Печь для плавления-затвердевания с изменяющимся теплообменом через боковые стенки
Формула / Реферат
1. Печь (1) для плавления и последующего отверждения кристаллического материала (3), содержащая
тигель (2), имеющий дно (4) и боковые стенки (5);
боковую теплоизоляционную систему (6), расположенную по периферии тигля (2) вокруг боковых стенок (5);
устройство для нагревания электромагнитной индукцией,
отличающаяся тем, что боковая теплоизоляционная система (6) содержит по меньшей мере два смежных субэлемента, образующих кольцо, которое имеет вид непрерывного кольца в изолирующем тепло положении субэлементов и прерывного кольца в положении субэлементов, способствующем утечке тепла, причем печь содержит средство для перемещения по меньшей мере одного из субэлементов в боковом направлении между изолирующим положением и положением, способствующим утечке тепла.
2. Печь по п.1, отличающаяся тем, что боковая теплоизоляционная система (6) содержит, по меньшей мере, основные боковые теплоизоляционные элементы (7) и дополнительные боковые теплоизоляционные элементы (7'), указанная основная боковая теплоизоляция (7) отделяет тигель (2) от указанной дополнительной боковой теплоизоляции.
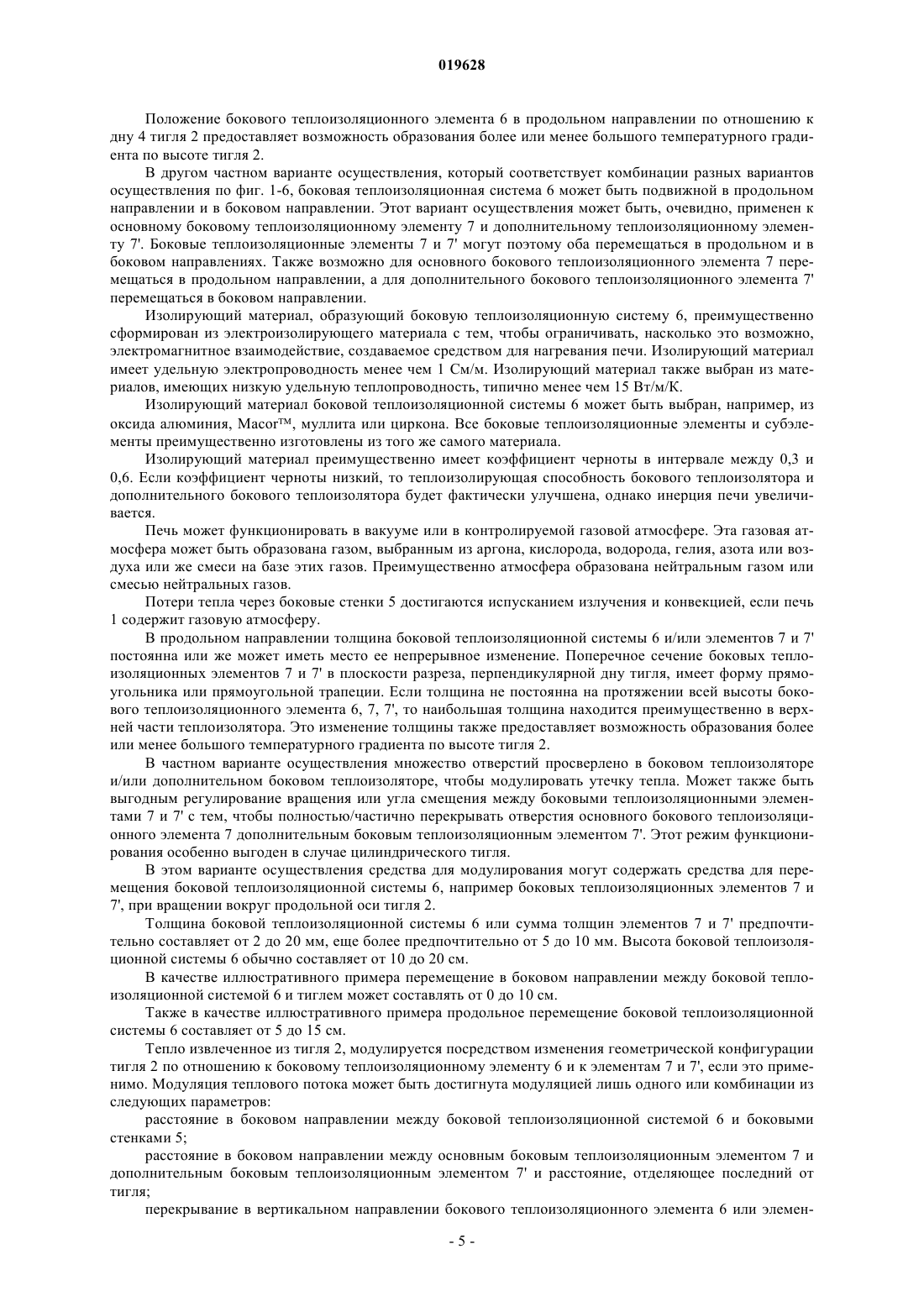
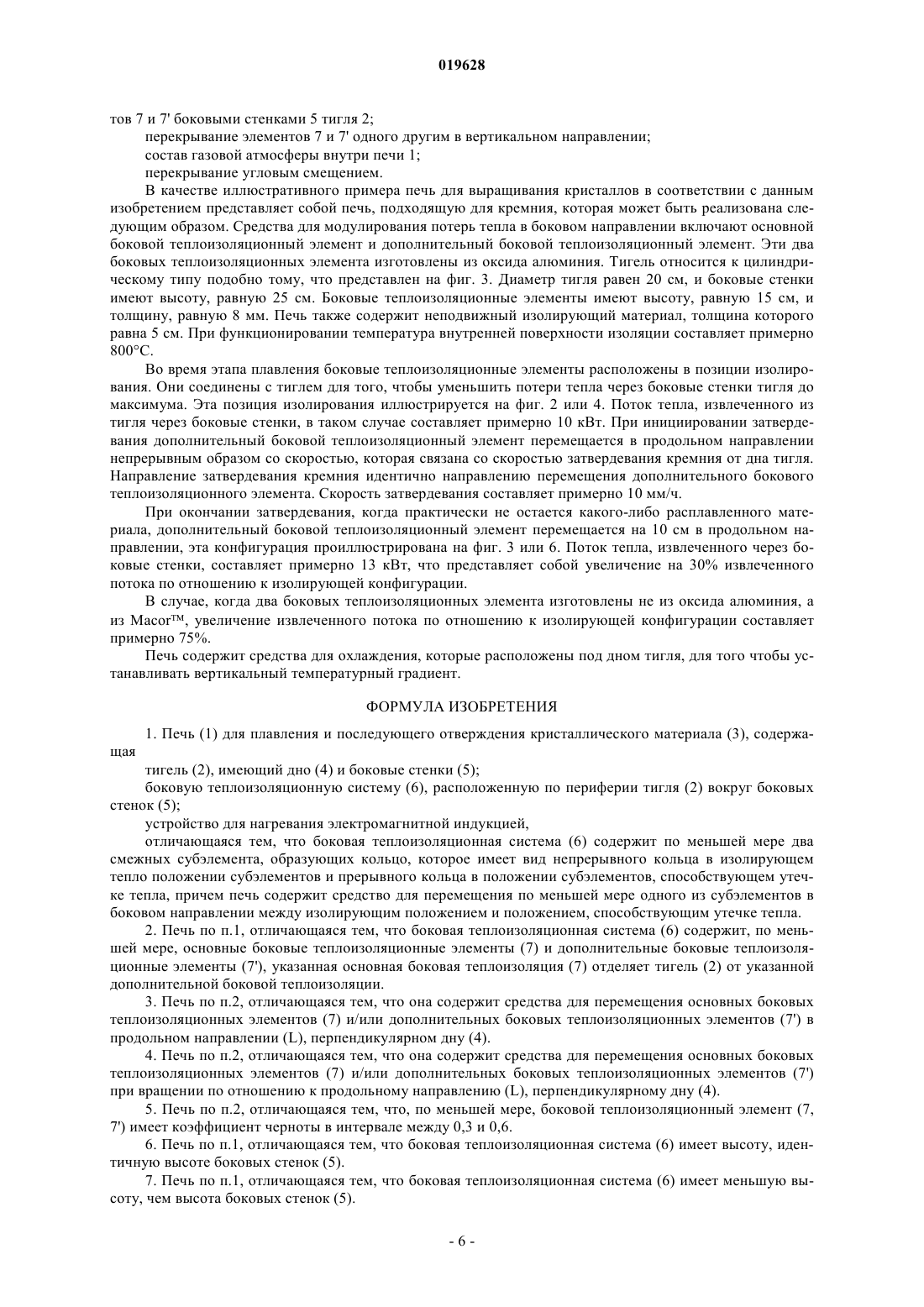
3. Печь по п.2, отличающаяся тем, что она содержит средства для перемещения основных боковых теплоизоляционных элементов (7) и/или дополнительных боковых теплоизоляционных элементов (7') в продольном направлении (L), перпендикулярном дну (4).
