Устройство для сборки двойных фильтров, снабженное переворачивающим колесом
Номер патента: 13663
Опубликовано: 30.06.2010
Авторы: Скотт Дж.Роберт, Спирс Стивен Ф., Гартхаффнер Тревис
Формула / Реферат
1. Устройство для заполнения концов гильзы, имеющей открытые концы, содержащее
подающее колесо для подачи гильзы, имеющей открытые концы;
сборочное колесо для приема гильзы, имеющей открытые концы, от подающего колеса;
средства помещения материала в открытый конец гильзы, имеющей открытые концы, на сборочном колесе;
снимающее колесо для удаления гильзы, содержащей указанный материал, со сборочного колеса и
переворачивающее колесо для приема гильзы со снимающего колеса и для переворачивания ее вокруг вертикальной оси.
2. Устройство по п.1, в котором подающее колесо содержит множество канавок для приема и удерживания гильз с открытыми концами, причем указанные гильзы имеют, по существу, сплошную центральную часть в середине гильзы и полые отверстия трубчатой формы на каждом конце центральной части, при этом гильзы с открытыми концами сначала загружаются в каждую вторую канавку.
3. Устройство по п.2, в котором сборочное колесо содержит множество канавок для приема гильзы с открытыми концами от подающего колеса, причем гильзы с открытыми концами подаются от каждой второй канавки подающего колеса к каждой второй канавке сборочного колеса, причем обращенное вверх полое отверстие гильзы на сборочном колесе заполняется гранулированным материалом с получением наполовину заполненной гильзы.
4. Устройство по п.3, в котором переворачивающее колесо содержит множество канавок для приема наполовину заполненных гильз от снимающего колеса, причем канавки выполнены с возможностью поворота так, чтобы гильзы фильтров были перевернуты, а оставшееся полым отверстие гильзы было обращено, по существу, вверх, при этом переворачивающее колесо выполнено с возможностью перемещения перевернутых гильз в позиции, оставшиеся незанятыми во время исходной загрузки подающего колеса, так, что гильзы с открытыми концами и наполовину заполненные гильзы могут быть загружены в чередующемся порядке в каждую позицию на сборочном колесе для заполнения обращенных вверх открытых концов.
5. Устройство по п.4, в котором снимающее колесо выполнено с возможностью перемещения наполовину заполненных гильз к переворачивающему колесу и полностью заполненных гильз - к сбрасывателю.
6. Устройство для сборки фильтров, содержащее
подающее колесо с множеством канавок для приема гильз фильтров, причем гильзы фильтров содержат центральный фильтр и обертку, при этом обертка продолжается за центральный фильтр для образования полых отверстий на каждом конце центрального фильтра, причем гильзы фильтров сначала помещены только в каждую вторую канавку;
сборочное колесо с множеством канавок для приема гильз фильтров от подающего колеса, причем гильзы фильтров перемещаются от каждой второй канавки подающего колеса к каждой второй канавке сборочного колеса, при этом обращенное вверх полое отверстие в гильзе фильтра, пока на сборочном колесе, заполняется гранулированным материалом с получением наполовину заполненной гильзы;
снимающее колесо с множеством канавок для приема гильз фильтров от сборочного колеса и
переворачивающее колесо с множеством канавок для приема гильз фильтров от снимающего колеса, причем канавки выполнены с возможностью поворота так, чтобы гильзы фильтров были перевернуты, а оставшееся полым отверстие гильзы фильтра было обращено, по существу, вверх, при этом переворачивающее колесо выполнено с возможностью перемещения гильз фильтров в незанятые позиции на подающем колесе, так что оставшееся полым отверстие может быть заполнено гранулированным материалом на сборочном колесе, в котором снимающее колесо выполнено с возможностью перемещения наполовину заполненных гильз к переворачивающему колесу и полностью заполненных гильз - к сбрасывателю.
7. Способ изготовления составного сигаретного фильтра, включающий стадии
помещения гильзы фильтра с двумя полыми концами и сплошным центром фильтра, по существу, в вертикальном положении в канавку на подающем колесе;
продвижения гильзы вдоль подающего колеса;
перемещения гильзы к канавке на сборочном колесе;
заполнения одного полого конца гильзы гранулированным материалом, пока гильза находится на сборочном колесе;
перемещения гильзы к канавке на снимающем колесе, причем положение упомянутой канавки выровнено так, чтобы перемещать гильзу к переворачивающему колесу;
перемещения гильзы к поворачивающейся канавке на переворачивающем колесе и переворачивания наполовину заполненной гильзы так, чтобы оставшийся полым конец был обращен вверх;
перемещения перевернутой гильзы от переворачивающего колеса к незанятой позиции на подающем колесе;
перемещения перевернутой гильзы от переворачивающего колеса к сборочному колесу;
заполнения оставшегося полым конца гильзы гранулированным материалом, пока гильза находится на сборочном колесе;
перемещения гильзы к канавке на снимающем колесе, выровненной так, чтобы проходить мимо выреза в переворачивающем колесе; и
удаления гильзы сбрасывателем из снимающего колеса для дальнейшей обработки и упаковки.
8. Способ по п.7, в котором переворачивающее колесо снабжено вырезами, выполненными так, что незаполненные гильзы в канавках на подающем колесе могут проходить переворачивающее колесо без контактирования, в то время как незанятые канавки на подающем колесе будут выровнены с канавками из переворачивающего колеса, чтобы позволить перемещение перевернутых гильз к незанятым канавкам.
9. Способ по п.7, в котором процесс повторяется непрерывно путем загрузки гильзы в каждую вторую канавку на подающем колесе, чтобы сохранять незанятые позиции для заполненных гильз для заполнения, причем гильзы сначала загружаются на подающее колесо таким образом, что наполовину заполненные гильзы будут перемещаться к переворачивающему колесу, а не удаляться из снимающего колеса сбрасывателем.
10. Способ по п.7, в котором переворачивающее колесо снабжено вырезами, выполненными так, что полностью заполненные гильзы в канавках на снимающем колесе могут проходить переворачивающее колесо без контактирования, в то время как наполовину заполненные гильзы на снимающем колесе будут выровнены с канавками из переворачивающего колеса, чтобы позволять перемещение наполовину заполненных гильз к переворачивающему колесу.

