Устройство для обработки кускового материала
Формула / Реферат
1. Устройство для обработки кускового и, по существу, шарообразного материала, например гранул, таким образом, что кусковой материал можно подавать на, по существу, непрерывно движущуюся поверхность с образованием предпочтительного слоя для дальнейшей обработки указанного материала, причем устройство содержит средство (1) для транспортировки материала и для подачи материала на поверхность (15), которая приводится, по существу, в непрерывное движение, отличающееся тем, что конвейер (1) установлен с возможностью перемещения при возвратно-поступательном перемещении между двумя положениями (3, 4) для подачи материала, транспортируемого конвейером (1), в виде слоя (16), который предпочтителен и по толщине, и по поперечному сечению, на поверхность (15), которая приводится, по существу, в непрерывное движение, и скорость перемещения конвейера (1) регулируется таким образом, что скорость ленты (9) ленточного конвейера при подходе к положениям (3, 4) в направлении перемещения между первыми концевыми выключателями (8) предпочтительно равна скорости перемещения ленточного конвейера (1), когда конвейер перемещается из положения (3), которое находится ближе всего к перемещающему элементу (5), в положение (4), которое находится дальше всего от перемещающего элемента (5), и скорость ленты (9) ленточного конвейера регулируется таким образом, что ленточный конвейер (1) подает кусковой материал на второй конвейер (15), размещенный ниже, только тогда, когда ленточный конвейер (1) возвращается из того положения (4), которое находится дальше всего от перемещающего элемента (5).
2. Устройство по п.1, отличающееся тем, что расстояние между двумя положениями (3, 4) конвейера, по существу, так же велико, как поверхность (15), на которую подается слой, являющийся предпочтительным и по толщине, и по поперечному сечению.
3. Устройство по п.1 или 2, отличающееся тем, что перемещающий элемент (5) конвейера является гидравлическим цилиндром.
4. Устройство по п.1 или 2, отличающееся тем, что перемещающий элемент (5) конвейера приводится в действие электрическим способом.

Текст
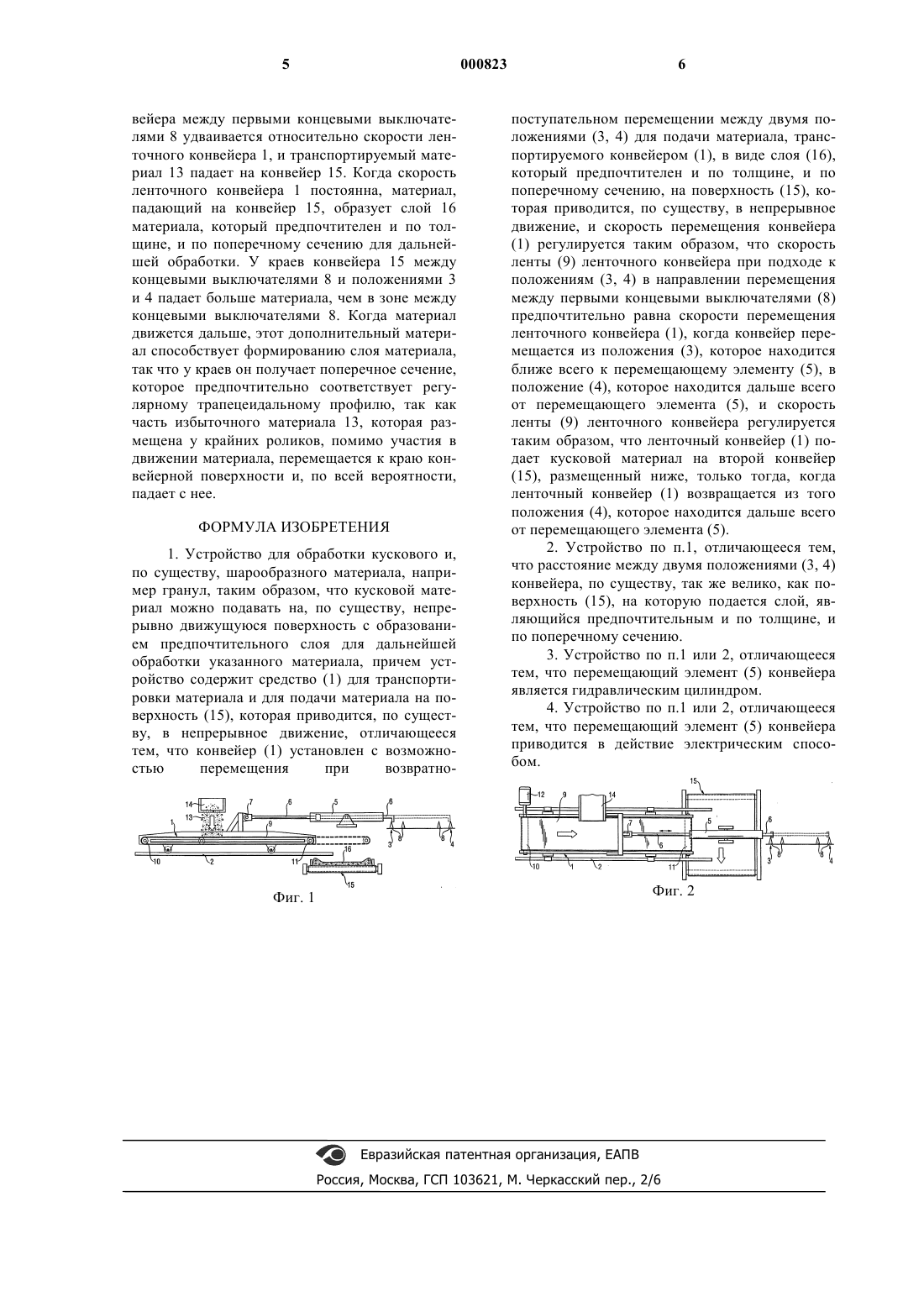
1 Данное изобретение относится к устройству для обработки кускового и, предпочтительно,сферического материала, например гранул, таким образом, что кусковой материал можно подавать на, по существу, непрерывно движущуюся поверхность с образованием слоя, который предпочтителен и по толщине, и по поперечному сечению, так что при дальнейшей обработке кускового материала газ, пропускаемый через указанный слой, может проникать через этот слой, по существу, равномерно. При некоторых процессах плавления необходимо, чтобы материал, подаваемый на плавку,не был слишком тонко дисперсным. Поэтому тонкоизмельченный материал, например концентрат, нужно сначала гранулировать, а затем спекать, чтобы повысить прочность гранул. Спекание можно проводить, например, в конвейерной печи, где горячий газ продувают в слое гранул для спекания влажных гранул. Для получения однородного продукта спекания нужно обеспечить, по существу, равномерное протекание горячего газа через слой гранул. Для создания равномерного потока газа, слой гранул также должен быть, по существу, равномерным по толщине с тем, чтобы весь слой гранул обрабатывался таким образом, который предпочтителен для продукта спекания. При обработке кускового, по существу,сферического материала важно учитывать конкретную особенность этого материала, т.