Способ непрерывной разливки стали и погружной стакан для непрерывной разливки стали
Номер патента: 16943
Опубликовано: 30.08.2012
Авторы: Шумахер Эдгар, Дорн Константин, Пустаханов Сергей, Францки Рената
Формула / Реферат
1. Способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, заливочный канал, отличающийся тем, что используют стакан, содержащий по меньшей мере два глуходонных выходных канала, размещенных в объеме стакана, посредством которых проходящий через заливочный канал перегретый металл в нижней части погружного стакана разделяется по меньшей мере на два потока, причем стакан ограничен юбкой, вытянутой в направлении узких граней кристаллизатора и сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним обрезом юбки, находящимся ниже уровня дна глуходонных выходных каналов, и, далее, по меньшей мере два потока металла подают в кристаллизатор через выполненные в каждом глуходонном выходном канале по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол, отличный от 90°.
2. Способ непрерывной разливки по п.1, отличающийся тем, что при разливке слябов с размерами широкой грани от 800 до 1200 мм поток металла разделяют на два потока, проходящих через два глуходонных выходных канала.
3. Способ непрерывной разливки по п.1, отличающийся тем, что при разливке слябов с размерами широкой грани более 1200 мм поток металла разделяют на три потока, проходящих через три глуходонных выходных канала.
4. Способ непрерывной разливки по п.2 или 3, отличающийся тем, что потоки металла направляют при входе в кристаллизатор через выходные отверстия вдоль осей выходных отверстий глуходонных выходных каналов, направленных по отношению к широкой грани кристаллизатора в горизонтальной плоскости под углами от 15 до 65°, причем эти углы тем больше, чем меньше размер широкой грани и больше размер узкой грани кристаллизатора.
5. Способ непрерывной разливки по п.1, отличающийся тем, что в результате встречи со стенкой юбки потокам выходящего из выходных отверстий глуходонных выходных каналов металла, поступающим в кристаллизатор, придают одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине.
6. Способ непрерывной разливки по п.1, отличающийся тем, что в погружном стакане обеспечивают напор металла посредством выполнения суммарной площади всех выходных отверстий глуходонных выходных каналов меньше площади поперечного сечения заливочного канала.
7. Способ непрерывной разливки по п.3, отличающийся тем, что обеспечивают усреднение температуры металла в горизонтальном сечении кристаллизатора посредством выполнения диаметра каждого из крайних глуходонных выходных каналов на 5-25% больше диаметра центрального глуходонного выходного канала.
8. Способ непрерывной разливки по п.1, отличающийся тем, что в кристаллизатор подают расплавленный металл, перегретый выше температуры ликвидус стали.
9. Погружной стакан для непрерывной разливки стали, содержащий в верхней части, примыкающей к промежуточному ковшу, заливочный канал, размещенные в нижней части стакана дно стакана, выходные отверстия и юбку, вытянутую в направлении узких граней кристаллизатора и закрепленную выше выходных отверстий, так что нижняя часть стакана расположена в центре юбки, отличающийся тем, что заливочный канал в нижней части стакана выполнен разветвленным по меньшей мере на два глуходонных выходных канала, размещенных в объеме стакана, ограниченном юбкой, сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, причем каждый глуходонный выходной канал выше уровня дна снабжен двумя выходными отверстиями, расположенными выше уровня обреза юбки, указанные выходные отверстия расположены диаметрально, а оси выходных отверстий в горизонтальной плоскости образуют с широкой гранью кристаллизатора угол, отличный от 90°.
10. Погружной стакан по п.9, отличающийся тем, что для разливки слябов с размерами широкой грани от 800 до 1200 мм стакан выполнен с разветвлением на два глуходонных выходных канала.
11. Погружной стакан по п.9, отличающийся тем, что для разливки слябов с размерами широкой грани более 1200 мм стакан выполнен с разветвлением на три глуходонных выходных канала.
12. Погружной стакан по п.10 или 11, отличающийся тем, что оси выходных отверстий расположены по отношению к широкой грани кристаллизатора в горизонтальной плоскости под углами от 15 до 65°, причем эти углы тем больше, чем меньше размер широкой грани и больше размер узкой грани кристаллизатора.
13. Погружной стакан по п.9, отличающийся тем, что в результате встречи со стенкой юбки потокам выходящего из выходных отверстий глуходонных выходных каналов металла, поступающим в кристаллизатор, придается одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине.
14. Погружной стакан по п.9, отличающийся тем, что выполнен напорным, причем суммарная площадь всех выходных отверстий глуходонных выходных каналов меньше площади поперечного сечения заливочного канала.
15. Погружной стакан по п.11, отличающийся тем, что диаметр каждого из крайних глуходонных выходных каналов выполняют на 5-25% больше диаметра центрального глуходонного выходного канала.
