Лист многослойного материала, способ его получения и изделие
Номер патента: 14989
Опубликовано: 29.04.2011
Авторы: Ван Элбург Йохан, Менке Якобус Йоханнес, Мариссен Рулоф, Ванек Девид, Бойгельс Жан Хуберт Мари, Стеман Рейнард Йозеф Мария, Тандеруп Стен, Калис Гейсбертус Хендрикус Мария, Симмелинк Йозеф Арнольд Пауль Мария, Петерс Александр Фолькер
Формула / Реферат
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиолефина, в котором полиолефиновые звенья в указанных монослоях уплотненной стопки имеют предпочтителную ориентацию в направлении вытяжки, причем направления вытяжки у двух последовательных монослоев в стопке различаются, при этом толщина по меньшей мере одного монослоя не превышает 50 мкм и прочность по меньшей мере одного монослоя составляет по меньшей мере 1,2 ГПа.
2. Лист материала по п.1, у которого прочность по меньшей мере одного монослоя находится в диапазоне от 1,2 до 3 ГПа.
3. Лист материала по п.1, у которого прочность по меньшей мере одного монослоя составляет по меньшей мере 3 ГПа.
4. Лист материала по п.1, у которого толщина по меньшей мере одного монослоя больше чем 10 мкм.
5. Лист материала по п.1 или 2, у которого толщина по меньшей мере одного монослоя не превышает
29 мкм.
6. Лист материала по п.3, у которого толщина по меньшей мере одного монослоя находится в диапазоне от 3 до 29 мкм.
7. Лист материала по п.1 или 2, у которого прочность по меньшей мере одного монослоя находится в диапазоне от 1,5 до 2,6 ГПа.
8. Лист материала по п.5, у которого прочность по меньшей мере одного монослоя находится в диапазоне от 1,8 до 2,4 ГПа.
9. Лист материала по любому одному из предшествующих пунктов, у которого полимер включает сверхвысокомолекулярный полиэтилен.
10. Лист материала по любому одному из предшествующих пунктов, у которого соотношение между прочностью и толщиной составляет по меньшей мере 4´1013 Н/м3.
11. Лист материала по любому одному из предшествующих пунктов, у которого направления вытяжки у двух последовательных монослоев в стопке различаются на угол a в диапазоне от 45 до 135°, более предпочтительно от 80 до 100°.
12. Лист материала по любому одному из предшествующих пунктов, у которого по меньшей мере один монослой включает множество однонаправленных лент из подвергнутого вытяжке полиолефина, выровненных в одном и том же направлении, где соседние ленты не перекрываются.
13. Лист материала по любому одному из предшествующих пунктов, у которого по меньшей мере один монослой включает множество однонаправленных лент из подвергнутого вытяжке полиолефина, выровненных таким образом, чтобы они образовывали тканый материал.
14. Пуленепробиваемое изделие, включающее лист материала по любому одному из пп.1-10.
15. Пуленепробиваемое изделие по п.11, которое включает по меньшей мере 10 однонаправленных монослоев.
16. Пуленепробиваемое изделие по п.11 или 12, которое включает дополнительный лист материала, выбираемого из группы, состоящей из керамики, стали, алюминия, магния, титана, никеля, хрома и железа или их сплавов, стекла и графита или их комбинаций.
17. Пуленепробиваемое изделие по п.13, в котором дополнительный лист материала расположен вне стопки монослоев, по меньшей мере, на ее поверхности удара.
18. Пуленепробиваемое изделие по п.13 или 14, в котором толщина дополнительного листа неорганического материала не превышает 50 мм.
19. Пуленепробиваемое изделие по любому одному из пп.13-15, в котором между дополнительным листом материала и листом материала по любому одному из пп.1-10 присутствует слой связующего, при этом слой связующего включает слой, образованный из неорганического волокна в виде тканого или нетканого материала.
20. Способ изготовления пуленепробиваемого изделия, который включает следующие стадии:
(a) укладывание в стопку листа многослойного материала по любому одному из пп.1-10 и листа материала, выбираемого из группы, состоящей из керамики, стали, алюминия, титана, стекла и графита или их комбинаций; и
(b) уплотнение уложенных в стопку листов при воздействии температуры и давления.
21. Способ получения полиэтиленовой ленты, используемой для изготовления материала по пп.1-13, включающий экструдирование раствора полиэтилена, имеющего характеристическую вязкость, измеренную в декалине при 135°С в диапазоне приблизительно от 4 до 40 дл/г, через отверстие, имеющее высоту, равную по меньшей мере 200 мкм, и имеющее соотношение между шириной и высотой, равное по меньшей мере 200; растяжение текучего продукта при температуре, большей, чем температура, при которой будет образовываться гель; закалку текучего продукта в закалочной ванне, состоящей из несмешиваемой жидкости, для получения гелеобразного продукта; растяжение гелеобразного продукта; удаление из гелеобразного продукта растворителя и необязательно растяжение гелеобразного продукта, причем совокупная степень вытяжки составляет по меньшей мере 20.
22. Способ по п.21, в котором раствор содержит от 5 до 30 мас.% полиэтилена, а совокупная степень вытяжки составляет по меньшей мере 40.
23. Полиэтиленовые лента или пленка, полученные по способу по любому из пп.20-22.