Текст
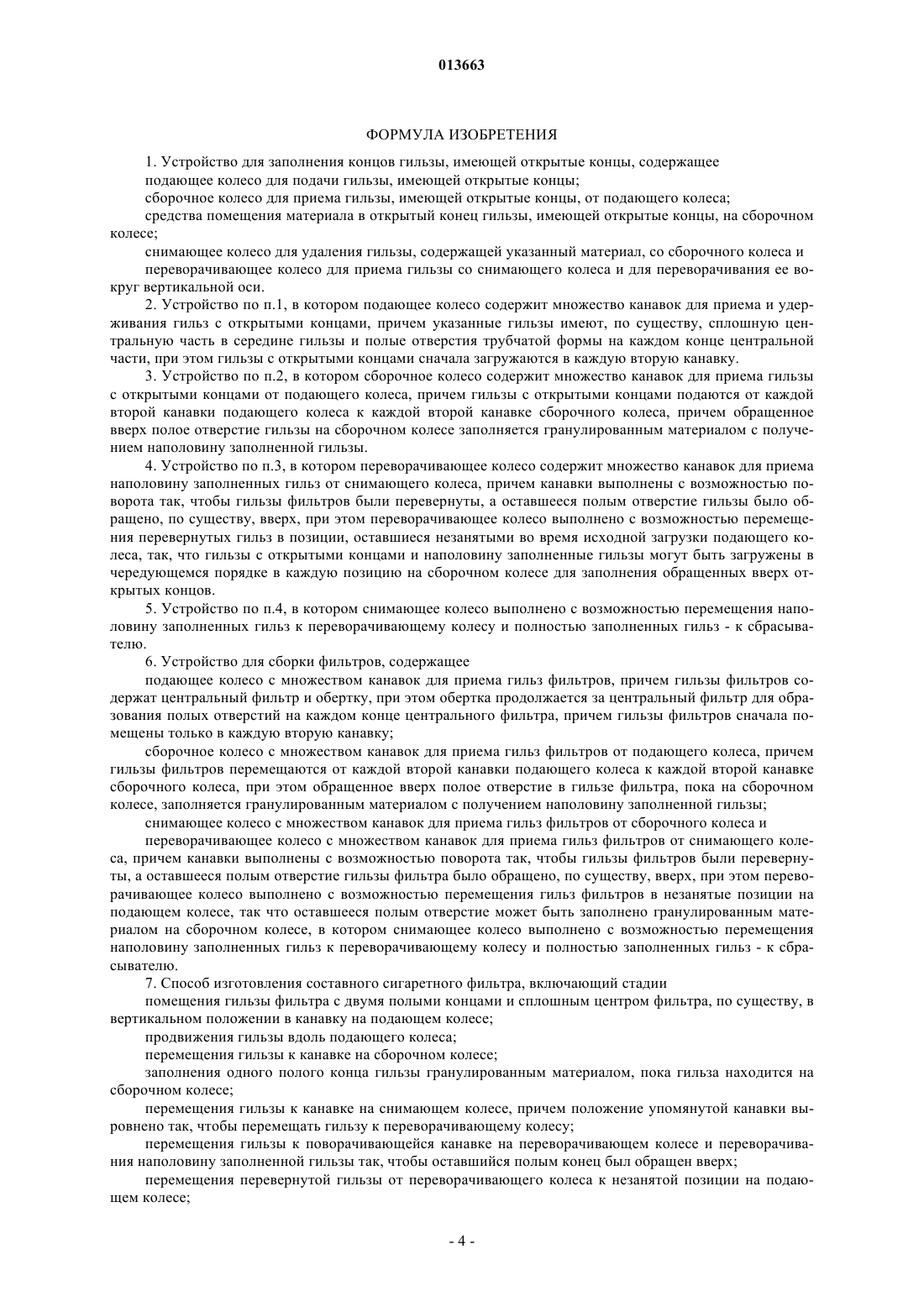
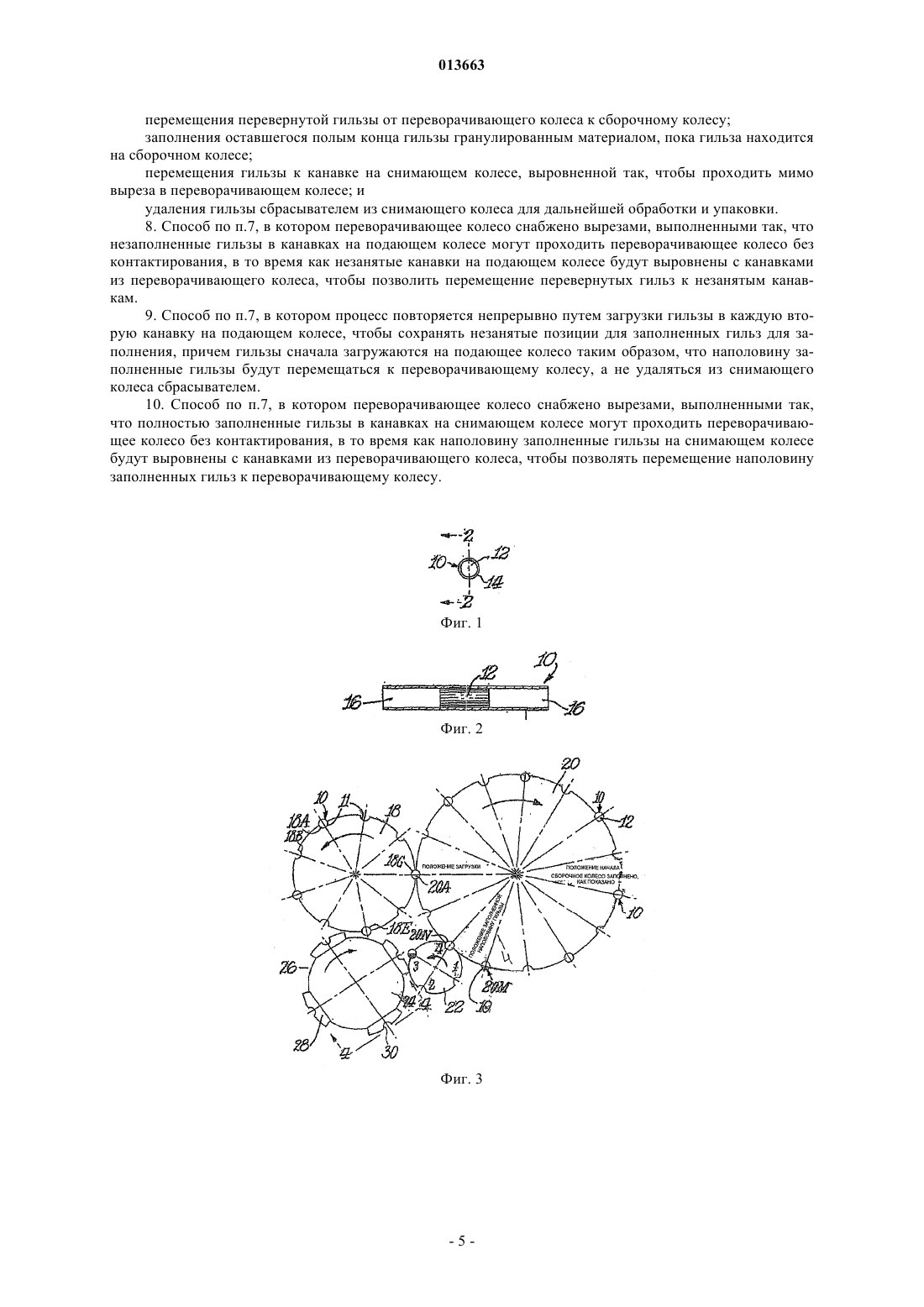
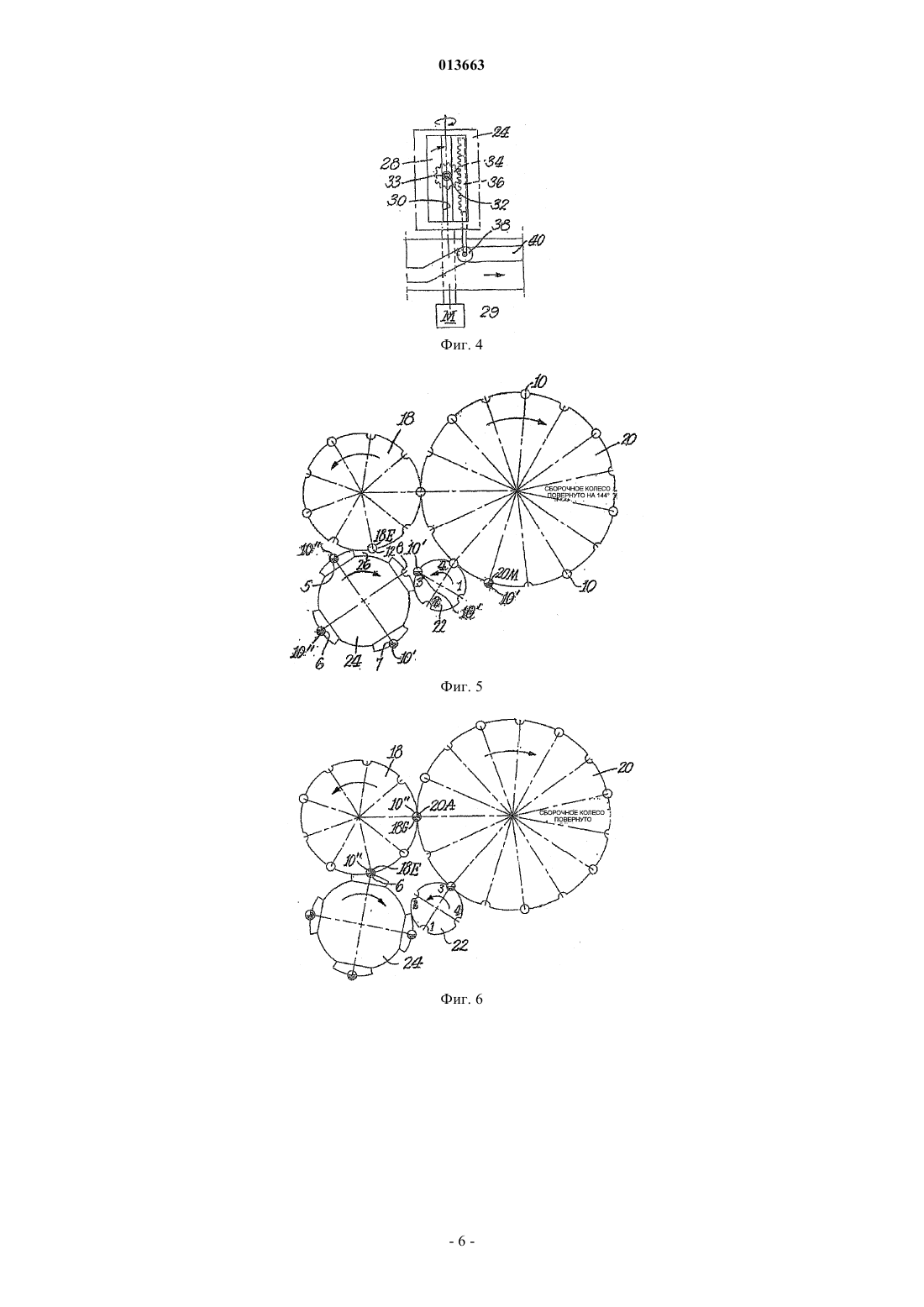
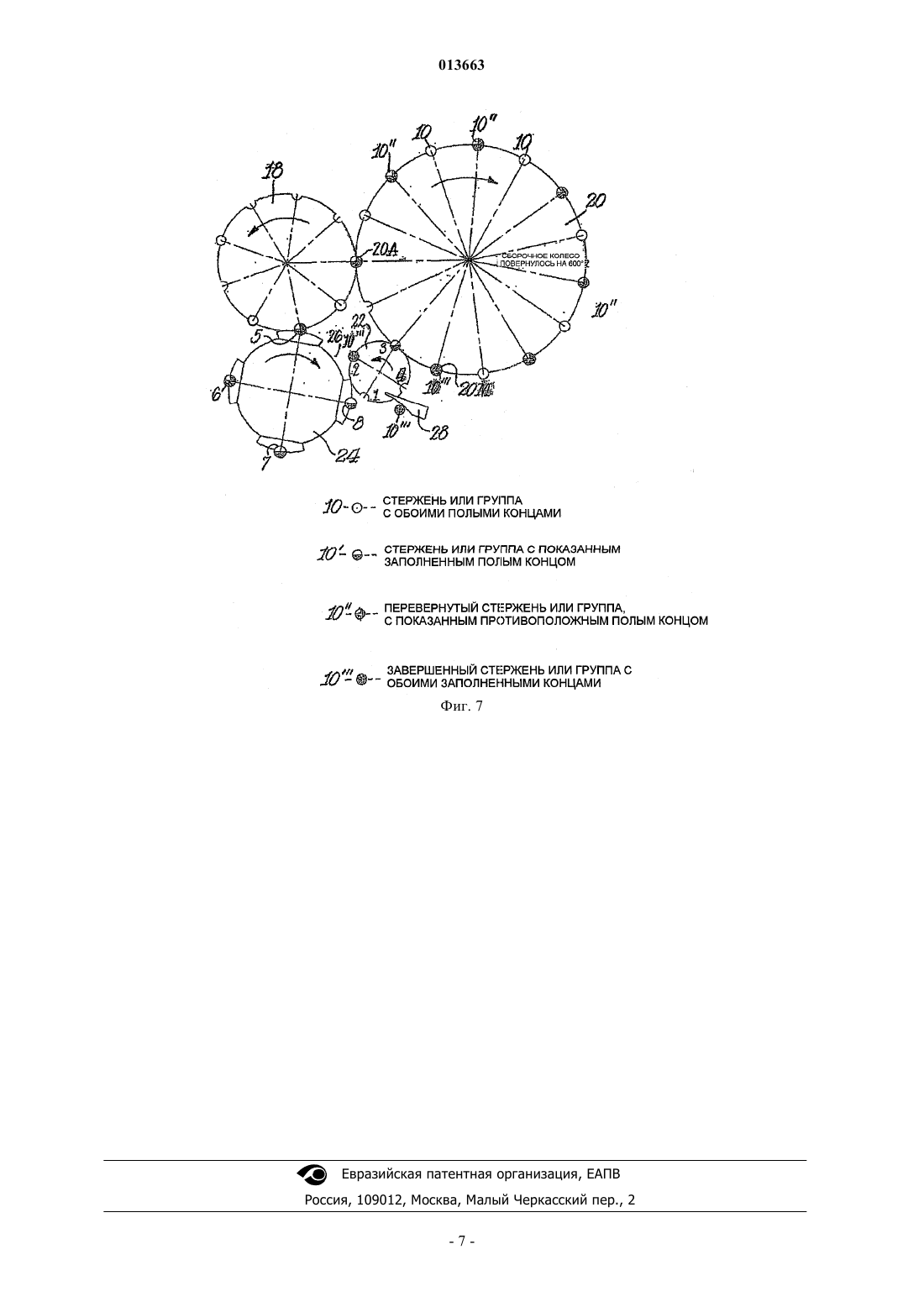
013663 Сигаретные фильтрующие стержни обрабатывались парами в виде так называемой "двойной" конфигурации фильтрующего стержня. Согласно этой конфигурации одна сплошная фильтрующая заглушка расположена в середине гильзы, так что на каждом конце гильзы фильтра образовано пустое пространство. Каждый конец заполняют последовательно гранулированным материалом, таким как углерод и т.п., и сплошным материалом, таким как волокна ацетата целлюлозы или волокна с ароматизатором. После завершения к каждому концу гильзы фильтра может быть присоединен табачный стержень, а затем находящийся посередине сплошной фильтр может быть разрезан пополам с получением двух сигарет. Сборочное устройство может быть выполнено с возможностью заполнения гильзы с каждой стороны. Сначала на одном сборочном колесе заполняют один конец гильзы, вертикально укладывая и/или вставляя материалы фильтра в обращенное вверх отверстие. Изделие затем перемещается через барабанную систему или подобное устройство для переворачивания гильзы по продольной оси. Перевернутая гильза, которая имеет заполненный конец, обращенный вниз, и открытый конец, обращенный вверх, затем помещается на второе сборочное колесо так, чтобы материалы фильтра могли быть введены или помещены в открытый конец. Заявка США 11/268291, которая включена в настоящее описание путем ссылки, раскрывает способ заполнения открытых концов гильзы фильтра, включающий заполнение одного конца гильзы, опрокидывание гильзы и заполнение другого конца. Заявка описывает способ, в котором применяется вращающаяся пластина с канавками для гильз, вращающийся бункер гранулированного материала, множество вертикально ориентированных заполняющих гильз и вторых заполняющих гильз, вращающаяся сегментная пластина для фильтров и вторая сегментная пластина для фильтров и множество вращающихся поршней, которые все вместе образуют сборочный узел, вращающийся вокруг центральной вертикальной оси. По существу, такой же нижний сборочный узел также вращается вокруг той же центральной вертикальной оси. Первый конец каждой гильзы фильтра заполняется сплошным и/или гранулированным материалом на верхнем сборочном узле. Конвейерная система удаляет наполовину заполненные гильзы фильтра из верхнего сборочного узла, опрокидывает гильзы и помещает их на вращающуюся пластину с канавками для гильз нижнего сборочного узла. Другие концы гильз фильтров затем заполняются сплошным и/или гранулированным материалом на нижнем сборочном узле. Однако было бы предпочтительно, если бы обе стороны заполняющей гильзы могли заполняться с использованием только одного сборочного узла. Поэтому задача настоящего изобретения состоит в том, чтобы разработать способ, в котором используется единственный сборочный узел, как описано ниже, чтобы собирать компоненты в оба конца полой гильзы, имеющей сплошной центр. Согласно изобретению из заранее образованной бумажной гильзы с полыми концами и сплошным центром из ацетата целлюлозы или подобного материала формируют двойной сигаретный фильтр (т.е. для двух сигарет). Конкретно, способ изготовления составных сигаретных фильтров по изобретению включает стадии, на которых размещают гильзу фильтра с полыми концами и сплошным центром, по существу, в вертикальном положении. Гильзу размещают в каждую вторую канавку подающего колеса,которое подает гильзы к сборочному колесу. Заданное количество материала укладывается в верхний открытый конец гильзы фильтра непосредственно к сплошному центру. Затем гильзу перемещают к перевертывающему колесу, где гильза переворачивается вокруг своей вертикальной оси. Далее перевернутую гильзу возвращают