Внутренний слой гофрированного картона, способ и установка для его изготовления
Формула / Реферат
1. Способ изготовления внутреннего слоя (22) гофрированного картона, включающий стадии наложения множества слоев гофрированного картона, разрезания слоев в направлении, перпендикулярном продольной гофрировке гофрированного картона, нанесения на слои жидкого, отверждаемого материала покрытия (48), содержащего жидкое стекло, и затвердевание материала покрытия (48).
2. Способ по п.1, отличающийся тем, что стадию нанесения покрытия на слои осуществляют на установке (80) по изготовлению гофрированного картона.
3. Способ по п.1, отличающийся тем, что стадию разрезания слоев на полоски (20) шириной (b), соответствующей ширине внутреннего слоя (22), осуществляют до осуществления стадии наложения множества слоев.
4. Способ по п.3, отличающийся тем, что формируют штабели (38) полосок и укладывают их плашмя, при этом продольная гофрировка проходит преимущественно в вертикальном направлении, тем, что жидкий материал покрытия (48) наносят на верхнюю поверхность (39) каждого штабеля (38), тем, что материал покрытия (48) продувают через гофрировку воздушными потоками и тем, что обеспечивается сбор излишка материала покрытия, выходящего через нижнюю поверхность штабеля.
5. Внутренний слой гофрированного картона с двумя параллельными лицевыми поверхностями (39), включающий множество слоев гофрированного картона, при этом продольная гофрировка гофрированного картона проходит перпендикулярно лицевым поверхностям (39), а весь внутренний слой (22) покрыт затвердевшим материалом покрытия (48), содержащим жидкое стекло.
6. Панель-сэндвич, состоящая из внутреннего слоя (22) по п.5 и облицовочной панели (25, 28, 58), расположенной, по меньшей мере, на одной лицевой поверхности (39) внутреннего слоя и прикрепленной к внутреннему слою.
7. Панель-сэндвич (26) по п.6, состоящая из множества наложенных друг на друга внутренних слоев (22) и облицовочной панели (25, 29, 58), расположенной на каждой из лицевых поверхностей всех внутренних слоев.
8. Панель-сэндвич по п.7, состоящая из трех внутренних слоев (22) и четырех облицовочных панелей (25, 29, 58), при этом указанная панель представляет собой прямоугольник, средний внутренний слой (22) сдвинут относительно облицовочных панелей (25, 29, 58) и образует выемку с двух противоположных сторон, а два наружных внутренних слоя (22) сдвинуты относительно облицовочных плит (25, 29, 58) и образуют выемку с двух других противоположных сторон.
9. Установка для осуществления способа по п.1, включающая:
- средство штабелирования (36, 96), служащее для наложения множества слоев гофрированного картона,
- режущее средство (14, 91), служащее для разрезания слоев в направлении, перпендикулярном продольной гофрировке, на полоски (20) шириной (b) по ширине изготавливаемого внутреннего слоя (22),
- средство нанесения покрытия (46, 85, 86), служащее для нанесения на слои жидкого, отверждаемого материала покрытия (48), содержащего жидкое стекло, и
- средство отверждения (62), служащее для отверждения материала покрытия.
10. Установка по п.9, отличающаяся тем, что режущее средство (14, 91) расположено до средства штабелирования (36, 96).
11. Установка по п.9, отличающаяся тем, что средство нанесения покрытия (85, 86) смонтировано в установке (80) по изготовлению гофрированного картона и включает устройство (87, 88) нанесения покрытия, предусмотренное для каждого бумажного рулона (82, 84), из которого состоит гофрированный картон (94).
12. Установка по п.11, отличающаяся тем, что устройства нанесения покрытия (87, 88) сконструированы таким образом, что покрытие наносится целиком на обе стороны каждого бумажного полотна (82, 84).
13. Установка по п.9, отличающаяся тем, что средство штабелирования (118) представляет собой намоточный станок, на котором слои сматывают в рулон (121).
14. Установка по п.9, отличающаяся тем, что средство нанесения покрытия (46) включает средство транспортировки (42), служащее для транспортировки штабеля (38) из наложенных друг на друга полосок (20) гофрированного картона, при этом продольная гофрировка проходит преимущественно в вертикальном направлении, средство нанесения покрытия включает, по меньшей мере, одно сопло (46), расположенное над средством транспортировки (42) и служащее для нанесения слоя материала покрытия (48) на верхнюю поверхность (39) штабеля (38), продувочное средство (46а), служащее для продувки материала покрытия через гофрировку, и средство сбора (56) для сбора излишка материала покрытия, выходящего из нижней поверхности штабеля (38).
15. Применение панели-сэндвича по п.6 в строительстве зданий.