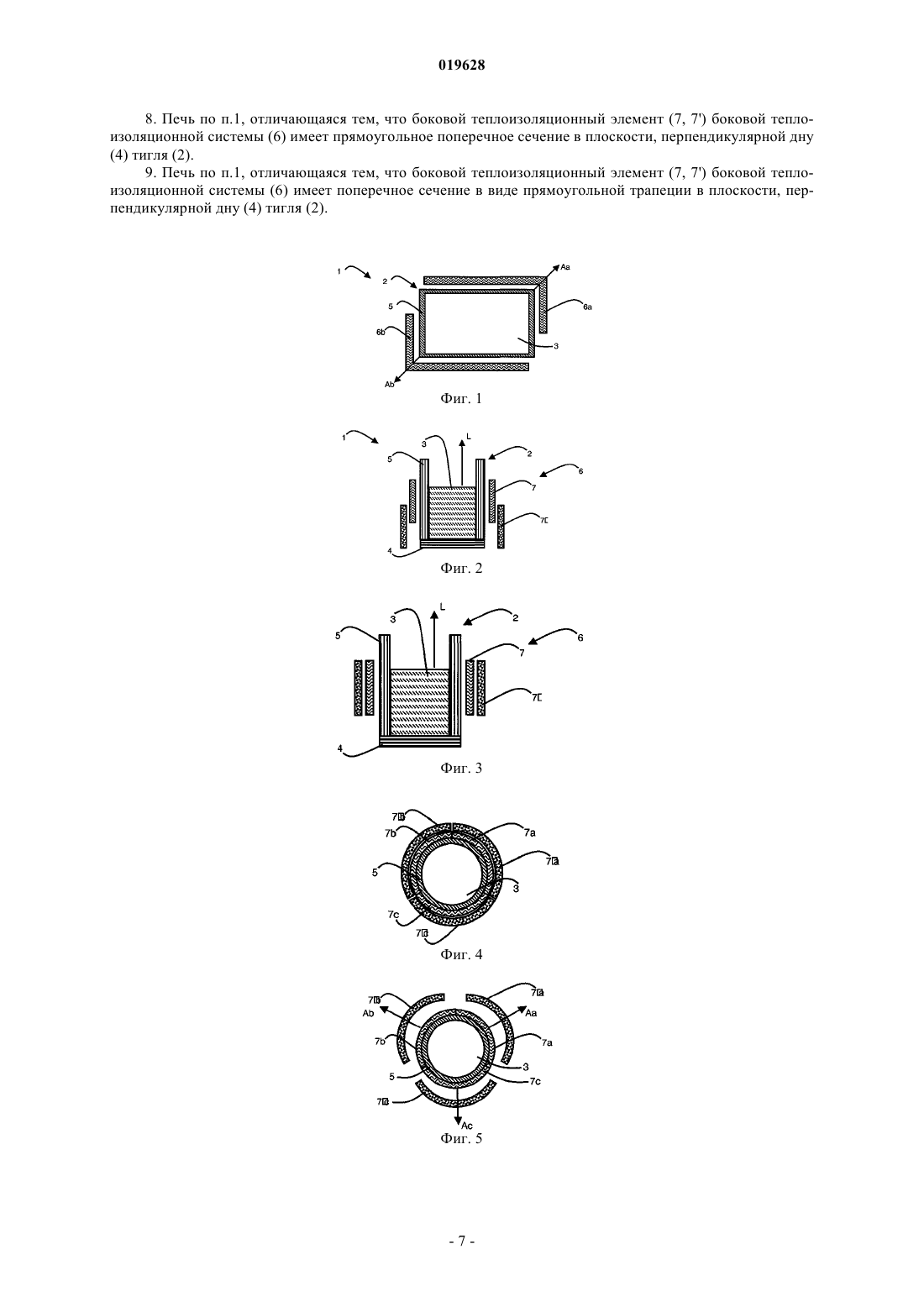
4. Печь по п.2, отличающаяся тем, что она содержит средства для перемещения основных боковых теплоизоляционных элементов (7) и/или дополнительных боковых теплоизоляционных элементов (7') при вращении по отношению к продольному направлению (L), перпендикулярному дну (4).
5. Печь по п.2, отличающаяся тем, что, по меньшей мере, боковой теплоизоляционный элемент (7, 7') имеет коэффициент черноты в интервале между 0,3 и 0,6.
6. Печь по п.1, отличающаяся тем, что боковая теплоизоляционная система (6) имеет высоту, идентичную высоте боковых стенок (5).
7. Печь по п.1, отличающаяся тем, что боковая теплоизоляционная система (6) имеет меньшую высоту, чем высота боковых стенок (5).
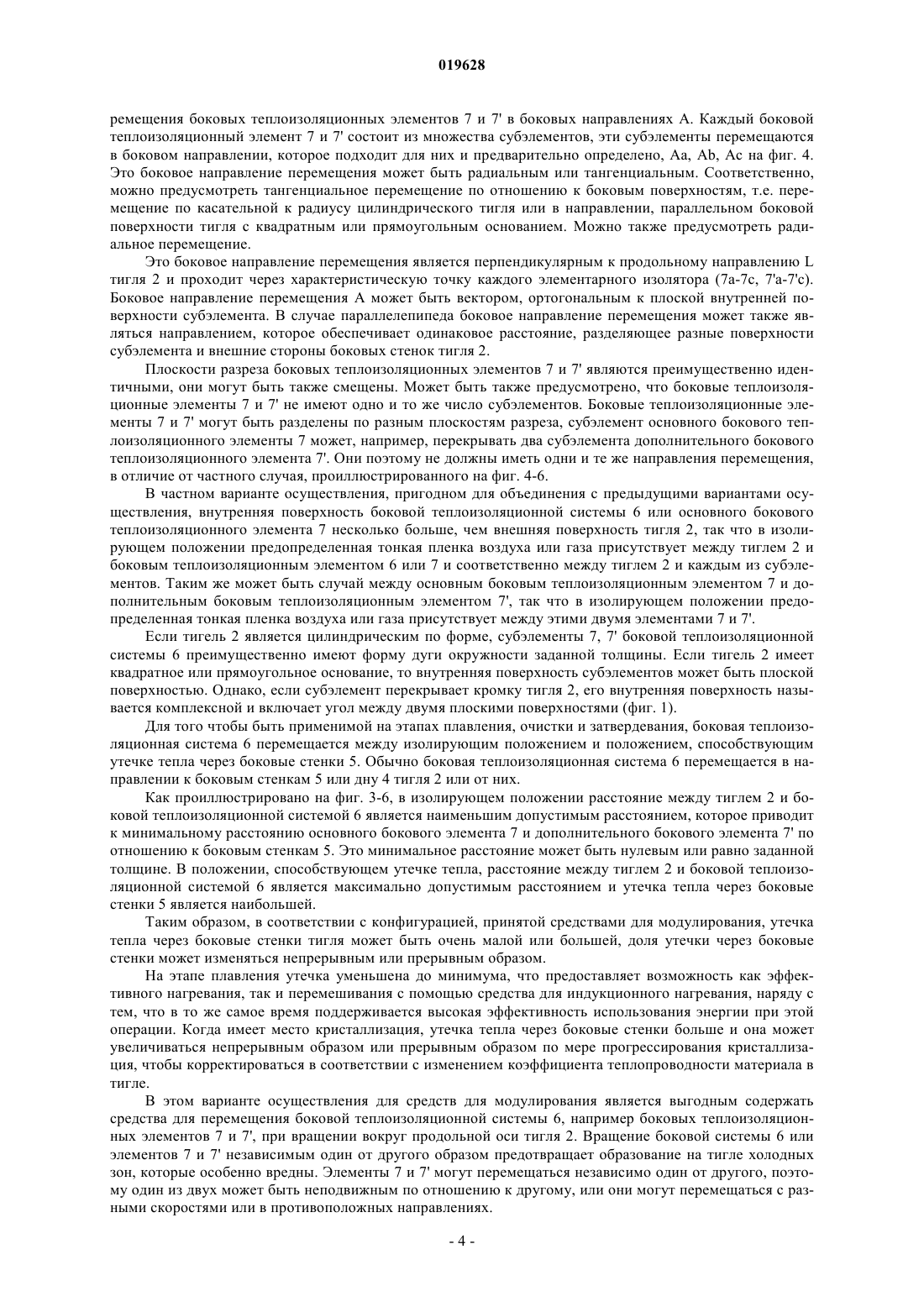
8. Печь по п.1, отличающаяся тем, что боковой теплоизоляционный элемент (7, 7') боковой теплоизоляционной системы (6) имеет прямоугольное поперечное сечение в плоскости, перпендикулярной дну (4) тигля (2).