Текст
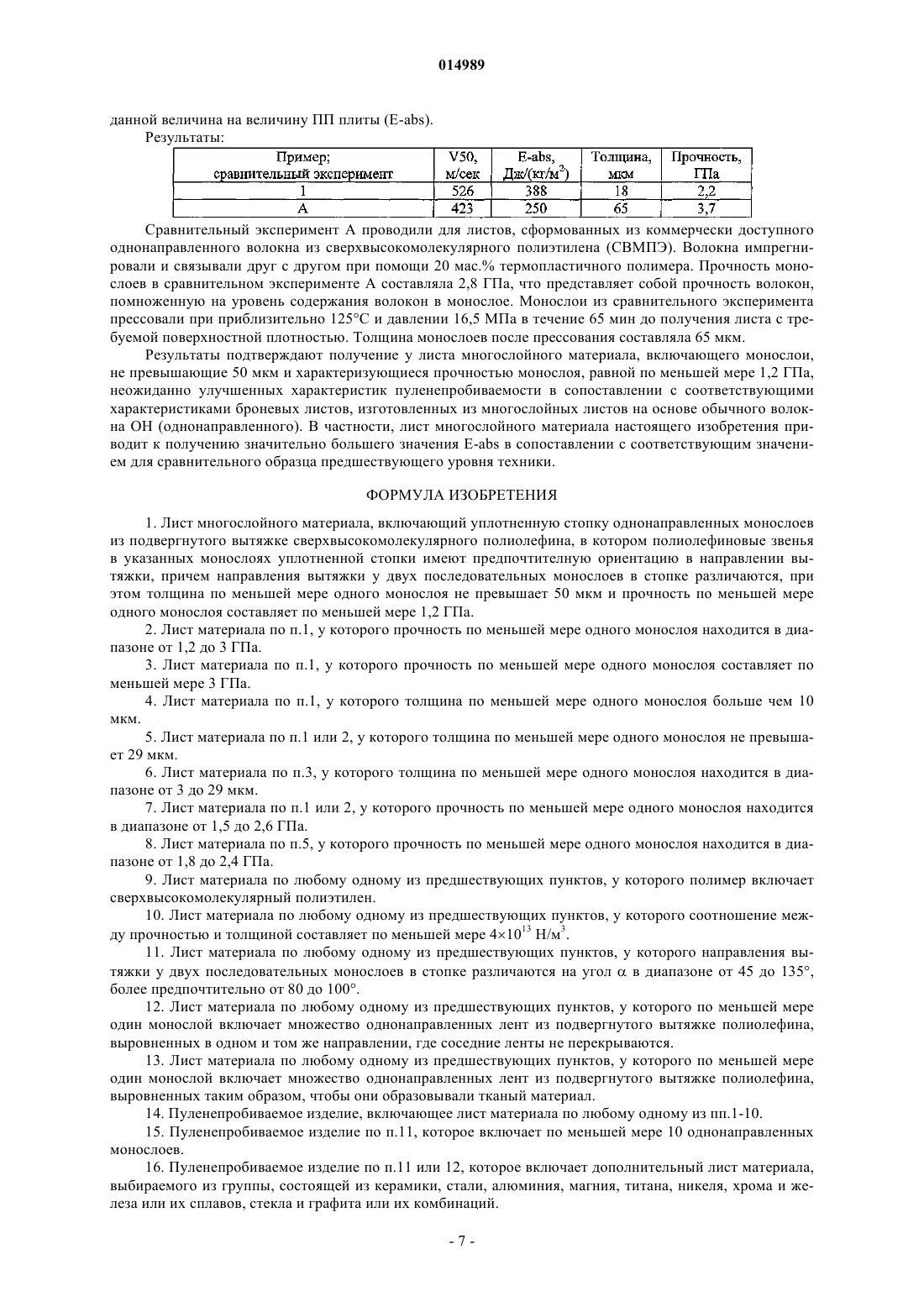
ЛИСТ МНОГОСЛОЙНОГО МАТЕРИАЛА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ИЗДЕЛИЕ Изобретение относится к листу многослойного материала, включающему уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиэтилена. Направления вытяжки у двух последовательных монослоев в стопке различаются. Кроме того, толщина по меньшей мере одного монослоя не превышает 50 мкм, и прочность по меньшей мере одного монослоя находится в диапазоне от 1,2 до 3 ГПа. Изобретение также относится к пуленепробиваемому изделию, включающему лист многослойного материала, и к способу получения пуленепробиваемого изделия. Мариссен Рулоф, Симмелинк Йозеф Арнольд Пауль Мария, Стеман Рейнард Йозеф Мария, Калис Гейсбертус Хендрикус Мария, Менке Якобус Йоханнес, Бойгельс Жан Хуберт Мари (NL), Ванек Девид (US),Ван Элбург Йохан (NL), Петерс Александр Фолькер (DE), Тандеруп Стен (NL)(71)(73) Заявитель и патентовладелец: ДСМ АйПи АССЕТС Б.В. (NL) 014989 Область техники, к которой относится изобретение Настоящее изобретение относится к листу многослойного материала, включающему уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиолефина, и к способу его получения. Изобретение также относится к пуленепробиваемому изделию, включающему лист многослойного материала. Уровень техники Лист многослойного материала, включающий уплотненную стопку однонаправленных слоев из подвергнутого вытяжке сверхвысокомолекулярного полиэтилена, известен из документа ЕР 1627719 А 1. В данной публикации описывается лист многослойного материала, включающий множество однонаправленных монослоев, по существу, состоящих из сверхвысокомолекулярного полиэтилена и, по существу, лишенных матриц связующего, у которого направления вытяжки у двух последовательных монослоев в стопке различаются. Описанная толщина монослоев в листе многослойного материала составляет 30-120 мкм, при этом предпочтительным является диапазон 50-100 мкм. В листе многослойного материала, соответствующем документу ЕР 1627719 А 1, используют сверхвысокомолекулярный полиэтилен, по существу, лишенный матриц связующего. Данный признак необходим для получения желательных характеристик пуленепробиваемости. Несмотря на наличие у листа многослойного материала, соответствующего документу ЕР 1627719 А 1, удовлетворительных характеристик пуленепробиваемости, данные характеристики могут быть дополнительно улучшены. Раскрытие сущности изобретения Цель настоящего изобретения заключается в предложении листа многослойного материала, демонстрирующего наличие улучшенных характеристик пуленепробиваемости в сопоставлении с известным материалом. В соответствии с изобретением достижения данной цели добиваются в результате предложения листа многослойного материала, включающего уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиолефина, у которой направления вытяжки у двух последовательных монослоев в стопке различаются, у которой толщина по меньшей мере одного монослоя не превышает 50 мкм и у которой прочность по меньшей мере одного монослоя составляет по меньшей мере 1,2, 2,5 или 3,0 ГПа. Предпочтительно прочность по меньшей мере одного монослоя находится в диапазоне от 1,2 до 3 ГПа, более предпочтительно от 1,5 до 2,6 ГПа, а наиболее предпочтительно от 1,8 до 2,4 ГПа. Как к удивлению было обнаружено, данная конкретная комбинация признаков приводит к получению улучшенных характеристик пуленепробиваемости в сопоставлении с тем, что имеет место для листа известного многослойного материала. Говоря более конкретно, при принятии уровня характеристик пуленепробиваемости у листа многослойного материала, соответствующего документу ЕР 1627719 А 1, за 100% для листа многослойного материала, соответствующего изобретению, уровень характеристик пуленепробиваемости был получен большим, чем 130%. Дополнительное преимущество листа материала, соответствующего изобретению, заключается в отсутствии теперь необходимости использования при получении желательного уровня характеристик пуленепробиваемости сверхвысокомолекулярного полиэтилена, по существу, лишенного матриц связующего. Предпочтительный лист многослойного материала, соответствующий изобретению, характеризуется толщиной по меньшей мере одного монослоя, который не превышает 25 или 29 мкм при прочности монослоя, равной по меньшей мере 1,2, 2,5 или 3,0 ГПа, а предпочтительно при прочности монослоя,находящейся в диапазоне от 1,2 до 3 ГПа, более предпочтительно от 1,5 до 2,6 ГПа, а наиболее предпочтительно от 1,8 до 2,4 ГПа. Дополнительный предпочтительный лист материала, соответствующий изобретению, характеризуется толщиной по меньшей мере одного монослоя в диапазоне от 3 до 29 мкм,более предпочтительно от 3 до 25 мкм, при прочности монослоя, равной по меньшей мере 1,2, 2,5 или 3,0 ГПа, а предпочтительно при прочности монослоя, находящейся в диапазоне от 1,2 до 3 ГПа, более предпочтительно от 1,5 до 2,6 ГПа, а наиболее предпочтительно от 1,8 до 2,4 ГПа. Еще один предпочтительный лист материала, соответствующий изобретению, характеризуется тем, что толщина по меньшей мере одного монослоя не превышает 5 мкм, предпочтительно 7 мкм, более предпочтительно 10 мкм и не превышает 50 мкм при прочности монослоя, равной по меньшей мере 1,2, 2,5 или 3,0 ГПа. Более предпочтительно прочность монослоя находится в диапазоне от 1,2 до 3 ГПа, более предпочтительно от 1,5 до 2,6ГПа, а наиболее предпочтительно от 1,8 до 2,4 ГПа. Хотя в соответствии с изобретением и отсутствует необходимость попадания иметь характеристики всех монослоев с заявленными диапазонами толщины и прочности, наиболее предпочтительным является лист многослойного материала, у которого все монослои имеют характеристики с заявленными диапазонами толщины и прочности. Однонаправленные монослои можно получать из ориентированных лент или пленок. Под однонаправленными лентами и монослоями в контексте данной заявки понимаются ленты и монослои, которые демонстрируют наличие предпочтительной ориентации полимерных цепей в одном направлении, т.