Текст
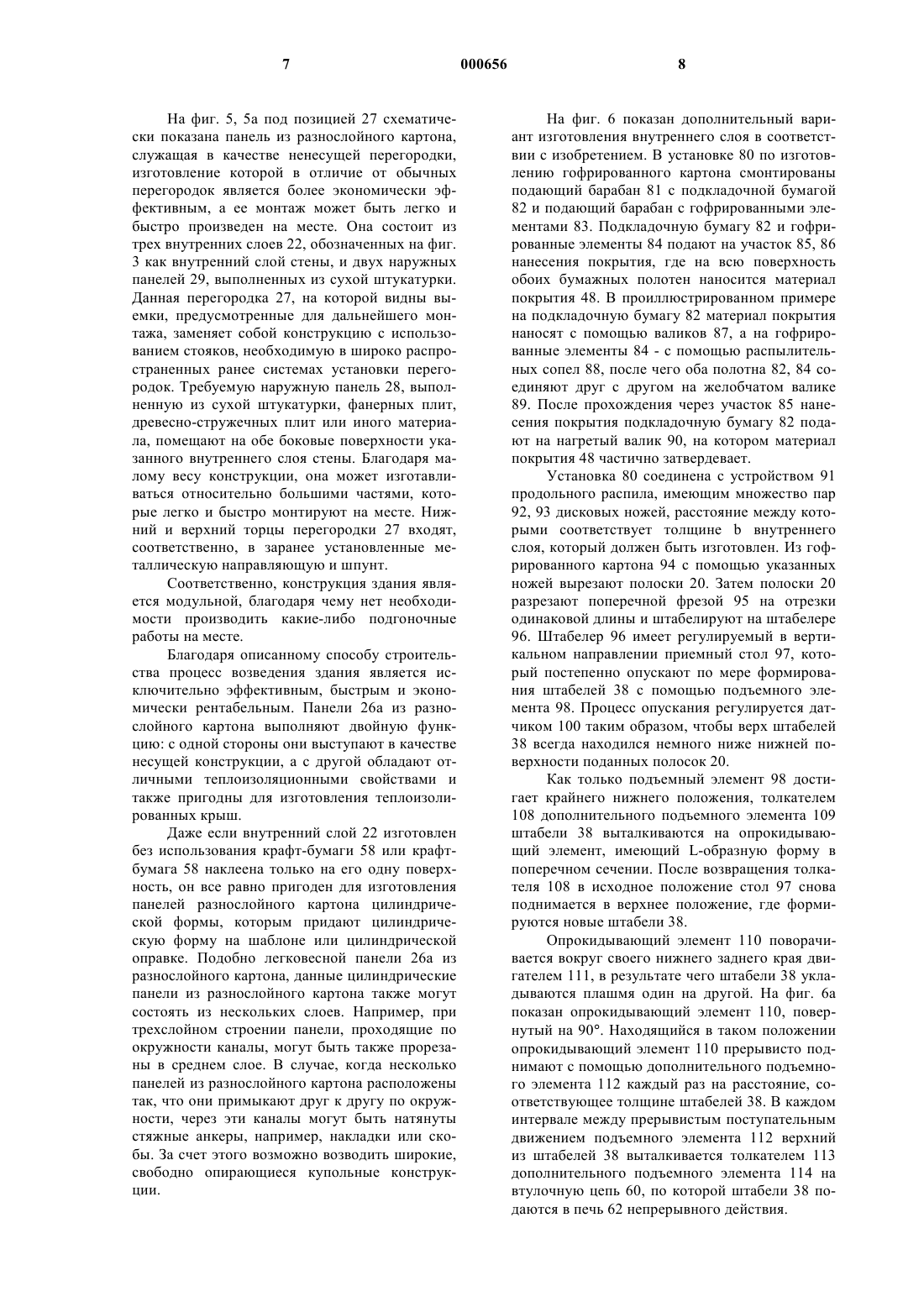
1 Изобретение относится к внутреннему слою гофрированного картона, изготовленному из полосок гофрированного картона, уложенных одна на другую. Кроме того, изобретение относится к способу и установке для изготовления внутреннего слоя гофрированного картона. В европейском патенте ЕР-В-0 584 303 описан поддон, состоящий из панели, имеющей ячеистый внутренний слой, состоящий из нескольких слоев гофрированного картона, наклеенных друг на друга. Направление гофрировки слоев картона перпендикулярно плоскости панели. Такие ячеистые внутренние слои изготавливают, наклеивая заготовки гофрированного картона большой площади одна на другую и затем распиливая их в направлении, перпендикулярном направлению гофрировки. Во французском патенте FR-A-2 474 950 описан внутренний слой гофрированного картона, состоящий из наложенных друг на друга слоев. Внутренний слой помещают в ванну из жидкой смолы таким образом, чтобы вся поверхность всех бумажных полотен, образующих слои гофрированного картона, оказалась смоченной. Затем смоле дают застыть, а полученный таким способом блок может быть разрезан по плоскости, перпендикулярной направлению гофрировки, на отдельные внутренние слои требуемой толщины. Изобретение имеет целью создание способа и установки, с помощью которых может быть обеспечено экономически эффективное изготовление высококачественных внутренних слоев гофрированного картона. Данная цель достигается сочетанием признаков независимых патентных притязаний. Дополнительные преимущества, признаки и подробности изобретения вытекают из нижеследующего описания предпочтительных вариантов осуществления, а также из ссылок на чертежи, согласно которым: На фиг. 1 изображена схематически горизонтальная проекция устройства для разрезания полотна гофрированного картона на полоски; на фиг. 2 - боковая проекция устройства для нанесения покрытия; на фиг. 3 - вид под углом панели из разнослойного картона, воспроизведенного с разделением на отдельные детали; на фиг. 4 - вид под углом группы панелей из разнослойного картона; на фиг. 5 - вид под углом части строительной конструкции, выполненной из разнослойного картона; на фиг. 5 а - в качестве иллюстрации в увеличенном виде один из элементов показанной на фиг. 5 конструкции из разнослойного картона, развернутый относительно вида на фиг. 5; на фиг. 6 и 6 а - второй вариант осуществления установки для изготовления внутреннего слоя и 2 на фиг. 7 и 7 а - третий вариант осуществления. В процессе изготовления гофрированных картонных панелей из гофрированного элемента 28 (фиг. 3) и необработанной подкладочной бумаги 30, которую прикрепляют к вершинам гофрировки с одной или обеих ее сторон, непрерывно перемещающееся полотно разрезают на множество отдельных полотен, ширина которых приводится в соответствие с размерами изготавливаемого изделия, например, размерами упаковочных контейнеров. В данном случае образуются так называемые боковые поля, достигающие 50 см в ширину, и торцевые участки по обе стороны высотой от примерно 5 до 10 мм. Ранее такие боковые поля и торцевые участки отправляли на переработку как бумажную макулатуру. Боковые поля 10 данного типа штабелируют рядом друг с другом на поддон, разрезают на участки равной длины и в соответствии с фиг. 1 подают в направлении подачи х по ленте вакуумного транспортера или по выпускным роликам 12 в устройство 14 продольного распила. Данное устройство имеет две пары разнесенных на определенное расстояние друг от друга подающих роликов 16, между которыми расположено множество регулируемых в боковом направлении узких сопел 18. В результате воздействия водяных струй высокого давления,выходящих из сопел 18, боковые поля 10 разделяются на полоски 20, ширина которых b соответствует толщине внутреннего слоя 22 гофрированного картона, который должен быть из них изготовлен. Вместо водяных струй для разрезания боковых полей 10 на полоски 20 могут быть также использованы вращающиеся дисковые ножи. Вдоль каждой кромки 11 боковых полей 10 срезают узкий крайний участок 32, который удаляют с помощью всасывающих сопел 34. Затем с помощью поворотного устройства 36 полоски 20 поворачивают на 90, помещают на их продольные кромки 21 и прижимают друг к другу лицевыми поверхностями, образованными подкладочной бумагой 30. Полоски 20, состоящие из множества слоев боковых полей, соединяют таким образом, чтобы образовался горизонтальный штабель 38,толщина которого соответствует толщине внутреннего слоя 22 гофрированного картона, который должен быть изготовлен. В каждом случае на верхнюю и нижнюю поверхности штабеля 38 наносят, по меньшей мере, две клеевые нити 40,чтобы штабель 38 оставался скрепленным при осуществлении последующих стадий способа. Описанное устройство 14 продольного распила имеет соответствующие размеры с тем,чтобы обеспечивать распиливание заготовок гофрированного картона или полотно шириной до 2,5 м; в данном случае возможно повторное использование не только боковых полей 10, но также более широких заготовок, в частности, 3 элементов бывших в употреблении