Заготовка для пластиковой емкости
Номер патента: 19515
Опубликовано: 30.04.2014
Авторы: Тоборович Анджей, Левандовский Дарюш, Милковский Богумил
Формула / Реферат
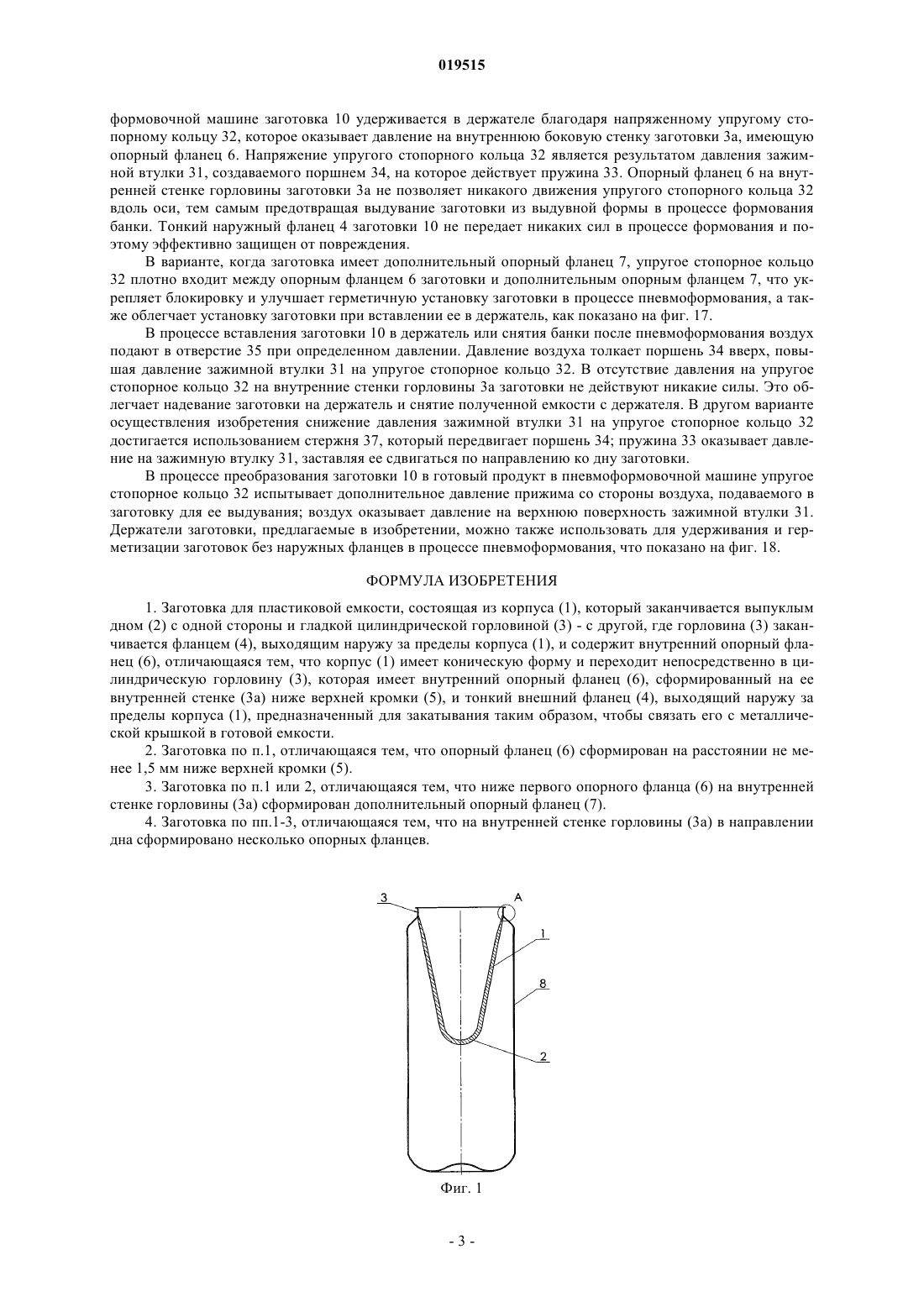
1. Заготовка для пластиковой емкости, состоящая из корпуса (1), который заканчивается выпуклым дном (2) с одной стороны и гладкой цилиндрической горловиной (3) - с другой, где горловина (3) заканчивается фланцем (4), выходящим наружу за пределы корпуса (1), и содержит внутренний опорный фланец (6), отличающаяся тем, что корпус (1) имеет коническую форму и переходит непосредственно в цилиндрическую горловину (3), которая имеет внутренний опорный фланец (6), сформированный на ее внутренней стенке (3а) ниже верхней кромки (5), и тонкий внешний фланец (4), выходящий наружу за пределы корпуса (1), предназначенный для закатывания таким образом, чтобы связать его с металлической крышкой в готовой емкости.
2. Заготовка по п.1, отличающаяся тем, что опорный фланец (6) сформирован на расстоянии не менее 1,5 мм ниже верхней кромки (5).
