Способ и устройство для производства полых литых изделий и полое литое изделие, изготовленное этим способом
Формула / Реферат
1. Способ изготовления литого под давлением пластмассового изделия, имеющего полую внутреннюю часть, открытую по меньшей мере с одного конца, включающий стадии:
образование формующей полости с кольцеобразным поперечным сечением, определяемой наружными частями матрицы и внутренней оправкой,
введение пластмассы для заполнения формующей полости и
после того как литое изделие охладится, по меньшей мере, в достаточной степени для образования твердой поверхности, подачу создающей давление текучей среды через каналы оправки, а затем через отверстия в ее поверхности в промежуток между оправкой и внутренней поверхностью литого изделия, пока извлекается оправка, при сохранении в то же время наружных частей матрицы в сомкнутом состоянии.
2. Способ по п.1, отличающийся тем, что через внутреннюю часть оправки пропускают охлаждающую жидкость, по меньшей мере, после стадии впрыска пластмассы.
3. Способ по п.1, отличающийся тем, что один конец упомянутой формующей полости закрыт концевой частью матрицы, имеющей наружную резьбу, для образования соответствующей внутренней резьбы на конце литого изделия.
4. Способ по п.1, отличающийся тем, что концевая часть матрицы и соответствующий конец оправки имеют такую форму, чтобы образовать кольцеобразное пространство, в котором на внутренней поверхности отливаемого изделия образуется направленный внутрь кольцеобразный облой при введении пластмассы в формующую полость.
5. Способ по п.1, отличающийся тем, что концевую часть матрицы удаляют или до, или после извлечения оправки, а другие наружные части матрицы разделяют только после извлечения оправки.
6. Способ по п.5, отличающийся тем, что концевую часть матрицы с резьбой удаляют посредством отвинчивания перед тем, как разделяют другие наружные части матрицы.
7. Способ по п.1, отличающийся тем, что создающей давление текучей средой является газ.
8. Способ по п.7, отличающийся тем, что создающей давление текучей средой является воздух.
9. Способ по п.1, отличающийся тем, что создающую давление текучую среду предварительно охлаждают перед подачей в формующую полость.
10. Способ по п.1, отличающийся тем, что создающую давление текучую среду подают в промежуток между оправкой и внутренней поверхностью отливаемого изделия во многих точках, в основном равномерно распределенных по площади поверхности раздела.
11. Устройство для изготовления с помощью литья под давлением полого литого изделия по меньшей мере с одним открытым концом, содержащее
разделяемые наружные части матрицы для определения наружной стенки формующей полости, образующей при использовании внешнюю поверхность полого литого изделия; и
внутреннюю оправку, определяющую внутреннюю поверхность полого литого изделия, образуемого заполнением формующей полости, причем оправка имеет множество отверстий, распределенных по меньшей мере на части ее поверхности, на границе между оправкой и внутренней поверхностью полого литого изделия, а отверстия соединяются с внутренними каналами, ведущими к трубопроводу, который может выборочно подсоединяться к источнику текучей среды под давлением для извлечения оправки, в то время как наружные части матрицы остаются в сомкнутом состоянии.
12. Устройство по п.11, отличающееся тем, что по меньшей мере один размер таких упомянутых отверстий в упомянутой части поверхности оправки такой, что препятствует введению в них пластмассы при впрыскивании в формующую полость.
13. Устройство по п.12, отличающееся тем, что упомянутые отверстия являются продолговатыми щелями.
14. Устройство по п.12, отличающееся тем, что упомянутые отверстия имеют в целом круглое сечение.
15. Устройство по п.11, отличающееся тем, что упомянутая по меньшей мере часть поверхности оправки содержит цилиндрическую криволинейную стенку.
16. Устройство по п.11, отличающееся тем, что упомянутая по меньшей мере часть поверхности оправки включает в себя в конце плоскую стенку.
17. Устройство по п.11, дополнительно включающее концевую часть матрицы, имеющую резьбу для образования соответствующей части с внутренней резьбой на открытом конце литого изделия.
18. Устройство по п.11, отличающееся тем, что обе упомянутые наружные части матрицы и оправка имеют охлаждающие каналы, через которые при использовании протекает охлаждающая жидкость для охлаждения отливаемого изделия после впрыскивания и перед извлечением оправки.
19. Устройство по п.11, отличающееся тем, что поверхности наружных частей матрицы, которые обращены к формующей полости, имеют большую шероховатость, чем поверхности оправки, которые определяют внутреннюю часть формующей полости, в результате чего поддерживается разность фрикционных сил между литым изделием и наружными частями матрицы и между литым изделием и оправкой, что способствует извлечению оправки.
20. Устройство по п.11 для изготовления литой секции трубы, открытой с обоих концов, отличающееся тем, что конец оправки имеет конусообразный участок с фаской или, наоборот, с задним углом и объединяющую часть концевой втулки, которая также имеет конусообразный участок с фаской или, наоборот, с задним углом, в результате чего при литье изделия образуется выступающий внутрь кольцеобразный облой.
21. Устройство по п.11, отличающееся тем, что по меньшей мере одна из наружных частей матрицы имеет поверхностный рельеф для образования на законченном изделии насечки или другого поверхностного рельефа, чтобы способствовать захвату готового изделия механическим средством и повороту его вокруг продольной оси.

