящим слоем только по краям этикетки. В результате отделение этикетки осуществляется неприемлемо медленно. Для ускорения отделения этикеток на основе термопластических пленочных материалов предлагались различные способы. Например, в заявке на патент Великобритании 04193983 описано использование термочувствительного самоклеящегося материала, теряющего прочность на отрыв при нагревании до температур горячего каустического раствора в моющих системах. В том же документе предлагается,кроме того, создание на стыке между клеящим слоем и бутылкой микроканалов, облегчающих проникновение моющей жидкости в клеящий слой. Микроканалы могут создаваться либо посредством тиснения этикетки, либо нанесением на участки клеящей поверхности материала, разрушающего клеящий слой. В патенте США 6680097 описана этикетка, изготовленная из натянутой пленки, сжимающейся при нагревании. Идея заключается в том, что при сжатии этикетка оттягивается от бутылки, и, таким образом, снижается адгезия между этикеткой и бутылкой. Недостаток систем, основанных на сжатии, таких как описанная в патенте США 6680097, состоит в том, что натянутая термопластическая пленка при сжатии приобретает жесткую палкообразную структуру, которую трудно извлечь из моющей машины и которая, следовательно, может застрять в рабочей зоне моющего оборудования. Кроме того, пленочные материалы, демонстрирующие соответствующие свойства сжатия при температурах, создаваемых в промышленных моющих устройствах, обычно или слишком дороги, или их использование нежелательно для окружающей среды. Сущность изобретения Согласно настоящему изобретению предлагается этикетка, выполненная с возможностью отделения от изделия при нагревании, имеющая подложку, представляющую собой полимерную пленку, и клеящий слой для приклеивания этикетки к изделию, причем подложка изготовлена из материала, обеспечивающего ее расширение при нагревании, причем противоположные поверхности подложки имеют разное расширение, в результате чего этикетка имеет тенденцию к скручиванию, принимая изогнутую конфигурацию с клеящим слоем на наружной стороне изгиба. Указанная этикетка, нанесенная на такое изделие, как бутылка для напитков, и помещенная в горячий каустический раствор, создает силы, подобные создаваемым пружиной, направленные на то, чтобы отделить части этикетки от бутылки. В результате моющая текучая среда (жидкость) проникает под отделенные части этикетки, ускоряя, таким образом, процесс отделения. Подложка может содержать слои из двух разных материалов, имеющих разные коэффициенты тер-1 013531 мического расширения. Таким образом, материал, прилегающий к клеящему слою, имеет более высокий коэффициент термического расширения, чем второй материал подложки, так что этикетка при нагревании стремится к скручиванию в направлении от изделия, на которое она нанесена. Согласно предпочтительному варианту осуществления настоящего изобретения, двумя материалами, составляющими слои, формирующие подложку, могут являться полипропиленовая пленка и полиэфирная пленка. Одна или обе пленки могут быть ориентированы, и предпочтительно двуосно ориентированы, посредством натяжения. Согласно предпочтительному варианту осуществления этикетки, подложка которой состоит из полипропилен/полиэфирного слоистого материала, причем полипропиленовая пленка расположена рядом с клеящим слоем. Пленки, из которых состоит слоистый материал, могут отличаться друг от друга по толщине. Например, толщина одного слоя может составлять от 20 до 75% от толщины другого слоя. Толщина более толстого слоя может составлять от 15 до 60 м. В случае если подложка содержит слоистый материал из полипропиленовой и полиэфирной пленок,толщина полипропиленовой пленки может составлять 15-60 м, более предпочтительно 50 м, а толщина полиэфирной пленки может составлять 12-30 м, предпочтительно 19 или 23 м. Двуосно-ориентированные пленки имеют направление обработки, т.е. направление, в котором пленки перемещаются в процессе изготовления, и поперечное направление, т.е. направление в плоскости пленки, проходящее перпендикулярно направлению обработки. Обычно свойства пленки в этих двух направлениях различаются. Считается, что для получения хороших результатов (т.