Способ дезинтеграции эластомера и дезинтегратор
Номер патента: 24638
Опубликовано: 31.10.2016
Авторы: Райф Лотар, Менер-Вольфарт Кристиан, Нойнер Томас, Обрехт Вернер
Формула / Реферат
1. Дезинтегратор для дезинтеграции эластомера (20), содержащий
режущий инструмент (12) для отрезания срезов от эластомера (20), содержащий лезвие (14) с режущей кромкой (30) и передней поверхностью (32), примыкающей к режущей кромке (30);
продвигающее устройство (16) для перемещения эластомера (20) по основанию (22) в сторону режущего инструмента (12),
при этом перемещение продвигающего устройства (16) и геометрия режущего инструмента (12) согласованы друг с другом таким образом, что после того, как лезвие (14) входит в контакт с эластомером (20), изначально только передняя поверхность (32) по меньшей мере частично прижимает эластомер (20) к основанию (22) до того, как режущая кромка (30) прорежет эластомер (20);
перемещение продвигающего устройства (16) и геометрия режущего инструмента (12) согласованы друг с другом таким образом, что в положении, в котором эластомер (20) упруго подбрасывается высоко над основанием (22), его захватывает передняя поверхность (32) и прижимает к основанию (22), а в положении, в котором эластомер (20) уже преимущественно не способен упруго уклоняться, его разрезают путем прокатки режущей кромки (30) по частично сжатому эластомеру (20) и клиновидного перемещения режущего инструмента (12) через эластомер (20).
2. Способ дезинтеграции эластомера (20), в частности по меньшей мере одной эластомерной нити, посредством дезинтегратора по п.1, в котором
перемещают эластомер (20) относительно режущего инструмента (12) по основанию (22) в сторону режущего инструмента (12), содержащего лезвие (14) с режущей кромкой (30) и передней поверхностью (32), примыкающей к режущей кромке (30);
после того, как лезвие (14) входит в контакт с эластомером (20), изначально только передняя поверхность (32), по меньшей мере частично, прижимает эластомер (20) к основанию до того, как режущая кромка (30) прорежет эластомер (20),
при этом в положении, в котором эластомер (20) упруго подбрасывается высоко над основанием (22), его захватывает передняя поверхность (32) и прижимает к основанию (22), а в положении, в котором эластомер (20) уже преимущественно не способен упруго уклоняться, его разрезают путем прокатки режущей кромки (30) по частично сжатому эластомеру (20) и клиновидного перемещения режущего инструмента (12) через эластомер (20).
3. Способ по п.2, отличающийся тем, что перемещение эластомера (20) и перемещение лезвия (14) приспособлены друг к другу таким образом, чтобы срезы, отрезаемые от эластомера (20), имели толщину t, составляющую t≤1,5 мм, в частности t≤1,2 мм, предпочтительно t≤1,0 мм, особо предпочтительно t≤0,8 мм.
4. Способ по п.2 или 3, отличающийся тем, что обрезанный конец (28) эластомера (20) обращен в сторону режущего инструмента (12), режущим действием режущего инструмента (12) и лезвием (14), контактирующим с эластомером (20) преимущественно при нахождении обрезанного конца (28) преимущественно в верхней мертвой точке, обрезанному концу (28) эластомера (20) сообщаются колебания между нижней мертвой точкой вблизи основания (22) и верхней мертвой точкой на удалении от основания (22), при этом контакт лезвия с эластомером при нахождении обрезанного конца в верхней мертвой точке, в частности, происходит при фазовом сдвиге j, составляющем j£±15°, в частности j£±8°, особо предпочтительно j£±2°.
5. Способ по одному из пп.2-4, отличающийся тем, что угол α между передней поверхностью (32) и основанием (22) в момент начала контакта лезвия (14) и эластомера (20) составляет 15°£a£40°, в частности 20°£a£35°, предпочтительно 25°£a£30°.
6. Способ по одному из пп.2-5, отличающийся тем, что резка эластомера (20) с помощью режущей кромки (32) начинается при давлении p, более низком, чем давление pk начала деформационной кристаллизации эластомера (20), в частности 0,20≤p/pk≤0,95, предпочтительно 0,50≤p/pk≤0,90, более предпочтительно 0,6≤p/pk≤0,85, особо предпочтительно 0,7≤p/pk≤0,80.
7. Способ по одному из пп.2-6, отличающийся тем, что передняя поверхность (32) лезвия (14) входит в контакт с краевой поверхностью (34) эластомера (20).
8. Способ по одному из пп.2-7, отличающийся тем, что режущие кромки (30) двух соседних лезвий (14) находятся на расстоянии D, которое составляет 1,0≤D/d≤8,0 относительно эффективного диаметра d эластомера (20), в частности 1,5≤D/d≤6,0, предпочтительно 2,0≤D/d≤4,0, особо предпочтительно D/d=3,0±0,5.
9. Способ по одному из пп.2-8, отличающийся тем, что режущая кромка (30) лезвия (14) имеет окружную скорость v, составляющую 1,0 м/с≤v≤50,0 м/с, в частности 10,0 м/с≤v≤35,0 м/с, предпочтительно 20,0 м/с≤v≤30,0 м/с, особо предпочтительно 25,0 м/с≤v≤27,0 м/с.
10. Способ по одному из пп.2-9, отличающийся тем, что режущий инструмент (12) вращается вокруг центральной точки, которая смещена относительно центральной линии эластомера (20) преимущественно перпендикулярно направлению перемещения эластомера (20) на расстояние s, которое составляет, в частности, 0,4≤s/d≤1,0 относительно эффективного диаметра d эластомера (20), предпочтительно 0,45≤s/d≤0,6, особо предпочтительно 0,5≤s/d≤0,55.
11. Способ по одному из пп.2-10, отличающийся тем, что передняя поверхность (32) наклонена в направлении вдоль окружности под углом β к радиусу режущего инструмента (12), проходящему через режущую кромку (30), в частности 20°£b£40°, предпочтительно 25°£b£35°, особо предпочтительно β=30°±2,5°.
12. Способ по одному из пп.2-11, отличающийся тем, что эластомерную пленку, в частности хлоропреновый каучук, скручивают в нить перед резкой.