Текст
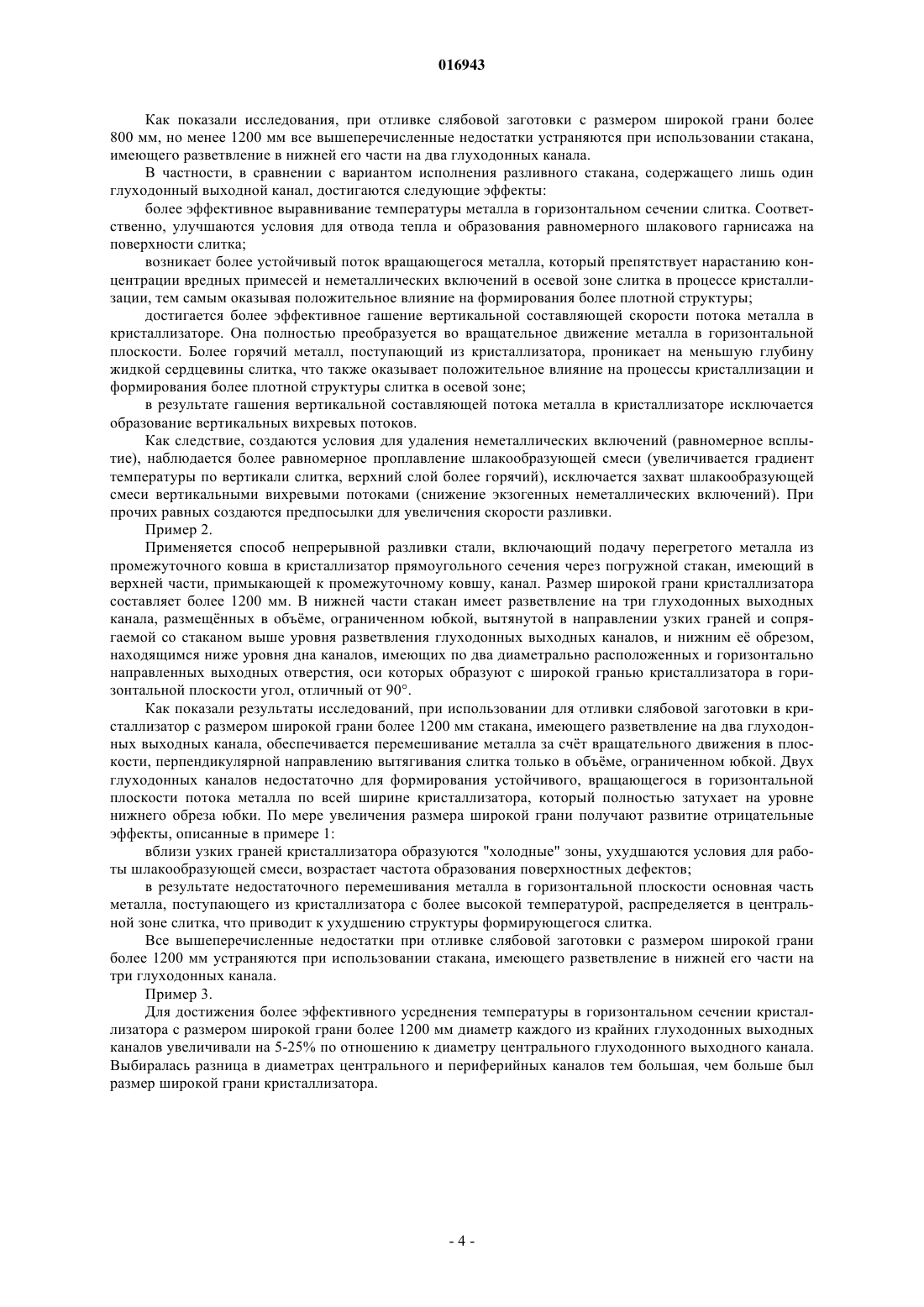
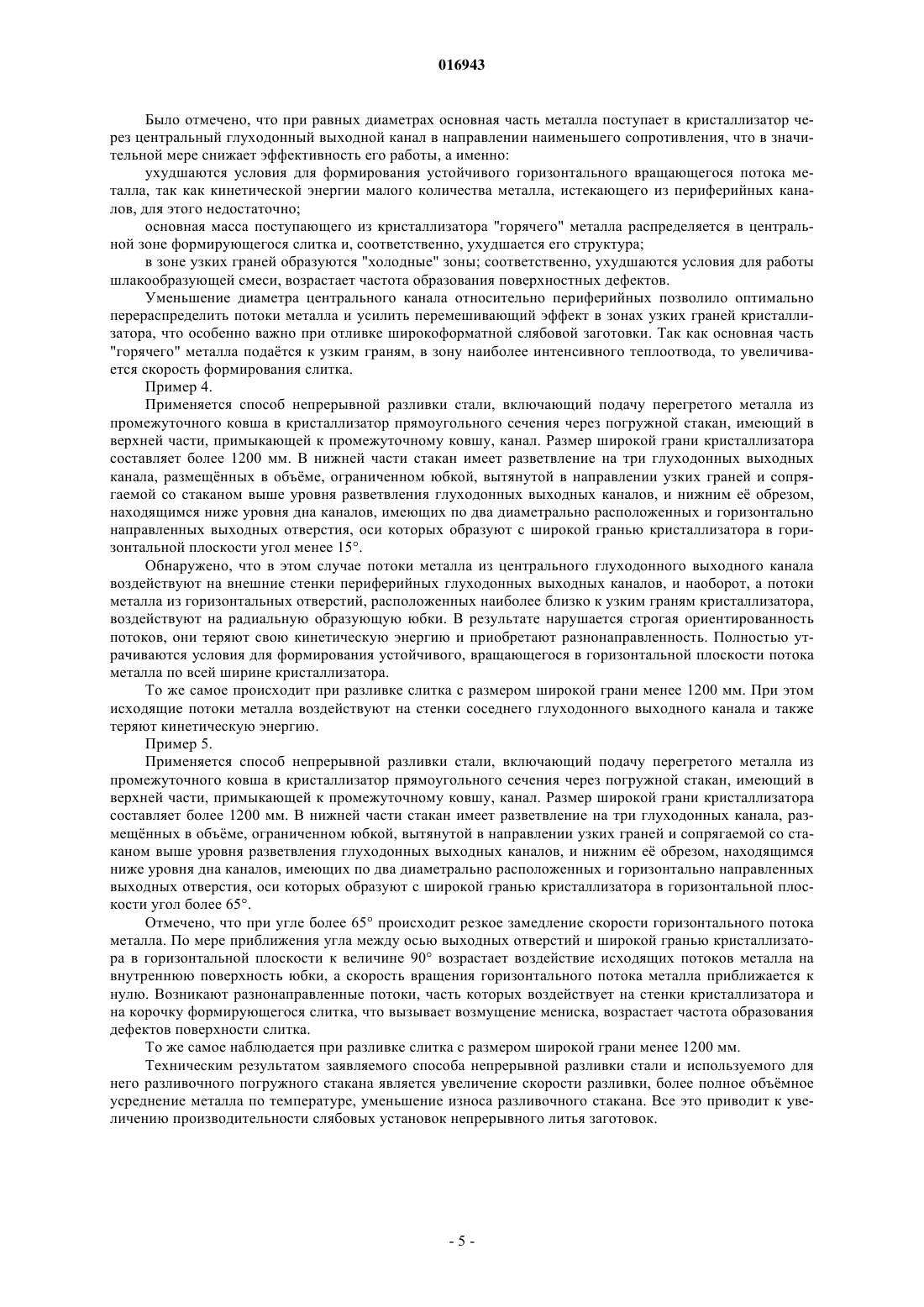
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И ПОГРУЖНОЙ СТАКАН ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ Изобретение относится к области чрной металлургии, а именно к производству стальной слябовой заготовки непрерывной разливкой стали. В заявляемом способе непрерывной разливки стали подача перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения осуществляется через погружной стакан, имеющий в своей верхней части, примыкающей к промежуточному ковшу, заливочный канал, который в нижней части стакана разветвляется по меньшей мере на два глуходонных выходных канала. Глуходонные выходные каналы размещаются в объме стакана, который ограничен юбкой, вытянутой в направлении узких граней кристаллизатора и сопрягающейся со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним обрезом юбки, расположенным ниже уровня дна глуходонных выходных каналов. Каждый глуходонный выходной канал содержит по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол, отличный от 90. Другим аспектом изобретения является разливочный погружной стакан для осуществления заявляемого способа разливки стали. Техническим результатом заявляемого способа непрерывной разливки стали и используемого для него разливочного погружного стакана является увеличение скорости разливки, более полное объмное усреднение температуры металла, уменьшение износа разливочного стакана. Все это приводит к увеличению производительности слябовых установок непрерывного литья заготовок. 016943 Изобретение относится к области чрной металлургии, а именно к производству стальной слябовой заготовки непрерывной разливкой стали. При непрерывной разливке стали, особенно при разливке слябовой заготовки под уровень, важную роль играет перемешивание поступающего в кристаллизатор металла в горизонтальной плоскости без возмущений поверхности мениска. При соблюдении этого условия температура жидкого металла в объме кристаллизатора и в поверхностных слоях мениска усредняется, и создаются условия для формирования плотной структуры отливаемого слитка без образования дефектов. Использование глуходонного погружного стакана для непрерывной разливки стали, имеющего выходные отверстия в нижней части, хорошо известно в данной области техники (например, заявки на патент Японии 11291026, 11320046, 2001087843, 2004283848, 2006150434, 2008200705 и др.). Известен способ отливки слябовой заготовки через погружной глуходонный стакан, имеющий горизонтальные выходные отверстия, направленные к узким граням кристаллизатора. Недостатком этого способа является образование интенсивных потоков в поверхностных слоях жидкого металла, воздействующих на стенки кристаллизатора и вызывающих бурление мениска, что приводит к размыванию корочки формирующегося слитка. Кроме того, возрастает вероятность возникновения грубых дефектов на поверхности отливаемой заготовки и разрыва корочки после выхода слитка из кристаллизатора. Из патента РФ 2137570 (опубликован 20.09.1999, МПК B22D 11/00) известны устройство и способ получения непрерывно литых деформированных заготовок с использованием трех разнесенных друг от друга погружных глуходонных стаканов. Через крайние стаканы, имеющие по одному отверстию (каналу), подается металл с более низкой температурой кристаллизации, а через центральный стакан, имеющий два отверстия (канала), подается металл с более высокой температурой кристаллизации, причм расплавы в кристаллизатор подают таким образом, что, перемешиваясь, они образуют смесь. Такая конструкция направлена на создание высокоэффективного процесса получения деформированных заготовок из смеси расплавов двух металлов. Технический результат заключается в повышении производительности процесса получения деформированных заготовок, а также получении сплошных деформированных заготовок произвольной формы и толщины с заданным распределением в сечении заготовки двух металлов. Наиболее близким по технической сущности и получаемому результату является описанный в патенте РФ 2359782 (опубликован 27.06.2009, МПК B22D 41/50) способ непрерывного литья, включающий поступление металла в кристаллизатор из промежуточного ковша через глуходонный погружной разливочный стакан, имеющий в нижней части юбку, закреплнную на наружной поверхности стакана выше уровня выходных отверстий. При этом горизонтальные выходные отверстия располагаются выше уровня е нижнего обрезаи имеют геометрию, придающую вращательное движение поступающему в кристаллизатор металлу в плоскости, перпендикулярной направлению вытягивания слитка. За счт вытянутой в направлении узких граней формы юбка исключает прямое воздействие потоков металла на водоохлаждаемые стенки, формирует его горизонтальное вращение по всему объму кристаллизатора. Такая конструкция погружного стакана обеспечивает хорошее качество литой заготовки прямоугольного сечения. Для квадратного и круглого слитка нужно использовать стакан с