изделий из гофрированного картона. Согласно фиг. 2 штабель 38 непрерывно подают через ленточный конвейер 42 на участок 44 нанесения покрытия. Из плоскоструйного сопла 46, проходящего поперечно направлению подачи х и непосредственно над поверхностью 39 подлежащего обработке штабеля 38, или из ряда отдельных сопел непрерывно подают тонкораспыленный материал покрытия 48 для его нанесения на поверхность 39. Материал покрытия 48 поступает в плоскоструйное сопло 46 из резервуара 50 через насос 49. За плоскоструйным соплом 46, далее по направлению подачи х и поперечно направлению подачи х над поверхностью 39 расположено более широкое плоскоструйное сопло 46 а или еще один ряд отдельных сопел. Указанное плоскоструйное сопло 46 а соединено с воздуходувкой 52, вдувающей воздух внутрь через нагревающее устройство 54. С помощью воздушного пара, поступающего из второго плоскоструйного сопла 46 а, слой материала покрытия 48, наносимый на поверхность 39 штабеля 38, продувают через пустоты гофрированных полосок 20, в результате чего весь штабель 38 оказывается покрытым материалом покрытия 48. За счет предварительного нагрева воздуха одновременно осуществляют предварительную сушку. Излишек материала покрытия 48, выходящий через нижнюю поверхность поддона, попадает в лоток 56 и снова закачивается в резервуар 50. Может быть целесообразно осуществить предварительный нагрев штабеля 38 с помощью горячего воздуха еще ранее, до его поступления на участок 44 нанесения покрытия. Одна или обе поверхности штабеля 38, на который было нанесено покрытие, может быть покрыта крафт-бумагой, которую подают из барабанов 59. На поверхность крафт-бумаги 58,обращенную к штабелю 38, может быть нанесен, например, материал покрытия 48; при определенных обстоятельствах нанесение еще не затвердевшего материала покрытия 48 является достаточным. Затем штабель 38 транспортируется на втулочной цепи 60 через печь 62 непрерывного действия, в которой происходит сушка и затвердевание материала покрытия 48. Обработанный внутренний слой 22 гофрированного картона, покрытого или непокрытого с одной или двух сторон слоем крафт-бумаги 58, затем транспортируют для дальнейшей переработки. В особом варианте осуществления печь 62 непрерывного действия располагают до участка нанесения крафт-бумаги 58. В этом случае верхняя поверхность внутреннего слоя 22 может быть загрунтована до нанесения крафт-бумаги 58. Жидкое стекло или раствор силиката натрия или силиката калия, содержащий около 64 мас.% воды, является особо предпочтительным материалом покрытия 48. Для такого примене 000656 4 ния особо предпочтительными являются растворы жидкого стекла с соотношением молекулярной массы 1,0 к 4,1, и содержанием силиката в пределах от 10 до 35 % в зависимости от состава жидкого стекла или смеси, в состав которой входит жидкое стекло. С целью улучшить свойства жидкого стекла, не являющиеся благоприятными для его применения в указанных целях, например, свойства удерживать воду,высокие температуры высыхания, хрупкость,свойства смачивать покрываемую поверхность,вязкость и т.д., в соответствии с настоящим изобретением в жидкое стекло добавляют аморфные, коллоидные силикатные растворы и/или органические со- и/или терполимеры. При высыхании данная смесь образует компактные гели, содержащие воду. После образования указанных гелей, они полностью обезвоживаются при относительно низкой температуре высыхания и коротком периоде высыхания, не меняя своего объема. Внутренний слой 22 гофрированного картона (и облицовочные панели 25), на который нанесено такое покрытие, обладает очень высоким сопротивлением давлению,сдвигу и изгибу. Он является в значительной мере огнестойким и, в отличие от покрытого чистым жидким стеклом, является водостойким. Он также может быть полностью использован повторно. Применение указанных выше добавок не приводит к существенному удорожанию жидкого стекла. Тем не менее, в качестве материала покрытия могут рассматриваться и другие жидкости,например, жидкая синтетическая смола, которая затем затвердевает, мочевина или соединения мочевины. При необходимости могут также применяться смеси различных жидкостей или один на другой могут наноситься растворы различных покрытий. Используя способ, описанный в соответствии с изобретением, возможно обеспечить экономически эффективное изготовление отдельных внутренних слоев 22, показатели прочности которых приближены к показателям прочности ячеек, производимых непромышленным способом из кевлара или углеродного волокна, например, для авиационной промышленности и поэтому являющихся очень дорогостоящими. Описанный выше раствор для изготовления внутреннего слоя обладает рядом существенных преимуществ:- дешевизна исходного материала, поскольку он может производиться по цене бумажной макулатуры производителями гофрированного картона;- отсутствие дорогостоящей для производителей гофрированного картона операции по переработке боковых полей в целлюлозную массу;- возможность повторного использования всех сортов гофрированного картона, например,одинарного гофрированного картона, односто 5 роннего или двухстороннего картона или картона с несколькими слоями гофры;- высокое качество боковых полей, поскольку для изготовления гофрированного картона в качестве подкладочной бумаги обычно используют гладкую крафт-бумагу, то есть бумагу с высоким содержанием целлюлозы, превышающим 60 %, и удельной массой в пределах от 150 до 400 г/кв. м.