Текст
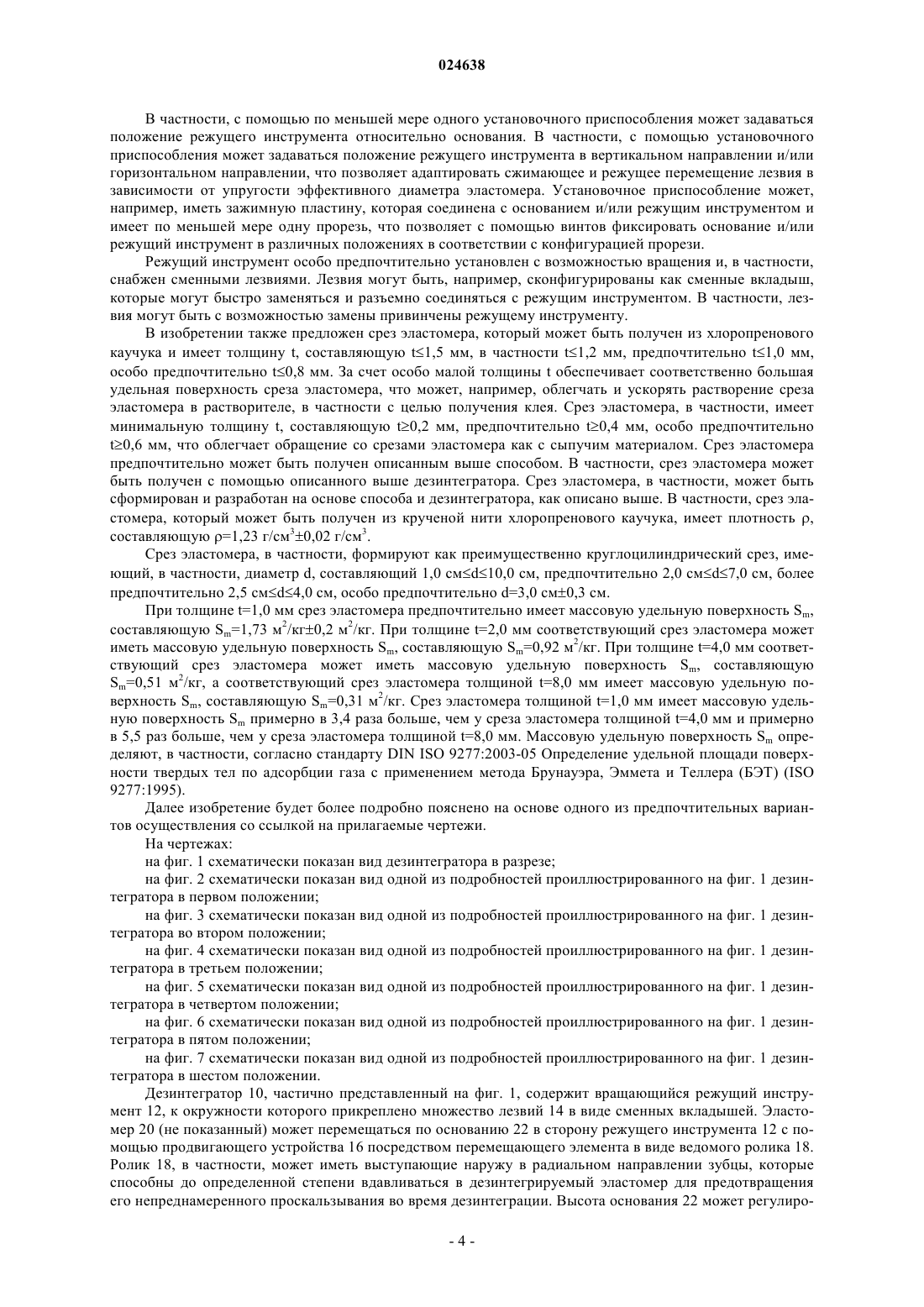
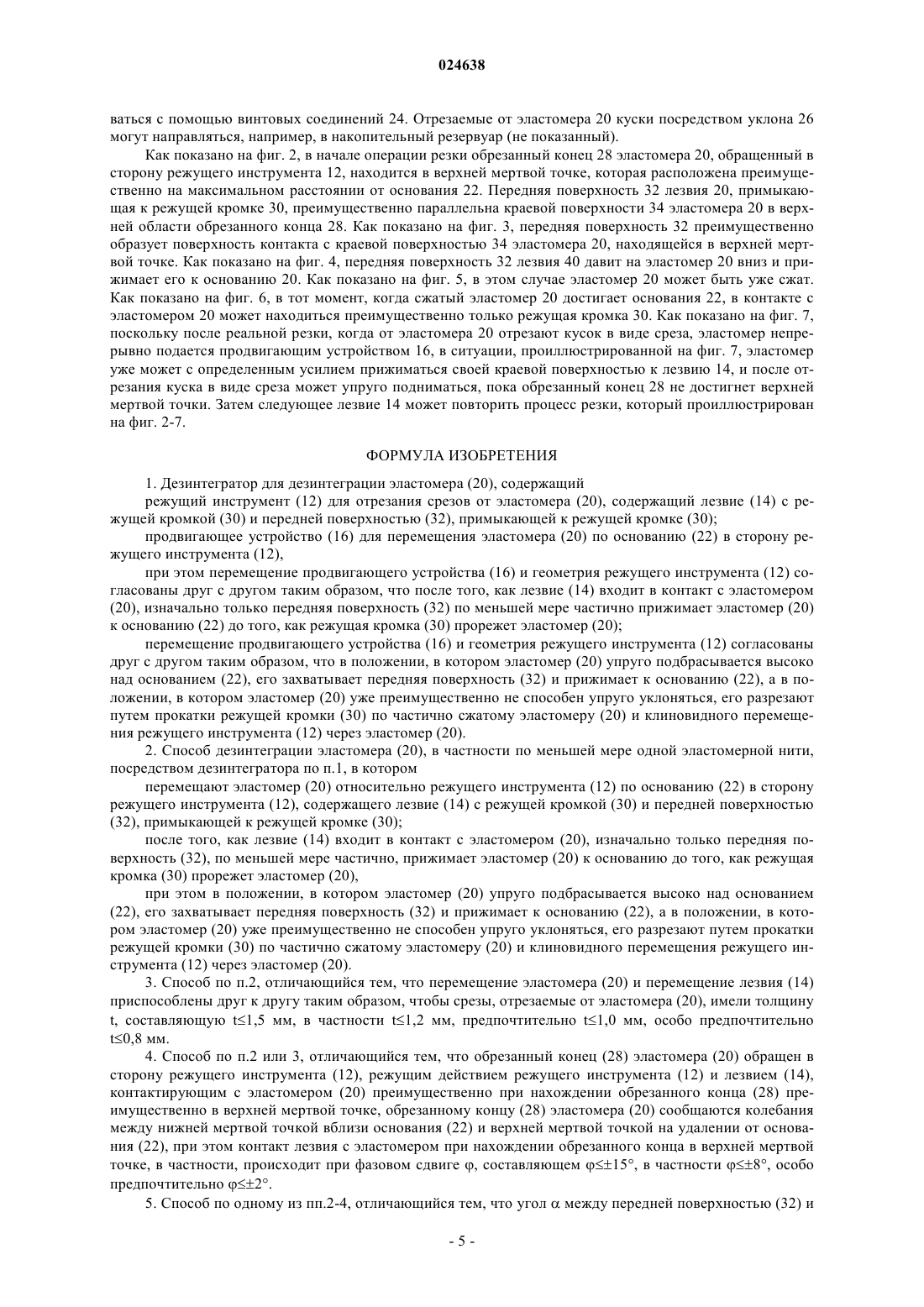
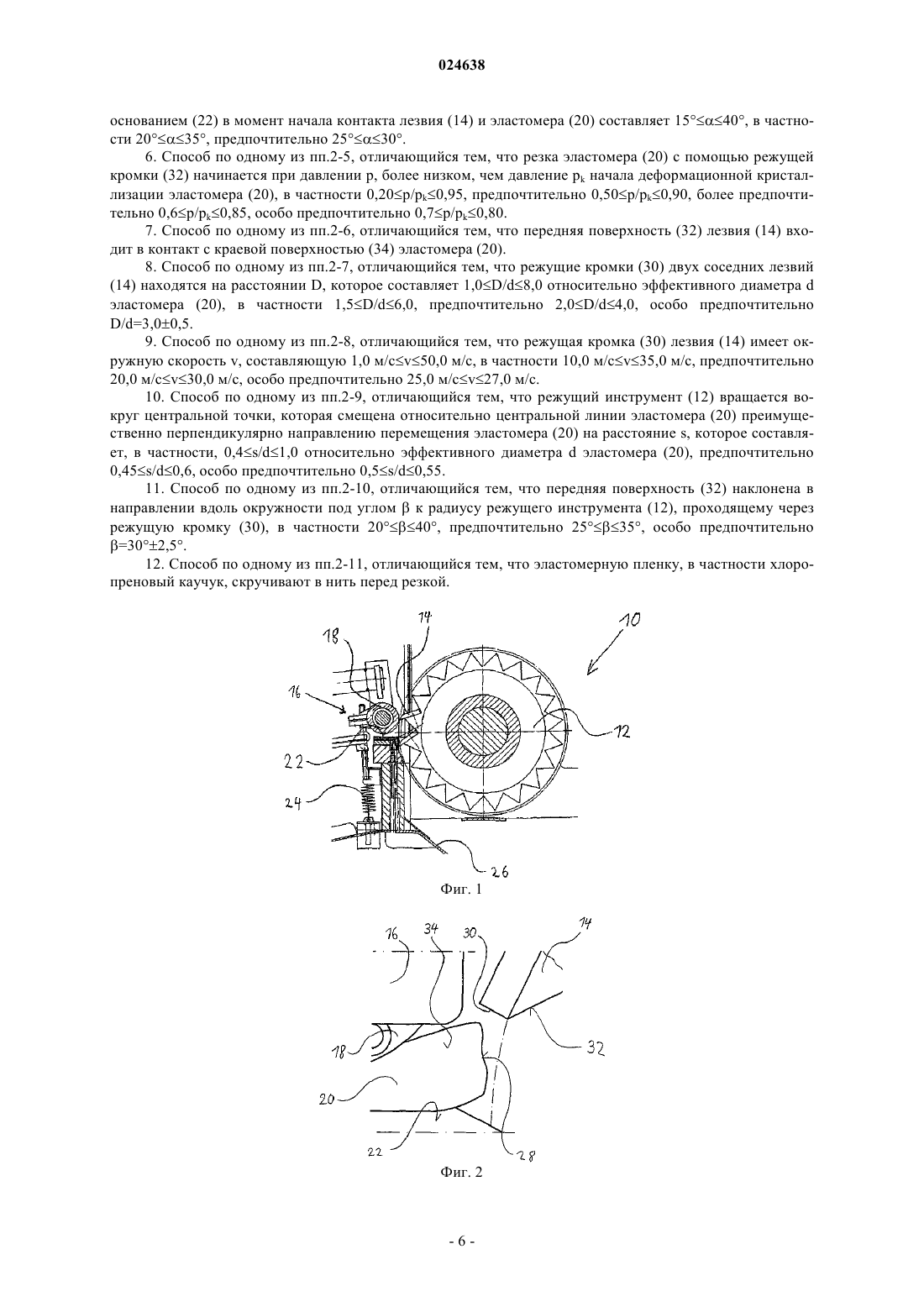
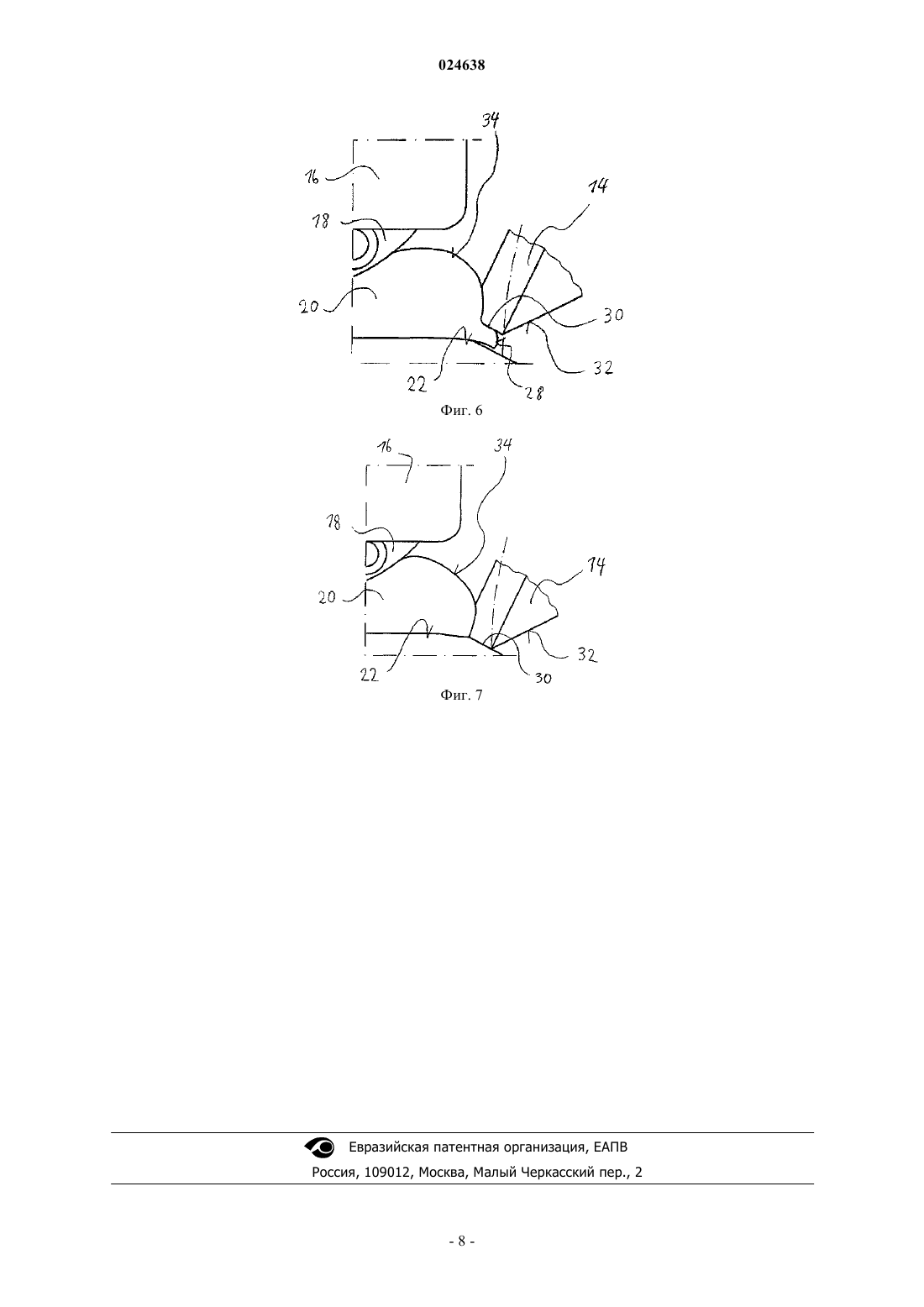
(71)(73) Заявитель и патентовладелец: ЛАНКСЕСС ДОЙЧЛАНД ГМБХ (DE) Описан способ дезинтеграции эластомера (20), в котором перемещают эластомер (20) относительно режущего инструмента (12) по основанию (22) в сторону режущего инструмента (12), содержащего лезвие (14) с режущей кромкой (30) и передней поверхностью (32), примыкающей к режущей кромке (30). После того как лезвие (14) входит в контакт с эластомером (20), изначально только передняя поверхность (32), по меньшей мере, частично прижимает эластомер (20) к основанию до того, как режущая кромка (30) прорежет эластомер (20). За счет изначально плоского сжатия эластомера (20) посредством передней поверхности (32) предотвращается упругое уклонение эластомера (20), что позволяет отрезать от эластомера (20) значительно более тонкие куски и тем самым увеличивать удельную поверхность кусков, отрезаемых от эластомера (20). Настоящее изобретение относится к способу дезинтеграции эластомера и к дезинтегратору для дезинтеграции эластомера, с помощью которых изделие из эластомера, в частности эластомерная нить, изготовленная из хлоропренового каучука, может быть дезинтегрирована на максимально тонкие срезы с целью получения дезинтегрированного эластомера с максимальной площадью поверхности, если, например, его требуется растворить в растворителе, чтобы, например, получить клей. Известно, что эластомер дезинтегрируют с помощью дезинтегратора, для чего с помощью продвигающего устройства перемещают эластомер по основанию до режущего инструмента в виде фрезы с периферийными режущими кромками, который с помощью лезвия способен отрезать от эластомера отдельные срезы. Одним из недостатков такого дезинтегратора и такого способа дезинтеграции эластомера является то, что при контакте с лезвием эластомер может деформироваться и уклонятся от режущей кромки лезвия. Результатом этого является необходимость предусматривать определенную минимальную толщину получаемых срезов, чтобы вообще иметь возможность добиться соответствующим образом запланированной дезинтеграции эластомера. Соответственно, в случае крученой эластомерной нити требуется минимальная толщина от около 1,8 до 2,2 мм. Существует постоянная потребность в дезинтеграции эластомеров на куски небольшого размера и,в частности, максимально тонкие куски без значительных усилий, например с целью достижения максимальной удельной поверхности, т.е. наружной поверхности на единицу веса для применения в последующих процессах. Большая удельная поверхность позволяет быстро растворять эластомер в растворителе, в частности с целью получения эластомерного клея. В основу изобретения положена задача создания способа дезинтеграции эластомера и дезинтегратора для дезинтеграции эластомера, с помощью которых может быть увеличена удельная поверхность дезинтегрированного эластомера и, в частности, может быть уменьшена толщина отрезаемых пластинок и/или срезов. Решение этой задачи обеспечивается в соответствии с изобретением за счет способа дезинтеграции эластомера с признаками по п.1 и дезинтегратора для дезинтеграции эластомера с признаками по п.12. При осуществлении способа дезинтеграции эластомера, в частности по меньшей мере одной эластомерной нити, перемещают эластомер относительно режущего инструмента по основанию в сторону режущего инструмента, который имеет лезвие с режущей кромкой и передней поверхностью, примыкающей к режущей кромке. В соответствии с изобретением после того, как лезвие входит в контакт с эластомером, изначально только передняя поверхность по меньшей мере частично прижимает эластомер к основанию до того, как режущая кромка прорежет эластомер. Лезвие режущего инструмента перемещается относительно эластомера таким образом, чтобы изначально предотвращался линейный контакт режущей кромки с эластомером и вместо этого обеспечивался контакт передней поверхности с эластомером по площадям поверхности. В результате контакта передней поверхности с эластомером по площадям поверхности усилие лезвия, воздействующее на эластомер, изначально распределяется по относительно большой передней поверхности, и на единицу площади эластомера изначально воздействует небольшое усилие по сравнению с линейным контактом посредством режущей кромки. Тем самым предотвращается спонтанное уклонение эластомера. В то же время при дальнейшем перемещении лезвия усилие на единицу площади постепенно увеличивается, но за счет большей площади между лезвием и эластомером возникает большая сила трения по сравнению с усилием, линейно прилагаемым посредством режущей кромки. За счет большего трения предотвращается возможность гибкого уклонения эластомера от лезвия вследствие растягивания под действием увеличивающейся