3. Заготовка по п.1 или 2, отличающаяся тем, что ниже первого опорного фланца (6) на внутренней стенке горловины (3a) сформирован дополнительный опорный фланец (7).
4. Заготовка по пп.1-3, отличающаяся тем, что на внутренней стенке горловины (3a) в направлении дна сформировано несколько опорных фланцев.

Текст
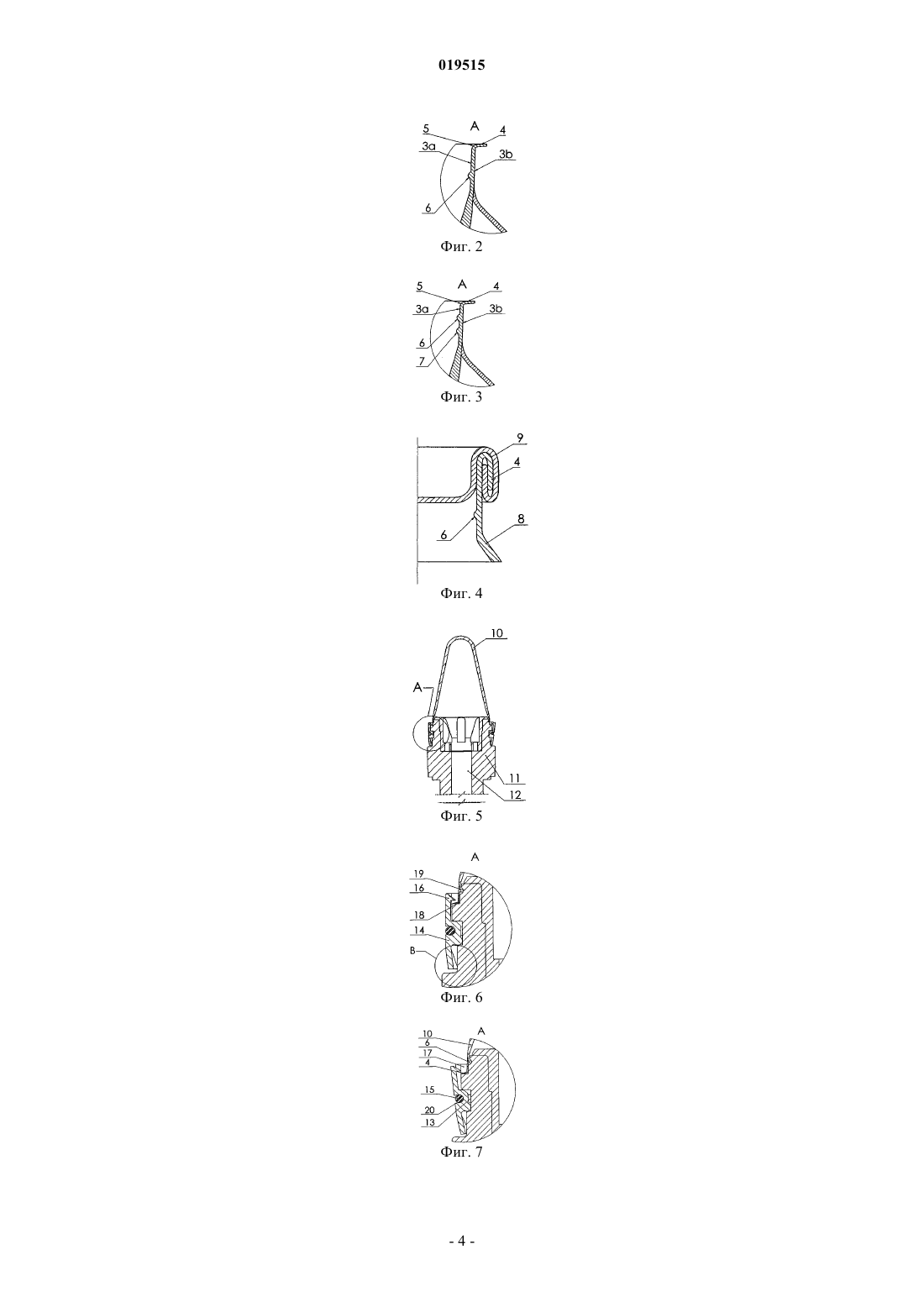
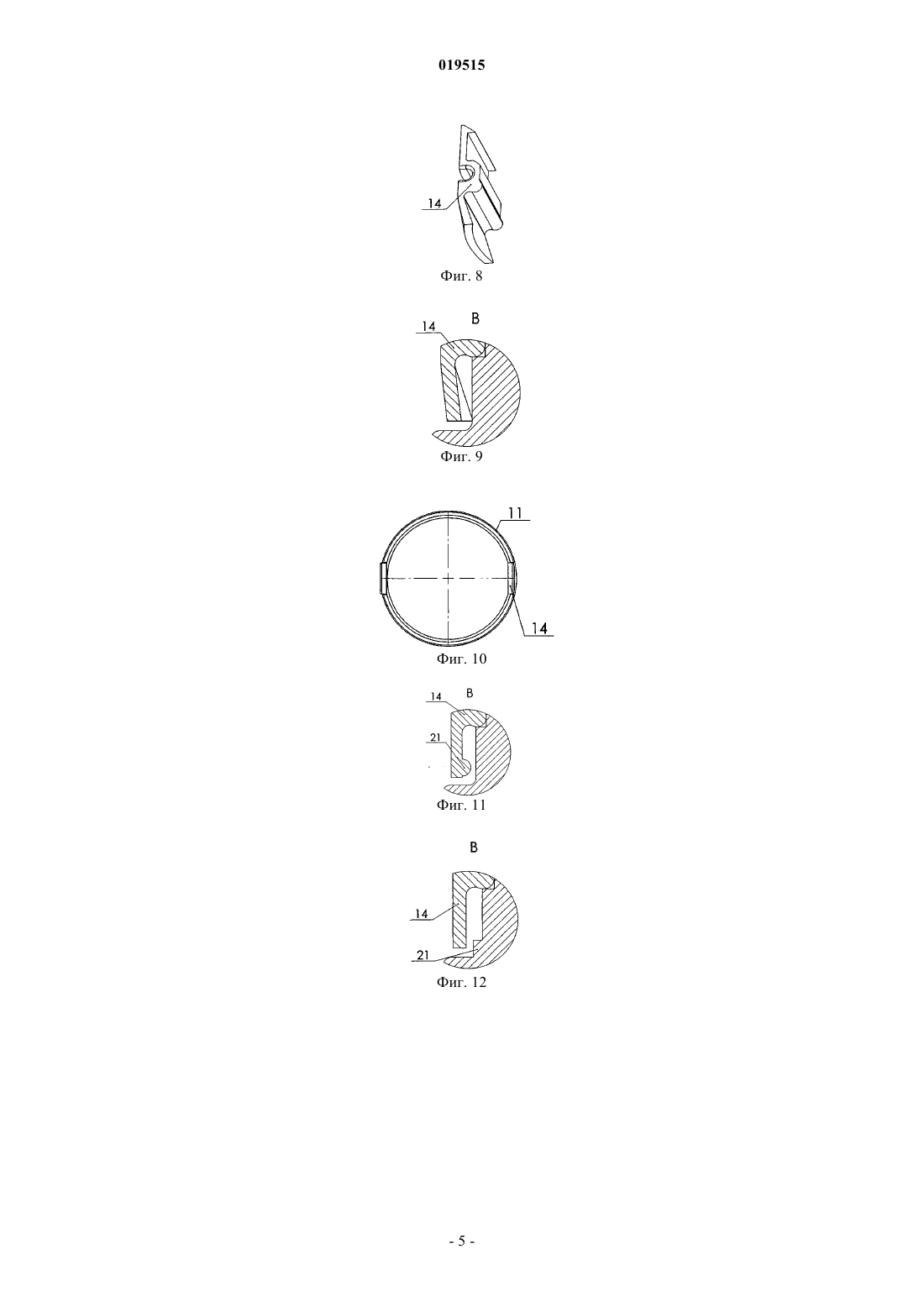
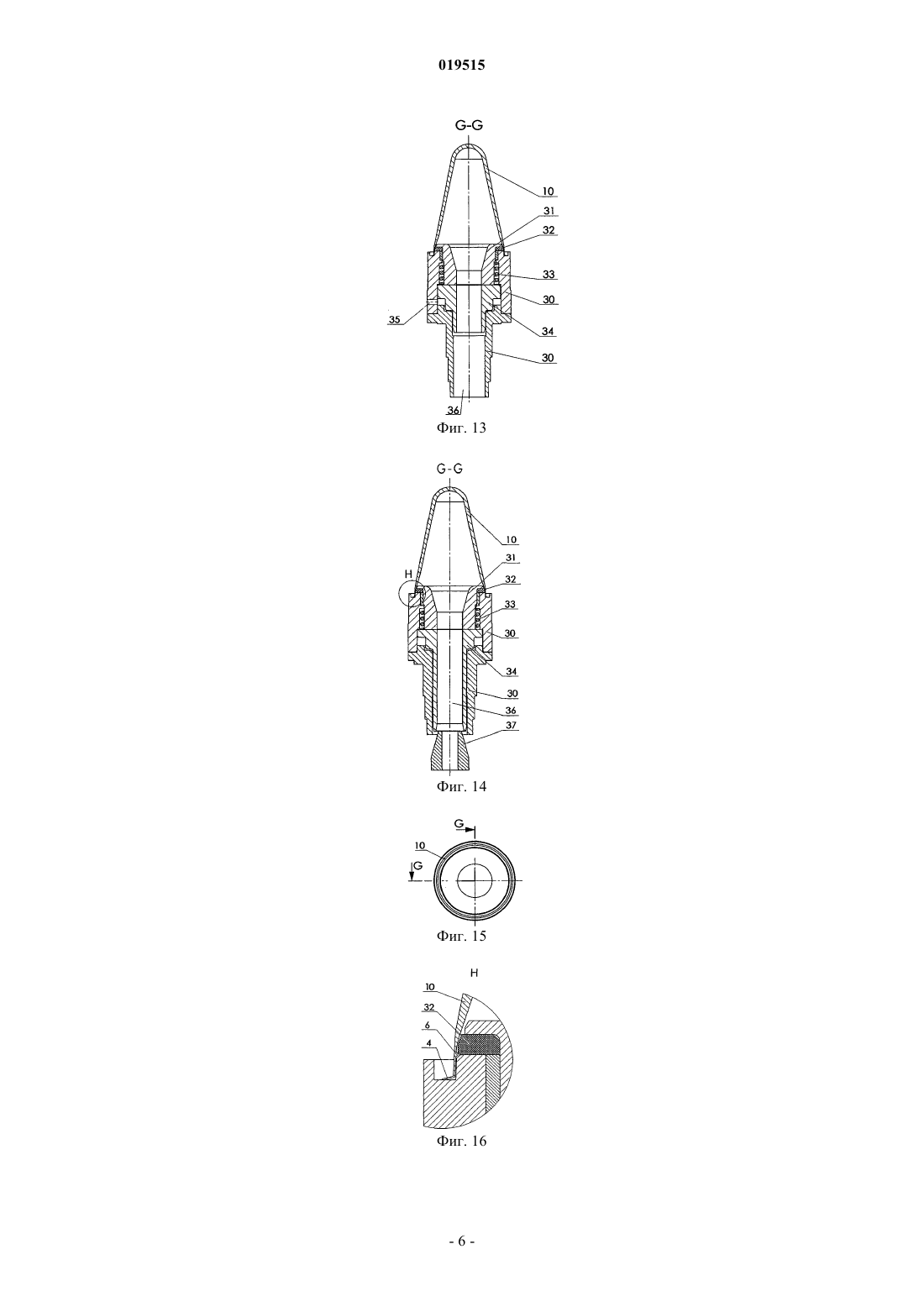
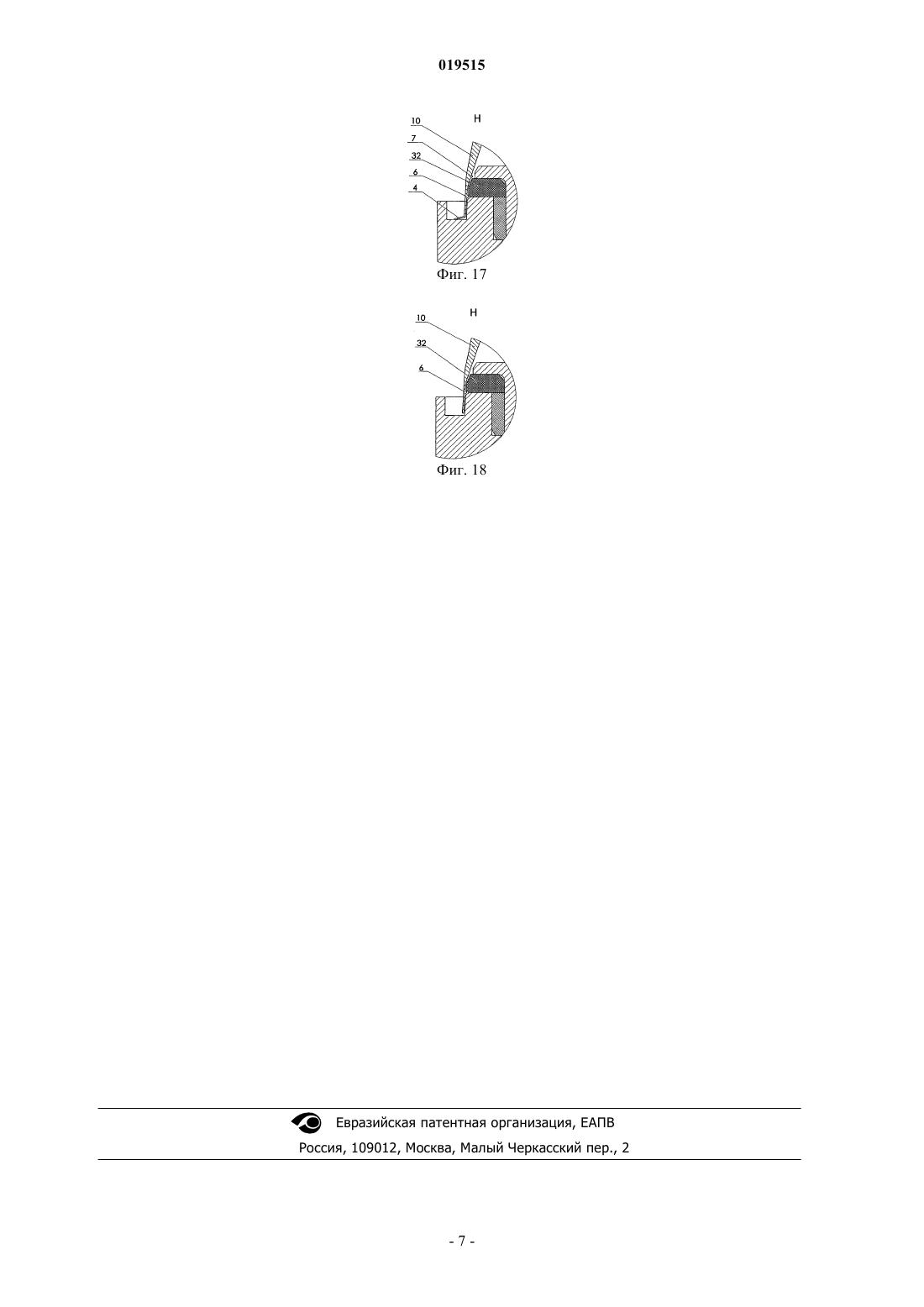
ЗАГОТОВКА ДЛЯ ПЛАСТИКОВОЙ ЕМКОСТИ Изобретение относится к заготовке для пластиковой емкости в виде банки, предназначенной,в частности, для напитков под давлением. Заготовка (10) состоит из корпуса (1) с горловиной(3), заканчивающейся тонким наружным фланцем (4). На внутренней стенке горловины (3a) сформирован опорный фланец (6), а наружная поверхность горловины (3b) является гладкой. Изобретение относится к заготовке для пластиковой емкости в виде банки, предназначенной, в частности, для напитков, находящихся под давлением. В процессе изготовления емкостей заготовки перемещаются в пневмоформовочной машине на специальных захватывающих приспособлениях, зафиксированные в определенном положении и герметично установленные в выдувной форме.WO 2005/049434 описывает заготовку для пластиковой емкости, включающую корпус с выпуклым полусферическим дном, где корпус конической формы раскрывается кверху, образуя цилиндрическую горловину, которая заканчивается выходящим наружу фланцем, завершающимся фасонной кромкой. Толщина фланца составляет менее 0,3 мм, что требуется для надлежащей закатки металлической крышки на готовой емкости.EP 0482652 описывает цилиндрическую заготовку, заканчивающуюся выходящим наружу фланцем толщиной более 0,3 мм, и способ изготовления емкости из этой заготовки. При использовании данного способа заготовка в процессе формования емкости блокирована и герметично установлена в выдувной форме посредством фиксации наружного фланца в выемке выдувной формы. Способ можно применять только к заготовкам, имеющим фланцы достаточной толщины, не поддающиеся деформации под воздействием внешних сил, действующих на них во время процесса пневмоформования. Описанные способы блокировки и герметичной установки заготовки в выдувной форме посредством фиксации наружного фланца не подходят для заготовок с тонким, менее 0,3 мм, наружным фланцем. Тонкий фланец не может надлежащим образом противостоять