е. его скругленную поверхность, которая позволяет материалу двигаться в режиме "кусок за куском". Когда этот тип кускового материала нужно подавать в виде, по существу, равномерного слоя, легко возникает ситуация, при которой этот слой становится очень толстым в середине и становится тоньше у краев. По толщине такой слой не удовлетворяет требованиям, по существу, равномерного слоя. Кусковой и, по существу, сферический материал можно обрабатывать, чтобы получить слой, который, по существу, равномерен по толщине, например, путем транспортировки материала по конвейеру, который шарнирно закреплен на одном конце, так что свободный конец конвейера движется по круговой орбите,соответствующей ширине второго конвейера,размещенного под первым конвейером. Этот вид сочетания требует большого пространства в продольном направлении, потому что конвейеры расположены последовательно. Чтобы получить равномерный слой, материал можно также транспортировать путем перемещения назад и вперед конвейера с цепным приводом, снабженного механизмом коленчатого рычага, так что материал подается в этот конвейер на одном конце и падает дальше на поперечный конвейер,размещенный под этим первым конвейером. Недостаток конвейера с цепным приводом заключается в том, что толщину слоя материала,создаваемого на нижнем конвейере, можно ре 000823 2 гулировать лишь путем замены звездочек. Это, в свою очередь, требует изменять длины цепей, а также регулировать скорость передачи по конвейеру и величину его хода. Задача данного изобретения состоит в том,чтобы устранить некоторые из недостатков известного уровня техники и получить усовершенствованное устройство для обработки кускового и предпочтительно сферического материала, в котором кусковой материал подается на, по существу, непрерывно движущуюся поверхность в виде слоя, который предпочтителен и по толщине, и по поперечному сечению, так что газы, пропускаемые через указанный слой при дальнейшей обработке кускового материала, могут проникать через этот слой, по существу, равномерно. Существенные новые признаки изобретения очевидны из прилагаемой формулы изобретения. Согласно изобретению, устройство для обработки кускового материала снабжено, по существу, непрерывно приводимым в действие ленточным конвейером, который перемещается назад и вперед между двумя положениями относительно второго конвейера, размещенного под первым конвейером. Противоположные положения возвратно-поступательного перемещения выбраны так, что материал, выходящий с ленточного конвейера, падает на конвейерную поверхность второго конвейера, размещенного под ленточным конвейером, по существу, вдоль всей ширины конвейерной поверхности. Возвратно-поступательное перемещение ленточного конвейера создается специальным перемещающим элементом, соединенным с конвейером, предпочтительно гидравлическим цилиндром, снабженным поршнем двойного действия. Точно так же можно использовать в качестве перемещающих элементов другие соответствующие элементы, приводимые в действие, например, электрическим способом. Согласно изобретению, скорость перемещающего элемента ленточного конвейера можно бесступенчато регулировать. Кроме того, на траектории перемещающего элемента, предпочтительно рядом с обоими концами траектории,предусмотрены перемещаемые в направлении длины траектории, по меньшей мере, два концевых выключателя, с помощью которых можно регулировать скорость возвратнопоступательного перемещения ленточного конвейера рядом с концом траектории ленточного конвейера. По мере приближения к концу траектории, перемещение ленточного конвейера предпочтительно замедляется посредством концевого выключателя, размещенного первым в направлении продвижения. Теперь второй концевой выключатель в направлении продвижения размещен в конце траектории, и посредством указанного второго концевого выключателя перемещение ленточного конвейера соответственно ускоряется, когда ленточный конвейер начи 3 нает перемещение от конца траектории обратно к первому концевому выключателю. За счет такого расположения первого концевого выключателя на траектории можно также регулировать требуемые длительности задержки перемещения ленточного конвейера на обоих концах траектории. Кроме того, путем регулирования скорости перемещения ленточного конвейера можно также регулировать в поперечном направлении конвейерной ленты количество материала, подаваемого на второй конвейер, размещенный под ленточным конвейером. В устройстве, соответствующем изобретению, лента ленточного конвейера приводится во вращение таким образом, что скорость ленты,связанная с количеством