Способ изготовления светодиодной лампы, светодиодная лампа, изготовленная этим способом, и радиатор для этой лампы
Формула / Реферат
1. Способ изготовления светодиодной лампы, включающий изготовление светоизлучающей оболочки с одновременным формированием на ее удаленной поверхности дискретных защелок; изготовление переходного конуса с одновременным формированием на его поверхности дискретных защелок; изготовление кольцеобразного радиатора, включающее формирование торцевой панели на его корпусе; формирование бортика по периметру торцевой панели; формирование на бортике элементов крепления светоизлучающей оболочки; формирование на одной оси отверстий на торцевой панели, прорезей на корпусе и выступов на внутренней поверхности конической полости радиатора, при этом выступы формируют с возможностью соединения с дискретными защелками переходного конуса; формирование направляющих пазов на внутренней поверхности полости радиатора с возможностью размещения платы электронного преобразователя; фиксацию защелок светоизлучающей оболочки на бортике торцевой панели; фиксацию защелок переходного конуса на выступах внутренней поверхности конической полости корпуса радиатора; размещение и фиксацию на переходном конусе средства соединения с источником тока.
2. Способ изготовления светодиодной лампы по п.1, отличающийся тем, что на торцевой поверхности переходного конуса и на торцевой поверхности радиатора формируют дополнительные средства фиксации в виде выступающих элементов и/или углублений.
3. Способ изготовления светодиодной лампы по п.2, отличающийся тем, что дополнительные средства фиксации выполняют в виде, например, штыря или радиального выступа на торцевой поверхности радиатора и соответствующего углубления на торцевой поверхности переходного конуса или в виде обеих сопрягаемых поверхностей с зубчатым профилем.
4. Способ изготовления светодиодной лампы по п.2, отличающийся тем, что на торцевой панели радиатора формируют ограничители радиального перемещения светоизлучающей оболочки.
5. Способ изготовления светодиодной лампы по п.4, отличающийся тем, что ограничители формируют концентрично бортику на торцевой панели радиатора.
6. Светодиодная лампа, содержащая корпус в виде кольцеобразного радиатора, снабженный торцевой панелью и сквозными прорезями на боковой поверхности; источник излучения и светоизлучающую оболочку, закрепленные на торцевой панели; электронный преобразователь; переходной конус между радиатором и средством соединения с источником тока, отличающаяся тем, что переходной конус и светоизлучающая оболочка, закрепленная на торцевой панели, снабжены дискретными защелками; торцевая панель имеет по периметру бортик с элементами соединения с защелками светоизлучающей оболочки и снабжена отверстиями, расположенными на одной оси с прорезями в корпусе и выступами на внутренней конической поверхности полости корпуса, на которой в продольных пазах установлена плата электронного преобразователя, а на упомянутых выступах закреплены защелки переходного конуса.
7. Светодиодная лампа по п.6, отличающаяся тем, что сопрягающиеся торцевые поверхности переходного конуса и радиатора снабжены дополнительными средствами фиксации в виде выступающих элементов и/или углублений.
8. Светодиодная лампа по п.7, отличающаяся тем, что дополнительные средства фиксации выполнены в виде, например, штыря или радиального выступа на торцевой поверхности радиатора и соответствующего углубления на торцевой поверхности переходного конуса; или в виде обеих сопрягаемых поверхностей с зубчатым профилем.
9. Светодиодная лампа по п.7, отличающаяся тем, что торцевая панель радиатора снабжена ограничителями радиального перемещения светоизлучающей оболочки.
10. Светодиодная лампа по п.9, отличающаяся тем, что ограничители расположены концентрично бортику торцевой панели радиатора.
11. Светодиодная лампа по п.6, отличающаяся тем, что торцевая панель снабжена по меньшей мере одним отверстием, выполненным с возможностью размещения средства крепления платы источников излучения и/или проводников тока.
12. Светодиодная лампа по п.11, отличающаяся тем, что средство крепления платы источников излучения выполнено в виде цанговой защелки.
13. Светодиодная лампа по п.6, отличающаяся тем, что радиатор снабжен поперечными и/или продольными ребрами охлаждения.
14. Светодиодная лампа по п.13, отличающаяся тем, что прорезь на корпусе расположена в плоскости продольного ребра охлаждения радиатора.
15. Радиатор для светодиодной лампы, содержащий кольцеобразный корпус с развитой внешней поверхностью, одна из торцевых сторон которого снабжена панелью, имеющей по периметру бортик с элементами соединения с защелками светоизлучающей оболочки; торцевая панель снабжена отверстиями, расположенными на одной оси с прорезями в корпусе, и выступами, выполненными на внутренней конической поверхности полости корпуса с возможностью соединения с защелками переходного конуса, при этом на конической поверхности полости корпуса выполнены продольные пазы с возможностью размещения в них платы электронного преобразователя.
16. Радиатор для светодиодной лампы по п.15, отличающийся тем, что развитая поверхность радиатора выполнена в виде поперечных и/или продольных ребер охлаждения.
17. Радиатор для светодиодной лампы по п.15, отличающийся тем, что прорезь на корпусе расположена в плоскости продольного ребра охлаждения.
18. Радиатор для светодиодной лампы по п.15, отличающийся тем, что торцевая поверхность радиатора снабжена дополнительными средствами фиксации в виде выступающих элементов и/или углублений.
19. Радиатор для светодиодной лампы по п.18, отличающийся тем, что дополнительные средства фиксации выполнены в виде, например, штыря или радиального выступа или в виде поверхности с зубчатым профилем.