Текст
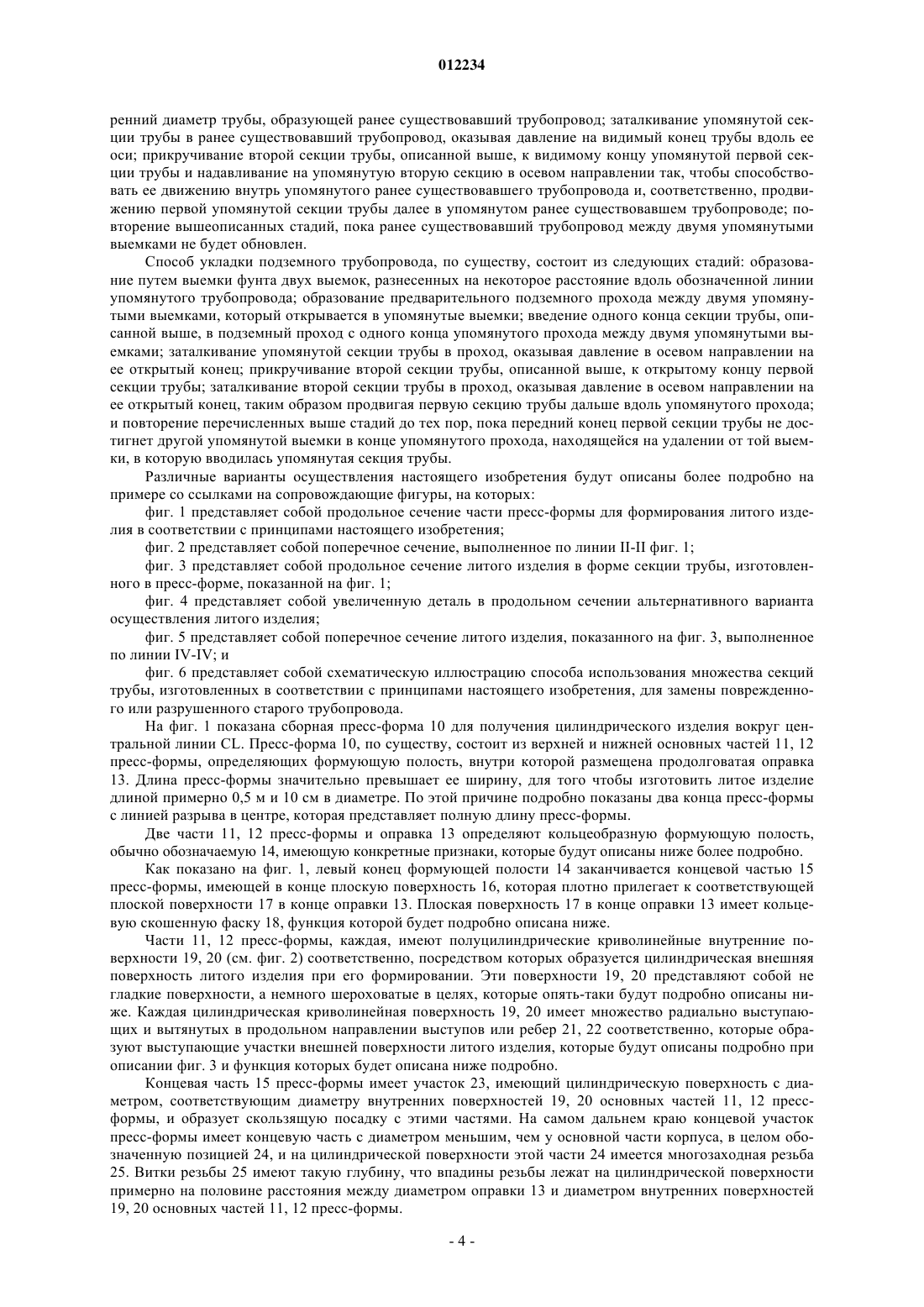
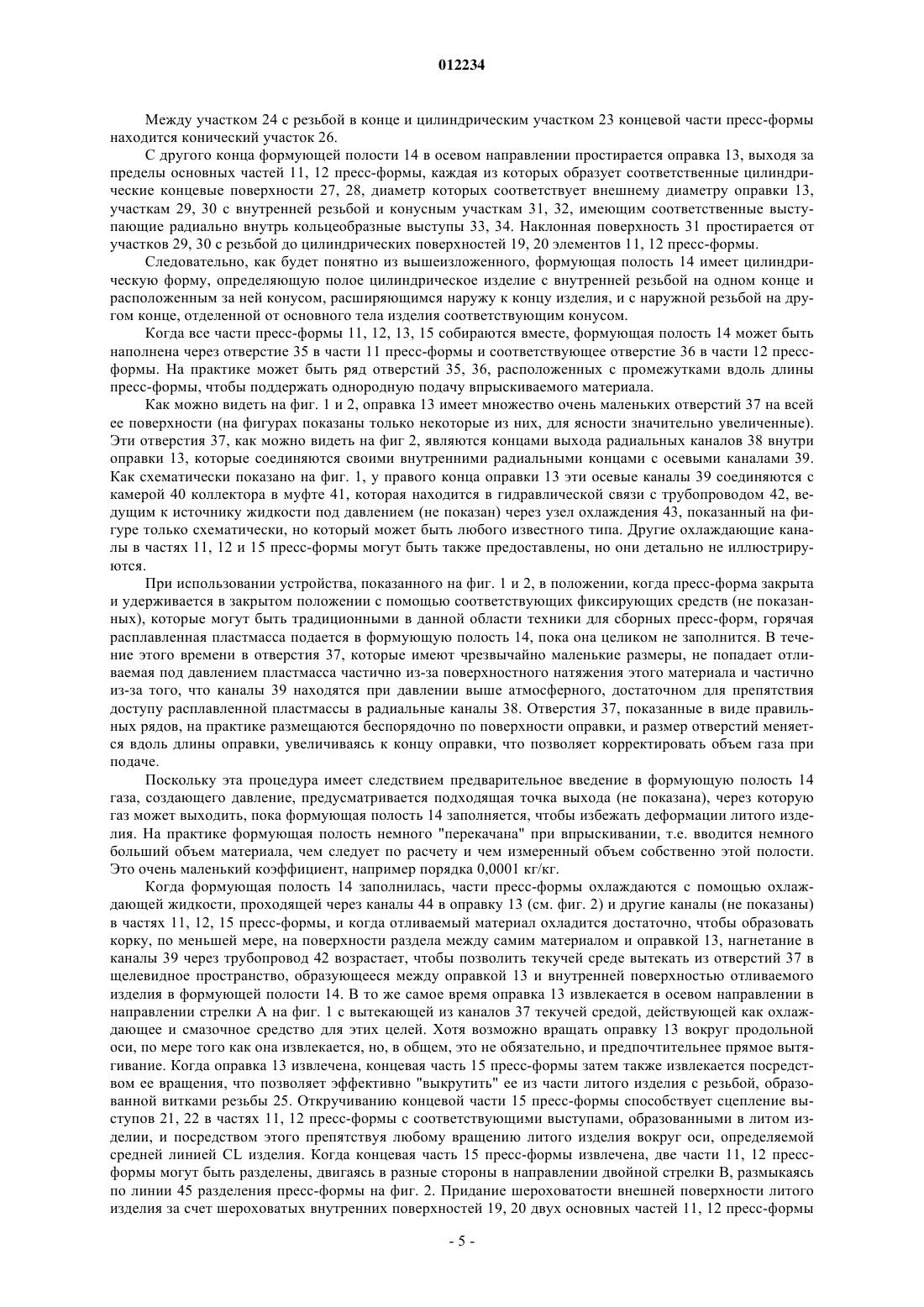
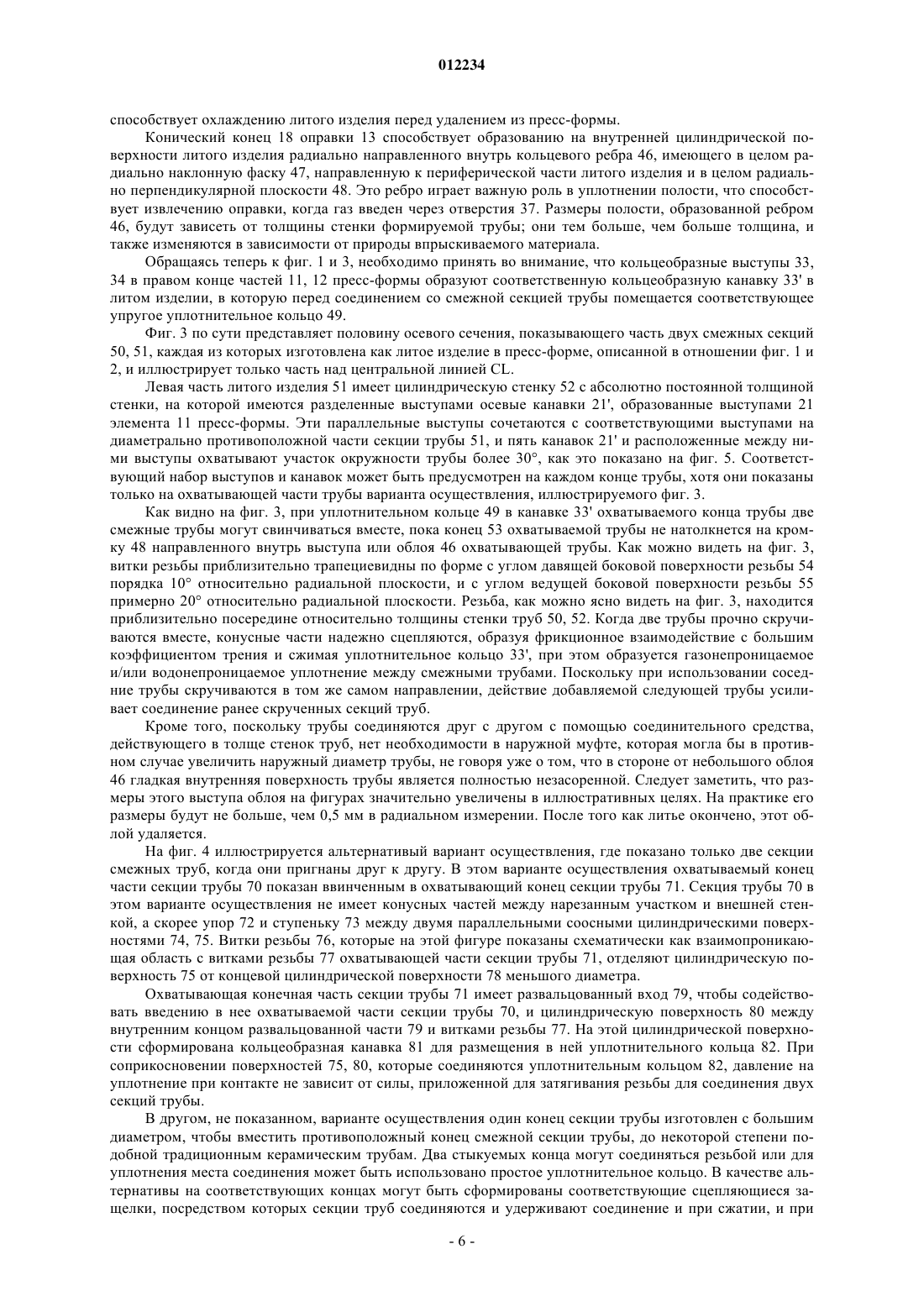
012234 Настоящее изобретение в основном относится к производству полых литых изделий, предпочтительно с помощью литья под давлением пластмассы, и, в частности, но не только, относится к производству удлиненных труб. Производство труб с помощью литья под давлением имеет ряд преимуществ, среди которых тот факт, что толщину стенки можно сделать постоянной и используемый материал не должен быть единственным подходящим для более традиционного процесса экструзии, с помощью которого в настоящее время изготавливаются очень длинные трубы. Это особенно важно для отдельных областей деятельности, в особенности в связи с производством секций труб, предназначенных для канализации, особенно, когда они используются для замены ранее установленных канализационных труб. Современные пластмассовые трубы для канализации производятся в основном экструзией, которая имеет ряд преимуществ, включая возможность производить трубы относительно большой длины, которые затем свертываются для транспортировки и помещаются в траншеи для установки. Трубы, изготовленные методом экструдирования, имеют некоторые недостатки, в частности толщина стенки недостаточно постоянна из-за изменения параметров процесса во время экструзии и монтажные работы, выполняемые при соединении смежных секций трубы, требуют наружных соединительных муфт, которые неизбежно имеют диаметр больший, чем диаметр трубы. При использовании это во многих случаях допустимо, особенно для первичной установки труб, которые расположены в открытой траншее. Однако, когда необходимо восстановление испорченных труб в результате превышения нагрузки или из-за разрушения со временем, физическая прочность труб, изготовленных методом экструдирования, недостаточна для применения некоторых методов, которые могли быть использованы в этих целях. Один из таких методов включает введение новой заменяющей трубы внутрь разрушенной или же изношенной керамической или фибробетонной трубы. Стоимость и трудность выкапывания ранее существовавших трубопроводов в целях замены делают это направление применимым только в случае отсутствия альтернативы. В действительности, одним из путей, который может быть применен, чтобы сэкономить и сделать эту методику более жизнеспособной с точки зрения экономики, является создание ряда отдельных выемок вдоль линии трубы и введение новой трубы внутрь старой посредством втягивания ее между двумя расположенными на расстоянии выемками. Хотя это приводит к небольшому уменьшению внутреннего диаметра трубы, пропускная способность ранее существовавших трубопроводов в результате этого процесса серьезно не уменьшается. Однако сопротивляемость стенки вводимой новой трубы определяет, насколько большая сила должна быть приложена, чтобы преодолеть сопротивление трения при этом введении, и если использовались трубы большой длины, то такие силы будут огромными и непреодолимыми. По этой причине выемки, кроме того, должны быть расположены близко одна относительно другой. В обстоятельствах, когда соединения трубопровода повреждены и его целостность нарушена, необходимость во введении скребка или "ерша" для расширения внутреннего диаметра усложняет проблему и увеличивает стоимость процесса. Настоящее изобретение основано на том, что посредством использования относительно коротких секций трубы, изготовленных методом литья под давлением, которые могут быть смонтированы вместе,можно применять большие силы для проталкивания новой трубы внутрь старой трубы, поскольку для каждой новой секции трубы сила может быть приложена к ее тыльной части, что предпочтительнее, чем к ее передней части в средней точке, что было бы необходимо для применения этого способа в случае труб большой длины, изготовленных методом экструдирования. Кроме того, использование труб, изготовленных с помощью литья под давлением, делает возможным применить новую форму соединения,которое не требует использования наружных соединительных муфт и которое поэтому оставляет и внешнюю и внутреннюю поверхность трубопровода, по существу, неизменной и непрерывной даже в стыках между смежными секциями трубы. Однако до сих пор литье под давлением удлиненных изделий, подобных секциям трубы, было обременено трудностями из-за необходимости использовать внутреннюю оправку в формующей полости,чтобы задать внутреннюю криволинейную поверхность. Были попытки использовать разъемные оправки, которые необходимо собирать и разбирать перед и после использования, но это дорого и делает цикл литья более длительным и, кроме того, часто приводит к образованию протяженных линий облоя внутри трубы. Одно из важных требований относительно канализационных труб заключается в том, что внутренняя поверхность трубы должна быть, насколько возможно, незасоренной и должна представлять собой гладкую твердую поверхность, устойчивую к коррозии и органическим наростам. Поэтому настоящее изобретение направлено на предоставление способа производства удлиненных пластмассовых изделий методом литья под давлением, по которому для определения внутренней поверхности может быть использована цельная твердая оправка, и настоящее изобретение сфокусировано на операциях и средствах, применяемых для извлечения оправки из изделия, изготовленного методом литья под давлением, оставляя при этом гладкую сплошную необработанную внутреннюю поверхность.