Рычаг автомобильной подвески и способ его изготовления
Формула / Реферат
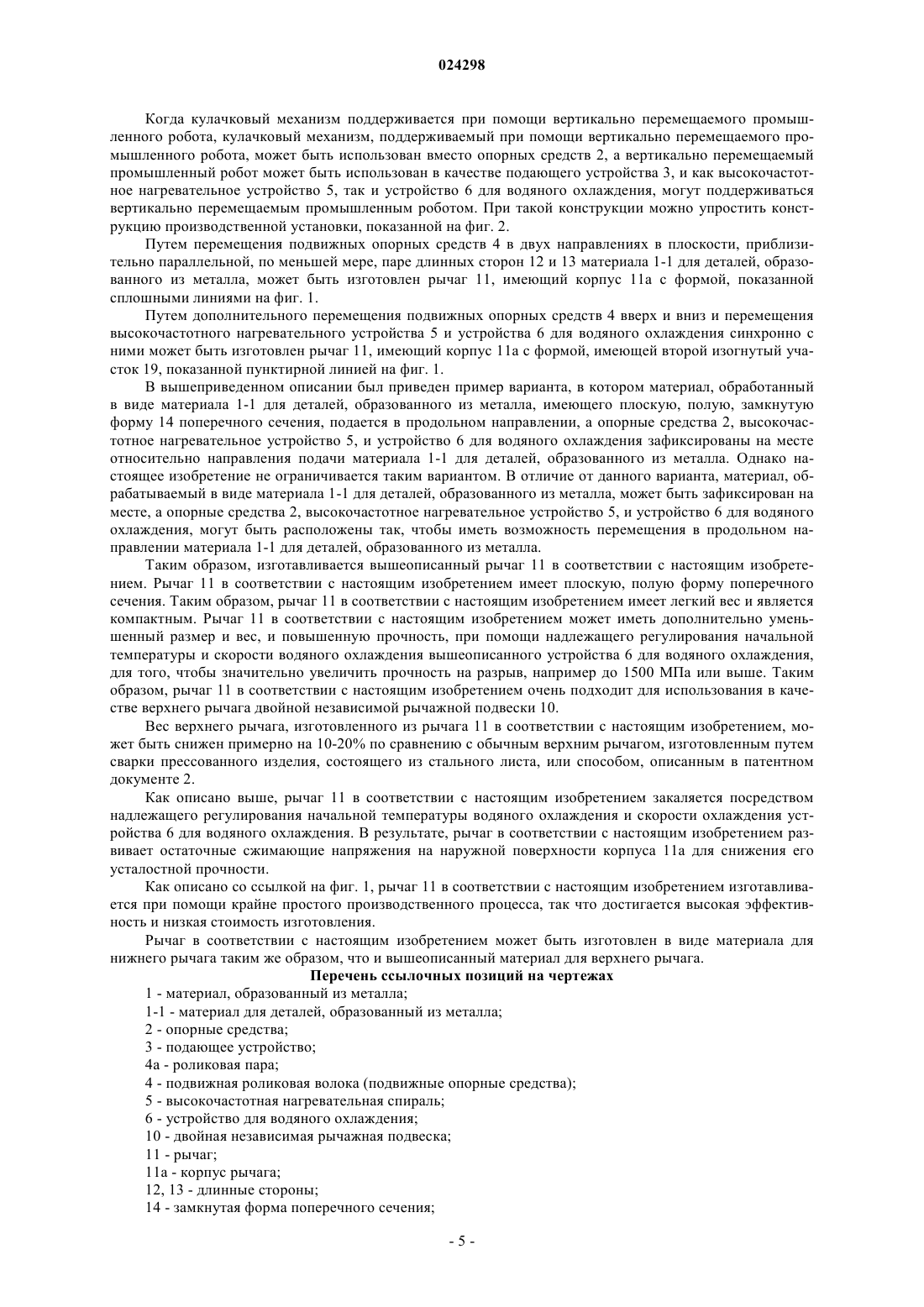
1. Рычаг автомобильной подвески, отличающийся тем, что он выполнен из металла и образован из корпуса, который является единым элементом, при этом корпус в его поперечном сечении имеет форму полой и замкнутой фигуры с парой противоположных длинных сторон, при этом корпус имеет по меньшей мере один первый изогнутый участок, который изогнут в плоскости, параллельной паре длинных сторон, и который является закаленным.
2. Рычаг по п.1, отличающийся тем, что корпус имеет по меньшей мере первый участок, второй участок и третий участок, расположенный между первым и вторым участками в продольном направлении, причем первый изогнутый участок выполнен на первом участке, а на третьем участке выполнен второй изогнутый в горячем состоянии участок, при этом пара длинных сторон в первом участке и пара длинных сторон во втором участке лежат в разных плоскостях друг относительно друга.
3. Рычаг по п.1, отличающийся тем, что закаленный участок имеет прочность на разрыв 1500 МПа или более.
4. Рычаг по п.1, отличающийся тем, что второй изогнутый участок представляет собой закаленный участок.
5. Рычаг по п.4, отличающийся тем, что закаленный участок имеет прочность на разрыв 1500 МПа или более.