9. Печь по п.1, отличающаяся тем, что боковой теплоизоляционный элемент (7, 7') боковой теплоизоляционной системы (6) имеет поперечное сечение в виде прямоугольной трапеции в плоскости, перпендикулярной дну (4) тигля (2).

Текст
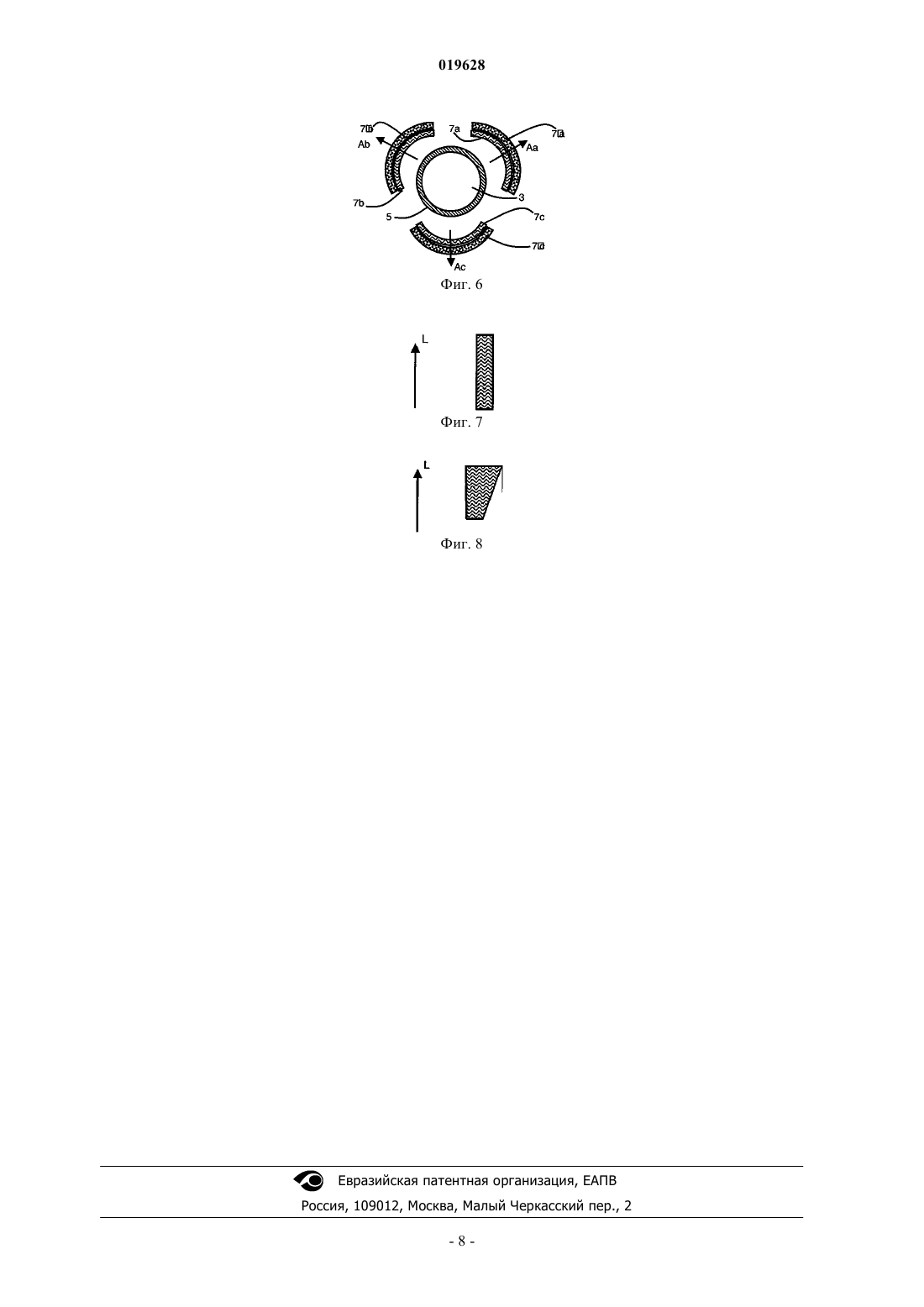
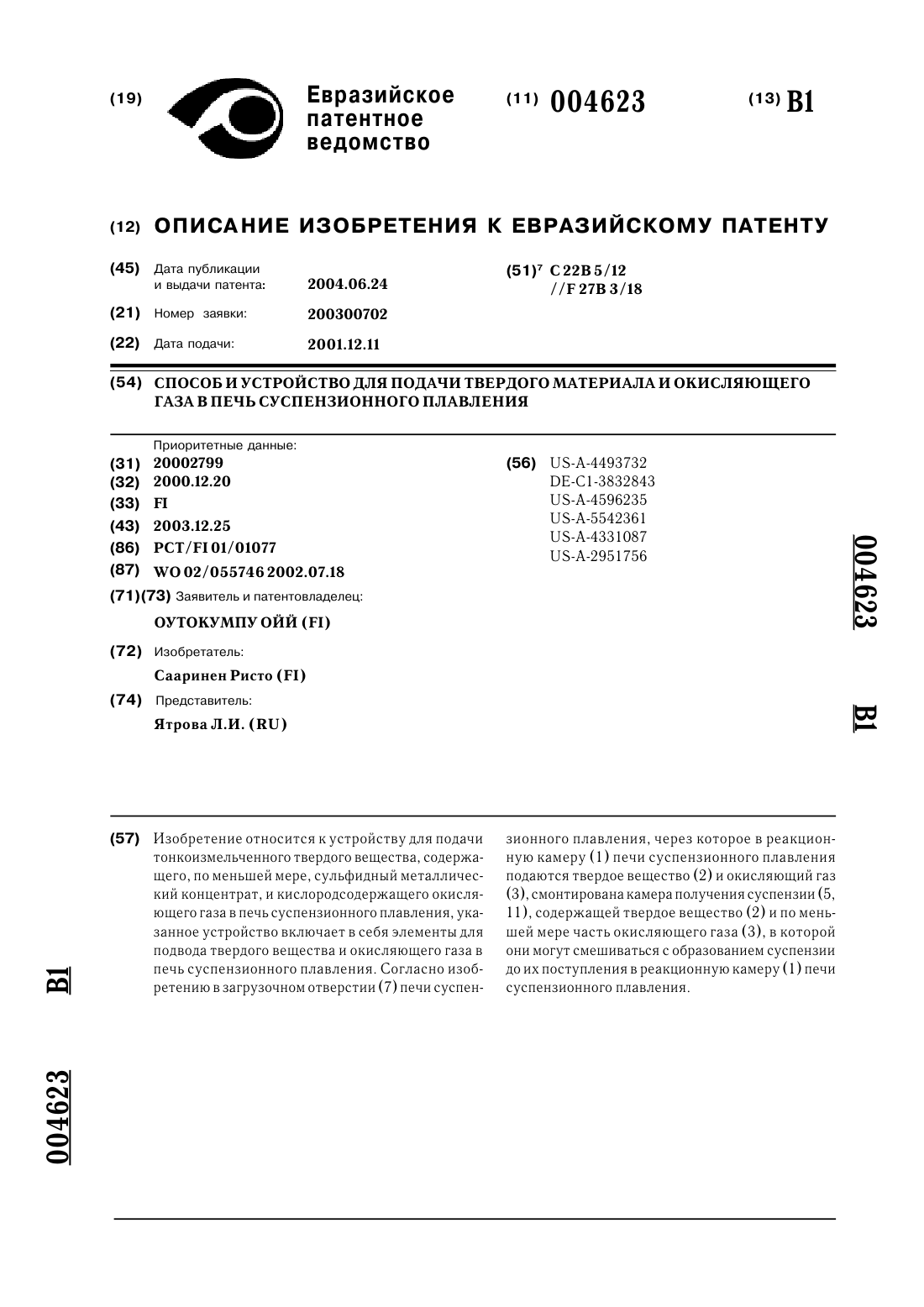
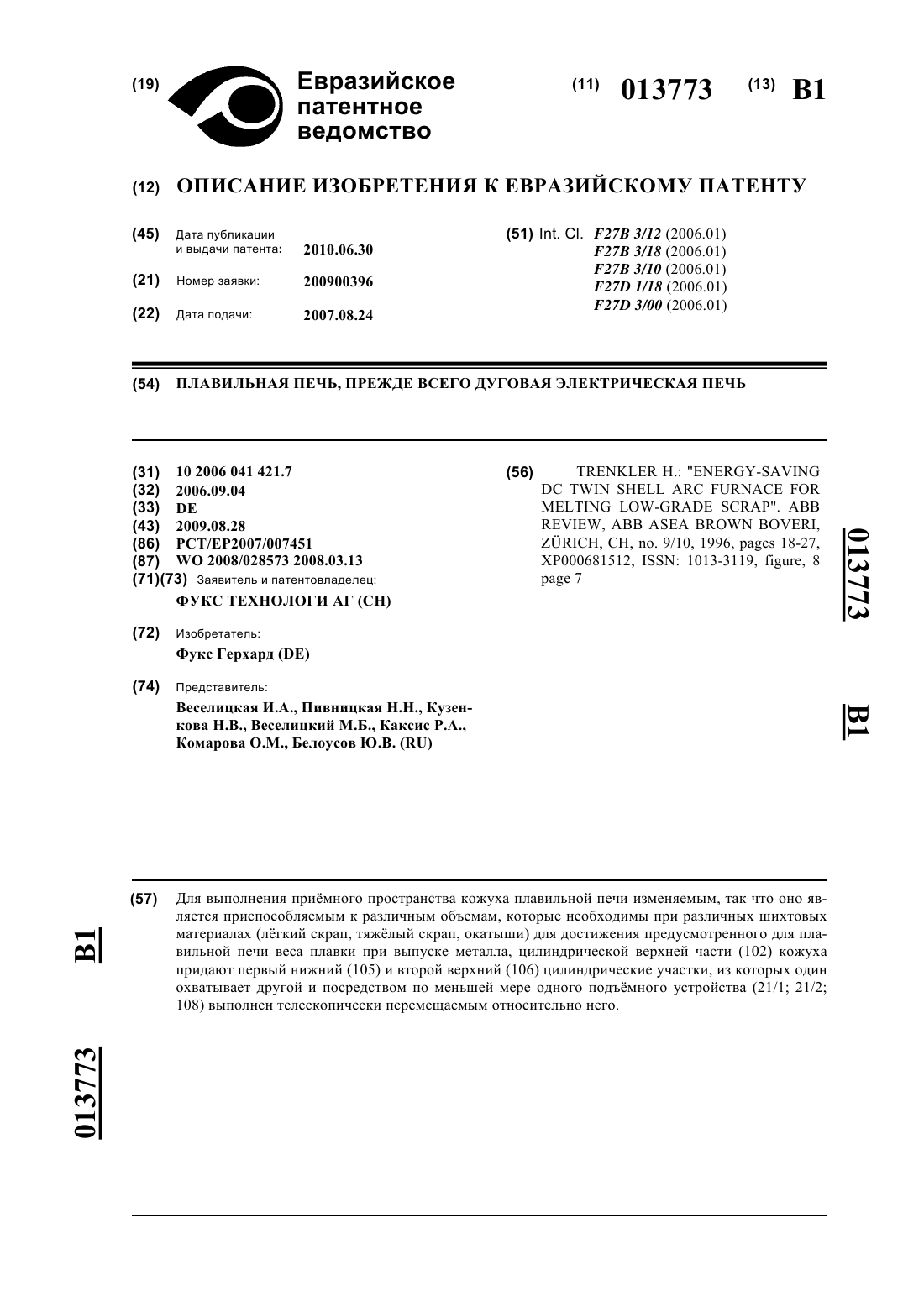
ПЕЧЬ ДЛЯ ПЛАВЛЕНИЯ-ЗАТВЕРДЕВАНИЯ С ИЗМЕНЯЮЩИМСЯ ТЕПЛООБМЕНОМ ЧЕРЕЗ БОКОВЫЕ СТЕНКИ Печь (1) для плавления и затвердевания кристаллического материала (3) содержит тигель (2),имеющий дно (4) и боковые стенки (5), и средство для нагревания кристаллического материала магнитной индукцией. Печь содержит по меньшей мере одну боковую теплоизоляционную систему(6), расположенную по периметру тигля (2) вокруг боковых стенок (5). По меньшей мере один боковой элемент боковой теплоизоляционной системы (6) перемещается по отношению к боковым стенкам (5) между изолирующим положением и положением, способствующим утечке тепла. Боковая теплоизоляционная система (6) имеет удельную электропроводность меньше чем 1 См/м и удельную теплопроводность меньше чем 15 Вт/м/К. Уровень техники, предшествующий данному изобретению Данное изобретение относится к печи для плавления и затвердевания кристаллического материала,содержащей тигель, имеющий дно и боковые стенки; боковую теплоизоляционную систему, расположенную по периферии тигля вокруг боковых стенок; средства для перемещения по меньшей мере одного бокового элемента боковой теплоизоляционной системы по отношению к боковым стенкам между изолирующим положением и положением, способствующим утечке тепла. Уровень техники Обычно кристаллические материалы, как правило, полупроводниковые материалы и металлические материалы, не могут быть использованы в качестве таковых в различных областях технологии по причине недостаточной чистоты и/или неподходящей кристаллической структуры. Что касается кристаллических материалов, которые должны соответствовать очень жестким требованиям в отношении технических условий, то они подвергаются различным циклам плавления-затвердевания для того, чтобы, например, уменьшить количество примесей в материале и/или чтобы установить требуемую кристаллическую структуру в конечном твердом материале. Очистка кристаллического материала может быть выполнена первоначально в процессе плавления с применением способа очистки жидкой фазы, например, с помощью плазменной горелки. Очистка может быть также выполнена во время затвердевания, поскольку примеси сегрегируют предпочтительно из твердой фазы в расплавленный материал. Обычно затвердевающая фаза используется, чтобы определить кристаллическую фазу кристаллического материала. Обычно материал, который должен быть закристаллизован, размещен в виде сырья в тигле, который сам размещен в вертикальной печи. Печь содержит средство для нагревания, чтобы плавить кристаллический материал, и средство для охлаждения, чтобы устанавливать довольно точный термический градиент для расплавленного материала во время фазы охлаждения расплавленного материала. Средства для нагревания выбраны, например, индукционного типа, поскольку они предоставляют возможность нагревания кристаллического материала при одновременном перемешивании расплавленного материала. Однако при разных фазах обработки материала, подлежащего кристаллизации, функциональные возможности печи для обработки и ее составляющих элементов различаются. Прежде всего, когда имеет место плавление материала, необходима очень хорошая изоляция печи и особенно тигля, для того чтобы уменьшить потери тепла, посредством чего существенно улучшается эффективность печи. В случае очистки важным является регулирование температуры печи, поскольку при этом достигается эффективное перемешивание. Поэтому важно регулировать количество энергии, подаваемой к тиглю, по отношению к энергии, теряемой тиглем, чтобы регулировать температуру расплавленного материала. Кроме того, хорошее перемешивание обеспечивает обновление свободной поверхности с загрязняющим веществом. Как оговорено в вышеизложенном, индукционное средство для нагревания выполняет как нагревание, так и перемешивание жидкой ванны. Чем выше ток, протекающий в обмотках, тем больше перемешивание и нагревание, и в таком случае существенно затрудняется регулирование температуры печи точным образом, при одновременном поддержании высокой степени перемешивания, поскольку эти два условия являются взаимно несовместимыми. В случае направленной кристаллизации отвод теплоты от материала должен регулироваться в полной мере, поскольку именно температурный градиент, приложенный к тиглю, обусловливает преимущество фронта кристаллизации и тем самым кристаллографическое качество конечного материала. Кроме того, во время кристаллизации жидкая фаза также перемешивается, чтобы улучшить гомогенность распределения элементов, составляющих материал. Документ WO 2005/105670 описывает устройство для изготовления блоков полупроводникового материала. Это устройство содержит две отдельные камеры, предназначенные для выполнения определенных операций. Первая камера и первый тигель используются для выполнения плавления и очистки полупроводникового материала. Вторая камера и второй тигель затем используются для выполнения кристаллизации. Это устройство является комплексным и требует применения средства для перемещения расплавленного материала из первого тигля во второй тигель. Это устройство занимает большую поверхность, поскольку должны быть установлены и обслужены две камеры. Документ FR 2553232 описывает устройство для изготовления слитка из поликристаллического полупроводникового материала. Это устройство содержит тигель, внутри которого размещен полупроводниковый материал. Устройство содержит средство для индукционного нагревания и тигель, термически изолированный посредством углеродного войлока, расположенного напротив боковых стенок и дна тигля. Устройство выполняет плавление и кристаллизацию полупроводникового материала в одном и том же тигле. Кристаллизацию проводят посредством удаления войлока, который размещен под тиглем, что создает утечку тепла через дно