е. в направлении вытяжки. Такие ленты и монослои можно изготавливать в результате вытяжки, предпочтительно одноосной вытяжки, и они будут обладать анизотропными механическими свойствами. Лист многослойного материала изобретения предпочтительно содержит сверхвысокомолекулярный-1 014989 полиэтилен. Сверхвысокомолекулярный полиэтилен может быть линейным или разветвленным, хотя предпочтительно используют линейный полиэтилен. Линейный полиэтилен в настоящем документе имеет менее чем 1 боковую цепь на 100 атомов углерода, а предпочтительно менее чем 1 боковую цепь на 300 атомов углерода; при этом боковая цепь или ответвление в общем случае содержат по меньшей мере 10 атомов углерода. Измерения для боковых цепей в подходящем случае можно проводить по методуFTIR (инфракрасной спектроскопии с Фурье-преобразованием) для изготовленной по способу прямого прессования пленки с толщиной 2 мм, что упоминается, например, в документе ЕР 0269151. Линейный полиэтилен дополнительно может включать вплоть до 5 мол.% одного или нескольких других алкенов,которые могут быть сополимеризованы с этиленом, таких как пропен, бутен, пентен, 4-метилпентен, октен. Предпочтительно линейный полиэтилен имеет высокую молярную массу при характеристической вязкости (IV, согласно определению для растворов в декалине при 135 С), равной по меньшей мере 4 дл/г; более предпочтительно по меньшей мере 8 дл/г, наиболее предпочтительно по меньшей мере 10 дл/г. Такой полиэтилен также называется сверхвысокомолекулярным полиэтиленом - СВМПЭ. Характеристическая вязкость представляет собой меру молекулярной массы, которую можно легче определить в сопоставлении с фактическими параметрами молярной массы, подобными Mn и Mw. Полиэтиленовая пленка данного типа приводит к получению в особенности хороших характеристик пуленепробиваемости. Ленты, соответствующие изобретению, можно получать в форме пленок. Предпочтительный способ получения таких пленок или лент включает подачу полимерного порошка в комбинацию из ленточных транспортеров, прямое прессование полимерного порошка при температуре, меньшей, чем его температура плавления, и сматывание в рулон получающегося в результате полимера, подвергнутого прямому прессованию, с последующей вытяжкой. Такой способ, например, описывается в документе ЕР 0733460 А 2, который посредством ссылки включается в настоящий документ. При желании перед подачей и прямым прессованием полимерного порошка полимерный порошок можно перемешать с подходящим для использования жидким органическим соединением, имеющим температуру кипения, большую, чем температура плавления упомянутого полимера. Прямое прессование также можно провести в результате временного удерживания полимерного порошка между ленточными транспортерами при одновременном их транспортировании. Это, например, можно провести в результате обеспечения наличия в сочетании с ленточными транспортерами прессующих плит и/или барабанов. Предпочтительно в данном способе используют СВМПЭ. Данный СВМПЭ должен быть подверженным вытяжке в твердом состоянии. Еще один предпочтительный способ получения пленок включает подачу полимера в экструдер, экструдирование пленки при температуре, большей, чем его температура плавления, и вытяжку экструдированной полимерной пленки. При желании перед подачей полимера в экструдер полимер можно перемешать с подходящим для использования жидким органическим соединением, например, для получения геля, такого как предпочтительно имеющий место в случае использования сверхвысокомолекулярного полиэтилена. Предпочтительно полиэтиленовые пленки получают по такому гель-способу. Подходящий для использования способ формования волокна из геля описывается, например, в документах GB-A-2042414,GB-A-2051667, ЕР 0205960 А и WO 01/73173 А 1 и в работе Advanced Fiber Spinning Technology, Ed. Т.Nakajima, Woodhead Publ. Ltd. (1994), ISBN 185573 182 7. Говоря вкратце, способ формования волокна из геля включает получение раствора полиолефина, демонстрирующего высокую характеристическую вязкость, экструдирование раствора до получения пленки при температуре, большей, чем температура растворения, охлаждение пленки до температуры, меньшей, чем температура гелеобразования с обеспечением, тем самым, прохождения, по меньшей мере, частичного гелеобразования в пленке и вытяжку пленки до, во время и/или после, по меньшей мере, частичного удаления растворителя. Вытяжку, предпочтительно одноосную вытяжку, полученных пленок можно проводить по способу,известному на современном уровне техники. Такой способ включает экструзионную вытяжку и вытяжку при растяжении на подходящих для использования вытяжных устройствах. Для достижения повышенных механической прочности и жесткости вытяжку можно проводить в несколько стадий. В случае предпочтительных пленок из сверхвысокомолекулярного полиэтилена вытяжку обычно проводят одноосно на нескольких стадиях вытяжки. Первая стадия вытяжки, например, может включать вытяжку до степени вытяжки 3. Неоднократная вытяжка обычно в результате может приводить к получению степени вытяжки 9 для температур вытяжки вплоть до 120 С, степени вытяжки 25 для температур вытяжки вплоть до 140 С и степени вытяжки 50 для температур вытяжки вплоть до и более 150 С. Благодаря неоднократной вытяжке при возрастающих температурах могут быть достигнуты степени вытяжки, равные приблизительно 50 и более. В результате это приводит к получению высокопрочных лент, благодаря чему в случае лент из сверхвысокомолекулярного полиэтилена легко может быть получен заявленный диапазон прочности от 1,2 до 3 ГПа и более. Получающиеся в результате подвергнутые вытяжке ленты при изготовлении монослоя можно использовать как таковые или их можно разрезать поперечно до получения желательной для них ширины или разрезать продольно вдоль направления вытяжки. Ширина таким образом полученных однонаправленных лент ограничивается только шириной пленки, из которой их изготавливают. Ширина лент пред-2 014989 почтительно равна более чем 2 мм, более предпочтительно более чем 5 мм, а наиболее предпочтительно более чем 30, 50, 75 или 100 мм. Поверхностную плотность лент или монослоев можно варьировать в широких пределах, например в диапазоне от 3 до 200 г/м 2. Предпочтительная поверхностная плотность находится в диапазоне от 5 до 120 г/м 2, более предпочтительно от 10 до 80 г/м 2, а наиболее предпочтительно от 15 до 60 г/м 2. В случае СВМПЭ поверхностная плотность предпочтительно равна менее чем 50 г/м 2, а более предпочтительно менее чем 29 или 25 г/м 2. Предпочтительный лист многослойного материала, соответствующий изобретению, характеризуется включением