-1 012234 Поэтому, согласно одному из аспектов настоящего изобретения, способ изготовления методом литья под давлением пластмассового изделия, имеющего полую внутреннюю часть, открытую по меньшей мере с одного конца, включает стадию образования кольцеобразной в поперечном сечении формующей полости с помощью использования наружных частей матрицы и внутренней оправки; стадию введения пластмассы в формующую полость и, после того как литое изделие охладится, по меньшей мере, в достаточной степени для образования твердой поверхности, стадию подачи создающей давление текучей среды в промежуток между оправкой и внутренней поверхностью литого изделия; а также стадию извлечения оправки при сохранении в то же время наружных частей матрицы в сомкнутом состоянии. Текучая среда, создающая давление, выполняет две функции, а именно не только функцию смазки между внешней поверхностью оправки и внутренней поверхностью литого изделия, но также функцию разделительного состава или расцепляющего средства, служащего для создания зазора между материалом литого изделия и оправкой, таким образом, чтобы, прижимая литое изделие к наружным частям матрицы для сохранения плотности изделия, изготовленного методом литья под давлением, обеспечить эффект охлаждения изделия и в то же время содействовать извлечению оправки. В предпочтительном устройстве текучая среда, создающая давление, нагнетается через каналы в оправке к отверстиям на ее поверхности. Эти отверстия предпочтительно имеют такую форму и размеры,что по меньшей мере один размер достаточно мал, чтобы не допустить проникновение пластмассы, подлежащей литью под давлением, в отверстия при введении в формующую полость, для этой цели, конечно, к каналам внутри оправки может быть приложено предварительное давление во время введения материала, из которого образуется литое изделие. В этом отношении важно, что обеспечены пути для вывода любой текучей среды, входящей в формующую полость, кроме отливаемой пластмассы, так что в формующей полости во время литья отсутствуют нежелательные образования, которые могут быть вызваны присутствием текучей среды, создающей давление. Предпочтительно, чтобы один конец формующей полости был закрыт концевой частью матрицы,имеющей наружную резьбу, чтобы образовать соответствующую внутреннюю резьбу на конце литого изделия. Удаление такой втулки после литья может быть выполнено отвинчиванием ее от образованного таким способом резьбового соединения. Концевая часть матрицы и соответствующий конец оправки предпочтительно принимают такую форму, чтобы образовать кольцеобразное пространство, в котором на внутренней поверхности литого изделия образуется при введении пластмассы в формующую полость направленный внутрь кольцевой облой. Эта концевая часть матрицы может быть удалена или до, или после извлечения оправки, а прочие,наружные, части матрицы разделяются предпочтительно только после извлечения оправки. Концевая часть матрицы с резьбой предпочтительно удаляется ее отвинчиванием перед тем, как наружные части матрицы разделяются. Способ по настоящему изобретению может быть выполнен с использованием в качестве текучей среды, создающей давление, жидкости, но предпочтительно в качестве текучей среды, создающей давление, использовать газ, а наиболее подходящим газом, создающим давление, является воздух, поскольку он легко доступен в неограниченных количествах. Предпочтительно, чтобы текучая среда, создающая давление, будь то жидкость, газ или воздух, предварительно охлаждалась перед введением в формующую полость. Чтобы добиться максимальной эффективности текучей среды, создающей давление, она предпочтительно нагнетается в промежуток между оправкой и внутренней поверхностью отливаемого изделия во множестве точек, по существу, равномерно распределенных по площади границы раздела. В соответствии с другим аспектом настоящего изобретения предлагается устройство для производства полого литого изделия по меньшей мере с одним открытым концом, включающее разделяемые наружные части матрицы, определяющие при использовании внешнюю стенку формующей полости для образования внешней поверхности полого литого изделия, внутреннюю оправку, определяющую внутреннюю поверхность полого литого изделия, причем эта оправка, имеющая множество отверстий, распределенных по меньшей мере на части ее поверхности, соединяется с внутренними каналами, ведущими к трубопроводу, который может выборочно соединяться с источником текучей среды под давлением. По меньшей мере один размер каждого из упомянутых отверстий упомянутой части поверхности оправки предпочтительно таков, что препятствует попаданию в нее пластмассы при впрыске его в формующую полость. Это может быть достигнуто с помощью множества небольших круглых отверстий или продолговатых щелевидных отверстий, преимущество которых в том, что они обеспечивают большую площадь поперечного сечения для потока текучей среды, при этом, тем не менее, препятствуют проникновению пластмассы во время литья благодаря, например, поверхностному натяжению впрыскиваемой пластмассы. При производстве удлиненных секций труб оправка может представлять собой цельный, по существу, цилиндрический твердый элемент с плоской стенкой в конце, упирающейся в концевую часть сборной наружной матрицы. С другого конца концевая часть матрицы может иметь резьбу для образования соответствующей внутренней нарезанной части в открытом конце литого изделия. Для того чтобы-2 012234 дать возможность свинтить вместе секции трубы, части наружной матрицы могут иметь, конечно, подобную форму, чтобы образовать наружную резьбу на литом изделии на конце, противоположном концу,снабженному внутренней резьбой. Смежные секции трубы могут затем просто быть свинчены вместе,соединяясь в трубопровод. Подходящая по размерам кольцеобразная канавка для введения уплотнительного кольца может быть предусмотрена на внутренней или внешней поверхности и могут быть предусмотрены соответствующие канавки, которые точно совпадают друг с другом, когда две смежные секции трубы свинчиваются полностью на месте. Устройство согласно настоящему изобретению может содержать охлаждающие средства для наружных частей матрицы и/или для оправки с помощью охлаждающих каналов, через которые при использовании может протекать охлаждающая текучая среда. Она может быть использована для охлаждения частей матрицы во время и после отливания под давлением литого изделия, а также для охлаждения собственно отливаемой продукции после впрыска и перед извлечением (и/или во время извлечения) оправки. Чтобы способствовать созданию разности сил трения между внутренними поверхностями наружных частей матрицы и внешней поверхностью оправки, внутренняя поверхность наружных частей матрицы может быть шероховатой. Это допустимо, поскольку наружные части матрицы при разделении движутся радиально от литого изделия, в то время как отделение оправки включает в себя движение