Текст
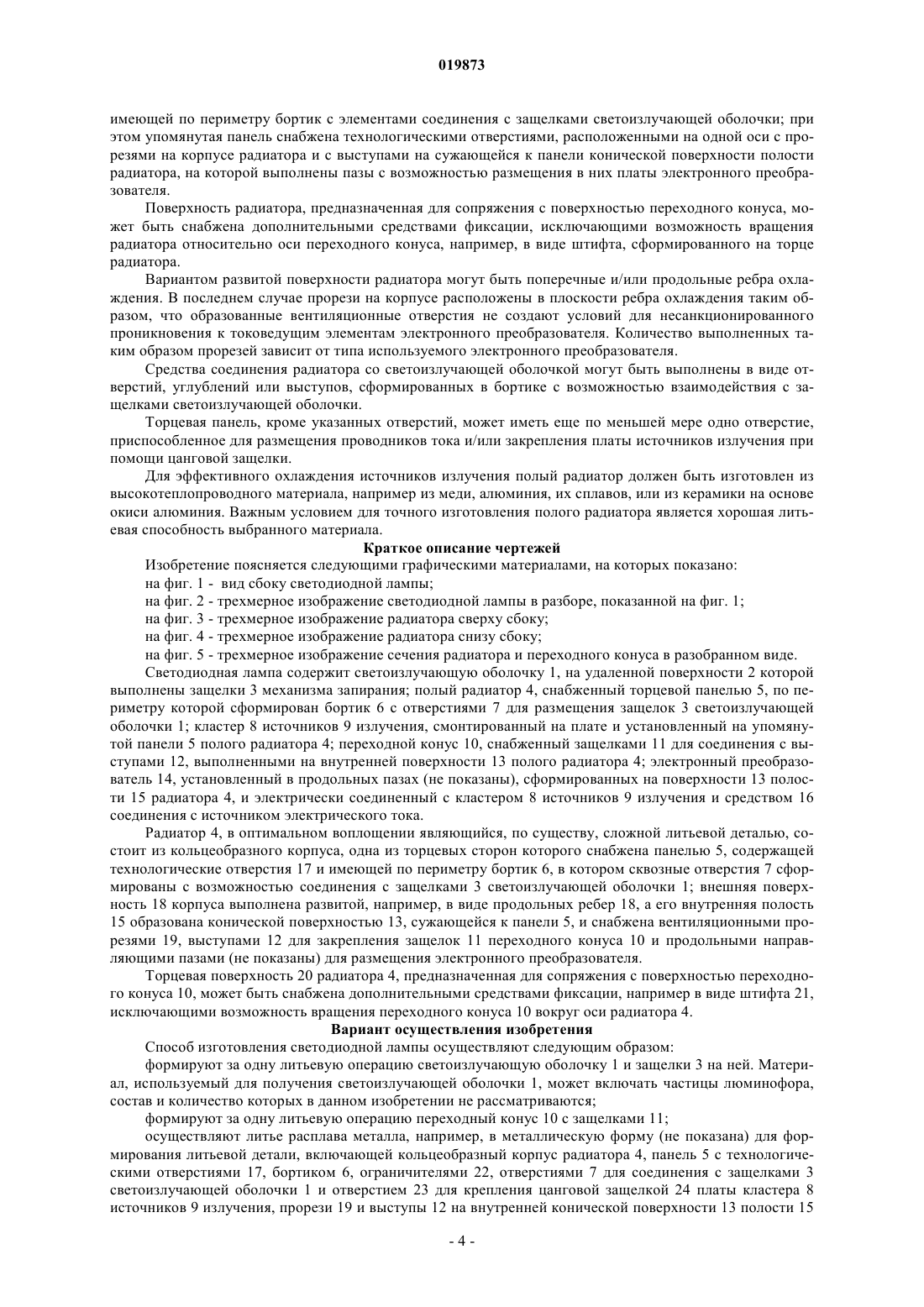
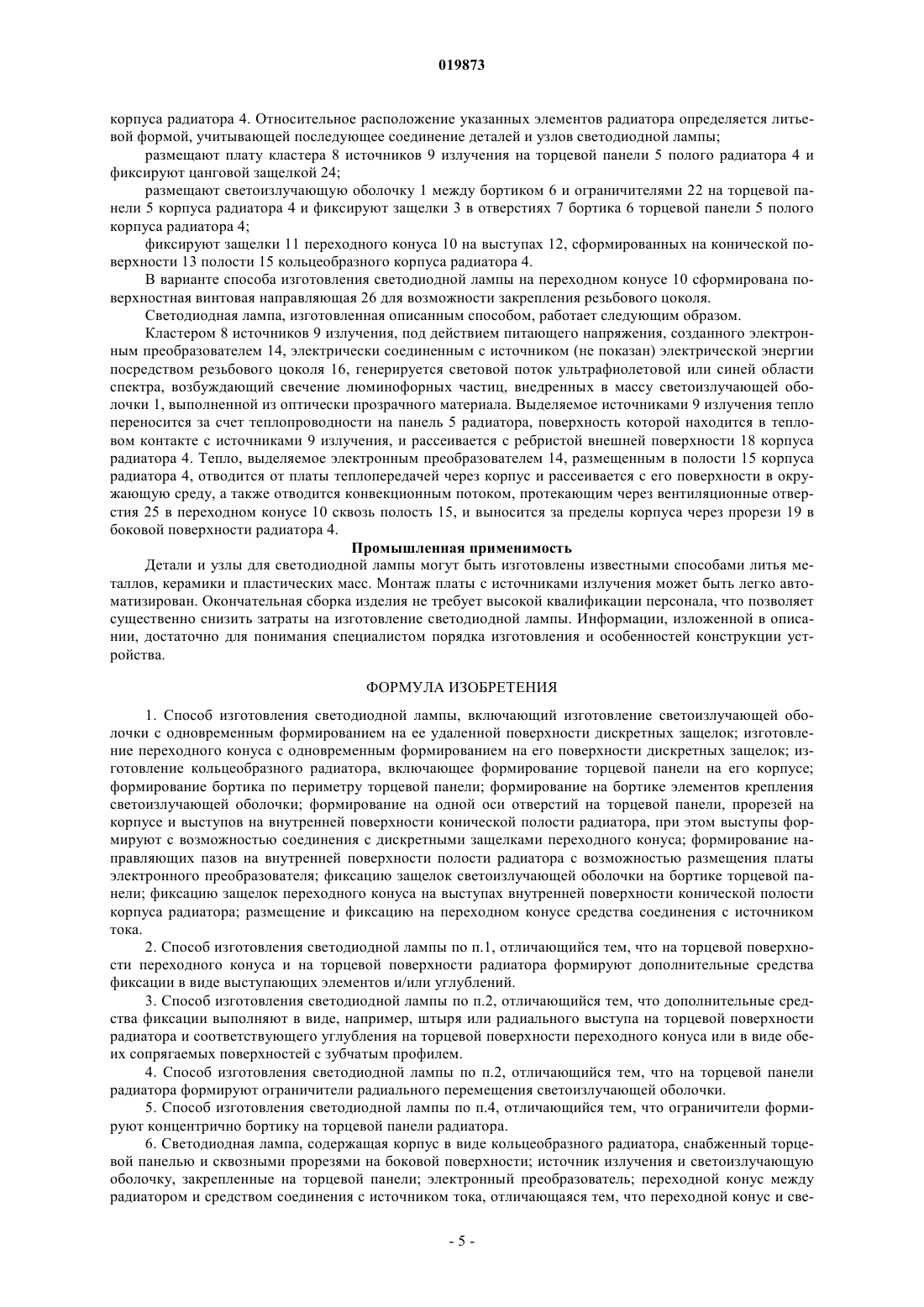
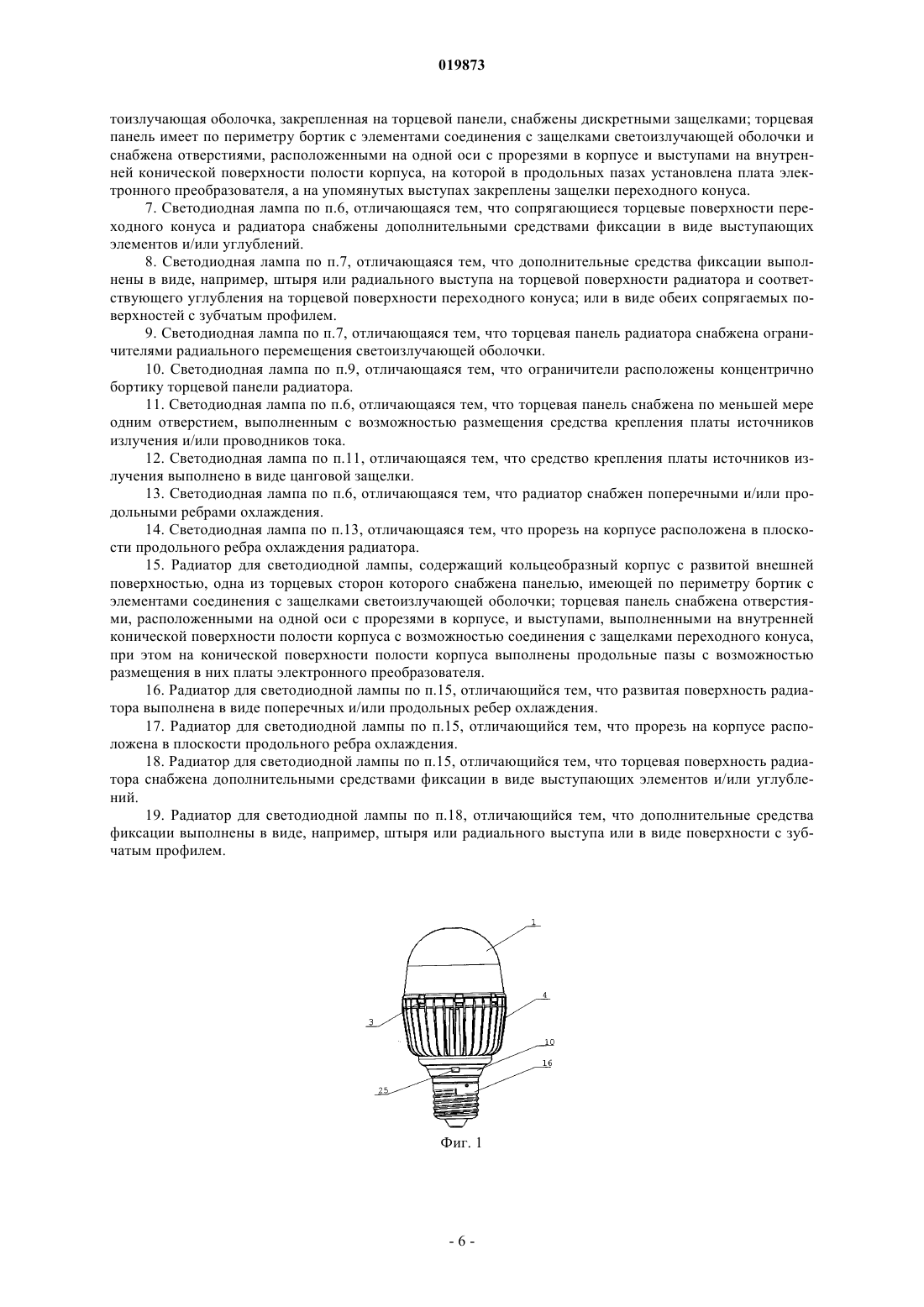
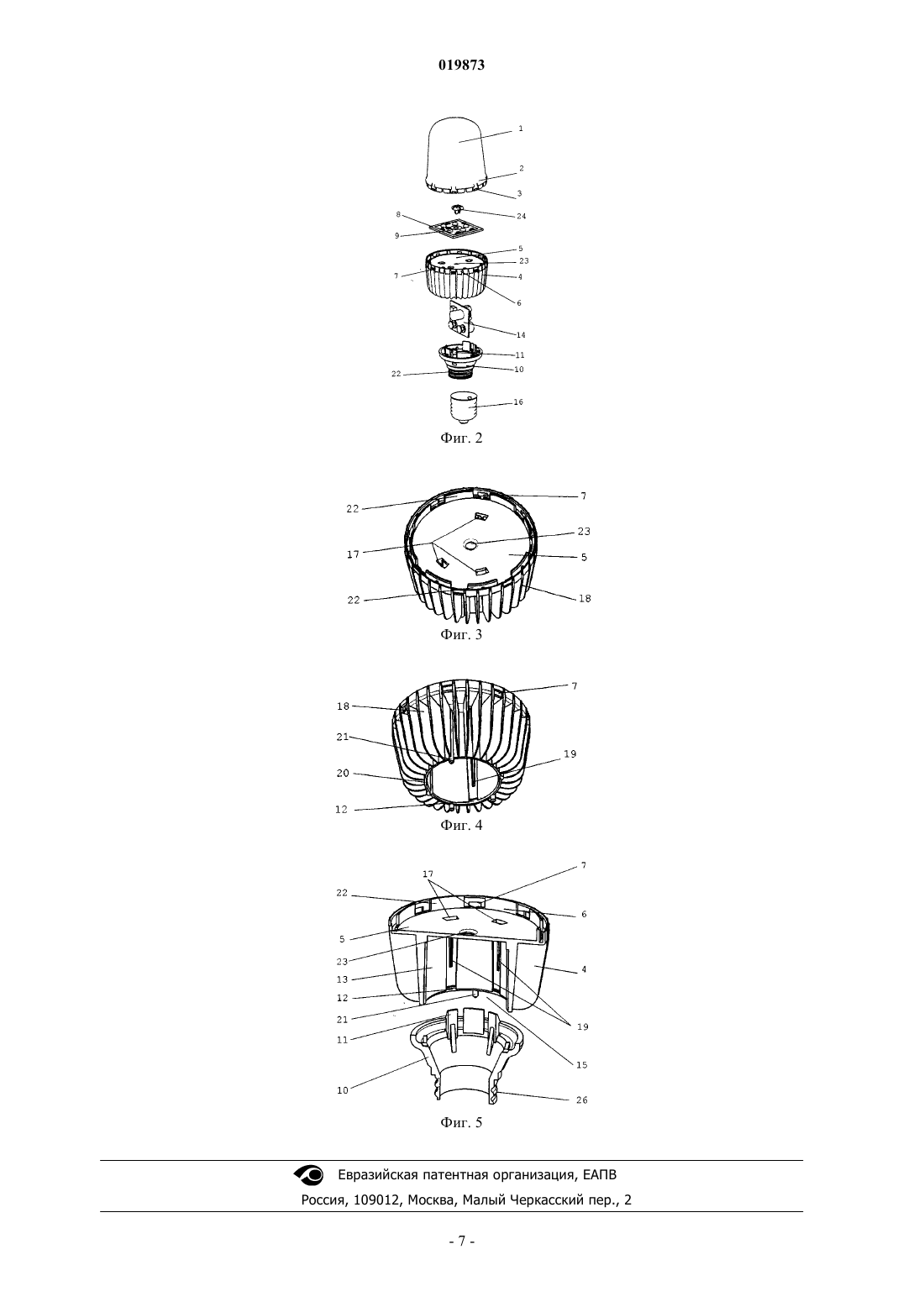
СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОДИОДНОЙ ЛАМПЫ, СВЕТОДИОДНАЯ ЛАМПА,ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ, И РАДИАТОР ДЛЯ ЭТОЙ ЛАМПЫ Изобретение относится к светодиодным лампам. Техническим результатом является повышение технологичности конструкции и упрощение сборки изделия, которые достигаются за счет создания гарантированного соединения между полым кольцеобразным радиатором (4), светоизлучающей оболочкой (1) и переходным конусом (10) при помощи двухзвенного механизма запирания,элементы которого: защелки (3) и (11), выступы (12) и отверстия (7) - формируются на стадии изготовления этих деталей лампы. Соколов Юрий Борисович (RU) Кирьянов В.Л. (RU) Область техники Изобретение относится к светотехнике, а именно к технологии изготовления и конструкции светодиодных осветительных устройств, предназначенных для использования в составе оборудования для внешнего и внутреннего освещения. Предшествующий уровень техники Известно, что трудоемкость сборочных операций составляет до 50% общего объема трудоемкости производства приборов. Оптимизация процесса сборки снижает цену продукции и создает конкурентные преимущества. В число наиболее трудоемких входят операции, связанные с механическим соединением деталей и узлов, в частности при выполнении окончательной сборки готового изделия. Применительно к светодиодным лампам под операциями сборки подразумевается неразъемное неподвижное соединение сборочных единиц - отдельных конструктивных функциональных частей лампы: радиатора (устройство охлаждения), светоизлучающей оболочки, узла источников излучения, узла электронного преобразователя, средств соединения с источником электрического тока (в частности, электрический цоколь). Очевидно, что для осуществления монтажа сборочные единицы должны быть снабжены соответствующими технологическими средствами соединения, позволяющими успешно выполнять сборочные операции. К таким средствам относятся технологические отверстия, направляющие пазы, технологические выступы, которые хотя и являются частью конструкции сборочных единиц, но предназначены исключительно для выполнения сборочных операций и в работе источника света не участвуют. Из уровня техники известны следующие выявленные способы изготовления электронных приборов. Подробно описан способ монтажа приемно-усилительной лампы в книге Е.И. Шехмейстер "Сборочные операции в электровакуумном производстве", Москва, "Высшая школа", 1987, с. 14-25, при котором на слюдяном изоляторе, снабженном по краям зубцами, в предварительно прорубленных отверстиях размещают электроды, траверсы, выводы и закрепляют пластинчатые пружины. Собранный электродный узел размещают в стеклянной колбе таким образом, что упомянутые зубья на слюдяном изоляторе деформируются о калиброванную поверхность колбы и за счет упругости материала обеспечивают достаточную плотность посадки электродного узла в колбе лампы. Следует отметить, что упомянутые зубья изолятора и пластинчатые пружины не участвуют в работе приемно-усилительной лампы, но совершенно необходимы для выполнения операции сборки изделия, т.е. эти элементы являются технологическими. Известны способы соединения деталей и узлов светодиодной лампы, при которых светоизлучающую оболочку и цоколь закрепляют на корпусе лампы при помощи только резьбового соединения (заявка Китая CN2760382, МКИ F21S 6/00, опубликована 22.02.2006) или резьбового соединения и защелки(заявка Китая CN201106814, МКИ F21V 17/00, опубликована 27.08.2008). Операция навинчивания является сама по себе достаточно трудоемкой, а применительно к пластмассовым деталям требует приложения нормированных усилий, чаще всего контролируемых специальным инструментом. Соединение светоизлучающей оболочки при помощи защелки, выполненной по всему периметру оболочки, снабженной кольцевым выступом на корпусе лампы, также расположенным по всему периметру корпуса, не только затрудняет монтаж, но и может вызвать деформацию оболочки в процессе сборки. Известна светодиодная лампа, в которой узлы и детали снабжают средствами их соединения. Так,футляр с электронным преобразователем, выполняют с защелками на внешней поверхности, а торцевую панель металлического литого радиатора снабжают отверстиями для размещения выступов защелки. Соединение этих сборочных единиц осуществляют путем фиксации защелок в отверстиях торцевой панели радиатора (патент ЕР 2077415, МКИ F21V 29/00, опубликован 08.07.2009). Недостатком известного решения является нетехнологичность конструкции светодиодной лампы,обусловленная размещением электронного преобразователя в замкнутом футляре, составленном из двух деталей, подлежащих соединению посредством специальной технологической операции; повышенными