6. Рычаг по п.1, отличающийся тем, что рычаг предназначен для двойной независимой рычажной подвески.
7. Рычаг по п.1, отличающийся тем, что закаленный участок сначала подвергнут горячей гибке, а затем закалке.
8. Рычаг по п.4, отличающийся тем, что закаленный участок сначала подвергнут горячей гибке, а затем закалке.
9. Рычаг по п.1, отличающийся тем, что корпус имеет сварной участок.
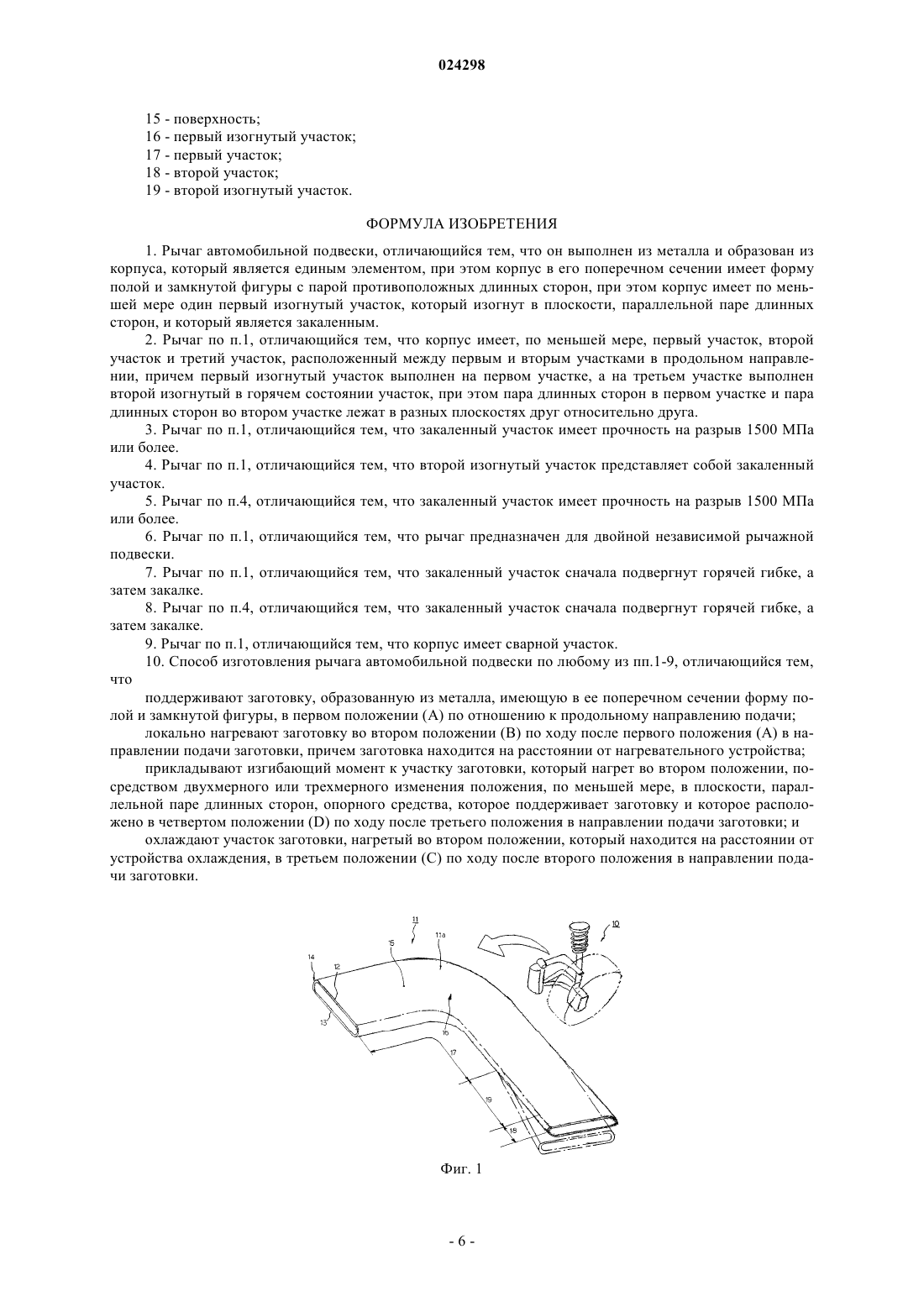
10. Способ изготовления рычага автомобильной подвески по любому из пп.1-9, отличающийся тем, что
поддерживают заготовку, образованную из металла, имеющую в ее поперечном сечении форму полой и замкнутой фигуры, в первом положении (A) по отношению к продольному направлению подачи;
локально нагревают заготовку во втором положении (B) по ходу после первого положения (A) в направлении подачи заготовки, причем заготовка находится на расстоянии от нагревательного устройства;
прикладывают изгибающий момент к участку заготовки, который нагрет во втором положении, посредством двухмерного или трехмерного изменения положения по меньшей мере в плоскости, параллельной паре длинных сторон, опорного средства, которое поддерживает заготовку и которое расположено в четвертом положении (D) по ходу после третьего положения в направлении подачи заготовки; и
охлаждают участок заготовки, нагретый во втором положении, который находится на расстоянии от устройства охлаждения, в третьем положении (C) по ходу после второго положения в направлении подачи заготовки.

