Устройство для охлаждения пеностекла
Формула / Реферат
1. Способ непрерывного производства монолитных листов из вспененного стекла, при котором вспененное стекло получают из частиц стекла и порообразователя путем вспенивания под действием термической обработки в виде бесконечного жгута (16) из вспененного стекла, отличающийся тем, что сразу же после вспенивания жгут (16) из вспененного стекла непрерывно и с заданной скоростью охлаждают до температуры окружающей среды, так что вспененное стекло со своей структурой, состоящей из стекла и множества пор, по существу, не содержит внутренних напряжений.
2. Способ по п.1, отличающийся тем, что сохраняющиеся в жгуте (16) из вспененного стекла внутренние напряжения настолько малы, что в структуре вспененного стекла исключено образование или расширение трещин, которые могли бы повлиять на сохранение структурной целостности жгута из вспененного стекла.
3. Способ по п.1 или 2, отличающийся тем, что жгут (16) из вспененного стекла после охлаждения разрезают на отдельные листы.
4. Способ согласно любому из предшествующих пунктов, отличающийся тем, что при охлаждении в жгуте (16) из вспененного стекла устанавливают только градиент температуры в продольном направлении или направлении транспортировки, а температуру по ширине и толщине жгута из вспененного стекла поддерживают постоянной.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что жгут из вспененного стекла вдоль направления транспортировки охлаждают с первой скоростью охлаждения от температуры вспенивания до верхней температуры отпуска, со второй скоростью охлаждения - от верхней температуры отпуска до нижней температуры отпуска и с третьей скоростью охлаждения - от нижней температуры отпуска примерно до комнатной температуры.
6. Способ по п.5, отличающийся тем, что вторая скорость охлаждения меньше первой и третьей скоростей охлаждения.
7. Способ по п.5 или 6, отличающийся тем, что при температуре вспенивания стекло имеет вязкость в диапазоне от h=107 до 108 дПаЧc, при верхней температуре отпуска оно имеет вязкость в диапазоне от h=1012'5 до 1013,5 дПаЧc, в особенности h=1013 дПаЧc и при нижней температуре отпуска оно имеет вязкость в диапазоне от h=1014 до 1015 дПаЧс, в особенности h=1014,5 дПаЧc.
8. Способ по любому из пп.5-7, отличающийся тем, что скорости охлаждения, в особенности вторую скорость охлаждения, выбирают так, чтобы обеспечить выравнивание температур воздуха, заключенного в порах, и окружающего его стекла.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что жгут (16) из вспененного стекла во время охлаждения подвергают воздействию охлаждающей среды с соответствующей температурой, в частности воздуха, которая в виде высокотурбулентного потока протекает вдоль поверхности жгута из вспененного стекла и/или соответствующих транспортирующих устройств.
10. Способ по п.9, отличающийся тем, что поток проходит, по существу, параллельно, антипараллельно или под острым углом, в частности по диагонали, к направлению транспортировки на верхней поверхности, и/или нижней поверхности, и/или боковой поверхности жгута из вспененного стекла.
11. Устройство для изготовления монолитных листов из вспененного стекла, в особенности согласно способу по любому из предшествующих пунктов, содержащее печь (4) для вспенивания стекла, в которой получают непрерывный жгут (16) из вспененного стекла, отличающееся тем, что предусмотрен непосредственно примыкающий к печи (4) для вспенивания стекла участок (5) охлаждения, через который при помощи транспортирующего устройства (8) перемещается жгут (16) из вспененного стекла, и в котором он заданным образом охлаждается при помощи предусмотренных вдоль участка (5) охлаждения средств нагрева и/или средств охлаждения.
12. Устройство по п.11, отличающееся тем, что участок (5) охлаждения имеет модульную структуру и разделен на несколько сегментов, в особенности на идентичные по своему устройству сегменты.
13. Устройство по любому из п.11 или 12, отличающееся тем, что средства нагрева включают в себя нагревательные элементы прямого и непрямого действия, в частности газовые или масляные горелки, электронагреватели, радиационные нагреватели и/или нагретые с их помощью текучие среды, в особенности воздух.
14. Устройство по любому из пп.11-13, отличающееся тем, что средства охлаждения включают в себя необработанные, охлажденные и/или предварительно нагретые текучие среды, в особенности окружающий воздух.
15. Устройство по любому из пп.11-14, отличающееся тем, что средства нагрева и/или охлаждения расположены над, и/или под, и/или по бокам от транспортирующего устройства (8), перемещающего жгут (16) из вспененного стекла.
16. Устройство по любому из пп.11-15, отличающееся тем, что средства нагрева и/или охлаждения выполнены с возможностью ступенчатого регулирования.
17. Устройство по любому из пп.11-16, отличающееся тем, что участок (5) охлаждения разделен на различные зоны с различными скоростями охлаждения.
18. Устройство по любому из пп.11-17, отличающееся тем, что средства нагрева и/или охлаждения включают в себя трубопроводы (17, 18) для текучей среды, в особенности воздуха, которые заканчиваются в распределителях (19) текучей среды, расположенных в участке транспортировки вспененного стекла и приводящих текучую среду в контакт со жгутом из вспененного стекла для выравнивания температуры.
19. Устройство по п.18, отличающееся тем, что средства нагрева и/или охлаждения, такие как газовые горелки и т.п., расположены в трубопроводах (17, 18) для текучей среды, в особенности непосредственно на входе (20) в участок охлаждения.
20. Устройство по любому из пп.18 или 19, отличающееся тем, что дополнительно предусмотрены отсасывающие устройства (24), к которым подключены трубопроводы (17, 18) для текучей среды, причем отсосанная текучая среда, как правило, снова подается в участок охлаждения в другой зоне участка охлаждения.
21. Устройство по любому из пп.18-20, отличающееся тем, что распределители (19) текучей среды и/или отсасывающие устройства (24) содержат коллекторы, которые имеют регулируемые сопла (25) или отверстия (26) и предпочтительно расположены поперечно к направлению транспортировки вспененного стекла.
22. Устройство по любому из пп.18-21, отличающееся тем, что каждая зона и/или каждый сегмент содержит собственные совместно действующие распределители (19) текучей среды и отсасывающие устройства (24), так что температура в каждой зоне и/или в каждом сегменте регулируется независимо.
23. Устройство по любому из пп.18-22, отличающееся тем, что каждый распределитель (19) текучей среды расположен напротив отсасывающего устройства (24) по направлению транспортировки вспененного стекла, так что поток текучей среды можно установить параллельно или под острым углом, в особенности диагонально или антипараллельно направлению транспортировки вспененного стекла.
24. Устройство по любому из пп.18-23, отличающееся тем, что распределители (19) текучей среды и отсасывающие устройства (24) выполнены с возможностью регулирования так, что поток текучей среды посередине жгута из вспененного стекла больше, чем по краям.
25. Устройство по любому из пп.18-23, отличающееся тем, что распределители (19) текучей среды с соплами (25) или отверстиями (26) выполнены так, что при выходе текучей среды возникает завихрение, в особенности осуществляется подача текучей среды поперечно к направлению выдачи.
26. Устройство по любому из пп.18-24, отличающееся тем, что поток текучей среды завихряется за счет отражательных элементов и элементов турбулентности, в особенности металлических листов, которые расположены по бокам, сверху и/или снизу от участър транспортировки вспененного стекла, и/или за счет контурированной структуры участка транспортировки вспененного стекла, в особенности в форме сетчатого секционного конвейера, так что образуется высокотурбулентный поток.
27. Устройство по любому из пп.18-26, отличающееся тем, что каждая зона и/или каждый сегмент имеет свое собственное устройство (5) для транспортировки вспененного стекла, в особенности движущееся по кругу бесконечное транспортирующее устройство предпочтительно в форме сетчатого секционного конвейера.
28. Устройство по любому из пп.18-27, отличающееся тем, что участок (8) транспортировки вспененного стекла состоит из сетчатого секционного конвейера с таким размером ячеек сетки, что теплоемкость его является минимальной, несмотря на обеспечение достаточной поддержки для жгута из вспененного стекла.

