Катушка, заполненная несколькими удлиненными элементами, намотанными близко друг к другу
Формула / Реферат
1. Катушка, заполненная двумя или более удлиненными элементами, намотанными параллельно и в нескольких обмотках на упомянутой катушке, отличающаяся тем, что расстояние между двумя соседними удлиненными элементами, измеренное вдоль линии, параллельной оси катушки, составляет не более 10 мм вдоль 90% длины каждого удлиненного элемента.
2. Катушка по п.1, отличающаяся тем, что упомянутое расстояние составляет менее 5 мм.
3. Катушка по любому из предыдущих пунктов, отличающаяся тем, что упомянутые удлиненные элементы являются стальными элементами.
4. Катушка по п.3, отличающаяся тем, что упомянутые стальные элементы являются стальными проводами.
5. Катушка по п.3, отличающаяся тем, что упомянутые стальные элементы являются стальными кордами.
6. Катушка по п.5, отличающаяся тем, что один из упомянутых стальных кордов содержит стальные элементарные нити, большинство которых скручено в первом направлении скручивания, и при этом другой из упомянутых стальных кордов содержит стальные элементарные нити, большинство которых скручено во втором направлении скручивания, при этом второе направление скручивания противоположно первому направлению скручивания.
7. Способ минимизации провисаний при разматывании нескольких удлиненных элементов с одной-единственной катушки, включающий в себя следующие этапы, на которых
а) устанавливают катушку,
б) наматывают несколько удлиненных элементов параллельно и в несколько обмоток на катушку таким образом, чтобы расстояние между двумя соседними удлиненными элементами, измеренное вдоль линии, параллельной оси катушки, составляло не более 10 мм вдоль 90% длины каждого удлиненного элемента.
8. Способ по п.7, дополнительно включающий в себя следующий этап, на котором направляют несколько удлиненных элементов на общем шкиве, расположенном в технологической цепочке перед катушкой.
9. Способ по п.8, дополнительно включающий в себя следующий этап, на котором поддерживают несколько удлиненных элементов отделенными друг от друга в технологической цепочке перед упомянутым общим шкивом.
10. Способ по п.9, при котором упомянутый общий шкив имеет широкую неглубокую канавку.
11. Способ по п.9, при котором упомянутая широкая неглубокая канавка имеет ширину, которая больше, чем сумма диаметров упомянутых нескольких удлиненных элементов.

Текст
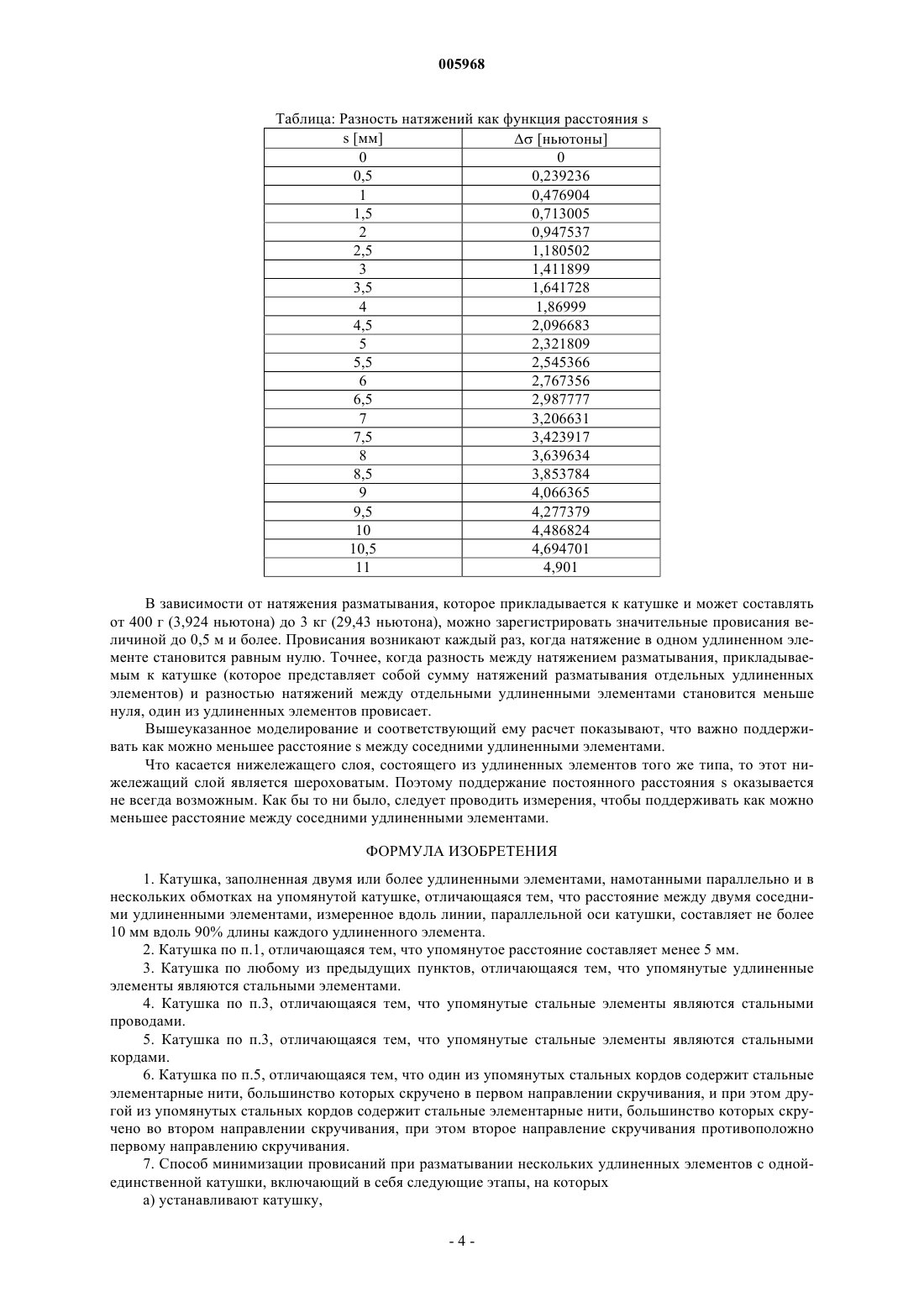
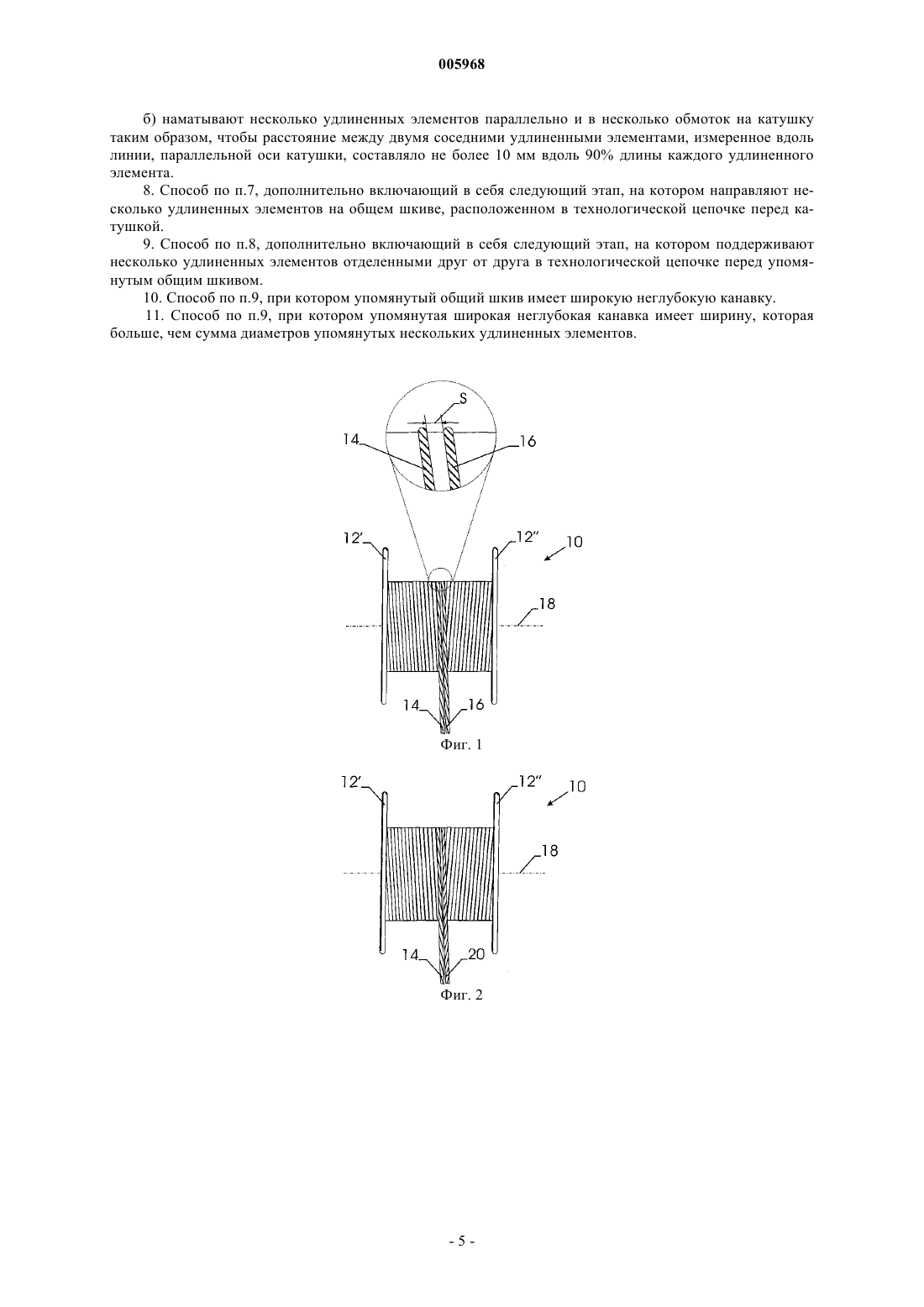
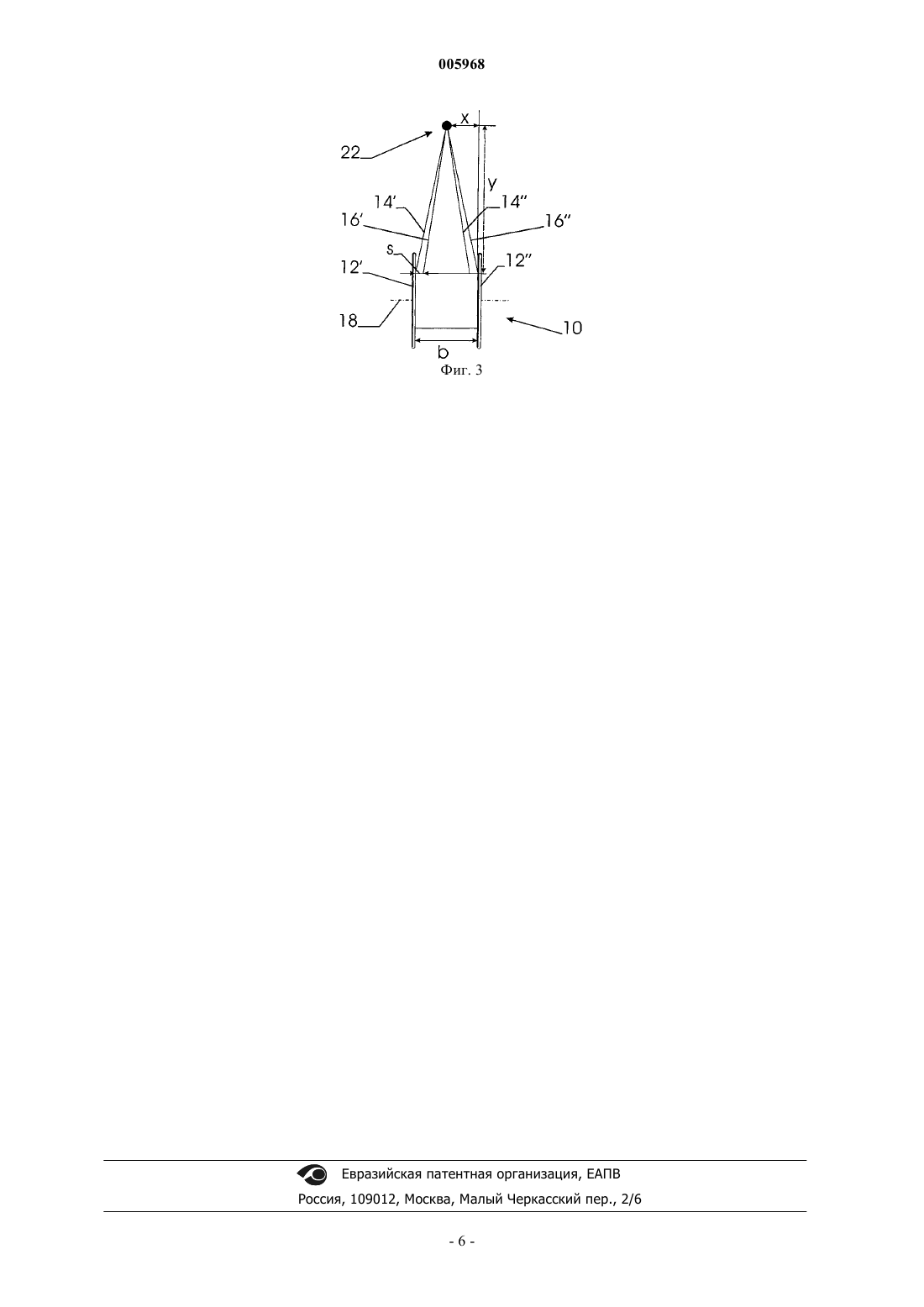