нагрузки. Только позднее, когда эластомер будет в достаточной степени прижат передней поверхностью к основанию, лезвие сможет войти в эластомер таким образом, чтобы в контакте с эластомером находилась только режущая кромка лезвия, что позволяет отрезать часть эластомера лезвием за счет высоких усилий сдвига на режущей кромке. В этом случае после изначальной фиксации эластомера путем его сжатия и/или сжатия между передней поверхностью и основанием может осуществляться резка эластомера лезвием или ножом, в частности одинарным лезвием на упоре, при этом режущая кромка одинарного лезвия может быть образована режущей кромкой лезвия, а упор может быть образован основанием. В результате, когда эластомерная нить упруго подбрасывается высоко над основанием, она может быть захвачена передней поверхностью на плоской задней стороне лезвия, затем прижата к основанию и в положении, в котором эластомерная нить уже преимущественно не способна упруго уклоняться, может быть разрезана путем прокатки режущей кромки по частично сжатой эластомерной нити и клиновидного перемещения лезвия через эластомерную нить. Режущая кромка лезвия может перемещаться за основание, действующее как упор, при этом минимальное расстояние s лезвия от основания составляет, в частности, 10 мкмs2 мм, предпочтительно 50 мкмs1 мм, более предпочтительно 150 мкмs700 мкм,особо предпочтительно 300 мкмs500 мкм. При перемещении лезвия за основание режущая кромка, в частности, преимущественно не параллельна поверхности основания, а находится под углом к поверхности основания, в результате чего биссектриса угла, проведенная через режущую кромку, находится под углом к поверхности основания, предпочтительно под углом а, составляющим 1590, в частности 3060, более предпочтительно 4055, особо предпочтительно 4550. В этом случае резка эластомера, например одинарным лезвием, происходит посредством режущей кромки и, следовательно,без противоположной кромки, что позволяет избегать затрат на техническое обслуживание второй режущей кромки. Тот факт, что за счет контакта по площадям поверхности посредством передней поверхности при сжатии эластомера может предотвращаться уклонение эластомера, означает, что может достигаться особо малая толщина слоев, отрезаемых от эластомера, и тем самым у дезинтегрированного эластомера достигается особо большая удельная поверхность, т.е. наружная поверхность на единицу веса. Способ применим, в частности, для дезинтеграции латексной нити из бутилкаучука или хлоропренового каучука, чтобы, например, иметь возможность получить латексный клей. Кроме того, может дезинтегрироваться несколько эластомерных нитей одновременно, путем, например, подачи двух или более эластомерных нитей рядом друг с другом в одно и то же лезвие режущего инструмента. При подаче двух или более эластомерных нитей может соответствующим образом повышаться производительность дезинтеграции. Перемещение эластомера и перемещение лезвия предпочтительно приспособлены друг к другу таким образом, чтобы срезы, отрезаемые от эластомера, имели толщину t, составляющую t1,5 мм, в частности t1,2 мм, предпочтительно t1,0 мм, особо предпочтительно t0,8 мм. За счет особо малой толщины срезов, отрезаемых от эластомера, они имеют соответственно большую удельную поверхность. Для облегчения обращения с отрезаемыми от эластомера срезами как с сыпучим материалом срезы, в частности, имеют минимальную толщину t, составляющую t0,2 мм, предпочтительно t0,4 мм, особо предпочтительно t0,6 мм. В одном из предпочтительных вариантов осуществления обрезанный конец эластомера обращен в сторону режущего инструмента, при этом режущим действием режущего инструмента и лезвием, контактирующим с эластомером преимущественно при нахождении обрезанного конца преимущественно в верхней мертвой точкой, обрезанному концу эластомера сообщаются колебания между нижней мертвой точкой вблизи основания и верхней мертвой точкой на удалении от основания. Колебания обрезанного конца эластомера, в частности амплитуда колебаний, может зависеть от расстояния от обрезанного конца эластомера до ближайшего зажима или фиксатора эластомера, например подающего ролика. В результате на колебание обрезанного конца, в частности амплитуду колебаний, может влиять расположение и/или конфигурация ролика для подачи эластомера, например ролика непосредственно на режущем инструменте и/или обрезанном конце, который способен вызывать колебания обрезанного конца с меньшей амплитудой, чем ролик на большем удалении от режущего инструмента и/или обрезанного конца. В этом случае расстояние от ролика до обрезанного конца и/или режущего инструмента преимущественно может зависеть от диаметра ролика. В частности, при нахождении обрезанного конца в верхней мертвой точке, контакт лезвия с эластомером происходит при фазовом сдвиге , составляющем 15, в частности 8, особо