Шнек для пластикации
Формула / Реферат
1. Шнек, содержащий вал (39) шнека с резьбой (41), расположенной по спирали вокруг вала (39) шнека с образованием множества витков, причем шнек (27) имеет зону (29) подачи, зону (31) сжатия и зону (33) гомогенизации, в которой высота, ширина и шаг витков (43) в зоне (29) подачи рассчитываются на основе объемной плотности материала, используемого в шнеке (27), причем высота, ширина и шаг витков (47) в зоне (33) гомогенизации рассчитываются, исходя из плотности расплава материала, используемого в шнеке (27), для получения таких значений фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (29) подачи и фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (33) гомогенизации, что разность между отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,2.
2. Шнек по п.1, в котором разность между отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,1.
3. Шнек по п.1, в котором разность между отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,05.
4. Шнек по п.1, в котором отношение фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи составляет от 0,8 до 1,0.
5. Шнек по п.1, в котором отношение фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет от 0,8 до 1,0.
6. Шнек по п.1, в котором шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает шаг, по меньшей мере, части витков (43) в зоне (29) подачи, шаг, по меньшей мере, части витков (43) в зоне (29) подачи меньше наружного диаметра шнека (27), шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает наружный диаметр шнека (27), шаг, по меньшей мере, части витков (45) увеличивается по зоне (31) сжатия и высота, по меньшей мере, части витков (45) уменьшается по зоне (31) сжатия, смещаясь от более близких к зоне (29) подачи до более близких к зоне (33) гомогенизации.
7. Шнек по п.6, в котором шаг витков (47) в зоне (33) гомогенизации превышает шаг витков (43) в зоне (29) подачи.
8. Шнек по п.6, в котором шаг витков (47) в зоне (33) гомогенизации является приблизительно одинаковым.
9. Шнек по п.6, в котором шаг витков (43) в зоне (29) подачи меньше наружного диаметра шнека (27).
10. Шнек по п.6, в котором шаг витков (43) в зоне (29) подачи является приблизительно одинаковым.
11. Шнек по п.6, в котором шаг витков (47) в зоне (33) гомогенизации превышает наружный диаметр шнека (27).
12. Шнек по п.6, в котором высота витков (47) в зоне (33) гомогенизации является приблизительно одинаковым.
13. Шнек по п.6, в котором высота витков (45) уменьшается по зоне (31) сжатия, смещаясь от более близких к зоне (29) подачи до более близких к зоне (33) гомогенизации.
14. Шнек по п.6, в котором высота витков (43) в зоне (29) подачи является приблизительно одинаковой.
15. Шнек, содержащий вал (39) шнека с резьбой (41), расположенной по спирали вокруг вала (39) шнека с образованием множества витков, причем шнек (27) имеет зону (29) подачи, зону (31) сжатия и зону (33) гомогенизации, в котором шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает шаг, по меньшей мере, части витков (43) в зоне (29) подачи, шаг, по меньшей мере, части витков (43) в зоне (29) подачи меньше наружного диаметра шнека (27), шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает наружный диаметр шнека (27), шаг, по меньшей мере, части витков (45) увеличивается по зоне (31) сжатия и высота, по меньшей мере, части витков (45) уменьшается по зоне (31) сжатия, смещаясь от более близких к зоне (29) подачи до более близких к зоне (33) гомогенизации,
отличающийся тем, что высота, ширина и шаг витков (43) в зоне (29) подачи определяются на основе объемной плотности материала, используемого в шнеке (27), и высота, ширина и шаг витков (47) в зоне (33) гомогенизации определяются на основе плотности расплава материала, используемого в шнеке (27), для получения таких значений фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (29) подачи и фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (33) гомогенизации, что разность между отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,2.
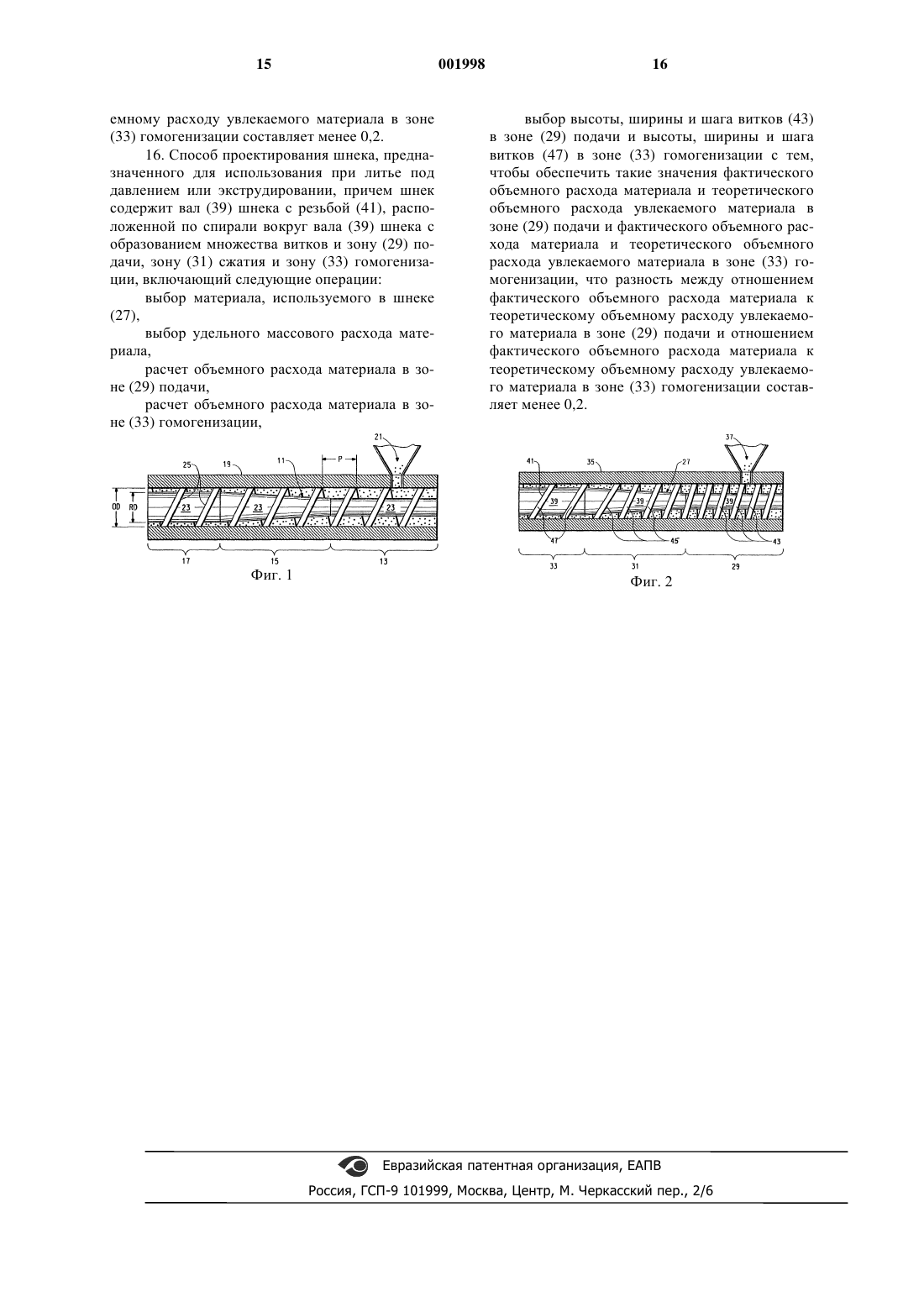
16. Способ проектирования шнека, предназначенного для использования при литье под давлением или экструдировании, причем шнек содержит вал (39) шнека с резьбой (41), расположенной по спирали вокруг вала (39) шнека с образованием множества витков и зону (29) подачи, зону (31) сжатия и зону (33) гомогенизации, включающий следующие операции:
выбор материала, используемого в шнеке (27),
выбор удельного массового расхода материала,
расчет объемного расхода материала в зоне (29) подачи,
расчет объемного расхода материала в зоне (33) гомогенизации,