Текст
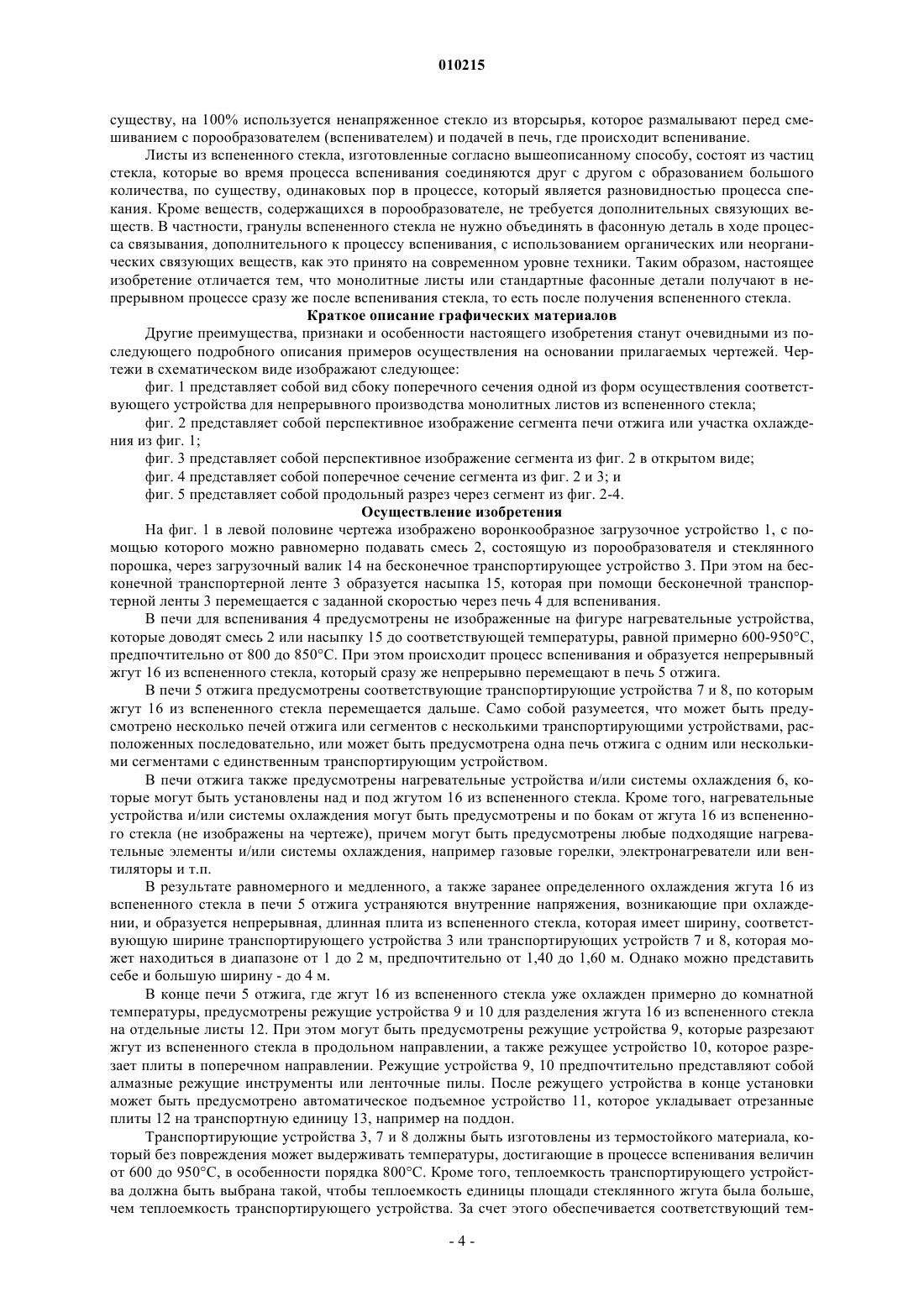
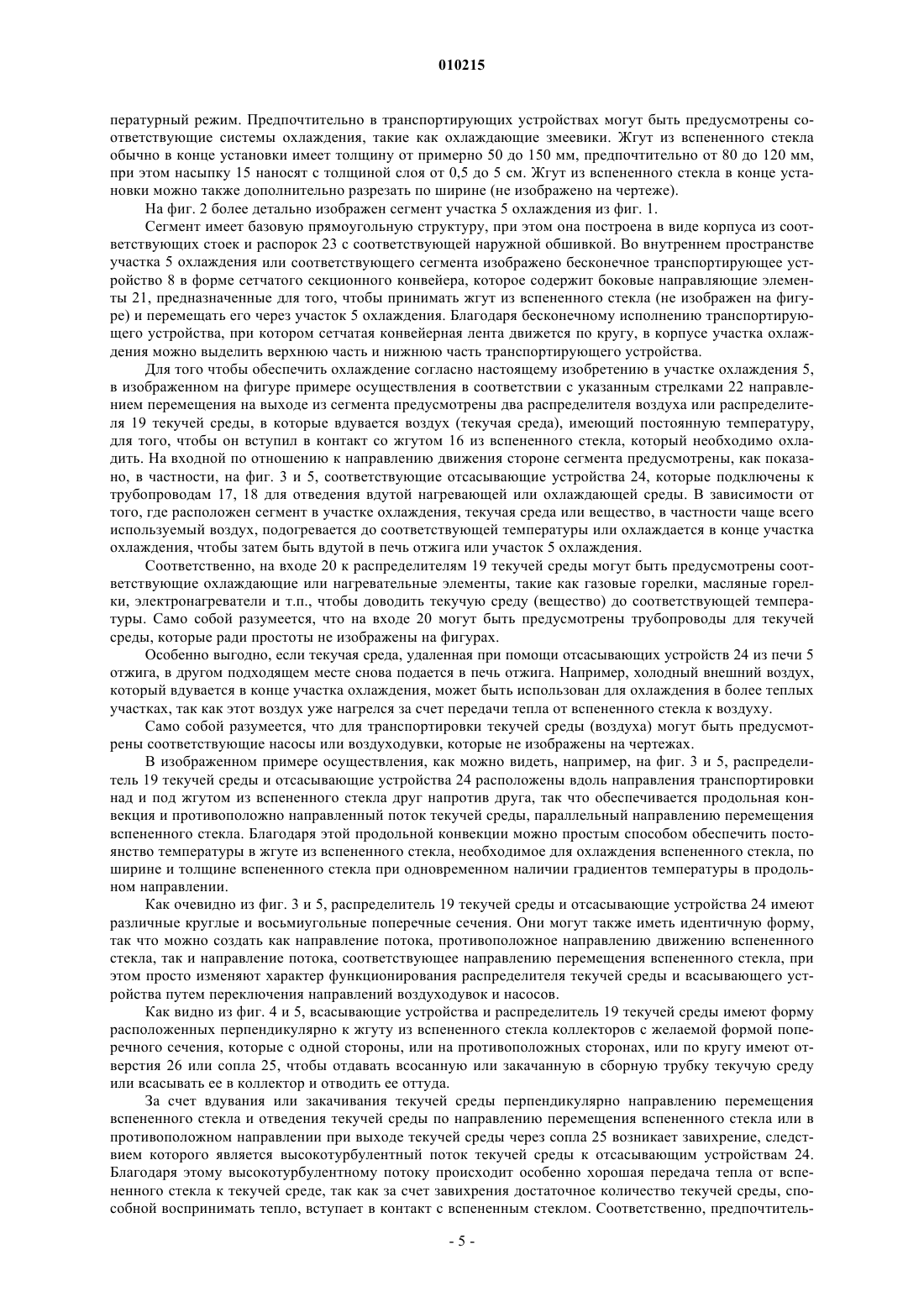
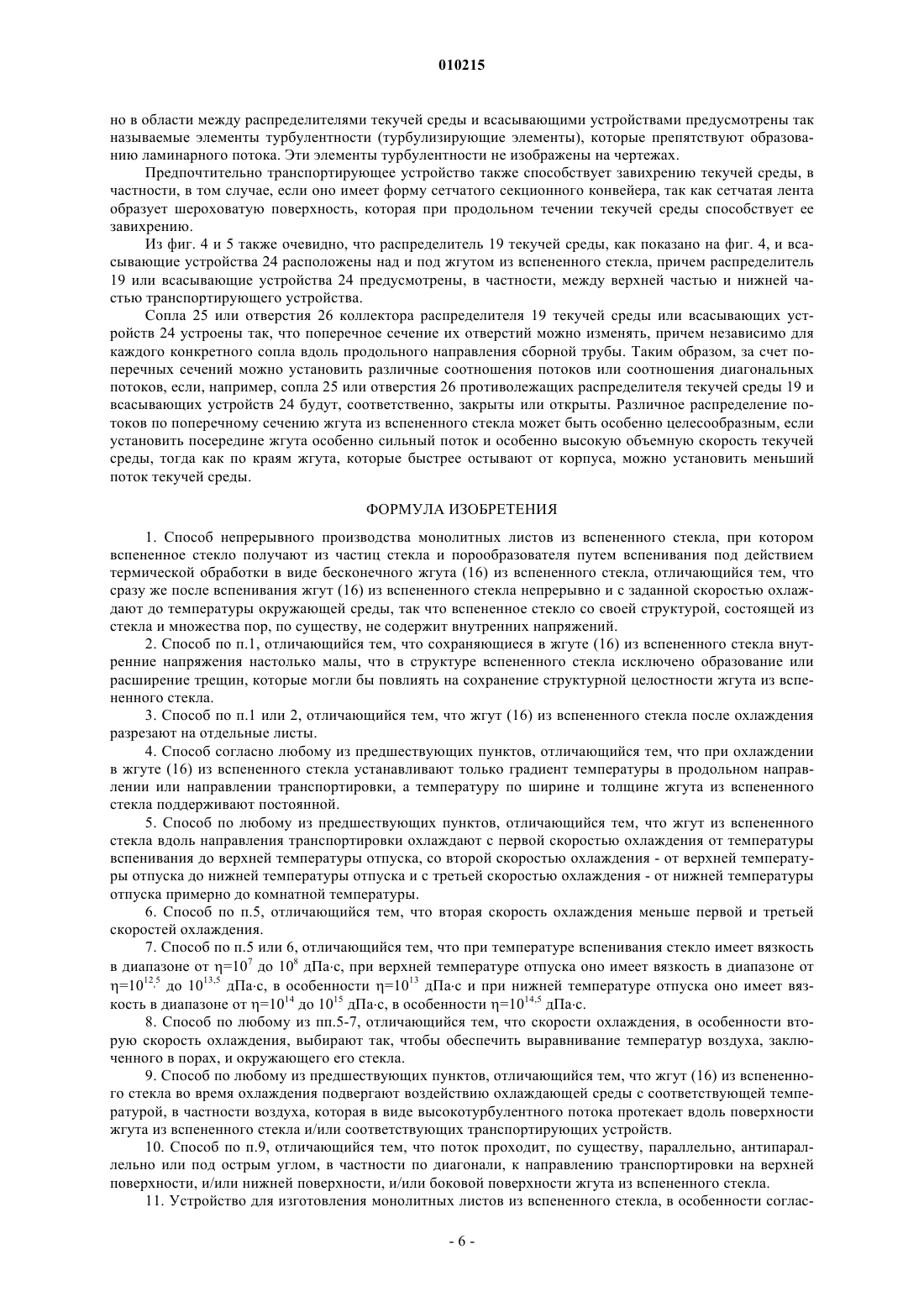
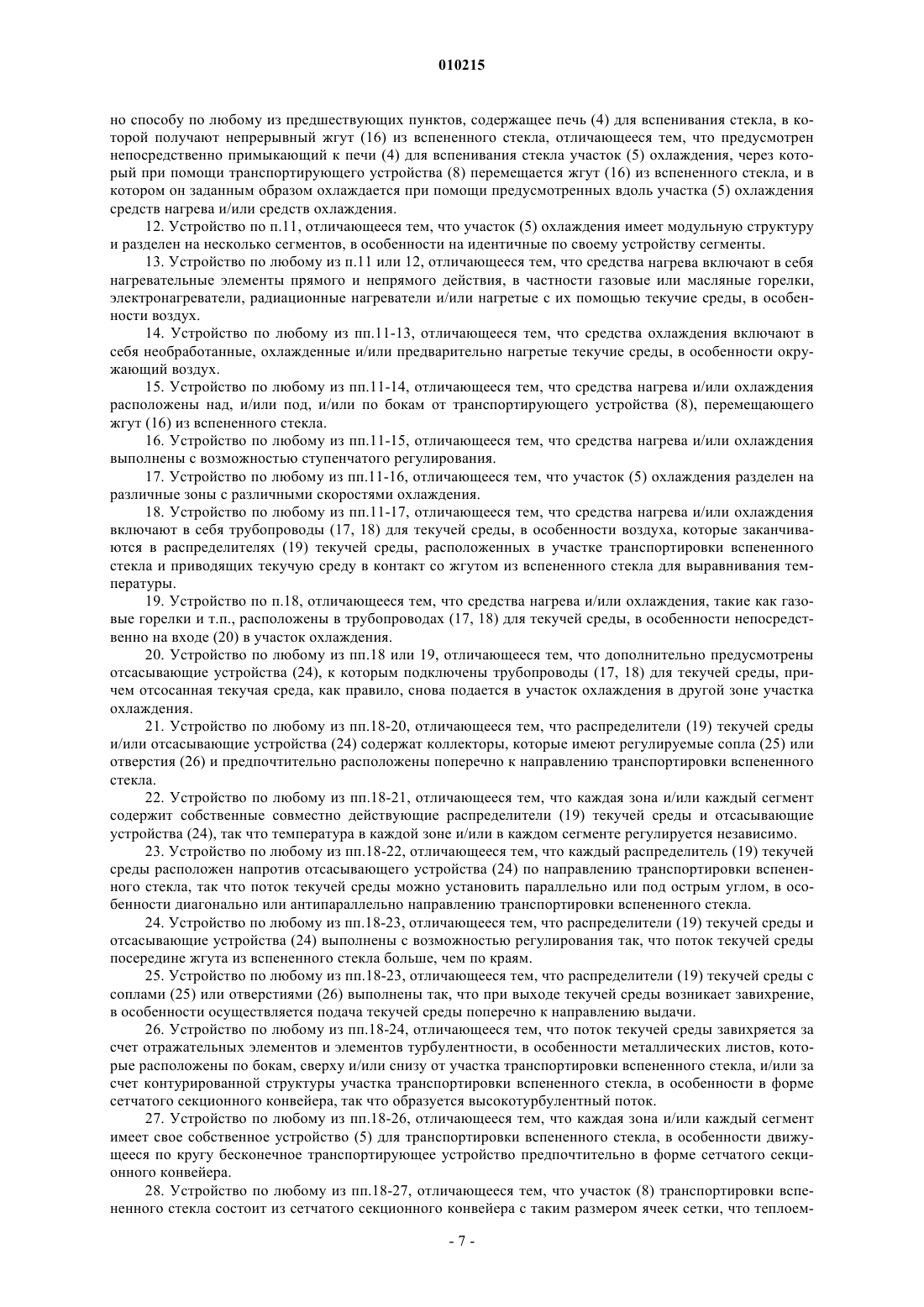
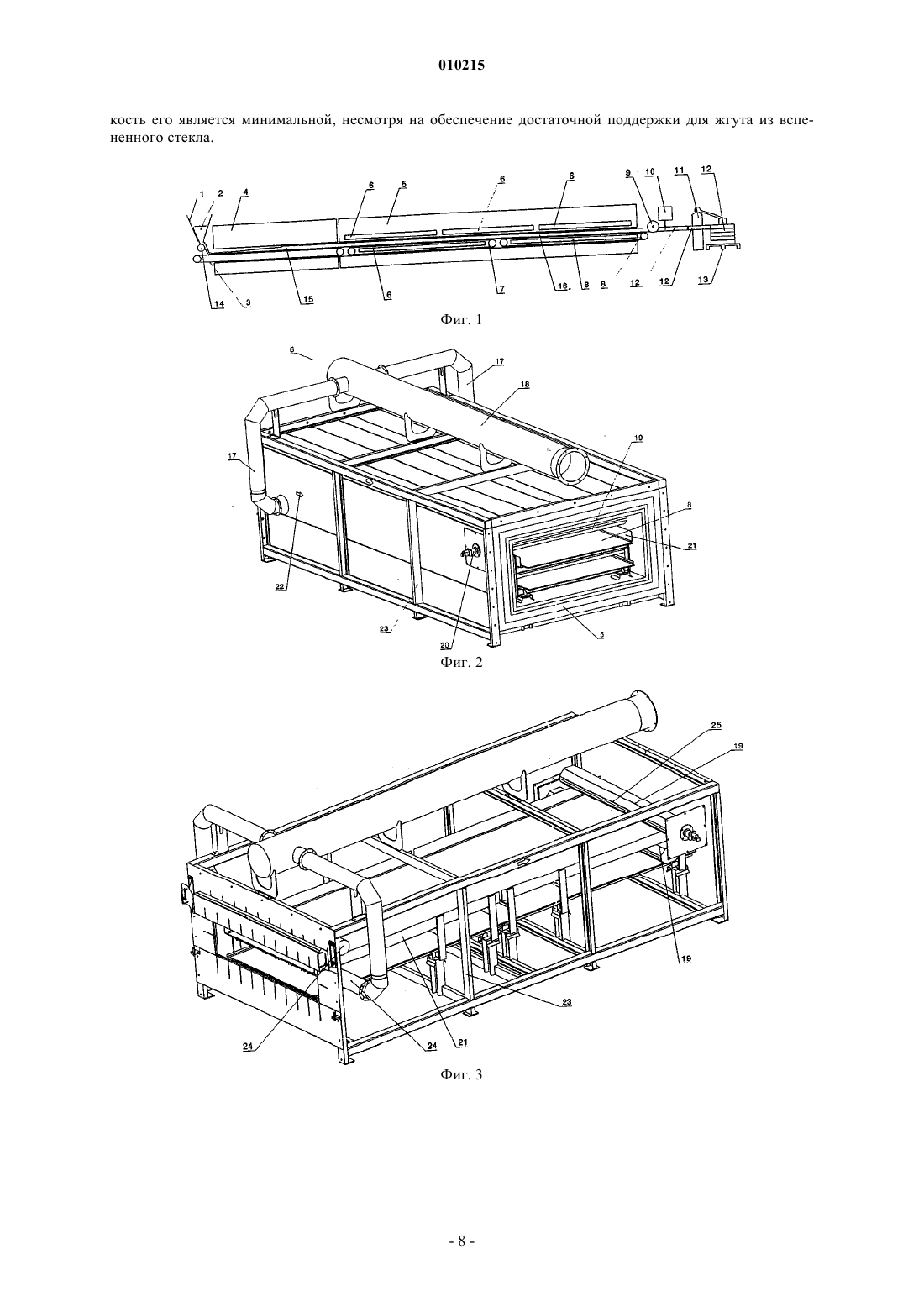
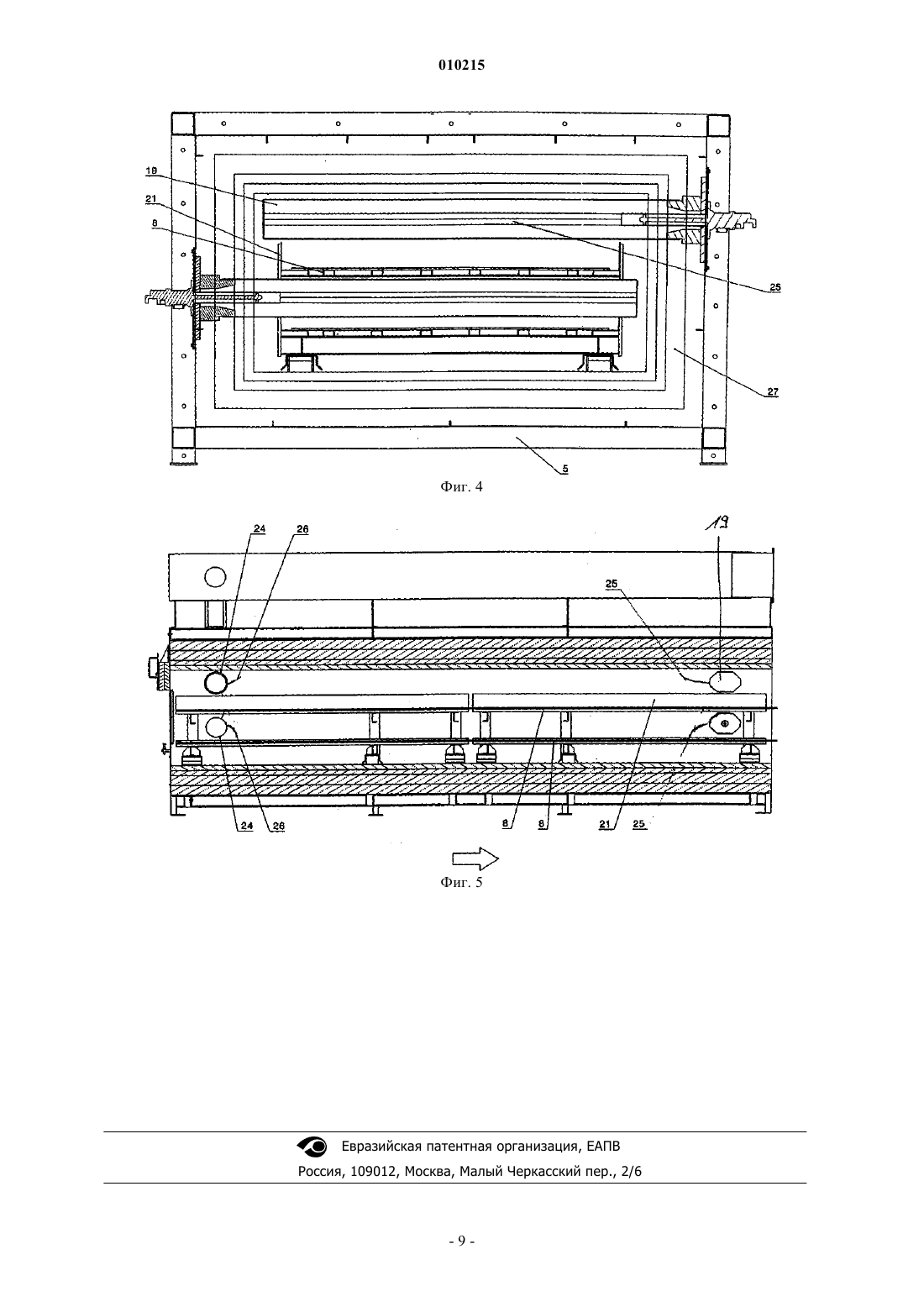
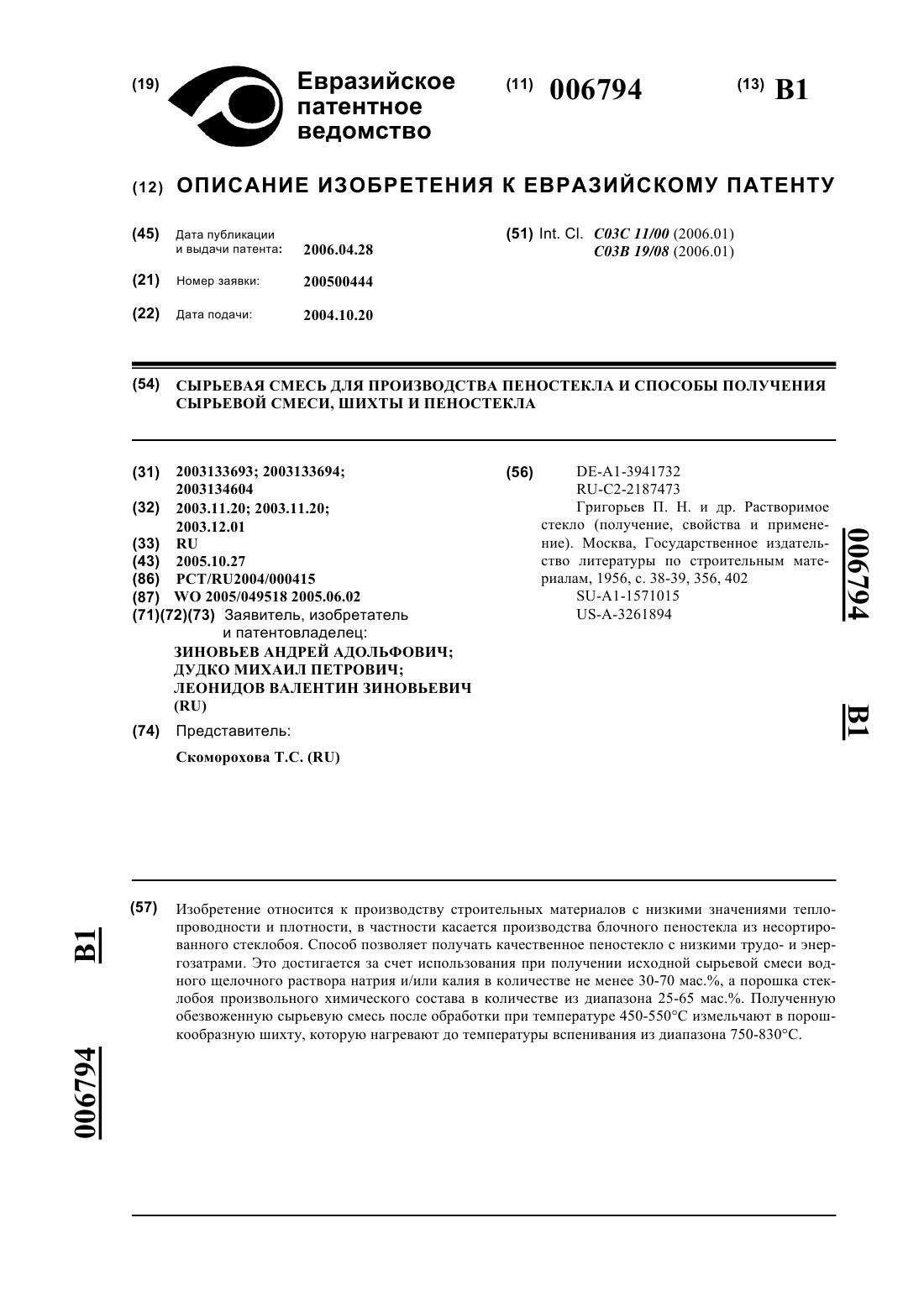
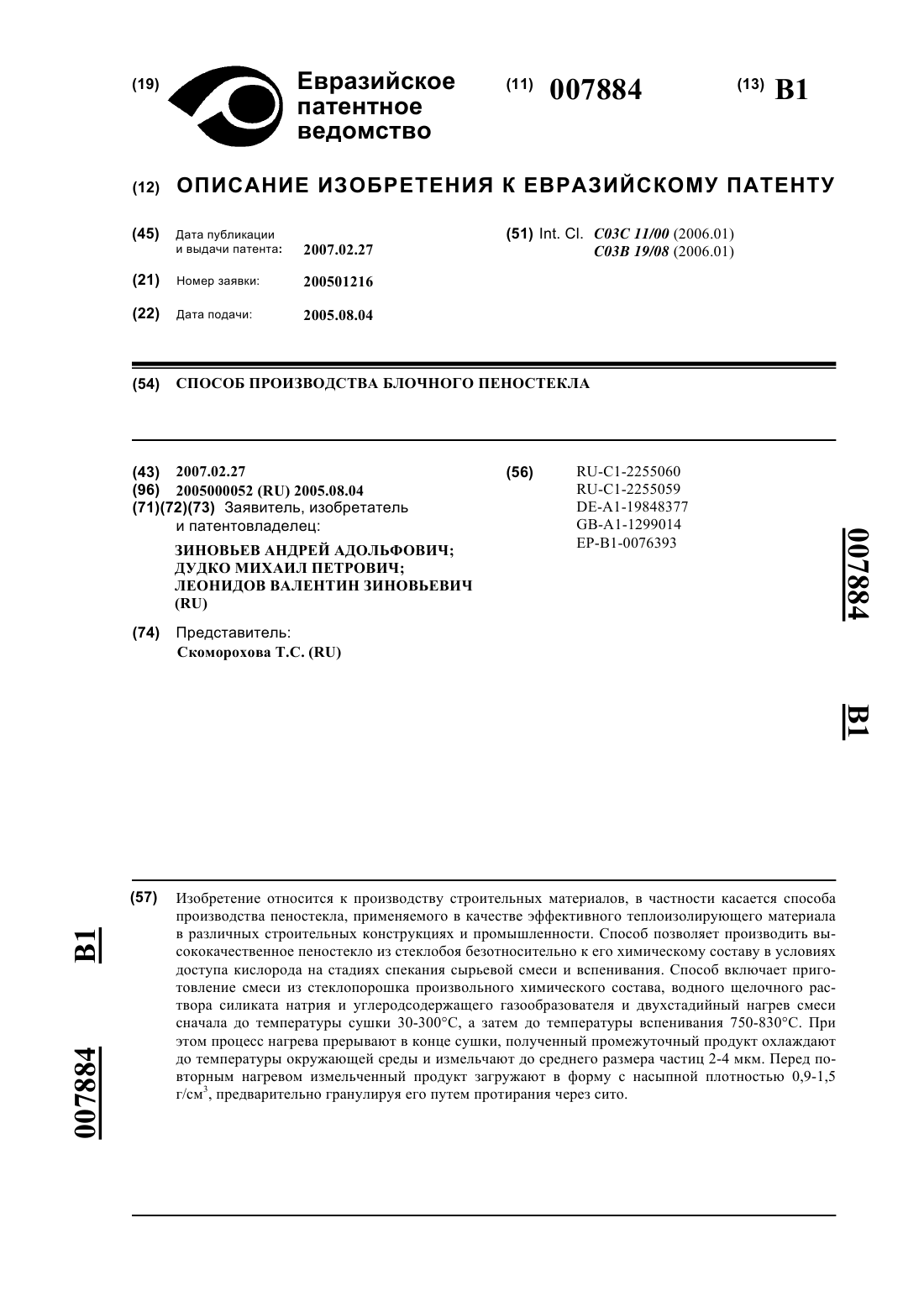
010215 Область техники Настоящее изобретение относится к устройству и к способу производства листов из вспененного стекла согласно родовому понятию пунктов формулы изобретения 11 или 1. Уровень техники Вспененное стекло (так называемое пеностекло) известно уже давно. В ЕР 12114 В 1 описан способ производства гранулированного вспененного стекла. Согласно этому способу получают смесь из тонко измельченного в порошок стекла и пастообразного порообразователя (вспенивателя), состоящего из воды, жидкого стекла, глицерина и бентонита натрия, которую сушат и затем, после добавления дополнительного количества порошкового стекла, вспенивают в печи с секционным конвейером. Смесь из порообразователя и порошкового стекла при этом при помощи бесконечной транспортерной ленты проходит через печь, так что под воздействием тепла и при участии порообразователя образуется жгут из вспененного стекла, в котором частицы стекла спекаются друг с другом с включением множества пор. Этот жгут из вспененного стекла на выходе из печи вследствие внутренних напряжений распадается на множество мелких гранул - так называемый пенно-стеклянный щебень. Эти частицы пенно-стеклянного щебня можно с помощью связующего вещества соединить с получением фасонной детали, как описано, например, в ЕР 0945412 В 1. Кроме того, известен способ производства монолитных листов из вспененного стекла, при котором стеклянный порошок с соответствующим порообразователем загружают в соответствующие формы, после чего эти формы со стеклянным порошком и порообразователем подвергают термической обработке. После охлаждения вспененное стекло вынимают из формы и путем распиливания разрезают на соответствующие листы. Недостатком этого способа является то, что необходимо использовать формы, которые необходимо заполнять и опорожнять, и что необходимо дополнительно разрезать отдельные блоки из вспененного стекла на соответствующие листы. Кроме того, этот хорошо известный способ обладает недостатком, состоящим в том, что в качестве исходного материала используется свежеизготовленное стекло, которое предварительно необходимо размолоть в порошок. Сущность изобретения Задача настоящего изобретения состоит в том, чтобы предложить способ и устройство, с помощью которых можно было бы более простым и экономичным способом изготавливать монолитные листы или формованные продукты из вспененного стекла и при этом не нужно было бы связывать между собой отдельные элементы или частицы вспененного стекла между собой при помощи дополнительного связующего вещества. Данная задача решена за счет способа или устройства, при помощи которых непрерывно производимый жгут из вспененного стекла, например сопоставимый с описанным в ЕР 012114, на конце конвейерной печи охлаждают не резко, а контролируемо, чтобы исключить внутренние напряжения, которые могут привести к разрыву и разрушению жгута из вспененного стекла. При этом к конвейерной печи,например к печи с секционным конвейером, в которой вспенивается смесь из стеклянного порошка и порообразователя (вспенивателя), подключают печь охлаждения, далее называемую печью отжига, в которой непрерывно охлаждается длинный участок стеклянного жгута. В конце печи отжига жгут из вспененного стекла разрезают перпендикулярно к направлению его движения, чтобы из жгута можно было изготовить отдельные листы. При этом жгут предпочтительно можно дополнительно разрезать вдоль направления движения по бокам или вдоль верхней и нижней стороны или разделить в одном или нескольких местах по ширине стеклянного жгута, чтобы получить несколько листов с заданными поверхностями раздела. Например,соответствующий жгут с шириной в диапазоне от 0,5 до 4,00 м, предпочтительно в диапазоне от 1 до 2 м,наиболее предпочтительно в диапазоне от 1,40 до 1,60 м, можно разделить посередине и разрезать через каждый 1,00 м длины, так что образуются листы с шириной от 0,5 до 0,75 м и длиной 1,00 м. Толщина листов может варьировать в диапазоне от 10 до 150 мм, предпочтительно от 40 до 120 мм, особо предпочтительно в диапазоне от 50 до 100 мм, так что может производиться соответствующее непрерывное разделение по толщине листа. Однако возможны и другие размеры, в частности большая ширина. В качестве режущего средства могут рассматриваться, в частности, алмазные пилы, которые, например, могут быть расположены для проведения разрезов вдоль направления жгута в виде дисковой пилы на выходе из печи отжига. Для разделения жгута из вспененного стекла может быть предусмотрена компьютерно-управляемая пила, которая во время процесса разрезания движется со скоростью движения вспененного стекла по направлению движения и, кроме того, поперек жгута из вспененного стекла для разрезания последнего. При этом могут быть заданы различные длины резки для получения отдельных листов. Например, могут быть получены различные длины в диапазоне от 0,5 до 2,00 м, предпочтительно 1,00 м. Преимущество способа согласно настоящему изобретению состоит в непрерывном проведении охлаждения и процесса резания, так что можно исключить трудоемкие процессы заполнения и разгрузки форм и разрезание отдельных блоков. Напротив, все происходит в ходе одного непрерывного процесса,так что эффективность значительно увеличивается. Печь для отжига для осуществления способа согласно настоящему изобретению предпочтительно-1 010215 содержит соответствующие нагревательные и/или холодильные элементы, которые обеспечивают поддержание определенной заранее заданной температуры, предпочтительно в направлении ширины жгута,а также в направлении движения жгута, то есть вдоль участка охлаждения. Особо предпочтительно, чтобы был задан только градиент температуры в