Текст
РЫЧАГ АВТОМОБИЛЬНОЙ ПОДВЕСКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ Предложен рычаг для верхнего рычага или нижнего рычага, который образует двойную независимую рычажную подвеску или подобную систему автомобиля, позволяющий дополнительно уменьшить размер, снизить вес и повысить прочность, а также способ изготовления такого рычага. Рычаг автомобильной подвески выполнен из металла и образован из корпуса,который является единым элементом. Корпус в его поперечном сечении имеет форму полой и замкнутой фигуры с парой противоположных длинных сторон. Корпус имеет по меньшей мере один первый изогнутый участок, который изогнут в плоскости, параллельной паре длинных сторон,и который является закаленным. Область техники, к которой относится изобретение Настоящее изобретение относится к рычагу и способу его изготовления. Более конкретно, настоящее изобретение относится к верхнему рычагу и нижнему рычагу, которые являются конструктивными элементами двойной независимой рычажной подвески или многорычажной подвески для автомобиля,которые обладают малым весом, малым размером и высокой прочностью, высокой эффективностью и низкой стоимостью благодаря плоской форме поперечного сечения. Настоящее изобретение также относится к способу его изготовления. Уровень техники В последние годы независимые рычажные подвески и подвески МакФерсон широко использовались в качестве подвесок для автомобилей. Среди рычажных независимых подвесок двойная рычажная независимая подвеска поддерживает колесо и шину при помощи рычажного механизма, имеющего форму параллелограмма, состоящего из верхнего рычага и нижнего рычага. В двойной независимой рычажной подвеске, когда колесо перемещается вверх и вниз из-за входного воздействия от поверхности дороги, отклонение поворотного шкворня и угол развала не изменяются с легкостью, что упрощает стабильное сохранение площади контакта между шиной и поверхностью дороги. Многорычажная подвеска, являющаяся одним из вариантов двойной независимой рычажной подвески, также широко используется в качестве подвески для автомобилей. Рычаг для верхнего рычага (также называемого верхним рычагом независимой подвески) и нижнего рычага, которые являются конструктивными элементами двойной независимой рычажной подвески и многорычажной подвески (совместно называемых в настоящем описании "двойная независимая рычажная подвеска"), до сих пор изготавливался путем сваривания частей, выполненных путем прессования стального листа, штамповки толстой пластины, ковки алюминиевого сплава и подобных способов. В последнее время снижение веса автомобилей распространяется как мера против глобального потепления. Двойная независимая рычажная подвеска становится больше по конструкции, чем подвески МакФерсон, так что ее вес увеличивается. По этой причине существует острая необходимость в дальнейшем снижении веса, уменьшении размеров, повышении прочности и снижении стоимости конструктивных частей, таких как верхние рычаги и нижние рычаги двойной независимой рычажной подвески. В патентном документе JP 2004291963 A описано изобретение, относящееся к независимой рычажной подвеске, имеющей верхний рычаг, выполненный в форме буквы A путем сгибания одного металлического листа, и имеющий верхний участок внутренний фланец и наружный фланец. Участок для поддержания шарового шарнира выполнен на наружном конце в направлении ширины корпуса автомобиля на верхнем участке рычага. Участок, поддерживающий вкладыш подшипника, выполнен на внутреннем конце в направлении ширины корпуса автомобиля на внутреннем фланце. Внутренний фланец и наружный фланец выполнены так, что на наружной стороне в направлении ширины корпуса автомобиля, длина в вертикальном направлении наружного фланца больше, чем длина в вертикальном направлении внутреннего фланца. Кроме того, внутренний фланец и наружный фланец выполнены так, что на внутренней стороне в направлении ширины корпуса автомобиля, длина в вертикальном направлении внутреннего фланца больше длины в вертикальном направлении наружного фланца. Данное изобретение может снизить вес и повысить жесткость верхнего рычага. Этот верхний рычаг изготавливается посредством гибки заготовки, содержащей один металлический лист, в форму буквы A. Таким образом, стоимость изготовления обязательно является высокой, и неизбежно существует предел изгиба. Таким образом, выполнение идеальной формы с точки зрения эффективности является затруднительным, и эффективность является неудовлетворительной. Кроме того,существует необходимость в дополнительном повышении прочности такого типа верхних рычагов. В патентном документе JP 10166823 A описан рычаг для подвески, имеющий двойную трубчатую структуру в местах, требующих особой прочности. В соответствии с этим изобретением рычаг подвески изготавливается путем размещения упрочняющего трубчатого элемента в местах, требующих особой прочности, и выполнении вытяжки, гидравлического формования и прессования для получения конечной формы. Данный способ изготовления требует сложных этапов обработки, так что эффективность продукта является неудовлетворительной и сложно снизить его стоимость. Кроме того, существует проблема, заключающаяся в том, что прочность существенно меньше в местах, которые не упрочнены. В патентном документе WO 200693006 описана установка для гибки. Раскрытие изобретения Проблема, которую необходимо решить. При помощи верхних рычагов и способов изготовления рычага, описанных в патентных документахJP 2004291963 A и JP 10166823 A, крайне сложно одновременно достичь легкого веса, малого размера,высокой прочности, высокой эффективности и низкой стоимости. В частности, эти способы изготовления насчитывают множество этапов, так что изготовление занимает много времени, стоимость изготовления высокая и эффективность