тигля. Однако температурный градиент, перпендикулярный дну тигля,создает стабилизирующий температурный градиент (с более низкой температурой на дне) в расплавленном материале, который противодействует перемешивающим движениям, необходимым для получения гомогенного материала. Задача изобретения Задачей данного изобретения является предоставление печи для плавления-кристаллизации, которая проста при введении в эксплуатацию, которая использует единственный общий тигель для плавления и кристаллизации и которая предоставляет возможность перегревания расплавленного материала, подлежащего контролю, наряду с обеспечением в то же самое время высокой скорости перемешивания. Печь в соответствии с данным изобретением характеризуется прилагаемой формулой изобретения и более конкретно тем, что боковая теплоизоляционная система имеет удельную электропроводность меньше чем 1 См/м и удельную теплопроводность меньше чем 15 Вт/м/К; средства для перемещения содержат средство для перемещения по меньшей мере одного бокового элемента боковой теплоизоляционной системы в боковом направлении,указанная боковая теплоизоляционная система сформирована посредством по меньшей мере двух смежных субэлементов, образующих кольцо, которое является непрерывным в изолирующем положении и прерывным в положении, способствующем утечке тепла,и тем фактом, что она содержит средство для нагревания кристаллического материала электромагнитной индукцией. Краткое описание чертежей Другие преимущества и особенности станут более очевидными из представленного ниже описания частных вариантов осуществления данного изобретения, приведенных лишь в качестве неограничивающего примера и отображенных на прилагаемых чертежах, среди которых: фиг. 1 представляет схематическим образом вид сверху частного варианта осуществления тигля и бокового теплоизоляционного элемента в соответствии с данным изобретением; фиг. 2 и 3 представляют схематическим образом вид продольного сечения другого частного варианта осуществления тигля и боковых теплоизоляционных элементов в соответствии с данным изобретением в двух разных конфигурациях изоляции; фиг. 4-6 представляют схематическим образом виды сверху третьего частного варианта осуществления тигля и боковых теплоизоляционных элементов в соответствии с данным изобретением в разных конфигурациях изоляции; фиг. 7 и 8 представляют схематическим образом поперечные сечения бокового теплоизоляционного элемента в продольном разрезе в соответствии с данным изобретением. Описание предпочтительного варианта осуществления данного изобретения Как иллюстрируется на фиг. 1-6, печь 1 для плавления-затвердевания содержит тигель 2, в котором размещен кристаллический материал 3, являющийся полупроводником или металлом. Печь 1 также содержит устройство для нагревания кристаллического материала 3 электромагнитной индукцией (не показан). Нагревательный узел состоит, например, из одной или более обмоток, по которым протекает переменный ток заданной частоты. Тигель 2 имеет дно 4 и боковые стенки 5, изготовленные из неохлаждаемого огнеупорного материала, и тигель поэтому является тиглем горячего типа. Боковые стенки 5 ориентированы в продольном направлении L, которое представляет собой перпендикуляр ко дну 4 тигля 2. Стенки 5 имеют высоту h от дна 4 тигля 2 в продольном направлении L. Тигель 2 предоставляет внешнюю поверхность, которая соответствует внешней поверхности его боковых стенок 5. Тигель 2 связан со средствами для модулирования утечки тепла в боковом направлении. Эти средства для модулирования обеспечивают возможность варьирования долей тепловой энергии, оставляющей тигель 2 через его боковые стенки 5. Поток энергии,оставляющей тигель, который проходит через внешнюю поверхность тигля 2, может быть в таком случае модулирован. Для этого печь 1 содержит кольцеобразную боковую теплоизоляционную систему 6, расположенную по периферии тигля 2 вокруг боковых стенок 5. Боковая теплоизоляционная система 6 является подвижной по отношению к тиглю 2. Преимущественно, по меньшей мере, боковые стенки 5 тигля 2 частично закрыты дополнительным изолирующим материалом (не показан), который закреплен неподвижно по отношению к тиглю 2 и который выполняет роль первой тепловой изоляции тигля 2. Боковая теплоизоляционная система 6 содержит по меньшей мере один боковой теплоизоляционный элемент 7, который подвижен по отношению к тиглю 2. В альтернативном варианте осуществления боковая теплоизоляционная система 6 содержит основной боковой теплоизоляционный элемент 7 и дополнительный боковой теплоизоляционный элемент 7'(фиг. 2-6). Основной боковой теплоизоляционный элемент 7 в таком случае окружен отдельным дополнительным боковым теплоизоляционным элементом 7'. Эти два боковых теплоизоляционных элемента 7 и 7' являются подвижными и могут перемещаться независимо один от другого. Если боковая теплоизоляционная система 6 содержит лишь единственный боковой теплоизоляционный элемент, например боковой теплоизоляционный элемент 7, последний может быть объединен с системой 6, и она может упоминаться как боковой теплоизоляционный элемент 6. Средства для модулирования боковой утечки тепла включают средства для перемещения боковой теплоизоляционной системы 6 по отношению к боковым стенкам тигля 2. В соответствии с вариантами осуществления средства для перемещения могут также включать независимые средства перемещения для основного бокового теплоизоляционного элемента 7 и для дополнительного бокового теплоизоляционного элемента 7'. Боковая теплоизоляционная система 6 в таком случае перемещается между изолирующим положением и положением, которое способствует утечке тепла через боковые стенки 5. Средства для перемещения могут включать средства для перемещения по меньшей мере одного бокового теплоизоляционного элемента 7, 7' в продольном направлении L. Этот вариант осуществления является выгодным, если боковой теплоизоляционный элемент 7, 7' имеет высоту, равную высоте тигля 2. Преимущественно в этом изолирующем положении полная высота бокового теплоизоляционного элемента 7, 7' перекрывает боковые стенки таким образом, чтобы как