требованиями к точности изготовления элементов защелок на половинках футляра, необходимой для гарантированной фиксации на диске радиатора. Кроме того, в замкнутом футляре не может быть обеспечено эффективное охлаждение электронного преобразователя, видимо, поэтому в качестве источника излучения использован мощный, но единственный светодиод. Ближайшим аналогом способа изготовления светодиодной лампы является решение по ЕР 2077415. В качестве известного уровня техники для конструкции светодиодной лампы могут быть указаны уже упоминавшиеся решения по заявкам CN2760382 и CN201106814. Кроме вышеуказанных недостатков этих решений, следует отметить большое количество деталей, подлежащих предварительному соединению перед окончательной сборкой светодиодной лампы, что позволяет говорить о нетехнологичности конструкции лампы. Ближайшим аналогом светодиодной лампы является решение по ЕР 2077415, исчерпывающая критика которого изложена на стр. 3 данного описания. Уровень техники для полого радиатора может быть охарактеризован следующими выявленными аналогами. Известен полый радиатор для светодиодной лампы, содержащий ребристую боковую поверхность,верхнюю панель с подиумом для размещения светодиодов, снабженным вентиляционными отверстиями,стенкой по периметру верхней панели с резьбой, видимо, для присоединения светорассеивающей оболочки (заявка на полезную модель CN201059520, МКИ F21V 29/00, опубликованная 14.05.2008). Ни описание, ни графические материалы известного решения не содержат информации о средствах соединения с другими деталями и узлами светодиодной лампы. Видимым недостатком решения является наличие на панели отдельно размещаемого подиума для источника излучения, который увеличивает трудоемкость сборочных операций. Наиболее близким аналогом охлаждающего устройства для светодиодной лампы является решение,описанное в ЕР 2077415, МКИ F21V 29/00, опубликован 08.07.2009. В качестве ближайшего выбран вариант, изображенный на фиг. 4 указанного патента, представляющий собой полый радиатор с двойными стенками, внешняя из которых снабжена продольными вентиляционными отверстиями, а торцевая панель снабжена отверстиями для соединения с защелками футляра электронного преобразователя. Недостатки конструкции радиатора являются следствием общих недостатков конструкции светодиодной лампы по известному патенту, которые изложены на стр. 3 и 4 данного описания. Раскрытие изобретения Техническим результатом изобретения являются повышение технологичности конструкции, возможность использования в процессе сборки взаимозаменяемых деталей и узлов без их дополнительной обработки и без применения крепежных элементов, улучшение условий охлаждения источников излучения, а также снижение трудоемкости и стоимости сборки светодиодной лампы. Способ изготовления светодиодной лампы по изобретению включает следующие операции: изготовление светоизлучающей оболочки с одновременным формированием дискретных защелок на е удаленной поверхности; изготовление переходного конуса с одновременным формированием на его поверхности дискретных защелок и вентиляционных отверстий; изготовление кольцеобразного радиатора, включающее формирование торцевой панели корпуса; формирование бортика по периметру торцевой панели; формирование отверстий на бортике с возможностью размещения в них дискретных защелок светоизлучающей оболочки; формирование на общей оси отверстий на торцевой панели, прорезей на корпусе и выступов на внутренней конической поверхности полости корпуса, при этом выступы формируют с возможностью соединения с дискретными защелками переходного конуса; формирование направляющих пазов на внутренней поверхности полости радиатора для размещения платы электронного преобразователя; размещение электронного преобразователя путем поступательного перемещения его платы по направляющим пазов на внутренней поверхности полости радиатора; фиксация защелок светоизлучающей оболочки в отверстиях бортика торцевой панели корпуса радиатора; фиксация защелок переходного конуса на выступах внутренней поверхности конической полости корпуса радиатора; размещение и фиксация на переходном конусе средства соединения с источником тока (цоколя). Создание гарантированного соединения между указанными сборочными единицами обеспечивается использованием двухзвенного механизма запирания, первое звено которого - защелка выполнена на первой сборочной единице, а второе звено - выступ, сквозное или глухое отверстие, выполнено на поверхности второй сборочной единицы. Форму поверхности этих звеньев замка выполняют с возможностью их сопряжения и исключения самопроизвольного размыкания без специального силового воздействия. Количество механизмов запирания на сборочных единицах выбирают в зависимости от требований к прочности соединения. Очевидно, что минимальное количество механизмов запирания не может быть меньше одного. Условие о