выбор высоты, ширины и шага витков (43) в зоне (29) подачи и высоты, ширины и шага витков (47) в зоне (33) гомогенизации с тем, чтобы обеспечить такие значения фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (29) подачи и фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (33) гомогенизации, что разность между отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,2.

Текст
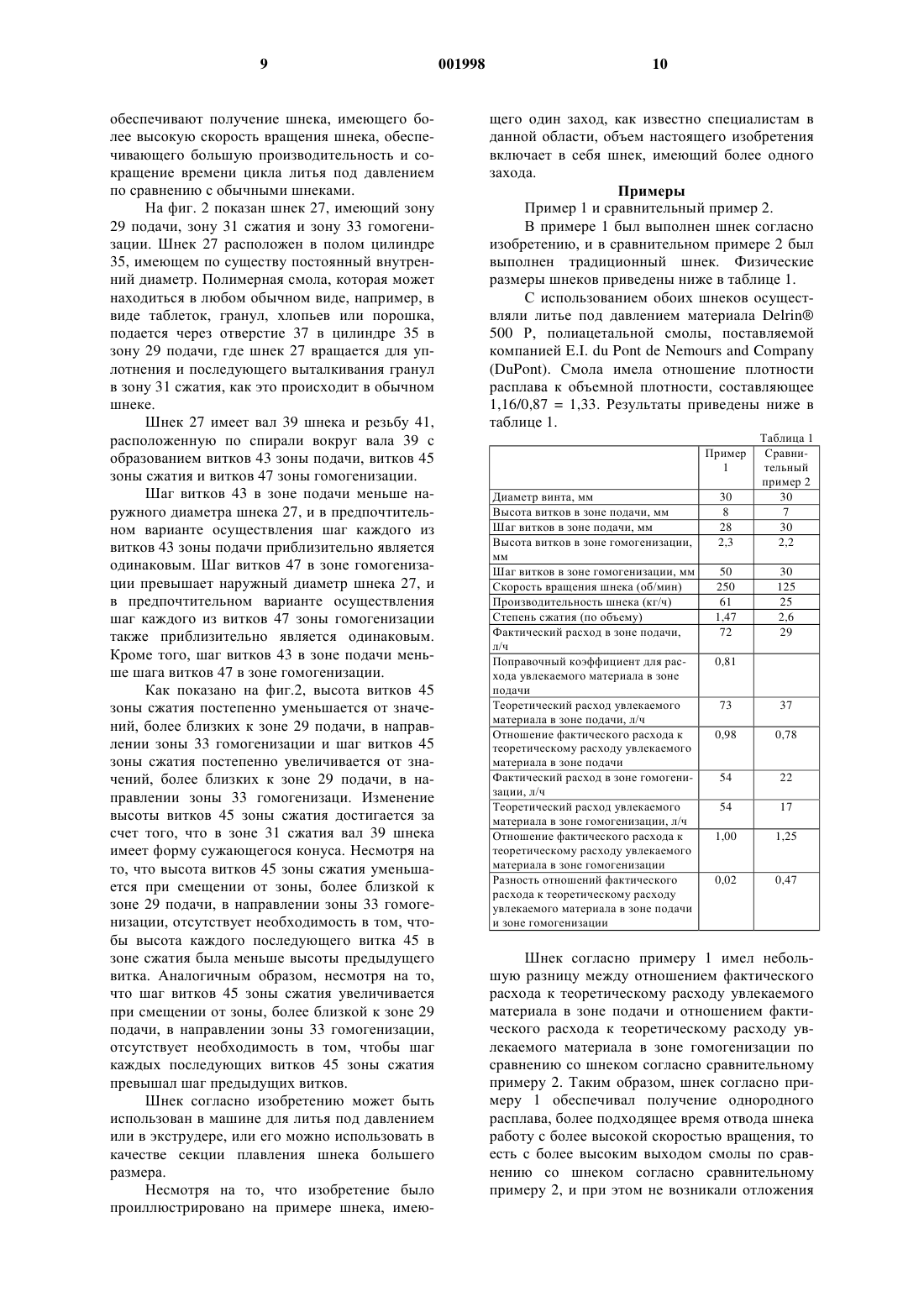
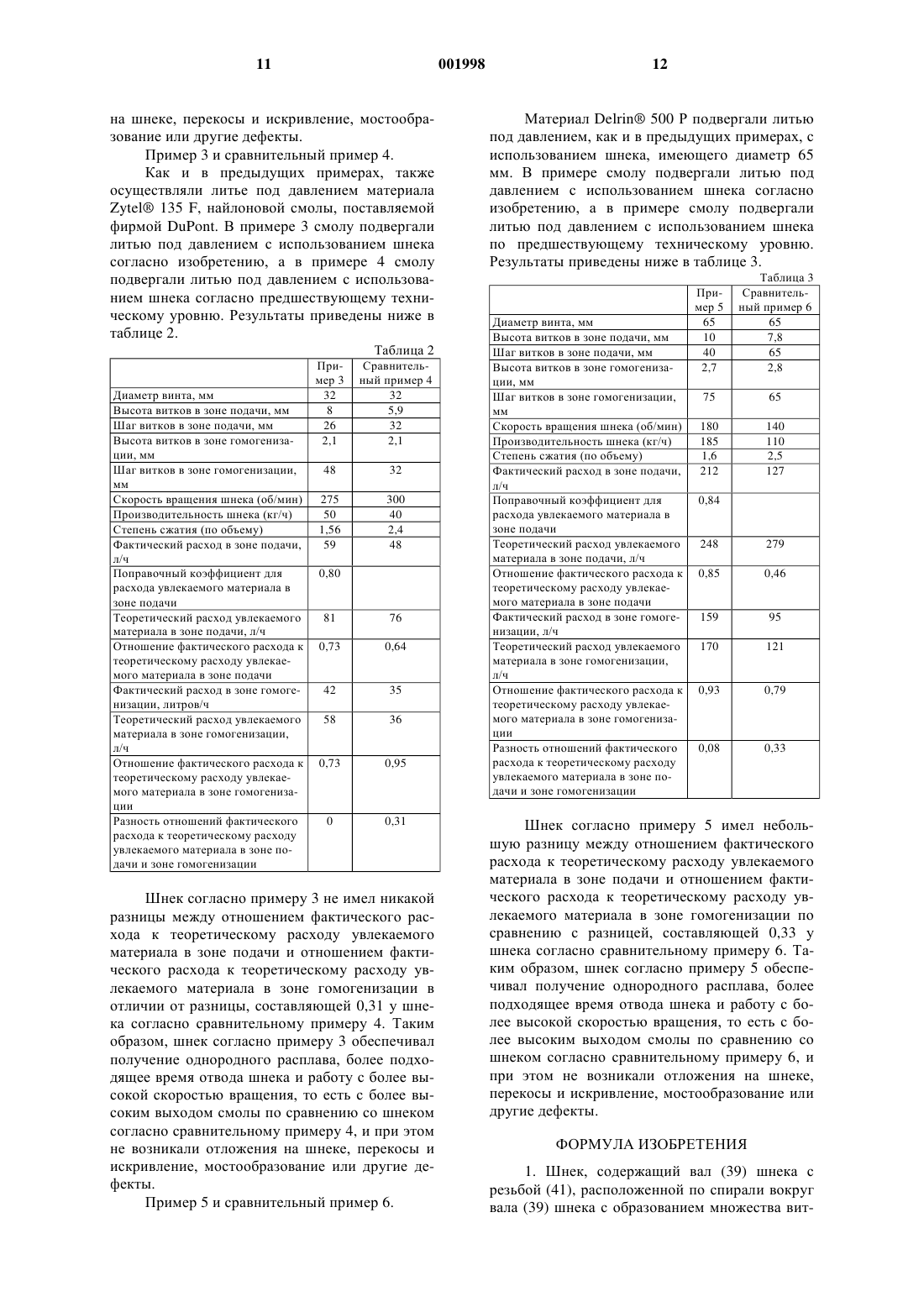
1 Предпосылки изобретения 1. Область изобретения. Данное изобретение относится к шнекам,которые используются, например, для плавления или пластикации полимера, например, в машине для литья полимера под давлением или в машине для экструдирования полимера. 2. Описание технического уровня. Использование шнеков для литья полимеров под давлением или экструдирования полимеров хорошо известно. На фиг. 1 показан обычный или стандартный шнек 11, предназначенный для использования при литье под давлением, который включает три зоны: зону 13 подачи, зону 15 сжатия, или переходную зону, и зону 17 гомогенизации. Шнек 11 размещен в полом цилиндре 19, имеющем постоянный внутренний диаметр и предпочтительно гладкую внутреннюю поверхность. Полимерная смола, которая может быть в любом виде таком,как таблетки, гранулы, хлопья или порошок,подается через отверстие 21 в цилиндре 19 в зону 13 подачи, в которой шнек 11 вращается для уплотнения и последующего выталкивания гранул в зону 15 сжатия. Гранулы 15 плавятся в зоне 15 сжатия и затем выдавливаются в зону 17 гомогенизации, где расплавленный материал гомогенизируется. После этого гомогенизированный расплав или подвергается литью под давлением, или дополнительной обработке. Шнек 11 имеет вал 23 шнека с резьбой 25,расположенной в виде спирали вокруг вала 23 для образования витков 25. Витки 25 характеризуются высотой, которая представляет собой высоту витка 25 над валом 23, и их шагом, который представляет собой сумму длины Р расстояния между двумя соседними витками 25 и ширины одного витка. Наружный диаметр OD шнека 11 включает высоту витка 25 над и под валом 23, при этом внутренний диаметр RD шнека 11 представляет собой только диаметр вала 23 и не включает высоту витков 25. Обычно витки 25 в шнеке 11 имеют один и тот же шаг во всех зонах - зоне 13 подачи, зоне 15 сжатия и зоне 17 гомогенизации, но имеют высоту,изменяющуюся от зоны к зоне. В частности,витки 25 имеют постоянную высоту х в зоне 13 подачи, постоянную высоту у в зоне 17 гомогенизации, где ух, и высоту, постепенно уменьшающуюся от х к у в зоне 15 сжатия. Шнеки часто характеризуются их степенью сжатия, которая используется для количественного определения степени сжатия или сдавливания смолы. Идея, лежащая в основе определения степени сжатия, состоит в том,чтобы разделить объем канала, определяемого витками в зоне подачи, на объем канала, определяемого витками в зоне гомогенизации, но фактически общепринятым используемым на практике способом является упрощенный способ, основанный на следующей формуле: Эту степень сжатия называют степенью сжатия по высоте витка. Шнеки, создающие сильное сжатие, которые обычно используются для кристаллических и полукристаллических материалов, таких, как полимеры, обеспечивают степени сжатия, превышающие приблизительно 2,5. Шнеки, создающие обычное сжатие, которые обычно используются для аморфных материалов, обеспечивают степени сжатия от приблизительно 1,8 до приблизительно 2,5, более часто 2,2. К различным проблемам, связанным со шнеками, создающими сильное сжатие, относятся следующие: перегрев, вызванный сжатием, которое является очень сильным или нерегулируемым, мостообразование, которое происходит, когда расплав полимера поворачивается вместе со шнеком и не проталкивается вперед, и отложение на шнеке, которое накапливается в зонах сжатия и гомогенизации. Эти проблемы приводят к ограничению максимальной скорости вращения шнека и, как следствие, к уменьшению выхода расплавленного материала. Пытаясь преодолеть эти недостатки, некоторые пользователи переходят на использование стандартных шнеков, но высота витка в зоне гомогенизации стандартного шнека слишком велика для того, чтобы обеспечить хорошую однородность расплава при некоторых условиях, особенно в случае кристаллических материалов. Было предпринято много попыток улучшить эксплуатационные характеристики шнеков. В патенте США 4 129 386 описано экструзионное устройство, которое включает шнек,имеющий угол подъема винтовой линии или шаг D в зоне подачи, который постоянно увеличивается в переходной зоне до угла F подъема винтовой линии в зоне гомогенизации. В зоне подачи высота витка постоянна и равна G, в зоне гомогенизации высота витка постоянна и равна I, а в переходной зоне В высота витка постоянно уменьшается от высоты G витка в зоне подачи до высоты I витка в зоне гомогенизации. Недостатком такой конструкции шнека является форсированная подача