можно в большей степени уменьшить потери. Как проиллюстрировано на фиг. 2 и 3, средства для модулирования включают средства для перемещения основного бокового теплоизоляционного элемента 7 и дополнительного бокового теплоизоляционного элемента 7' в продольном направлении L. В этом случае, боковые теплоизоляционные элементы 7 и 7' перемещаются по отношению к дну 4 тигля 2, и расстояние, отделяющее боковые теплоизоляционные элементы от боковых стенок 5, является постоянным. Этот вариант осуществления является выгодным, если боковые теплоизоляционные элементы 7 и 7' имеют меньшую высоту, чем высота тигля 2, и особенно меньше, чем высота массы расплавленного материала в тигле 2. В изолирующем положении, называемом вертикальным, боковые теплоизоляционные элементы 7 и 7' закрывают боковые стенки 5 по всей их высоте, наряду с тем, что одновременно имеет место максимальное перекрытие поверхностей одной другой. Для того чтобы увеличить утечку тепла через боковые стенки 5, перекрытие боковых стенок 5 по всей их высоте больше не обеспечивается. Боковые теплоизоляционные элементы 7 и 7' перемещаются один по отношению к другому посредством продольного перемещения. При этом именно боковой теплоизоляционный элемент 7 или 7', который покрывает донную часть боковых стенок 5, движется в продольном направлении к верхней части боковых стенок 5. В другом варианте осуществления, который может быть объединен с предыдущим вариантом осуществления, средства для перемещения могут также включать средства для перемещения бокового теплоизоляционного элемента 6 в боковом направлении. Боковое направление перемещения представляет собой перпендикуляр к продольному направлению L. В этом случае боковая теплоизоляционная система 6 включает по меньшей мере один боковой теплоизоляционный элемент, который должен быть разделен на множество субэлементов таким образом, чтобы предоставить каждому из субэлементов возможность перемещения вперед и назад в направлении, которое подходит для этого. Другими словами, средства для модулирования боковой утечки тепла включают средства для перемещения каждого субэлемента независимо от других. Боковая теплоизоляционная система 6 в таком случае сформирована по меньшей мере двумя субэлементами 6 а, 6b (фиг. 1). Боковой теплоизоляционный элемент разрезан вдоль, по меньшей мере, первой плоскости разреза, являющейся секущей по отношению к дну тигля 2. Как проиллюстрировано на фиг. 4-6, основной боковой теплоизоляционный элемент 7 сформирован тремя субэлементами 7 а, 7b и 7c, которые образуют кольцо, окружающее тигель 2. Это кольцо является непрерывным, когда боковой теплоизоляционный элемент находится в изолирующем положении, т.е. все субэлементы соединены. В положении, способствующем утечке тепла, субэлементы больше не соединены и кольцо является прерывным. Таким же самым является случай для боковой теплоизоляционной системы 6, которая окружает прямоугольный тигель фиг. 1. Аналогичным образом, дополнительный боковой теплоизоляционный элемент 7' образован тремя субэлементами 7'а, 7'b, 7'с на фиг. 4-6. Боковые теплоизоляционные элементы 7 и 7' могут быть разрезаны вдоль разных плоскостей разреза, секущими по отношению к дну тигля 2. Каждый субэлемент 6 а, 6b, 7 а, 7b, 7 с, 7'а, 7'b, 7'с содержит две основные поверхности и четыре дополнительные поверхности. Основная поверхность, расположенная с наложением на внешнюю поверхность боковой стенки тигля, называется внутренней поверхностью субэлемента. Основная поверхность,ориентированная наружу, называется внешней поверхностью субэлемента. Внутренняя поверхность субэлемента является дополняющей к внешней поверхности субэлемента или перекрываемого тигля. Соответственно для примера внутренние поверхности субэлементов 6 а и 7 а являются, по существу, дополняющими к боковой наружной поверхности тигля, так что они могут покрывать одна другую. Боковые теплоизоляционные элементы 6 и 7 могут, таким образом, окружать боковые стенки 5 тигля 2 для того,чтобы обеспечить максимальную тепловую изоляцию. Таким же образом, наложение внутренней и внешней поверхностей основного бокового теплоизоляционного элемента 7 и дополнительного теплоизоляционного элемента 7' является дополняющим, так что они могут покрывать одна другую. Дополнительный боковой теплоизоляционный элемент 7' может,таким образом, окружать боковые стенки основного бокового теплоизоляционного элемента 7 для того,чтобы иметь максимальную тепловую изоляцию при их расположении в изолирующем положении. Как проиллюстрировано на фиг. 3-6, средства для модулирования могут включать средства для пе-3 019628 ремещения боковых теплоизоляционных элементов 7 и 7' в боковых направлениях А. Каждый боковой теплоизоляционный элемент 7 и 7' состоит из множества субэлементов, эти субэлементы перемещаются в боковом направлении, которое подходит для них и предварительно определено, Аа, Ab, Ac на фиг. 4. Это боковое направление перемещения может быть радиальным или тангенциальным. Соответственно,можно предусмотреть тангенциальное перемещение по отношению к боковым поверхностям, т.е. перемещение по касательной к радиусу цилиндрического тигля или в направлении, параллельном боковой поверхности тигля с квадратным или прямоугольным основанием. Можно также предусмотреть радиальное перемещение. Это боковое направление перемещения является перпендикулярным к продольному направлению L тигля 2 и проходит через характеристическую точку каждого элементарного изолятора (7 а-7 с, 7'а-7'с). Боковое направление перемещения А может быть вектором, ортогональным к плоской внутренней поверхности субэлемента. В случае параллелепипеда боковое направление перемещения может также являться направлением, которое обеспечивает одинаковое расстояние, разделяющее разные поверхности субэлемента и внешние стороны боковых стенок тигля 2. Плоскости разреза боковых теплоизоляционных элементов 7 и 7' являются преимущественно идентичными, они могут быть также смещены. Может быть также предусмотрено, что боковые теплоизоляционные элементы 7 и 7' не имеют одно и то же число субэлементов. Боковые теплоизоляционные элементы 