005968 Область техники, к которой относится изобретение Настоящее изобретение относится к катушке, заполненной двумя или более удлиненными элементами, намотанными параллельно и в нескольких обмотках на катушке. Изобретение также относится к способу получения такой катушки. Термины удлиненные элементы относятся к элементам, продольный размер которых более чем в сто раз превышает размеры поперечного сечения. Обычными примерами удлиненных элементов являются стальные провода круглого или плоского поперечного сечения,стальные корды, текстильные нити, жилы медных кабелей. Уровень техники В данной области техники известны узлы и устройства для намотки множества удлиненных элементов, таких как провода, кабели или корды, на одну-единственную катушку. В качестве примера, отметим, что в производстве композиционных изделий из резины со стальным кордом, например шин, стальные корды часто тянут с рамы для катушек, которая содержит большое количество катушек, например от 20 до 150 катушек в некоторых конкретных вариантах осуществления и,например, от 500 до 1000 катушек в других конкретных вариантах осуществления. Вследствие этого,большое количество стальных кордов оказываются направленными параллельно для введения между двумя слоями резины. Недостаток такой системы заключается в том, что замена пустых катушек заполненными катушками отнимает массу времени. Использование катушек с многократной обмоткой, т.е. когда множество стальных кордов намотаны на одной катушке, уменьшает количество катушек на раме для катушек и увеличивает универсальность такой рамы для катушек. Однако одновременное разматывание множества удлиненных элементов с этой единственной катушки может создавать трудности, а последующая параллельная обработка удлиненных элементов может привести к разрывам неприемлемой степени и к технологическим проблемам. Трудности разматывания и технологические проблемы наряду с разрывами во время последующей обработки могут иметь причиной изменение диаметра удлиненных элементов во время их наматывания,или могут быть обусловлены тем, что удлиненные элементы, хоть и намотанные одновременно на одной и той же катушке, приобретают разные длины на катушке. Другие трудности во время операций разматывания возникают вследствие разных натяжений в отдельных удлиненных элементах во время операции намотки. В документе GB-B-1163983 описан способ намотки множества удлиненных элементов на однуединственную катушку, целью чего является поддержание длин намотки удлиненных элементов, по существу, равными друг другу, несмотря на некоторые изменения диаметра удлиненного элемента. Решение, используемое для получения, по существу, одинаковых длин, заключается в увеличении натяжения в удлиненных элементах с увеличенным диаметром для уменьшения диаметра намотки, и в уменьшении натяжения в удлиненных элементах с уменьшенным диаметром для увеличения диаметра намотки. Выше намоточной катушки по ходу технологической цепочки установлена разделительная гребенка, чтобы избежать высвобождения соседних удлиненных элементов. В документе ЕР-А-0780333 описан узел для намотки нескольких удлиненных элементов на катушку, в котором натяжения в удлиненных элементах поддерживаются, по существу, постоянными и равными. Чтобы получить постоянные и равные натяжения, узел содержит