скольжения между поверхностью оправки и внутренней поверхностью литого изделия. Настоящее изобретение включает также литое изделие, изготовленное способом по настоящему изобретению или с использованием устройства по настоящему изобретению. В частности, настоящее изобретение предоставляет секцию трубы для использования в сборе с другими секциями трубы для образования трубопровода, причем секция трубы имеет наружную резьбу на одном конце и соответствующую внутреннюю резьбу на другом конце, и посредством этого две такие секции трубы могут быть свинчены конец к концу. В предпочтительном варианте осуществления настоящего изобретения секция трубы образована с такими формой и размерами частей, имеющих резьбу, что, когда последовательные секции трубы соединяются вместе, внутренний и наружный профили соединенных секций трубы, по существу, не меняются. Предпочтительно конец секции трубы, имеющий наружную резьбу, снабжен расположенным рядом охватываемым конусом, а конец секции трубы, имеющий внутреннюю резьбу, снабжен раструбом или охватывающим конусом, форма которого дополняет форму охватываемого конуса другого конца секции трубы так, что, когда две смежные секции трубы соединяются вместе скручиванием, упомянутые конусы входят в плотный контакт. Чтобы способствовать получению соединений между смежными секциями трубы, удерживающими жидкость, один из упомянутых конусов может быть снабжен кольцеобразной канавкой, приспособленной для введения уплотнительного кольца. Эта кольцеобразная канавка может быть образована на охватываемом конусе. Обычно концы секций трубы могут быть снабжены участками без резьбы, примыкающими к участкам с резьбой, так что, когда последовательные секции трубы соединяются с помощью резьбового соединения одной секции трубы, имеющей наружную резьбу, с другой секцией трубы, имеющей внутреннюю резьбу, участки трубы, не имеющие резьбы, стыкуются, один из участков трубы без резьбы может быть снабжен кольцеобразной канавкой, приспособленной для введения уплотнительного кольца. В таком варианте осуществления участок трубы без резьбы, примыкающий к участку трубы,имеющему наружную резьбу, может быть снабжен упомянутой кольцеобразной канавкой. Чтобы облегчить сцепление смежных секций трубы, резьба предпочтительно выполняется многозаходной. Например, если выполнить ее четырехзаходной, то требуется не более четверти оборота, чтобы сцепить резьбу. Резьба сама может иметь ассиметричный трапециевидный профиль, одна боковая сторона резьбы имеет меньший угол относительно радиальной плоскости, перпендикулярной к оси, чем другая. Боковая сторона резьбы, имеющая меньший радиальный угол, таким образом выполнена с возможностью функционирования в качестве прижимающей боковой поверхности резьбы. Секция трубы согласно настоящему изобретению может, кроме того, быть снабжена поверхностным рельефом, таким как насечка, расположенным рядом с участками с резьбой на внешней поверхности трубы, посредством чего облегчается скручивание вместе последовательных секций трубы за счет гарантии, что манипулятор может достичь надежного захвата для вращения трубы вокруг ее продольной оси. Настоящее изобретение также включает в себя способ обновления устаревших, сломанных или поврежденных секций ранее существовавшего трубопровода и способ укладки подземного трубопровода. Способ обновления устаревших, сломанных или поврежденных секций ранее существовавшего трубопровода, по существу, включает такие стадии: определение местонахождения линии ранее существовавшего трубопровода; образование путем выемки грунта или другим способом двух выемок, разнесенных на определенное расстояние вдоль длины ранее существовавшего трубопровода, чтобы сделать трубу видимой; удаление выявленной таким образом секции трубы; введение в открытый конец выявленной секции трубы секцию трубы, описанной выше, внешний диаметр которой не больше, чем внут-3 012234 ренний диаметр трубы, образующей ранее существовавший трубопровод; заталкивание упомянутой секции трубы в ранее существовавший трубопровод, оказывая давление на видимый конец трубы вдоль ее оси; прикручивание второй секции трубы, описанной выше, к видимому концу упомянутой первой секции трубы и надавливание на упомянутую вторую секцию в осевом направлении так, чтобы способствовать ее движению внутрь упомянутого ранее существовавшего трубопровода и, соответственно, продвижению первой упомянутой секции трубы далее в упомянутом ранее существовавшем трубопроводе; повторение вышеописанных стадий, пока ранее существовавший трубопровод между двумя упомянутыми выемками не будет обновлен. Способ укладки подземного трубопровода, по существу, состоит из следующих стадий: образование путем выемки фунта двух выемок, разнесенных на некоторое расстояние вдоль обозначенной линии упомянутого трубопровода; образование предварительного подземного прохода между двумя упомянутыми выемками, который открывается в упомянутые выемки; введение одного конца секции трубы, описанной выше, в подземный проход с одного конца упомянутого прохода между двумя упомянутыми выемками; заталкивание упомянутой секции трубы в проход, оказывая давление в осевом направлении на ее открытый конец; прикручивание второй секции трубы, описанной выше, к открытому концу первой секции трубы; заталкивание второй секции трубы в проход, оказывая давление в осевом направлении на ее открытый конец, таким образом продвигая первую секцию трубы дальше вдоль упомянутого прохода; и повторение перечисленных выше стадий до тех пор, пока передний конец первой секции трубы не достигнет другой упомянутой выемки в конце упомянутого прохода, находящейся на удалении от той выемки, в которую вводилась упомянутая секция трубы. Различные варианты осуществления настоящего изобретения будут описаны более подробно на примере со ссылками на сопровождающие фигуры, на которых: фиг. 1 представляет собой продольное сечение части пресс-формы для формирования литого изделия в соответствии с принципами настоящего изобретения; фиг. 2 представляет собой поперечное сечение, выполненное по линии II-II фиг. 1; фиг. 3 представляет собой продольное сечение литого изделия в форме секции трубы, изготовленного