круглой, а не вытянутой юбкой. Однако при прямоугольном сечении заготовки область применения стакана согласно патенту РФ 2359782 ограничена размером широкой грани, не превышающем 800 мм. При отливке широкоформатных слябов с размером широкой грани более 800 мм из-за увеличения массовой скорости разливки интенсивность перемешивания в зоне выходных отверстий чрезмерно возрастает, но по мере приближения к узким граням кристаллизатора и удаления от мениска в направлении вытягивания слитка интенсивность перемешивания резко уменьшается. Утрачивается одно из главных преимуществ такой конструкции устройства - усреднение температуры металла в поперечном сечении слитка посредством горизонтально вращающихся потоков металла по всему объму кристаллизатора. В зоне узких граней ухудшаются условия для плавления шлакообразующей смеси и нормального формирования корочки слитка,возрастает вероятность возникновения дефектов структуры и поверхности слитка, что отрицательно сказывается на служебных свойствах готового проката. В результате высокой загрязннности осевой зоны сляба неметаллическими включениями, серой и фосфором и осевой рыхлости ухудшаются такие важные свойства готового проката, как прочность и пластичность, образуется дефект, классифицируемый как осевая трещина, который может привести к расслоению готового проката. Предлагаемые способ разливки и устройство направлены на устранение указанных недостатков и расширяют область применения для непрерывной разливки широкоформатной слябовой заготовки. Распределение поступающего из кристаллизатора металла на несколько потоков обеспечивает достижение следующего технического результата в сравнении со способом, раскрытым в патенте РФ 2359782. Во-первых, кинетическая энергия вертикально направленного потока наиболее полно преобразуется во вращательное движение металла в объме кристаллизатора, без возмущения поверхностных слов мениска, что позволяет увеличить массовые скорости разливки. Во-вторых, за счт формирования вращающегося в горизонтальной плоскости однонаправленного потока по всей ширине слитка достигается более полное объмное усреднение металла по температуре. Кроме того, за счт лучшего отвода-1 016943 тепла и условий для формирования шлакового гарнисажа создаются предпосылки для увеличения скорости разливки на 3-5%, а за счт снижения скорости потоков металла в выходных каналах уменьшается износ стакана. Заявляемый технический результат достигается тем, что при непрерывной разливке стали подача перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения осуществляется через погружной стакан, имеющий в своей верхней части, примыкающей к промежуточному ковшу,заливочный канал, который в нижней части стакана разветвляется по меньшей мере на два глуходонных выходных канала. Глуходонные выходные каналы размещаются в объме стакана, который ограничен юбкой, вытянутой в направлении узких граней кристаллизатора и сопрягающейся со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним обрезом юбки, расположенным ниже уровня дна глуходонных выходных каналов. Каждый глуходонный выходной канал имеет по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол, отличный от 90. Для разливки слябов с размерами широкой грани от 800 до 1200 мм погружной стакан может содержать два глуходонных выходных канала, а для разливки слябов с размерами широкой грани более 1200 мм является предпочтительным исполнение погружного стакана с тремя глуходонными выходными каналами. В последнем случае диаметр каждого из крайних глуходонных выходных каналов желательно выполнить на 5-25% больше диаметра центрального глуходонного выходного канала для более эффективного усреднения температуры в горизонтальном сечении кристаллизатора за счт перераспределения основной массы металла, поступающего из кристаллизатора с более высокой температурой, в зону наиболее интенсивного теплоотвода ближе к узким граням. В предпочтительном варианте осуществления изобретения оси выходных отверстий глуходонных выходных каналов располагают по отношению к широкой грани кристаллизатора в горизонтальной плоскости под углами от 15 до 65, причм эти углы тем больше, чем меньше размер широкой грани и больше размер узкой грани кристаллизатора. В случае исполнения погружного стакана с двумя глуходонными выходными каналами углы оси выходных отверстий располагаются под одинаковыми углами к широкой грани кристаллизатора. Для случая исполнения погружного стакана с тремя глуходонными выходными каналами оси выходных отверстий крайних глуходонных выходных каналов располагаются под одинаковыми углами к широкой грани кристаллизатора, а ось выходных отверстий центрального выходного канала может располагаться под таким же или отличным углом. Выходные отверстия глуходонных выходных каналов могут быть выполнены таким образом, чтобы придавать металлу, поступающему в кристаллизатор, одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине. Направленное вращательное движение металлу придатся в результате