е. наилучшего скручивания), в этикетке согласно настоящему изобретению, имеющей подложку, содержащую полипропиленовый/полиэфирный слоистый материал, большое значение имеет модуль упругости полипропиленовой пленки, было обнаружено, что модуль упругости полипропиленовой пленки в направлении обработки предпочтительно составляет 2000-2500 Н/мм 2, более предпочтительно 2100-2300 Н/мм 2, и в поперечном направлении - предпочтительно 3000-4000 Н/мм 2, более предпочтительно 3250-3750 Н/мм 2. Было обнаружено, что хорошие результаты обеспечивает полиэфирная пленка, имеющая модуль упругости в направлении обработки 4000-5000 Н/мм 2, предпочтительно 4500 Н/мм 2, и в поперечном направлении - 4500-5500 Н/мм 2, предпочтительно 5000 Н/мм 2. В качестве альтернативы использованию подложки, содержащей слоистые пленки, подложка может состоять из базового слоя, например, из двуосно-ориентированного полипропилена, с покрытием из высокопрочного материала с низкой способностью к растяжению, например, из полимерного (например,полиэфирного) раствора. Подходящими материалами для покрытия являются аморфные насыщенные сополиэфирные полимеры, такие как имеющиеся на рынке под маркой VITEL 2200 В от компании BostikFindley Limited. Покрытие предназначено для сдерживания расширения базового слоя, и, следовательно,наносится на поверхность слоя, обратную клеящему слою, при нагревании вызывая скручивание базового слоя в направлении от изделия, на которое нанесена этикетка. Краткое описание графических материалов Далее для лучшего понимания настоящего изобретения и демонстрации того, как оно может осуществляться на практике, со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления настоящего изобретения. На фиг. 1 представлен схематический чертеж конструкции этикетки для бутылки; на фиг. 2 - бутылка, имеющая этикетку по фиг. 1, в процессе отделения этикетки; на фиг. 3a, 3b И 3c - разные стадии скручивания этикетки и на фиг. 4 а, 4b и 4 с - нанесение этикетки на бутылку. Сведения, подтверждающие возможность осуществления изобретения На фиг. 1 представлен схематический чертеж этикетки в увеличенном для ясности масштабе. В основном этикетка содержит подложку 2, на одной поверхности которой имеется печатный слой 4, и на противоположной поверхности - клеящий слой 6. Клеящий слой 6 содержит отделяемый слой 10. На клеящий слой 6 может наноситься разрушающий клей слой 8. Печатный слой 4 представлен как полный слой, хотя на практике могут печататься только части слоя. Также разрушающий клей слой 8 наносится только на часть клеящего слоя 6, например, в виде набора точек, как более подробно описано в заявке на патент Великобритании 04193983 авторов настоящего изобретения, ссылки на которую приводятся в настоящем документе. Подложка 2 имеет слоистую структуру и содержит наружный пленочный слой 12 и внутренний пленочный слой 14, соединенные при помощи слоя клея 16. Пленки 12 и 14 могут быть изготовлены из любых двух материалов, имеющих разные коэффициенты термического расширения. Предпочтительно наружная пленка 12 имеет меньший коэффициент термического расширения, чем внутренняя пленка 14,так что при нагревании этикетка скручивается в направлении от клеящего слоя 6. Другими словами, этикетка скручивается вокруг оси, расположенной над фиг. 1. Согласно варианту осуществления этикетки по фиг. 1 наружный слой 12 слоистого материала 2 представляет собой двуосно-ориентированную полиэфирную и предпочтительно полиэтилентерефталатную (ПЭТ) пленку. Подходящая пленка имеется на рынке под товарным знаком Melinex 313. ПЭТ име-2 013531 ет линейный коэффициент термического расширения в диапазоне от 2010-6 К-1 до 8010-6 К-1. Нижняя пленка 14 слоистого материала 2 предпочтительно является полипропиленовой пленкой, и может быть пленкой, производимой компанией ExxonMobil под маркой Label-Lyte 50LL536. Полипропилен имеет линейный коэффициент термического расширения в диапазоне 10010-6 К-1 до 18010-6 К-1. Таким образом, следует заметить, что коэффициент термического расширения полипропилена, по меньшей мере, приблизительно в два раза больше, чем коэффициент термического расширения ПЭТ, и может превышать его в пять и более раз. Клеящий слой 6 предпочтительно содержит термочувствительный самоклеющийся материал. В контексте настоящего изобретения термочувствительный означает, что адгезионные свойства клеящего слоя уничтожаются или ослабляются при нагревании до температуры 40-120 С вне зависимости от присутствия моющей текучей среды (жидкости). Предпочтительно ослабление адгезионных свойств происходит при температурах от 40 до 90 С, и более предпочтительно от 50 до 85 С. Согласно предпочтительным вариантам осуществления настоящего изобретения адгезионные свойства клеящего слоя ослабляются при температуре от 60 С до 80 С и более предпочтительно от 65 С до 75 С. Выражение термочувствительный следует понимать не как указание на то, что адгезионные свойства клеящего слоя ослабляются под действием достаточно высокой температуры мгновенно, а в течение промежутка времени, согласующегося с условиями процесса мойки. Таким образом, ослабление адгезионных свойств предпочтительно происходит