по меньшей мере в один монослой множества однонаправленных лент из подвергнутого вытяжке полиолефина, выровненных в одном и том же направлении, где соседние ленты не перекрываются. Это позволяет получить лист многослойного материала, имеющий намного более простую конструкцию в сопоставлении с конструкцией, описанной в документе ЕР 1627719 А 1. Действительно, многослойный материал, описанный в документе ЕР 1627719 А 1, получают в результате размещения множества лент из сверхвысокомолекулярного полиэтилена по соседству друг с другом, где ленты перекрываются на некотором участке контакта их кромок. Предпочтительно данный участок дополнительно покрывают полимерной пленкой. Для получения хороших характеристик пуленепробиваемости многослойный материал настоящего предпочтительного варианта реализации не требует наличия данной усложненной конструкции. В некоторых вариантах реализации монослой может включать связующее, которое локально наносят для связывания и стабилизации множества однонаправленных лент, так чтобы во время работы с однонаправленными листами и их изготовления структура монослоя бы сохранялась. Подходящие для использования связующие описываются, например, в документах ЕР 0191306 В 1, ЕР 1170925 А 1, ЕР 0683374 В 1 и ЕР 1144740 А 1. Использование связующего во время получения монослоя выгодным образом стабилизирует ленты, что, таким образом, позволяет добиться получения более быстрых производственных циклов. Еще один в особенности предпочтительный лист многослойного материала, соответствующий изобретению, включает по меньшей мере один монослой, предпочтительно все монослои, сформированный из множества однонаправленных лент из подвергнутого вытяжке полимера, выровненных таким образом, чтобы они образовывали структуру тканого материала. Такие ленты можно изготавливать при использовании методик изготовления текстиля, таких как тканье, плетение и тому подобное, для небольших полосок из подвергнутого вытяжке сверхвысокомолекулярного полиолефина и, в частности, сверхвысокомолекулярного полиэтилена. Полоски характеризуются теми же самыми значениями толщины и прочности, что и требуемые в изобретении. Лист многослойного материала, соответствующий изобретению, предпочтительно включает по меньшей мере 2 однонаправленных монослоя, предпочтительно по меньшей мере 4 однонаправленных монослоя, более предпочтительно по меньшей мере 6 однонаправленных монослоев, еще более предпочтительно по меньшей мере 8 однонаправленных монослоев, а наиболее предпочтительно по меньшей мере 10 однонаправленных монослоев. Увеличение количества однонаправленных монослоев в листе многослойного материала изобретения упрощает изготовление из данных листов материалов изделий,например пуленепробиваемых плит. Изобретение также относится к способу получения листа многослойного материала заявленного типа. Способ, соответствующий изобретению, включает стадии:(a) получения множества соответствующих изобретению лент из подвергнутого вытяжке сверхвысокомолекулярного полиэтилена, выровненных таким образом, чтобы каждая лента была бы ориентирована параллельно соседним лентам, и где соседние ленты могли бы частично перекрываться;(b) размещения упомянутого множества лент из подвергнутого вытяжке сверхвысокомолекулярного полиэтилена на подложке для получения, тем самым, первого монослоя;(c) размещения множества соответствующих изобретению лент из подвергнутого вытяжке сверхвысокомолекулярного полиэтилена на первом монослое для получения, таким образом, второго монослоя,где направление второго монослоя образует уголс направлением первого; и(d) прессования таким образом полученной стопки при повышенной температуре для уплотнения ее монослоев. В результате прессования однонаправленных монослоев они становятся достаточно взаимосвязанными друг с другом в том смысле, что однонаправленные монослои не отслаиваются в условиях нормального использования, таких как, например, при комнатной температуре. При использовании заявленного способа легко можно изготовить лист многослойного материала, включающий монослои с требуемыми толщиной и прочностью. Лист многослойного материала, соответствующий изобретению, в частности, является подходящим для использования при изготовлении пуленепробиваемых изделий, таких как жилеты или броневые плиты. Области применения, требующие наличия пуленепробиваемости, включают области применения в условиях наличия угрозы баллистического удара от пуль различных типов, в том числе от бронебойных,так называемых ББ, пуль, от самодельных взрывных устройств и от твердых фрагментов, таких как, например, осколки и шрапнель.-3 014989 Пуленепробиваемое изделие, соответствующее изобретению, включает по меньшей мере 2 однонаправленных монослоя, предпочтительно по меньшей мере 10 однонаправленных монослоев, более предпочтительно по меньшей мере 20 однонаправленных монослоев, еще более предпочтительно по меньшей мере 30 или 40 однонаправленных монослоев, а наиболее предпочтительно по меньшей мере 80 однонаправленных монослоев. Направления вытяжки у двух последовательных монослоев в стопке различаются на угол . Уголпредпочтительно находится в диапазоне от 45 до 135, более предпочтительно от 65 до 115, а наиболее предпочтительно от 80 до 100. Предпочтительно пуленепробиваемое изделие, соответствующее изобретению, включает дополнительный лист неорганического материала, выбираемого из группы, состоящей из керамики, металла,предпочтительно стали, алюминия, магния, титана, никеля, хрома и железа или их сплавов, стекла и графита или их комбинаций. В частности, предпочтительным является металл. В таком случае металл в металлическом листе предпочтительно имеет температуру плавления, равную по меньшей мере 350 С, более предпочтительно по меньшей мере 500 С, наиболее предпочтительно по меньшей мере 600 С. Подходящие для использования металлы включают алюминий, магний, титан, медь, никель, хром, бериллий,железо и медь, в том числе их сплавы, такие как, например, сталь и нержавеющая сталь и сплавы алюминия с магнием (так называемый алюминий серии 5000) и сплавы алюминия с цинком и магнием или с цинком, магнием и медью (так называемый алюминий серии 7000). В упомянутых сплавах количество,например, алюминия, магния, титана и железа предпочтительно составляет по меньшей мере 50 мас.