предпочтительно 2. Тот факт, что передняя поверхность лезвия контактирует с эластомером преимущественно в верхней мертвой точке сообщаемых колебаний вверх и вниз, означает,что изначально передняя поверхность прилагает к эластомеру лишь небольшие усилия во избежание уклонения эластомера. Сжатие эластомера происходит только до сравнительно небольшой степени, если вообще происходит. Как только эластомер входит в контакт с основанием в нижней мертвой точке, основание обеспечивает опору, служащую, например, упором, к которому эластомер может быть прижат лезвием с целью сжатия эластомера. Затем может осуществляться сжатие и резка эластомера в течение особо короткого времени, в результате чего даже при непрерывной подаче эластомере преимущественно не происходят закупоривания и/или продольные колебания. Поскольку реальная резка осуществляется только в течение особо короткого времени, получают прямой однородный разрез. Это позволяет получать срезы эластомера постоянного однородного качества за относительно короткое время. Тем самым облегчается сохранение с низкими затратами требуемых качеств продукта в том, что касается удельной поверхности срезов, отрезаемых от эластомера. Уголмежду передней поверхностью и основание в момент начала контакта лезвия и эластомер предпочтительно составляет 1540, в частности 2035, более предпочтительно 2530. При таком углеобеспечивается преимущественно параллельное расположение передней поверхности и контактной поверхности эластомера, когда передняя поверхность впервые входит в контакт с эластомером. При этом учитывается, в частности, тот факт, что после предшествующей операции резки эластомер за счет собственной упругости поднимается от основания. Если в процессе работы режущий инструмент вращается, может без труда выбираться такая центральная точка вращательного движения, чтобы при вращательном движении лезвия по эластомеру режущая кромка входила в контакт преимущественно исключительно с эластомером точно в намеченный момент начала реального процесса резки. Резка эластомера с помощью режущей кромки предпочтительно начинается при давлении р, более низком, чем давление pk начала деформационной кристаллизации эластомера, в частности 0,20p/pk0,95, предпочтительно 0,50p/pk0,90, более предпочтительно 0,6 р/pk0,85, особо предпочтительно 0,7p/pk0,80. В результате надежно предотвращается деформационная кристаллизация эластомера, способная изменять свойства отрезаемых срезов. В то же время, эластомер может быть сжат с помощью жесткой передней поверхности под давлением немного ниже давления деформационной кристалли-2 024638 зации, что делает возможным особо большую силу трения, а также предотвращает упругое уклонение эластомера в случае особо малой толщины слоя. Это позволяет в процессе реальной резки ровно отрезать от эластомера особо тонкие срезы с помощью режущей кромки лезвия. Передняя поверхность лезвия особо предпочтительно входит в контакт с краевой поверхностью эластомера. Тем самым предотвращается контакт лезвия с торцевой поверхностью эластомера, обращенной в сторону режущего инструмента. За счет этого пластинками, отрезаемыми от эластомера, преимущественно являются слои постоянной толщины без неправильно обрезанных углов. В частности, режущие кромки двух соседних лезвий находятся на расстоянии D, которое составляет 1,0D/d8,0 относительно эффективного диаметра d эластомера, в частности 1,5D/d6,0, предпочтительно 2,0D/d4,0, особо предпочтительно D/d=3,00,5. Тем самым при умеренной скорости продвижения эластомера относительно режущего инструмента гарантируется поступление достаточного количества эластомера между режущими кромками двух соседних лезвий для обеспечения возможности ровной резки. В то же время, между двумя соседними лезвиями может обеспечиваться достаточно большое пространство, чтобы иметь возможность переместить от эластомера отрезанный от него срез. В этом случае скорость продвижения эластомера может быть синхронизирована с частотой вращения, например вращающегося режущего инструмента в зависимости от свойств эластомера, в частности упругости. В частности, режущая кромка лезвия имеет окружную скорость v, составляющую 1,0 м/сv50,0 м/с, в частности 10,0 м/сv35,0 м/с, предпочтительно 20,0 м/сv30,0 м/с, особо предпочтительно 25,0 м/сv27,0 м/с. Окружная скорость преимущественно соответствует скорости резки эластомера и выбирается таким образом, чтобы с учетом упругости эластомера резка могла происходить без серьезных затруднений. За счет своей упругости эластомер имеет показатель восстановления после деформации, измеренный согласно DIN 53518, в частности 30%, предпочтительно 25%, более предпочтительно 20%, особо предпочтительно 15%. Режущий инструмент особо предпочтительно вращается вокруг центральной точки, которая смещена относительно центральной линии эластомера преимущественно