неудовлетворительная. Установка для гибки, описанная в патентном документе WO 200693006, основана на использовании металлической трубы, имеющей круглое поперечное сечение, в качестве заготовки. Если требуется изготовить верхний рычаг двойной независимой рычажной подвески при помощи такой установки для гибки,-1 024298 необходимо использовать заготовку, образованную из металла с плоским поперечным сечением, включающим в себя, по меньшей мере, пару длинных сторон, и выполнить изгиб в плоскости, включающей в себя одну из длинных сторон, для изготовления гнутого изделия, изогнутого в плоскости, приблизительно параллельной паре длинных сторон. Однако при таком процессе гибки заготовка, образованная из металла, имеющая плоское поперечное сечение, сгибается в направлении, обладающем крайне большим сопротивлением деформации. Таким образом, во время гибки может возникнуть деформация или разрыв заготовки. По этой причине до сих пор не было исследований в области изготовления верхнего рычага или нижнего рычага при помощи такого способа гибки. Задачей настоящего изобретения является дополнительное снижение веса, уменьшение размеров,повышение прочности, увеличение эффективности и снижение стоимости верхнего рычага и нижнего рычага двойной независимой рычажной подвески для автомобиля. Средства для решения проблемы. Авторы провели тщательные исследования, касающиеся установки для гибки, описанной в патентном документе WO 200693006. Оказалось, что данная установка для гибки является крайне оригинальной в том, что она обладает способностью просто и надежно формировать гнутое изделие сложной формы, что не представлялось возможным в соответствии с общими техническими принципами специалистов в данной области техники. В результате дополнительных исследований авторы обнаружили, что при помощи такой установки для гибки можно обеспечить рычаг, позволяющий дополнительно снизить вес,уменьшить размеры, повысить прочность, увеличить эффективность и снизить стоимость. В результате было получено настоящее изобретение. В настоящем изобретении предлагается рычаг автомобильной подвески, выполненный из металла и образованный из корпуса, который является единым элементом, при этом корпус в его поперечном сечении имеет форму полой и замкнутой фигуры с парой противоположных длинных сторон, причем корпус имеет по меньшей мере один первый изогнутый участок, который изогнут в плоскости, параллельной паре длинных сторон и который является закаленным. В настоящем изобретении также предлагается способ изготовления вышеописанного рычага автомобильной подвески, при котором поддерживают заготовку, образованную из металла, имеющую в ее поперечном сечении форму полой и замкнутой фигуры, в первом положении (A) по отношению к продольному направлению подачи, локально нагрева от заготовку во втором положении (B) по ходу после первого положения (A) в направлении подачи заготовки, причем заготовка находится на расстоянии от нагревательного устройства, прикладывают изгибающий момент к участку заготовки, который нагрет во втором положении, посредством двухмерного или трехмерного изменения положения, по меньшей мере,в плоскости, параллельной паре длинных сторон, опорного средства, которое поддерживает заготовку л которое расположено в четвертом положении (D) по ходу после третьего положения в направлении подачи заготовки, и охлаждают участок заготовки, нагретый во втором положении, который находится на расстоянии от устройства охлаждения, в третьем положении (C) по ходу после второго положения в направлении подачи заготовки. В настоящем изобретении корпус имеет, по меньшей мере, первый участок, второй участок и третий участок, расположенный между первым и вторым участками в продольном направлении, причем первый изогнутый участок выполнен на первом участке, а на третьем участке выполнен второй изогнутый в горячем состоянии участок, при этом пара длинных сторон в первом участке и пара длинных сторон во втором участке лежат в разных плоскостях друг относительно друга. В настоящем изобретении закаленный участок имеет прочность на разрыв 1500 МПа или более. В настоящем изобретении второй изогнутый участок представляет собой закаленный участок. В настоящем изобретении рычаг предназначен для двойной независимой рычажной подвески. В настоящем изобретении закаленный участок сначала подвергнут горячей гибке, а затем закалке. В настоящем изобретении корпус имеет сварной участок. Преимущества изобретения В соответствии с настоящим изобретением, обеспечивается рычаг, являющийся элементом двойной независимой рычажной подвески для автомобиля. Этот рычаг имеет плоское, полое, замкнутое поперечное сечение, и, таким образом, может достигать дополнительного снижения в весе, уменьшения размеров, повышения прочности, увеличения эффективности и снижения стоимости. Краткое описание чертежей Фиг. 1 представляет собой поясняющий вид, показывающий в упрощенной и схематичной форме пример конструкции верхнего рычага двойной независимой рычажной подвески в соответствии с настоящим изобретением. Фиг. 2 представляет собой поясняющий вид, схематично показывающий пример способа изготовления рычага в соответствии с настоящим изобретением. Варианты осуществления настоящего изобретения Далее со ссылкой на прилагаемые чертежи будут описаны более подробно предпочтительные варианты осуществления настоящего изобретения. В следующем описании будет приведен пример случая, в котором рычаг в соответствии с настоящим изобретением является материалом верхнего рычага для двойной независимой рычажной подвески. Однако настоящее изобретение не ограничивается таким условием и может быть также применено к материалу верхнего рычага для многорычажной подвески, а также может быть применено к материалу нижнего рычага. Рычаг. Фиг. 1 представляет собой