встречи потока металла со стенкой юбки. Стакан предпочтительно выполнять напорным. При этом суммарная площадь всех выходных отверстий глуходонных выходных каналов меньше площади поперечного сечения заливочного канала. В кристаллизатор подают расплавленный металл, перегретый выше температуры ликвидус стали. В противном случае в потоке будут присутствовать жидкая и тврдая фазы, а поскольку в стакане происходит потеря тепловой энергии, это будет приводить к кристаллизации. Далее изобретение более подробно раскрывается со ссылками на фигуры и примерами реализации изобретения. На фиг. 1 представлены общий вид и сечение нижней части погружного стакана, выполненного с двумя глуходонными выходными каналами. На фиг. 2 представлены общий вид и сечение нижней части погружного стакана, выполненного с тремя глуходонными выходными каналами. Из промежуточного ковша (не показан) расплав подается в заливочный канал 1 погружного стакана, и в нижней части 2 погружного стакана, через выходные отверстия 3, окруженные юбкой 4, расплав выходит в кристаллизатор прямоугольного сечения (не показан). На своем пути в погружном стакане поток расплава посредством глуходонных выходных каналов 5 разветвляется на два (фиг. 1) или три (фиг. 2) потока. Уровень дна 6 глуходонных выходных каналов 5,непосредственно рядом с которым выполнены выходные отверстия 3, расположен выше уровня обреза 7 юбки 4. Выходные отверстия 3 выполнены таким образом, что ось 8 каждого из них направлена под углом,не равным 90, относительно широкой грани кристаллизатора или, что эквивалентно, широкой стороны юбки 4. Через погружной стакан расплавленный металл подается в кристаллизатор перегретым выше температуры ликвидус стали. Если размер широкой стороны отливаемых слябов лежит в диапазоне от 800 до 1200 мм, то предпочтительно использовать погружной стакан с двумя глуходонными выходными каналами 5, как показано на фиг. 1.-2 016943 В случае, когда размер широкой стороны отливаемых слябов превышает величину 1200 мм, предпочтительно использовать погружной стакан с тремя глуходонными выходными каналами 5, как показано на фиг. 2. При этом является предпочтительным, если диаметр каждого из крайних глуходонных выходных каналов 5 составляет величину на 5-25% большую, чем диаметр центрального глуходонного выходного канала 5. За счт разности диаметров центрального и крайних глуходонных выходных каналов 5 обеспечивается возможность перераспределения наибольшей массы "горячего" металла, поступающего из промежуточного ковша, к узким граням слитка - в зоны наиболее интенсивного отвода тепла, что также способствует более быстрому формированию тела слитка. Кроме того, оси 8 выходных отверстий 3 крайних глуходонных выходных каналов 5 предпочтительно располагать под одинаковыми углами к широкой грани кристаллизатора, отличными или равными углу оси 8 центрального глуходонного выходного канала 5 к широкой грани кристаллизатора для оптимизации потоков расплавленного металла в кристаллизаторе. В общем случае предпочтительно, если оси 8 выходных отверстий 3 расположены по отношению к широкой грани кристаллизатора в горизонтальной плоскости под углами от 15 до 65, причм эти углы тем больше, чем меньше размер широкой грани и больше размер узкой грани кристаллизатора. Выходные отверстия 3 глуходонных выходных каналов 5 могут быть выполнены с возможностью придавать расплаву, поступающему в кристаллизатор, одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине. Направленное вращательное движение металлу придатся в результате встречи потока металла со стенкой юбки. Погружной стакан может быть выполнен напорным. При этом суммарная площадь всех выходных отверстий 3 глуходонных выходных каналов 5 меньше площади поперечного сечения заливочного канала 1. В случае стакана с тремя ответвлениями соотношение площадей выходных отверстий 3 каждого из крайних выходных каналов 5 на 5-25% больше площади выходных отверстий 3 центрального выходного канала 5. Это необходимо для сохранения условия, обеспечивающего перераспределение большей массы металла к узким граням кристаллизатора. Пример 1. Применяется способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, канал. Размер широкой грани кристаллизатора составляет более 800 мм. Стакан имеет разветвление на два глуходонных выходных канала, размещнных в объме, ограниченном юбкой, вытянутой в направлении узких граней и сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним е обрезом, находящимся ниже уровня дна каналов, имеющих по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол, отличный от 90. При отливке слябовой заготовки в кристаллизатор с размером широкой грани менее 800 мм все преимущества достигаются при использовании одноканального глуходонного стакана с юбкой, вытянутой вдоль широких граней. Кинетической энергии потоков, исходящих из выходных каналов, достаточно, чтобы придать металлу одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине. Образуется устойчивый поток, который