конической форме поверхности полости радиатора обусловлено, с одной стороны, необходимостью формирования на одной оси прорезей на корпусе и выступов на внутренней поверхности корпуса, а с другой стороны, технологическими требованиями к литьевой форме, реализующей способ. На сопрягающихся поверхностях переходного конуса и радиатора для исключения их вращения относительно друг друга возможно выполнение дополнительных средств фиксации, которые выполняют в виде выступающих элементов на одной из соединяемых деталей и соответствующих углублений на ответной детали, например штыря на радиаторе и углубления на переходном конусе. Для достижения поставленной цели в качестве материала защелок используют материал, обладающий коэффициентом упругости, с одной стороны, достаточным для установления элементов замка, но с другой стороны, обеспечивающим надежную фиксацию соединяемых деталей. При этом оптимальным является формирование защелок одновременно с изготовлением светоизлучающей оболочки и переходного конуса. Формирование конструктивных элементов корпуса радиатора целесообразно производить одновременно с изготовлением корпуса за одну технологическую операцию, с учетом последующего соединения сборочных единиц и сцепления звеньев механизмов запирания. Предпочтительным является формирование ограничителей на торцевой панели, препятствующих радиальному перемещению светоизлучающей оболочки и способных одновременно с этим служить направляющим звеном при соединении сборочных единиц. Эти ограничители предпочтительно должны быть сформированы концентрично бортику на торцевой панели радиатора. Последовательность соединения сборочных единиц не имеет существенного значения и зависит от конкретных условий сборочного производства. Например, операция соединения светоизлучающей оболочки и радиатора может предшествовать соединению радиатора и переходного конуса. Как выше указывалось, формирование всех конструктивных элементов корпуса радиатора целесообразно производить одновременно. Исходя из этих условий, в случае получения радиатора путем литья литьевая форма на момент выполнения операции уже должна содержать все необходимые для получения элементов конструкции радиатора формы. Так, для достижения поставленной цели в процессе литья должны формироваться корпус заданной конфигурации, его торцевая панель, все отверстия в торцевой панели, прорези в корпусе и выступы в конце каждой прорези, продольные пазы на конической поверхности полости корпуса, другие элементы. Для специалиста должно быть понятно, что это возможно лишь при наличии такой литьевой формы, на которой имеются все формообразующие вставки, необходимые для получения отливки, содержащей элементы, необходимые для выполнения последующих операций изготовления светодиодной лампы. Светодиодная лампа, изготовленная согласно способу, содержит полый кольцеобразный радиатор с торцевой панелью и сквозными прорезями на боковой поверхности; источник излучения, закрепленный на торцевой панели и светоизлучающую оболочку; переходной элемент между радиатором и средством соединения с источником тока; электронный преобразователь и средства соединения деталей и узлов,отличающаяся тем, что светоизлучающая оболочка и переходной конус снабжены дискретными защелками; торцевая панель имеет технологические отверстия, расположенные на одной оси с прорезями на корпусе и выступами на внутренней сужающейся к панели конической поверхности полости корпуса, на которой в продольных пазах установлена плата электронного преобразователя, а на выступах закреплены защелки переходного конуса, снабженного вентиляционными отверстиями. Предпочтительным вариантом является формирование ограничителей на торцевой панели, препятствующих радиальному перемещению светоизлучающей оболочки и способных одновременно с этим служить направляющим звеном при соединении. Эти ограничители должны быть сформированы концентрично бортику на торцевой панели радиатора. Форма внешней и внутренней поверхностей реального полого кольцеобразного радиатора в любом воплощении может быть охарактеризована как коническая поверхность, образованная n-угольной направляющей и с угломмежду образующими, величина которых выбрана из выражений: 3nи 0180,где n - количество вершин многоугольника направляющей линии;- угол между образующими конической поверхности. Смысл выбора граничных значения указанных параметров конической поверхности должен быть ясен для специалиста и в особых обоснованиях не нуждается. Целесообразно отметить только, что выбор значения величины , по существу, определяет высоту полого кольцеобразного радиатора, а малое значение величиныпри максимальном значении величины n соответствует выбору формы в виде конической поверхности. Согласно изобретению в качестве связующего материала светоизлучающей оболочки используют оптически прозрачный компонент, который может быть дополнен частицами люминофора