перпендикулярно направлению перемещения эластомера на расстояние s, которое составляет, в частности 0,4s/d1,0 относительно эффективного диаметра d эластомера, предпочтительно 0,45s/d0,6, особо предпочтительно 0,5s/d0,55. Тот факт, что центральная точка вращающегося режущего инструмента расположена со смещением от центра эластомера, в частности крученой эластомерной нити из хлоропренового каучука, означает, что облегчается достижение эффекта, состоящего в том, что усилие к эластомеру изначально прилагает только передняя поверхность лезвия, а лишь затем режущая кромка. Режущий инструмент, в частности, смещен на расстояние s в направлении, противоположном направлению гравитационной силы. Тем самым ниже режущего инструмента в направлении гравитационной силы создается дополнительное пространство, чтобы перемещать отрезаемые от эластомера срезы. Передняя поверхность предпочтительно наклонена в направлении вдоль окружности под угломк радиусу режущего инструмента, проходящему через режущую кромку, в частности 2040, предпочтительно 2535, особо предпочтительно p=302,5. Наклон передней поверхности позволяет задавать соответствующее вращательное движение лезвия по эластомеру. Эластомерную пленку, в частности из хлоропренового каучука, особо предпочтительно скручивают в нить перед резкой. Скручивание эластомерной пленки обеспечивает получение нити достаточно высокой прочности для того, чтобы отрезать от нее отдельные куски. В изобретении также предложен дезинтегратор для дезинтеграции эластомера, в частности эластомерной нити, применимый, в частности, для осуществления описанного выше способа. Дезинтегратор содержит режущий инструмент для отрезания срезов от эластомера, режущую головку, имеющую лезвие с режущей кромкой и передней поверхностью, примыкающей к режущей кромке. Дезинтегратор также содержит продвигающее устройство для перемещения эластомера по основанию в сторону режущей головки. В соответствии с изобретением перемещение продвигающего устройства и геометрия режущего инструмента согласованы друг с другом таким образом, что после того, как лезвие входит в контакт с эластомером, изначально только передняя поверхность по меньшей мере частично прижимает эластомер к основанию до того, как режущая кромка прорежет эластомер. Основание может представлять собой установленную с одной стороны опору, например в виде подвижной плиты для подачи эластомера. Например, в случае резки эластомера одной режущей кромкой одинарного лезвия основание может представлять собой упор. Тот факт, что эластомер изначально сжимает передняя поверхность, имеющая большую площадь поверхности, чем у режущей кромки, означает, что предотвращается уклонение эластомера, в результате чего от него могут отрезаться особо тонкие срезы с особо большой удельной поверхностью. В частности, с помощью дезинтегратора могут достигаться преимущества, которые могут обеспечиваться за счет описного выше способа. Дезинтегратор, в частности, может быть сформирован и разработан на основе способа, как описано выше. Дезинтегратор применим, в частности, для дезинтеграции латексной нити из бутилкаучука или хлоропренового каучука, например чтобы иметь возможность получить латексный клей. В частности, с помощью по меньшей мере одного установочного приспособления может задаваться положение режущего инструмента относительно основания. В частности, с помощью установочного приспособления может задаваться положение режущего инструмента в вертикальном направлении и/или горизонтальном направлении, что позволяет адаптировать сжимающее и режущее перемещение лезвия в зависимости от упругости эффективного диаметра эластомера. Установочное приспособление может,например, иметь зажимную пластину, которая соединена с основанием и/или режущим инструментом и имеет по меньшей мере одну прорезь, что позволяет с помощью винтов фиксировать основание и/или режущий инструмент в различных положениях в соответствии с конфигурацией прорези. Режущий инструмент особо предпочтительно установлен с возможностью вращения и, в частности,снабжен сменными лезвиями. Лезвия могут быть, например, сконфигурированы как сменные вкладыш,которые могут быстро заменяться и разъемно соединяться с режущим инструментом. В частности, лезвия могут быть с возможностью замены привинчены режущему инструменту. В изобретении также предложен срез эластомера, который может быть получен из хлоропренового каучука и имеет толщину t, составляющую t1,5 мм, в частности t1,2 мм, предпочтительно t1,0 мм,особо предпочтительно t0,8 мм. За счет особо малой толщины t обеспечивает соответственно большая удельная поверхность среза эластомера, что может, например, облегчать и ускорять растворение среза эластомера в растворителе, в частности с целью получения клея. Срез эластомера, в частности, имеет минимальную толщину t, составляющую t0,2 мм, предпочтительно t0,4 