распространяется в направлении вытягивания слитка и обеспечивает перемешивание металла в кристаллизаторе ниже уровня нижнего обреза юбки. Однако при использовании одноканального стакана для разливки слябовой заготовки с размером широкой грани более 800 мм утрачивается существенное преимущество, а именно не обеспечивается эффективное перемешивание металла за счт вращательного движения в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине. В областях узких граней кристаллизатора, в объме ограниченном юбкой, формируется два разнонаправленных потока металла, вращающихся в горизонтальной плоскости, затухающих по мере приближения к узким граням и по мере движения в направлении вытягивания слитка. Вращение металла в горизонтальной плоскости затухает полностью на уровне нижнего обреза юбки, так как кинетической энергии потоков металла, исходящих из горизонтально расположенных выходных каналов, недостаточно для придания металлу равнонаправленного вращательного движения по всей ширине кристаллизатора; взаимодействие разнонаправленных потоков на уровне нижнего среза юбки приводит к их резкому затуханию; вблизи узких граней кристаллизатора образуются "холодные" зоны, в результате чего ухудшаются условия для работы шлакообразующей смеси, возникают условия для возникновения дефектов на поверхности отливаемого слитка; в результате недостаточного эффекта перемешивания в горизонтальной плоскости основная часть металла, поступающего из кристаллизатора с более высокой температурой, распределяется в осевой зоне, что приводит к ухудшению структуры слитка.-3 016943 Как показали исследования, при отливке слябовой заготовки с размером широкой грани более 800 мм, но менее 1200 мм все вышеперечисленные недостатки устраняются при использовании стакана,имеющего разветвление в нижней его части на два глуходонных канала. В частности, в сравнении с вариантом исполнения разливного стакана, содержащего лишь один глуходонный выходной канал, достигаются следующие эффекты: более эффективное выравнивание температуры металла в горизонтальном сечении слитка. Соответственно, улучшаются условия для отвода тепла и образования равномерного шлакового гарнисажа на поверхности слитка; возникает более устойчивый поток вращающегося металла, который препятствует нарастанию концентрации вредных примесей и неметаллических включений в осевой зоне слитка в процессе кристаллизации, тем самым оказывая положительное влияние на формирования более плотной структуры; достигается более эффективное гашение вертикальной составляющей скорости потока металла в кристаллизаторе. Она полностью преобразуется во вращательное движение металла в горизонтальной плоскости. Более горячий металл, поступающий из кристаллизатора, проникает на меньшую глубину жидкой сердцевины слитка, что также оказывает положительное влияние на процессы кристаллизации и формирования более плотной структуры слитка в осевой зоне; в результате гашения вертикальной составляющей потока металла в кристаллизаторе исключается образование вертикальных вихревых потоков. Как следствие, создаются условия для удаления неметаллических включений (равномерное всплытие), наблюдается более равномерное проплавление шлакообразующей смеси (увеличивается градиент температуры по вертикали слитка, верхний слой более горячий), исключается захват шлакообразующей смеси вертикальными вихревыми потоками (снижение экзогенных неметаллических включений). При прочих равных создаются предпосылки для увеличения скорости разливки. Пример 2. Применяется способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, канал. Размер широкой грани кристаллизатора составляет более 1200 мм. В нижней части стакан имеет разветвление на три глуходонных выходных канала, размещнных в объме, ограниченном юбкой, вытянутой в направлении узких граней и сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним е обрезом,находящимся ниже уровня дна каналов, имеющих по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол, отличный от 90. Как показали результаты исследований, при использовании для отливки слябовой заготовки в кристаллизатор с размером широкой грани более 1200 мм стакана, имеющего разветвление на два глуходонных выходных канала, обеспечивается перемешивание металла за счт вращательного движения в плоскости, перпендикулярной направлению вытягивания слитка только в объме, ограниченном юбкой. Двух глуходонных каналов недостаточно для формирования устойчивого, вращающегося в горизонтальной плоскости потока металла по всей ширине кристаллизатора, который полностью затухает на уровне нижнего обреза юбки. По мере увеличения размера широкой грани получают развитие отрицательные эффекты, описанные в примере 1: вблизи узких граней кристаллизатора образуются "холодные" зоны, ухудшаются условия для работы шлакообразующей смеси, возрастает частота образования поверхностных дефектов; в результате недостаточного перемешивания металла в горизонтальной плоскости основная часть металла, поступающего