Способ утилизации пластиковых сосудов и изделие, полученное в результате реализации способа
Формула / Реферат
1. Способ утилизации пластиковых сосудов, выполненных из материала, обладающего термоусаживающими свойствами, отличающийся тем, что из пластиковых сосудов расчленением изготавливают полые термоусаживаемые элементы и используют для покрытия поверхности конструктивных элементов и/или для соединения конструктивных элементов между собой в процессе преобразования конструктивных элементов в изделия, при этом в процессе покрытия и/или соединения полые термоусаживаемые элементы и конструктивные элементы располагают друг относительно друга таким образом, чтобы полые элементы занимали положение охватывающих элементов, а конструктивные элементы занимали положение охватываемых элементов, и затем устанавливают полые термоусаживаемые элементы на место покрытия и/или соединения термоусаживанием последних до контакта с поверхностью, подвергаемой покрытию, и/или с поверхностью конструктивных элементов, подвергаемых соединению.
2. Способ утилизации по п.1, отличающийся тем, что из пластиковых сосудов изготавливают полые термоусаживаемые элементы отделением от последних горловой и/или донной части с образованием полых элементов в виде трубок или в виде стаканов, содержащих донную часть или горловую часть.
3. Способ утилизации по любому из пп.1-2, отличающийся тем, что полые элементы изготавливают из сосудов, представляющих собой бутылки, имеющие цилиндрическую форму.
4. Способ утилизации по любому из пп.1-3, отличающийся тем, что полые термоусаживаемые элементы изготавливают из пластиковых сосудов, выполненных преимущественно из полиэтилентерефтолата методом пневматического формования.
5. Способ утилизации по любому из пп.1-4, отличающийся тем, что каждое из изделий изготавливают путем соединения конструктивных элементов между собой торцами посредством полых термоусаживаемых элементов, при этом полые элементы устанавливают таким образом, чтобы один полый термоусаживаемый элемент перекрывал часть поверхности смежного полого термоусаживаемого элемента, или устанавливают с зазором между смежными полыми термоусаживаемыми элементами.
6. Способ утилизации по п.5, отличающийся тем, что конструктивные элементы соединяют между собой последовательно до образования изделия заданной длины или сначала формируют ряд из полых элементов и из размещаемых внутри них конструктивных элементов и затем соединяют конструктивные элементы практически одновременно.
7. Способ утилизации по любому из пп.5-6, отличающийся тем, что конструктивные элементы, расположенные на каждом из концов ряда, соединяют посредством полых термоусаживаемых элементов, выполненных в виде стаканов, каждый из которых содержит горловую или донную часть.
8. Способ утилизации по любому из пп.5-7, отличающийся тем, что перед соединением, по меньшей мере, наружную боковую поверхность каждого из конструктивных элементов снабжают покрытием путем установки по меньшей мере одного полого термоусаживаемого элемента.
9. Способ утилизации по любому из пп.5-8, отличающийся тем, что изделие, собранное из конструктивных элементов, снабжают покрытием, которое осуществляют посредством полых термоусаживаемых элементов, при этом для образования покрытия упомянутые полые термоусаживаемые элементы устанавливают последовательно и таким образом, чтобы один перекрывал часть поверхности другого, или сначала формируют ряд из упомянутых полых термоусаживаемых элементов, располагая их таким образом, чтобы один перекрывал часть поверхности другого на величину, определяемую степенью усаживания при нагревании полых термоусаживаемых элементов и достаточную для того, чтобы в усаженном состоянии один упомянутый полый термоусаживаемый элемент перекрывал часть поверхности другого.
10. Способ утилизации по п.1, отличающийся тем, что каждое из изделий изготавливают из цилиндрических конструктивных элементов, имеющих одинаковый диаметр торцов путем последовательного соединения их между собой торцами посредством полых термоусаживаемых элементов, представляющих собой цилиндры, образованные резом пластиковых бутылок, при этом полые термоусаживаемые элементы в процессе соединения устанавливают таким образом, чтобы каждый последующий перекрывал часть поверхности предыдущего, причем начинают и заканчивают соединение посредством полых термоусаживаемых элементов, содержащих дно.
11. Способ утилизации по любому из пп.1-10, отличающийся тем, что в качестве конструктивных элементов используют тару, представляющую собой банки, содержащие по меньшей мере один буртик, преимущественно содержащие рекламную информацию.
12. Способ утилизации по любому из пп.1-10, отличающийся тем, что в качестве конструктивных элементов используют блоки, собранные из плоских элементов, образованных вырубкой из гофрокартона, преимущественно бывшего в употреблении.
13. Изделие, используемое преимущественно как строительный элемент и/или рекламный элемент, содержащее полые и/или сплошные, преимущественно цилиндрические и/или призматические, с плавно сопряженными гранями конструктивные элементы, отличающееся тем, что в указанном изделии конструктивные элементы сориентированы друг относительно друга торцами и соединены между собой посредством по меньшей мере одного полого термоусаживаемого элемента, причем в качестве полых термоусаживаемых элементов использованы полые термоусаживаемые элементы, изготовленные путем расчленения пластиковых сосудов, выполненных из материала, обладающего термоусаживающими свойствами.
14. Изделие по п.13, отличающееся тем, что конструктивные элементы состыкованы между собой торцами.
15. Изделие по любому из пп.13-14, отличающееся тем, что по меньшей мере часть стыков содержит стыковочные элементы, каждый из которых имеет первую и вторую опорные поверхности, взаимодействующие с концами смежных конструктивных элементов, при этом упомянутые опорные поверхности лежат в плоскостях, наклонных друг относительно друга, и задают кривизну изделия.
16. Изделие по п.15, отличающееся тем, что каждый из стыковочных элементов выполнен в виде плоского элемента, при этом стыковочный элемент размещен между торцами смежных конструктивных элементов и имеет конфигурацию, соответствующую конфигурации поверхности торцов конструктивных элементов.
17. Изделие по п.15, отличающееся тем, что каждый из стыковочных элементов выполнен в виде втулки, в которую вставлены концами смежные конструктивные элементы, при этом втулка имеет конфигурацию внутренней поверхности, соответствующую конфигурации концов конструктивных элементов, а на наружной боковой поверхности содержит по меньшей мере один опоясывающий выступ.