определенного типа или смесью частиц люминофоров разного цвета свечения и/или времени послесвечения. Торцевая поверхность радиатора, предназначенная для сопряжения с поверхностью переходного конуса, может быть снабжена дополнительными средствами фиксации, исключающими возможность вращения переходного конуса вокруг оси радиатора. При этом конфигурация фиксирующих элементов не имеет принципиального значения. В качестве частного случая их выполнения можно указать пары штифт - отверстие, радиальный выступ - радиальный паз или выполнение обеих сопрягаемых поверхностей с зубчатым профилем. Вариант воплощения светодиодной лампы содержит переходный конус, выполненный с возможностью закрепления на нем резьбового цоколя. Для этого цилиндрическая часть переходного конуса может быть снабжена винтовой направляющей. Для улучшения условий охлаждения электронного преобразователя и создания охлаждающего потока воздуха через полость радиатора создают вентиляционный канал, образованный сквозными прорезями на боковой поверхности радиатора и отверстиями в переходном конусе и/или зазором между переходным конусом и радиатором. Радиатор для светодиодной лампы, изготовленной вышеописанным способом, содержит кольцеобразный корпус с развитой внешней поверхностью, одна из торцевых сторон которого снабжена панелью,-3 019873 имеющей по периметру бортик с элементами соединения с защелками светоизлучающей оболочки; при этом упомянутая панель снабжена технологическими отверстиями, расположенными на одной оси с прорезями на корпусе радиатора и с выступами на сужающейся к панели конической поверхности полости радиатора, на которой выполнены пазы с возможностью размещения в них платы электронного преобразователя. Поверхность радиатора, предназначенная для сопряжения с поверхностью переходного конуса, может быть снабжена дополнительными средствами фиксации, исключающими возможность вращения радиатора относительно оси переходного конуса, например, в виде штифта, сформированного на торце радиатора. Вариантом развитой поверхности радиатора могут быть поперечные и/или продольные ребра охлаждения. В последнем случае прорези на корпусе расположены в плоскости ребра охлаждения таким образом, что образованные вентиляционные отверстия не создают условий для несанкционированного проникновения к токоведущим элементам электронного преобразователя. Количество выполненных таким образом прорезей зависит от типа используемого электронного преобразователя. Средства соединения радиатора со светоизлучающей оболочкой могут быть выполнены в виде отверстий, углублений или выступов, сформированных в бортике с возможностью взаимодействия с защелками светоизлучающей оболочки. Торцевая панель, кроме указанных отверстий, может иметь еще по меньшей мере одно отверстие,приспособленное для размещения проводников тока и/или закрепления платы источников излучения при помощи цанговой защелки. Для эффективного охлаждения источников излучения полый радиатор должен быть изготовлен из высокотеплопроводного материала, например из меди, алюминия, их сплавов, или из керамики на основе окиси алюминия. Важным условием для точного изготовления полого радиатора является хорошая литьевая способность выбранного материала. Краткое описание чертежей Изобретение поясняется следующими графическими материалами, на которых показано: на фиг. 1 - вид сбоку светодиодной лампы; на фиг. 2 - трехмерное изображение светодиодной лампы в разборе, показанной на фиг. 1; на фиг. 3 - трехмерное изображение радиатора сверху сбоку; на фиг. 4 - трехмерное изображение радиатора снизу сбоку; на фиг. 5 - трехмерное изображение сечения радиатора и переходного конуса в разобранном виде. Светодиодная лампа содержит светоизлучающую оболочку 1, на удаленной поверхности 2 которой выполнены защелки 3 механизма запирания; полый радиатор 4, снабженный торцевой панелью 5, по периметру которой сформирован бортик 6 с отверстиями 7 для размещения защелок 3 светоизлучающей оболочки 1; кластер 8 источников 9 излучения, смонтированный на плате и установленный на упомянутой панели 5 полого радиатора 4; переходной конус 10, снабженный защелками 11 для соединения с выступами 12, выполненными на внутренней поверхности 13 полого радиатора 4; электронный преобразователь 14, установленный в продольных пазах (не показаны), сформированных на поверхности 13 полости 15 радиатора 4, и электрически соединенный с кластером 8 источников 9 излучения и средством 16 соединения с источником электрического тока. Радиатор 4, в оптимальном воплощении являющийся, по существу, сложной литьевой деталью, состоит из кольцеобразного корпуса, одна из торцевых сторон которого снабжена панелью 5, содержащей технологические отверстия 17 и имеющей по периметру бортик 6, в котором сквозные отверстия 7 сформированы с возможностью соединения с защелками 3 светоизлучающей оболочки 1; внешняя поверхность 