кускового материала,подаваемого на нее, по существу, постоянна независимо от положения и направления перемещения ленточного конвейера. Движение ленты в ленточном конвейере обеспечивается посредством электрического двигателя или гидравлического двигателя. Скорость ленты ленточного конвейера предпочтительно регулируется в соответствии со скоростью перемещения таким образом, что ленточный конвейер подает кусковой материал на второй конвейер, размещенный ниже, только тогда, когда ленточный конвейер возвращается из того положения на траектории ленточного конвейера, которое находится дальше всего от перемещающего элемента ленточного конвейера. Когда ленточный конвейер перемещается из положения на траектории ленточного конвейера, которое находится ближе всего к перемещающему элементу ленточного конвейера, в положение, которое находится дальше всего от него, скорость ленты ленточного конвейера предпочтительно такая же,как скорость перемещения ленточного конвейера, и в этом случае скорость ленты ленточного конвейера относительно ленточного конвейера должна быть нулевой. Когда ленточный конвейер теперь перемещается обратно из положения на траектории, которое находится дальше всего от перемещающего элемента, скорость ленточного конвейера удваивается. В результате, на ленточном конвейере всегда обеспечивается, по существу, равномерный слой кускового материала, что существенно способствует дальнейшей обработке кускового материала. В дальнейшем, изобретение поясняется более подробно со ссылками на прилагаемые чертежи, где фиг. 1 изображает предпочтительный конкретный вариант осуществления изобретения в частичном поперечном разрезе; а фиг. 2 - вид сверху конкретного варианта осуществления, показанного на фиг. 1. Согласно фиг. 1 и 2, ленточный конвейер 1 установлен с возможностью перемещения в опорной конструкции 2, так что ленточный конвейер 1 перемещается между положениями 3 и 4 в процессе, по существу, непрерывной работы. 4 Места положений 3 и 4 определены так, что ленточный конвейер 1 перемещается относительно второго конвейера 15, расположенного под первым конвейером 1, по существу, вдоль всей ширины конвейерной поверхности конвейера 15. Для перемещения ленточного конвейера 1, в опорной конструкции 2 установлен гидравлический цилиндр 5, а шток 6 поршня указанного цилиндра 5 соединен с каркасом ленточного конвейера 1 посредством соединительного элемента 7. Для замедления и, соответственно, ускорения перемещения ленточного конвейера 1 в непосредственной близости от положений 3 и 4 на траектории ленточного конвейера 1 и, по существу, рядом с положениями 3 и 4 предусмотрены концевые выключатели 8. Кроме того,ленточный конвейер 1 включает в себя конвейерную ленту 9, которая приводится в движение между приводным барабаном 10 и изгибающим барабаном 11 посредством двигателя 12 привода вращения, соединенного с приводным барабаном 10. При работе ленточного конвейера 1, на ленточный конвейер 1 подается кусковой материал 13, транспортируемый с конвейера 14. Конвейерная лента 9 ленточного конвейера выполнена с возможностью вращения посредством двигателя 12 привода вращения. В то же время,ленточный конвейер 1 выполнен с возможностью перемещения между положениями 3 и 4 таким образом, что при перемещении из положения 3, находящегося ближе всего к перемещающему элементу 5 ленточного конвейера, в положение 4, которое находится дальше всего от него, скорость ленты 9 ленточного конвейера предпочтительно такая же, как скорость перемещения ленточного конвейера 1, так что скорость ленты 9 ленточного конвейера относительно ленточного конвейера 1 должна быть нулевой. Когда ленточный конвейер 1 достигает первого - в отношении направления перемещения - концевого выключателя 8 и когда он затем продвигается к положению 4, скорость ленточного конвейера 1 начинает уменьшаться, и материал 13 начинает падать на конвейер 15, предусмотренный под ленточным конвейером 1. Когда ленточный конвейер 1 достигает положения 4, направление перемещения конвейера 1 изменяется, и его скорость начинает расти