18. Изделие по любому из пп.13-17, отличающееся тем, что использованы конструктивные элементы, у каждого из которых на наружной боковой поверхности содержится по меньшей мере один опоясывающий выступ или на обоих торцах содержатся жесткие элементы, выполненные в виде фланцев.
19. Изделие по любому из пп.13-18, отличающееся тем, что конструктивные элементы соединены между собой посредством полых термоусаживаемых элементов, установленных таким образом, что один перекрывает часть поверхности другого.
20. Изделие по п.19, отличающееся тем, что конструктивные элементы, расположенные на обоих концах изделия, соединены между собой посредством полых термоусаживаемых элементов, выполненных в виде стаканов, содержащих донную часть или горловую часть.
21. Изделие по любому из пп.13-20, отличающееся тем, что снабжено покрытием, образованным посредством полых термоусаживаемых элементов, установленных по меньшей мере в один слой и таким образом, что один упомянутый полый термоусаживаемый элемент перекрывает часть поверхности другого.
22. Изделие по любому из пп.13-21, отличающееся тем, что снабжено соединительными элементами, установленными на торцах или на боковой поверхности, каждый из которых содержит основание и жестко связанную с ним любую известную крепежную деталь, при этом основание имеет конфигурацию, соответствующую конфигурации торцевой или боковой поверхности изделия, причем основание соединено с изделием посредством полых термоусаживаемых элементов.
23. Изделие по любому из пп.13-22, отличающееся тем, чтю в качестве конструктивных элементов использованы тара и/или полые детали, изготовленные из тары.
24. Изделие по п.23, отличающееся тем, что использованы металлические банки, содержащие по меньшей мере один буртик и снабженные рекламной информацией.
25. Изделие по любому из пп.13-22, отличающееся тем, что в качестве конструктивных элементов использованы блоки, собранные из плоских элементов, образованных вырубкой из гофрокартона.

Текст
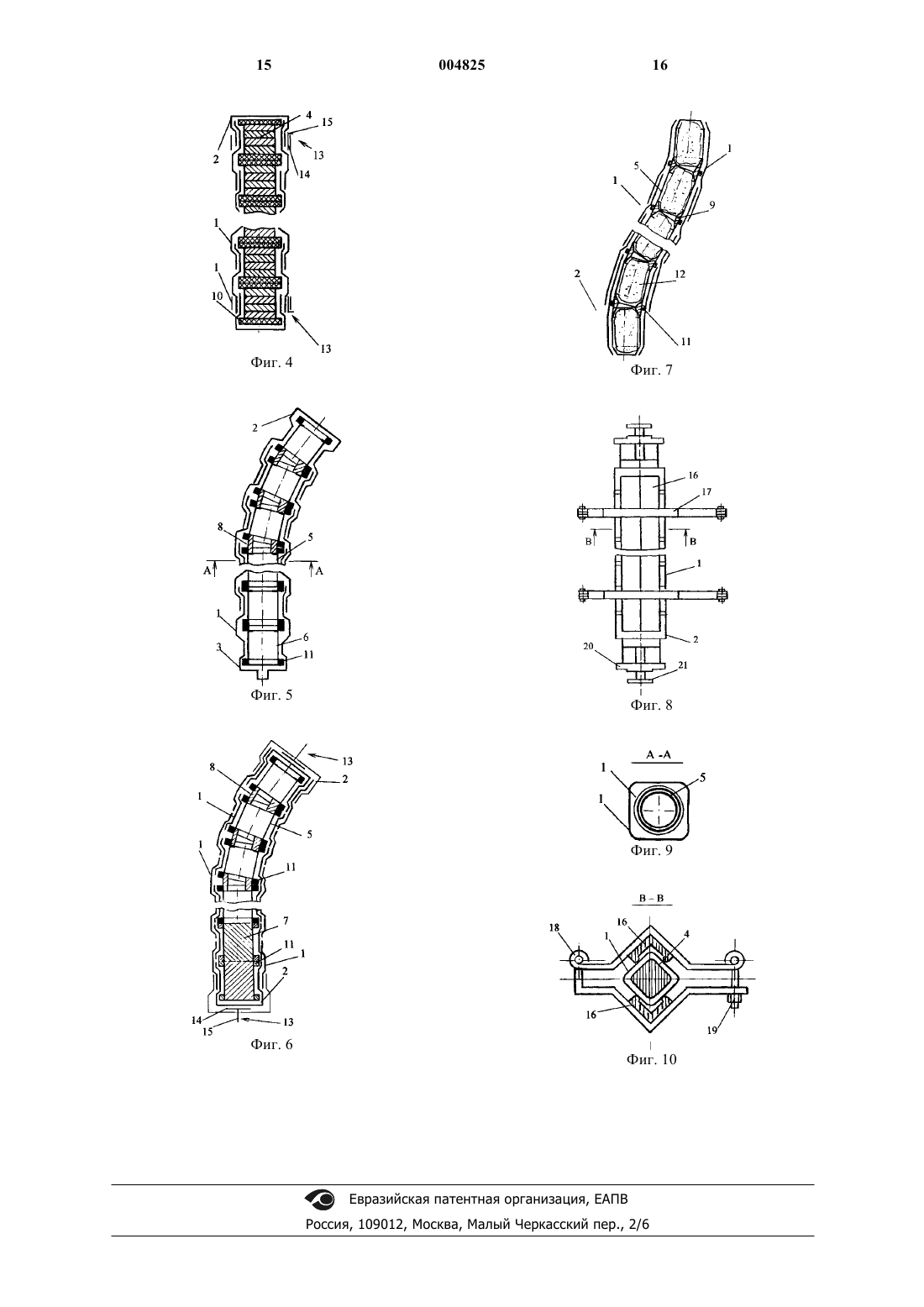
1 Область техники Изобретение относится к области переработки полимерных изделий, а именно пластиковых сосудов, и может быть использовано для утилизации пластиковых сосудов, выполненных из термоусаживающегося материала, и изготовления изделий, используемых преимущественно как строительные и/или рекламные элементы. Предшествующий уровень Известен способ переработки пластиковых сосудов, при котором в термоизмельчителе они измельчаются, перемешиваются, нагреваются,высушиваются и уплотняются, затем масса подается в экструдер в нагретом состоянии для последующего изготовления гранул или полимерных изделий [1]. Недостатком данного способа является высокая энергоемкость, сложность используемого оборудования и технологии. Задачей данного изобретения является снижение энергоемкости процесса утилизации и расширение номенклатуры изделий, используемых преимущественно как строительные и/или рекламные элементы. Раскрытие изобретения Задача достигается тем, что из пластиковых сосудов расчленением изготавливают полые термоусаживаемые элементы и используют для покрытия поверхности конструктивных элементов и/или для соединения конструктивных элементов между собой в процессе преобразования конструктивных элементов в изделия, при этом в процессе покрытия и/или соединения полые термоусаживаемые элементы и конструктивные элементы располагают друг относительно друга таким образом, чтобы полые элементы занимали положение охватывающих элементов, а конструктивные элементы занимали положение охватываемых элементов, и затем устанавливают полые термоусаживаемые элементы на место покрытия и/или соединения термоусаживанием последних до контакта с поверхностью, подвергаемой покрытию, и/или с поверхностью конструктивных элементов, подвергаемых соединению. Также в соответствии с изобретением из пластиковых сосудов изготавливают полые термоусаживаемые элементы отделением от упомянутых сосудов горловой и/или донной части с образованием полых элементов в виде трубок или в виде стаканов, содержащих донную часть или горловую часть. Помимо того, полые элементы изготавливают из сосудов, представляющих собой бутылки, имеющие цилиндрическую форму. Кроме того, в соответствии с изобретением полые термоусаживаемые элементы изготавливают из пластиковых сосудов, выполненных преимущественно из полиэтилентерефтолата методом пневматического формования. Поставленная задача также достигается тем, что каждое из изделий изготавливают пу 004825 2 тем соединения конструктивных элементов между собой торцами посредством полых термоусаживаемых элементов, при этом полые элементы устанавливают таким образом, чтобы один полый термоусаживаемый элемент перекрывал часть поверхности смежного полого термоусаживаемого элемента, или устанавливают с зазором между смежными полыми термоусаживаемыми элементами. Кроме того, в соответствии с изобретением конструктивные элементы соединяют между собой последовательно до образования изделия заданной длины или сначала формируют ряд из полых элементов и из размещаемых внутри них конструктивных элементов и затем соединяют конструктивные элементы практически одновременно. Кроме того, в соответствии с изобретением конструктивные элементы, расположенные на каждом из концов ряда, соединяют посредством полых термоусаживаемых элементов, выполненных в виде стаканов, каждый из которых содержит горловую или донную часть. Задача достигается также тем, что перед соединением, по меньшей мере, наружную боковую поверхность каждого из конструктивных элементов снабжают покрытием путем установки по меньшей мере одного полого термоусаживаемого элемента. Поставленная задача также достигается тем, что изделие, собранное из конструктивных элементов, снабжают покрытием, которое осуществляют посредством полых термоусаживаемых элементов, при этом для образования покрытия упомянутые полые термоусаживаемые элементы устанавливают последовательно и таким образом, чтобы один перекрывал часть