мм, особо предпочтительноt0,6 мм, что облегчает обращение со срезами эластомера как с сыпучим материалом. Срез эластомера предпочтительно может быть получен описанным выше способом. В частности, срез эластомера может быть получен с помощью описанного выше дезинтегратора. Срез эластомера, в частности, может быть сформирован и разработан на основе способа и дезинтегратора, как описано выше. В частности, срез эластомера, который может быть получен из крученой нити хлоропренового каучука, имеет плотность ,составляющую =1,23 г/см 30,02 г/см 3. Срез эластомера, в частности, формируют как преимущественно круглоцилиндрический срез, имеющий, в частности, диаметр d, составляющий 1,0 смd10,0 см, предпочтительно 2,0 смd7,0 см, более предпочтительно 2,5 смd4,0 см, особо предпочтительно d=3,0 см 0,3 см. При толщине t=1,0 мм срез эластомера предпочтительно имеет массовую удельную поверхность Sm,составляющую Sm=1,73 м 2/кг 0,2 м 2/кг. При толщине t=2,0 мм соответствующий срез эластомера может иметь массовую удельную поверхность Sm, составляющую Sm=0,92 м 2/кг. При толщине t=4,0 мм соответствующий срез эластомера может иметь массовую удельную поверхность Sm, составляющуюSm=0,51 м 2/кг, а соответствующий срез эластомера толщиной t=8,0 мм имеет массовую удельную поверхность Sm, составляющую Sm=0,31 м 2/кг. Срез эластомера толщиной t=1,0 мм имеет массовую удельную поверхность Sm примерно в 3,4 раза больше, чем у среза эластомера толщиной t=4,0 мм и примерно в 5,5 раз больше, чем у среза эластомера толщиной t=8,0 мм. Массовую удельную поверхность Sm определяют, в частности, согласно стандарту DIN ISO 9277:2003-05 Определение удельной площади поверхности твердых тел по адсорбции газа с применением метода Брунауэра, Эммета и Теллера (БЭТ) (ISO 9277:1995). Далее изобретение будет более подробно пояснено на основе одного из предпочтительных вариантов осуществления со ссылкой на прилагаемые чертежи. На чертежах: на фиг. 1 схематически показан вид дезинтегратора в разрезе; на фиг. 2 схематически показан вид одной из подробностей проиллюстрированного на фиг. 1 дезинтегратора в первом положении; на фиг. 3 схематически показан вид одной из подробностей проиллюстрированного на фиг. 1 дезинтегратора во втором положении; на фиг. 4 схематически показан вид одной из подробностей проиллюстрированного на фиг. 1 дезинтегратора в третьем положении; на фиг. 5 схематически показан вид одной из подробностей проиллюстрированного на фиг. 1 дезинтегратора в четвертом положении; на фиг. 6 схематически показан вид одной из подробностей проиллюстрированного на фиг. 1 дезинтегратора в пятом положении; на фиг. 7 схематически показан вид одной из подробностей проиллюстрированного на фиг. 1 дезинтегратора в шестом положении. Дезинтегратор 10, частично представленный на фиг. 1, содержит вращающийся режущий инструмент 12, к окружности которого прикреплено множество лезвий 14 в виде сменных вкладышей. Эластомер 20 (не показанный) может перемещаться по основанию 22 в сторону режущего инструмента 12 с помощью продвигающего устройства 16 посредством перемещающего элемента в виде ведомого ролика 18. Ролик 18, в частности, может иметь выступающие наружу в радиальном направлении зубцы, которые способны до определенной степени вдавливаться в дезинтегрируемый эластомер для предотвращения его непреднамеренного проскальзывания во время дезинтеграции. Высота основания 22 может регулиро-4 024638 ваться с помощью винтовых соединений 24. Отрезаемые от эластомера 20 куски посредством уклона 26 могут направляться, например, в накопительный резервуар (не показанный). Как показано на фиг. 2, в начале операции резки обрезанный конец 28 эластомера 20, обращенный в сторону режущего инструмента 12, находится в верхней мертвой точке, которая расположена преимущественно на максимальном расстоянии от основания 22. Передняя поверхность 32 лезвия 20, примыкающая к режущей кромке 30, преимущественно параллельна краевой поверхности 34 эластомера 20 в верхней области обрезанного конца 28. Как показано на фиг. 3, передняя поверхность 32 преимущественно образует поверхность контакта с краевой поверхностью 34 эластомера 20, находящейся в верхней мертвой точке. Как показано на фиг. 4, передняя поверхность 32 лезвия 40 давит на эластомер 20 вниз и прижимает его к основанию 20. Как показано на фиг. 5, в этом случае эластомер 20 может быть уже сжат. Как показано на фиг. 6, в тот момент, когда сжатый эластомер 20 достигает основания 22, в контакте с эластомером 20 может находиться преимущественно только режущая кромка 30. Как показано на фиг. 7,поскольку после реальной резки, когда от эластомера 20 отрезают кусок в виде среза, эластомер непрерывно подается продвигающим устройством 16, в ситуации, проиллюстрированной на фиг. 7, эластомер уже может с определенным усилием прижиматься своей краевой поверхностью к лезвию 14, и после отрезания куска в виде среза может упруго подниматься, пока обрезанный конец 28 не достигнет верхней мертвой точки. Затем следующее лезвие 14 может повторить процесс резки, который проиллюстрирован на фиг. 2-7. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Дезинтегратор для дезинтеграции эластомера (20), содержащий режущий инструмент (12) для отрезания срезов от эластомера (20), содержащий лезвие (14) с режущей кромкой (30) и передней поверхностью (32), примыкающей к режущей кромке (30); продвигающее устройство (16) для перемещения эластомера (20) по основанию (22) в сторону режущего инструмента (12),при этом перемещение продвигающего устройства (16) и геометрия режущего инструмента (12) согласованы друг с другом таким образом, что после того, как лезвие (14) входит в контакт с эластомером(20), изначально только передняя поверхность (32) по меньшей мере частично прижимает эластомер (20) к основанию (22) до того, как режущая кромка (30) прорежет эластомер (20); перемещение продвигающего устройства (16) и геометрия режущего инструмента (12) согласованы друг с другом таким образом, что в положении, в котором эластомер (20) упруго подбрасывается высоко над основанием (22), его захватывает передняя поверхность (32) и прижимает к основанию (22), а в положении, в котором эластомер (20) уже преимущественно не способен упруго уклоняться, его разрезают путем прокатки режущей кромки (30) по частично сжатому эластомеру (20) и клиновидного перемещения режущего инструмента (12) через эластомер (20). 2. Способ дезинтеграции эластомера (20), в частности по меньшей мере одной эластомерной нити,посредством дезинтегратора по п.1, в котором перемещают эластомер (20) относительно режущего инструмента (12) по основанию (22) в сторону режущего инструмента (12), содержащего лезвие (14) с режущей кромкой (30) и передней поверхностью(32), примыкающей к режущей кромке (30); после того, как лезвие (14) входит в контакт с эластомером (20), изначально только передняя поверхность (32), по меньшей мере частично, прижимает эластомер (20) к основанию до того, как режущая кромка (30) прорежет эластомер (20),при этом в положении, в котором эластомер (20) упруго подбрасывается высоко над основанием(22), его захватывает передняя поверхность (32) и прижимает к основанию (22), а в положении, в котором эластомер (20) уже преимущественно не способен упруго уклоняться, его разрезают путем прокатки режущей кромки (30) по частично сжатому эластомеру (20) и клиновидного перемещения режущего инструмента (12) через эластомер (20). 3. Способ по п.2, отличающийся тем, что перемещение эластомера (20) и перемещение лезвия (14) приспособлены друг к другу таким образом, чтобы срезы, отрезаемые от эластомера (20), имели толщинуt0,8 мм. 4. Способ по п.2 или 3, отличающийся тем, что обрезанный конец (28) эластомера (20) обращен в сторону режущего инструмента (12), режущим действием режущего инструмента (12) и лезвием (14),контактирующим с эластомером (20) преимущественно при нахождении обрезанного конца (28) преимущественно в верхней мертвой точке, обрезанному концу (28) эластомера (20) сообщаются колебания между нижней мертвой точкой вблизи основания (22) и верхней мертвой точкой на удалении от основания (22), при этом контакт лезвия с эластомером при нахождении обрезанного конца в верхней мертвой точке, в частности, происходит при фазовом сдвиге , составляющем 15, в частности 8, особо предпочтительно 2. 5. Способ по одному из пп.2-4, отличающийся тем, что уголмежду передней поверхностью (32) и основанием (22) в момент начала контакта лезвия (14) и эластомера (20) составляет 1540, в частности 2035, предпочтительно 2530. 6. Способ по одному из пп.2-5, отличающийся тем, что резка эластомера (20) с помощью режущей кромки (32) начинается при давлении p, более низком, чем давление pk начала деформационной кристаллизации эластомера (20), в частности 0,20p/pk0,95, предпочтительно 0,50p/pk0,90, более предпочтительно 0,6p/pk0,85, особо предпочтительно 0,7p/pk0,80. 7. Способ по одному из пп.2-6, отличающийся тем, что передняя поверхность (32) лезвия (14) входит в контакт с краевой поверхностью (34) эластомера (20). 8. Способ по одному из пп.2-7, отличающийся тем, что режущие кромки (30) двух соседних лезвий(14) находятся на расстоянии D, которое составляет 1,0D/d8,0 относительно эффективного диаметра d эластомера (20), в частности 1,5D/d6,0, предпочтительно 2,0D/d4,0, особо предпочтительноD/d=3,00,5. 9. Способ по одному из пп.2-8, отличающийся тем, что режущая кромка (30) лезвия (14) имеет окружную скорость v, составляющую 1,0 м/сv50,0 м/с, в частности 10,0 м/сv35,0 м/с, предпочтительно 20,0 м/сv30,0 м/с, особо предпочтительно 25,0 м/сv27,0 м/с. 10. Способ по одному из пп.2-9, отличающийся тем, что режущий инструмент (12) вращается вокруг центральной точки, которая смещена относительно центральной линии эластомера (20) преимущественно перпендикулярно направлению перемещения эластомера (20) на расстояние s, которое составляет, в частности, 0,4s/d1,0 относительно эффективного диаметра d эластомера (20), предпочтительно 0,45s/d0,6, особо предпочтительно 0,5s/d0,55. 