не более чем через 3 мин после того, как изделие с нанесенной на него этикеткой попадает под воздействие соответствующей температуры. Однако следует заметить, что и более длительные периоды, например, не более чем 10, 8 или 5 мин после того, как изделие попадает под воздействие высокой температуры, должны рассматриваться как не выходящие за рамки, определенные шириной формулы настоящего изобретения. Адгезионные свойства, ослабляющиеся при попадании изделия под воздействие высокой температуры, представляют собой адгезию или прочность на отрыв клеящего слоя. Предпочтительно прочность на отрыв снижается по меньшей мере на 30%, а в некоторых случаях, по меньшей мере на 40% или даже на 50%, когда изделие подвергается действию высокой температуры. Согласно особо предпочтительным вариантам осуществления настоящего изобретения прочность на отрыв снижается приблизительно до 20% от величины прочности на отрыв при обычных условиях окружающей среды, т.е. снижение составляет 80%. В основном снижение прочности на отрыв можно считать достаточным для целей настоящего изобретения, если остающаяся прочность на отрыв клеящего слоя недостаточна для того, чтобы удержать этикетку на изделии, когда это изделие подвергаетсямеханическому воздействию моющей жидкости, имеющей высокую температуру, в обычном промышленном моечном процессе. Промышленно признанный тест на прочность на отрыв описан в Техническом руководстве (6-е издание) Международной этикеточной ассоциации (FINAT) и представляет собой тест FTM1: сила адгезии при удалении этикетки под углом 180 при скорости 300 мм/мин. Тест на силу адгезии описывает прочность адгезии или отслаиваемость самоклеящихся материалов. Испытательные полоски шириной 25 мм подготавливают,приклеивают к испытательной пластине (стеклянной или металлической) и затем проверяют через определенный период времени (обычно 20 мин и 24 ч). Усилие, требующееся для того, чтобы оторвать материал этикетки от испытательной пластины, регистрируется в Ньютонах, и результаты адгезионного переноса записываются. Для целей настоящего изобретения сила адгезии к изделию в условиях мытья должна быть низкой, например, не выше 5 Н/25 мм. Сила адгезии в условиях окружающей среды зависит от того, насколько термочувствительным является клей (клеящий материал), а также от массы покрытия,но может составлять 25 Н/25 мм. Прочность на отрыв, рассматриваемая в контексте настоящего изобретения, является прочностью на отрыв клеящего слоя, когда этикетка наносится на соответствующее изделие, которое может быть изготовлено, например, из стекла, пластика, металла или керамики. Самоклеящийся материал может быть растворимым в растворителе, водорастворимым или термоплавким перманентным клеящим материалом, содержащим комбинацию из полимерной и поверхностноактивной составляющих, позволяющим отделить этикетку от изделия, на которое она была нанесена,предпочтительно в течение 10-минутного использования водного раствора при температуре от 60 до 90 С. Клеящий материал может иметь в своей основе резину, акрил или модифицированный акрил. Согласно предпочтительному варианту осуществления настоящего изобретения используются клеи на основе акрила, модифицированные для улучшения их термочувствительных свойств, чтобы они могли удовлетворять приведенным выше требованиям. Модификация основного клеящего материала может включать в себя добавление поверхностно-активного вещества, которое может быть анионным, амфотерным, катионным, неионогенным или полимерным. Если используется анионное поверхностноактивное вещество, оно может содержать любой из различных органических сульфатов, сульфонатов,сульфокислот, их солей и смесей, или сульфосукцинатов. Если используется неионогенное поверхностно-активное вещество, оно может содержать этоксилат, этоксилат спирта или алкоксилат. Предпочтительно, количество поверхностно-активного вещества,содержащегося в клеящем материале, составляет не более 5%, более предпочтительно не более 3% и-3 013531 наиболее предпочтительно не более 2%. Поверхностно-активное вещество предпочтительно химически активно, так что оно прикрепляется к радикалам в полимере клея. Это исключает возможность вымывания поверхностно-активного вещества из клеящего слоя, например, при погружении изделия с нанесенной этикеткой, в воду, температура которой ниже той, при которой клеящий слой теряет свою адгезию. Например, если изделием является бутылка с пивом или вином, ее могут погрузить в ледяную воду, чтобы охладить содержимое перед употреблением. Клеящий материал (клей) предпочтительно является нерезинированным, то есть, можно сказать,что он не содержит никаких дополнительных веществ для повышения