%. Предпочтительными являются металлические листы, содержащие алюминий, магний, титан, никель,хром, бериллий, железо, в том числе их сплавы. Более предпочтительно металлический лист в своей основе имеет алюминий, магний, титан, никель, хром, железо и их сплавы. В результате это приводит к получению легкого пуленепробиваемого изделия, демонстрирующего хорошую долговечность. Еще более предпочтительно железо и его сплавы в металлическом листе характеризуются твердостью по Бринеллю, равной по меньшей мере 500. Наиболее предпочтительно металлический лист в своей основе имеет алюминий, магний, титан и их сплавы. В результате это приводит к получению наиболее легкого пуленепробиваемого изделия, демонстрирующего наилучшую долговечность. Долговечность в данной заявке обозначает продолжительность срока службы композита в условиях воздействия тепла, влаги,света и УФ-излучения. Несмотря на возможность расположения дополнительного листа материала в любом месте в стопке монослоев предпочтительное пуленепробиваемое изделие характеризуется расположением дополнительного листа материала вне стопки монослоев, наиболее предпочтительно по меньшей мере на ее поверхности удара. Пуленепробиваемое изделие, соответствующее изобретению, предпочтительно включает дополнительный лист описанного ранее неорганического материала, имеющий толщину, равную, самое большее,100 мм. Предпочтительно максимальная толщина дополнительного листа неорганического материала составляет 75 мм, более предпочтительно 50 мм, а наиболее предпочтительно 25 мм. В результате это приводит к достижению наилучшего баланса между массой и характеристиками пуленепробиваемости. Предпочтительно в случае наличия дополнительного листа неорганического материала, представляемого металлическим листом, толщина дополнительного листа, предпочтительно металлического листа, составляет по меньшей мере 0,25 мм, более предпочтительно по меньшей мере 0,5 мм, а наиболее предпочтительно по меньшей мере 0,75 мм. В результате это приводит к получению еще лучших характеристик пуленепробиваемости. Для улучшения адгезии с листом многослойного материала дополнительный лист неорганического материала необязательно можно подвергнуть предварительной обработке. Подходящая для использования предварительная обработка дополнительного листа включает механическую обработку, например, в результате ошкуривания или шлифования для придания его поверхности шероховатости или ее очищения, химическое травление, например, азотной кислотой и ламинирование полиэтиленовой пленки. В еще одном варианте реализации пуленепробиваемого изделия между дополнительным листом и листом многослойного материала можно нанести слой связующего, например клея. Такой клей может содержать эпоксидную смолу, смолу сложного полиэфира, полиуретановую смолу или смолу винилового сложного эфира. Предпочтительно слой связующего составляет менее чем 30 мас.% от массы пуленепробиваемого изделия, более предпочтительно менее чем 20 мас.%, еще более предпочтительно менее чем 10 мас.%, а наиболее предпочтительно менее чем 5 мас.% от массы пуленепробиваемого изделия. В еще одном предпочтительном варианте реализации слой связующего может дополнительно включать слой, образованный из неорганического волокна, например стекловолокна или углеродного волокна, в виде тканого или нетканого материала. Дополнительный лист к листу многослойного материала также можно присоединить при помощи механических средств, таких как, например, винты, болты и защелкивающиеся разъемы. В случае использования пуленепробиваемого изделия, соответствующего изобретению, в областях применения, требующих наличия пуленепробиваемости, в которых может встретиться угроза от пуль ББ, дополнительный лист предпочтительно будет включать металлический лист, покрытый керамическим слоем. Таким образом, получают пуленепробиваемое изделие, обладающее следующей слоистой структурой: керамический слой/металлический лист/по меньшей мере два однонаправленных листа, где направление волокон в одном однонаправленном листе ориентировано под-4 014989 угломпо отношению к направлению волокон в соседнем однонаправленном листе. Подходящие для использования керамические материалы включают, например, оксид алюминия, диоксид титана, диоксид кремния, карбид кремния и карбид бора. Толщина керамического слоя зависит от уровня угрозы баллистического удара, но в общем случае варьируется в диапазоне от 2 до 30 мм. Данное пуленепробиваемое изделие предпочтительно будут располагать таким образом, чтобы поверхность керамического слоя была бы обращена в сторону угрозы баллистического удара. Это приводит к получению наилучшей защиты от пуль ББ и твердых осколков. Кроме того, изобретение относится к способу изготовления пуленепробиваемого изделия, включающему стадии:(а) укладывания в стопку, по меньшей мере, листа многослойного материала, соответствующего изобретению, и дополнительного листа неорганического материала, выбираемого из группы, состоящей из керамики, стали, алюминия, титана, стекла и графита или их комбинаций; и(b) уплотнения уложенных в стопку листов при воздействии повышенных температуры и давления. Предпочтительный способ изготовления пуленепробиваемого изделия включает стадии:(a) укладывания в стопку, по меньшей мере, листа многослойного материала, включающего уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиолефина, у которой направления вытяжки у двух последовательных монослоев в стопке различаются, у которой толщина по меньшей мере одного монослоя не превышает 50 мкм, более предпочтительно не превышает 29 мкм или еще более предпочтительно не превышает 25 мкм и у которой прочность по меньшей мере одного монослоя составляет по меньшей мере 1,2, 2,0, 2,5 или 3,0 ГПа (или более предпочтительно находится в диапазоне от 1,2 и 3 ГПа), и дополнительного листа материала, выбираемого из группы, состоящей из керамики, стали, алюминия, титана, стекла и графита или их комбинаций; и(b) уплотнения уложенных в стопку листов при воздействии повышенных температуры и давления. Уплотнение для всех описанных ранее способов в подходящем случае можно провести в гидравлическом прессе. Уплотнение предполагает обозначение относительно прочного скрепления монослоев друг с другом до получения одного модуля. В общем случае температуру во время уплотнения регулируют при помощи