в пресс-форме, показанной на фиг. 1; фиг. 4 представляет собой увеличенную деталь в продольном сечении альтернативного варианта осуществления литого изделия; фиг. 5 представляет собой поперечное сечение литого изделия, показанного на фиг. 3, выполненное по линии IV-IV; и фиг. 6 представляет собой схематическую иллюстрацию способа использования множества секций трубы, изготовленных в соответствии с принципами настоящего изобретения, для замены поврежденного или разрушенного старого трубопровода. На фиг. 1 показана сборная пресс-форма 10 для получения цилиндрического изделия вокруг центральной линии CL. Пресс-форма 10, по существу, состоит из верхней и нижней основных частей 11, 12 пресс-формы, определяющих формующую полость, внутри которой размещена продолговатая оправка 13. Длина пресс-формы значительно превышает ее ширину, для того чтобы изготовить литое изделие длиной примерно 0,5 м и 10 см в диаметре. По этой причине подробно показаны два конца пресс-формы с линией разрыва в центре, которая представляет полную длину пресс-формы. Две части 11, 12 пресс-формы и оправка 13 определяют кольцеобразную формующую полость,обычно обозначаемую 14, имеющую конкретные признаки, которые будут описаны ниже более подробно. Как показано на фиг. 1, левый конец формующей полости 14 заканчивается концевой частью 15 пресс-формы, имеющей в конце плоскую поверхность 16, которая плотно прилегает к соответствующей плоской поверхности 17 в конце оправки 13. Плоская поверхность 17 в конце оправки 13 имеет кольцевую скошенную фаску 18, функция которой будет подробно описана ниже. Части 11, 12 пресс-формы, каждая, имеют полуцилиндрические криволинейные внутренние поверхности 19, 20 (см. фиг. 2) соответственно, посредством которых образуется цилиндрическая внешняя поверхность литого изделия при его формировании. Эти поверхности 19, 20 представляют собой не гладкие поверхности, а немного шероховатые в целях, которые опять-таки будут подробно описаны ниже. Каждая цилиндрическая криволинейная поверхность 19, 20 имеет множество радиально выступающих и вытянутых в продольном направлении выступов или ребер 21, 22 соответственно, которые образуют выступающие участки внешней поверхности литого изделия, которые будут описаны подробно при описании фиг. 3 и функция которых будет описана ниже подробно. Концевая часть 15 пресс-формы имеет участок 23, имеющий цилиндрическую поверхность с диаметром, соответствующим диаметру внутренних поверхностей 19, 20 основных частей 11, 12 прессформы, и образует скользящую посадку с этими частями. На самом дальнем краю концевой участок пресс-формы имеет концевую часть с диаметром меньшим, чем у основной части корпуса, в целом обозначенную позицией 24, и на цилиндрической поверхности этой части 24 имеется многозаходная резьба 25. Витки резьбы 25 имеют такую глубину, что впадины резьбы лежат на цилиндрической поверхности примерно на половине расстояния между диаметром оправки 13 и диаметром внутренних поверхностей 19, 20 основных частей 11, 12 пресс-формы.-4 012234 Между участком 24 с резьбой в конце и цилиндрическим участком 23 концевой части пресс-формы находится конический участок 26. С другого конца формующей полости 14 в осевом направлении простирается оправка 13, выходя за пределы основных частей 11, 12 пресс-формы, каждая из которых образует соответственные цилиндрические концевые поверхности 27, 28, диаметр которых соответствует внешнему диаметру оправки 13,участкам 29, 30 с внутренней резьбой и конусным участкам 31, 32, имеющим соответственные выступающие радиально внутрь кольцеобразные выступы 33, 34. Наклонная поверхность 31 простирается от участков 29, 30 с резьбой до цилиндрических поверхностей 19, 20 элементов 11, 12 пресс-формы. Следовательно, как будет понятно из вышеизложенного, формующая полость 14 имеет цилиндрическую форму, определяющую полое цилиндрическое изделие с внутренней резьбой на одном конце и расположенным за ней конусом, расширяющимся наружу к концу изделия, и с наружной резьбой на другом конце, отделенной от основного тела изделия соответствующим конусом. Когда все части пресс-формы 11, 12, 13, 15 собираются вместе, формующая полость 14 может быть наполнена через отверстие 35 в части 11 пресс-формы и соответствующее отверстие 36 в части 12 прессформы. На практике может быть ряд отверстий 35, 36, расположенных с промежутками вдоль длины пресс-формы, чтобы поддержать однородную подачу впрыскиваемого материала. Как можно видеть на фиг. 1 и 2, оправка 13 имеет множество очень маленьких отверстий 37 на всей ее поверхности (на фигурах показаны только некоторые из них, для ясности значительно увеличенные). Эти отверстия 37, как можно видеть на фиг 2, являются концами выхода радиальных каналов 38 внутри оправки 13, которые соединяются своими внутренними радиальными концами с осевыми каналами 39. Как схематически показано на фиг. 1, у правого конца оправки 13 эти осевые каналы 39 соединяются с камерой 40 коллектора в муфте 41, которая находится в гидравлической связи с трубопроводом 42, ведущим к источнику жидкости под давлением (не показан) через узел охлаждения 43, показанный на фигуре только схематически, но который может быть любого известного типа. Другие охлаждающие каналы в частях 11, 12 и 15 пресс-формы могут быть также предоставлены, но они детально не иллюстрируются. При использовании устройства, показанного на фиг. 1 и 2, в положении, когда пресс-форма закрыта и удерживается в закрытом положении с помощью соответствующих фиксирующих средств (не показанных), которые могут быть традиционными в данной области техники для сборных пресс-форм, горячая расплавленная пластмасса подается в формующую полость 14, пока она целиком не заполнится. В течение этого времени в отверстия 37, которые имеют чрезвычайно маленькие размеры, не попадает отливаемая под давлением пластмасса частично из-за поверхностного натяжения этого материала и частично из-за того, что каналы 39 находятся при давлении выше атмосферного, достаточном для препятствия доступу расплавленной пластмассы в радиальные каналы 38. Отверстия 37, показанные в виде правильных рядов, на практике размещаются беспорядочно по поверхности оправки, и размер отверстий меняется вдоль длины оправки, увеличиваясь к концу оправки, что позволяет корректировать объем газа при подаче. Поскольку эта процедура имеет следствием предварительное введение в формующую полость 14 газа, создающего давление, предусматривается подходящая точка выхода (не показана), через которую газ может выходить, пока формующая полость 14 заполняется, чтобы избежать деформации литого изделия. На практике формующая полость немного "перекачана" при впрыскивании, т.