18 корпуса выполнена развитой, например, в виде продольных ребер 18, а его внутренняя полость 15 образована конической поверхностью 13, сужающейся к панели 5, и снабжена вентиляционными прорезями 19, выступами 12 для закрепления защелок 11 переходного конуса 10 и продольными направляющими пазами (не показаны) для размещения электронного преобразователя. Торцевая поверхность 20 радиатора 4, предназначенная для сопряжения с поверхностью переходного конуса 10, может быть снабжена дополнительными средствами фиксации, например в виде штифта 21,исключающими возможность вращения переходного конуса 10 вокруг оси радиатора 4. Вариант осуществления изобретения Способ изготовления светодиодной лампы осуществляют следующим образом: формируют за одну литьевую операцию светоизлучающую оболочку 1 и защелки 3 на ней. Материал, используемый для получения светоизлучающей оболочки 1, может включать частицы люминофора,состав и количество которых в данном изобретении не рассматриваются; формируют за одну литьевую операцию переходный конус 10 с защелками 11; осуществляют литье расплава металла, например, в металлическую форму (не показана) для формирования литьевой детали, включающей кольцеобразный корпус радиатора 4, панель 5 с технологическими отверстиями 17, бортиком 6, ограничителями 22, отверстиями 7 для соединения с защелками 3 светоизлучающей оболочки 1 и отверстием 23 для крепления цанговой защелкой 24 платы кластера 8 источников 9 излучения, прорези 19 и выступы 12 на внутренней конической поверхности 13 полости 15 корпуса радиатора 4. Относительное расположение указанных элементов радиатора определяется литьевой формой, учитывающей последующее соединение деталей и узлов светодиодной лампы; размещают плату кластера 8 источников 9 излучения на торцевой панели 5 полого радиатора 4 и фиксируют цанговой защелкой 24; размещают светоизлучающую оболочку 1 между бортиком 6 и ограничителями 22 на торцевой панели 5 корпуса радиатора 4 и фиксируют защелки 3 в отверстиях 7 бортика 6 торцевой панели 5 полого корпуса радиатора 4; фиксируют защелки 11 переходного конуса 10 на выступах 12, сформированных на конической поверхности 13 полости 15 кольцеобразного корпуса радиатора 4. В варианте способа изготовления светодиодной лампы на переходном конусе 10 сформирована поверхностная винтовая направляющая 26 для возможности закрепления резьбового цоколя. Светодиодная лампа, изготовленная описанным способом, работает следующим образом. Кластером 8 источников 9 излучения, под действием питающего напряжения, созданного электронным преобразователем 14, электрически соединенным с источником (не показан) электрической энергии посредством резьбового цоколя 16, генерируется световой поток ультрафиолетовой или синей области спектра, возбуждающий свечение люминофорных частиц, внедренных в массу светоизлучающей оболочки 1, выполненной из оптически прозрачного материала. Выделяемое источниками 9 излучения тепло переносится за счет теплопроводности на панель 5 радиатора, поверхность которой находится в тепловом контакте с источниками 9 излучения, и рассеивается с ребристой внешней поверхности 18 корпуса радиатора 4. Тепло, выделяемое электронным преобразователем 14, размещенным в полости 15 корпуса радиатора 4, отводится от платы теплопередачей через корпус и рассеивается с его поверхности в окружающую среду, а также отводится конвекционным потоком, протекающим через вентиляционные отверстия 25 в переходном конусе 10 сквозь полость 15, и выносится за пределы корпуса через прорези 19 в боковой поверхности радиатора 4. Промышленная применимость Детали и узлы для светодиодной лампы могут быть изготовлены известными способами литья металлов, керамики и пластических масс. Монтаж платы с источниками излучения может быть легко автоматизирован. Окончательная сборка изделия не требует высокой квалификации персонала, что позволяет существенно снизить затраты на изготовление светодиодной лампы. Информации, изложенной в описании, достаточно для понимания специалистом порядка изготовления и особенностей конструкции устройства. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления светодиодной лампы, включающий изготовление светоизлучающей оболочки с одновременным формированием на ее удаленной поверхности дискретных защелок; изготовление переходного конуса с одновременным формированием на его поверхности дискретных защелок; изготовление кольцеобразного радиатора, включающее формирование торцевой панели на его корпусе; формирование бортика по периметру торцевой панели; формирование на бортике элементов крепления светоизлучающей оболочки; формирование на одной оси отверстий на торцевой панели, прорезей на корпусе и выступов на внутренней поверхности конической полости радиатора, при этом выступы формируют с возможностью соединения с дискретными защелками переходного конуса; формирование направляющих пазов на внутренней поверхности полости радиатора с возможностью размещения платы электронного преобразователя; фиксацию защелок светоизлучающей оболочки на бортике торцевой панели; фиксацию защелок переходного конуса на выступах внутренней поверхности конической полости корпуса радиатора; размещение и фиксацию на переходном конусе средства соединения с источником тока. 2. Способ изготовления светодиодной лампы по п.1, отличающийся тем, что на торцевой поверхности переходного конуса и на торцевой поверхности радиатора формируют дополнительные средства фиксации в виде выступающих элементов и/или углублений. 