продольном направлении или в направлении перемещения жгута из вспененного стекла, а температура по ширине и толщине ленты из вспененного стекла была, по существу, постоянной. За счет этого обеспечивается преимущество,состоящее в том, что в поперечном направлении не возникает напряжений и необходимо обеспечить соответствующее выравнивание напряжений посредством медленного охлаждения только в направлении перемещения. Охлаждение в направлении перемещения при этом предпочтительно осуществляется так, что вспененное стекло, движущееся вдоль направления перемещения, вначале охлаждается с первой скоростью охлаждения от температуры вспенивания до верхней температуры отпуска, затем от верхней температуры отпуска со второй скоростью охлаждения до нижней температуры отпуска и, наконец, от нижней температуры отпуска с третьей скоростью охлаждения примерно до температуры окружающей среды,причем скорость транспортировки вспененного стекла является постоянной, и устанавливается только соответствующий градиент температуры в соответствующей зоне охлаждения печи отжига или участка охлаждения. Три диапазона охлаждения обеспечивают особенно необходимую в случае вспененного стекла из-за большого количества пор равномерную передачу тепла охлаждающей среде. Предпочтительно при этом выбирать самую низкую скорость охлаждения во втором диапазоне, то есть при охлаждении от верхней температуры отпуска до нижней температуры отпуска, так что в этом диапазоне степень охлаждения минимальна. Это выгодно потому, что именно в диапазоне температур от верхней температуры отпуска до нижней температуры отпуска образуются постоянные внутренние напряжения, так что здесь необходимо особенно хорошее выравнивание температур внутри стекла, и, соответственно, медленное охлаждение вспененного стекла. Значения верхней и нижней температур отпуска определяют с учетом значений коэффициентов вязкости используемого стекла или вспененного стекла. Обычно температура вспенивания соответствует диапазону значений коэффициента вязкости от 107 до 108 дПаc, особенно 107,6 дПаc, так что верхнюю температуру отпуска выбирают в диапазоне значений вязкости от 1012,5 до 1013,5 дПаc, в особенности 1013 дПаc, тогда как вторую температуру отпуска выбирают в диапазоне от 1014 до 1015 дПаc, в особенности 1014,5 дПаc. При выборе скоростей охлаждения предпочтительно необходимо следить за тем, чтобы скорости охлаждения, прежде всего вторая скорость охлаждения, были выбраны такими низкими, чтобы обеспечивалось выравнивание температур между воздухом, заключенным в порах, и окружающим стеклом,чтобы не возникало внутренних напряжений из-за разностей температур внутри пористой структуры вспененного стекла. Так как воздух, по существу, является очень хорошим изолятором, следует использовать соответствующие низкие скорости охлаждения, причем с ними можно смириться, так как самые низкие скорости охлаждения ограничены преимущественно диапазоном между верхней температурой отпуска и нижней температурой отпуска, так что можно получить длительности охлаждения, приемлемые для промышленного применения. Охлаждение предпочтительно осуществляют с использованием охлаждающей среды (текучей среды), которую перемещают рядом со жгутом из вспененного стекла. Охлаждающую среду, предпочтительно воздух или другие среды, например инертные вещества, которые, прежде всего, должны быть разогреты до высоких значений температуры в диапазоне температур вспененного стекла, подлежащего охлаждению, согласно настоящему изобретению перемещают рядом с наружной поверхностью жгута из вспененного стекла и/или соответствующих транспортирующих устройств в виде высокотурбулентного потока, так что может происходить выравнивание температур или теплообмен между охлаждающей средой или вспененным стеклом. Благодаря высокотурбулентному потоку обеспечивается то, что при относительно небольших значениях объемного потока обеспечивается хорошая теплопередача, так как почти вся перемещаемая охлаждающая среда вступает в контакт с поверхностью вспененного стекла, подлежащего охлаждению. Предпочтительно охлаждающую среду перемещают вдоль жгута из вспененного стекла в продольном направлении, при этом продольная конвекция может происходить параллельно, антипараллельно, по диагонали или под острым углом к направлению перемещения. Высокотурбулентный поток при этом следует поддерживать по всему поперечному или продольному сечению, причем это обеспечивается за счет подразделения участка охлаждения на отдельные сегменты с соответствующими раздельными системами охлаждения. Разделение участка охлаждения на сегменты имеет дополнительное преимущество, состоящее в том, что они могут быть организованы аналогично основной конструкции, что упрощает конструкцию установки. Кроме того, в отдельных сегментах, независимо от других сегментов, могут быть предусмотрены дополнительные устройства, способствующие перемещению, что также упрощает конструкцию. Благодаря раздельному оборудованию нагревательных или охлаждающих элементов в отдельных сег-2 010215 ментах можно также раздельно и независимо управлять этими устройствами и контролировать их. Предпочтительно нагревательные или охлаждающие средства устроены так, что они содержат транспортные трубы (трубопроводы) для охлаждающей среды (текучей среды), с помощью которых охлаждающая среда перемещается к распределительным устройствам внутри участка охлаждения, которые подают охлаждающую среду в печь отжига. Согласно одной из предпочтительных форм осуществления настоящего изобретения эти распределительные устройства выполнены в виде коллекторов, которые имеют соответствующие выпускные отверстия или форсунки, которые можно регулировать, особенно в отношении размеров выпускного отверстия, в особенности их можно перекрывать, и они почти независимы друг от друга. Предпочтительно эти отверстия в распределительных устройствах или в коллекторе расположены так, что их выпускное отверстие перпендикулярно направлению потока подаваемой охлаждающей среды, так что при истечении уже происходит завихрение охлаждающей среды. Предпочтительно можно также поддерживать вертикальный высокотурбулентный поток и за счет того, что в участке охлаждения предусмотрены соответствующие элементы турбулентности или отражательные элементы, которые обуславливают отклонение потока охлаждающей среды и его завихрение. На участках впуска охлаждающей среды в распределительные устройства могут быть предусмотрены нагреватели, например газовые или мазутные горелки, электронагреватель, радиационные нагреватели и т.