материала, подлежащего экструдированию, и такая конструкция требует наличия цилиндра с канавками, чтобы предотвратить нарастание градиентов избыточного давления вдоль шнека. Следовательно, существует необходимость в разработке конструкции шнека, который обеспечит получение гомогенного расплава и позволит избежать проблем, связанных со шнеками,имеющими высокую степень сжатия. Краткое описание изобретения Настоящее изобретение относится к шнеку, предназначенному для использования, например, в машине для литья под давлением или в экструдере. Шнек имеет вал шнека с резьбой,расположенной по спирали вокруг вала шнека с 3 образованием множества витков, которые разделены на три зоны: зону подачи, зону сжатия и зону гомогенизации. Значения высоты, ширины и шага витков шнека при проектировании выбирают на основе материала, который должен быть использован в шнеке, так что разность между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации составляет менее 0,2, предпочтительно менее 0,1 и более предпочтительно - менее 0,05. В предпочтительном варианте осуществления отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и/или отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации составляет от приблизительно 0,8 до 1,0. Эта конструкция обеспечивает создание шнека, который имеет сбалансированный массовый расход, и таким образом, обеспечивается постоянное приращение давления вдоль шнека без пиковых значений давления. Примером шнека, который имеет требуемую разность между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации, является шнек, в котором шаг, по меньшей мере,части витков в зоне гомогенизации превышает шаг, по меньшей мере, части витков в зоне подачи; шаг, по меньшей мере, части витков в зоне подачи меньше наружного диаметра шнека; шаг, по меньшей мере, части витков в зоне гомогенизации превышает наружный диаметр шнека; шаг, по меньшей мере, части витков увеличивается по зоне сжатия; и высота, по меньшей мере, части витков уменьшается по зоне сжатия от значений, более близких к зоне подачи, до значений, более близких по зоне гомогенизации. Шнек согласно изобретению обеспечивает работу с более высокой скоростью вращения шнека, большую производительность и меньшее время цикла при литье под давлением по сравнению с обычными шнеками. Краткое описание чертежей Фиг. 1 представляет собой вид сбоку стандартного шнека; и фиг. 2 представляет собой вид сбоку шнека, выполненного согласно изобретению. Подробное описание Настоящее изобретение относится к шнеку, предназначенному для использования, например, в машине для литья под давлением или в экструдере. Шнек имеет вал шнека с резьбой,расположенной по спирали вокруг вала шнека с образованием множества витков. Шнек имеет три зоны: зону подачи, зону сжатия и зону го 001998 4 могенизации, и при использовании шнек устанавливается в полом цилиндре, имеющем предпочтительно гладкую внутреннюю цилиндрическую стенку, которая обеспечивает возможность вращения шнека внутри полого цилиндра. Используемый термин зона подачи относится к той зоне шнека, в которой материал не подвергается сжатию. Например, в случае гранул полимера гранулы присутствуют в нерасплавленном объемном виде. Термин зона гомогенизации относится к той зоне шнека, в которой материал уже подвергся полному сжатию. Например, в случае гранул из полимерной смолы гранулы присутствуют в этой зоне в полностью расплавленном виде. Термин зона сжатия относится к той зоне шнека, в которой материал подвергается сжатию. Например, в случае гранул полимера гранулы присутствуют в данной зоне в смешанном состоянии между их объемным видом и расплавленным видом. Виток характеризуется своей высотой, которая определяется как высота витка над валом шнека, шириной и шагом, который определяется как сумма длины витка (расстояние между двумя соседними витками на вале шнека) и ширины одного витка. Если витки имеют шаг 25 мм, это означает, что при одном полном обороте шнека полимер в витке смещается в осевом направлении на 12,5 мм в шнеке. Настоящее изобретение основано на открытии, заключающемся в том, что, если конструкция витков базируется на объеме материала,который должен находиться в витках, то получают шнек, имеющий более высокую скорость вращения, обеспечивающий большую производительность и сокращение времени цикла литья под давлением по сравнению с обычными шнеками. Соответственно, в конструкции согласно изобретению высота, ширина и шаг витков определяется на основе материала, подлежащего использованию в шнеке, так что абсолютная разность между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации составляет менее 0,2, предпочтительно менее 0,1 и более предпочтительно - менее 0,05. Эта конструкция обеспечивает создание шнека, который имеет сбалансированный массовый расход, и таким образом, обеспечивается постоянное приращение давления вдоль шнека без пиковых значений давления. В предпочтительном варианте осуществления отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации составляет от приблизительно 0,8 до 1,0. 