клейкости или других дополнительных полимеров. Для достижения функциональности этикетки, как описано в настоящем документе, предпочтительно, чтобы самоклеящийся материал был нанесен на пленочную основу этикетки в виде покрытия, масса которого составляет от 10 до 20 г/м 2. Согласно предпочтительному варианту осуществления изобретения толщина клеящего слоя может быть меньше, чем обычная толщина самоклеящихся слоев на этикетках. Предпочтительно, толщина клеящего слоя не должна составлять более 15 г/м 2 и может составлять не более 14 г/м 2, хотя предполагается, что в большинстве случаев применения толщина клеящего слоя должна составлять не менее 10 г/м 2. Как показано на фиг. 1, на наружную поверхность клеящего слоя до его нанесения на изделие может наноситься модификатор клеящего слоя для создания разрушающего клей слоя 8. Одним из примеров модификатора клеящего слоя является УФ-отверждаемый лак, разрушающий клей. Согласно предпочтительным вариантам осуществления настоящего изобретения введение модификатора клеящего слоя служит для снижения адгезионной прочности клеящего слоя в зоне или зонах нанесения модификатора клеящего слоя. Однако выражение модификатор клеящего слоя используется в широком смысле и обозначает любое вещество, воздействующее на химические, физические или механические свойства клеящего слоя. Модификатор клеящего слоя может наноситься на клеящую поверхность обычной прямой печатью,т.е. с трафаретной, флексографической форм, форм высокой или глубокой печати. Для этого сначала лицевой материал и клеящая часть этикетки отделяются от отделяемой защитной прокладки, чтобы получить возможность печати модификатора клеящего слоя на открывшуюся клеящую поверхность, и затем вновь наслаиваются после печатания при помощи системы тянущих валиков. Такие отделяемые прокладки обязательно имеются на этикетках с самоклеящимся слоем для защиты клеящего слоя при транспортировке и работе, чтобы предотвратить случайное склеивание клеящего слоя или его приклеивание к другим изделиям. Отделяемый слой удаляется непосредственно перед нанесением этикетки на соответствующее изделие. Модификатор клеящего слоя может наноситься на всю поверхность этикетки или мозаично в соответствии с профилем этикетки. Модификатор клеящего слоя может наноситься в виде последовательности круглых точек, причем процент покрытия соответствует функциональным требованиям конкретной этикетки. Предпочтительным считается процент покрытия в диапазоне от 3 до 10%, эти показатели зависят от шаблона, с которого изготавливаются печатные цилиндры. Печатная структура может также иметь вид квадратиков, параллельных или пересекающихся линий и других известных специалистам структур. Принцип, облегчающий смывание при использовании клея согласно предпочтительному варианту осуществления настоящего изобретения, состоит в том, что при нагреве этикетки до температуры выше 50 С, более предпочтительно выше 70 С, что обычно происходит в моющей среде, адгезия этикетки к емкости (т.е. прочность на отрыв) снижается на 50%, т.е. этикетка значительно проще отделяется от изделия, хотя клей вс же сохраняет некоторую адгезию. Потеря адгезии происходит достаточно быстро,предпочтительно через 1 мин воздействия повышенной температуры. Эта потеря адгезии облегчает отделение краев этикетки от емкости в результате скручивания этикетки, причем направленная вверх скручивающая сила этикетки превышает силу адгезии и позволяет осуществить смывание без применения каких-либо механических средств, помимо турбулентности, создаваемой водяными потоками, в которые попадают края этикетки, когда они отделяются от поверхности изделия. Кроме того, когда края этикетки отделяются от емкости под действием скручивающей силы, моющий раствор может проникнуть под этикетку между клеящим слоем и изделием и завершить полное отделение этикетки благодаря сочетанию физических и химических средств. Физическое отделение этикетки осуществляется при помощи турбулентности, создаваемой в моечной машине в процессе ее работы, и более конкретно при помощи интенсивного потока жидкости, создаваемого насосами в машине в точках отделения этикетки. Сила движения воды, превышающая силу адгезии к емкости, отделяет этикетку от емкости. Химическое отделение этикетки осуществляется при контакте клея с горячей моющей жидкостью,обеспечивающем возможность химического взаимодействия между моющим раствором и содержащимися в клее добавками, такими как поверхностно-активные вещества, в результате чего уничтожается клейкость и, следовательно, предотвращается повторное прилипание этикетки к поверхности емкости или любым другим частям в моющей системе.