благодаря влиянию второго концевого выключателя 8 до тех пор, пока ленточный конвейер 1 не достигнет первого концевого выключателя 8. После прохождения первого концевого выключателя 8 скорость ленточного конвейера 1 устанавливается, по существу, постоянной до тех пор, пока ленточный конвейер 1 не достигнет первого концевого выключателя 8, размещенного рядом с положением 3. Когда ленточный конвейер 1 возвращается из положения 4, которое находится дальше всего от перемещающего элемента 5 ленточного конвейера, скорость ленты 9 ленточного кон 5 1. Устройство для обработки кускового и,по существу, шарообразного материала, например гранул, таким образом, что кусковой материал можно подавать на, по существу, непрерывно движущуюся поверхность с образованием предпочтительного слоя для дальнейшей обработки указанного материала, причем устройство содержит средство (1) для транспортировки материала и для подачи материала на поверхность (15), которая приводится, по существу, в непрерывное движение, отличающееся тем, что конвейер (1) установлен с возможностью перемещения при возвратно поступательном перемещении между двумя положениями (3, 4) для подачи материала, транспортируемого конвейером (1), в виде слоя (16),который предпочтителен и по толщине, и по поперечному сечению, на поверхность (15), которая приводится, по существу, в непрерывное движение, и скорость перемещения конвейера(1) регулируется таким образом, что скорость ленты (9) ленточного конвейера при подходе к положениям (3, 4) в направлении перемещения между первыми концевыми выключателями (8) предпочтительно равна скорости перемещения ленточного конвейера (1), когда конвейер перемещается из положения (3), которое находится ближе всего к перемещающему элементу (5), в положение (4), которое находится дальше всего от перемещающего элемента (5), и скорость ленты (9) ленточного конвейера регулируется таким образом, что ленточный конвейер (1) подает кусковой материал на второй конвейер(15), размещенный ниже, только тогда, когда ленточный конвейер (1) возвращается из того положения (4), которое находится дальше всего от перемещающего элемента (5). 2. Устройство по п.1, отличающееся тем,что расстояние между двумя положениями (3, 4) конвейера, по существу, так же велико, как поверхность (15), на которую подается слой, являющийся предпочтительным и по толщине, и по поперечному сечению. 3. Устройство по п.1 или 2, отличающееся тем, что перемещающий элемент (5) конвейера является гидравлическим цилиндром. 4. Устройство по п.1 или 2, отличающееся тем, что перемещающий элемент (5) конвейера приводится в действие электрическим способом. вейера между первыми концевыми выключателями 8 удваивается относительно скорости ленточного конвейера 1, и транспортируемый материал 13 падает на конвейер 15. Когда скорость ленточного конвейера 1 постоянна, материал,падающий на конвейер 15, образует слой 16 материала, который предпочтителен и по толщине, и по поперечному сечению для дальнейшей обработки. У краев конвейера 15 между концевыми выключателями 8 и положениями 3 и 4 падает больше материала, чем в зоне между концевыми выключателями 8. Когда материал движется дальше, этот дополнительный материал способствует формированию слоя материала,так что у краев он получает поперечное сечение,которое предпочтительно соответствует регулярному трапецеидальному профилю, так как часть избыточного материала 13, которая размещена у крайних роликов, помимо участия в движении материала, перемещается к краю конвейерной поверхности и, по всей вероятности,падает с нее. ФОРМУЛА ИЗОБРЕТЕНИЯ
МПК / Метки
МПК: B65G 47/52
Метки: материала, устройство, кускового, обработки
Код ссылки
<a href="https://eas.patents.su/4-823-ustrojjstvo-dlya-obrabotki-kuskovogo-materiala.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для обработки кускового материала</a>
Способ и установка для обработки слоя материала, состоящего из макрочастиц
Номер патента: 229
Опубликовано: 24.12.1998
Авторы: Туборг Йорн, Фонс Могенс Юль
МПК: F27B 15/10, F27D 15/02, B01J 8/44...