- возможность повторного использования,даже многократного изделий, изготовленных из данных панелей;- высокая статическая несущая способность панелей из разнослойного картона и хорошие изоляционные свойства;- водонепроницаемость внутреннего слоя,стойкость к загниванию, огнестойкость, стойкость к повреждению насекомыми и т.д. Внутренний слой 22 является предпочтительной составляющей частью картонной панели 26 из разнослойного картона, описанной со ссылкой на фиг. 3. Данная панель из разнослойного картона может быть разрезана по соответствующему размеру, например, водяными струями высокого давления или распилена. Заготовки макулатурного картона могут быть наклеены на внутренней слой 22, на обе стороны которого нанесена крафт-бумага, и дополнительно полоски макулатурного картона могут быть наклеены на торцевые поверхности панели 26 из разнослойного картона. Предпочтительно указанную панель 26 из разнослойного картона дополнительно покрывают крафт-бумагой и,если это применимо, дополнительно подвергают пропитке, либо панель 26 из разнослойного картона может быть покрыта так называемым "сэндвичем" (слоем двухсторонней крафт-бумаги,покрытой слоем парафина), благодаря чему она становится водонепроницаемой. Таким образом получают панель 26 из разнослойного картона,обладающую ценными свойствами и полностью пригодную для повторного использования. В случаях особого применения в качестве облицовочных листов может использоваться не только макулатурный картон, но и иной материал, который прикрепляют к панели 26 из разнослойного картона или внутреннему слою 22,например, листы сухой штукатурки или строительный картон, древесные плиты, фанерные плиты, древесно-волокнистые плиты или древесно-стружечные плиты, цементно-волокнистые плиты, а также металлические листы, например, из стали или легкого металла, либо упроченные волокном плиты. Указанные панели 26 из разнослойного картона обладают высокой прочностью и несущей способностью при малой массе, поскольку их внутренний слой состоит из гофрированного картона, вследствие чего они могут иметь множество применений, например,в качестве внутреннего оборудования зданий,выставочных стендов, предметов мебели и ана 000656 6 логичных им. Кроме того, они обладают хорошими теплоизоляционными свойствами. На фиг. 4 показана прямоугольная панель 26 из разнослойного или многослойного картона, имеющая три внутренних слоя 22 и четыре облицовочных панели 25. Облицовочные панели 25 различных слоев могут состоять различных материалов. Торцевые поверхности 23 двух расположенных снаружи внутренних слоев 22 сдвинуты назад на расстояние i в направлении,перпендикулярном коротким торцевым кромкам 66 облицовочных панелей 25. Кроме того, соответствующие боковые поверхности 23 а среднего внутреннего слоя 22 удалены на расстояние i от продольных кромок 68 облицовочных панелей 25. В обоих случаях образуются краевые пазы 70 глубиной i, в которые могут вставляться и при необходимости закрепляться в них вставные планки 72, служащие для соединения идентичных панелей 26 а из разнослойного картона,торцы которых примыкают друг к другу. Средний внутренний слой 22 не обязательно должен быть сплошным, за счет чего образуются каналы для закладки в них арматуры. Аналогичным образом вставные планки 72 могут представлять собой панели из разнослойного картона с внутренним слоем 22 и двумя облицовочными панелями 25, при этом их толщина n преимущественно соответствует толщине b среднего внутреннего слоя 22 панели 26 а из многослойного картона, а их ширина f примерно в два раза превосходит глубину i паза. За счет указанных вставных планок 72, которые вставляют в краевые пазы 70 (шесть, согласно фиг. 4), обеспечивается возможность варьировать сборку панели 26 а из многослойного картона. На фиг. 5 схематически изображена секция здания, выполненного из панелей 26 а разнослойного картона, которые служат в качестве стеновых и потолочных панелей, вставных планок 72 и дополнительных ограничительных полосок 73, 73 а. Ограничительные полоски 73, 73 а служат границей торцевых поверхностей, не соединенных с другой панелью 26 а разнослойного картона; ограничительные полоски 73 имеют U-образную форму в поперечном сечении и вставляются в пазы 70 с короткой стороны. Ограничительные полоски 73 а имеют Тобразную форму в поперечном сечении и ограничивают торцы с длинной стороны. Полоски 72, 73, 73 а могут прикрепляться к панели 26 а из разнослойного картона. Здание возводят на кольцевом фундаменте,на нескольких отдельных фундаментах, по меньшей мере, на двух ленточных фундаментах или на стенах подвала, к которым его прикрепляют соответствующим образом, например, с помощью не показанных подвесок, входящих в каналы в нижней панели 26 а разнослойного картона изакрепленных своими верхними торцами. 