следующие части: комплект ведущих валов с независимым приводом, по одному для каждого отдельного удлиненного элемента, подлежащего намотке; единственную катушку, на которую нужно намотать множество удлиненных элементов; первое контролирующее средство для измерения натяжений каждого отдельного удлиненного элемента некоторой подгруппы из множества удлиненных элементов; первое управляющее средство для индивидуального управления скоростью вращения ведущих валов, приводящих удлиненные элементы упомянутой подгруппы в движение так, чтобы упомянутые натяжения оставались, по существу, постоянными и равными друг другу. Перед намоткой упомянутых удлиненных элементов на катушку используют гребенку, чтобы предотвратить перепутывание проводов друг с другом и их нахлест друг на друга. Таким образом, в известном уровне техники есть решения по поддержанию одинаковых длин и постоянных натяжений в удлиненных элементах. Несмотря на эти решения, по-прежнему существуют проблемы в тех случаях, когда одновременно разматывают множество удлиненных элементов одновременно. Более конкретно, во время разматывания некоторые удлиненные элементы проявляютнеприемлемо большие провисания. Эти провисания могут привести к перепутыванию с соседними элементами или к износу либо загрязнению провисших элементов, когда эти элементы волочатся по полу участка разматывания. Еще одна проблема состоит в том, что конечное изделие, например полоса резины с удлиненными элементами, может иметь неприемлемые складки. Сущность изобретения Задача настоящего изобретения состоит в том, чтобы избежать недостатков известного уровня техники.-1 005968 Другая задача настоящего изобретения состоит в том, чтобы минимизировать проблемы разматывания. Еще одна задача настоящего изобретения состоит в том, чтобы минимизировать провисания во время разматывания множества удлиненных элементов. И еще одна задача настоящего изобретения состоит в том, чтобы избежать складок в готовом изделии. В соответствии с первым аспектом настоящего изобретения предложена катушка, заполненная двумя или более удлиненными элементами, намотанными параллельно и в нескольких обмотках на катушке. Расстояние между двумя соседними удлиненными элементами, измеренное вдоль линии, параллельной оси катушки, составляет не более 10 мм, предпочтительно не более 8 мм, например, не более 5 мм вдоль 90% длины каждого удлиненного элемента. В самом деле, авторам изобретения по опыту известно, что расстояние между соседними удлиненными элементами, намотанными на катушке, является критическим параметром. Недостаточно лишь наматывать удлиненные элементы, поддерживая, по существу, одинаковые натяжения, и наматывать удлиненные элементы на катушку, поддерживая, по существу, одинаковые длины, эти удлиненные элементы также следует наматывать как можно ближе друг к другу, не перепутывая их. Как будет пояснено ниже, чем больше расстояние между двумя соседними