Способ уменьшения выброса вредных веществ в литейных производствах
Формула / Реферат
1. Способ уменьшения выбросов вредных веществ, выделяющихся, например, в виде продуктов пиролиза из металлических литейных опок, используемых в литейных производствах, при котором в металлические литейные опоки добавляют по меньшей мере одно дополнительное горючее вещество, которое, при условии если оно не является газообразным, переходит при нагревании в газообразное или парообразное состояние и при выходе из металлической литейной опоки сгорает вместе с вредными веществами, отличающийся тем, что дополнительное горючее вещество размещено отдельно от образующейся в металлической литейной опоке отливки таким образом, что оно не достигает поверхности отливки.
2. Способ по п.1, отличающийся тем, что дополнительное горючее вещество вводят в металлическую литейную опоку перед прессованием и смешиванием с формовочной смесью или частями формовочной смеси.
3. Способ по п.2, отличающийся тем, что дополнительное горючее вещество размещают в виде твердого горючего вещества в углублении формовочной смеси или материала стержня.
4. Способ по одному из пп.1-3, отличающийся тем, что для совместного сгорания вредных веществ и дополнительного горючего вещества эта смесь воспламеняется в месте выхода, предпочтительно в выпускном отверстии, предусмотренном для этого в присоединительной кромке.
5. Способ по одному из пп.1-4, отличающийся тем, что дополнительное горючее вещество включает по меньшей мере одно органическое вещество, предпочтительно воск или масло, особенно предпочтительно кетон, альдегид, простой эфир, парафин или спирт, особенно предпочтительно этанол, или также газ.
6. Способ по одному из пп.1-5, отличающийся тем, что дополнительное горючее вещество представляет собой твердое вещество или предпочтительно жидкость.
7. Металлическая литейная опока для осуществления способа согласно одному из пп.1-6, состоящая по меньшей мере из двух частей литейной формы, в которой по меньшей мере одна из половин имеет в формовочной смеси углубление для размещения горючего вещества, отличающаяся тем, что углубление отделено от отливки, образующейся в металлической литейной опоке, таким образом, что размещаемое в нем горючее вещество не достигает поверхности отливки.
Текст
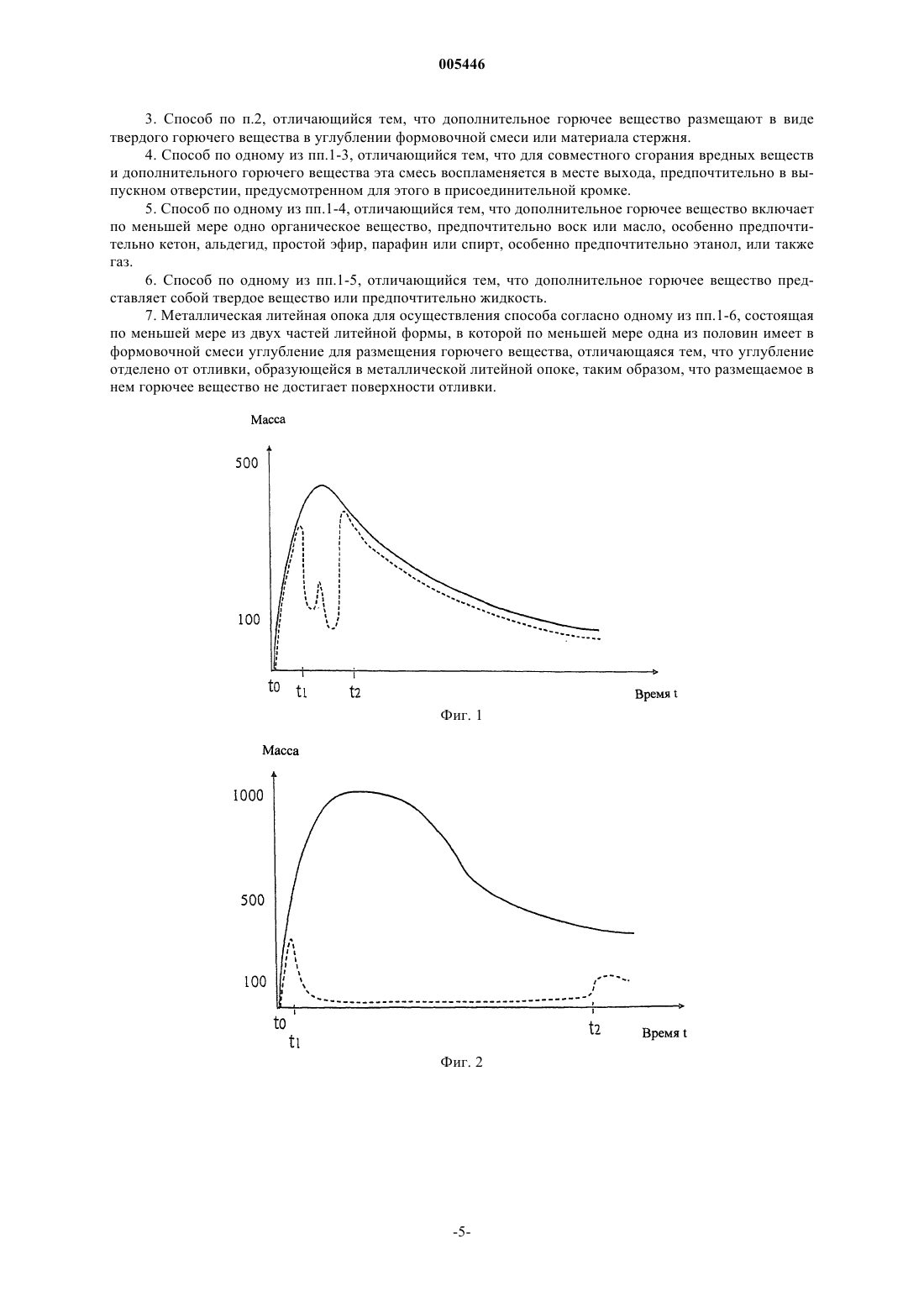
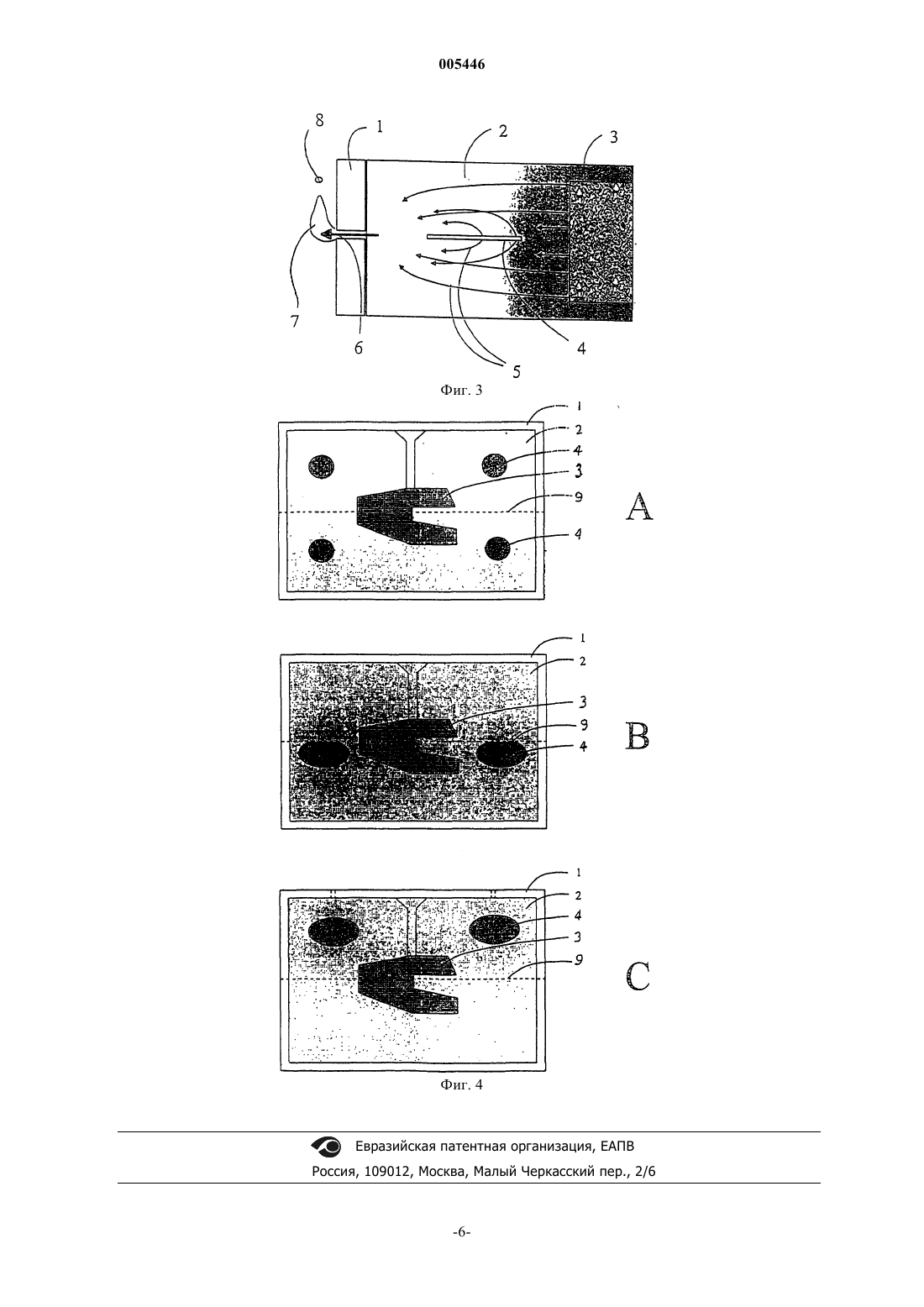