силам, которые действуют на заготовку во время процесса пневмоформования, в результате чего он будет деформирован или поврежден. Емкости с поврежденными или деформированными фланцами отбраковывают. Настоящее изобретение решает проблему защиты тонкого наружного фланца заготовки от повреждения в процессе выдувания заготовки в емкость в виде банки, которую после наполнения герметизируют в процессе соединения швом фланца и металлической крышки на традиционной машине для укупоривания металлических крышек. Проблема была решена путем усовершенствования внутренней стенки горловины заготовки и разработки держателя заготовки, так чтобы заготовка могла сохранять нужное положение во время перемещения в пневмоформовочной машине, фиксироваться в нужном положении и герметично устанавливаться во время процесса формования в емкость. В соответствии с изобретением заготовка, состоящая из корпуса конической формы с выпуклым дном, который с другой стороны переходит непосредственно в цилиндрическую горловину, заканчивающуюся тонким наружным фланцем, выходящим наружу за пределы корпуса, характеризуется тем,что на внутренней стенке горловины ниже верхней кромки сформирован опорный фланец, а наружная стенка остается гладкой. Опорный фланец предпочтительно формируют на расстоянии не менее 1,5 мм ниже верхней кромки. Кроме того, на внутренней стенке горловины заготовки ниже первого опорного фланца в направлении дна формируют еще один или несколько других опорных фланцев. Тот факт, что опорный фланец расположен ниже кромки горловины заготовки, не препятствует закатыванию тонкого наружного фланца готовой емкости с металлической крышкой на традиционной упаковочной линии, предназначенной для металлических банок. Заготовка с дополнительным опорным фланцем или несколькими опорными фланцами, подвергающаяся воздействию повышенного давления в процессе формования в емкость, лучше блокируется и герметизируется в выдувной форме. Изобретение позволяет изготавливать пластиковые емкости в виде банок с гладкими стенками снаружи и тонким наружным фланцем, который герметично закатывают металлической крышкой. Далее в качестве примера приводится описание изобретения со ссылкой на прилагаемые фигуры,где: фиг. 1 показывает осевое сечение заготовки, уже трансформированной в банку; фиг. 2 показывает осевое сечение горловины заготовки и опорного фланца; фиг. 3 показывает осевое сечение горловины заготовки с двумя