7 На фиг. 5, 5 а под позицией 27 схематически показана панель из разнослойного картона,служащая в качестве ненесущей перегородки,изготовление которой в отличие от обычных перегородок является более экономически эффективным, а ее монтаж может быть легко и быстро произведен на месте. Она состоит из трех внутренних слоев 22, обозначенных на фиг. 3 как внутренний слой стены, и двух наружных панелей 29, выполненных из сухой штукатурки. Данная перегородка 27, на которой видны выемки, предусмотренные для дальнейшего монтажа, заменяет собой конструкцию с использованием стояков, необходимую в широко распространенных ранее системах установки перегородок. Требуемую наружную панель 28, выполненную из сухой штукатурки, фанерных плит,древесно-стружечных плит или иного материала, помещают на обе боковые поверхности указанного внутреннего слоя стены. Благодаря малому весу конструкции, она может изготавливаться относительно большими частями, которые легко и быстро монтируют на месте. Нижний и верхний торцы перегородки 27 входят,соответственно, в заранее установленные металлическую направляющую и шпунт. Соответственно, конструкция здания является модульной, благодаря чему нет необходимости производить какие-либо подгоночные работы на месте. Благодаря описанному способу строительства процесс возведения здания является исключительно эффективным, быстрым и экономически рентабельным. Панели 26 а из разнослойного картона выполняют двойную функцию: с одной стороны они выступают в качестве несущей конструкции, а с другой обладают отличными теплоизоляционными свойствами и также пригодны для изготовления теплоизолированных крыш. Даже если внутренний слой 22 изготовлен без использования крафт-бумаги 58 или крафтбумага 58 наклеена только на его одну поверхность, он все равно пригоден для изготовления панелей разнослойного картона цилиндрической формы, которым придают цилиндрическую форму на шаблоне или цилиндрической оправке. Подобно легковесной панели 26 а из разнослойного картона, данные цилиндрические панели из разнослойного картона также могут состоять из нескольких слоев. Например, при трехслойном строении панели, проходящие по окружности каналы, могут быть также прорезаны в среднем слое. В случае, когда несколько панелей из разнослойного картона расположены так, что они примыкают друг к другу по окружности, через эти каналы могут быть натянуты стяжные анкеры, например, накладки или скобы. За счет этого возможно возводить широкие,свободно опирающиеся купольные конструкции. 8 На фиг. 6 показан дополнительный вариант изготовления внутреннего слоя в соответствии с изобретением. В установке 80 по изготовлению гофрированного картона смонтированы подающий барабан 81 с подкладочной бумагой 82 и подающий барабан с гофрированными элементами 83. Подкладочную бумагу 82 и гофрированные элементы 84 подают на участок 85, 86 нанесения покрытия, где на всю поверхность обоих бумажных полотен наносится материал покрытия 48. В проиллюстрированном примере на подкладочную бумагу 82 материал покрытия наносят с помощью валиков 87, а на гофрированные элементы 84 - с помощью распылительных сопел 88, после чего оба полотна 82, 84 соединяют друг с другом на желобчатом валике 89. После прохождения через участок 85 нанесения покрытия подкладочную бумагу 82 подают на нагретый валик 90, на котором материал покрытия 48 частично затвердевает. Установка 80 соединена с устройством 91 продольного распила, имеющим множество пар 92, 93 дисковых ножей, расстояние между которыми соответствует толщине b внутреннего слоя, который должен быть изготовлен. Из гофрированного картона 94 с помощью указанных ножей вырезают полоски 20. Затем полоски 20 разрезают поперечной фрезой 95 на отрезки одинаковой длины и штабелируют на штабелере 96. Штабелер 96 имеет регулируемый в вертикальном направлении приемный стол 97, который постепенно опускают по мере формирования штабелей 38 с помощью подъемного элемента 98. Процесс опускания регулируется датчиком 100 таким образом, чтобы верх штабелей 38 всегда находился немного ниже нижней поверхности поданных полосок 20. Как только подъемный элемент 98 достигает крайнего нижнего положения, толкателем 108 дополнительного подъемного элемента 109 штабели 38 выталкиваются на опрокидывающий элемент, имеющий L-образную форму в поперечном сечении. После возвращения толкателя 108 в исходное положение стол 97 снова поднимается в верхнее положение, где формируются новые штабели 38. Опрокидывающий элемент 110 поворачивается вокруг своего нижнего заднего края двигателем 111, в результате чего штабели 38 укладываются плашмя один на другой. На фиг. 6 а показан опрокидывающий элемент 110, повернутый на 90. Находящийся в таком положении опрокидывающий элемент 110 прерывисто поднимают с помощью дополнительного подъемного элемента 112 каждый раз на расстояние, соответствующее толщине штабелей 38. В каждом интервале между прерывистым поступательным движением подъемного элемента 112 верхний из штабелей 38 выталкивается толкателем 113 дополнительного подъемного элемента 114 на втулочную цепь 60, по которой штабели 38 подаются в печь 62 непрерывного действия. 