005446 Изобретение относится к способу уменьшения выброса вредных веществ, выделяющихся, в частности, в виде продуктов пиролиза, из металлических литейных опок, находящих применение в литейных производствах. Далее, изобретение относится к металлической литейной опоке для реализации способа. В цехах для литья металлов выбросы вредных веществ из металлических литейных форм представляют собой значительное воздействие на обоняние, здоровье и окружающую среду. Вследствие высоких температур, необходимых при литье металлов, из металлических литейных форм или опок выделяется большое количество преимущественно органических веществ, представляющих собой продукты пиролиза. Они возникают в первую очередь вследствие термического разложения материала стержневой литейной формы и добавок, применяемых в формовочной смеси при литье металлов. Разложенные и испарившиеся соединения улетучиваются в виде несгоревших углеводородов, газов, аэрозолей, дыма или пыли. Возникающие при литье металлов выбросы вредных веществ происходят большей частью непосредственно на участке литья, а также на участке охлаждения и участке разгрузки, т.е. непосредственно из процесса заливки горячего жидкого металла. При использовании металлических литейных опок вредные вещества улетучиваются, например, через присоединительные кромки обеих половин литейной формы. Дальнейшее выделение еще большего количества выбросов происходит при выемке горячей отливки из металлической литейной формы (участок разгрузки). Иногда происходит случайное сгорание выходящих выбросов или же оно осуществляется с помощью поджигающего пламени. Однако такое сгорание происходит только в тех случаях, когда для этого достаточны локальная концентрация, температура и теплота сгорания выбросов. Для уменьшения существующего воздействия выбросов были разработаны улучшенные материалы для форм. Кроме того, законодательные нормы в отношении выбросов выполняются путем очистки отводимого воздуха, например, при помощи дорогостоящих фильтрующих установок, газоочистителей и биофильтров. Недостатком этих установок являются затраты на материалы, обслуживание и издержки. К тому же эффективность таких установок часто не удовлетворяет законодательным нормам. Известно, например (DE 4327396 А 1), непосредственная откачка выделяющихся в процессе литья продуктов пиролиза, образующих выбросы вредных веществ, сбор их в накопителе, находящемся под пониженным давлением, смешивание со вторичным воздухом, и подача разбавленного таким образом отводимого воздуха через отделительную ступень перед выводом в атмосферу. Такая установка для захвата, откачки и отделения продуктов пиролиза требует больших затрат и является, соответственно, дорогостоящей. Образование продуктов пиролиза, воздействующих на обоняние, здоровье и окружающую среду,возникает также при использовании