7 и 7' могут быть разделены по разным плоскостям разреза, субэлемент основного бокового теплоизоляционного элементы 7 может, например, перекрывать два субэлемента дополнительного бокового теплоизоляционного элемента 7'. Они поэтому не должны иметь одни и те же направления перемещения,в отличие от частного случая, проиллюстрированного на фиг. 4-6. В частном варианте осуществления, пригодном для объединения с предыдущими вариантами осуществления, внутренняя поверхность боковой теплоизоляционной системы 6 или основного бокового теплоизоляционного элемента 7 несколько больше, чем внешняя поверхность тигля 2, так что в изолирующем положении предопределенная тонкая пленка воздуха или газа присутствует между тиглем 2 и боковым теплоизоляционным элементом 6 или 7 и соответственно между тиглем 2 и каждым из субэлементов. Таким же может быть случай между основным боковым теплоизоляционным элементом 7 и дополнительным боковым теплоизоляционным элементом 7', так что в изолирующем положении предопределенная тонкая пленка воздуха или газа присутствует между этими двумя элементами 7 и 7'. Если тигель 2 является цилиндрическим по форме, субэлементы 7, 7' боковой теплоизоляционной системы 6 преимущественно имеют форму дуги окружности заданной толщины. Если тигель 2 имеет квадратное или прямоугольное основание, то внутренняя поверхность субэлементов может быть плоской поверхностью. Однако, если субэлемент перекрывает кромку тигля 2, его внутренняя поверхность называется комплексной и включает угол между двумя плоскими поверхностями (фиг. 1). Для того чтобы быть применимой на этапах плавления, очистки и затвердевания, боковая теплоизоляционная система 6 перемещается между изолирующим положением и положением, способствующим утечке тепла через боковые стенки 5. Обычно боковая теплоизоляционная система 6 перемещается в направлении к боковым стенкам 5 или дну 4 тигля 2 или от них. Как проиллюстрировано на фиг. 3-6, в изолирующем положении расстояние между тиглем 2 и боковой теплоизоляционной системой 6 является наименьшим допустимым расстоянием, которое приводит к минимальному расстоянию основного бокового элемента 7 и дополнительного бокового элемента 7' по отношению к боковым стенкам 5. Это минимальное расстояние может быть нулевым или равно заданной толщине. В положении, способствующем утечке тепла, расстояние между тиглем 2 и боковой теплоизоляционной системой 6 является максимально допустимым расстоянием и утечка тепла через боковые стенки 5 является наибольшей. Таким образом, в соответствии с конфигурацией, принятой средствами для модулирования, утечка тепла через боковые стенки тигля может быть очень малой или большей, доля утечки через боковые стенки может изменяться непрерывным или прерывным образом. На этапе плавления утечка уменьшена до минимума, что предоставляет возможность как эффективного нагревания, так и перемешивания с помощью средства для индукционного нагревания, наряду с тем, что в то же самое время поддерживается высокая эффективность использования энергии при этой операции. Когда имеет место кристаллизация, утечка тепла через боковые стенки больше и она может увеличиваться непрерывным образом или прерывным образом по мере прогрессирования кристаллизация, чтобы корректироваться в соответствии с изменением коэффициента теплопроводности материала в тигле. В этом варианте осуществления для средств для модулирования является выгодным содержать средства для перемещения боковой теплоизоляционной системы 6, например боковых теплоизоляционных элементов 7 и 7', при вращении вокруг продольной оси тигля 2. Вращение боковой системы 6 или элементов 7 и 7' независимым один от другого образом предотвращает образование на тигле холодных зон, которые особенно вредны. Элементы 7 и 7' могут перемещаться независимо один от другого, поэтому один из двух может быть неподвижным по отношению к другому, или они могут перемещаться с разными скоростями или в противоположных направлениях. Положение бокового теплоизоляционного элемента 6 в продольном направлении по отношению к дну 4 тигля 2 предоставляет возможность образования более или менее большого температурного градиента по высоте тигля 2. В другом частном варианте осуществления, который соответствует комбинации разных вариантов осуществления по фиг. 1-6, боковая теплоизоляционная система 6 может быть подвижной в продольном направлении и в боковом направлении. Этот вариант осуществления может быть, очевидно, применен к основному боковому теплоизоляционному элементу 7 и дополнительному теплоизоляционному элементу 7'. Боковые теплоизоляционные элементы 7 и 7' могут поэтому оба перемещаться в продольном и в боковом направлениях. Также возможно для основного бокового теплоизоляционного элемента 7 перемещаться в продольном направлении, а для дополнительного бокового теплоизоляционного элемента 7' перемещаться в боковом направлении. Изолирующий материал, образующий боковую теплоизоляционную систему 6, преимущественно сформирован из электроизолирующего материала с тем, чтобы ограничивать, насколько это возможно,электромагнитное взаимодействие, создаваемое средством для нагревания печи. Изолирующий материал имеет удельную электропроводность менее чем 1 См/м. Изолирующий материал также выбран из материалов, имеющих низкую удельную теплопроводность, типично менее чем 15 Вт/м/К. Изолирующий материал боковой теплоизоляционной системы 6 может быть выбран, например, из оксида алюминия, Macor, муллита или циркона. Все боковые теплоизоляционные элементы и субэлементы преимущественно изготовлены из того же самого материала. Изолирующий материал преимущественно имеет коэффициент черноты в интервале между 0,3 и 0,6. Если коэффициент черноты низкий, то теплоизолирующая способность бокового теплоизолятора и дополнительного бокового теплоизолятора будет фактически улучшена, однако инерция печи увеличивается. Печь может функционировать в вакууме или в контролируемой газовой атмосфере. Эта газовая атмосфера может быть образована газом, выбранным из аргона, кислорода, водорода, гелия, азота или воздуха или же смеси на базе этих газов. Преимущественно