е. вводится немного больший объем материала, чем следует по расчету и чем измеренный объем собственно этой полости. Это очень маленький коэффициент, например порядка 0,0001 кг/кг. Когда формующая полость 14 заполнилась, части пресс-формы охлаждаются с помощью охлаждающей жидкости, проходящей через каналы 44 в оправку 13 (см. фиг. 2) и другие каналы (не показаны) в частях 11, 12, 15 пресс-формы, и когда отливаемый материал охладится достаточно, чтобы образовать корку, по меньшей мере, на поверхности раздела между самим материалом и оправкой 13, нагнетание в каналы 39 через трубопровод 42 возрастает, чтобы позволить текучей среде вытекать из отверстий 37 в щелевидное пространство, образующееся между оправкой 13 и внутренней поверхностью отливаемого изделия в формующей полости 14. В то же самое время оправка 13 извлекается в осевом направлении в направлении стрелки А на фиг. 1 с вытекающей из каналов 37 текучей средой, действующей как охлаждающее и смазочное средство для этих целей. Хотя возможно вращать оправку 13 вокруг продольной оси, по мере того как она извлекается, но, в общем, это не обязательно, и предпочтительнее прямое вытягивание. Когда оправка 13 извлечена, концевая часть 15 пресс-формы затем также извлекается посредством ее вращения, что позволяет эффективно "выкрутить" ее из части литого изделия с резьбой, образованной витками резьбы 25. Откручиванию концевой части 15 пресс-формы способствует сцепление выступов 21, 22 в частях 11, 12 пресс-формы с соответствующими выступами, образованными в литом изделии, и посредством этого препятствуя любому вращению литого изделия вокруг оси, определяемой средней линией CL изделия. Когда концевая часть 15 пресс-формы извлечена, две части 11, 12 прессформы могут быть разделены, двигаясь в разные стороны в направлении двойной стрелки В, размыкаясь по линии 45 разделения пресс-формы на фиг. 2. Придание шероховатости внешней поверхности литого изделия за счет шероховатых внутренних поверхностей 19, 20 двух основных частей 11, 12 пресс-формы-5 012234 способствует охлаждению литого изделия перед удалением из пресс-формы. Конический конец 18 оправки 13 способствует образованию на внутренней цилиндрической поверхности литого изделия радиально направленного внутрь кольцевого ребра 46, имеющего в целом радиально наклонную фаску 47, направленную к периферической части литого изделия и в целом радиально перпендикулярной плоскости 48. Это ребро играет важную роль в уплотнении полости, что способствует извлечению оправки, когда газ введен через отверстия 37. Размеры полости, образованной ребром 46, будут зависеть от толщины стенки формируемой трубы; они тем больше, чем больше толщина, и также изменяются в зависимости от природы впрыскиваемого материала. Обращаясь теперь к фиг. 1 и 3, необходимо принять во внимание, что кольцеобразные выступы 33,34 в правом конце частей 11, 12 пресс-формы образуют соответственную кольцеобразную канавку 33' в литом изделии, в которую перед соединением со смежной секцией трубы помещается соответствующее упругое уплотнительное кольцо 49. Фиг. 3 по сути представляет половину осевого сечения, показывающего часть двух смежных секций 50, 51, каждая из которых изготовлена как литое изделие в пресс-форме, описанной в отношении фиг. 1 и 2, и иллюстрирует только часть над центральной линией CL. Левая часть литого изделия 51 имеет цилиндрическую стенку 52 с абсолютно постоянной толщиной стенки, на которой имеются разделенные выступами осевые канавки 21', образованные выступами 21 элемента 11 пресс-формы. Эти параллельные выступы сочетаются с соответствующими выступами на диаметрально противоположной части секции трубы 51, и пять канавок 21' и расположенные между ними выступы охватывают участок окружности трубы более 30, как это показано на фиг. 5. Соответствующий набор выступов и канавок может быть предусмотрен на каждом конце трубы, хотя они показаны только на охватывающей части трубы варианта осуществления, иллюстрируемого фиг. 3. Как видно на фиг. 3, при уплотнительном кольце 49 в канавке 33' охватываемого конца трубы две смежные трубы могут свинчиваться вместе, пока конец 53 охватываемой трубы не натолкнется на кромку 48 направленного внутрь выступа или облоя 46 охватывающей трубы. Как можно видеть на фиг. 3,витки резьбы приблизительно трапециевидны по форме с углом давящей боковой поверхности резьбы 54 порядка 10 относительно радиальной плоскости, и с углом ведущей боковой поверхности резьбы 55 примерно 20 относительно радиальной плоскости. Резьба, как можно ясно видеть на фиг. 3, находится приблизительно посередине относительно толщины стенки труб 50, 52. Когда две трубы прочно скручиваются вместе, конусные части надежно сцепляются, образуя фрикционное взаимодействие с большим коэффициентом трения и сжимая уплотнительное кольцо 33', при этом образуется газонепроницаемое и/или водонепроницаемое уплотнение между смежными трубами. Поскольку при использовании соседние трубы скручиваются в том же самом направлении, действие добавляемой следующей трубы усиливает соединение ранее скрученных секций труб. Кроме того, поскольку трубы соединяются друг с другом с помощью соединительного средства,действующего в толще стенок труб, нет необходимости в наружной муфте, которая могла бы в противном случае увеличить наружный диаметр трубы, не говоря уже о том, что в стороне от небольшого облоя 46 гладкая внутренняя поверхность трубы является полностью незасоренной. Следует заметить, что размеры этого выступа облоя на фигурах значительно увеличены в иллюстративных целях. На практике его размеры будут не больше, чем 0,5 мм в радиальном измерении. После того