временных моделей из вспененного материала, способного превращаться в газ (СН 442628 и DE 3707581 С 2), так как этот материал для форм способен превращаться в газ только "практически" без остатка, а в остальном газы, возникающие при заливке расплава, отводят через дегазационные каналы в окружающую атмосферу. Защита окружающей среды и улучшение условий труда на рабочих местах приобретают постоянно растущее значение также и в секторе литейной промышленности (DE 4226327 А 1, DE 3246324 С 2 и DE 4327292 С 2). Способы согласно ограничительной части п.1 формулы изобретения приведены в патенте US 4266595. Поэтому в основе изобретения лежит задача так усовершенствовать упомянутый выше способ, чтобы достигалось эффективное уменьшение выбросов вредных веществ при малых затратах. К тому же способ должен быть применим для всех металлических литейных форм, независимо от состава веществ выбросов и их количества. Согласно изобретению, эта задача решена при помощи усовершенствования известного способа,приведенного в отличительной части п.1 формулы изобретения. Таким образом, в основе изобретения лежит замысел, согласно которому путем добавки дополнительного горючего вещества обеспечивают сгорание также и вредных веществ. Общее сгорание вредных веществ и горючего вещества происходит,таким образом, почти независимо от количества и теплоты сгорания вредных веществ. Металлические литейные формы состоят в общем случае по меньшей мере из двух частей, преимущественно из двух половин литейной формы. По меньшей мере одна из этих половин литейной формы,преимущественно две половины литейной формы, окружают формовочную смесь, которая может быть,например, пористым песчаным материалом, спрессованным с применением добавок и давления. Форма формовочной смеси соответствует наружному контуру последующей отливки. При необходимости в литейную полость могут быть введены один или несколько литейных стержней, которые соответствуют в этом случае внутреннему контуру и полостям отливки. Под выбросом вредных веществ специалисты понимают отдаваемые в окружающий воздух газы,дым, пыль и/или аэрозоли, оказывающие отрицательное воздействие на обоняние и являющиеся вредными для здоровья. Под дополнительным горючим веществом, рекомендуемым к применению согласно изобретению,следует понимать органическое вещество, которое преимущественно включает воск или масло, особенно предпочтительно кетон, альдегид, простой эфир, парафин или спирт. Таким образом, в случае этого вещества речь идет о химическом соединении, которое путем самовоспламенения или с помощью поджигающего пламени сгорает