атмосфера образована нейтральным газом или смесью нейтральных газов. Потери тепла через боковые стенки 5 достигаются испусканием излучения и конвекцией, если печь 1 содержит газовую атмосферу. В продольном направлении толщина боковой теплоизоляционной системы 6 и/или элементов 7 и 7' постоянна или же может иметь место ее непрерывное изменение. Поперечное сечение боковых теплоизоляционных элементов 7 и 7' в плоскости разреза, перпендикулярной дну тигля, имеет форму прямоугольника или прямоугольной трапеции. Если толщина не постоянна на протяжении всей высоты бокового теплоизоляционного элемента 6, 7, 7', то наибольшая толщина находится преимущественно в верхней части теплоизолятора. Это изменение толщины также предоставляет возможность образования более или менее большого температурного градиента по высоте тигля 2. В частном варианте осуществления множество отверстий просверлено в боковом теплоизоляторе и/или дополнительном боковом теплоизоляторе, чтобы модулировать утечку тепла. Может также быть выгодным регулирование вращения или угла смещения между боковыми теплоизоляционными элементами 7 и 7' с тем, чтобы полностью/частично перекрывать отверстия основного бокового теплоизоляционного элемента 7 дополнительным боковым теплоизоляционным элементом 7'. Этот режим функционирования особенно выгоден в случае цилиндрического тигля. В этом варианте осуществления средства для модулирования могут содержать средства для перемещения боковой теплоизоляционной системы 6, например боковых теплоизоляционных элементов 7 и 7', при вращении вокруг продольной оси тигля 2. Толщина боковой теплоизоляционной системы 6 или сумма толщин элементов 7 и 7' предпочтительно составляет от 2 до 20 мм, еще более предпочтительно от 5 до 10 мм. Высота боковой теплоизоляционной системы 6 обычно составляет от 10 до 20 см. В качестве иллюстративного примера перемещение в боковом направлении между боковой теплоизоляционной системой 6 и тиглем может составлять от 0 до 10 см. Также в качестве иллюстративного примера продольное перемещение боковой теплоизоляционной системы 6 составляет от 5 до 15 см. Тепло извлеченное из тигля 2, модулируется посредством изменения геометрической конфигурации тигля 2 по отношению к боковому теплоизоляционному элементу 6 и к элементам 7 и 7', если это применимо. Модуляция теплового потока может быть достигнута модуляцией лишь одного или комбинации из следующих параметров: расстояние в боковом направлении между боковой теплоизоляционной системой 6 и боковыми стенками 5; расстояние в боковом направлении между основным боковым теплоизоляционным элементом 7 и дополнительным боковым теплоизоляционным элементом 7' и расстояние, отделяющее последний от тигля; перекрывание в вертикальном направлении бокового теплоизоляционного элемента 6 или элемен-5 019628 тов 7 и 7' боковыми стенками 5 тигля 2; перекрывание элементов 7 и 7' одного другим в вертикальном направлении; состав газовой атмосферы внутри печи 1; перекрывание угловым смещением. В качестве иллюстративного примера печь для выращивания кристаллов в соответствии с данным изобретением представляет собой печь, подходящую для кремния, которая может быть реализована следующим образом. Средства для модулирования потерь тепла в боковом направлении включают основной боковой теплоизоляционный элемент и дополнительный боковой теплоизоляционный элемент. Эти два боковых теплоизоляционных элемента изготовлены из оксида алюминия. Тигель относится к цилиндрическому типу подобно тому, что представлен на фиг. 3. Диаметр тигля равен 20 см, и боковые стенки имеют высоту, равную 25 см. Боковые теплоизоляционные элементы имеют высоту, равную 15 см, и толщину, равную 8 мм. Печь также содержит неподвижный изолирующий материал, толщина которого равна 5 см. При функционировании температура внутренней поверхности изоляции составляет примерно 800 С. Во время этапа плавления боковые теплоизоляционные элементы расположены в позиции изолирования. Они соединены с тиглем для того, чтобы уменьшить потери тепла через боковые стенки тигля до максимума. Эта позиция изолирования иллюстрируется на фиг. 2 или 4. Поток тепла, извлеченного из тигля через боковые стенки, в таком случае составляет примерно 10 кВт. При инициировании затвердевания дополнительный боковой теплоизоляционный элемент перемещается в продольном направлении непрерывным образом со скоростью, которая связана со скоростью затвердевания кремния от дна тигля. Направление затвердевания кремния идентично направлению перемещения дополнительного бокового теплоизоляционного элемента. Скорость затвердевания составляет примерно 10 мм/ч. При окончании затвердевания, когда практически не остается какого-либо расплавленного материала, дополнительный боковой теплоизоляционный элемент перемещается на 10 см в продольном направлении, эта конфигурация проиллюстрирована на фиг. 3 или 6. Поток тепла, извлеченного через боковые стенки, составляет примерно 13 кВт, что представляет собой увеличение на 30% извлеченного потока по отношению к изолирующей конфигурации. В случае, когда два боковых теплоизоляционных элемента изготовлены не из оксида алюминия, а из Macor, увеличение извлеченного потока по отношению к изолирующей конфигурации составляет примерно 75%. Печь содержит средства для охлаждения, которые расположены под дном тигля, для того чтобы устанавливать вертикальный температурный градиент. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Печь (1) для плавления и последующего отверждения кристаллического материала (3), содержащая тигель (2), имеющий дно (4) и боковые стенки (5); боковую теплоизоляционную систему (6), расположенную по периферии тигля (2) вокруг боковых стенок (5); устройство для нагревания электромагнитной индукцией,отличающаяся тем, что боковая теплоизоляционная система (6) содержит по меньшей мере два смежных субэлемента, образующих кольцо, которое имеет вид непрерывного кольца в изолирующем тепло положении субэлементов и прерывного кольца в положении субэлементов, способствующем утечке тепла, причем печь содержит средство для перемещения по меньшей мере одного из субэлементов в боковом направлении между изолирующим положением и положением, способствующим утечке тепла. 