поверхности другого, или сначала формируют ряд из упомянутых полых термоусаживаемых элементов, располагая их таким образом, чтобы один перекрывал часть поверхности другого на величину, определяемую степенью усаживания при нагревании полых термоусаживаемых элементов и достаточную для того, чтобы в усаженном состоянии один упомянутый полый термоусаживаемый элемент перекрывал часть поверхности другого. Кроме того, поставленная задача достигается тем, что каждое из изделий изготавливают из цилиндрических конструктивных элементов,имеющих одинаковый диаметр торцов, путем последовательного соединения их между собой торцами посредством полых термоусаживаемых элементов, представляющих собой цилиндры,образованные резом пластиковых бутылок, при этом полые термоусаживаемые элементы в процессе соединения устанавливают таким образом, чтобы каждый последующий перекрывал часть поверхности предыдущего, причем начинают и заканчивают соединение посредством полых термоусаживаемых элементов, содержащих дно. Использование конструктивных эле 3 ментов, имеющих одинаковые диаметры торцов, позволяет повысить качество соединения. Задача достигается также тем, что в качестве конструктивных элементов используют тару, представляющую собой банки, содержащие по меньшей мере один буртик и содержащие рекламную информацию, например этикетку, товарный знак. Кроме того, задача достигается тем, что в качестве конструктивных элементов используют блоки, собранные из плоских элементов,образованных вырубкой из гофрокартона, преимущественно бывшего в употреблении. Такой способ позволяет значительно снизить затраты энергии при утилизации пластиковых сосудов, упростить технологический процесс, а также позволяет совместить их утилизацию с другими видами отходов. Поставленная задача также достигается тем, что в изделии, используемом преимущественно как строительный элемент и/или рекламный элемент, содержащем полые и/или сплошные, преимущественно цилиндрические и/или призматические, с плавно сопряженными гранями конструктивные элементы, указанные конструктивные элементы сориентированы друг относительно друга торцами и соединены между собой посредством по меньшей мере одного полого термоусаживаемого элемента, причем в качестве полых термоусаживаемых элементов использованы полые термоусаживаемые элементы, изготовленные путем расчленения пластиковых сосудов, выполненных из материала,обладающего термоусаживающимися свойствами. Кроме того, задача достигается тем, что конструктивные элементы состыкованы между собой торцами. Помимо того, задача достигается тем, что по меньшей мере часть стыков содержит стыковочные элементы, каждый из которых имеет первую и вторую опорные поверхности, взаимодействующие с концами смежных конструктивных элементов, при этом упомянутые опорные поверхности лежат в плоскостях, наклонных друг относительно друга, и задают кривизну изделия. Также задача достигается тем, что каждый из стыковочных элементов выполнен в виде плоского элемента, при этом стыковочный элемент размещен между торцами смежных конструктивных элементов и имеет конфигурацию,соответствующую конфигурации поверхности торцов конструктивных элементов. Кроме того, задача достигается тем, что каждый из стыковочных элементов выполнен в виде втулки, в которую вставлены концами смежные конструктивные элементы, при этом втулка имеет конфигурацию внутренней поверхности, соответствующую конфигурации концов конструктивных элементов, а на наружной боковой поверхности содержит по меньшей мере один опоясывающий выступ. 4 Задача, кроме того, достигается тем, что использованы конструктивные элементы, у каждого из которых на наружной боковой поверхности содержится по меньшей мере один опоясывающий выступ и/или на обоих торцах содержатся жесткие элементы, выполненные в виде фланцев, что обеспечивает прочность соединения. Помимо того, задача достигается тем, что конструктивные элементы соединены между собой посредством полых термоусаживаемых элементов, установленных таким образом, что один перекрывает часть поверхности другого. Также задача достигается тем, что конструктивные элементы, расположенные на обоих концах изделия, соединены между собой посредством полых термоусаживаемых элементов,выполненных в виде стаканов, содержащих горловую часть или донную часть, при этом упомянутые полые термоусаживаемые элементы торцевыми стенками обращены наружу. Помимо того, задача достигается тем, что изделие снабжено покрытием, образованным посредством полых термоусаживаемых элементов, установленных по меньшей мере в один слой и таким образом, что один упомянутый полый термоусаживаемый элемент перекрывает часть поверхности другого. Задача также достигается тем, что изделие снабжено соединительными элементами, установленными на торцах или на боковой поверхности, каждый из которых содержит основание и жестко связанную с ним любую известную крепежную деталь, при этом основание имеет конфигурацию, соответствующую конфигурации торцевой или боковой поверхности изделия,причем основание соединено с изделием посредством полых термоусаживаемых элементов. Помимо того, задача достигается тем, что в качестве конструктивных элементов использованы тара и/или полые детали, изготовленные из тары. Также задача достигается тем, что использованы металлические банки, содержащие по меньшей мере один буртик и снабженные рекламной информацией. Поставленная задача также достигается тем, что в качестве конструктивных элементов использованы блоки, собранные из плоских элементов, образованных вырубкой из гофрокартона. Реализация заявленного изобретения позволяет значительно расширить номенклатуру изделий, используемых в строительстве, рекламном деле и в других областях. Краткое описание чертежей Сущность изобретения поясняется чертежами, где на фиг. 1 изображен полый термоусаживаемый элемент, выполненный в виде трубки, продольное сечение; на фиг. 2 - полый термоусаживаемый элемент, выполненный в виде стакана, содержащего