9 Поскольку гофрированный картон производится в очень больших количествах, современные установки по изготовлению гофрированного картона способны производить картон шириной 2,5 м со скоростью примерно 400 м/мин. В этой связи требования к используемой бумаге весьма высоки. Соответственно, отбирается более дорогая бумага. Таким образом, использование не отобранной бумаги, например, с отклонениями по толщине, выходящими за пределы установленных значений, может оказаться экономически эффективным, несмотря на то,что к ней предъявляются те же самые критерии качества за исключением необходимости применения высокопродуктивных установок по производству гофрированного картона. Для осуществления описанного способа могут быть переоснащены менее современные и не такие быстродействующие (например, со скоростью работы 60 м/мин). Имея меньшую скорость работы, такие установки также способны перерабатывать сорта бумаги, непригодные для производства гофрированного картона на высокоскоростных установках, но в остальном не уступают им и являются экономически эффективными. На фиг. 7 и 7 а проиллюстрирована дополнительная установка для изготовления внутренних слоев. На участке 85 нанесения покрытия установки 80 по изготовлению гофрированного картона еще раз наносят покрытие на обращенные друг к другу поверхности двух бумажных полотен 82, 84. В данном случае это осуществляют с помощью одного плоскоструйного сопла 88, расположенного непосредственно у желобчатого валика 89 и одновременно распыляющего покрытие на бумажные полотна 82, 84. Поперечная фреза 95 расположена до устройства 91 продольного распила, которое состоит из двух расположенных одного за другим рядов ножей 92, 93, 92 а, 93 а, при этом ножи 92 а, 93 а взаимно сдвинуты в осевом направлении относительно ножей 92, 93 на расстояние d, соответствующее ширине полосок 20. За счет этого уменьшается опасность разрыва гофрированного картона 94. Штабелирующее устройство 96 в данном случае представляет собой намоточный станок 118, состоящий из прямоугольной в поперечном сечении, имеющей форму призмы плоской намоточной оправки 120, способной вращаться вокруг оси 119 и приводимой в действие двигателем (не показан), на которую наматывают полоски 20. Непосредственно перед участком намотки расположен участок 86 нанесения дополнительного покрытия с плоскоструйным соплом 88, с помощью которого на все поверхности двух бумажных полотен 82, 84, на которые еще не было нанесено покрытие, наносят материал покрытия 48. Для формирования рулона, форма которого максимально приближена к параллелепипеду, предусмотрены две прижимные пластины 122, которые периодически прижимают к рулону 121 с помощью подъемных элементов 10 123. Поскольку рулон 121 имеет прямоугольную форму в поперечном сечении и учитывая, что он подвергается периодическому сжатию, намотка полосок 20 на намоточный станок 118 происходит неравномерно. Это компенсируется за счет барабана, представляющего собой нагруженный прижимной ролик 124. Как только рулон 121 полностью сформирован, гофрированный картон разрезают в поперечном направлении с помощью поперечной фрезы 95. Рулон 121 затем снимают с намоточной оправки 120 и подвергают повторному сжатию, например, с помощью прижимных пластин 122, в результате чего исчезает пустота в центре рулона. Отдельные рулоны 22 или штабели 38 затем отделяют друг от друга, как это показано на фиг. 6 а, а материал покрытия затвердевает. Чтобы предотвратить слипание отдельных штабелей 38 во время их формирования, намоточный станок 118 может быть снабжен дополнительными стационарными тонкими сетками или металлическими листами, разнесенными на ширину полосок и проходящими по всей длине намоточной оправки 120. Чтобы начать формирование нового рулона 121, полоски 20 или,если устройство 91 продольной резки поднято,гофрированный картон 94 оборачивают вручную вокруг оправки 128 так, чтобы образовалось около двух витков, после чего операция намотки начинается заново. Преимущество образованного в результате намотки внутреннего слоя заключается в том,что он обладает одинаковой прочностью в обоих направлениях. На фиг. 7 а показан предпочтительный вариант осуществления плоскоструйного сопла 88. Оно состоит из камеры 128, в которую наcосом 129 подается материал покрытия 48. Вращающиеся в противоположном направлении валики 131, расположенные на небольшом, регулируемом расстоянии друг от друга, смонтированы с возможностью вращения вблизи стенки 130 камеры 128. Валикам 131 сообщается вращательное движение в проиллюстрированном противоположном направлении, и они уплотнены относительно стенки с помощью уплотнительных прокладок 132. Струя 133 распыляемого материала покрытия проходит через узкий зазор между валиками 131. Преимущество такой конструкции распылительных сопел 88 состоит в том, что материала покрытия не может скапливаться на выходе из зазора, поскольку зазор непрерывно очищается уплотнительными прокладками 132 и, если это необходимо,дополнительными скребками. В качестве альтернативы описанному варианту осуществления намотка рулона 121 может также производиться на цилиндрической оправке 121, после чего его снимают с оправки 120 и прессуют, чтобы придать ему приблизительно прямоугольную в поперечном сечении форму. Преимущество данного варианта заклю 11 чается в том, что операция намотки упрощена и происходит непрерывно. При этом, однако, увеличиваются радиусы закругления вершин готовых ячеистых внутренних слоев 22. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления внутреннего слоя(22) гофрированного картона, включающий стадии наложения множества слоев гофрированного картона, разрезания слоев в направлении,перпендикулярном продольной гофрировке гофрированного картона, нанесения на слои жидкого, отверждаемого материала покрытия(48), содержащего жидкое стекло, и затвердевание материала покрытия (48). 2. Способ по п.1, отличающийся тем, что стадию нанесения покрытия на слои осуществляют на установке (80) по изготовлению гофрированного картона. 3. Способ по п.1, отличающийся тем, что стадию разрезания слоев на полоски (20) шириной (b), соответствующей ширине внутреннего слоя (22), осуществляют до осуществления стадии наложения множества слоев. 4. Способ по п.3, отличающийся тем, что формируют штабели (38) полосок и укладывают их плашмя, при этом продольная гофрировка проходит преимущественно в вертикальном направлении, тем, что жидкий материал покрытия (48) наносят на верхнюю поверхность (39) каждого штабеля (38), тем, что материал покрытия (48) продувают через гофрировку воздушными потоками и тем, что обеспечивается сбор излишка материала покрытия, выходящего через нижнюю поверхность штабеля. 5. Внутренний слой гофрированного картона с двумя параллельными лицевыми поверхностями (39), включающий множество слоев гофрированного картона, при этом продольная гофрировка гофрированного картона проходит перпендикулярно лицевым поверхностям (39), а весь внутренний слой (22) покрыт затвердевшим материалом покрытия (48), содержащим жидкое стекло. 6. Панель-сэндвич, состоящая из внутреннего слоя (22) по п.5 и облицовочной панели(25, 28, 58), расположенной, по меньшей мере,на одной лицевой поверхности (39) внутреннего слоя и прикрепленной к внутреннему слою. 7. Панель-сэндвич (26) по п.6, состоящая из множества наложенных друг на друга внутренних слоев (22) и облицовочной панели (25,29, 58), расположенной на каждой из лицевых поверхностей всех внутренних слоев. 8. Панель-сэндвич по п.7, состоящая из трех внутренних слоев (22) и четырех облицовочных панелей (25, 29, 58), при этом указанная панель представляет собой прямоугольник,средний внутренний слой (22) сдвинут относительно облицовочных панелей (25, 29, 58) и образует выемку с двух противоположных сторон, 000656 12 а два наружных внутренних слоя (22) сдвинуты относительно облицовочных плит (25, 29, 58) и образуют выемку с двух других противоположных сторон. 9. Установка для осуществления способа по п.1, включающая:- средство штабелирования (36, 96), служащее для наложения множества слоев гофрированного картона,- режущее средство (14, 91), служащее для разрезания слоев в направлении, перпендикулярном продольной гофрировке, на полоски (20) шириной (b) по ширине изготавливаемого внутреннего слоя (22),- средство нанесения покрытия (46, 85, 86),служащее для нанесения на слои жидкого, отверждаемого материала покрытия (48), содержащего жидкое стекло, и- средство отверждения (62), служащее для отверждения материала покрытия. 10. Установка по п.9, отличающаяся тем,что режущее средство (14, 91) расположено до средства штабелирования (36, 96). 11. Установка по п.9, отличающаяся тем,что средство нанесения покрытия (85, 86) смонтировано в установке (80) по изготовлению гофрированного картона и включает устройство(87, 88) нанесения покрытия, предусмотренное для каждого бумажного рулона (82, 84), из которого состоит гофрированный картон (94). 12. Установка по п.11, отличающаяся тем,что устройства нанесения покрытия (87, 88) сконструированы таким образом, что покрытие наносится целиком на обе стороны каждого бумажного полотна (82, 84). 13. Установка по п.9, отличающаяся тем,что средство штабелирования (118) представляет собой намоточный станок, на котором слои сматывают в рулон (121). 14. Установка по п.9, отличающаяся тем,что средство нанесения покрытия (46) включает средство транспортировки (42), служащее для транспортировки штабеля (38) из наложенных друг на друга полосок (20) гофрированного картона, при этом продольная гофрировка проходит преимущественно в вертикальном направлении, средство нанесения покрытия включает,по меньшей мере, одно сопло (46), расположенное над средством транспортировки (42) и служащее для нанесения слоя материала покрытия(48) на верхнюю поверхность (39) штабеля (38),продувочное средство (46 а), служащее для продувки материала покрытия через гофрировку, и средство сбора (56) для сбора излишка материала покрытия, выходящего из нижней поверхности штабеля (38). 15. Применение панели-сэндвича по п.6 в строительстве зданий.