5 Вышеприведенные отношения могут быть рассчитаны исходя из массы в единицу времени или объема в единицу времени. Фактический расход материала и теоретический расход увлекаемого материала в зоне подаче и зоне гомогенизации определяют следующим образом. Фактический расход материала в зоне гомогенизации определяется путем взвешивания материала, выходящего из шнека за заданный период времени. Этот удельный массовый расход может быть преобразован в объемную скорость потока путем деления удельного массового расхода на плотность расплава материала,используемого в шнеке. Под плотностью расплава понимается плотность материала, такого,как полимер, используемого в шнеке, когда материал находится в расплавленном состоянии. При этом предполагается, что удельный массовый расход материала в шнеке является постоянным, и действительный объемный расход материала в зоне подачи определяется путем установления удельного массового расхода материала в зоне гомогенизации и деления этого удельного массового расхода на объемную плотность материала, используемого в шнеке. Под объемной плотностью понимают массу материала, такого, как полимерные частицы или гранулы, используемого в шнеке, деленную на общий объем твердых частиц или гранул и пустот или открытых пространств между ними. Под расходом увлекаемого материала понимается теоретический объемный расход материала, обусловленный движением шнека относительно внутренней поверхности цилиндра шнека, то есть расход материала, обусловленный течением материала вперед вследствие поворота спирального шнека, который заставляет материал проходить вперед и через цилиндр. Расход увлекаемого материала пропорционален произведению средней относительной скорости материала и площади поперечного сечения канала цилиндра. Другими словами, расход увлекаемого материала представляет собой способность шнека к объемному нагнетанию материала и обычно рассчитывается как объем в единицу времени. Расход увлекаемого материала определяется рядом числовых параметров, относящихся к шнеку, включая шаг, высоту, ширину и угол наклона витков и скорость вращения шнека. Расход увлекаемого материала, который направляется в сторону выходного конца шнека,может быть увеличен путем увеличения скорости вращения шнека и/или путем увеличения высоты витков шнека. Теоретический расход увлекаемого материала рассчитывается путем использования хорошо известных, традиционных формул, таких как представленные в работе Gerhard Schenkel 6 Теоретический расход увлекаемого материала, рассчитанный для зоны подачи, должен быть скорректирован с помощью поправочного коэффициента, относящегося к геометрии витков в этой зоне и материалу, используемому в шнеке. Этот поправочный коэффициент необходим вследствие насыпного характера материала в зоне подачи и влияния боковых поверхностей витков, и обычно этот коэффициент находится в диапазоне от 0,7 до 0,95, более типовыми являются значения в диапазоне от 0,8 до 0,95. Поправочный коэффициент может быть получен путем использования известных методов, таких, как представлены на странице 123 работы Schenkel, где показана диаграмма, характеризующая зависимость поправочного коэффициента от отношения высоты витка к длине витка. Поправочный коэффициент определяется путем считывания его соответствующего значения для определенного отношения высоты витка к длине витка из диаграммы. В то время как теоретически расчет теоретического расхода увлекаемого материала в зоне гомогенизации также требует корректировки с помощью поправочного коэффициента, в действительности поправочный коэффициент очень близок к 1,0, поскольку в зоне гомогенизации материал находится в расплавленном состоянии,и, таким образом, этот поправочный коэффициент приближается к 1,0. Шнек, имеющий описанные выше отношения, также имеет относительно постоянный прирост давления на шаг вдоль шнека. Если в шнеке возникают резкие увеличения давления, в материале в шнеке будут создаваться напряжения, которые приводят к отложениям на шнеке и к ухудшению механических свойств материала. Не существует ограничений в отношении типов материала, которые могут использоваться в шнеке, но было установлено, что шнек особенно пригоден при использовании его для литья полимеров под давлением и экструдирования полимеров. Примером шнека, который имеет необходимую разность между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации,является шнек, в котором: шаг, по меньшей мере, части витков в зоне гомогенизации превышает шаг, по меньшей мере, части витков в зоне