температуры пресса. В общем случае минимальную температуру выбирают такой,чтобы получить разумную скорость уплотнения. В данном аспекте 80 С представляют собой подходящий для использования нижний предел температуры, предпочтительно данный нижний предел составляет по меньшей мере 100 С, более предпочтительно по меньшей мере 120 С, наиболее предпочтительно по меньшей мере 140 С. Максимальную температуру выбирают меньшей температуры, при которой монослои из подвергнутого вытяжке полимера утрачивают свои высокие механические свойства вследствие, например, плавления. Предпочтительно температура по меньшей мере на 10 С, предпочтительно по меньшей мере на 15 С, а еще более предпочтительно по меньшей мере на 20 С уступает температуре плавления монослоя из подвергнутого вытяжке полимера. В случае отсутствия у монослоя из подвергнутого вытяжке полимера четкой температуры плавления вместо температуры плавления необходимо использовать температуру, при которой монослой из подвергнутого вытяжке полимера начинает утрачивать свои механические свойства. В случае предпочтительного сверхвысокомолекулярного полиэтилена в общем случае будут выбирать температуру, меньшую чем 149 С, предпочтительно меньшую чем 145 С. Давление во время уплотнения предпочтительно составляет по меньшей мере 7 МПа, более предпочтительно по меньшей мере 15 МПа, еще более предпочтительно по меньшей мере 20 МПа, а наиболее предпочтительно по меньшей мере 35 МПа. Таким образом, получают жесткое пуленепробиваемое изделие. Оптимальное время уплотнения в общем случае находится в диапазоне от 5 до 120 мин в зависимости от условий, таких как температура, давление и толщина детали, что можно проверить при проведении обычных экспериментов. В случае необходимости изготовления изогнутых пуленепробиваемых изделий выгодными могут оказаться сначала предварительное придание дополнительному листу материала желательной формы, а после этого уплотнение вместе с монослоями и/или листом многослойного материала. Предпочтительно для достижения высоких характеристик пуленепробиваемости охлаждение после прямого прессования при высокой температуре проводят также под давлением. Давление предпочтительно выдерживают, по меньшей мере, до тех пор, пока температура не станет достаточно низкой для недопущения релаксации. Специалист в соответствующей области техники сможет установить данную температуру. В случае изготовления пуленепробиваемого изделия, включающего монослои из сверхвысокомолекулярного полиэтилена, обычные температуры прессования находятся в диапазоне от 90 до 150 С, предпочтительно от 115 до 130 С. Обычные давления прессования находятся в диапазоне от 10 до 40 МПа, более предпочтительно от 11 до 35 МПа, а еще более предпочтительно от 11 до 25 МПа, наиболее предпочтительно от 12 до 16 МПа, в то время как время прессования обычно находятся в диапазоне от 20, предпочтительно 40 мин до 180 мин. Лист многослойного материала и пуленепробиваемое изделие настоящего изобретения, в частности, демонстрируют наличие преимуществ в сопоставлении с ранее известными пуленепробиваемыми материалами, поскольку в сопоставлении с известными изделиями они обеспечивают достижение улучшенного уровня защиты при малой массе. Помимо пуленепробиваемости свойства включают, например,-5 014989 теплостойкость, устойчивость при хранении, сопротивление деформации, связующую способность по отношению к листам других материалов, формуемость и тому подобное. Методы испытаний, на которые ссылаются в настоящей заявке, представляют собой следующее(если только не будет указано другого). Характеристическую вязкость (IV) определяют в соответствии с методом РТС-179 (Hercules Inc.Rev. Apr. 29, 1982) при 135 С в декалине, причем время растворения составляет 16 ч, в качестве антиоксиданта используют ДБПК в виде определенного количества раствора с концентрацией 2 г/л, при этом вязкость, измеренную при различных концентрациях, экстраполируют до нулевой концентрации. Механические свойства при растяжении (измеряют при 25 С): предел прочности при растяжении(или прочность), модуль упругости при растяжении (или модуль упругости) и относительное удлинение при разрыве (или оур) определяют и устанавливают для комплексных нитей, указанных в документеASTM D885M, при использовании номинальной длины базы образца волокна 500 мм, скорости траверсы 50%/мин. На основании измеренной кривой зависимости напряжения от деформации модуль упругости определяют как градиент в диапазоне деформации от 0,3 до 1%. Для вычисления модуля упругости и прочности измеренные усилия растяжения делят на титр, определенный в результате взвешивания 10 м волокна; величины в ГПа рассчитывают в предположении равенства плотности 0,97 г/см 3. Механические свойства при растяжении для тонких пленок измеряли в соответствии с документом ISO 1184(H). Изобретение теперь разъясняется со ссылкой на следующие далее пример и сравнительный эксперимент без ограничения ими. Пример и сравнительный эксперимент Пример. Изготовление ленты. Сверхвысокомолекулярный полиэтилен, демонстрирующий характеристическую вязкость 20, перемешивали с декалином для получения суспензии с концентрацией 7 мас.%. Суспензию подавали в экструдер и перемешивали при температуре 170 С для получения гомогенного геля. После этого гель подавали через щелевую экструзионную головку с шириной 600 мм и толщиной 800 мкм. После экструдирования через щелевую экструзионную головку гель закаливали в водной ванне, создавая, таким образом,гелеобразную ленту. Гелеобразную ленту подвергали растяжению до степени вытяжки 3,8, после чего ленту высушивали в печи, состоящей из двух частей - на 50 и 80 С, до тех пор, пока количество декалина не становилось меньшим чем 1%. Данную сухую гелеобразную впоследствии подвергали растяжению в печи при 140 С до степени вытяжки 5,8, после чего проводили вторую стадию растяжения при температуре печи 150 С до достижения конечной толщины 18 мкм. Испытания на эксплуатационные характеристики ленты. Испытания на механические свойства при растяжении для лент проводили в результате скручивания ленты при частоте 38 крутка/м до получения узкой структуры, которую подвергают испытанию как обычную нить. Дополнительное испытание соответствовало документу ASTM D885M при использовании номинальной длины базы образца волокна 500 мм, скорости