опорными фланцами; фиг. 4 показывает поперечное сечение горловины емкости с закатанной крышкой; фиг. 5 показывает осевое сечение держателя заготовки, удерживающего заготовку; фиг. 6. показывает зажим, установленный в держателе заготовки, с фрагментом заготовки в осевой проекции, в закрытом положении; фиг. 7 показывает зажим, установленный в держателе заготовки, с фрагментом заготовки в осевой проекции, в открытом положении; фиг. 8. показывает зажим в аксонометрической проекции в вариантах, изображенных на фиг. 6 и 7; фиг. 9. показывает фрагмент зажима, установленного в держателе заготовки, для варианта, изображенного на фиг. 6-8; фиг. 10 показывает держатель заготовки с заготовкой, вид сверху; зажимы находятся в закрытом положении; фиг. 11 показывает фрагмент зажима, установленного в держателе заготовки, в варианте, когда дистанционный элемент выполнен на поверхности зажима; фиг. 12 показывает фрагмент зажима, установленного в держателе заготовки, в варианте, когда дистанционный элемент выполнен на поверхности корпуса держателя; фиг. 13 показывает осевое сечение держателя заготовки, удерживающего заготовку, в варианте с воздушным каналом для подачи сжатого воздуха под поршень; фиг. 14 показывает осевое сечение держателя заготовки, удерживающего заготовку, в варианте со стержнем, приводящим в движение поршень; фиг. 15 показывает держатель заготовки с установленной в нем заготовкой, вид сверху; фиг. 16 показывает фрагмент держателя заготовки, удерживающего заготовку, в осевом сечении; фиг. 17 показывает фрагмент держателя заготовки, удерживающего заготовку с дополнительным опорным фланцем, в осевом сечении; фиг. 18 показывает фрагмент держателя заготовки, удерживающего заготовку без наружного фланца, в осевом сечении. В соответствии с изобретением, как показано на фиг. 1, заготовка 10 состоит из конического корпуса 1 с выпуклым дном 2. Напротив дна 2 корпус 1 переходит непосредственно в цилиндрическую горловину 3, внутренняя стенка 3 а которой имеет на расстоянии примерно 3 мм ниже верхней кромки 5 опорный фланец 6, а наружная стенка горловины 3b является ровной. Цилиндрическая горловина 3 заканчивается тонким, толщиной менее 0,3 мм, наружным фланцем 4, направленным наружу практически перпендикулярно боковой стенке, как показано на фиг. 2. В другом варианте, как показано на фиг. 3, заготовка имеет дополнительный опорный фланец на внутренней стенке горловины 