подачи; шаг, по меньшей мере, части витков в зоне подачи меньше наружного диаметра шнека; шаг, по меньшей мере, части витков в зоне гомогенизации превышает наружный диаметр шнека; шаг, по меньшей мере, части витков увеличивается по зоне сжатия; и 7 высота, по меньшей мере, части витков уменьшается по зоне сжатия от значений, более близких к зоне подачи, до значений, более близких к зоне гомогенизации. В предпочтительном варианте осуществления геометрия витков такова, что шаг витков в зоне гомогенизации превышает шаг витков в зоне подачи, шаг витков в зоне подачи меньше наружного диаметра шнека, шаг витков в зоне гомогенизации превышает наружный диаметр шнека, шаг витков увеличивается по зоне сжатия, и высота витков уменьшается по зоне сжатия от значений, более близких к зоне подачи,до значений, более близких к зоне гомогенизации. В используемом здесь смысле термин наружный диаметр шнека означает диаметр, измеренный таким образом, что он включает диаметр вала шнека и высоту витка над и под валом шнека. Степень сжатия, обеспечиваемая шнеком,представляет собой количественное значение относительной степени, в которой шнек сжимает смолу, и определение этой величины основано на делении объема витка в зоне подачи на объем витка в зоне гомогенизации. Обычно используется приближенное выражение для определения степени сжатия, представляющее собой отношение высоты витков в зоне подачи к высоте витков в зоне гомогенизации. Таким образом, обычным способом изменения степени сжатия, обеспечиваемой шнеком,было изменение высоты витков в зоне подачи и в зоне гомогенизации. Поскольку высота витков в традиционных шнеках является постоянной в зоне подачи и постоянной в зоне гомогенизации, увеличение степени сжатия, обеспечиваемой шнеком, достигалось за счет увеличения высоты витков в зоне подачи или уменьшения высоты витков в зоне гомогенизации, или за счет обеих этих мер. Однако, если степень сжатия, обеспечиваемая шнеком, слишком высока,то это приводит к проблемам, описанным выше,а именно мостообразованию и нежелательному увеличению нагрева, а также к отложениям на шнеке. Настоящее изобретение основано на обнаружении того обстоятельства, что можно получить преимущества от использования шнека,обеспечивающего высокую степень сжатия и имеющего сравнительно большую высоту витков в зоне подачи и сравнительно малую высоту витков в зоне гомогенизации, и при этом избежать недостатков, связанных со шнеком, обеспечивающим высокую степень сжатия, путем выполнения шнека, имеющего абсолютную разность между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации, которая составляет менее 0,2, предпочтительно менее 0,1 и более предпочтительно - менее 0,05. 8 Действительно, изменение шага и высоты витков шнека согласно изобретению, как описано выше, приводит к существенному снижению степени сжатия, обеспечиваемой шнеком, и тем самым позволяет устранить недостатки, связанные со шнеком, обеспечивающим высокую степень сжатия. В то же время шнек согласно изобретению обеспечивает получение всех преимуществ, связанных с относительно большими значениями высоты витков в зоне подачи и относительно малыми значениями высоты витков в зоне гомогенизации, которые характерны для шнека, обеспечивающего высокую степень сжатия. Отношение объемов при сжатии, определяемое путем деления объема зоны подачи на объем зоны сжатия, трудно измерить, когда и шаг, и высота витков шнека изменяются. Одной причиной этого является то, что изменение шага приводит к изменению угла наклона витков вдоль вала шнека. Было обнаружено, что отношение объемов, соответствующее определенной степени сжатия, для шнека, имеющего изменяющиеся шаги витков и изменяющиеся высоты витков, можно приближенно определить путем вычисления отношения плотности расплава полимера к объемной плотности полимера, подлежащего использованию в шнеке. Отношение плотности расплава к объемной плотности для многих полимерных материалов приблизительно равно 1,3, и эта величина 1,3 представляет собой минимальное значение для степени сжатия, обеспечиваемой шнеком. Если отношение составляет менее 1,3, то гранулы полимера не будут сжиматься (уплотняться) в достаточной степени для того, чтобы выдавить захваченный воздух из полимера во время процесса литья под давлением. При использовании настоящего изобретения улучшенные результаты были получены со шнеком, обеспечивающим очень низкую степень сжатия, то есть эквивалентную нижнему пределу в 1,3 или более высоким значениям, но меньшую по сравнению со степенью сжатия,создаваемого шнеками, обеспечивающими высокую степень сжатия. Обнаружение того обстоятельства, что шнек может быть изготовлен и успешно использован, имея конструкцию, при которой имеется небольшая разница между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации и разные шаги в зонах подачи и гомогенизации, и изменяющийся шаг в зоне сжатия, было неожиданным с точки зрения традиционного опыта, в соответствии с которым конструкции шнеков основывались на объеме материала в витках и должны были иметь одинаковый шаг в каждой из зон подачи, сжатия и гомогенизации. Характеристики шнека согласно изобретению 9 обеспечивают получение шнека, имеющего более высокую скорость вращения шнека, обеспечивающего большую производительность и сокращение времени цикла литья под давлением по сравнению с обычными шнеками. На фиг. 2 показан шнек 27, имеющий зону 29 подачи, зону 31 сжатия и зону 33 гомогенизации. Шнек 27 расположен в полом цилиндре 35, имеющем по существу постоянный внутренний диаметр. Полимерная смола, которая может находиться в любом обычном виде, например, в виде таблеток, гранул, хлопьев или порошка,подается через отверстие 37 в цилиндре 35 в зону 29 подачи, где шнек 27 вращается для уплотнения и последующего выталкивания гранул в зону 31 сжатия, как это происходит в обычном шнеке. Шнек 27 имеет вал 39 шнека и резьбу 41,расположенную по спирали вокруг вала 39 с образованием витков 43 зоны подачи, витков 45 зоны сжатия и витков 47 зоны гомогенизации. Шаг витков 43 в зоне подачи меньше наружного диаметра шнека 27, и в предпочтительном варианте осуществления шаг каждого из витков 43 зоны подачи приблизительно является одинаковым. Шаг витков 47 в зоне гомогенизации превышает наружный диаметр шнека 27, и в предпочтительном варианте осуществления шаг каждого из витков 47 зоны гомогенизации также приблизительно является одинаковым. Кроме того, шаг витков 43 в зоне подачи меньше шага витков 47 в зоне гомогенизации. Как показано на фиг.2, высота витков 45 зоны сжатия постепенно уменьшается от значений, более близких к зоне 29 подачи, в направлении зоны 33 гомогенизации и шаг витков 45 зоны сжатия постепенно увеличивается от значений, более близких к зоне 29 подачи, в направлении зоны 33 гомогенизаци. Изменение высоты витков 45 зоны сжатия достигается за счет того, что в зоне 31 сжатия вал 39 шнека имеет форму сужающегося конуса. Несмотря на то, что высота витков 45 зоны сжатия уменьшается при смещении от зоны, более близкой к зоне 29 подачи, в направлении зоны 33 гомогенизации, отсутствует необходимость в том, чтобы высота каждого последующего витка 45 в зоне сжатия была меньше высоты предыдущего витка. Аналогичным образом, несмотря на то,что шаг витков 45 зоны сжатия увеличивается при смещении от зоны, более близкой к зоне 29 подачи, в направлении зоны 33 гомогенизации,отсутствует необходимость в том, чтобы шаг каждых последующих витков 45 зоны сжатия превышал шаг предыдущих витков. Шнек согласно изобретению может быть использован в машине для литья под давлением или в экструдере, или его можно использовать в качестве секции плавления шнека большего размера. Несмотря на то, что изобретение было проиллюстрировано на примере шнека, имею 001998 10 щего один заход, как известно специалистам в данной области, объем настоящего изобретения включает в себя шнек, имеющий более одного захода. Примеры Пример 1 и сравнительный пример 2. В примере 1 был выполнен шнек согласно изобретению, и в сравнительном примере 2 был выполнен традиционный шнек. Физические размеры шнеков приведены ниже в таблице 1. С использованием обоих шнеков осуществляли литье под давлением материала Delrin 500 Р, полиацетальной смолы, поставляемой компанией E.I. du Pont de Nemours and Company(DuPont). Смола имела отношение плотности расплава к объемной плотности, составляющее 1,16/0,87 = 1,33. Результаты приведены ниже в таблице 1. Пример 1 Диаметр винта, мм Высота витков в зоне подачи, мм Шаг витков в зоне подачи, мм Высота витков в зоне гомогенизации,мм Шаг витков в зоне гомогенизации, мм Скорость вращения шнека (об/мин) Производительность шнека (кг/ч) Степень сжатия (по объему) Фактический расход в зоне подачи,л/ч Поправочный коэффициент для расхода увлекаемого материала в зоне подачи Теоретический расход увлекаемого материала в зоне подачи, л/ч Отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи Фактический расход в зоне гомогенизации, л/ч Теоретический расход увлекаемого материала в зоне гомогенизации, л/ч Отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации Разность отношений фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и зоне гомогенизации Шнек согласно примеру 1 имел небольшую разницу между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации по сравнению со шнеком согласно сравнительному примеру 2. Таким образом, шнек согласно примеру 1 обеспечивал получение однородного расплава, более подходящее время отвода шнека работу с более высокой скоростью вращения, то есть с более высоким выходом смолы по сравнению со