донную часть, продоль 5 ное сечение; на фиг. 3 - полый термоусаживаемый элемент, выполненный в виде стакана, содержащего горловую часть, продольное сечение; на фиг. 4 - изделие, выполненное в виде удлиненного элемента, продольное сечение; на фиг. 5 - изделие, выполненное в виде криволинейного элемента из полых конструктивных элементов, продольное сечение; на фиг. 6 - изделие, выполненное в виде криволинейного элемента из полых и сплошных конструктивных элементов, продольное сечение; на фиг. 7 - изделие, выполненное в виде криволинейного элемента, содержащего стыковочные элементы,представляющие собой втулки, продольное сечение; на фиг. 8 - устройство для изготовления изделий, вид сверху; на фиг.9 - сечение А-А на фиг. 5; на фиг. 10 - сечение В-В на фиг. 8. Полый элемент 1 (фиг. 1) выполнен в виде трубки из пластикового сосуда путем расчленения и отделения от последнего горловой и донной частей. Полый элемент 2 (фиг. 2) выполнен в виде стакана, содержащего донную часть, и изготовлен из пластикового сосуда путем расчленения и отделения от последнего горловой части. Полый элемент 3 (фиг. 3) выполнен в виде стакана, содержащего горловую часть, путем отделения от пластикового сосуда донной части. Изделие (фиг. 4) содержит конструктивные элементы 4, представляющие собой блоки, собранные из плоских элементов, образованных вырубкой из гофрокартона, на обоих торцах которых содержатся жесткие элементы 10, выполненные в виде фланцев, при этом конструктивные элементы 4 соединены между собой посредством полых термоусаживаемых элементов 1 и полых термоусаживаемых элементов 2, причем полые термоусаживаемые элементы 1 и 2 установлены таким образом, что один полый термоусаживаемый элемент перекрывает часть поверхности смежного. Кроме того, изделие содержит соединительные элементы 13, каждый из которых представляет собой основание 14 в виде пластины с закрепленной на ней крепежной деталью 15, выполненной в виде стержня,при этом соединительные элементы 13 расположены на боковой поверхности изделия на некотором расстоянии друг от друга и соединены с изделием посредством полого термоусаживаемого элемента 1. Изделие (фиг. 5) содержит полые конструктивные элементы 5 цилиндрической формы и полые конструктивные элементы 6 призматической формы, на наружной боковой поверхности которых содержатся опоясывающие выступы 11, при этом в качестве полых конструктивных элементов 5 и 6 использованы банки, содержащие буртики, выполняющие функцию опоясывающих выступов 11. На части стыков установлены плоские стыковочные элементы 8,у которых опорные поверхности, взаимодействующие с торцами конструктивных элементов 6 5, лежат в плоскостях, наклоненных друг относительно друга. Полые конструктивные элементы 5 и/или 6 соединены между собой посредством полых термоусаживаемых элементов 1, а также посредством полых термоусаживаемых элементов 2 и 3, при этом указанные полые термоусаживаемые элементы установлены таким образом, что один перекрывает часть поверхности смежного. Изделие (фиг. 6) содержит полые конструктивные элементы 5 и сплошные конструктивные элементы 7, на наружной боковой поверхности у которых содержатся выступы 11,при этом наружная поверхность полых конструктивных элементов 5 и сплошных конструктивных элементов 7, установленных в изделии крайними, содержит покрытие, образованное полыми термоусаживаемыми элементами 2, а каждый из конструктивных элементов, расположенных между крайними конструктивными элементами, содержит покрытие наружной боковой поверхности, образованное полым термоусаживаемым элементом 1. На части стыков установлены плоские стыковочные элементы 8,у которых опорные поверхности, взаимодействующие с торцами полых конструктивных элементов 5, лежат в плоскостях, наклоненных друг относительно друга. Конструктивные элементы 5 и/или 7 соединены между собой посредством полых термоусаживаемых элементов 1, установленных друг относительно друга с зазором. Кроме того, на обоих торцах изделия установлены соединительные элементы 13, каждый из которых представляет собой основание 14 в виде пластины с закрепленной на ней крепежной деталью 15 в виде стержня, при этом каждый из указанных соединительных элементов 13 соединен с торцом посредством полого термоусаживаемого элемента 2, выполненного в виде стакана, содержащего донную часть, в которой выполнено отверстие под стержень 15 соединительного элемента 13. Изделие (фиг. 7) содержит полые конструктивные элементы 5, каждый из которых имеет суженные концы, при этом указанные полые конструктивные элементы 5 состыкованы между собой посредством стыковочных элементов 9, каждый из которых представляет собой втулку с конфигурацией внутренней поверхности соответствующей конфигурации концов конструктивных элементов 5, при этом внутренняя поверхность стыковочного элемента 9 выполнена с возможностью формирования криволинейности изделия. Полые конструктивные элементы 5 соединены между собой посредством полых термоусаживаемых элементов 1, кроме того, изделие снабжено дополнительно покрытием, образованным посредством полых термоусаживаемых элементов 1 и 2, причем полые термоусаживаемые элементы 1 и 2 установлены таким образом, что один перекрывает часть поверхности смежного. Кроме того, полые конст 7 руктивные элементы 5 заполнены твердеющим,преимущественно теплоизоляционным материалом 12. Устройство для реализации способа (фиг. 8, 10), представляет собой разъемную конструкцию, содержащую два центрирующих желоба 16, на наружной поверхности которых закреплены скобообразные элементы 17, при этом одни из концов скобообразных элементов 17 первого и второго желобов 16 соединены при помощи шарниров 18, а другие снабжены фиксирующими элементами 19, кроме того, на торцах одного из желобов 16 содержатся опоры 20,снабженные винтами 21, выполненные с возможностью воздействия на торцы конструктивных элементов 4 в осевом направлении. Лучший вариант осуществления изобретения Использованные пластиковые сосуды сортируют