-4 013531 Следует учесть, что основная особенность клеящего материала заключается в его термочувствительности. Это является существенным отличием от известных самоклеящихся материалов, используемых для нанесения на изделия, такие как бутылки, этикеток, которые впоследствии удаляются в процессе мытья. Известные клеящие материалы были разработаны исходя из того, что обычный процесс мойки использует щелочную промывочную текучую среду, такую как водный раствор NaOH, и поэтому они были разработаны таким образом, чтобы растворяться или становиться неэффективными в присутствии щелочной текучей среды. Известные клеящие материалы не являются термочувствительными, и, следовательно, воздействие только тепла (например, при погружении в горячую воду) не влияет, или лишь несущественно влияет на их свойства. Чтобы нанести этикетку, изображенную на фиг. 1, на бутылку, отделяют отделяемый защитный слой 10, обнажая клеящий слой 6 с нанесенным на него разрушающим клей слоем 8. После этого этикетку наносят на бутылку под давлением, оказываемым, например, валиком. В ненапряженном состоянии при нормальных температурах окружающей среды этикетка, изображенная на фиг. 1, является, по существу, плоской. Так, при нанесении на бутылку, имеющую цилиндрическую форму, этикетка изгибается вокруг бутылки и действует как напряженная пружина, стремящаяся восстановить свою плоскую форму, и, таким образом, стремится преодолеть сцепление клеящего материала и принять плоскую форму. При нормальных условиях использования бутылки сила адгезии клеящего материала 6 является достаточной для того, чтобы удерживать этикетку по всей ее поверхности в полном контакте с бутылкой. Однако при погружении в горячую промывочную жидкость, такую как раствор каустической соды,который может содержать поверхностно-активное вещество, нагретый до температуры от 60 до 90 С,например до 60 С, прочность на отрыв термочувствительного клеящего материала снижается, как описано выше. Кроме того, что напряженная этикетка стремится вернуться к плоской форме, под воздействием горячего промывочного раствора различные коэффициенты расширения пленок из полиэтилентерефталата и полипропилена 12 и 14 вызывают скручивание этикетки в направлении от бутылки, как показано на фиг. 2. Первоначально, пока этикетка находится, по существу, в полном контакте с бутылкой, эффект скручивания сдерживается клеящим материалом 6, но, тем не менее, сила, стремящаяся отделить ее края от бутылки, существенно возрастает, усиливая тем самым проникновение промывочного раствора между этикеткой и бутылкой. В конечном итоге этикетка, по существу, полностью отделяется от бутылки, и снимается с нее либо сама по себе, либо под действием механических щеток, разбрызгивания или встряхивания в промывочном растворе. Чтобы оценить эффективность этикетки согласно настоящему изобретению, можно определить степень скручивания неприкрепленной к изделию этикетки заданного размера (50 мм 70 мм) при нагревании. Таким образом, этикетки испытывали посредством погружения в лабораторный стакан емкостью 1 литр с моющим раствором при различных температурах. Предпочтительные варианты этикеток согласно настоящему изобретению демонстрировали скручивание более 180 при температуре ниже 60 С. На фиг. 3a, 3b и 3c представлен пример, показывающий степень скручивания этикетки при различных обозначенных температурах. Конкретные примеры материалов этикетки согласно настоящему изобретению, но содержащих слоистые материалы из двуосноориентированных полипропиленовой и ПЭТ пленок различной толщины, испытывались в соответствии с вышеописанной процедурой при 80 С и измерялась конечная величина скручивания. Результаты представлены в следующей таблице. Таблица 1 Как указано выше, и ПЭТ пленка 12, и полипропиленовая пленка 14 двуосно ориентированы. Свойства двуосноориентированных пленок отличаются в зависимости от направления обработки и поперечного направления пленки. На практике установлено, что когда пленки выполнены слоями, как показано на фиг. 1, ось, вокруг которой происходит скручивание, изменяется в зависимости от способа изготовления пленки 14. Ориентированные полипропиленовые пленки могут изготавливаться методом экструзии с раздувом или растяжкой. В методе экструзии с раздувом полимер продавливают через экструзионную головку,которая придает ему форму трубки (рукава), который раздувают между экструзионной головкой и парой-5 013531 прижимных роликов. Надувание растягивает пленку в поперечном направлении, тогда как прижимные ролики растягивают надуваемый пузырь в направлении обработки посредством вытягивания пленки со скоростью, большей, чем скорость выпуска из экструзионной головки. В способе экструзии с растяжкой полимер