11. Способ по одному из пп.2-10, отличающийся тем, что передняя поверхность (32) наклонена в направлении вдоль окружности под угломк радиусу режущего инструмента (12), проходящему через режущую кромку (30), в частности 2040, предпочтительно 2535, особо предпочтительно=302,5. 12. Способ по одному из пп.2-11, отличающийся тем, что эластомерную пленку, в частности хлоропреновый каучук, скручивают в нить перед резкой.
МПК / Метки
МПК: B26D 1/38, B29B 9/06, B02C 18/14
Метки: дезинтегратор, способ, дезинтеграции, эластомера
Код ссылки
<a href="https://eas.patents.su/9-24638-sposob-dezintegracii-elastomera-i-dezintegrator.html" rel="bookmark" title="База патентов Евразийского Союза">Способ дезинтеграции эластомера и дезинтегратор</a>
Композиция адгезива с измельченным пигментом, способ ее нанесения, способ и адгезив для связывания эластомера с металлической поверхностью
Номер патента: 14015
Опубликовано: 30.08.2010
Авторы: Грин Кристиан К., Толлмадж Джек Н.
МПК: C09J 11/04, C08K 3/00, C09J 123/28...
Метки: связывания, металлической, эластомера, пигментом, адгезив, нанесения, способ, композиция, измельченным, адгезива, поверхностью
Формула / Реферат:
1. Композиция адгезива с измельченным пигментом размером от 0 до 0,05 мм, измеренным с помощью HegmanÒ масштаба, при этом адгезив способен к распылению при суммарной концентрации твердого вещества 25±2 мас.%, имеет вязкость в интервале от 50 до 500 сП (Brookfield LVT 2 при 30 об./мин) и содержит нитрозосоединение, пленкообразующий галогенированный полиолефин, кислотный акцептор и от 5 до 35 мас.% (в расчете на сухое вещество) инертных,...
Способ дезинтеграции культивированных клеток с использованием устройства на основе применения сталкивающихся струй
Номер патента: 703
Опубликовано: 28.02.2000
Авторы: Леу Франк С., Сиферт Дуглас Б.
Метки: основе, культивированных, струй, клеток, использованием, устройства, применения, сталкивающихся, способ, дезинтеграции
Формула / Реферат:
1. Способ дезинтеграции культивированных клеток, у которых отсутствует клеточная стенка, предусматривающий пропускание клеток, суспендированных в культуральной жидкости, через устройство со сталкивающимися струями при низком давлении, где давление меньше или равно 150 фунт/кв.дюйм (1034,2 кПа) и линейная скорость струи от 5 до 50 м/с. 2. Способ по п.1, отличающийся тем, что указанными клетками являются клетки животных. 3. Способ по п.2,...
Дезинтегратор минерального сырья
Номер патента: 10527
Опубликовано: 30.10.2008
Автор: Хоменко Александр Николаевич
МПК: B07B 7/083, B02C 23/10
Метки: дезинтегратор, сырья, минерального
Формула / Реферат:
Дезинтегратор минерального сырья, содержащий установленную вертикально рабочую камеру цилиндрической формы, с расположенным в ее нижней части дробящим элементом, выполненным в виде ротора с радиально установленными лопатками, при этом верхняя часть корпуса - крышка - выполнена в виде полого усеченного конуса, внутренние поверхности рабочей камеры и крышки снабжены ребристой футеровкой, ребра которой ориентированы вдоль вертикальной образующей...
Способ резки кристаллов сапфира
Номер патента: 1265
Опубликовано: 25.12.2000
Авторы: Куликов Владимир Иванович, Дороговин Борис Аркадьевич, Дороговин Аркадий Борисович, Блецкан Николай Иванович, Немерюк Алексей Георгиевич, Немерюк Алексей Алексеевич, Филиппов Иван Михайлович
МПК: B28D 5/04
Метки: способ, резки, кристаллов, сапфира
Формула / Реферат:
1. Способ резки кристаллов, преимущественно сапфира, включающий возвратно-поступательное рабочее перемещение, по крайней мере, одного закрепленного на раме натяжного режущего инструмента с одновременным встречным перемещением последнего и обрабатываемого кристалла с подачей в зону резки эмульсии с абразивными частицами, отличающийся тем, что в качестве режущего инструмента использована гладкая неабразивная стальная лента со сплошной...
Лезвийный блок безопасной бритвы
Номер патента: 16498
Опубликовано: 30.05.2012
Авторы: Володин Александр Тарасович, Володин Тарас Витальевич
МПК: B26B 21/22
Метки: блок, бритвы, лезвийный, безопасной
Формула / Реферат:
Лезвийный блок безопасной бритвы, содержащий множество удлиненных лезвий с режущими кромками, образующими бреющую поверхность и имеющими две точки крепления по краям каждого удлиненного лезвия к несущим элементам кассеты, отличающийся тем, что лезвия имеют плавно изогнутую режущую кромку и плавно изогнутый несущий элемент, при этом лезвия имеют третью точку опоры в ее центральной части с позиционирующими пружинами, форма режущей кромки,...