3a, образованный под опорным фланцем 6. Форма заготовки - конус, непосредственно переходящий в цилиндрическую горловину 3, - является оптимальной для получения тонкого наружного фланца 4 с благоприятными параметрами прочности, который в готовой банке 8 закатан металлической крышкой 9, как показано на фиг. 4. В соответствии с первым вариантом изобретения держатель заготовки состоит из корпуса 11 с расположенным в осевом направлении воздушным каналом 12, через который в заготовку 10 вдувают воздух. Наружные боковые стенки корпуса 11 имеют пазы 13, где подвижно закреплены зажимы 14, зафиксированные на корпусе 11 упругим зажимным кольцом 15. Зажимное кольцо 15 закреплено в углублении 20, выполненном примерно на середине высоты зажима 14 и боковой стенки корпуса 11. Выемка 17, на которую опирается тонкий наружный фланец 4 заготовки 10, выполнена в передней стенке корпуса 11. Каждый зажим 14 заканчивается зубцом 16, который проходит над выемкой 17, образуя щель 18 между основанием зубца 16 и выемкой 17, куда вставляют тонкий наружный фланец 4 заготовки 10 для предотвращения его смещения при перемещении к пневмоформовочной машине. На внутренней боковой стенке выемки 17 выполнена канавка 19, в которую плотно входит опорный фланец 6 заготовки 10. В процессе пневмоформования форма обжимает стенку 3b заготовки 10 вокруг опорного фланца 6 и прижимает ее к корпусу держателя 11, тем самым предотвращая нежелательное смещение заготовки 10. После того как емкость 8 сформована и перемещена в необходимое место, зажим 14 освобождают надавливанием на его боковую стенку ниже упругого зажимного кольца 15 по направлению к боковой стенке корпуса 11. В результате зубец 16 отклоняется от поверхности корпуса 11, тонкий наружный фланец 4 емкости 8, сформованной из заготовки 10, освобождается, и емкость можно извлечь из держателя. Для сокращения максимального угла, при котором зубец 16 отклоняется от закрытого положения,нижняя часть зажима 14 изогнута по направлению к боковой стенке корпуса 11, как показано на фиг. 6-9. В другом исполнении, как показано на фиг. 11, ниже упругого зажимного кольца 15 на внутренней боковой стенке зажима 14 выполнен дистанционный элемент 21. Еще один вариант предусматривает выполнение дистанционного элемента 21 на наружной боковой стенке корпуса 11, как показано на фиг. 12. Если заготовка имеет дополнительный опорный фланец 7, на внутренней боковой стенке