п., так что производится непрямой нагрев участка охлаждения. Также можно себе представить и соответствующие нагреватели, установленные прямо в участке охлаждения. Дополнительно к распределительным устройствам, с помощью которых охлаждающая среда поступает в печь отжига, предпочтительно предусмотрены и отсасывающие устройства, которые удаляют поток охлаждающей среды из печи отжига, а именно сегментарные отсасывающие устройства. Отсасывающие устройства предпочтительно расположены вдоль участка, по которому транспортируется вспененное стекло, напротив друг друга и своими отверстиями направлены друг на друга. Так как отверстия распределительных устройств и отсасывающих устройств регулируемы в отношении поперечного сечения отверстий или расхода охлаждающей среды, в том числе могут быть закрыты, то при помощи этих устройств можно установить параллельный или антипараллельный продольный поток охлаждающего средства, а также диагональный поток охлаждающей среды. Кроме того, можно варьировать объемы охлаждающей среды, которые протекают вдоль установки, перемещающей вспененное стекло, по ширине жгута из вспененного стекла, так что, например, на ранее охлаждавшихся краях жгута из вспененного стекла может быть установлен меньший поток охлаждающей среды. Предпочтительно охлаждающая среда, отсасываемая в отдельных сегментах, или участках, или зонах участка охлаждения, после соответствующей регулировки температуры или сразу же снова подается в участок охлаждения, так что уже подогретую на более холодном участке охлаждающую среду можно использовать повторно, что позволяет сэкономить энергию. По энергетическим причинам также выгодно предусмотреть исполнение транспортирующих устройств и устройств, подводящих или отводящих охлаждающую среду, с малой теплоемкостью, чтобы можно было сэкономить энергию, идущую на нагревание этих компонентов. Поэтому предпочтительно размер ячеек устройства для транспортировки вспененного стекла, которое предпочтительно исполнено в форме бесконечного вращающегося сетчатого секционного конвейера, должен быть настолько большим, чтобы теплоемкость была минимальной, но одновременно обеспечивалась достаточная стабилизация жгута из вспененного стекла. В частности, можно варьировать размер ячеек сетчатой конвейерной ленты по длине участка охлаждения, чтобы в более холодных зонах происходило достаточное затвердевание жгута из вспененного стекла. Нагревательные и/или охлаждающие средства могут быть различного рода, в особенности они включают в себя газовые горелки, электронагреватели или охлаждающие змеевики, вентиляторы и т.п. Предпочтительно как в печи, где происходит вспенивание, так и в печи отжига предусмотрены соответствующие измерительные устройства и датчики, которые обеспечивают возможность точного контроля температуры. Также предпочтительно предусмотреть соответствующее управление, которое управляет нагревательными и/или охлаждающими средствами или регулирует их в зависимости от результатов измерения температуры, чтобы обеспечить точно определенный профиль охлаждения или нагревания. Предпочтительно нагревательные и/или охлаждающие средства в печи отжига должны быть расположены над и под транспортерной лентой или конвейерной линией, а также по бокам от них, чтобы избежать нежелательных различий температуры в поперечном сечении жгута из вспененного стекла, что может привести к возникновению нежелательных напряжений и к разрушению жгута из вспененного стекла. Конвейерная линия или транспортерная лента, так же, как в печи отжига, должны быть изготовлены из соответствующего термостойкого материала. Теплоемкость материала, из которого изготовлена конвейерная линия, должна быть меньше теплоемкости, которую обнаруживает жгут из вспененного стекла, благодаря толщине своего слоя. Предпочтительно, в случае транспортерной ленты или транспортного средства, речь идет о термостойких материалах. Предпочтительно в способе согласно настоящему изобретению в качестве стеклянного порошка, по-3 010215 существу, на 100% используется ненапряженное стекло из вторсырья, которое размалывают перед смешиванием с порообразователем (вспенивателем) и подачей в печь, где происходит вспенивание. Листы из вспененного стекла, изготовленные согласно вышеописанному способу, состоят из частиц стекла, которые во время процесса вспенивания соединяются друг с другом с образованием большого количества, по существу, одинаковых пор в процессе, который является разновидностью процесса спекания. Кроме веществ, содержащихся в порообразователе, не требуется дополнительных связующих веществ. В частности, гранулы вспененного стекла не нужно объединять в фасонную деталь в ходе процесса связывания, дополнительного к процессу вспенивания, с использованием органических или неорганических связующих веществ, как это принято на современном уровне техники. Таким образом, настоящее изобретение отличается тем, что монолитные листы или стандартные фасонные детали получают в непрерывном процессе сразу же после вспенивания стекла, то есть после получения вспененного стекла. Краткое описание графических материалов Другие преимущества, признаки и особенности настоящего изобретения станут очевидными из последующего подробного описания примеров осуществления на основании прилагаемых чертежей. Чертежи в схематическом виде изображают следующее: фиг. 1 представляет собой вид сбоку поперечного сечения одной из форм осуществления соответствующего устройства для непрерывного производства