удлиненными элементами, тем больше опасность различий в натяжении между двумя соседними удлиненными элементами даже если эти удлиненные элементы намотаны при одинаковых натяжениях и с одинаковыми длинами. Чем больше различия в натяжении разматываемых удлиненных элементов, тем больше опасность провисаний одного или более удлиненных элементов и тем больше опасность появления складок в готовом изделии. Удлиненные элементы могут быть стальными элементами, такими как стальные провода или стальные корды. В конкретном варианте осуществления изобретения предложена катушка, на которой один из стальных кордов содержит стальные элементарные нити, большинство которых скручено в первом направлении скручивания, и при этом другой из стальных кордов также содержит стальные элементарные нити, большинство которых скручено во втором направлении скручивания. Второе направление скручивания противоположно первому направлению скручивания. Катушка предпочтительно содержит два стальных корда, намотанные на эту катушку. Один стальной корд скручен, главным образом, в направлении S, а другой стальной корд скручен, главным образом,в направлении Z. В соответствии со вторым аспектом настоящего изобретения, предложен способ минимизации провисаний при разматывании нескольких удлиненных элементов с одной-единственной катушки. Способ включает в себя следующие этапы, на которых а) устанавливают катушку; б) наматывают несколько удлиненных элементов параллельно и в нескольких обмотках на катушку таким образом, чтобы расстояние между двумя соседними удлиненными элементами, измеренное вдоль линии, параллельной оси катушки, составляло не более 10 мм вдоль 90% длины каждого удлиненного элемента. В предпочтительном конкретном варианте осуществления способа направляют несколько удлиненных элементов на общем шкиве, расположенном в технологической цепочке непосредственно перед катушкой, чтобы как можно больше уменьшить расстояние s между двумя соседними удлиненными элементами на катушке. Общий шкив располагают как можно ближе к катушке. В наиболее предпочтительном варианте, несколько удлиненных элементов поддерживают отделенными друг от друга в технологической цепочке перед катушкой, чтобы избежать перепутывания удлиненных элементов друг с другом. Общий шкив предпочтительно имеет широкую неглубокую канавку, а в наиболее предпочтительном варианте ширина этой канавки больше, чем сумма диаметров нескольких удлиненных элементов. Это дает наилучшие результаты применительно к минимизации расстояния s при одновременном предотвращении перепутывания между двумя соседними удлиненными элементами. Краткое описание чертежей Ниже приводится более подробное описание изобретения со ссылками на прилагаемые чертежи,при этом на фиг. 1 показана катушка, соответствующая первому варианту осуществления настоящего изобретения; на фиг. 2 показана катушка, соответствующая второму частному варианту осуществления