3. Способ изготовления светодиодной лампы по п.2, отличающийся тем, что дополнительные средства фиксации выполняют в виде, например, штыря или радиального выступа на торцевой поверхности радиатора и соответствующего углубления на торцевой поверхности переходного конуса или в виде обеих сопрягаемых поверхностей с зубчатым профилем. 4. Способ изготовления светодиодной лампы по п.2, отличающийся тем, что на торцевой панели радиатора формируют ограничители радиального перемещения светоизлучающей оболочки. 5. Способ изготовления светодиодной лампы по п.4, отличающийся тем, что ограничители формируют концентрично бортику на торцевой панели радиатора. 6. Светодиодная лампа, содержащая корпус в виде кольцеобразного радиатора, снабженный торцевой панелью и сквозными прорезями на боковой поверхности; источник излучения и светоизлучающую оболочку, закрепленные на торцевой панели; электронный преобразователь; переходной конус между радиатором и средством соединения с источником тока, отличающаяся тем, что переходной конус и све-5 019873 тоизлучающая оболочка, закрепленная на торцевой панели, снабжены дискретными защелками; торцевая панель имеет по периметру бортик с элементами соединения с защелками светоизлучающей оболочки и снабжена отверстиями, расположенными на одной оси с прорезями в корпусе и выступами на внутренней конической поверхности полости корпуса, на которой в продольных пазах установлена плата электронного преобразователя, а на упомянутых выступах закреплены защелки переходного конуса. 7. Светодиодная лампа по п.6, отличающаяся тем, что сопрягающиеся торцевые поверхности переходного конуса и радиатора снабжены дополнительными средствами фиксации в виде выступающих элементов и/или углублений. 8. Светодиодная лампа по п.7, отличающаяся тем, что дополнительные средства фиксации выполнены в виде, например, штыря или радиального выступа на торцевой поверхности радиатора и соответствующего углубления на торцевой поверхности переходного конуса; или в виде обеих сопрягаемых поверхностей с зубчатым профилем. 9. Светодиодная лампа по п.7, отличающаяся тем, что торцевая панель радиатора снабжена ограничителями радиального перемещения светоизлучающей оболочки. 10. Светодиодная лампа по п.9, отличающаяся тем, что ограничители расположены концентрично бортику торцевой панели радиатора. 11. Светодиодная лампа по п.6, отличающаяся тем, что торцевая панель снабжена по меньшей мере одним отверстием, выполненным с возможностью размещения средства крепления платы источников излучения и/или проводников тока. 12. Светодиодная лампа по п.11, отличающаяся тем, что средство крепления платы источников излучения выполнено в виде цанговой защелки. 13. Светодиодная лампа по п.6, отличающаяся тем, что радиатор снабжен поперечными и/или продольными ребрами охлаждения. 14. Светодиодная лампа по п.13, отличающаяся тем, что прорезь на корпусе расположена в плоскости продольного ребра охлаждения радиатора. 15. Радиатор для светодиодной лампы, содержащий кольцеобразный корпус с развитой внешней поверхностью, одна из торцевых сторон которого снабжена панелью, имеющей по периметру бортик с элементами соединения с защелками светоизлучающей оболочки; торцевая панель снабжена отверстиями, расположенными на одной оси с прорезями в корпусе, и выступами, выполненными на внутренней конической поверхности полости корпуса с возможностью соединения с защелками переходного конуса,при этом на конической поверхности полости корпуса выполнены продольные пазы с возможностью размещения в них платы электронного преобразователя. 16. Радиатор для светодиодной лампы по п.15, отличающийся тем, что развитая поверхность радиатора выполнена в виде поперечных и/или продольных ребер охлаждения. 17. Радиатор для светодиодной лампы по п.15, отличающийся тем, что прорезь на корпусе расположена в плоскости продольного ребра охлаждения. 18. Радиатор для светодиодной лампы по п.15, отличающийся тем, что торцевая поверхность радиатора снабжена дополнительными средствами фиксации в виде выступающих элементов и/или углублений. 19. Радиатор для светодиодной лампы по п.18, отличающийся тем, что дополнительные средства фиксации выполнены в виде, например, штыря или радиального выступа или в виде поверхности с зубчатым профилем.