как литье окончено, этот облой удаляется. На фиг. 4 иллюстрируется альтернативый вариант осуществления, где показано только две секции смежных труб, когда они пригнаны друг к другу. В этом варианте осуществления охватываемый конец части секции трубы 70 показан ввинченным в охватывающий конец секции трубы 71. Секция трубы 70 в этом варианте осуществления не имеет конусных частей между нарезанным участком и внешней стенкой, а скорее упор 72 и ступеньку 73 между двумя параллельными соосными цилиндрическими поверхностями 74, 75. Витки резьбы 76, которые на этой фигуре показаны схематически как взаимопроникающая область с витками резьбы 77 охватывающей части секции трубы 71, отделяют цилиндрическую поверхность 75 от концевой цилиндрической поверхности 78 меньшого диаметра. Охватывающая конечная часть секции трубы 71 имеет развальцованный вход 79, чтобы содействовать введению в нее охватываемой части секции трубы 70, и цилиндрическую поверхность 80 между внутренним концом развальцованной части 79 и витками резьбы 77. На этой цилиндрической поверхности сформирована кольцеобразная канавка 81 для размещения в ней уплотнительного кольца 82. При соприкосновении поверхностей 75, 80, которые соединяются уплотнительным кольцом 82, давление на уплотнение при контакте не зависит от силы, приложенной для затягивания резьбы для соединения двух секций трубы. В другом, не показанном, варианте осуществления один конец секции трубы изготовлен с большим диаметром, чтобы вместить противоположный конец смежной секции трубы, до некоторой степени подобной традиционным керамическим трубам. Два стыкуемых конца могут соединяться резьбой или для уплотнения места соединения может быть использовано простое уплотнительное кольцо. В качестве альтернативы на соответствующих концах могут быть сформированы соответствующие сцепляющиеся защелки, посредством которых секции труб соединяются и удерживают соединение и при сжатии, и при-6 012234 растяжении. На фиг. 6 схематически показан процесс укладки трубопровода, использующий такие секции, которые были описаны выше. При прокладывании трубопровода выкапываются первые две разнесенные на некоторое расстояние выемки 60, 61 до глубины непосредственно ниже планируемого уровня трубопровода. Затем, используя средства, известные по существу, но здесь не показанные, формируется проход 62, следующий по планируемой линии трубы и имеющий отверстие 66, выходящее в выемку 60, и отверстие 67, выходящее в выемку 61. Затем секция 63 трубы, которая описана и показана на фиг. 3 или 4,вводится в отверстие 66. Для этой цели в выемке 60 располагается соответствующее нажимное устройство 65. Детали этого нажимного устройства не составляют какой-либо части предмета настоящего изобретения и поэтому не будут описываться подробно. Достаточно сказать, что нажимное устройство 65 захватывает открытый конец трубы 63 и проталкивает ее вдоль прохода 62, образованного между двумя выемками 60, 61. Нажимное устройство затем отводится, новая секция 64 прикручивается к открытому концу трубы 63, и нажимное устройство 65 затем вновь захватывает открытый конец секции трубы 64,чтобы поджимать ее и трубу 63 вдоль прохода 62. Этот процесс повторяется, пока головной конец секции трубы 63 не пройдет через вход 67 в выемку 61. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления литого под давлением пластмассового изделия, имеющего полую внутреннюю часть, открытую по меньшей мере с одного конца, включающий стадии: образование формующей полости с кольцеобразным поперечным сечением, определяемой наружными частями матрицы и внутренней оправкой,введение пластмассы для заполнения формующей полости и после того как литое изделие охладится, по меньшей мере, в достаточной степени для образования твердой поверхности, подачу создающей давление текучей среды через каналы оправки, а затем через отверстия в ее поверхности в промежуток между оправкой и внутренней поверхностью литого изделия,пока извлекается оправка, при сохранении в то же время наружных частей матрицы в сомкнутом состоянии. 2. Способ по п.1, отличающийся тем, что через внутреннюю часть оправки пропускают охлаждающую жидкость, по меньшей мере, после стадии впрыска пластмассы. 3. Способ по п.1, отличающийся тем, что один конец упомянутой формующей полости закрыт концевой частью матрицы, имеющей наружную резьбу, для образования соответствующей внутренней резьбы на конце литого изделия. 4. Способ по п.1, отличающийся тем, что концевая часть матрицы и соответствующий конец оправки имеют такую форму, чтобы образовать кольцеобразное пространство, в котором на внутренней поверхности отливаемого изделия образуется направленный внутрь кольцеобразный облой при введении пластмассы в формующую полость. 5. Способ по п.1, отличающийся тем, что концевую часть матрицы удаляют или до, или после извлечения оправки, а другие наружные части матрицы разделяют только после извлечения оправки. 6. Способ по п.5, отличающийся тем, что концевую часть матрицы с резьбой удаляют посредством отвинчивания перед тем, как разделяют другие наружные части матрицы. 7. Способ по п.1, отличающийся тем, что создающей давление текучей средой является газ. 8. Способ по п.7, отличающийся тем, что создающей давление текучей средой является воздух. 9. Способ по п.1, отличающийся тем, что создающую давление текучую среду предварительно охлаждают перед подачей в формующую полость. 10. Способ по п.1, отличающийся тем, что создающую давление текучую среду подают в промежуток между оправкой и внутренней поверхностью отливаемого изделия во многих точках, в основном равномерно распределенных по площади поверхности раздела. 11. Устройство для изготовления с помощью литья под давлением полого литого изделия по меньшей мере с одним открытым концом, содержащее разделяемые наружные части матрицы для определения наружной стенки формующей полости, образующей при использовании внешнюю поверхность полого литого изделия; и внутреннюю оправку, определяющую внутреннюю поверхность полого литого изделия, образуемого заполнением формующей полости, причем оправка имеет множество отверстий, распределенных по меньшей мере на части ее поверхности, на границе между оправкой и внутренней поверхностью полого литого изделия, а отверстия соединяются с внутренними каналами, ведущими к трубопроводу, который может выборочно подсоединяться к источнику текучей среды под давлением для извлечения оправки, в то время как наружные части матрицы остаются в сомкнутом состоянии. 