выемки 17 будет выполнена дополнительная канавка для вхождения дополнительного опорного фланца 7 заготовки 10. Если заготовка имеет несколько дополнительных опорных фланцев, на внутренней боковой стенке выемки 17 будет выполнено несколько канавок, необходимых для удержания дополнительных опорных фланцев заготовки. В соответствии со вторым вариантом изобретения, как показано на фиг. 13, держатель заготовки имеет корпус 30 со встроенной скользящей зажимной втулкой 31, соответствующей упругому стопорному кольцу 32, которое стыкуется с корпусом и внутренними стенками горловины 3 а заготовки, имеющей опорный фланец 6. Зажимная втулка 31 подвергается действию пружины 33, которая стыкуется с поршнем 34, закрепленным в корпусе. Поршень 34 подвергается действию силы сжатого воздуха, подаваемого внутрь через отверстие 35, выполненное в корпусе 30, что приводит к скольжению зажимной втулки 31 и освобождению заготовки от блокировки в держателе. Держатель имеет расположенный в осевом направлении воздушный канал 36, через который подают воздух, необходимый для пневмоформования заготовки. В другом варианте, как показано на фиг. 14, движение поршня 34 достигается благодаря стержню 37, который прикладывает к поршню 34 силу, направленную вдоль оси. Во время нахождения в пневмо-2 019515 формовочной машине заготовка 10 удерживается в держателе благодаря напряженному упругому стопорному кольцу 32, которое оказывает давление на внутреннюю боковую стенку заготовки 3a, имеющую опорный фланец 6. Напряжение упругого стопорного кольца 32 является результатом давления зажимной втулки 31, создаваемого поршнем 34, на которое действует пружина 33. Опорный фланец 6 на внутренней стенке горловины заготовки 3 а не позволяет никакого движения упругого стопорного кольца 32 вдоль оси, тем самым предотвращая выдувание заготовки из выдувной формы в процессе формования банки. Тонкий наружный фланец 4 заготовки 10 не передает никаких сил в процессе формования и поэтому эффективно защищен от повреждения. В варианте, когда заготовка имеет дополнительный опорный фланец 7, упругое стопорное кольцо 32 плотно входит между опорным фланцем 6 заготовки и дополнительным опорным фланцем 7, что укрепляет блокировку и улучшает герметичную установку заготовки в процессе пневмоформования, а также облегчает установку заготовки при вставлении ее в держатель, как показано на фиг. 17. В процессе вставления заготовки 