из кристаллизатора с более высокой температурой, распределяется в центральной зоне слитка, что приводит к ухудшению структуры формирующегося слитка. Все вышеперечисленные недостатки при отливке слябовой заготовки с размером широкой грани более 1200 мм устраняются при использовании стакана, имеющего разветвление в нижней его части на три глуходонных канала. Пример 3. Для достижения более эффективного усреднения температуры в горизонтальном сечении кристаллизатора с размером широкой грани более 1200 мм диаметр каждого из крайних глуходонных выходных каналов увеличивали на 5-25% по отношению к диаметру центрального глуходонного выходного канала. Выбиралась разница в диаметрах центрального и периферийных каналов тем большая, чем больше был размер широкой грани кристаллизатора.-4 016943 Было отмечено, что при равных диаметрах основная часть металла поступает в кристаллизатор через центральный глуходонный выходной канал в направлении наименьшего сопротивления, что в значительной мере снижает эффективность его работы, а именно: ухудшаются условия для формирования устойчивого горизонтального вращающегося потока металла, так как кинетической энергии малого количества металла, истекающего из периферийных каналов, для этого недостаточно; основная масса поступающего из кристаллизатора "горячего" металла распределяется в центральной зоне формирующегося слитка и, соответственно, ухудшается его структура; в зоне узких граней образуются "холодные" зоны; соответственно, ухудшаются условия для работы шлакообразующей смеси, возрастает частота образования поверхностных дефектов. Уменьшение диаметра центрального канала относительно периферийных позволило оптимально перераспределить потоки металла и усилить перемешивающий эффект в зонах узких граней кристаллизатора, что особенно важно при отливке широкоформатной слябовой заготовки. Так как основная часть"горячего" металла податся к узким граням, в зону наиболее интенсивного теплоотвода, то увеличивается скорость формирования слитка. Пример 4. Применяется способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, канал. Размер широкой грани кристаллизатора составляет более 1200 мм. В нижней части стакан имеет разветвление на три глуходонных выходных канала, размещнных в объме, ограниченном юбкой, вытянутой в направлении узких граней и сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним е обрезом,находящимся ниже уровня дна каналов, имеющих по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол менее 15. Обнаружено, что в этом случае потоки металла из центрального глуходонного выходного канала воздействуют на внешние стенки периферийных глуходонных выходных каналов, и наоборот, а потоки металла из горизонтальных отверстий, расположенных наиболее близко к узким граням кристаллизатора,воздействуют на радиальную образующую юбки. В результате нарушается строгая ориентированность потоков, они теряют свою кинетическую энергию и приобретают разнонаправленность. Полностью утрачиваются условия для формирования устойчивого, вращающегося в горизонтальной плоскости потока металла по всей ширине кристаллизатора. То же самое происходит при разливке слитка с размером широкой грани менее 1200 мм. При этом исходящие потоки металла воздействуют на стенки соседнего глуходонного выходного канала и также теряют кинетическую энергию. Пример 5. Применяется способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, канал. Размер широкой грани кристаллизатора составляет более 1200 мм. В нижней части стакан имеет разветвление на три глуходонных канала, размещнных в объме, ограниченном юбкой, вытянутой в направлении узких граней и сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним е обрезом, находящимся ниже уровня дна каналов, имеющих по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол более 65. Отмечено, что при угле более 65 происходит резкое замедление скорости горизонтального потока металла. По мере приближения угла между осью выходных отверстий и широкой гранью кристаллизатора в горизонтальной плоскости к величине 90 возрастает воздействие исходящих потоков металла на внутреннюю поверхность юбки, а скорость вращения горизонтального потока металла приближается к нулю. Возникают разнонаправленные потоки, часть которых воздействует на стенки кристаллизатора и на корочку формирующегося слитка, что вызывает возмущение мениска, возрастает частота образования дефектов поверхности слитка. То же самое наблюдается при разливке слитка с размером широкой грани менее 1200 мм. Техническим результатом заявляемого способа непрерывной разливки стали и используемого для него разливочного погружного стакана является увеличение скорости разливки, более полное объмное усреднение металла по температуре, уменьшение износа разливочного стакана. Все это приводит к увеличению производительности слябовых установок непрерывного литья заготовок. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, заливочный канал, отличающийся тем, что используют стакан, содержащий по меньшей мере два глуходонных выходных канала, размещнных в объме стакана, посредством которых проходящий через заливочный канал перегретый металл в нижней части погружного стакана разделяется по меньшей мере на два потока, причм стакан ограничен юбкой, вытянутой в направлении узких граней кристаллизатора и сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, и нижним обрезом юбки, находящимся ниже уровня дна глуходонных выходных каналов, и, далее, по меньшей мере два потока металла подают в кристаллизатор через выполненные в каждом глуходонном выходном канале по два диаметрально расположенных и горизонтально направленных выходных отверстия, оси которых образуют с широкой гранью кристаллизатора в горизонтальной плоскости угол, отличный от 90. 2. Способ непрерывной разливки по п.1, отличающийся тем, что при разливке слябов с размерами широкой грани от 800 до 1200 мм поток металла разделяют на два потока, проходящих через два глуходонных выходных канала. 3. Способ непрерывной разливки по п.1, отличающийся тем, что при разливке слябов с размерами широкой грани более 1200 мм поток металла разделяют на три потока, проходящих через три глуходонных выходных канала. 4. Способ непрерывной разливки по п.2 или 3, отличающийся тем, что потоки металла направляют при входе в кристаллизатор через выходные отверстия вдоль осей выходных отверстий глуходонных выходных каналов, направленных по отношению к широкой грани кристаллизатора в горизонтальной плоскости под углами от 15 до 65, причм эти углы тем больше, чем меньше размер широкой грани и больше размер узкой грани кристаллизатора. 5. Способ непрерывной разливки по п.1, отличающийся тем, что в результате встречи со стенкой юбки потокам выходящего из выходных отверстий глуходонных выходных каналов металла, поступающим в кристаллизатор, придают одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине. 6. Способ непрерывной разливки по п.1, отличающийся тем, что в погружном стакане обеспечивают напор металла посредством выполнения суммарной площади всех выходных отверстий глуходонных выходных каналов меньше площади поперечного сечения заливочного канала. 7. Способ непрерывной разливки по п.3, отличающийся тем, что обеспечивают усреднение температуры металла в горизонтальном сечении кристаллизатора посредством выполнения диаметра каждого из крайних глуходонных выходных каналов на 5-25% больше диаметра центрального глуходонного выходного канала. 8. Способ непрерывной разливки по п.1, отличающийся тем, что в кристаллизатор подают расплавленный металл, перегретый выше температуры ликвидус стали. 9. Погружной стакан для непрерывной разливки стали, содержащий в верхней части, примыкающей к промежуточному ковшу, заливочный канал, размещенные в нижней части стакана дно стакана, выходные отверстия и юбку, вытянутую в направлении узких граней кристаллизатора и закреплнную выше выходных отверстий, так что нижняя часть стакана расположена в центре юбки, отличающийся тем, что заливочный канал в нижней части стакана выполнен разветвленным по меньшей мере на два глуходонных выходных канала, размещнных в объме стакана, ограниченном юбкой, сопрягаемой со стаканом выше уровня разветвления глуходонных выходных каналов, причм каждый глуходонный выходной канал выше уровня дна снабжн двумя выходными отверстиями, расположенными выше уровня обреза юбки, указанные выходные отверстия расположены диаметрально, а оси выходных отверстий в горизонтальной плоскости образуют с широкой гранью кристаллизатора угол, отличный от 90. 10. Погружной стакан по п.9, отличающийся тем, что для разливки слябов с размерами широкой грани от 800 до 1200 мм стакан выполнен с разветвлением на два глуходонных выходных канала. 11. Погружной стакан по п.9, отличающийся тем, что для разливки слябов с размерами широкой грани более 1200 мм стакан выполнен с разветвлением на три глуходонных выходных канала. 12. Погружной стакан по п.10 или 11, отличающийся тем, что оси выходных отверстий расположены по отношению к широкой грани кристаллизатора в горизонтальной плоскости под углами от 15 до 65, причм эти углы тем больше, чем меньше размер широкой грани и больше размер узкой грани кристаллизатора. 13. Погружной стакан по п.9, отличающийся тем, что в результате встречи со стенкой юбки потокам выходящего из выходных отверстий глуходонных выходных каналов металла, поступающим в кристаллизатор, придается одинаково направленное вращательное движение в плоскости, перпендикулярной направлению вытягивания слитка, с одинаковой интенсивностью по всей его ширине.-6 016943 14. Погружной стакан по п.9, отличающийся тем, что выполнен напорным, причм суммарная площадь всех выходных отверстий глуходонных выходных каналов меньше площади поперечного сечения заливочного канала. 15. Погружной стакан по п.11, отличающийся тем, что диаметр каждого из крайних глуходонных выходных каналов выполняют на 5-25% больше диаметра центрального глуходонного выходного канала.