к одному из незанятых положений между незаполненными гильзами на подающем колесе, где ее потом перемещают обратно к сборочному колесу. После того как оба конца фильтра были заполнены, гильзу фильтра или стержень перемещают к и выгружают из снимающего колеса. Сплошной центральный фильтр может быть далее обработан присоединением табачного стержня к каждому концу фильтра и разрезанием фильтра пополам, чтобы формировать две сигареты, например. При использовании единственного сборочного колеса площадь пола, требуемая для этой машины,значительно сокращается. Также, поскольку, чтобы заполнять оба конца гильзы, используется одно колесо, для каждого конца гильзы не требуется отдельного сборочного колеса. Это уменьшает время монтажа, стоимость машины и сложность машины. Другие признаки и преимущества настоящего изобретения, помимо отмеченных выше, будут понятны специалисту в данной области из нижеследующего подробного описания в связи с прилагаемыми чертежами, на которых одинаковые позиции относятся к одинаковым деталям и на которых фиг. 1 - вид сверху заполненной гильзы двойного фильтра; фиг. 2 - вид в сечении по линии 2-2 на фиг. 1; фиг. 3 - схематичный вид сверху устройства с обрабатывающими колесами по изобретению на первой стадии процесса формирования сигаретных фильтров; фиг. 4 - вид спереди одного из перевертывающих приспособлений гильз фильтров по изобретению и его 180 приводной механизм; фиг. 5 - схематичный вид сверху устройства с обрабатывающими колесами по изобретению на второй стадии процесса формирования сигаретных фильтров; фиг. 6 - схематичный вид сверху устройства с обрабатывающими колесами по изобретению на третьей стадии процесса формирования сигаретных фильтров и-1 013663 фиг. 7 - схематичный вид сверху устройства с обрабатывающими колесами по изобретению на четвертой стадии процесса формирования сигаретных фильтров и легенда для символов на фиг. 3-7. Предпочтительный вариант осуществления изобретения Ссылаясь, в частности, на чертежи, на фиг. 1 представлен вид сверху гильзы 10, которая будет доставлена и заполнена по изобретению. Ссылаясь также на фиг. 2, гильза 10 имеет центральный фильтр 12,такой как заглушка из жгута ацетата целлюлозы или другого подходящего материала. Фильтр 12 может быть обернут бумагой 14 для фильтра с образованием на каждом конце гильзы 10 двух полых отверстий 16. Фиг. 3 - вид сверху, на котором схематично показано устройство для достижения целей настоящего изобретения. Устройство включает подающее колесо 18, сборочное колесо 20, снимающее колесо 22 и переворачивающее колесо 24. В общем, гильза 10 будет перемещаться от подающего колеса 18 к сборочному колесу 20, где будет заполнен один полый конец. Наполовину заполненная гильза 10' будет затем перемещена к снимающему колесу 22 и далее к переворачивающему колесу 24, где гильзы будут перевернуты так, что заполненный конец будет обращенным в нижнее положение, и оставшийся полый конец будет обращенным вверх. Наполовину заполненные и перевернутые гильзы 10 будут возвращены к незанятой позиции на подающем колесе и обратно к сборочному колесу так, что оставшийся полый конец может быть заполнен. Заполненные гильзы 10 будут затем размещены на и удалены из снимающего колеса 22 для дальнейшей обработки и упаковки. Конкретный образ действий, которым полые концы гильз фильтров заполняются, описан подробно в заявке США 11/268291, которая включена здесь в состав по ссылке. Новый процесс обращения с гильзами 10, так что оба конца могут быть заполнены, используя только одно сборочное колесо, будет сейчас описан более подробно. Сначала гильзы 10 вводятся в подающее колесо 18 у первой канавки 11 в положении 18 А традиционным образом. Канавки 11 являются, по существу, полукруглыми, имеющими трубчатую форму отверстиями по периметру колеса. Для целей иллюстрации некоторые положения будут обозначены буквами,представляющими точку во время процесса. По мере того как колесо продвигается верчением на своей оси, канавки 11 будут меняться от одного положения процесса к следующему. Таким образом, каждая гильза 10 будет загружена у положения 18 А. После того как она загружена, колесо будет вращаться, и гильза 10 будет двигаться к обрабатывающей позиции 18 В и т.