траверсы 50%/мин и зажимов прибораInstron 2714, относящихся к типу Fiber Grip D5618C. Пример. Изготовление из ленты броневых плит. Первый слой лент размещали, обеспечивая нахождение параллельных лент по соседству друг с другом. Второй слой соседних параллельных лент размещали поверх первого слоя, в то время как направления лент во втором слое были перпендикулярны направлениям лент в первом слое. После этого поверх второго слоя размещали третий слой, опять-таки перпендикулярно данному второму слою. Третий слой размещали при небольшом сдвиге (приблизительно 5 мм) по отношению к первому слою. Данный сдвиг использовали для сведения к минимуму возможного накопления кромок ленты в определенном местоположении. Четвертый слой размещали перпендикулярно третьему слою при небольшом сдвиге по отношению ко второму слою. Методику повторяли до тех пор, пока не достигали поверхностной плотности(ПП) 2,57 кг/м 2. Стопки наслоенных лент вдвигали в пресс и прессовали при температуре 145 С и давлении 300 бар в течение 65 мин. Охлаждение проводили под давлением вплоть до достижения температуры 80 С. Никакого связующего на ленты не наносили. Тем не менее, стопки сплавлялись до получения жесткой однородной плиты с размерами 800400 мм. Испытания на эксплуатационные характеристики броневых плит. Броневые плиты подвергали испытаниям в виде стрельбы, проводимой при помощи пуль для парабеллума с размерами 9 мм. Испытания проводили с целью определения величины V50 и/или поглощенной энергии (E-abs). Величина V50 представляет собой скорость, при которой 50% снарядов будут проникать через броневую плиту. Методика испытания представляла собой нижеследующее. Первый снаряд выстреливали при предполагаемой скорости V50. Фактическую скорость измеряли незадолго перед ударом. В случае остановки снаряда следующий снаряд выстреливали при предполагаемой скорости, приблизительно на 10% большей. В случае перфорирования следующий снаряд выстреливали при предполагаемой скорости, приблизительно на 10% меньшей. Всегда измеряли фактическую скорость удара. Величина V50 представляла собой среднее значение для двух остановок при наивысшей скорости и двух перфорирований при наинизшей скорости. Эксплуатационные характеристики брони также определяли в результате вычисления кинетической энергии снаряда при значении V50 и деления-6 014989 данной величина на величину ПП плиты (E-abs). Результаты: Сравнительный эксперимент А проводили для листов, сформованных из коммерчески доступного однонаправленного волокна из сверхвысокомолекулярного полиэтилена (СВМПЭ). Волокна импрегнировали и связывали друг с другом при помощи 20 мас.% термопластичного полимера. Прочность монослоев в сравнительном эксперименте А составляла 2,8 ГПа, что представляет собой прочность волокон,помноженную на уровень содержания волокон в монослое. Монослои из сравнительного эксперимента прессовали при приблизительно 125 С и давлении 16,5 МПа в течение 65 мин до получения листа с требуемой поверхностной плотностью. Толщина монослоев после прессования составляла 65 мкм. Результаты подтверждают получение у листа многослойного материала, включающего монослои,не превышающие 50 мкм и характеризующиеся прочностью монослоя, равной по меньшей мере 1,2 ГПа,неожиданно улучшенных характеристик пуленепробиваемости в сопоставлении с соответствующими характеристиками броневых листов, изготовленных из многослойных листов на основе обычного волокна ОН (однонаправленного). В частности, лист многослойного материала настоящего изобретения приводит к получению значительно большего значения E-abs в сопоставлении с соответствующим значением для сравнительного образца предшествующего уровня техники. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке сверхвысокомолекулярного полиолефина, в котором полиолефиновые звенья в указанных монослоях уплотненной стопки имеют предпочтителную ориентацию в направлении вытяжки, причем направления вытяжки у двух последовательных монослоев в стопке различаются, при этом толщина по меньшей мере одного монослоя не превышает 50 мкм и прочность по меньшей мере одного монослоя составляет по меньшей мере 1,2 ГПа. 2. Лист материала по п.1, у которого прочность по меньшей мере одного монослоя находится в диапазоне от 1,2 до 3 ГПа. 3. Лист материала по п.1, у которого прочность по меньшей мере одного монослоя составляет по меньшей мере 3 ГПа. 4. Лист материала по п.1, у которого толщина по меньшей мере одного монослоя больше чем 10 мкм. 5. Лист материала по п.1 или 2, у которого толщина по меньшей мере одного монослоя не превышает 29 мкм. 6. Лист материала по п.3, у которого толщина по меньшей мере одного монослоя находится в диапазоне от 3 до 29 мкм. 7. Лист материала по п.1 или 2, у которого прочность по меньшей мере одного монослоя находится в диапазоне от 1,5 до 2,6 ГПа. 8. Лист материала по п.5, у которого прочность по меньшей мере одного монослоя находится в диапазоне от 1,8 до 2,4 ГПа. 9. Лист материала по любому одному из предшествующих пунктов, у которого полимер включает сверхвысокомолекулярный полиэтилен. 10. Лист материала по любому одному из предшествующих пунктов, у которого соотношение между прочностью и толщиной составляет по меньшей мере 41013 Н/м 3. 11. Лист материала по любому одному из предшествующих пунктов, у которого направления вытяжки у двух последовательных монослоев в стопке различаются на уголв диапазоне от 45 до 135,более предпочтительно от 80 до 100. 12. Лист материала по любому одному из предшествующих пунктов, у которого по меньшей мере один монослой включает множество однонаправленных лент из подвергнутого вытяжке полиолефина,выровненных в одном и том же направлении, где соседние ленты не перекрываются. 13. Лист материала по любому одному из предшествующих пунктов, у которого по меньшей мере один монослой включает множество однонаправленных лент из подвергнутого вытяжке полиолефина,выровненных таким образом, чтобы они образовывали тканый материал. 14. Пуленепробиваемое изделие, включающее лист материала по любому одному из пп.1-10. 15. Пуленепробиваемое изделие по п.11, которое включает по меньшей мере 10 однонаправленных монослоев. 16. Пуленепробиваемое изделие по п.11 или 12, которое включает дополнительный лист материала,выбираемого из группы, состоящей из керамики, стали, алюминия, магния, титана, никеля, хрома и железа или их сплавов, стекла и графита или их комбинаций.