при выходе в виде газа из опоки и контакте с наружным воздухом. Это веще-1 005446 ство добавляют в металлическую опоку дополнительно к добавкам, обычно используемым при литье металлов. Предпочтительно такое горючее вещество имеет высокую теплоту сгорания. Далее, для осуществления способа согласно изобретению предпочтительными являются горючие вещества, которые горят или легко воспламенимы лишь в присутствии окружающего воздуха, или самовоспламеняются. Особенно предпочтительными являются горючие вещества, которые в условиях литья металлов горят лишь при выходе из металлической литейной формы посредством самовоспламенения или при помощи поджигающего пламени. В качестве горючего вещества можно также использовать горючий газ (природный газ). Его можно нагнетать в формовочную смесь при помощи инжекционных труб и можно регулировать по мере необходимости. Применение газа является особенно выгодным в случае стационарных, т.е. не изготавливаемых на конвейере форм - без транспортировки сосуда. Добавляемое в металлическую литейную форму горючее вещество перемешивается в газообразном виде с вредными веществами в металлической литейной форме и улетучивается вместе с ними. При сгорании этой смеси вредные вещества, благодаря теплоте сгорания дополнительного горючего вещества,добавляемого согласно изобретению, сжигаются совместно с ним. Таким образом, вредные вещества после перемешивания с горючим веществом являются лишь малыми примесями в горючем газе. Поэтому такое контролируемое сжигание вредных веществ при добавлении горючего вещества почти не зависит от количества вредных веществ, их состава и собственной теплоты сгорания или воспламенимости вредных веществ в соответствующей концентрации при соответствующей температуре. Предпочтительно дополнительное вещество добавляют в металлические литейные опоки в наружную часть формовочной смеси, в области присоединительных кромок половин литейных форм, в спрессованную формовочную смесь. Оказалось очень рациональным, если дополнительное горючее вещество вводят по меньшей мере в одну из половин формовочной смеси после прессования и литья путем инжекции и/или перед прессованием путем смешивания с формовочной смесью или частями формовочной смеси. Применение жидкого горючего вещества дополнительно дает возможность размещения вещества в полостях между частицами формовочной смеси и его распределения при помощи капиллярных сил. Дополнительное горючее вещество можно добавлять в металлическую литейную форму равномерно или концентрированно локально. Место добавления необходимо выбирать в зависимости от выполнения