д. Гильзы 10 удерживаются в канавках различных колес вакуумом или другим подходящим средством. Гильзы 10 сначала загружаются в каждую вторую канавку на подающем колесе 18 по причинам,которые будут более очевидными ниже. Поскольку вновь помещаемые гильзы 10 перемещаются в направлении против часовой стрелки по колесу 18, на них не оказывают воздействие канавки на переворачивающем колесе 24, которое перемещается в направлении по часовой стрелке, из-за выреза 26 между соседними канавками на переворачивающем колесе 24. Это можно наблюдать на фиг. 3, где гильза 10 в позиции 18 Е проходит мимо выреза 26. Гильзы 10 на подающем колесе перемещаются к позиции 18G и затем переносятся к сборочному колесу 20 у положения 20 А канавки сборочного колеса. У положения 18G вакуум, удерживающий гильзу 10, будет выключен, в то время как вакуум у положения 20 А будет включен, таким образом перенося гильзу 10 от колеса 18 к колесу 20. Соседние канавки 11 на колесе 18 выровнены с соседними канавками 11 на колесе 20 так, что когда два колеса поворачиваются, гильзы 10 сначала помещаются в каждую вторую канавку на сборочном колесе 20. Когда каждая гильза 10 достигает положения 20 М на сборочном колесе 20, обнаженный полый конец был заполнен согласно традиционным методам заполнения, чтобы формировать наполовину заполненную гильзу 10'. Чтобы различать гильзы на разных стадиях процесса, в этом месте полезно ввести систему обозначений, показанную на фиг. 7. В системе обозначений, проиллюстрированной на фиг. 7,применяются четыре символа. Незаполненный круг обозначает гильзу 10, в которую не был помещен материал фильтра. Таким образом, оба конца гильзы 10 - полые. Второй символ - это заполненный наполовину круг, который обозначает гильзу 10', в которой один из обнаженных концов был заполнен материалами фильтра и заполненный конец обращен в направлении вверх. Третий символ - это заполненный на три четверти круг, который обозначает гильзу 10', которая была перевернута после того, как один конец был заполнен, так что полый конец обращен сравнительно вверх по отношению к заполняющему устройству и заполненный конец обращен сравнительно вниз. Эта конфигурация будет именоваться как перевернутая гильза 10. В заключении, четвертый символ - полностью заполненный круг, который обозначает гильзу 10, в которой оба конца были заполнены материалами фильтра, чтобы формировать гильзу 10. Обращаясь вновь к фиг. 3, наполовину заполненная гильза 10' показана у положения 20 М. Таким образом, между точками 20 А и 20 М один или более материалов были вставлены или уложены в обращенный вверх конец гильзы 10. У положения 20N наполовину заполненная гильза 10' будет лежать между сборочным колесом 20 и снимающим колесом 22. Вакуум у положения 20N будет выключен, в то время как вакуум на снимающем колесе 22 будет включен. Чтобы описать снимающее колесо 22, канавки обозначены позициями 1-4, которые будут перемещаться от одного положения обработки к следующему. Таким образом, как показано на фиг. 3, когда наполовину заполненная гильза 10' расположена у положения 20N, она будет выровнена с канавкой 1-2 013663 или 3 в колесе 22. Сборочное колесо 20 и снимающее колесо 22 поворачиваются на таких скоростях, что наполовину заполненные гильзы 10' будут непрерывно переноситься у положения 20N к канавкам 1 и 3,где они потом будут