настоящего изобретения; на фиг. 3 представлен условный чертеж, поясняющий работу настоящего изобретения. Осуществление изобретения На фиг. 1 показана катушка 10, соответствующая первому конкретному варианту осуществления настоящего изобретения в первом его аспекте. Катушка 10 снабжена двумя фланцами 12' и 12". На катушку 10 параллельно и рядом друг с другом намотаны два стальных корда 14 и 16, оба скрученные в-2 005968 направлении S. Расстояние s, измеренное вдоль линии, параллельной оси 18 катушки 10, составляет менее 5 мм. На фиг. 2 показана катушка 10, соответствующая второму конкретному варианту осуществления настоящего изобретения в первом его аспекте. Катушка 10 снабжена двумя фланцами 12' и 12". На катушку 10 параллельно и рядом друг с другом намотаны стальной корд 14, скрученный в направлении S, и стальной корд 20, скрученный в направлении Z. Расстояние s, измеренное вдоль линии, параллельной оси 18 катушки 10, составляет менее 5 мм. Когда катушки, соответствующие этому конкретному варианту осуществления, используют на раме для катушек, применяемой в области производства резиновых шин, корд, скрученный в направлении S (S-корд), и корд, скрученный в направлении Z (Z-корд), будут пролегать рядом друг с другом в прорезиненном стальном корде композиционного слоя. Если все катушки на раме для катушек будут катушками, соответствующими настоящему изобретению, то в среднем по всему композиционному слою прорезиненного стального корда будет одинаковое количество S-кордов иZ-кордов. S-корды будут чередоваться с Z-кордами по всему композиционному слою. При такой конфигурации весьма вероятно, что любые остаточные скрутки, присутствующие на S-кордах, смогут в среднем компенсировать любые остаточные скрутки, присутствующие на Z-кордах, так что, в конечном счете, срезание композиционного полоскового прорезиненного стального корда не будет вызывать завивание. В контексте настоящего изобретения, термины остаточные скрутки определяются следующим образом: если один конец некоторого заданного отрезка корда может свободно скручиваться, то количество остаточных скруток равно количеству подсчитанных оборотов. Известно, что основной причиной скручивания является дисбаланс остаточных скруток по всем стальным кордам в пределах одного композиционного полосового прорезиненного стального корда. Устранение этого дисбаланса уменьшает риск закручивания. И, как пояснялось выше, устранение закручивания может облегчить автоматические операции с полосами. При такой конфигурации достаточно, чтобы стальные корды, присутствующие в отрезаемых полосах, в среднем не имели остаточных скруток. В результате, больше не требуется точно регулировать количество остаточных скруток на каждом отдельном стальном корде при операции его скручивания. Это может значительно уменьшить количество необходимого вспомогательного оборудования,а более конкретно - может способствовать исключению средств