МПК / Метки
МПК: F21Y 101/02, F21V 29/00
Метки: изготовления, этой, лампы, способ, изготовленная, светодиодной, светодиодная, способом, этим, лампа, радиатор
Код ссылки
<a href="https://eas.patents.su/8-19873-sposob-izgotovleniya-svetodiodnojj-lampy-svetodiodnaya-lampa-izgotovlennaya-etim-sposobom-i-radiator-dlya-etojj-lampy.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления светодиодной лампы, светодиодная лампа, изготовленная этим способом, и радиатор для этой лампы</a>
Способ закрепления цоколя электрической лампы и электрическая лампа с цоколем, закрепленным этим способом
Номер патента: 18565
Опубликовано: 30.08.2013
Автор: Соколов Юрий Борисович
МПК: H01J 5/48
Метки: лампа, закрепления, электрической, закрепленным, цоколя, способом, этим, цоколем, электрическая, лампы, способ
Формула / Реферат:
1. Способ закрепления цоколя электрической лампы, включающий изготовление части корпуса лампы, содержащей поверхность для сопряжения с внутренней поверхностью юбки цоколя; закрепление цоколя на указанной поверхности корпуса путем точечного обжима юбки цоколя с одновременным формированием выступов на ее внутренней поверхности, отличающийся тем, что на упомянутой поверхности корпуса формируют по меньшей мере одно рельефное углубление, а точечный...
Люминесцентная лампа и система освещения на основе этой лампы
Номер патента: 6221
Опубликовано: 27.10.2005
Авторы: Линь Тиэн-Фу, Янь Эонгэнь
МПК: H01J 61/00, H05B 41/00
Метки: система, лампа, лампы, этой, основе, люминесцентная, освещения
Формула / Реферат:
1. Люминесцентная лампа, содержащая две пары нитей накала; расположенных напротив друг друга; при этом нити одной из пар последовательно соединены между собой через резистор. 2. Система освещения, содержащая люминесцентную лампу по п.1, а также устройство для зажигания этой лампы, включающее в себя четыре транзистора TR-1, TR-2, TR-3 и TR-4; причем один вывод каждой из двух соседних нитей A и D накала соединен с коллектором соответствующего...
Способ изготовления строительных конструкций и строительная конструкция изготовленная этим способом
Номер патента: 9137
Опубликовано: 26.10.2007
Авторы: Шембаков Владимир Александрович, Селиванов Николай Павлович
МПК: B28B 3/22
Метки: этим, строительная, конструкций, изготовления, способом, способ, строительных, изготовленная, конструкция
Формула / Реферат:
1. Способ изготовления строительных конструкций, преимущественно пустотных плит, экструзией на технологической линии, включающей опалубку с поддоном и экструдер с бункером для твердеющего материала и рабочим органом, характеризующийся тем, что он предусматривает установку арматуры на поддон опалубки, загрузку твердеющего материала в бункер и подачу его на поддон опалубки с уплотнением и формованием, причем для уплотнения и формования твердеющего...
Способ изготовления трубчатой топливной оболочки для ядерного реактора и трубчатая оболочка, изготовленная этим способом
Номер патента: 9703
Опубликовано: 28.02.2008
Авторы: Обэн Жан-Люк, Ребейролль Вероник, Барбери Пьер, Мардон Жан-Поль
МПК: C22C 16/00, C22F 1/18
Метки: оболочка, трубчатой, изготовленная, топливной, ядерного, изготовления, трубчатая, этим, реактора, оболочки, способ, способом
Формула / Реферат:
1. Способ изготовления топливной трубчатой оболочки для ядерного реактора, отличающийся тем, что изготавливают слиток из циркониевого сплава следующего состава: 0,8%_Nb_2,8%, следы_Sn_0,65%, 0,015%_Fe_0,40%, С_100 ч./млн, 600 ч./млн_О_2300 ч./млн, 5 ч./млн_S_100 ч./млн, Cr+V_0,25%, Hf_75 ч./млн, F_1 ч./млн, остальное - цирконий и примеси, образующиеся при плавке, слиток подвергают ковке с последующей закалкой, волочению и термомеханическим видам...
Способ изготовления брошюры, страница с данными и брошюра, изготовленная этим способом
Номер патента: 6884
Опубликовано: 28.04.2006
Авторы: Хофштеттер Штефан, Эгли Штефан, Штутц Кристоф, Фанкхаузер Оливер, Кристен Пауль
МПК: B42D 15/10
Метки: изготовленная, страница, изготовления, способом, брошюры, данными, этим, способ, брошюра
Формула / Реферат:
1. Способ изготовления брошюры (1), в особенности, удостоверения личности, содержащей множество листов (31) в обложке (23), причем каждый лист имеет лицевую сторону и обратную сторону, в котором обеспечивают по меньшей мере одну страницу (2, 24-27, 37) с данными, жестко прикрепляемую к обложке (23) и имеющую по меньшей мере один гибкий слой (3-7, 38), выступающий одним участком (3b, 4b, 5b, 6b, 7b) от носителя (9, 11, 13, 14, 18, 41) данных, при...
Предыдущий патент: Соединения, которые увеличивают количество гематопоэтических стволовых клеток
Следующий патент: Слоистое остекление для системы визуализации с поднятой головой
Случайный патент: Тензометрический датчик для измерения механических деформаций заклинивания при первоначальной установке и автоматическая калибровка на основе этого заклинивания