по группам с учетом размера, формы и цвета. Сортировка на группы необходима для того, чтобы определить, какой сосуд можно использовать для изготовления того или иного изделия. После сортировки сосудов осуществляют их расчленение для получения полых термоусаживаемых элементов 1, выполненных в виде трубок, полых термоусаживаемых элементов 2,выполненных в виде стаканов, содержащих донную часть, полых термоусаживаемых элементов 3, выполненных в виде стаканов, содержащих горловую часть. Затем упомянутые полые термоусаживаемые элементы 1, 2, 3 используют для покрытия и/или соединения конструктивных элементов в процессе совместного преобразования в изделия. Пример 1. Изготовление изделия (фиг. 6) осуществляют путем последовательного соединения сплошных конструктивных элементов 7 и полых конструктивных элементов 5. Первых два сплошных конструктивных элемента 7 вставляют в полый термоусаживаемый элемент 1, центрируют и стыкуют торцы сплошных конструктивных элементов 7, фиксируют в таком положении любым известным способом, затем нагревают полый термоусаживаемый элемент 1 до контакта с поверхностью сплошных конструктивных элементов 7. В усаженном состоянии полый термоусаживаемый элемент 1 плотно охватывает опоясывающие выступы 11, тем самым обеспечивает прочность соединения. Нагрев осуществляют, например, при помощи высокотемпературного электрического фена. Следующий полый конструктивный элемент 5 присоединяют к соединенным сплошным конструктивным элементам 7 посредством полого термоусаживаемого элемента 1. Для этого полый термоусаживаемый элемент 1 надевают на соединенные сплошные конструктивные элементы 7, затем свободный торец сплошного конструктивного элемента 7 центрируют и сты 004825 8 куют с торцом полого конструктивного элемента 5 и фиксируют в таком положении, после чего полый термоусаживаемый элемент 1 надвигают на зону стыка и нагревают до контакта с поверхностью сплошного конструктивного элемента 7 и полого конструктивного элемента 5,причем смежные полые термоусаживаемые элементы 1 устанавливают с зазором друг относительно друга. Для образования криволинейного участка изделия используют плоские стыковочные элементы 8, для этого на соединенные сплошные конструктивные элементы 7 и полый конструктивный 5 надевают полый термоусаживаемый элемент 1, затем между торцами полых конструктивных элементов 5 устанавливают плоский стыковочный элемент 8 и стыкуют с торцами полых конструктивных элементов 5,фиксируют в таком положении, после чего полый термоусаживаемый элемент 1 надвигают на зону стыка и нагревают до контакта с поверхностью полых конструктивных элементов 5. Пример 2. Изготовление изделия (фиг. 6) осуществляют аналогично тому, как изложено изготовление изделия в примере 1, за исключением того,что изделие изготавливают из сплошных конструктивных элементов 7 и полых конструктивных элементов 5, наружную поверхность каждого из которых перед соединением снабжают покрытием. Для этого на каждый из конструктивных элементов 7 и 5, устанавливаемых в изделии крайними, надевают полые термоусаживаемые элементы 2 и затем торцы конструктивных элементов 7 и 5 стыкуют с внутренней поверхностью дна полых термоусаживаемых элементов 2 и фиксируют в таком положении, а на остальные надевают полые термоусаживаемые элементы 1 и затем в горизонтальном положении укладывают, например, на решетку и одновременно нагревают, например, в тепловом шкафу, усаживая полые термоусаживаемые элементы 1 и 2 до контакта с поверхностью конструктивных элементов 7 и 5. Пример 3. Изготовление изделия (фиг. 5) осуществляют аналогично тому, как изложено изготовление изделия в примере 1, за исключением того,что первых два полых конструктивных элемента 6 вставляют в полый термоусаживаемый элемент 3, затем стыкуют торец конструктивного элемента 6 с внутренней поверхностью полого термоусаживаемого элемента 3, после чего фиксируют в таком положении и нагревают до контакта с поверхностью полых конструктивных элементов 6, затем на соединенные конструктивные элементы 6 надевают полый термоусаживаемый элемент 1, после чего свободный торец полого конструктивного элемента 6 стыкуют с торцом полого конструктивного элемента 5 и фиксируют в таком положении, затем полый термоусаживаемый элемент 1 надвигают на зону стыка и располагают таким образом, чтобы в 9 усаженном состоянии полый термоусаживаемый элемент 1 перекрывал часть поверхности предыдущего полого термоусаживаемого элемента 3, затем нагревают, усаживая до контакта с поверхностью полых конструктивных элементов 5 и 6, а также с поверхностью полого термоусаживаемого элемента 3. Для соединения полого конструктивного элемента 5, расположенного на конце изделия, указанный элемент 5 вставляют в полый термоусаживаемый элемент 2 и затем вставляют плоский стыковочный элемент 8, затем надевают полый элемент 2 на соединенный полый конструктивный элемент 5,после чего стыкуют, фиксируют и усаживают полый термоусаживаемый элемент 2 до контакта с поверхностью предыдущего полого термоусаживаемого элемента 1. Пример 4. Изготовление изделия (фиг. 7) осуществляют аналогично тому, как описано изготовление изделий в примерах 1-3, за исключением того, что смежные полые конструктивные элементы 5 стыкуют посредством стыковочных элементов 9, а также того, что собранное изделие из конструктивных элементов снабжают дополнительно покрытием посредством полых термоусаживаемых элементов, которые устанавливают на место покрытия таким же образом, как и в процессе соединения. Изготовление изделия (фиг. 4) осуществляют при помощи устройства (фиг. 8, 10). В один из центрирующих желобов 16 укладывают полые термоусаживаемые элементы 1, при этом,вставляя их в один смежный и вовнутрь указанных полых термоусаживаемых элементов 1,вставляют конструктивные элементы 4, стыкуя торцами, до образования ряда определенной длины, затем на крайние конструктивные элементы 4 надевают полые элементы 2, после чего на сформированный ряд устанавливают второй