автоматического управления скручиванием. Фиг. 3 поясняет основные функции настоящего изобретения. Катушка 10 заполнена двумя стальными кордами 14, 16. Между этими стальными кордами 14 и 16 существует расстояние s, измеренное вдоль линии, параллельной оси 18 катушки 10. Оба стальных корда 14, 16 разматываются с катушки 10 и направляются через единственное фиксированное отверстие 22. Стальные корды 14' и 16' отображают ситуацию на левом фланце 12', а стальные корды 14" и 16" отображают ситуацию на правом фланце 12". С целью проведения текущих расчетов полагают, что расстояние s остается постоянным во время процесса разматывания. Кроме того, для проведения текущих расчетов полагают, что отверстие 22 находится на расстоянии у = 300 мм от катушки 10 и на расстоянии х = 0 мм от продолжения правого фланца 12". Ширина b катушки равна 153 мм. Также полагают, что стальной корд имеет тип 2 х 0,30, вследствие чего площадь А поперечного сечения равна 0,141372 мм 2.l1 - длина разматываемого корда 14', l2 - длина разматываемого корда 16', l3 -длина разматываемого корда 14", а l4 - длина разматываемого корда 16". При вышеизложенных допущениях и при значении межкордового расстояния s, равном 10 мм, получаем следующие значения различных длин l1, l2, l3 и l4: Различие в разности длин, т.е. изменение разности длин между ситуацией с разностью длин на левом фланце 12" и ситуацией с разностью длин на правом фланце 14", составляет(l1 - l2) - (l3 - l4) = 0,476067 мм. Такое изменение разности длин приводит к изменению разности натяжений, составляющему[(l1 - l2) - (l3 - l4)]/ЕАу = 4,4868 ньютона. Если межкордовое расстояние s не равно 0 мм, разность длин между разматываемыми стальными кордами 14 и 16 непрерывно изменяется во время операции разматывания, что приводит к изменяющимся разностям натяжений в разматываемых стальных кордах 14 и 16. Это изменение разности натяжений зависит от расстояния s и увеличивается с увеличением расстояния s, как можно выяснить из нижеследующей таблицы.-3 005968 Таблица: Разность натяжений как функция расстояния ss [мм][ньютоны] 0 0 0,5 0,239236 1 0,476904 1,5 0,713005 2 0,947537 2,5 1,180502 3 1,411899 3,5 1,641728 4 1,86999 4,5 2,096683 5 2,321809 5,5 2,545366 6 2,767356 6,5 2,987777 7 3,206631 7,5 3,423917 8 3,639634 8,5 3,853784 9 4,066365 9,5 4,277379 10 4,486824 10,5 4,694701 11 4,901 В зависимости от натяжения разматывания, которое прикладывается к катушке и может составлять от 400 г (3,924 ньютона) до 3 кг (29,43 ньютона), можно зарегистрировать значительные провисания величиной до 0,5 м и более. Провисания возникают каждый раз, когда натяжение в одном удлиненном элементе становится равным нулю. Точнее, когда разность между натяжением разматывания, прикладываемым к катушке (которое представляет собой сумму натяжений разматывания отдельных удлиненных элементов) и разностью натяжений между отдельными удлиненными элементами становится