Метки: обработки, слоя, установка, способ, макрочастиц, материала, состоящего
Формула / Реферат:
1. Способ обработки слоя (6, 78) материала, состоящего из макрочастиц, поддерживаемого газораспределяющим дном (9, 75), при котором используют обрабатывающий газ, подаваемый по каналам. (19, 35, 77) посекционно и направляемый вверх через газораспределяющее дно и слой материала из одного или нескольких нижележащих отсеков (15; 76), регулируют расход обрабатывающего газа через каждый канал (19, 35, 77) посредством регулятора (21) расхода,...
Устройство для очистки волокнистого материала
Номер патента: 716
Опубликовано: 28.02.2000
Авторы: Плеханов Федор Михайлович, Гадживердиев Ашраф Али-Агаевич, Плеханов Алексей Федорович, Терентьев Виктор Нестерович
МПК: D01G 9/04
Метки: очистки, устройство, материала, волокнистого
Формула / Реферат:
1. Устройство для очистки волокнистого материала, содержащее корпус с разрыхлительной камерой, имеющей горизонтально расположенные рыхлительные барабаны, оси которых расположены в наклонной плоскости, колосниковые решетки, смонтированные над угарной камерой с воздухозаборными окнами, и пылеотводную камеру, расположенную над рыхлительной камерой и отделенную от нее перфорированной пластиной с ограничительными щитками, отличающееся тем, что...
Устройство для проверки листового материала, в частности банкнот.
Номер патента: 116
Опубликовано: 27.08.1998
Автор: Циммерман Карл-Хайнц
МПК: G07D 7/00
Метки: устройство, частности, проверки, листового, банкнот, материала
Формула / Реферат:
1. Устройство для проверки листового материала, в частности банкнот, имеющее листовое основание, с доступной для оператора лицевой стороной, на которой вдоль одной стороны и/или по разные стороны от перемещающего листовой материал транспортера смонтированы состоящие из одной или нескольких составных частей датчики, предназначенные для проверки различных свойств листового материала, отличающееся тем, что датчики (1-8) крепятся к основанию (30)...
Способ вихревого измельчения материала и газодинамическое устройство для его осуществления
Номер патента: 4
Опубликовано: 30.09.1997
Авторы: Фатеев Александр Николаевич, Размаитов Владимир Иванович
МПК: B02C 19/06
Метки: осуществления, способ, материала, измельчения, вихревого, газодинамическое, устройство
Формула / Реферат:
1. Способ вихревого измельчения материала, включающий подачу диспергируемого материала в помольную камеру газодинамического устройства, ввод струй энергоносителя под углом к соответствующему радиусу зоны измельчения помольной камеры с образованием высокоскоростного вихря и вывод целевого продукта, отличающийся тем, что перед вводом струй энергоносителя в зону измельчения помольной камеры их направляют в соосно расположенные резонаторы и создают...
Устройство для взрывания, сжигания и пиролиза для экологически чистого устранения опасного материала
Номер патента: 230
Опубликовано: 24.12.1998
Автор: Хампель Хайнрих
МПК: F23M 5/00, C10B 1/04, F23G 7/00...
Метки: экологически, взрывания, устройство, устранения, чистого, пиролиза, материала, сжигания, опасного
Формула / Реферат:
1. Устройство для взрывания, сжигания и пиролиза для экологически чистого устранения опасного материала, содержащего взрывчатые и/или отравляющие вещества, включающее загружаемую через шлюз (9) опасным материалом шлюзовую камеру (1) и следующую за ней, окруженную внутренней оболочкой камеру (4) взрыва и горения и расположенное под камерой (4) взрыва и горения выходное отверстие для отвода выделяющихся при взрыве и/или сжигании газов,...
Предыдущий патент: Устройство и способ подключения подводного гибкого стояка к конструкции на поверхности
Следующий патент: Роликовый грохот
Случайный патент: Фармацевтический состав, содержащий кальций, железо, цинк и обладающий метаболическим, противокатарактным, ретинопротекторным действием (варианты)