центрирующий желоб 16, шарнирно связанный с первым желобом 16, после чего посредством фиксирующих элементов 19 желоб фиксируют в таком положении, затем посредством винтов 21 ряд поджимают в осевом направлении и затем полые термоусаживаемые элементы 1 и 2 нагревают, например, в тепловом шкафу до контакта с поверхностью конструктивных элементов 4. Температуру усаживания выбирают в каждом конкретном случае отдельно, в зависимости от того, из какого материала изготовлены утилизируемые сосуды, толщины стенок утилизируемых сосудов, их размеров и желаемой скорости усадки. Преимущественно в качестве конструктивных элементов для изготовления изделий используют конструктивные элементы, выполненные прессованием или формованием измельченной древесины, макулатурной пульпы, а также строительных смесей. Также преимущественно для изготовления изделий в качестве конструктивных элементов используют жест 004825 10 кую тару, представляющую собой банки, аэрозольные баллончики, бутылки, штофы, изготовленные из металла, стекла, керамики, полимерных материалов. Для улучшения прочностных и теплоизоляционных характеристик получаемых изделий тару, используемую в качестве конструктивных элементов, например пивные банки или банки из-под кофе, предварительно заполняют твердеющим материалом, например пенополиуретаном. Следует отметить, что для изготовления изделий полые термоусаживаемые элементы могут быть собраны в сборные элементы, выполненные в виде сот, путем соединения указанных полых элементов между собой боковыми поверхностями, например, при помощи заклепок, посредством указанных сборных элементов описанные в примерах изделия могут собираться в блоки или панели. Преимущественно для изготовления полых термоусаживаемых элементов используют ПЭТбутылки, а также ПЭТ-банки. Для изготовления рекламных элементов используют ПЭТ-сосуды,выполненные из прозрачного материала. Следует отметить, что для изготовления изделия кроме полых термоусаживаемых элементов, выполненных из ПЭТ-сосудов, могут быть использованы и другие полые термоусаживаемые изделия. Например, могут быть использованы удлиненные полые термоусаживаемые элементы, выполненные из специально изготовленных удлиненных ПЭТ-сосудов. Изложенные выше примеры не исчерпывают всех случаев применения изобретения, а являются лишь его иллюстрацией. На практике могут быть использованы и другие варианты без нарушения основной идеи технического решения, сущности изобретения. Промышленная применимость Реализация заявленного изобретения позволяет эффективно утилизировать пластиковые сосуды ввиду того, что процесс утилизации не требует дорогостоящего оборудования, специальных знаний и может осуществляться непосредственно в местах сбора отходов, при этом для реализации способа может быть использовано известное оборудование. Кроме того,предлагаемый способ является экологически безопасным. Полученное в результате реализации заявленного способа изделие значительно расширяет номенклатуру изделий, используемых преимущественно как строительные и/или рекламные элементы. Изготовленные из указанных элементов стеновые и кровельные панели,блоки, другие конструкции обладают высокими эксплуатационными характеристиками: долговечностью, звукотеплоизоляцией, устойчивостью к атмосферным воздействиям и простотой монтажа. Литература 1. Журнал Тара и упаковка, Москва,2000/2, стр. 24. 11 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ утилизации пластиковых сосудов, выполненных из материала, обладающего термоусаживающими свойствами, отличающийся тем, что из пластиковых сосудов расчленением изготавливают полые термоусаживаемые элементы и используют для покрытия поверхности конструктивных элементов и/или для соединения конструктивных элементов между собой в процессе преобразования конструктивных элементов в изделия, при этом в процессе покрытия и/или соединения полые термоусаживаемые элементы и конструктивные элементы располагают друг относительно друга таким образом, чтобы полые элементы занимали положение охватывающих элементов, а конструктивные элементы занимали положение охватываемых элементов, и затем устанавливают полые термоусаживаемые элементы на место покрытия и/или соединения термоусаживанием последних до контакта с поверхностью, подвергаемой покрытию, и/или с поверхностью конструктивных элементов, подвергаемых соединению. 2. Способ утилизации по п.1, отличающийся тем, что из пластиковых сосудов изготавливают полые термоусаживаемые элементы отделением от последних горловой и/или донной части с образованием полых элементов в виде трубок или в виде стаканов, содержащих донную часть или горловую часть. 3. Способ утилизации по любому из пп.12, отличающийся тем, что полые элементы изготавливают из сосудов, представляющих собой бутылки, имеющие цилиндрическую форму. 4. Способ утилизации по любому из пп.13, отличающийся тем, что полые термоусаживаемые элементы изготавливают из пластиковых сосудов, выполненных преимущественно из полиэтилентерефтолата методом пневматического формования. 5. Способ утилизации по любому из пп.14, отличающийся тем, что каждое из изделий изготавливают путем соединения конструктивных элементов между собой торцами посредством полых термоусаживаемых элементов, при этом полые элементы устанавливают таким образом, чтобы один полый термоусаживаемый элемент перекрывал часть поверхности смежного полого термоусаживаемого элемента, или устанавливают с зазором между смежными полыми термоусаживаемыми элементами. 6. Способ утилизации по п.5, отличающийся тем, что конструктивные элементы соединяют между собой последовательно до образования изделия заданной длины или сначала формируют ряд из полых элементов и из размещаемых внутри них конструктивных элементов и затем соединяют конструктивные элементы практически одновременно. 7. Способ утилизации по любому из пп.56, отличающийся тем, что конструктивные эле 004825 12 менты, расположенные на каждом из концов ряда, соединяют посредством полых термоусаживаемых элементов, выполненных в виде стаканов, каждый из которых содержит горловую или донную часть. 