монолитных листов из вспененного стекла; фиг. 2 представляет собой перспективное изображение сегмента печи отжига или участка охлаждения из фиг. 1; фиг. 3 представляет собой перспективное изображение сегмента из фиг. 2 в открытом виде; фиг. 4 представляет собой поперечное сечение сегмента из фиг. 2 и 3; и фиг. 5 представляет собой продольный разрез через сегмент из фиг. 2-4. Осуществление изобретения На фиг. 1 в левой половине чертежа изображено воронкообразное загрузочное устройство 1, с помощью которого можно равномерно подавать смесь 2, состоящую из порообразователя и стеклянного порошка, через загрузочный валик 14 на бесконечное транспортирующее устройство 3. При этом на бесконечной транспортерной ленте 3 образуется насыпка 15, которая при помощи бесконечной транспортерной ленты 3 перемещается с заданной скоростью через печь 4 для вспенивания. В печи для вспенивания 4 предусмотрены не изображенные на фигуре нагревательные устройства,которые доводят смесь 2 или насыпку 15 до соответствующей температуры, равной примерно 600-950 С,предпочтительно от 800 до 850 С. При этом происходит процесс вспенивания и образуется непрерывный жгут 16 из вспененного стекла, который сразу же непрерывно перемещают в печь 5 отжига. В печи 5 отжига предусмотрены соответствующие транспортирующие устройства 7 и 8, по которым жгут 16 из вспененного стекла перемещается дальше. Само собой разумеется, что может быть предусмотрено несколько печей отжига или сегментов с несколькими транспортирующими устройствами, расположенных последовательно, или может быть предусмотрена одна печь отжига с одним или несколькими сегментами с единственным транспортирующим устройством. В печи отжига также предусмотрены нагревательные устройства и/или системы охлаждения 6, которые могут быть установлены над и под жгутом 16 из вспененного стекла. Кроме того, нагревательные устройства и/или системы охлаждения могут быть предусмотрены и по бокам от жгута 16 из вспененного стекла (не изображены на чертеже), причем могут быть предусмотрены любые подходящие нагревательные элементы и/или системы охлаждения, например газовые горелки, электронагреватели или вентиляторы и т.п. В результате равномерного и медленного, а также заранее определенного охлаждения жгута 16 из вспененного стекла в печи 5 отжига устраняются внутренние напряжения, возникающие при охлаждении, и образуется непрерывная, длинная плита из вспененного стекла, которая имеет ширину, соответствующую ширине транспортирующего устройства 3 или транспортирующих устройств 7 и 8, которая может находиться в диапазоне от 1 до 2 м, предпочтительно от 1,40 до 1,60 м. Однако можно представить себе и большую ширину - до 4 м. В конце печи 5 отжига, где жгут 16 из вспененного стекла уже охлажден примерно до комнатной температуры, предусмотрены режущие устройства 9 и 10 для разделения жгута 16 из вспененного стекла на отдельные листы 12. При этом могут быть предусмотрены режущие устройства 9, которые разрезают жгут из вспененного стекла в продольном направлении, а также режущее устройство 10, которое разрезает плиты в поперечном направлении. Режущие устройства 9, 10 предпочтительно представляют собой алмазные режущие инструменты или ленточные пилы. После режущего устройства в конце установки может быть предусмотрено автоматическое подъемное устройство 11, которое укладывает отрезанные плиты 12 на транспортную единицу 13, например на поддон. Транспортирующие устройства 3, 7 и 8 должны быть изготовлены из термостойкого материала, который без повреждения может выдерживать температуры, достигающие в процессе вспенивания величин от 600 до 950 С, в особенности порядка 800 С. Кроме того, теплоемкость транспортирующего устройства должна быть выбрана такой, чтобы теплоемкость единицы площади стеклянного жгута была больше,чем теплоемкость транспортирующего устройства. За счет этого обеспечивается соответствующий тем-4 010215 пературный режим. Предпочтительно в транспортирующих устройствах могут быть предусмотрены соответствующие системы охлаждения, такие как охлаждающие змеевики. Жгут из вспененного стекла обычно в конце установки имеет толщину от примерно 50 до 150 мм, предпочтительно от 80 до 120 мм,при этом насыпку 15 наносят с толщиной слоя от 0,5 до 5 см. Жгут из вспененного стекла в конце установки можно также дополнительно разрезать по ширине (не изображено на чертеже). На фиг. 2 более детально изображен сегмент участка 5 охлаждения из фиг. 1. Сегмент имеет базовую прямоугольную структуру, при этом она построена в виде корпуса из соответствующих стоек и распорок 23 с соответствующей наружной обшивкой. Во внутреннем пространстве участка 5 охлаждения или соответствующего сегмента изображено бесконечное транспортирующее устройство 8 в форме сетчатого секционного конвейера, которое содержит боковые направляющие элементы 21, предназначенные для того, чтобы принимать жгут из вспененного стекла (не изображен на фигуре) и перемещать его через участок 5 охлаждения. Благодаря бесконечному исполнению транспортирующего устройства, при котором сетчатая конвейерная лента движется по кругу, в корпусе участка охлаждения можно выделить верхнюю часть и нижнюю часть транспортирующего устройства. Для того чтобы обеспечить охлаждение согласно настоящему изобретению в участке охлаждения 5,в изображенном на фигуре примере осуществления в соответствии с указанным стрелками 22 направлением перемещения на выходе из сегмента предусмотрены два распределителя воздуха или распределителя 19 текучей среды, в которые вдувается воздух (текучая среда), имеющий постоянную температуру,для того, чтобы он вступил в контакт со жгутом 16 из вспененного стекла, который необходимо охладить. На входной по отношению к направлению движения стороне сегмента предусмотрены, как показано, в частности, на фиг. 3 и 5, соответствующие отсасывающие устройства 24, которые подключены к трубопроводам 17, 18 для отведения вдутой нагревающей или охлаждающей среды. В зависимости от того, где расположен сегмент в участке охлаждения, текучая среда или вещество, в частности чаще всего используемый воздух, подогревается до соответствующей температуры или охлаждается в конце участка охлаждения, чтобы затем быть вдутой в печь отжига или участок 5 охлаждения. Соответственно, на входе 20 к распределителям 19 текучей среды могут быть предусмотрены соответствующие охлаждающие или нагревательные элементы, такие как газовые горелки, масляные горелки, электронагреватели и т.