экструдируют через плоскую щель (головку экструдера) в форме листа. Лист проходит через валы, вращающиеся с различными скоростями, которые растягивают пленку в направлении обработки, тогда как ориентирование в поперечном направлении достигается путем растягивания, при котором пленку захватывают за ее края и растягивают. Было обнаружено, что если не принимать специальных мер, то ориентированные полипропиленовые пленки, изготовленные методом экструзии с раздувом, имеют тенденцию скручиваться в поперечном направлении, то есть возникает скручивание вокруг оси, которая направлена параллельно направлению обработки пленки, так что этикетка имеет тенденцию к скручиванию в цилиндр, который простирается в направлении обработки. Обычной практикой является нанесение рулонных этикеток на бутылки так, чтобы направление обработки этикетки соответствовало расположению вокруг бутылки, как показано на фиг. 4 а. Так делается потому, что при нанесении этикеток рулон движется параллельно направлению движения бутылок. Однако если этикетка, обладающая таким свойством, наносится на цилиндрическое изделие, такое как бутылка, то впоследствии она будет закручиваться вокруг бутылки, так что пленка изгибается в направлении обработки. Это изображено на фиг. 4b. Таким образом, полученная изогнутая этикетка будет противостоять тенденции к изгибу вокруг оси, параллельной плоскости, в которой лежит направление обработки изогнутой пленки. Иными словами, этикетка будет устойчива к отгибанию от бутылки в ее верхнем и нижнем краях, и, возможно, эта устойчивость будет превышать любую тенденцию к скручиванию, возникающую в результате различного расширения слоев этикетки. Следовательно, для этикетки желательно иметь тенденцию к скручиванию вокруг оси, перпендикулярной направлению обработки, так, чтобы этикетка скручивалась в направлении от цилиндрического изделия вокруг оси, являющейся параллельной продольной оси изделия, как показано на фиг. 4 с. Иными словами,этикетка имеет тенденцию к скручиванию вокруг оси, параллельной вертикальному направлению этикетки относительно ориентации печатного материала на этикетке. Путем принятия специальных мер, например, выбора подходящих сортов ориентированных полипропиленовых пленок (например, таких, которые известны как пригодные для использования в изготовлении этикеток), и путем использования метода экструзии с растяжкой, оказалось возможным изготавливать этикетки, имеющие тенденцию к скручиванию вокруг оси, параллельной поперечному направлению. Следовательно, такие этикетки имеют тенденцию скручиваться в направлении от бутылки или другой изогнутой емкости, отделяясь от бутылки по боковым краям. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Этикетка, выполненная с возможностью отделения от изделия при нагревании и воздействии моющей среды, содержащая подложку (2) и нанесенный на нее клеящий слой (6) для приклеивания этикетки к изделию, отличающаяся тем, что подложка представляет собой многослойную структуру, содержащую полипропиленовую пленку (14) и полиэфирную пленку (12), причем пленки (12, 14) изготовлены из материала, обеспечивающего расширение подложки (2) при нагревании, причем полипропиленовая пленка (14) и полиэфирная пленка (12) имеют разное расширение, в результате чего этикетка имеет тенденцию к скручиванию при отделении от изделия, принимая изогнутую конфигурацию с клеящим слоем(6) на наружной стороне изгиба. 2. Этикетка по п.1, отличающаяся тем, что коэффициент термического расширения пленки (12, 14),прилегающей к клеящему слою, не меньше, чем в два раза превосходит коэффициент термического расширения пленки (12, 14), удаленной от клеящего слоя. 3. Этикетка по п.1 или 2, отличающаяся тем, что модуль эластичности полипропиленовой пленки в направлении обработки составляет не менее 2000 Н/мм 2 и не более 2500 Н/мм 2. 4. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что модуль эластичности полипропиленовой пленки (14) в поперечном направлении составляет не менее 3000 Н/мм 2 и не более 4000 Н/мм 2. 5. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полипропиленовая пленка (14) расположена так, что она прилегает к клеящему слою (6). 6. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полипропиленовая пленка (14) и полиэфирная пленка (12) имеют разную толщину. 7. Этикетка по п.6, отличающаяся тем, что толщина одной из пленок (12, 14) составляет от 20 до 75% толщины другой пленки. 8. Этикетка по п.6 или 7, отличающаяся тем, что толщина более толстого слоя составляет не менее 25 мкм и не более 50 мкм. 9. Этикетка по п.8, отличающаяся тем, что толщина полипропиленовой пленки (14) составляет не менее 40 мкм и не более 60 мкм, а толщина полиэфирной пленки (12) составляет не менее 20 мкм и не более 30 мкм.