10 в держатель или снятия банки после пневмоформования воздух подают в отверстие 35 при определенном давлении. Давление воздуха толкает поршень 34 вверх, повышая давление зажимной втулки 31 на упругое стопорное кольцо 32. В отсутствие давления на упругое стопорное кольцо 32 на внутренние стенки горловины 3 а заготовки не действуют никакие силы. Это облегчает надевание заготовки на держатель и снятие полученной емкости с держателя. В другом варианте осуществления изобретения снижение давления зажимной втулки 31 на упругое стопорное кольцо 32 достигается использованием стержня 37, который передвигает поршень 34; пружина 33 оказывает давление на зажимную втулку 31, заставляя ее сдвигаться по направлению ко дну заготовки. В процессе преобразования заготовки 10 в готовый продукт в пневмоформовочной машине упругое стопорное кольцо 32 испытывает дополнительное давление прижима со стороны воздуха, подаваемого в заготовку для ее выдувания; воздух оказывает давление на верхнюю поверхность зажимной втулки 31. Держатели заготовки, предлагаемые в изобретении, можно также использовать для удерживания и герметизации заготовок без наружных фланцев в процессе пневмоформования, что показано на фиг. 18. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Заготовка для пластиковой емкости, состоящая из корпуса (1), который заканчивается выпуклым дном (2) с одной стороны и гладкой цилиндрической горловиной (3) - с другой, где горловина (3) заканчивается фланцем (4), выходящим наружу за пределы корпуса (1), и содержит внутренний опорный фланец (6), отличающаяся тем, что корпус (1) имеет коническую форму и переходит непосредственно в цилиндрическую горловину (3), которая имеет внутренний опорный фланец (6), сформированный на ее внутренней стенке (3 а) ниже верхней кромки (5), и тонкий внешний фланец (4), выходящий наружу за пределы корпуса (1), предназначенный для закатывания таким образом, чтобы связать его с металлической крышкой в готовой емкости. 2. Заготовка по п.1, отличающаяся тем, что опорный фланец (6) сформирован на расстоянии не менее 1,5 мм ниже верхней кромки (5). 3. Заготовка по п.1 или 2, отличающаяся тем, что ниже первого опорного фланца (6) на внутренней стенке горловины (3a) сформирован дополнительный опорный фланец (7). 4. Заготовка по пп.1-3, отличающаяся тем, что на внутренней стенке горловины (3a) в направлении дна сформировано несколько опорных фланцев.