12. Устройство по п.11, отличающееся тем, что по меньшей мере один размер таких упомянутых отверстий в упомянутой части поверхности оправки такой, что препятствует введению в них пластмассы при впрыскивании в формующую полость. 13. Устройство по п.12, отличающееся тем, что упомянутые отверстия являются продолговатыми-7 012234 щелями. 14. Устройство по п.12, отличающееся тем, что упомянутые отверстия имеют в целом круглое сечение. 15. Устройство по п.11, отличающееся тем, что упомянутая по меньшей мере часть поверхности оправки содержит цилиндрическую криволинейную стенку. 16. Устройство по п.11, отличающееся тем, что упомянутая по меньшей мере часть поверхности оправки включает в себя в конце плоскую стенку. 17. Устройство по п.11, дополнительно включающее концевую часть матрицы, имеющую резьбу для образования соответствующей части с внутренней резьбой на открытом конце литого изделия. 18. Устройство по п.11, отличающееся тем, что обе упомянутые наружные части матрицы и оправка имеют охлаждающие каналы, через которые при использовании протекает охлаждающая жидкость для охлаждения отливаемого изделия после впрыскивания и перед извлечением оправки. 19. Устройство по п.11, отличающееся тем, что поверхности наружных частей матрицы, которые обращены к формующей полости, имеют большую шероховатость, чем поверхности оправки, которые определяют внутреннюю часть формующей полости, в результате чего поддерживается разность фрикционных сил между литым изделием и наружными частями матрицы и между литым изделием и оправкой, что способствует извлечению оправки. 20. Устройство по п.11 для изготовления литой секции трубы, открытой с обоих концов, отличающееся тем, что конец оправки имеет конусообразный участок с фаской или, наоборот, с задним углом и объединяющую часть концевой втулки, которая также имеет конусообразный участок с фаской или, наоборот, с задним углом, в результате чего при литье изделия образуется выступающий внутрь кольцеобразный облой. 21. Устройство по п.11, отличающееся тем, что по меньшей мере одна из наружных частей матрицы имеет поверхностный рельеф для образования на законченном изделии насечки или другого поверхностного рельефа, чтобы способствовать захвату готового изделия механическим средством и повороту его вокруг продольной оси.
МПК / Метки
МПК: F16L 47/16, B29C 45/43, F16L 9/12, F16L 15/00, F16L 55/165, B29C 45/26
Метки: полое, способом, литых, устройство, изделие, изготовленное, литое, полых, способ, этим, изделий, производства
Код ссылки
<a href="https://eas.patents.su/10-12234-sposob-i-ustrojjstvo-dlya-proizvodstva-polyh-lityh-izdelijj-i-poloe-litoe-izdelie-izgotovlennoe-etim-sposobom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для производства полых литых изделий и полое литое изделие, изготовленное этим способом</a>
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C21D 8/00, C22C 38/44
Метки: нержавеющая, прочностью, коррозионной, стойкостью, способом, изготовленное, изготовления, изделие, механической, мартенситная, изделий, стали, этой, высокой, способ, этим, сталь
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: способом, изготовленное, изготовления, устройство, щетинных, изделий, щетинное, данным, варианты, способ, изделие
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Способ экструдирования, экструдер и изделие, изготовленное этим сособом
Номер патента: 486
Опубликовано: 26.08.1999
Авторы: Ярвенкюля Юри, Кирьявайнен Кари
МПК: B29C 47/38
Метки: изготовленное, этим, способ, изделие, экструдирования, экструдер, сособом
Формула / Реферат:
1. Способ экструдирования, в котором экструдируемый материал подают в экструдер, содержащий, по крайней мере, один статор (1, 2) и, по крайней мере, один ротор (3), при этом статор (1, 2) имеет коническую поверхность, по крайней мере, со стороны ротора (3), а ротор (3) имеет коническую поверхность, по крайней мере, со стороны статора; наибольшее соотношение длины ротора (3) к его наибольшему диаметру равно 5; указанный ротор (3) вращается, при...
Способ и устройство для изготовления труб или иных длинномерных полых изделий
Номер патента: 3076
Опубликовано: 26.12.2002
Авторы: Сысков Юрий Михайлович, Рапапорт Анатолий Цезаревич, Володин Владимир Анатольевич, Королев Николай Вячеславович
МПК: B32B 1/08, B29D 23/00, B29C 53/56...
Метки: изготовления, устройство, длинномерных, изделий, труб, полых, способ, иных
Формула / Реферат:
1. Способ изготовления труб или иных длинномерных полых изделий, согласно которому пропитывают связующим наполнитель, наматывают наполнитель на формообразующее тело (оправку), производят отверждение полимерного материала, обеспечивают непрерывный сход трубы с формообразующего тела (оправки), а сходящее изделие поддерживают на опоре, отличающийся тем, что непрерывный сход готового изделия (трубы) обеспечивают путем сообщения формообразующему телу...
Способ упаковки изделий и упаковка, полученная этим способом
Номер патента: 5720
Опубликовано: 30.06.2005
Автор: Осгуд Дэв
МПК: B65B 11/12, B65D 75/58
Метки: упаковки, изделий, упаковка, полученная, способом, способ, этим
Формула / Реферат:
1. Способ завертывания изделий с использованием полотна упаковочной пленки, на котором имеется по меньшей мере одна линия разрыва, ориентированная в машинном направлении полотна, заключающийся в том, что (a) на пленке через равные отрезки длины в машинном направлении формируют язычки, имеющие свободный конец, соединенный незакрепленными боковыми кромками с прикрепленным к пленке концом, и расположенные на пленке так, чтобы ось по меньшей мере...
Предыдущий патент: Цилиндровый замок с модифицированным кулачком
Следующий патент: Врезной замок и стопорный элемент сцепления
Случайный патент: Турбомашина с гидравлическими турбинами с поперечной подачей потока жидкости и с уменьшенной величиной общей подъемной силы