-6 013531 10. Этикетка по п.9, отличающаяся тем, что толщина полипропиленовой пленки (14) составляет 50 мкм, а толщина полиэфирной пленки составляет 23 мкм. 11. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что по меньшей мере одна из пленок (12, 14) содержит ориентированный полимер. 12. Этикетка по п.11, отличающаяся тем, что обе пленки (12, 14) содержат двуосноориентированный полимер. 13. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полиэфирная пленка(12) содержит полиэтилентерефталат. 14. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что она имеет тенденцию к скручиванию, не имея опоры, с изгибанием по меньшей мере на 360 при температуре предпочтительно ниже 80 С. 15. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что имеет тенденцию к скручиванию вокруг оси, проходящей параллельно направлению обработки. 16. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что клеящий слой (6) содержит самоклеящийся и термочувствительный клеящий материал. 17. Этикетка по п.16, отличающаяся тем, что клеящий материал (6) является водорастворимым. 18. Этикетка по п.16, отличающаяся тем, что клеящий материал (6) является растворимым в растворителе. 19. Этикетка по п.16, отличающаяся тем, что клеящий материал (6) является термоплавким. 20. Этикетка по любому из пп.16-19, отличающаяся тем, что клеящий материал (6) является нерезинированным. 21. Этикетка по любому из пп.16-20, отличающаяся тем, что клеящий материал (6) содержит поверхностно-активное вещество. 22. Этикетка по любому из пп.16-21, отличающаяся тем, что толщина клеящего слоя составляет не более 15 г/м 2. 23. Этикетка по п.22, отличающаяся тем, что толщина клеящего слоя составляет не менее 12 г/м 2 и не более 14 г/ м 2. 24. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что на наружную поверхность клеящего слоя (6) перед его нанесением на изделие наносят покрытие, содержащее модификатор (8) клея. 25. Этикетка по п.24, отличающаяся тем, что модификатором (8) клея является УФ-отверждаемый лак, разрушающий клей. 26. Этикетка по п.24 или 25, отличающаяся тем, что модификатор (8) клеящего слоя нанесен на клеящую поверхность прямой печатью. 27. Этикетка по п.26, отличающаяся тем, что модификатор (8) клеящего слоя нанесен на клеящую поверхность посредством трафаретной, флексографической, высокой или глубокой печати. 28. Этикетка по любому из пп.24-27, отличающаяся тем, что модификатор (8) клеящего слоя нанесен мозаично. 29. Этикетка по любому из пп.24-28, отличающаяся тем, что модификатор (8) клеящего слоя нанесен в виде группы точек. 30. Этикетка по любому из пп.24-29, отличающаяся тем, что плотность нанесения модификатора (8) клеящего слоя составляет от 5 до 10%. 31. Этикетка по любому из пп.24-30, отличающаяся тем, что модификатор (8) клеящего слоя нанесен в виде параллельных или пересекающихся линий. 32. Этикетка по любому из пп.24-31, отличающаяся тем, что модификатор (8) клеящего слоя нанесен по всей поверхности этикетки. 33. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что полипропиленовая пленка (14) и полиэфирная пленка (12) соединены вместе при помощи слоя клея, образуя слои. 34. Этикетка по любому из предшествующих пунктов, отличающаяся тем, что при нагревании она имеет тенденцию к скручиванию вокруг оси, параллельной вертикальному направлению этикетки относительно ориентации печатного материала на этикетке. 35. Изделие, снабженное этикеткой, как она определена в любом из предшествующих пунктов. 36. Изделие по п.35, представляющее собой бутылку. 37. Способ отделения этикетки, как она определена в п.1, от изделия, включающий следующие этапы:(i) предварительное нагревание, при котором изделие нагревают до температуры выше 40 С, в результате чего прочность на отрыв клеящего слоя снижается не менее чем на 40%, и затем(ii) моющий процесс, при котором изделие (а) погружают в перемешиваемую моющую текучую среду и/или (b) обрызгивают моющей текучей средой, в результате чего перемешивание или обрызгивание отделяет этикетку от изделия. 38. Способ по п.37, отличающийся тем, что этап предварительного нагревания содержит погружение изделия в горячую воду при температуре не менее 50 С.-7 013531 39. Способ по п.37 или 38, отличающийся тем, что моющая текучая среда содержит щелочной раствор. 40. Способ по п.39, отличающийся тем, что щелочной раствор содержит водный раствор гидроксида натрия. 41. Способ по любому из пп.38-40, отличающийся тем, что моющая текучая среда содержит поверхностно-активное вещество. 42. Способ по любому из пп.38-41, отличающийся тем, что моющая текучая среда имеет температуру выше 60 С.