п., чтобы доводить текучую среду (вещество) до соответствующей температуры. Само собой разумеется, что на входе 20 могут быть предусмотрены трубопроводы для текучей среды, которые ради простоты не изображены на фигурах. Особенно выгодно, если текучая среда, удаленная при помощи отсасывающих устройств 24 из печи 5 отжига, в другом подходящем месте снова подается в печь отжига. Например, холодный внешний воздух,который вдувается в конце участка охлаждения, может быть использован для охлаждения в более теплых участках, так как этот воздух уже нагрелся за счет передачи тепла от вспененного стекла к воздуху. Само собой разумеется, что для транспортировки текучей среды (воздуха) могут быть предусмотрены соответствующие насосы или воздуходувки, которые не изображены на чертежах. В изображенном примере осуществления, как можно видеть, например, на фиг. 3 и 5, распределитель 19 текучей среды и отсасывающие устройства 24 расположены вдоль направления транспортировки над и под жгутом из вспененного стекла друг напротив друга, так что обеспечивается продольная конвекция и противоположно направленный поток текучей среды, параллельный направлению перемещения вспененного стекла. Благодаря этой продольной конвекции можно простым способом обеспечить постоянство температуры в жгуте из вспененного стекла, необходимое для охлаждения вспененного стекла, по ширине и толщине вспененного стекла при одновременном наличии градиентов температуры в продольном направлении. Как очевидно из фиг. 3 и 5, распределитель 19 текучей среды и отсасывающие устройства 24 имеют различные круглые и восьмиугольные поперечные сечения. Они могут также иметь идентичную форму,так что можно создать как направление потока, противоположное направлению движению вспененного стекла, так и направление потока, соответствующее направлению перемещения вспененного стекла, при этом просто изменяют характер функционирования распределителя текучей среды и всасывающего устройства путем переключения направлений воздуходувок и насосов. Как видно из фиг. 4 и 5, всасывающие устройства и распределитель 19 текучей среды имеют форму расположенных перпендикулярно к жгуту из вспененного стекла коллекторов с желаемой формой поперечного сечения, которые с одной стороны, или на противоположных сторонах, или по кругу имеют отверстия 26 или сопла 25, чтобы отдавать всосанную или закачанную в сборную трубку текучую среду или всасывать ее в коллектор и отводить ее оттуда. За счет вдувания или закачивания текучей среды перпендикулярно направлению перемещения вспененного стекла и отведения текучей среды по направлению перемещения вспененного стекла или в противоположном направлении при выходе текучей среды через сопла 25 возникает завихрение, следствием которого является высокотурбулентный поток текучей среды к отсасывающим устройствам 24. Благодаря этому высокотурбулентному потоку происходит особенно хорошая передача тепла от вспененного стекла к текучей среде, так как за счет завихрения достаточное количество текучей среды, способной воспринимать тепло, вступает в контакт с вспененным стеклом. Соответственно, предпочтитель-5 010215 но в области между распределителями текучей среды и всасывающими устройствами предусмотрены так называемые элементы турбулентности (турбулизирующие элементы), которые препятствуют образованию ламинарного потока. Эти элементы турбулентности не изображены на чертежах. Предпочтительно транспортирующее устройство также способствует завихрению текучей среды, в частности, в том случае, если оно имеет форму сетчатого секционного конвейера, так как сетчатая лента образует шероховатую поверхность, которая при продольном течении текучей среды способствует ее завихрению. Из фиг. 4 и 5 также очевидно, что распределитель 19 текучей среды, как показано на фиг. 4, и всасывающие устройства 24 расположены над и под жгутом из вспененного стекла, причем распределитель 19 или всасывающие устройства 24 предусмотрены, в частности, между верхней частью и нижней частью транспортирующего устройства. Сопла 25 или отверстия 26 коллектора распределителя 19 текучей среды или всасывающих устройств 24 устроены так, что поперечное сечение их отверстий можно изменять, причем независимо для каждого конкретного сопла вдоль продольного направления сборной трубы. Таким образом, за счет поперечных сечений можно установить различные соотношения потоков или соотношения диагональных потоков, если, например, сопла 25 или отверстия 26 противолежащих распределителя текучей среды 19 и всасывающих устройств 24 будут, соответственно, закрыты или открыты. Различное распределение потоков по поперечному сечению жгута из вспененного стекла может быть особенно целесообразным, если установить посередине жгута особенно сильный поток и особенно высокую объемную скорость текучей среды, тогда как по краям жгута, которые быстрее остывают от корпуса, можно установить меньший поток текучей среды. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного производства монолитных листов из вспененного стекла, при котором вспененное стекло получают из частиц стекла и порообразователя путем вспенивания под действием термической обработки в виде бесконечного жгута (16) из вспененного стекла, отличающийся тем, что сразу же после вспенивания жгут (16) из вспененного стекла непрерывно и с заданной скоростью охлаждают до температуры окружающей среды, так что вспененное стекло со своей структурой, состоящей из стекла и множества пор, по существу, не содержит внутренних напряжений. 