меньше нуля, один из удлиненных элементов провисает. Вышеуказанное моделирование и соответствующий ему расчет показывают, что важно поддерживать как можно меньшее расстояние s между соседними удлиненными элементами. Что касается нижележащего слоя, состоящего из удлиненных элементов того же типа, то этот нижележащий слой является шероховатым. Поэтому поддержание постоянного расстояния s оказывается не всегда возможным. Как бы то ни было, следует проводить измерения, чтобы поддерживать как можно меньшее расстояние между соседними удлиненными элементами. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Катушка, заполненная двумя или более удлиненными элементами, намотанными параллельно и в нескольких обмотках на упомянутой катушке, отличающаяся тем, что расстояние между двумя соседними удлиненными элементами, измеренное вдоль линии, параллельной оси катушки, составляет не более 10 мм вдоль 90% длины каждого удлиненного элемента. 2. Катушка по п.1, отличающаяся тем, что упомянутое расстояние составляет менее 5 мм. 3. Катушка по любому из предыдущих пунктов, отличающаяся тем, что упомянутые удлиненные элементы являются стальными элементами. 4. Катушка по п.3, отличающаяся тем, что упомянутые стальные элементы являются стальными проводами. 5. Катушка по п.3, отличающаяся тем, что упомянутые стальные элементы являются стальными кордами. 6. Катушка по п.5, отличающаяся тем, что один из упомянутых стальных кордов содержит стальные элементарные нити, большинство которых скручено в первом направлении скручивания, и при этом другой из упомянутых стальных кордов содержит стальные элементарные нити, большинство которых скручено во втором направлении скручивания, при этом второе направление скручивания противоположно первому направлению скручивания. 7. Способ минимизации провисаний при разматывании нескольких удлиненных элементов с однойединственной катушки, включающий в себя следующие этапы, на которых а) устанавливают катушку,-4 005968 б) наматывают несколько удлиненных элементов параллельно и в несколько обмоток на катушку таким образом, чтобы расстояние между двумя соседними удлиненными элементами, измеренное вдоль линии, параллельной оси катушки, составляло не более 10 мм вдоль 90% длины каждого удлиненного элемента. 8. Способ по п.7, дополнительно включающий в себя следующий этап, на котором направляют несколько удлиненных элементов на общем шкиве, расположенном в технологической цепочке перед катушкой. 9. Способ по п.8, дополнительно включающий в себя следующий этап, на котором поддерживают несколько удлиненных элементов отделенными друг от друга в технологической цепочке перед упомянутым общим шкивом. 10. Способ по п.9, при котором упомянутый общий шкив имеет широкую неглубокую канавку. 11. Способ по п.9, при котором упомянутая широкая неглубокая канавка имеет ширину, которая больше, чем сумма диаметров упомянутых нескольких удлиненных элементов.