8. Способ утилизации по любому из пп.57, отличающийся тем, что перед соединением по меньшей мере наружную боковую поверхность каждого из конструктивных элементов снабжают покрытием путем установки по меньшей мере одного полого термоусаживаемого элемента. 9. Способ утилизации по любому из пп.58, отличающийся тем, что изделие, собранное из конструктивных элементов, снабжают покрытием, которое осуществляют посредством полых термоусаживаемых элементов, при этом для образования покрытия упомянутые полые термоусаживаемые элементы устанавливают последовательно и таким образом, чтобы один перекрывал часть поверхности другого, или сначала формируют ряд из упомянутых полых термоусаживаемых элементов, располагая их таким образом, чтобы один перекрывал часть поверхности другого на величину, определяемую степенью усаживания при нагревании полых термоусаживаемых элементов и достаточную для того, чтобы в усаженном состоянии один упомянутый полый термоусаживаемый элемент перекрывал часть поверхности другого. 10. Способ утилизации по п.1, отличающийся тем, что каждое из изделий изготавливают из цилиндрических конструктивных элементов, имеющих одинаковый диаметр торцов путем последовательного соединения их между собой торцами посредством полых термоусаживаемых элементов, представляющих собой цилиндры, образованные резом пластиковых бутылок, при этом полые термоусаживаемые элементы в процессе соединения устанавливают таким образом, чтобы каждый последующий перекрывал часть поверхности предыдущего,причем, начинают и заканчивают соединение посредством полых термоусаживаемых элементов, содержащих дно. 11. Способ утилизации по любому из пп.110, отличающийся тем, что в качестве конструктивных элементов используют тару, представляющую собой банки, содержащие по меньшей мере один буртик, преимущественно содержащие рекламную информацию. 12. Способ утилизации по любому из пп.110, отличающийся тем, что в качестве конструктивных элементов используют блоки, собранные из плоских элементов, образованных вырубкой из гофрокартона, преимущественно бывшего в употреблении. 13. Изделие, используемое преимущественно как строительный элемент и/или рекламный элемент, содержащее полые и/или сплошные, преимущественно цилиндрические и/или призматические, с плавно сопряженными гра 13 нями конструктивные элементы, отличающееся тем, что в указанном изделии конструктивные элементы сориентированы друг относительно друга торцами и соединены между собой посредством по меньшей мере одного полого термоусаживаемого элемента, причем в качестве полых термоусаживаемых элементов использованы полые термоусаживаемые элементы, изготовленные путем расчленения пластиковых сосудов, выполненных из материала, обладающего термоусаживающими свойствами. 14. Изделие по п.13, отличающееся тем,что конструктивные элементы состыкованы между собой торцами. 15. Изделие по любому из пп.13-14, отличающееся тем, что по меньшей мере часть стыков содержит стыковочные элементы, каждый из которых имеет первую и вторую опорные поверхности, взаимодействующие с концами смежных конструктивных элементов, при этом упомянутые опорные поверхности лежат в плоскостях, наклонных друг относительно друга, и задают кривизну изделия. 16. Изделие по п.15, отличающееся тем,что каждый из стыковочных элементов выполнен в виде плоского элемента, при этом стыковочный элемент размещен между торцами смежных конструктивных элементов и имеет конфигурацию, соответствующую конфигурации поверхности торцов конструктивных элементов. 17. Изделие по п.15, отличающееся тем,что каждый из стыковочных элементов выполнен в виде втулки, в которую вставлены концами смежные конструктивные элементы, при этом втулка имеет конфигурацию внутренней поверхности, соответствующую конфигурации концов конструктивных элементов, а на наружной боковой поверхности содержит по меньшей мере один опоясывающий выступ. 18. Изделие по любому из пп.13-17, отличающиеся тем, что использованы конструктивные элементы, у каждого из которых на наружной боковой поверхности содержится по меньшей мере один опоясывающий выступ или на 14 обоих торцах содержатся жесткие элементы,выполненные в виде фланцев. 19. Изделие по любому из пп.13-18, отличающееся тем, что конструктивные элементы соединены между собой посредством полых термоусаживаемых элементов, установленных таким образом, что один перекрывает часть поверхности другого. 20. Изделие по п.19, отличающееся тем,что конструктивные элементы, расположенные на обоих концах изделия, соединены между собой посредством полых термоусаживаемых элементов, выполненных в виде стаканов, содержащих донную часть или горловую часть. 21. Изделие по любому из пп.13-20, отличающееся тем, что снабжено покрытием, образованным посредством полых термоусаживаемых элементов, установленных по меньшей мере в один слой и таким образом, что один упомянутый полый термоусаживаемый элемент перекрывает часть поверхности другого. 22. Изделие по любому из пп.13-21, отличающееся тем, что снабжено соединительными элементами, установленными на торцах или на боковой поверхности, каждый из которых содержит основание и жестко связанную с ним любую известную крепежную деталь, при этом основание имеет конфигурацию, соответствующую конфигурации торцевой или боковой поверхности изделия, причем основание соединено с изделием посредством полых термоусаживаемых элементов. 23. Изделие по любому из пп.13-22, отличающееся тем, что в качестве конструктивных элементов использованы тара и/или полые детали, изготовленные из тары. 24. Изделие по п.23, отличающееся тем,что использованы металлические банки, содержащие по меньшей мере один буртик и снабженные рекламной информацией. 25. Изделие по любому из пп.13-22, отличающееся тем, что в качестве конструктивных элементов использованы блоки, собранные из плоских элементов, образованных вырубкой из гофрокартона.