перенесены к канавкам на переворачивающем колесе 24. На фиг. 4 показан вид спереди одного из переворачивающих гильзы фильтров механизмов 28, как видно вдоль линии 4-4 на фиг. 3. Переворачивающее колесо 24 имеет двигатель 29 для вращения колеса 24 и переворачивающие механизмы 28, чтобы переворачивать наполовину заполненные гильзы 10' так,чтобы пустой конец гильзы 10' фильтра был обращен вверх. Переворачивающие механизмы 28 могут иметь канавки 30 с полукруглым поперечным сечением и окнами 32 всасывания, которые удерживают наполовину заполненные гильзы 10' фильтров вакуумом. Переворачивающие механизмы 28 могут также быть прикреплены к валу 33. Шестерня 34 может быть прикреплена к валу 33 и зацеплена с зубчатой рейкой 36 с возвратно-поступательным движением. Возвратно-поступательное действие зубчатой рейки 36 может быть вызвано колесом 38 на одном конце зубчатой рейки, перемещающимся вдоль дорожки 40 кулачка, по мере того как переворачивающее колесо 24 вращается под мощностью двигателя 29. Зубчатая рейка, шестерня и дорожка 40 кулачка могут быть выполнены так, что гильза 10' фильтра переворачивается на 180 после того, как она была перенесена от снимающего колеса 22 к переворачивающему колесу 24, и перед тем, как перевернутая гильза 10 фильтра перенесена к подающему колесу 18. На фиг. 5 показаны положения колес и гильз после того, как сборочное колесо 20 повернулось на 144 от положения, показанного на фиг. 3. Наполовину заполненные гильзы 10' находятся в позициях 20 М сборочного колеса 20 и канавки 7 переворачивающего колеса 24. Перевернутые гильзы 10 с их обнаженными полыми концами находятся в канавках 5 и 6. Перевернутые наполовину заполненные гильзы 10 затем переносятся к следующей пустой канавке на подающем колесе 18. Заметьте, что благодаря синхронизации колес перевернутая гильза 10 будет помещаться в одну из канавок, заранее пустую, потому что полые гильзы 10 сначала загружаются только в каждую вторую канавку колеса 18. Как отмечено ранее, полая гильза 10 у положения 18 Е проходит через вырез 26, как показано на фиг. 5. На фиг. 6 показаны положения колес и гильз после того, как сборочное колесо 20 повернулось на 216 от положения, показанного на фиг. 3. По мере того как колеса продолжают поворачиваться, перевернутая наполовину заполненная гильза 10, которая была в канавке 5 колеса 24 на фиг. 5, теперь находится в точке 18G. Вакуум у положения 18G будет выключен, в то время как вакуум у положения 20 А будет включен. Гильза 10 в канавке 6 загружается на подающее колесо 18 у положения 18 Е. Вакуум у положения 6 будет выключен, в то время как вакуум у положения 18 Е будет включен. На фиг. 7 показаны положения колес и гильз после того, как сборочное колесо повернулось на 600 от положения, показанного на фиг. 3. Ранее наполовину заполненные перевернутые гильзы 10 полностью заполняются по мере того, как они вращаются вокруг колеса 20, чтобы формировать законченные заполненные гильзы 10, как видно у положения 20 М. Полностью заполненные гильзы 10 переносятся к канавкам 2 и 4 на снимающем колесе 22, в то время как наполовину заполненные гильзы 10' продолжают переходить к канавкам 1 и 3 по маршруту к переворачивающему колесу 24, как описано ранее. По мере того как полностью заполненные гильзы 10 проходят переворачивающее колесо 24, они проходят по вырезам 26, чтобы тем самым пропускать переворачивающие канавки 5-8, и вакуум из верхнего коллектора продолжает держать их на снимающем барабане 22 до тех пор, пока они не достигнут сбрасывателя 28. Когда они достигают сбрасывателя 28, вакуум может быть отключен и законченное изделие может быть удалено из машины для дальнейшей обработки и упаковки. Конечно, дополнительное колесо могло бы быть использовано, чтобы удалять законченное изделие, вместо сбрасывателя 