шнеком согласно сравнительному примеру 2, и при этом не возникали отложения на шнеке, перекосы и искривление, мостообразование или другие дефекты. Пример 3 и сравнительный пример 4. Как и в предыдущих примерах, также осуществляли литье под давлением материалаZytel 135 F, найлоновой смолы, поставляемой фирмой DuPont. В примере 3 смолу подвергали литью под давлением с использованием шнека согласно изобретению, а в примере 4 смолу подвергали литью под давлением с использованием шнека согласно предшествующему техническому уровню. Результаты приведены ниже в таблице 2. Таблица 2 Диаметр винта, мм Высота витков в зоне подачи, мм Шаг витков в зоне подачи, мм Высота витков в зоне гомогенизации, мм Шаг витков в зоне гомогенизации,мм Скорость вращения шнека (об/мин) Производительность шнека (кг/ч) Степень сжатия (по объему) Фактический расход в зоне подачи,л/ч Поправочный коэффициент для расхода увлекаемого материала в зоне подачи Теоретический расход увлекаемого материала в зоне подачи, л/ч Отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи Фактический расход в зоне гомогенизации, литров/ч Теоретический расход увлекаемого материала в зоне гомогенизации,л/ч Отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации Разность отношений фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и зоне гомогенизации Шнек согласно примеру 3 не имел никакой разницы между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации в отличии от разницы, составляющей 0,31 у шнека согласно сравнительному примеру 4. Таким образом, шнек согласно примеру 3 обеспечивал получение однородного расплава, более подходящее время отвода шнека и работу с более высокой скоростью вращения, то есть с более высоким выходом смолы по сравнению со шнеком согласно сравнительному примеру 4, и при этом не возникали отложения на шнеке, перекосы и искривление, мостообразование или другие дефекты. Пример 5 и сравнительный пример 6. 12 Материал Delrin 500 Р подвергали литью под давлением, как и в предыдущих примерах, с использованием шнека, имеющего диаметр 65 мм. В примере смолу подвергали литью под давлением с использованием шнека согласно изобретению, а в примере смолу подвергали литью под давлением с использованием шнека по предшествующему техническому уровню. Результаты приведены ниже в таблице 3. Диаметр винта, мм Высота витков в зоне подачи, мм Шаг витков в зоне подачи, мм Высота витков в зоне гомогенизации, мм Шаг витков в зоне гомогенизации,мм Скорость вращения шнека (об/мин) Производительность шнека (кг/ч) Степень сжатия (по объему) Фактический расход в зоне подачи,л/ч Поправочный коэффициент для расхода увлекаемого материала в зоне подачи Теоретический расход увлекаемого материала в зоне подачи, л/ч Отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи Фактический расход в зоне гомогенизации, л/ч Теоретический расход увлекаемого материала в зоне гомогенизации,л/ч Отношение фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации Разность отношений фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и зоне гомогенизации Шнек согласно примеру 5 имел небольшую разницу между отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне подачи и отношением фактического расхода к теоретическому расходу увлекаемого материала в зоне гомогенизации по сравнению с разницей, составляющей 0,33 у шнека согласно сравнительному примеру 6. Таким образом, шнек согласно примеру 5 обеспечивал получение однородного расплава, более подходящее время отвода шнека и работу с более высокой скоростью вращения, то есть с более высоким выходом смолы по сравнению со шнеком согласно сравнительному примеру 6, и при этом не возникали отложения на шнеке,перекосы и искривление, мостообразование или другие дефекты. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Шнек, содержащий вал (39) шнека с резьбой (41), расположенной по спирали вокруг вала (39) шнека с образованием множества вит 13 ков, причем шнек (27) имеет зону (29) подачи,зону (31) сжатия и зону (33) гомогенизации, в которой высота, ширина и шаг витков (43) в зоне (29) подачи рассчитываются на основе объемной плотности материала, используемого в шнеке (27), причем высота, ширина и шаг витков (47) в зоне (33) гомогенизации рассчитываются, исходя из плотности расплава материала,используемого в шнеке (27), для получения таких значений фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (29) подачи и фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (33) гомогенизации, что разность между отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне(29) подачи и отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне(33) гомогенизации составляет менее 0,2. 2. Шнек по п.1, в котором разность между отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,1. 