МПК / Метки
МПК: B29K 101/00, B29B 17/00
Метки: утилизации, пластиковых, изделие, способа, полученное, сосудов, реализации, способ, результате
Код ссылки
<a href="https://eas.patents.su/9-4825-sposob-utilizacii-plastikovyh-sosudov-i-izdelie-poluchennoe-v-rezultate-realizacii-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ утилизации пластиковых сосудов и изделие, полученное в результате реализации способа</a>
Способ отделения твердых частиц от газов и устройство для реализации указанного способа
Номер патента: 3446
Опубликовано: 26.06.2003
Автор: Хилтунен Йрки
МПК: C10G 11/18, B01D 45/12, B04C 5/28...
Метки: способ, частиц, реализации, указанного, твердых, отделения, устройство, газов, способа
Формула / Реферат:
1. Способ отделения частиц от газового потока, включающий пропускание газового потока, содержащего взвешенные частицы, в сепараторное устройство, которое включает, по меньшей мере, два мультициклона (16A-16C, 31A-31E) с несколькими входами, где частицы отделяются от газа под действием центробежной силы, отличающийся тем, что используют сепараторное устройство, в котором циклоны с несколькими входами содержат прямолинейные направляющие лопасти,...
Способ возбуждения нефтяной или газовой скважины и оборудование, предназначенное для использования при реализации данного способа
Номер патента: 2960
Опубликовано: 26.12.2002
Авторы: Питтс Майкл Дж., Водка Филип
МПК: E21B 37/00
Метки: оборудование, газовой, нефтяной, реализации, использования, данного, способа, скважины, предназначенное, возбуждения, способ
Формула / Реферат:
1. Способ интенсификации притока из продуктивного пласта в нефтяную или газовую скважину, имеющую ствол скважины, проходящий от устья скважины, отличающийся тем, что создают поток воды или жидкости на основе нефти от устья скважины к продуктивному пласту, обеспечивают выпуск в продуктивный пласт воды или жидкости на основе нефти под давлением из распылительной головки, разрыхляют материал, покрывающий стенку ствола скважины в продуктивном пласте...
Способ защиты мощных полупроводников силовых преобразователей и силовой преобразователь для реализации данного способа
Номер патента: 3622
Опубликовано: 28.08.2003
Авторы: Беллавуан Жак, Вейтен Мишель, Монном Оливье
МПК: H03K 17/082
Метки: реализации, полупроводников, защиты, силовой, способ, преобразователь, силовых, способа, данного, преобразователей, мощных
Формула / Реферат:
1. Способ защиты силового выключателя силового преобразователя, соединенного с устройством ограничения порогового напряжения, в соответствии с которым поддерживают максимально допустимое напряжение на указанном силовом выключателе путем сглаживания функции ограничения порогового напряжения, когда выключатель выключен. 2. Способ по п.1, отличающийся тем, что поддерживают максимально допустимое напряжение на указанном силовом выключателе с помощью...
Способ и устройство для транспортирования сосудов вдоль установки для инспекции дна сосудов
Номер патента: 333
Опубликовано: 29.04.1999
Авторы: Голлер Ханс-Ульрих, Хойфт Бернхард
МПК: B07C 5/34
Метки: дна, сосудов, инспекции, устройство, транспортирования, вдоль, способ, установки
Формула / Реферат:
1. Способ транспортирования сосудов (10) вдоль установки (26) для инспекции дна сосудов (10) на наличие загрязнений, дефектов материала и посторонних тел, причем сосуды (10) транспортируют с помощью первого конвейера (12) к установке (26) для инспекции и с помощью второго конвейера (16) отводят от установки (26) для инспекции, причем между первым и вторым конвейерами (12, 16) предусмотрен разрыв (14), внутри которого сосуды (10), по меньшей...
Способ соединения на барже или на монтажной площадке двух металлических труб укладываемого в море трубопровода и изоляции зоны этого соединения, и трубы, используемые для реализации этого способа
Номер патента: 3339
Опубликовано: 24.04.2003
МПК: F16L 59/18
Метки: реализации, изоляции, зоны, способ, труб, способа, двух, соединения, трубы, монтажной, барже, трубопровода, площадке, укладываемого, этого, используемые, металлических, море
Формула / Реферат:
1. Способ соединения на барже или на монтажной площадке двух металлических труб укладываемого в море трубопровода и изоляции зоны этого соединения посредством нанесения наружного теплоизолирующего покрытия, непроницаемого для воды, устойчивого к внешнему давлению и полученного путем отверждения материала, нанесенного на эти трубы, в соответствии с которым используют металлические трубы (T1, T2), подлежащие механическому соединению в...
Предыдущий патент: Устройство для тренировки мышц ног
Следующий патент: Дозирующее устройство
Случайный патент: Стент с биосовместимым покрытием и способы его изготовления