2. Печь по п.1, отличающаяся тем, что боковая теплоизоляционная система (6) содержит, по меньшей мере, основные боковые теплоизоляционные элементы (7) и дополнительные боковые теплоизоляционные элементы (7'), указанная основная боковая теплоизоляция (7) отделяет тигель (2) от указанной дополнительной боковой теплоизоляции. 3. Печь по п.2, отличающаяся тем, что она содержит средства для перемещения основных боковых теплоизоляционных элементов (7) и/или дополнительных боковых теплоизоляционных элементов (7') в продольном направлении (L), перпендикулярном дну (4). 4. Печь по п.2, отличающаяся тем, что она содержит средства для перемещения основных боковых теплоизоляционных элементов (7) и/или дополнительных боковых теплоизоляционных элементов (7') при вращении по отношению к продольному направлению (L), перпендикулярному дну (4). 5. Печь по п.2, отличающаяся тем, что, по меньшей мере, боковой теплоизоляционный элемент (7,7') имеет коэффициент черноты в интервале между 0,3 и 0,6. 6. Печь по п.1, отличающаяся тем, что боковая теплоизоляционная система (6) имеет высоту, идентичную высоте боковых стенок (5). 7. Печь по п.1, отличающаяся тем, что боковая теплоизоляционная система (6) имеет меньшую высоту, чем высота боковых стенок (5). 8. Печь по п.1, отличающаяся тем, что боковой теплоизоляционный элемент (7, 7') боковой теплоизоляционной системы (6) имеет прямоугольное поперечное сечение в плоскости, перпендикулярной дну(4) тигля (2). 9. Печь по п.1, отличающаяся тем, что боковой теплоизоляционный элемент (7, 7') боковой теплоизоляционной системы (6) имеет поперечное сечение в виде прямоугольной трапеции в плоскости, перпендикулярной дну (4) тигля (2).
МПК / Метки
МПК: C30B 33/02, C30B 11/00, C30B 35/00
Метки: стенки, печь, изменяющимся, теплообменом, плавления-затвердевания, боковые
Код ссылки
<a href="https://eas.patents.su/9-19628-pech-dlya-plavleniya-zatverdevaniya-s-izmenyayushhimsya-teploobmenom-cherez-bokovye-stenki.html" rel="bookmark" title="База патентов Евразийского Союза">Печь для плавления-затвердевания с изменяющимся теплообменом через боковые стенки</a>
Способ и устройство для подачи твердого материала и окисляющего газа в печь суспензионного плавления
Номер патента: 4623
Опубликовано: 24.06.2004
Автор: Сааринен Ристо
Метки: подачи, печь, способ, газа, твердого, суспензионного, материала, плавления, окисляющего, устройство
Формула / Реферат:
1. Устройство для подачи тонкоизмельченного твердого вещества, содержащего, по меньшей мере, сульфидный металлический концентрат, и кислородсодержащего окисляющего газа в печь суспензионного плавления, включающее элементы для подвода твердого вещества и окисляющего газа в печь суспензионного плавления, отличающееся тем, что над загрузочным отверстием (7) печи суспензионного плавления, через которое в реакционную камеру (1) печи суспензионного...
Плавильная печь, прежде всего дуговая электрическая печь
Номер патента: 13773
Опубликовано: 30.06.2010
Автор: Фукс Герхард
МПК: F27B 3/10, F27B 3/12, F27B 3/18...
Метки: плавильная, прежде, всего, печь, электрическая, дуговая
Формула / Реферат:
1. Плавильная печь с кожухом (1) печи, состоящим из нижней части (101) кожуха и цилиндрической верхней части (102) кожуха, для приёма подлежащего плавлению шихтового материала, прежде всего металлического скрапа, а также с крышкой (2) кожуха печи, поддерживаемой несущей конструкцией (13, 20) крышки, отличающаяся тем, что цилиндрическая верхняя часть (102) кожуха содержит первый нижний (105) и второй верхний (106) цилиндрические участки, из...
Опорный кронштейн анкерного устройства для грунтовой стенки
Номер патента: 14724
Опубликовано: 28.02.2011
Авторы: Сохн Ил-Юн, Ан Ёунг-Гю, Лее Ман-Ки, Докго Юн-Хюн, Баек Соон-Бонг, Чои Кю-Хо, Квон Юнг-Ам, Ёо Бюнг-Кю
МПК: E02D 5/80
Метки: опорный, анкерного, грунтовой, стенки, кронштейн, устройства
Формула / Реферат:
1. Опорный кронштейн анкерного устройства для грунтовой стенки, опирающийся на балку, соединенную с боковой поверхностью грунтовой стенки, и предназначенный для закрепления свободного отрезка тела анкера, вставляемого в скважину, выполненную в грунтовой стенке, в соответствии со способом использования анкерного устройства для грунтовой стенки, при этом опорный кронштейн анкерного устройства для грунтовой стенки содержитдве боковые пластины,...
Способ и устройство для изготовления участков боковой стенки
Номер патента: 10537
Опубликовано: 30.10.2008
Автор: Больтсхаузер Вернер
МПК: B21C 37/08, B23D 21/04, B21D 51/26...
Метки: участков, устройство, стенки, изготовления, способ, боковой
Формула / Реферат:
1. Способ изготовления участков (240) боковой стенки, в котором полосообразный плоский материал (116) непрерывно деформируется поперек оси полосы в замкнутую форму и после сварки продольного шва (124) участки (240) боковой стенки отделяются от полосы (272) боковой стенки, а для отделения участков (240) боковой стенки во внутреннем пространстве непрерывно образуемой полосы (272) боковой стенки располагают опорную кромку (278), которая, по...
Регулируемый ребристый центрирующий инструмент для использования в трубах с изменяющимся диаметром
Номер патента: 10518
Опубликовано: 30.10.2008
Автор: Хеугхом Пер Олав
МПК: E21B 17/10
Метки: центрирующий, регулируемый, трубах, использования, изменяющимся, инструмент, ребристый, диаметром
Формула / Реферат:
1. Регулируемый центрирующий инструмент (1) для использования в трубах с изменяющимся внутренним диаметром, снабженный несколькими идентичными и бесступенчато регулируемыми, выступающими в радиальном направлении ребрами (2), имеющими направляющие лапки (2') и скошенные концевые поверхности (2"), отличающийся тем, что ребра (2) после установки удерживаются с помощью верхней запирающей оправки (3) с защитным штифтом (4) и нижней запирающей оправки...
Предыдущий патент: Система и способ идентификации единицы продукции
Следующий патент: Сочлененная система соединения трубопровода
Случайный патент: Способ получения анилинов