поясняющий вид, показывающий в упрощенной и схематичной форме пример конструкции рычага 11 двойной независимой рычажной подвески 10 в соответствии с. настоящим изобретением. Как показано на данном чертеже, этот рычаг 11 рычага корпус 11 а, состоящий из материала для деталей, образованного из металла. Корпус 11 а состоит из одного элемента в продольном направлении. Корпус 11 а также состоит из одного элемента в периферийном направлении в поперечном сечении. Однако настоящее изобретение не ограничивается такой структурой, и корпус может иметь одно или более соединений (например, сварных швов) в периферийном направлении. Корпус 11 а имеет плоскую, полую, замкнутую форму 14 поперечного сечения по всей своей длине. Замкнутая форма 14 поперечного сечения имеет пару противоположных длинных сторон 12 и 13. Корпус 11 а имеет первый изогнутый участок 16 в плоскости 15, которая приблизительно параллельна паре длинных сторон 12 и 13. Первый изогнутый участок 16 изогнут в двух измерениях. Как показано прерывистой линией на фиг. 1, корпус 11 а имеет по меньшей мере один первый участок 17 и второй участок 18 в продольном направлении. Корпус 11 а имеет второй изогнутый участок 19 между первым участком 17 и вторым участком 18. При такой конструкции корпус 11 а имеет деформированную форму, так что пара длинных сторон 12 и 13 первого участка 17 и пара длинных сторон 12 и 13 второго участка 18 расположены з разных плоскостях друг относительно друга. Корпус рычага может иметь два или более изогнутых участков 16. Аналогичным образом, корпус рычага может иметь два или более изогнутых участка 19. Далее будет описан способ изготовления рычага 11. Способ изготовления. Фиг. 2 представляет собой поясняющий вид, схематично показывающий пример способа изготовления рычага 11. Как показано на фиг. 2, длинный материал 1-1 для деталей, образованный из металла, используется в качестве заготовки. Длинный материал 1-1 для деталей, образованный из металла, имеет плоскую, полую, замкнутую форму 14 поперечного сечения. Подающее устройство 3 подает материал 1-1 для деталей, образованный из металла, в его продольном направлении. Примером подающего устройства 3 является устройство, в котором применяется сервоцилиндр с электроприводом. Подающее устройство 3 не ограничивается каким-либо определенным типом подающего устройства. Например, известное подающее устройство, например такое, в котором используется шаровой винт или зубчатый ремень или цепь, может быть использовано в качестве данного подающего устройства. Материал 1-1 для деталей, образованный из металла, подается с заданной скоростью в продольном направлении (в осевом направлении) при помощи подающего устройства 3, в то время как он удерживается захватывающим участком 7. Опорные средства 2 поддерживают материал 1-1 для деталей, образованный из металла, в первом положении A. Опорные средства 2 поддерживают материал 1-1 для деталей, образованный из металла,который подается в осевом направлении при помощи подающего устройства 3, в первом положении A таким образом, что материал 1-1 для деталей, образованный из металла, имеет возможность перемещения. В качестве примера пара противоположных неподвижных роликов может быть использована в качестве опорных средств 2. Опорные средства 2 не ограничены каким-либо определенным типом, и можно использовать другие обычные опорные средства в качестве опорного устройства. Таким образом, материал 1-1 для деталей, образованный из металла, проходит точку A установки опорных средств и подается в продольном направлении. Во втором положении B по ходу после первого положения A в направлении подачи материала 1-1 для деталей, образованного из металла, высокочастотное нагревательное устройство 5 локально нагревает подаваемый материал 1-1 для деталей, образованный из металла. Устройство, имеющее спираль, которая может осуществлять высокочастотный индукционный нагрев материала 1-1 для деталей, образованного из металла, может быть использовано в качестве высокочастотного нагревательного устройства 5. Высокочастотное нагревательное устройство 5 может представлять собой обычное высокочастотное нагревательное устройство такого типа. Расстояние от нагревательной спирали высокочастотного нагревательного устройства 5 до материала 1-1 для деталей, образованного из металла, в направлении, параллельном направлению, перпендикулярному осевому направлению материала 1-1 для деталей, образованного из металла, может изменяться для осуществления неравномерного нагрева в периферийном направлении участка подаваемого материала 1-1 для деталей, образованного из металла. Можно нагреть материал 1-1 для деталей, образованный из металла, множество раз при помощи использования по меньшей мере одних средств для предварительного нагрева материала 1-1 для деталей,образованного из металла, на стороне по ходу до высокочастотного нагревательного устройства 5, вместе с высокочастотным нагревательным устройством 5. Кроме того, при помощи по меньшей мере одних средств для предварительного нагрева материала 1-1 для деталей, образованного из металла, на стороне по ходу до высокочастотного нагревательного устройства 5, вместе с высокочастотным нагревательным устройством 5, участок подаваемого материала 1-1 для деталей, образованного из металла, может быть неравномерно нагрет в периферийном направлении. Таким образом, участок материала 1-1 для деталей, образованного из металла, может быть локально быстро нагрет при помощи высокочастотного нагревательного устройства 5. В третьем положении С, расположенном по ходу после второго положения В в направлении подачи материала 1, образованного из металла, устройство 6 для водяного охлаждения осуществляет водяное охлаждение участка, который был нагрет во втором положении В. Устройство 6 для водяного