2. Способ по п.1, отличающийся тем, что сохраняющиеся в жгуте (16) из вспененного стекла внутренние напряжения настолько малы, что в структуре вспененного стекла исключено образование или расширение трещин, которые могли бы повлиять на сохранение структурной целостности жгута из вспененного стекла. 3. Способ по п.1 или 2, отличающийся тем, что жгут (16) из вспененного стекла после охлаждения разрезают на отдельные листы. 4. Способ согласно любому из предшествующих пунктов, отличающийся тем, что при охлаждении в жгуте (16) из вспененного стекла устанавливают только градиент температуры в продольном направлении или направлении транспортировки, а температуру по ширине и толщине жгута из вспененного стекла поддерживают постоянной. 5. Способ по любому из предшествующих пунктов, отличающийся тем, что жгут из вспененного стекла вдоль направления транспортировки охлаждают с первой скоростью охлаждения от температуры вспенивания до верхней температуры отпуска, со второй скоростью охлаждения - от верхней температуры отпуска до нижней температуры отпуска и с третьей скоростью охлаждения - от нижней температуры отпуска примерно до комнатной температуры. 6. Способ по п.5, отличающийся тем, что вторая скорость охлаждения меньше первой и третьей скоростей охлаждения. 7. Способ по п.5 или 6, отличающийся тем, что при температуре вспенивания стекло имеет вязкость в диапазоне от =107 до 108 дПаc, при верхней температуре отпуска оно имеет вязкость в диапазоне от=1012'5 до 1013,5 дПаc, в особенности =1013 дПаc и при нижней температуре отпуска оно имеет вязкость в диапазоне от =1014 до 1015 дПас, в особенности =1014,5 дПаc. 8. Способ по любому из пп.5-7, отличающийся тем, что скорости охлаждения, в особенности вторую скорость охлаждения, выбирают так, чтобы обеспечить выравнивание температур воздуха, заключенного в порах, и окружающего его стекла. 9. Способ по любому из предшествующих пунктов, отличающийся тем, что жгут (16) из вспененного стекла во время охлаждения подвергают воздействию охлаждающей среды с соответствующей температурой, в частности воздуха, которая в виде высокотурбулентного потока протекает вдоль поверхности жгута из вспененного стекла и/или соответствующих транспортирующих устройств. 10. Способ по п.9, отличающийся тем, что поток проходит, по существу, параллельно, антипараллельно или под острым углом, в частности по диагонали, к направлению транспортировки на верхней поверхности, и/или нижней поверхности, и/или боковой поверхности жгута из вспененного стекла. 11. Устройство для изготовления монолитных листов из вспененного стекла, в особенности соглас-6 010215 но способу по любому из предшествующих пунктов, содержащее печь (4) для вспенивания стекла, в которой получают непрерывный жгут (16) из вспененного стекла, отличающееся тем, что предусмотрен непосредственно примыкающий к печи (4) для вспенивания стекла участок (5) охлаждения, через который при помощи транспортирующего устройства (8) перемещается жгут (16) из вспененного стекла, и в котором он заданным образом охлаждается при помощи предусмотренных вдоль участка (5) охлаждения средств нагрева и/или средств охлаждения. 12. Устройство по п.11, отличающееся тем, что участок (5) охлаждения имеет модульную структуру и разделен на несколько сегментов, в особенности на идентичные по своему устройству сегменты. 13. Устройство по любому из п.11 или 12, отличающееся тем, что средства нагрева включают в себя нагревательные элементы прямого и непрямого действия, в частности газовые или масляные горелки,электронагреватели, радиационные нагреватели и/или нагретые с их помощью текучие среды, в особенности воздух. 14. Устройство по любому из пп.11-13, отличающееся тем, что средства охлаждения включают в себя необработанные, охлажденные и/или предварительно нагретые текучие среды, в особенности окружающий воздух. 15. Устройство по любому из пп.11-14, отличающееся тем, что средства нагрева и/или охлаждения расположены над, и/или под, и/или по бокам от транспортирующего устройства (8), перемещающего жгут (16) из вспененного стекла. 16. Устройство по любому из пп.11-15, отличающееся тем, что средства нагрева и/или охлаждения выполнены с возможностью ступенчатого регулирования. 17. Устройство по любому из пп.11-16, отличающееся тем, что участок (5) охлаждения разделен на различные зоны с различными скоростями охлаждения. 18. Устройство по любому из пп.11-17, отличающееся тем, что средства нагрева и/или охлаждения включают в себя трубопроводы (17, 18) для текучей среды, в особенности воздуха, которые заканчиваются в распределителях (19) текучей среды, расположенных в участке транспортировки вспененного стекла и приводящих текучую среду в контакт со жгутом из вспененного стекла для выравнивания температуры. 19. Устройство по п.18, отличающееся тем, что средства нагрева и/или охлаждения, такие как газовые горелки и т.п., расположены в трубопроводах (17, 18) для текучей среды, в особенности непосредственно на входе (20) в участок охлаждения. 20. Устройство по любому из пп.18 или 19, отличающееся тем, что дополнительно предусмотрены отсасывающие устройства (24), к которым подключены трубопроводы (17, 18) для текучей среды, причем отсосанная текучая среда, как правило, снова подается в участок охлаждения в другой зоне участка охлаждения. 21. Устройство по любому из пп.18-20, отличающееся тем, что распределители (19) текучей среды и/или отсасывающие устройства (24) содержат коллекторы, которые имеют регулируемые сопла (25) или отверстия (26) и предпочтительно расположены поперечно к направлению транспортировки вспененного стекла. 22. Устройство по любому из пп.18-21, отличающееся тем, что каждая зона и/или каждый сегмент содержит собственные совместно действующие распределители (19) текучей среды и отсасывающие устройства (24), так что температура в каждой зоне и/или в каждом сегменте регулируется независимо. 