МПК / Метки
МПК: B29C 49/42, B29B 11/14
Метки: емкости, заготовка, пластиковой
Код ссылки
<a href="https://eas.patents.su/8-19515-zagotovka-dlya-plastikovojj-emkosti.html" rel="bookmark" title="База патентов Евразийского Союза">Заготовка для пластиковой емкости</a>
Заготовка для пластикового контейнера, разработанного специально для упаковки продуктов питания
Номер патента: 9802
Опубликовано: 28.04.2008
Авторы: Милковски Богумил, Тоборовича Анджей, Левандовски Дариуш
МПК: B65D 1/02, B29C 49/00
Метки: питания, упаковки, заготовка, разработанного, контейнера, специально, пластикового, продуктов
Формула / Реферат:
1. Заготовка пластикового контейнера, разработанного специально для упаковки продуктов питания, включающая корпус конической формы с выпуклым полусферическим дном, расширяющийся по направлению к цилиндрической горловине, отличающаяся тем, что корпус 4 выполнен однослойным, при этом внешний диаметр конуса, измеренный в точке соединения с цилиндрической частью 2, равен наружному диаметру цилиндрической части, причем цилиндрическая часть 2...
Механизм крепления горловины пластиковой бутылки к сливному каналу устройства для ручного розлива пенящихся и/или газированных напитков
Номер патента: 16938
Опубликовано: 30.08.2012
Автор: Бучик Сергей Александрович
Метки: горловины, крепления, напитков, бутылки, ручного, розлива, сливному, устройства, механизм, пенящихся, каналу, пластиковой, газированных
Формула / Реферат:
1. Механизм крепления горловины пластиковой бутылки к сливному каналу устройства для ручного разлива пенящихся и/или газированных напитков, содержащий полый корпус (15) с ручкой (16) управления, расположенный вокруг стенки (7) сливного канала (14) с возможностью поворота, ложку (17) с пазом (18), соответствующим размеру горловины пластиковой бутылки, установленную с возможностью осевого возвратно-поступательного перемещения перед открытым торцом...
Сигаретная пачка и заготовка для неё
Номер патента: 9495
Опубликовано: 28.02.2008
Автор: Мазур Войцех
МПК: B65D 85/10
Метки: сигаретная, пачка, неё, заготовка
Формула / Реферат:
1. Сигаретная пачка с откидной крышкой, выполненная в форме прямоугольной призмы и содержащая зону хранения, предназначенную для хранения в ней сигарет, и откидную крышку, соединенную с указанной зоной хранения посредством находящегося на задней стенке поворотного соединения, причем передняя стенка крышки длиннее ее задней стенки, а боковые стенки выполнены скошенными, при этом зона хранения снабжена дополнительной внутренней передней стенкой, а...
Защитное укупорочное устройство для емкости, в частности для бутылки для жидкостей
Номер патента: 18520
Опубликовано: 30.08.2013
Авторы: Райнеро Флавио, Гориа Франческо, Капоралетти Фабио
МПК: B65D 41/62
Метки: укупорочное, бутылки, защитное, емкости, устройство, жидкостей, частности
Формула / Реферат:
1. Защитное укупорочное устройство (1) для венчика емкости, содержащеевыливной узел (2), имеющий нижний участок (3) для прикрепления к венчику емкости и верхний выливной участок (4),съемный колпачок (6), который можно установить на выливной узел (2) до закрытого положения, в котором колпачок (6) упирается в стопорную поверхность (4а), причем колпачок (6) имеет по меньшей мере один упруго деформируемый периферический фланец (7), ивнешнюю оболочку...
Коробка для сигарет и складываемая заготовка
Номер патента: 5349
Опубликовано: 24.02.2005
Автор: Лутциг Бодо-Вернер
МПК: B65D 85/10
Метки: сигарет, коробка, складываемая, заготовка
Формула / Реферат:
1. Коробка (10) из складываемого материала, содержащая коробчатую часть (20), причем коробчатая часть (20) имеет переднюю стенку (22) коробки, заднюю стенку (24) коробки, боковые стенки (26, 28) коробки и дно (30) коробки, причем одна или несколько кромок коробки (10) за счет соответственно двух или более соседних, по существу, параллельных линий сгиба в складываемом материале скруглена или скошена, отличающаяся тем, что линии сгиба представляют...
Предыдущий патент: Сенсоры co2 растений, нуклеиновые кислоты, кодирующие их, способы их получения и применение
Следующий патент: Лечение микробных инфекций
Случайный патент: Жатка валковая прицепная, устройство горизонтальной стабилизации мотовила и устройство привода режущего аппарата для этой жатки