охлаждения охлаждает материал 1-1 для деталей, образованный из металла, который был нагрет во втором положении В и который располагается неподвижно в высокотемпературном состоянии между положением В и положением C, так что его сопротивление деформации сильно снижено. Устройство 6 для водяного охлаждения может представлять собой любое охлаждающее устройство,при помощи которого можно достичь требуемой скорости охлаждения, и не ограничено каким-либо определенным типом охлаждающего устройства. Как правило, используется устройство для водяного охлаждения. Устройство для водяного охлаждения охлаждает материал 1-1 для деталей, образованный из металла, путем распыления охлаждающей воды в определенном положении на наружную окружную поверхность материала 1-1 для деталей, образованного из металла. Охлаждающая вода распыляется под углом относительно направления, в котором подается материал 1-1 для деталей, образованный из металла. Путем изменения расстояния средств для охлаждения относительно материала 1-1 для деталей, образованного из металла, в направлении, параллельном направлению, перпендикулярному осевом направлению материала 1-1 для деталей, образованного из металла,диапазон нагретого участка в осевом направлении материала 1-1 для деталей, образованного из металла,может быть отрегулирован. Таким образом, устройство 6 для водяного охлаждения быстро охлаждает участок материала 1-1 для деталей, образованного из металла, который был нагрет при помощи высокочастотного нагревательного устройства 5. Путем надлежащего регулирования начальной температуры водяного охлаждения при помощи устройства 6 для водяного охлаждения и скорости охлаждения можно закалить охлажденный участок материала 1-1 для деталей, образованного из металла, целиком или частично. В результате, прочность материала 1-1 для деталей, образованного из металла, целиком или частично может быть существенно повышена по меньшей мере до 1500 МПа, например, или прочность участков, которые подвергаются механической обработке, такой как штамповка, после гибки (например таким, как участки для поддержания шарового шарнира или участки для установки ступицы колеса), может быть снижена до примерно 600 МПа,например, посредством чего может быть гарантирована возможность проведения механической обработки. Таким образом, участки, которые локально нагреваются при помощи высокочастотной нагревательной спирали 5 с существенно сниженным сопротивлением деформации, выполняются на материале 1-1 для деталей, образованном из металла. Подвижная роликовая волока 4 представляет собой подвижные опорные средства для поддержания материала 1-1 для деталей, образованного из металла, во время его перемещения. Пара подвижных роликов 4 а, 4 а подвижной роликовой волоки 4 перемещаются в двух направлениях в плоскости, которая приблизительно параллельна, по меньшей мере, паре длинных сторон 12, 13 материала 1-1 для деталей, образованного из металла, в области по ходу после третьего положения C в направлении подачи материала 1-1 для деталей, образованного из металла. В результате, изгибающий момент прикладывается к нагретому участку материала 1-1 для деталей, образованного из металла. Таким образом, подвижные опорные средства 4 поддерживают подаваемый материал 1-1 для деталей, образованный из металла, в области D по ходу после третьего положения C в направлении подачи материала 1-1 для деталей, образованного из металла, и они перемещаются в двух направлениях в направлении, включающем в себя, по меньшей мере, направление подачи материала 1-1 для деталей, образованного из металла, для приложения изгибающего момента к участку материала 1-1 для деталей, образованного из металла, который был нагрет при помощи высокочастотного нагревательного устройства 5. Вместо вышеописанной подвижной роликовой волоки 4 в качестве подвижных опорных средств может быть использован зажимной механизм, который захватывает внутреннюю поверхность или наружную поверхности материала 1-1 для деталей, образованного из металла. Когда используется кулачковый механизм, он может поддерживаться, например, вертикально перемещающимся промышленным роботом. Когда кулачковый механизм поддерживается при помощи вертикально перемещаемого промышленного робота, кулачковый механизм, поддерживаемый при помощи вертикально перемещаемого промышленного робота, может быть использован вместо опорных средств 2, а вертикально перемещаемый промышленный робот может быть использован в качестве подающего устройства 3, и как высокочастотное нагревательное устройство 5, так и устройство 6 для водяного охлаждения, могут поддерживаться вертикально перемещаемым промышленным роботом. При такой конструкции можно упростить конструкцию производственной установки, показанной на фиг. 2. Путем перемещения подвижных опорных средств 4 в двух направлениях в плоскости, приблизительно параллельной, по меньшей мере, паре длинных сторон 12 и 13 материала 1-1 для деталей, образованного из металла, может быть изготовлен рычаг 11, имеющий корпус 11 а с формой, показанной сплошными линиями на фиг. 1. Путем дополнительного перемещения подвижных опорных средств 4 вверх и вниз и перемещения высокочастотного нагревательного устройства 5 и устройства 6 для водяного охлаждения синхронно с ними может быть изготовлен рычаг 11, имеющий корпус 11 а с формой, имеющей второй изогнутый участок 19, показанной пунктирной линией на фиг. 1. В вышеприведенном описании был приведен пример варианта, в котором материал, обработанный в виде материала 1-1 для деталей, образованного из металла, имеющего плоскую, полую, замкнутую форму 14 поперечного сечения, подается в продольном направлении, а опорные средства 2, высокочастотное нагревательное устройство 5, и устройство 6 для водяного охлаждения зафиксированы на месте относительно