23. Устройство по любому из пп.18-22, отличающееся тем, что каждый распределитель (19) текучей среды расположен напротив отсасывающего устройства (24) по направлению транспортировки вспененного стекла, так что поток текучей среды можно установить параллельно или под острым углом, в особенности диагонально или антипараллельно направлению транспортировки вспененного стекла. 24. Устройство по любому из пп.18-23, отличающееся тем, что распределители (19) текучей среды и отсасывающие устройства (24) выполнены с возможностью регулирования так, что поток текучей среды посередине жгута из вспененного стекла больше, чем по краям. 25. Устройство по любому из пп.18-23, отличающееся тем, что распределители (19) текучей среды с соплами (25) или отверстиями (26) выполнены так, что при выходе текучей среды возникает завихрение,в особенности осуществляется подача текучей среды поперечно к направлению выдачи. 26. Устройство по любому из пп.18-24, отличающееся тем, что поток текучей среды завихряется за счет отражательных элементов и элементов турбулентности, в особенности металлических листов, которые расположены по бокам, сверху и/или снизу от участка транспортировки вспененного стекла, и/или за счет контурированной структуры участка транспортировки вспененного стекла, в особенности в форме сетчатого секционного конвейера, так что образуется высокотурбулентный поток. 27. Устройство по любому из пп.18-26, отличающееся тем, что каждая зона и/или каждый сегмент имеет свое собственное устройство (5) для транспортировки вспененного стекла, в особенности движущееся по кругу бесконечное транспортирующее устройство предпочтительно в форме сетчатого секционного конвейера. 28. Устройство по любому из пп.18-27, отличающееся тем, что участок (8) транспортировки вспененного стекла состоит из сетчатого секционного конвейера с таким размером ячеек сетки, что теплоем-7 010215 кость его является минимальной, несмотря на обеспечение достаточной поддержки для жгута из вспененного стекла.
МПК / Метки
МПК: C03B 19/08, C03B 25/08
Метки: пеностекла, устройство, охлаждения
Код ссылки
<a href="https://eas.patents.su/10-10215-ustrojjstvo-dlya-ohlazhdeniya-penostekla.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для охлаждения пеностекла</a>
Сырьевая смесь для производства пеностекла и способы получения сырьевой смеси, шихты и пеностекла
Номер патента: 6794
Опубликовано: 28.04.2006
Авторы: Леонидов Валентин Зиновьевич, Зиновьев Андрей Адольфович, Дудко Михаил Петрович
МПК: C03C 11/00, C03B 19/08
Метки: получения, шихты, сырьевой, смесь, смеси, сырьевая, производства, пеностекла, способы
Формула / Реферат:
1. Сырьевая смесь для производства пеностекла, представляющая собой обезвоженную композицию как результат физико-химического взаимодействия при температуре 450-550шС водного щелочного раствора силиката натрия и/или калия и порошкообразных химически активных по отношению к нему добавок, содержащих несортированный стеклобой и углеродистый газообразователь. 2. Способ получения сырьевой смеси для производства пеностекла, включающий перемешивание при...
Способ производства блочного пеностекла
Номер патента: 7884
Опубликовано: 27.02.2007
Авторы: Дудко Михаил Петрович, Зиновьев Андрей Адольфович, Леонидов Валентин Зиновьевич
МПК: C03C 11/00, C03B 19/08
Метки: производства, блочного, способ, пеностекла
Формула / Реферат:
1. Способ производства блочного пеностекла, включающий приготовление исходной смеси из стеклопорошка, водного раствора силиката натрия и углеродсодержащего газообразователя, двухстадийный нагрев смеси сначала до температуры сушки из диапазона 30-300шС, а затем до температуры вспенивания 750-850шС, при этом процесс нагрева прерывают в конце сушки, охлажденный до температуры окружающей среды высушенный продукт измельчают до размера частиц 2-4 мкм,...
Устройство испарительного охлаждения жидкого продукта
Номер патента: 3624
Опубликовано: 28.08.2003
Автор: Пальм Бенгт
МПК: A23C 3/037, B01D 1/00
Метки: продукта, жидкого, охлаждения, устройство, испарительного
Формула / Реферат:
1. Устройство испарительного охлаждения жидкого продукта, содержащее вакуумный сосуд (1), с входным отверстием (9) для паросодержащего продукта, выходным отверстием (10) для продукта, а также выходным отверстием (14) для конденсированного пара, причем устройство также содержит контур циркулирования для охлаждающей жидкости, отличающееся тем, что сосуд (1) разделен на первую (6) и вторую (7) полости, концентрично расположенные в сосуде (1) и...
Устройство для охлаждения футеровки печи
Номер патента: 7283
Опубликовано: 25.08.2006
Автор: Сааринен Ристо
МПК: F27D 1/12
Метки: охлаждения, печи, устройство, футеровки
Формула / Реферат:
1. Устройство для охлаждения футеровки печи для производства металлов, образованной керамическими футеровочными элементами, включающее металлические охлаждающие элементы, содержащие корпус (1), снабженный системой каналов (2) для циркуляции охлаждающей воды, и расположенные так, что находятся в контакте с футеровкой печи, отличающееся тем, что, по меньшей мере, участок поверхности охлаждающего элемента со стороны печной камеры, расположенный в...
Устройство для испарительного охлаждения жидкого продукта
Номер патента: 8556
Опубликовано: 29.06.2007
Автор: Рингстрем Роланд
МПК: A23L 3/18, B01D 5/00, A23C 3/037...
Метки: охлаждения, продукта, жидкого, устройство, испарительного
Формула / Реферат:
1. Устройство для испарительного охлаждения жидкого продукта, содержащее вакуумную камеру (1), разделенную на первую центрально расположенную полость (6) и вторую полость (7), которая концентрически окружает первую полость (6), и при этом обе полости (6, 7) открыты к верхней торцевой стенке (2) вакуумной камеры (1), при этом первая полость (6) имеет выпускное отверстие (25) для конденсированного водяного пара, вторая полость (7) имеет впускное...
Предыдущий патент: Стыковое соединение сборных железобетонных колонн и способ его выполнения
Следующий патент: Трансформаторная подстанция
Случайный патент: Способ отмены контрольного сигнала и нежелательных сигналов трафика в системе множественного доступа с кодовым разделением