МПК / Метки
МПК: B65H 55/04
Метки: несколькими, намотанными, заполненная, друг, другу, близко, катушка, элементами, удлиненными
Код ссылки
<a href="https://eas.patents.su/7-5968-katushka-zapolnennaya-neskolkimi-udlinennymi-elementami-namotannymi-blizko-drug-k-drugu.html" rel="bookmark" title="База патентов Евразийского Союза">Катушка, заполненная несколькими удлиненными элементами, намотанными близко друг к другу</a>
Соединенный прогон с двумя или более примыкающими друг к другу с перехлестом в продольном направлении деревянными балками, а также крепежный элемент для соединения двух перехлестывающихся концевых зондеревянных балок для использования в прогоне
Номер патента: 1022
Опубликовано: 28.08.2000
Автор: Маттле Пауль
МПК: E04B 1/26, E04C 3/12, F16B 5/02...
Метки: использования, зондеревянных, прогон, балками, продольном, прогоне, более, соединенный, соединения, другу, примыкающими, крепежный, концевых, друг, двух, направлении, деревянными, перехлестом, элемент, балок, также, двумя, перехлестывающихся
Формула / Реферат:
1. Соединенный прогон из двух или нескольких перехлестывающихся в продольном направлении, примыкающих друг к другу деревянных балок (2, 3), причем перехлестывающиеся концевые зоны взаимно соединены с помощью крепежных элементов, отличающийся тем, что перехлестывающиеся концевые зоны деревянных балок (2, 3) соединены друг с другом винтами (5), которые проходят, по меньшей мере, приблизительно в плоскости, проходящей поперек прилегающим друг к...
Катушка зажигания
Номер патента: 1044
Опубликовано: 28.08.2000
Авторы: Эритье-Бест Пьер, Метзеляр Оливье
МПК: H01F 38/12, F02P 3/02
Формула / Реферат:
1. Катушка зажигания, предназначенная для установки непосредственно на свечу зажигания для обеспечения индивидуального электрического питания этой свечи и содержащая внутреннюю вторичную электрическую обмотку (2), наружную первичную, электрическую обмотку, арматуру (9) возврата магнитного потока и корпус (4), отличающаяся тем, что упомянутый корпус катушки зажигания охватывает только вторичную электрическую обмотку, причем первичная...
Мощный трансформатор или катушка индуктивности
Номер патента: 1634
Опубликовано: 25.06.2001
Авторы: Кюландер Гуннар, Фромм Удо, Хольмберг Пер, Минг Ли, Хёрнфельдт Свен, Лейён Матс
МПК: H01F 27/34
Метки: индуктивности, трансформатор, мощный, катушка
Формула / Реферат:
1. Мощный трансформатор/катушка индуктивности, содержащий, по меньшей мере, одну обмотку, отличающийся тем, что обмотка или обмотки выполнены из высоковольтного кабеля (10), содержащего электрический проводник, вокруг которого расположен первый полупроводящий слой (14), вокруг первого полупроводящего слоя (14) расположен изолирующий слой (16), а вокруг изолирующего слоя (16) расположен второй полупроводящий слой (18), причем второй...
Мощный трансформатор или катушка индуктивности
Номер патента: 1725
Опубликовано: 27.08.2001
Авторы: Лейён Матс, Хольмберг Пер, Кюландер Гуннар, Хёрнфельдт Свен, Минг Ли, Фромм Удо
МПК: H01F 27/34
Метки: катушка, мощный, индуктивности, трансформатор
Формула / Реферат:
1. Мощный трансформатор/катушка индуктивности, содержащий, по меньшей мере, одну обмотку, отличающийся тем, что обмотка или обмотки выполнены из высоковольтного кабеля (10), содержащего электрический проводник, вокруг которого расположен первый полупроводящий слой (14), вокруг первого полупроводящего слоя (14) расположен изолирующий слой (16), а вокруг изолирующего слоя (16) расположен второй полупроводящий слой (18), причем второй...
Конструкция с вертикальными и поперечными элементами
Номер патента: 4638
Опубликовано: 24.06.2004
Авторы: Хеккер Айтель-Фридрих, Хамдин Мохаммет
МПК: E04B 2/96
Метки: конструкция, поперечными, вертикальными, элементами
Формула / Реферат:
1. Конструкция с вертикальными и поперечными элементами, в частности, для окон на фасадах и крыше, имеющая рамы, куда могут быть вставлены стекла (100), с несколькими вертикальными элементами (1), между которыми закреплены поперечные элементы (2), при этом на краях наружной поверхности вертикальных элементов (1) имеются канавки (3, 4) для установки уплотнителя (5, 6) и рядом с канавками (3, 4) выполнены дренажные каналы (7, 8) для отвода...
Предыдущий патент: Способ получения углеводородов
Следующий патент: Способ для инверсного мультиплексирования
Случайный патент: Декарбонизация газовых потоков с помощью цеолитных адсорбентов