28. Был сформирован двойной спаренный фильтр, притом оба конца гильзы 10 фильтра заполнены гранулированным материалом и сплошными сегментами фильтра, который, когда объединяется с обернутыми табачными стержнями на каждом его конце, в итоге дает две завершенных сигареты (не показаны). Спаренный фильтр может затем быть прорезан посередине центрального сплошного фильтра, чтобы разделить две сигареты. После разделения сигаретный фильтр может иметь длину приблизительно 30 мм, но может быть короче или длиннее, если требуется. Должно быть ясно, что в вышеупомянутом подробном описании предпочтительные варианты изобретения даны только с целью иллюстрации, поскольку различные изменения и модификации в пределах сущности и объема изобретения станут очевидны специалистам в данной области из подробного описания. Например, следует заметить, что число канавок, проиллюстрированных на каждом колесе, ограничено для простоты. Очевидно, гораздо больше канавок могло бы быть равномерно размещено с промежутками вдоль всего внешнего диаметра конкретного колеса, чтобы увеличивать число гильз, которые могли бы быть обработаны для каждого полного оборота колеса. Каждая канавка, показанная на фиг. 3-7,могла бы представлять группу канавок. Вкратце, число гильз и канавок, показанных на каждом колесе,могло бы быть изменено и по-прежнему выдавать тот же результат. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для заполнения концов гильзы, имеющей открытые концы, содержащее подающее колесо для подачи гильзы, имеющей открытые концы; сборочное колесо для приема гильзы, имеющей открытые концы, от подающего колеса; средства помещения материала в открытый конец гильзы, имеющей открытые концы, на сборочном колесе; снимающее колесо для удаления гильзы, содержащей указанный материал, со сборочного колеса и переворачивающее колесо для приема гильзы со снимающего колеса и для переворачивания ее вокруг вертикальной оси. 2. Устройство по п.1, в котором подающее колесо содержит множество канавок для приема и удерживания гильз с открытыми концами, причем указанные гильзы имеют, по существу, сплошную центральную часть в середине гильзы и полые отверстия трубчатой формы на каждом конце центральной части, при этом гильзы с открытыми концами сначала загружаются в каждую вторую канавку. 3. Устройство по п.2, в котором сборочное колесо содержит множество канавок для приема гильзы с открытыми концами от подающего колеса, причем гильзы с открытыми концами подаются от каждой второй канавки подающего колеса к каждой второй канавке сборочного колеса, причем обращенное вверх полое отверстие гильзы на сборочном колесе заполняется гранулированным материалом с получением наполовину заполненной гильзы. 4. Устройство по п.3, в котором переворачивающее колесо содержит множество канавок для приема наполовину заполненных гильз от снимающего колеса, причем канавки выполнены с возможностью поворота так, чтобы гильзы фильтров были перевернуты, а оставшееся полым отверстие гильзы было обращено, по существу, вверх, при этом переворачивающее колесо выполнено с возможностью перемещения перевернутых гильз в позиции, оставшиеся незанятыми во время исходной загрузки подающего колеса, так, что гильзы с открытыми концами и наполовину заполненные гильзы могут быть загружены в чередующемся порядке в каждую позицию на сборочном колесе для заполнения обращенных вверх открытых концов. 5. Устройство по п.4, в котором снимающее колесо выполнено с возможностью перемещения наполовину заполненных гильз к переворачивающему колесу и полностью заполненных гильз - к сбрасывателю. 