направления подачи материала 1-1 для деталей, образованного из металла. Однако настоящее изобретение не ограничивается таким вариантом. В отличие от данного варианта, материал, обрабатываемый в виде материала 1-1 для деталей, образованного из металла, может быть зафиксирован на месте, а опорные средства 2, высокочастотное нагревательное устройство 5, и устройство 6 для водяного охлаждения, могут быть расположены так, чтобы иметь возможность перемещения в продольном направлении материала 1-1 для деталей, образованного из металла. Таким образом, изготавливается вышеописанный рычаг 11 в соответствии с настоящим изобретением. Рычаг 11 в соответствии с настоящим изобретением имеет плоскую, полую форму поперечного сечения. Таким образом, рычаг 11 в соответствии с настоящим изобретением имеет легкий вес и является компактным. Рычаг 11 в соответствии с настоящим изобретением может иметь дополнительно уменьшенный размер и вес, и повышенную прочность, при помощи надлежащего регулирования начальной температуры и скорости водяного охлаждения вышеописанного устройства 6 для водяного охлаждения,для того, чтобы значительно увеличить прочность на разрыв, например до 1500 МПа или выше. Таким образом, рычаг 11 в соответствии с настоящим изобретением очень подходит для использования в качестве верхнего рычага двойной независимой рычажной подвески 10. Вес верхнего рычага, изготовленного из рычага 11 в соответствии с настоящим изобретением, может быть снижен примерно на 10-20% по сравнению с обычным верхним рычагом, изготовленным путем сварки прессованного изделия, состоящего из стального листа, или способом, описанным в патентном документе 2. Как описано выше, рычаг 11 в соответствии с настоящим изобретением закаляется посредством надлежащего регулирования начальной температуры водяного охлаждения и скорости охлаждения устройства 6 для водяного охлаждения. В результате, рычаг в соответствии с настоящим изобретением развивает остаточные сжимающие напряжения на наружной поверхности корпуса 11 а для снижения его усталостной прочности. Как описано со ссылкой на фиг. 1, рычаг 11 в соответствии с настоящим изобретением изготавливается при помощи крайне простого производственного процесса, так что достигается высокая эффективность и низкая стоимость изготовления. Рычаг в соответствии с настоящим изобретением может быть изготовлен в виде материала для нижнего рычага таким же образом, что и вышеописанный материал для верхнего рычага. Перечень ссылочных позиций на чертежах 1 - материал, образованный из металла; 1-1 - материал для деталей, образованный из металла; 2 - опорные средства; 3 - подающее устройство; 4 а - роликовая пара; 4 - подвижная роликовая волока (подвижные опорные средства); 5 - высокочастотная нагревательная спираль; 6 - устройство для водяного охлаждения; 10 - двойная независимая рычажная подвеска; 11 - рычаг; 11 а - корпус рычага; 12, 13 - длинные стороны; 14 - замкнутая форма поперечного сечения; 15 - поверхность; 16 - первый изогнутый участок; 17 - первый участок; 18 - второй участок; 19 - второй изогнутый участок. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Рычаг автомобильной подвески, отличающийся тем, что он выполнен из металла и образован из корпуса, который является единым элементом, при этом корпус в его поперечном сечении имеет форму полой и замкнутой фигуры с парой противоположных длинных сторон, при этом корпус имеет по меньшей мере один первый изогнутый участок, который изогнут в плоскости, параллельной паре длинных сторон, и который является закаленным. 2. Рычаг по п.1, отличающийся тем, что корпус имеет, по меньшей мере, первый участок, второй участок и третий участок, расположенный между первым и вторым участками в продольном направлении, причем первый изогнутый участок выполнен на первом участке, а на третьем участке выполнен второй изогнутый в горячем состоянии участок, при этом пара длинных сторон в первом участке и пара длинных сторон во втором участке лежат в разных плоскостях друг относительно друга. 3. Рычаг по п.1, отличающийся тем, что закаленный участок имеет прочность на разрыв 1500 МПа или более. 4. Рычаг по п.1, отличающийся тем, что второй изогнутый участок представляет собой закаленный участок. 5. Рычаг по п.4, отличающийся тем, что закаленный участок имеет прочность на разрыв 1500 МПа или более. 6. Рычаг по п.1, отличающийся тем, что рычаг предназначен для двойной независимой рычажной подвески. 7. Рычаг по п.1, отличающийся тем, что закаленный участок сначала подвергнут горячей гибке, а затем закалке. 8. Рычаг по п.4, отличающийся тем, что закаленный участок сначала подвергнут горячей гибке, а затем закалке. 9. Рычаг по п.1, отличающийся тем, что корпус имеет сварной участок. 10. Способ изготовления рычага автомобильной подвески по любому из пп.1-9, отличающийся тем,что поддерживают заготовку, образованную из металла, имеющую в ее поперечном сечении форму полой и замкнутой фигуры, в первом положении (A) по отношению к продольному направлению подачи; локально нагревают заготовку во втором положении (B) по ходу после первого положения (A) в направлении подачи заготовки, причем заготовка находится на расстоянии от нагревательного устройства; прикладывают изгибающий момент к участку заготовки, который нагрет во втором положении, посредством двухмерного или трехмерного изменения положения, по меньшей мере, в плоскости, параллельной паре длинных сторон, опорного средства, которое поддерживает заготовку и которое расположено в четвертом положении (D) по ходу после третьего положения в направлении подачи заготовки; и охлаждают участок заготовки, нагретый во втором положении, который находится на расстоянии от устройства охлаждения, в третьем положении (C) по ходу после второго положения в направлении подачи заготовки.