-7 014989 17. Пуленепробиваемое изделие по п.13, в котором дополнительный лист материала расположен вне стопки монослоев, по меньшей мере, на ее поверхности удара. 18. Пуленепробиваемое изделие по п.13 или 14, в котором толщина дополнительного листа неорганического материала не превышает 50 мм. 19. Пуленепробиваемое изделие по любому одному из пп.13-15, в котором между дополнительным листом материала и листом материала по любому одному из пп.1-10 присутствует слой связующего, при этом слой связующего включает слой, образованный из неорганического волокна в виде тканого или нетканого материала. 20. Способ изготовления пуленепробиваемого изделия, который включает следующие стадии:(a) укладывание в стопку листа многослойного материала по любому одному из пп.1-10 и листа материала, выбираемого из группы, состоящей из керамики, стали, алюминия, титана, стекла и графита или их комбинаций; и(b) уплотнение уложенных в стопку листов при воздействии температуры и давления. 21. Способ получения полиэтиленовой ленты, используемой для изготовления материала по пп.113, включающий экструдирование раствора полиэтилена, имеющего характеристическую вязкость, измеренную в декалине при 135 С в диапазоне приблизительно от 4 до 40 дл/г, через отверстие, имеющее высоту, равную по меньшей мере 200 мкм, и имеющее соотношение между шириной и высотой, равное по меньшей мере 200; растяжение текучего продукта при температуре, большей, чем температура, при которой будет образовываться гель; закалку текучего продукта в закалочной ванне, состоящей из несмешиваемой жидкости, для получения гелеобразного продукта; растяжение гелеобразного продукта; удаление из гелеобразного продукта растворителя и необязательно растяжение гелеобразного продукта,причем совокупная степень вытяжки составляет по меньшей мере 20. 22. Способ по п.21, в котором раствор содержит от 5 до 30 мас.% полиэтилена, а совокупная степень вытяжки составляет по меньшей мере 40. 23. Полиэтиленовые лента или пленка, полученные по способу по любому из пп.20-22.
МПК / Метки
МПК: F41H 5/04
Метки: способ, получения, изделие, лист, многослойного, материала
Код ссылки
<a href="https://eas.patents.su/9-14989-list-mnogoslojjnogo-materiala-sposob-ego-polucheniya-i-izdelie.html" rel="bookmark" title="База патентов Евразийского Союза">Лист многослойного материала, способ его получения и изделие</a>
Лист многослойного материала и способ его получения
Номер патента: 13291
Опубликовано: 30.04.2010
Авторы: Доршу Марко, Менке Якобус Йоханнес, Мариссен Рулоф, Петерс Александр Фолькер, Калис Гейсбертус Хендрикус Мария, Тандеруп Стен, Бойгельс Жан Хуберт Мари, Стеман Рейнард Йозеф Мария, Ванек Девид, Ван Элбург Йохан, Симмелинк Йосеф Арнольд Паул Мария
МПК: F41H 5/04
Метки: материала, многослойного, способ, получения, лист
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются, причем по меньшей мере один монослой включает по меньшей мере одну однонаправленную ленту из подвергнутого вытяжке полимера, где каждая лента имеет продольные кромки, у которой монослой не имеет участка повышенной толщины, расположенного...
Лист многослойного материала и способ его получения
Номер патента: 13292
Опубликовано: 30.04.2010
Авторы: Ванек Девид, Бойгельс Жан Хуберт Мари, Ван Элбург Йохан, Калис Гейсбертус Хендрикус Мария, Менке Якобус Йоханнес, Мариссен Рулоф, Симмелинк Йосеф Арнольд Паул Мария, Петерс Александр Фолькер, Доршу Марко, Тандеруп Стен, Стеман Рейнард Йозеф Мария
МПК: F41H 5/04
Метки: многослойного, материала, лист, способ, получения
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются и у которой соотношение между пределом прочности при растяжении и толщиной по меньшей мере одного монослоя равно более чем 4,5´1013Н/м3.2. Лист материала по п.1, где соотношение между пределом прочности при растяжении и толщиной по...
Поликристаллический материал, способ его получения и изделие из этого материала
Номер патента: 3570
Опубликовано: 26.06.2003
Автор: Александров Владимир Ильич
МПК: A61B 17/32, C30B 28/06
Метки: изделие, этого, получения, материал, материала, способ, поликристаллический
Формула / Реферат:
1. Поликристаллический материал, состоящий из кристаллитов частично стабилизированного диоксида циркония, отличающийся тем, что кристаллиты имеют игольчатую или пластинчатую форму длиной не более 0,05 мм с отношением длины к максимальному поперечному сечению не менее 2:1, расположены параллельно своим длинным осям и образуют прямоугольную решетку. 2. Материал по п.1, отличающийся тем, что в качестве стабилизирующего оксида он содержит оксид...
Изделие из термопластичного материала и способ получения такого изделия
Номер патента: 5429
Опубликовано: 24.02.2005
Авторы: Жобер Арно, Пиаиа Эгон
МПК: C08L 101/00, C08L 23/06, C08L 25/06...
Метки: такого, термопластичного, изделие, получения, материала, изделия, способ
Формула / Реферат:
1. Изделие из термопластичного материала(ов), отличающееся тем, что оно содержит в своей массе частицы муки из лигнифицированного эндокарпия оливковых косточек, смешанные в качестве наполнителя с указанным(и) пластичным материалом(ами) перед получением изделия, причем термопластичный материал выбран из группы, образованной виниловыми, олефиновыми и стирольными полимерами и совместимыми смесями этих полимеров, а содержание муки составляет от 5 до...
Баллистически стойкий лист и баллистически стойкое изделие
Номер патента: 14220
Опубликовано: 29.10.2010
Авторы: Йонгедейк Марсел, Эс Ван Мартин Антониус
МПК: F41H 5/04
Метки: изделие, лист, стойкое, баллистически, стойкий
Формула / Реферат:
1. Баллистически стойкий лист, содержащий стопку по меньшей мере из 2 монослоев с полимерной пленкой поверх их, где каждый монослой содержит однонаправленно ориентированные армирующие волокна или прядильные нити с пределом прочности на растяжение от 3,5 до 4,5 ГПа и не более 20 мас.% матричного материала, поверхностная плотность монослоя составляет от 10 до 80 г/м2 и направление волокон в каждом монослое повернуто по отношению к направлению...
Предыдущий патент: Композиция и усовершенствованный способ получения гидроксида алюминия
Следующий патент: Растворимая табачная пластинка
Случайный патент: Ретранслятор с цифровым блоком образования канала