6. Устройство для сборки фильтров, содержащее подающее колесо с множеством канавок для приема гильз фильтров, причем гильзы фильтров содержат центральный фильтр и обертку, при этом обертка продолжается за центральный фильтр для образования полых отверстий на каждом конце центрального фильтра, причем гильзы фильтров сначала помещены только в каждую вторую канавку; сборочное колесо с множеством канавок для приема гильз фильтров от подающего колеса, причем гильзы фильтров перемещаются от каждой второй канавки подающего колеса к каждой второй канавке сборочного колеса, при этом обращенное вверх полое отверстие в гильзе фильтра, пока на сборочном колесе, заполняется гранулированным материалом с получением наполовину заполненной гильзы; снимающее колесо с множеством канавок для приема гильз фильтров от сборочного колеса и переворачивающее колесо с множеством канавок для приема гильз фильтров от снимающего колеса, причем канавки выполнены с возможностью поворота так, чтобы гильзы фильтров были перевернуты, а оставшееся полым отверстие гильзы фильтра было обращено, по существу, вверх, при этом переворачивающее колесо выполнено с возможностью перемещения гильз фильтров в незанятые позиции на подающем колесе, так что оставшееся полым отверстие может быть заполнено гранулированным материалом на сборочном колесе, в котором снимающее колесо выполнено с возможностью перемещения наполовину заполненных гильз к переворачивающему колесу и полностью заполненных гильз - к сбрасывателю. 7. Способ изготовления составного сигаретного фильтра, включающий стадии помещения гильзы фильтра с двумя полыми концами и сплошным центром фильтра, по существу, в вертикальном положении в канавку на подающем колесе; продвижения гильзы вдоль подающего колеса; перемещения гильзы к канавке на сборочном колесе; заполнения одного полого конца гильзы гранулированным материалом, пока гильза находится на сборочном колесе; перемещения гильзы к канавке на снимающем колесе, причем положение упомянутой канавки выровнено так, чтобы перемещать гильзу к переворачивающему колесу; перемещения гильзы к поворачивающейся канавке на переворачивающем колесе и переворачивания наполовину заполненной гильзы так, чтобы оставшийся полым конец был обращен вверх; перемещения перевернутой гильзы от переворачивающего колеса к незанятой позиции на подающем колесе;-4 013663 перемещения перевернутой гильзы от переворачивающего колеса к сборочному колесу; заполнения оставшегося полым конца гильзы гранулированным материалом, пока гильза находится на сборочном колесе; перемещения гильзы к канавке на снимающем колесе, выровненной так, чтобы проходить мимо выреза в переворачивающем колесе; и удаления гильзы сбрасывателем из снимающего колеса для дальнейшей обработки и упаковки. 8. Способ по п.7, в котором переворачивающее колесо снабжено вырезами, выполненными так, что незаполненные гильзы в канавках на подающем колесе могут проходить переворачивающее колесо без контактирования, в то время как незанятые канавки на подающем колесе будут выровнены с канавками из переворачивающего колеса, чтобы позволить перемещение перевернутых гильз к незанятым канавкам. 9. Способ по п.7, в котором процесс повторяется непрерывно путем загрузки гильзы в каждую вторую канавку на подающем колесе, чтобы сохранять незанятые позиции для заполненных гильз для заполнения, причем гильзы сначала загружаются на подающее колесо таким образом, что наполовину заполненные гильзы будут перемещаться к переворачивающему колесу, а не удаляться из снимающего колеса сбрасывателем. 10. Способ по п.7, в котором переворачивающее колесо снабжено вырезами, выполненными так,что полностью заполненные гильзы в канавках на снимающем колесе могут проходить переворачивающее колесо без контактирования, в то время как наполовину заполненные гильзы на снимающем колесе будут выровнены с канавками из переворачивающего колеса, чтобы позволять перемещение наполовину заполненных гильз к переворачивающему колесу.