МПК / Метки
МПК: B22D 41/50, B22D 11/103
Метки: способ, непрерывной, разливки, погружной, стакан, стали
Код ссылки
<a href="https://eas.patents.su/8-16943-sposob-nepreryvnojj-razlivki-stali-i-pogruzhnojj-stakan-dlya-nepreryvnojj-razlivki-stali.html" rel="bookmark" title="База патентов Евразийского Союза">Способ непрерывной разливки стали и погружной стакан для непрерывной разливки стали</a>
Погружной стакан
Номер патента: 15521
Опубликовано: 31.08.2011
Авторы: Шумахер Эдгар, Шумахер Эвальд Антонович, Зинковский Иван Васильевич, Хлопонин Виктор Николаевич, Фарманов Александр Касымович, Францки Рената, Шумахер Сагадат
МПК: B22D 41/50
Формула / Реферат:
1. Погружной стакан, содержащий в нижней части дно, боковые каналы и юбку, закрепленную на нижней части стакана выше выходных боковых каналов, отличающийся тем, что юбка образована двумя параллельными плоскими поверхностями, плавно сопряженными на краях цилиндрическими поверхностями, при этом стакан расположен в центре юбки и имеет два оппозитно расположенных одинаковых боковых канала с единой продольной осью, образующей с параллельными плоскими...
Разливочный стакан, устройство для его введения и/или удаления и установка для разливки металла
Номер патента: 6691
Опубликовано: 24.02.2006
Авторы: Табюрьо Стефан, Ханс Эрик
МПК: B22D 41/50, B22D 41/56, B22D 41/28...
Метки: устройство, удаления, разливочный, металла, введения, установка, разливки, стакан
Формула / Реферат:
1. Разливочный стакан (1) содержит трубчатую деталь (3), ограничивающую канал разливки (6), и на своем верхнем конце плиту (2), имеющую отверстие, ограничивающее канал разливки (6), при этом указанная плита (2) имеет верхнюю поверхность, контактирующую с расположенным выше по ходу элементом (9) канала разливки, и нижнюю поверхность, образующую сопряжение с верхней частью трубчатой детали (3) стакана, причем указанная плита (2) имеет две плоские...
Погружной стакан с оболочкой в шлаковой зоне, способ его изготовления и состав оболочки
Номер патента: 1327
Опубликовано: 26.02.2001
Авторы: Гриффин Дональд Дж., Ричмонд Колин, Хувер Дональд Б, Ренда Франклин А
МПК: C04B 35/106
Метки: погружной, состав, шлаковой, оболочкой, способ, стакан, оболочки, изготовления, зоне
Формула / Реферат:
1. Состав для изготовления оболочки погружного стакана, расположенной в шлаковой зоне, который включает окись циркония, графит и связующую смолу, способную образовать резит в ходе реакции отверждения с выделением воды, причем окись циркония может содержать в своей кристаллической структуре стабилизирующие количества СаО или МgО, отличающийся тем, что в указанный состав введено эффективное количество содержащего СаО порошка для противодействия...
Элемент перемещения расплавленной стали и способ его изготовления
Номер патента: 1081
Опубликовано: 30.10.2000
Авторы: Дюбуа Паскаль, Ханс Эрик
МПК: B22D 41/50
Метки: перемещения, элемент, расплавленной, стали, способ, изготовления
Формула / Реферат:
1. Элемент перемещения расплавленной стали между расположенным выше по течению контейнером, таким как промежуточное разливочное устройство, и расположенным ниже по течению резервуаром, таким как кристаллизатор машины непрерывной разливки стали; содержащий корпус (4), в котором имеется зона входа стали, канал (6) и зона выхода стали (9), отличающийся тем, что корпус имеет, по меньшей мере, одну перегородку (16) в его выходной зоне (9) для...
Способ непрерывного литья стали на машине непрерывного литья заготовок
Номер патента: 6887
Опубликовано: 28.04.2006
Авторы: Тимошпольский Владимир Исаакович, Гуляев Михаил Павлович, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Мандель Николай Львович, Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович, Бондаренко Александр Николаевич, Эндерс Владимир Владимирович
МПК: B22D 11/12
Метки: стали, машине, способ, непрерывного, литья, заготовок
Формула / Реферат:
1. Способ непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, отличающийся тем, что в процессе вытяжки непрерывно-литой заготовки осуществляют скоростной нагрев поверхностных слоев заготовки на участке перехода радиальной части дуги заготовки в...
Предыдущий патент: Устройство для крепления лестницы
Следующий патент: Многослойная композитная структура
Случайный патент: Бродильный аппарат