МПК / Метки
МПК: B31D 3/00
Метки: картона, слой, установка, внутренний, гофрированного, способ, изготовления
Код ссылки
<a href="https://eas.patents.su/8-656-vnutrennijj-slojj-gofrirovannogo-kartona-sposob-i-ustanovka-dlya-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Внутренний слой гофрированного картона, способ и установка для его изготовления</a>
Переводная этикетка, тара, содержащая переводной слой, способ мойки тары
Номер патента: 487
Опубликовано: 26.08.1999
Авторы: Блом Патрик Йоханнес, Тернер Нил Доналд, Росенс Эрвин Антон, Брандт Томас Линн
МПК: B65D 23/08, G09F 3/10
Метки: переводная, содержащая, слой, мойки, способ, тара, переводной, этикетка, тары
Формула / Реферат:
1. Переводная этикетка, содержащая опорный слой и переводной слой, прикреплённый с возможностью отделения к опорному слою и содержащий слой краски, отличающаяся тем, что переводной слой содержит на каждой стороне от слоя краски верхний и нижний слой защитной оболочки соответственно, причём верхний и нижний слои защитной оболочки соприкасаются друг с другом вне периметра слоя краски с образованием замкнутой оболочки вокруг слоя краски. 2....
Температурно-согласованный интерференционный слой для создания оптической разности хода
Номер патента: 614
Опубликовано: 29.12.1999
Авторы: Де Вит Паулюс Питер, Пикен Стефен Джеймс, Босма Мартин, Стенберген Андре
МПК: G02B 5/30, C09K 19/38, C08G 65/22...
Метки: оптической, создания, хода, интерференционный, разности, температурно-согласованный, слой
Формула / Реферат:
1. Жидкокристаллический дисплей, содержащий матрицу дисплея, включающую жидкокристаллический материал и интерференционный слой для создания оптической разности хода, включающий слой материала с высокой молекулярной массой и подложку, где материал с высокой молекулярной массой находится в нематической фазе выше его температуры стеклования (Tg) и имеет динамическую вязкость при рабочей температуре, по меньшей мере, 100 ПаЧс, и разница температуры...
Способ изготовления воздухонепроницаемых и влагостойких коробок
Номер патента: 387
Опубликовано: 24.06.1999
Автор: Стронк-Динк Анна
МПК: B65D 5/60
Метки: влагостойких, изготовления, воздухонепроницаемых, коробок, способ
Формула / Реферат:
1. Способ производства воздухонепроницаемых коробок из картона, отличающийся тем, что отрезается основа Р, состоящая из боковых панелей (1, 2, 3, 4), которые соединены между собой по линиям сгиба боковых панелей (5, 6, 7); задних панелей (8, 9, 10, 11), прикрепленных к боковым панелям (1, 2, 3, 4) по соответствующим линиям сгиба задних панелей (13, 14, 15, 16), в то время как задние панели (8, 9, 10, 11) связаны каждая с двумя противоположными...
Жесткая термоизолирующая панель и способ ее изготовления
Номер патента: 38
Опубликовано: 26.02.1998
Автор: Менендез Ганседо Валентин
МПК: B64G 1/58, F16L 59/06, B32B 7/00...
Метки: изготовления, панель, термоизолирующая, жесткая, способ
Формула / Реферат:
1. Жесткая термоизолирующая панель (1), образованная гибкими композитными пластинами с расположенными между ними поперечными элементами, позволяющими удерживать пластины в определенном положении по отношению друг друга, отличающаяся тем, что каждая композитная пластина (2) содержит в направлении от центра к периферии внутренний защитный слой (4), проницаемый для электромагнитных волн, в частности для инфракрасных лучей, тонкий металлический слой...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: ковкой, способ, шестерни(варианты, кованой, изготовления, заготовки, устройство, цельной
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Следующий патент: Штамп для гидроформинга и способ гидроформинга металлической трубы
Случайный патент: Регулирование роста растений