МПК / Метки
МПК: A24D 3/02
Метки: двойных, снабженное, переворачивающим, сборки, колесом, фильтров, устройство
Код ссылки
<a href="https://eas.patents.su/8-13663-ustrojjstvo-dlya-sborki-dvojjnyh-filtrov-snabzhennoe-perevorachivayushhim-kolesom.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для сборки двойных фильтров, снабженное переворачивающим колесом</a>
Способ изготовления фильтровальных элементов блока контактных фильтров, блок контактных фильтров (варианты), и устройство для изготовления фильтровальных элементов блока контактных фильтров
Номер патента: 13171
Опубликовано: 26.02.2010
Автор: Клинкбю Джон
МПК: B29C 47/24, B01J 19/32, B29C 47/12...
Метки: варианты, фильтровальных, способ, блок, изготовления, фильтров, элементов, устройство, блока, контактных
Формула / Реферат:
1. Способ изготовления фильтровальных элементов блока контактных фильтров, предназначенных для биологической очистки воды, с использованием устройства (10), содержащегорезервуар для хранения гранулированного материала, имеющего первую точку плавления и включающего пенообразующую присадку, имеющую вторую точку плавления;блок (12) нагревания и сжатия гранулированного материала, включающий камеру, имеющую впускное отверстие (18), соединенное с...
Способ и устройство для изготовления сигаретных фильтров с центрально расположенным ароматизационным элементом
Номер патента: 5979
Опубликовано: 25.08.2005
Авторы: Кемпбелл Стивен М., Ланьер Роберт С.Мл., Белламах Стефен Дж.
МПК: B31C 13/00
Метки: ароматизационным, элементом, способ, изготовления, расположенным, устройство, сигаретных, центрально, фильтров
Формула / Реферат:
1. Устройство для изготовления фильтра, содержащее сводящее фильтрующий жгут приспособление, позиционирующее ароматизационный элемент приспособление, имеющее канал с первым входным отверстием, вторым входным отверстием и выходным отверстием, причем по меньшей мере одно из первого и второго входных отверстий сообщается посредством текучей среды с каналом, а выходное отверстие расположено в месте, находящемся ниже по ходу потока по меньшей мере от...
Предохранительное укупорочное устройство для бутылок и тому подобного, снабженное оптическим индикатором вскрытия
Номер патента: 5885
Опубликовано: 30.06.2005
Автор: Баттегаццоре Пьеро
МПК: B65D 55/02
Метки: подобного, укупорочное, снабженное, устройство, бутылок, вскрытия, индикатором, оптическим, тому, предохранительное
Формула / Реферат:
1. Предохранительное укупорочное устройство для контейнеров (2) для текучих сред, в частности для бутылок для [алкогольных] напитков и тому подобного, с отверстием (9), ограниченным горлышком (10), которое проходит аксиально от корпуса контейнера (2), содержащее колпачок (4), имеющий по меньшей мере один прозрачный участок (20; 21) поверхности, корпус (5) и нижнюю поверхность (13); причем указанный корпус (5) проходит вдоль продольной оси (X-X),...
Колесо, снабженное приводным средством
Номер патента: 4620
Опубликовано: 24.06.2004
Автор: Хейнен Адрианус Йоханнес
МПК: B60L 11/18, H02K 11/04, B60K 7/00...
Метки: средством, снабженное, колесо, приводным
Формула / Реферат:
1. Колесо, содержащее расположенные в нем электрическое приводное средство; средство управления для управления мощностью электрического приводного средства; измерительное средство; операционное средство, соединенное со средством управления и измерительным средством, для управления работой колеса и средство передачи данных, соединенное со средством управления, для передачи данных вне колеса. 2. Колесо по п.1, в котором колесо содержит обод,...
Электрическое коммутационное устройство, имеющее контактное средство, снабженное искровым разрядником
Номер патента: 2857
Опубликовано: 31.10.2002
Авторы: Сиролли Франсуа, Морель Робер
МПК: H01H 9/30
Метки: контактное, коммутационное, искровым, имеющее, электрическое, устройство, разрядником, средство, снабженное
Формула / Реферат:
1. Электрическое коммутационное устройство, содержащее, по меньшей мере, одно стационарное контактное средство (20, 22) в форме длинного плоского ножа, определяющего продольную серединную плоскость (28) и контактную зону (32), подвижное контактное средство (24) в форме прижима, имеющего, по меньшей мере, два контактных пальца (56, 58) друг напротив друга с каждой стороны от серединной плоскости (28) и которые оба перемещаются в плоскости,...
Предыдущий патент: Асептический шприц
Следующий патент: Использование попкорна для древесных и композиционных материалов
Случайный патент: Применение пептидного соединения для добавочной терапии к антагонисту дофамина и фармацевтическая композиция, его содержащая