МПК / Метки
МПК: B32B 27/32, C09J 7/02, G09F 3/10
Метки: нанесения, этикетка, возможностью, изделие, отделения
Код ссылки
<a href="https://eas.patents.su/10-13531-etiketka-dlya-naneseniya-na-izdelie-s-vozmozhnostyu-otdeleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Этикетка для нанесения на изделие с возможностью отделения</a>
Этикетка c удаляемым участком
Номер патента: 7582
Опубликовано: 29.12.2006
Автор: Миллер Пол Энтони
МПК: G09F 3/10
Метки: удаляемым, этикетка, участком
Формула / Реферат:
1. Этикетка для крепления к сосуду для продукта, содержащая лицевой участок для нанесения маркировочных знаков; клейкую подложку, главным образом покрывающую одну сторону лицевого участка; не липкий лист основы, прикрепленный к клейкой подложке; ярлык; часть лицевого участка, образующую ярлык и легко отделяемую от лицевого участка, когда этикетка прикреплена к сосуду, причем часть листа основы отделяется от клейкой подложки так, что другая часть...
Прилипающая этикетка
Номер патента: 86
Опубликовано: 25.06.1998
Автор: Аст Ханс-Петер
МПК: G09F 3/02
Метки: прилипающая, этикетка
Формула / Реферат:
1. Прилипающая этикетка для нанесения на периферическую поверхность батарейки (50) с сухим элементом, которая включает в себя: растянутую, усадочную, прозрачную покрывную пленку (3) с верхней стороной и нижней стороной, находящийся под покрывной пленкой (3) и видимый с верхний стороны оттиск (5) и находящийся под оттиском (5) слой (13) грунтовочного клея, причем прилипающая этикетка (1) вдоль образующей периферической поверхности батарейки (50)...
Покрытая адгезивом тонкопленочная этикетка
Номер патента: 5717
Опубликовано: 28.04.2005
Авторы: Фиарн Ричард, Спиар Ричард
МПК: G09F 3/02
Метки: тонкопленочная, этикетка, покрытая, адгезивом
Формула / Реферат:
1. Покрытая адгезивом тонкопленочная этикетка (10), которая содержит пленку этикетки (12), имеющую толщину ориентировочно от 0,1 до 1,0 мил (от 2,54 до 25,4 мкм), причем пленку этикетки вырубают для создания этикетки заданной формы, при этом пленка этикетки имеет первую поверхность и вторую поверхность, противоположную первой поверхности, адгезив (22), нанесенный на одну из указанных первой и второй поверхностей указанной пленки этикетки, и...
Этикетка
Номер патента: 7830
Опубликовано: 27.02.2007
Авторы: Фиарн Ричард, Спиар Ричард
МПК: G09F 3/02
Метки: этикетка
Формула / Реферат:
1. Этикетка, которая содержит слой заготовки, имеющий первую сторону и вторую сторону; видимые знаки, избирательно нанесенные на одном или нескольких участках по меньшей мере одной из указанных первой и второй сторон указанного слоя заготовки; и по меньшей мере один слой тактильного покрытия, избирательно нанесенный на отдельных участках указанной первой стороны слоя заготовки, чтобы создать четкие рельефные участки на этикетке, для их...
Композиция для нанесения покрытия, изделие с нанесенным покрытием и способ его производства
Номер патента: 12878
Опубликовано: 30.12.2009
Автор: Хуан Йо-Бу
МПК: C09D 5/02, C08K 3/34, B29B 15/12...
Метки: композиция, производства, покрытия, способ, изделие, нанесенным, нанесения, покрытием
Формула / Реферат:
1. Композиция для нанесения покрытия, включающая по меньшей мере один пигмент, по меньшей мере одно органическое связующее и по меньшей мере один загуститель, где упомянутая композиция для нанесения покрытия имеет абсолютную динамическую вязкость 30000 мПаЧс или меньше и где композиция для нанесения покрытия включает 55-70 мас.% твердого вещества, имеет индекс снижения вязкости при сдвиге, равный по меньшей мере 3, и степень тиксотропии от 0,8...
Предыдущий патент: Устройство и способ для термического удаления покрытий и/или загрязнений
Следующий патент: Мотальная машина с управляемой вторичной проводкой нити
Случайный патент: Способ полимеризации олефинов в присутствии катализатора полимеризации олефина