3. Шнек по п.1, в котором разность между отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,05. 4. Шнек по п.1, в котором отношение фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи составляет от 0,8 до 1,0. 5. Шнек по п.1, в котором отношение фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет от 0,8 до 1,0. 6. Шнек по п.1, в котором шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает шаг, по меньшей мере, части витков (43) в зоне (29) подачи, шаг, по меньшей мере, части витков (43) в зоне (29) подачи меньше наружного диаметра шнека (27), шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает наружный диаметр шнека (27), шаг, по меньшей мере, части витков(45) увеличивается по зоне (31) сжатия и высота, по меньшей мере, части витков (45) уменьшается по зоне (31) сжатия, смещаясь от более близких к зоне (29) подачи до более близких к зоне (33) гомогенизации. 14 7. Шнек по п.6, в котором шаг витков (47) в зоне (33) гомогенизации превышает шаг витков (43) в зоне (29) подачи. 8. Шнек по п.6, в котором шаг витков (47) в зоне (33) гомогенизации является приблизительно одинаковым. 9. Шнек по п.6, в котором шаг витков (43) в зоне (29) подачи меньше наружного диаметра шнека (27). 10. Шнек по п.6, в котором шаг витков (43) в зоне (29) подачи является приблизительно одинаковым. 11. Шнек по п.6, в котором шаг витков (47) в зоне (33) гомогенизации превышает наружный диаметр шнека (27). 12. Шнек по п.6, в котором высота витков(47) в зоне (33) гомогенизации является приблизительно одинаковым. 13. Шнек по п.6, в котором высота витков(45) уменьшается по зоне (31) сжатия, смещаясь от более близких к зоне (29) подачи до более близких к зоне (33) гомогенизации. 14. Шнек по п.6, в котором высота витков(43) в зоне (29) подачи является приблизительно одинаковой. 15. Шнек, содержащий вал (39) шнека с резьбой (41), расположенной по спирали вокруг вала (39) шнека с образованием множества витков, причем шнек (27) имеет зону (29) подачи,зону (31) сжатия и зону (33) гомогенизации, в котором шаг, по меньшей мере, части витков(43) в зоне (29) подачи меньше наружного диаметра шнека (27), шаг, по меньшей мере, части витков (47) в зоне (33) гомогенизации превышает наружный диаметр шнека (27), шаг, по меньшей мере, части витков (45) увеличивается по зоне (31) сжатия и высота, по меньшей мере,части витков (45) уменьшается по зоне (31) сжатия, смещаясь от более близких к зоне (29) подачи до более близких к зоне (33) гомогенизации,отличающийся тем, что высота, ширина и шаг витков (43) в зоне (29) подачи определяются на основе объемной плотности материала, используемого в шнеке (27), и высота, ширина и шаг витков (47) в зоне (33) гомогенизации определяются на основе плотности расплава материала, используемого в шнеке (27), для получения таких значений фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (29) подачи и фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (33) гомогенизации, что разность между отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне(29) подачи и отношением фактического объемного расхода материала к теоретическому объ 15 емному расходу увлекаемого материала в зоне(33) гомогенизации составляет менее 0,2. 16. Способ проектирования шнека, предназначенного для использования при литье под давлением или экструдировании, причем шнек содержит вал (39) шнека с резьбой (41), расположенной по спирали вокруг вала (39) шнека с образованием множества витков и зону (29) подачи, зону (31) сжатия и зону (33) гомогенизации, включающий следующие операции: выбор материала, используемого в шнеке(27),выбор удельного массового расхода материала,расчет объемного расхода материала в зоне (29) подачи,расчет объемного расхода материала в зоне (33) гомогенизации, выбор высоты, ширины и шага витков (43) в зоне (29) подачи и высоты, ширины и шага витков (47) в зоне (33) гомогенизации с тем,чтобы обеспечить такие значения фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (29) подачи и фактического объемного расхода материала и теоретического объемного расхода увлекаемого материала в зоне (33) гомогенизации, что разность между отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (29) подачи и отношением фактического объемного расхода материала к теоретическому объемному расходу увлекаемого материала в зоне (33) гомогенизации составляет менее 0,2.
МПК / Метки
МПК: B29C 47/60
Метки: шнек, пластикации
Код ссылки
<a href="https://eas.patents.su/9-1998-shnek-dlya-plastikacii.html" rel="bookmark" title="База патентов Евразийского Союза">Шнек для пластикации</a>
Предыдущий патент: Биологически разлагаемый фильтр для сигарет
Следующий патент: Консольный питатель
Случайный патент: Применение топлив и добавок к топливу на основе триглицеридов модифицированной структуры