МПК / Метки
МПК: B21D 53/88, B60G 7/00, B21D 7/16, B21D 7/08
Метки: способ, автомобильной, изготовления, подвески, рычаг
Код ссылки
<a href="https://eas.patents.su/8-24298-rychag-avtomobilnojj-podveski-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Рычаг автомобильной подвески и способ его изготовления</a>
Способ изготовления штанги для подвески постоянного катода
Номер патента: 3342
Опубликовано: 24.04.2003
Автор: Марттила Том
МПК: C25B 11/00, B22D 19/04, B21D 39/04...
Метки: способ, штанги, катода, подвески, изготовления, постоянного
Формула / Реферат:
1. Способ изготовления штанги для подвески постоянного катода, используемого при электролизе металлов, при котором формируют из стали повышенного качества жесткую наружную оболочку подвесной штанги, помещают внутрь нее сердечник в виде трубы, обладающий высокой электропроводностью, удаляют, по меньшей мере, с одного конца подвесной штанги наружную оболочку, отличающийся тем, что уплотнение контакта между наружной оболочкой и сердечником...
Противодействующий рычаг для механического усилителя крутящего момента
Номер патента: 13787
Опубликовано: 30.06.2010
Автор: Юнкерс Джон К.
МПК: F16H 51/00, B25B 23/00
Метки: крутящего, рычаг, усилителя, момента, механического, противодействующий
Формула / Реферат:
1. Противодействующий рычаг для механического усилителя крутящего момента, который имеет корпус с осью, средство усиления крутящего момента и переключающее средство для переключения средства усиления крутящего момента между режимами высокой скорости низкого крутящего момента и режимом низкой скорости высокого крутящего момента, так что, когда вышеуказанный противодействующий рычаг находится в первом положении, средство усиления крутящего момента...
Способ подвески кабеля на опорах контактной сети и линий автоблокировки железных дорог
Номер патента: 4165
Опубликовано: 26.02.2004
Авторы: Саввов Валерий Михайлович, Одинцов Владимир Алексеевич, Кузнецов Александр Петрович, Киреев Виталий Иванович
МПК: H02G 1/04
Метки: кабеля, дорог, линий, автоблокировки, железных, способ, опорах, подвески, контактной, сети
Формула / Реферат:
Способ подвески волоконно-оптического кабеля на опорах контактной сети или линий автоблокировки железных дорог, заключающийся в раскатывании волоконно-оптического кабеля с последующим закреплением его на опорах, отличающийся тем, что первоначально производят диагностику опор по их несущей способности и выбирают опоры, пригодные для размещения волоконно-оптического кабеля, после чего на выбранных опорах устанавливают кронштейны, на которых...
Способ и установка для сооружения автомобильной дороги и автомобильная дорога
Номер патента: 4612
Опубликовано: 24.06.2004
Автор: Корнацкий Аркадий Алексеевич
Метки: способ, сооружения, установка, автомобильная, автомобильной, дороги, дорога
Формула / Реферат:
1. Способ сооружения автомобильной дороги в виде эстакады, проходящей, по крайней мере, на части ее длины над существующей автомобильной дорогой, включающий выполнение фундаментной части несущих опор, сооружение несущих опор на фундаментной части, размещение на несущих опорах ригелей и монтаж пролетного строения, причем сооружение несущих опор на фундаментной части осуществляют при размещении, по крайней мере, части предназначенного для работ...
Подвесной зажим для подвески проводов высоковольтных воздушных кабелей на опорную конструкцию
Номер патента: 186
Опубликовано: 24.12.1998
Автор: Хорелли Йоуко
МПК: H02G 7/05
Метки: подвесной, зажим, конструкцию, проводов, воздушных, кабелей, подвески, высоковольтных, опорную
Формула / Реферат:
1. Подвесной зажим для подвески высоковольтных, по меньшей мере 52 кВ, кабелей, в частности для подвески оптического заземляющего провода, при этом указанный подвесной зажим содержит выполненный в виде крюка корпус подвесного зажима, включающий опорный элемент, с помощью которого подвесной зажим может быть подвешен к опорной структуре, и выполненную в виде крюка часть, предназначенную для размещения в ней подвешиваемого провода или для...