металлической литейной формы так, чтобы происходило хорошее перемешивание с находящимися в газообразной фазе вредными веществами, которые, например, могут протекать вдоль по зазорам или предусмотренным для этого каналам в формовочной смеси или в самой наружной литейной форме. Следует избегать непосредственного контакта дополнительно добавленного горючего вещества с горячими жидкими отливками, так как это создаст сильную самопроизвольную волну давления. Использование способа согласно изобретению также не должно оказывать влияния на существующую оптимизированную технику формования и/или на материалы. Поэтому особенно предпочтительным оказалось добавление дополнительного горючего вещества только после заливки жидкого металла в литейную форму. Вследствие этого становится невозможным даже малое распространение горючего вещества, газообразного или жидкого, к области контакта с отливками. Движение газа по направлению от отливки наружу,всегда имеющее место в процессе охлаждения, предотвращает воздействие дополнительного вещества. Желательно такое размещение дополнительного горючего вещества в формовочной смеси, чтобы оно смешивалось с вредными веществами литейной формы для осуществления оптимального сгорания смеси вредных веществ и дополнительного вещества. Для этого предпочтительно можно осуществлять оптимальное дозирование дополнительного вещества. Путем регулирования количества или вида вещества и его пространственного расположения, а также момента добавления, можно обеспечить сгорание вредных веществ, оптимизированное для всего периода времени их выброса. Особенно предпочтительным образом вводят всегда именно столько дополнительного горючего газа, что выделяющиеся вредные вещества сгорают в постоянном пламени. Оказалось особенно благоприятным, если общее сгорание вредных веществ и добавляемого горючего вещества происходит на присоединительной кромке обеих половин литейной формы, особенно предпочтительно на выпускном отверстии, предусмотренном для этого в присоединительной кромке. Особым преимуществом является размещение по меньшей мере одного дополнительного горючего вещества перед присоединительной кромкой литейной формы и/или по меньшей мере перед одним выпускным отверстием литейной формы, особенно предпочтительно в формовочной смеси перед присоединительной кромкой литейной формы и/или по меньшей мере перед одним выпускным отверстием литейной формы. Количество подлежащего добавлению горючего вещества определяется в соответствии с размерами, конструкцией и составом соответствующей металлической литейной формы. Наряду с расположением в металлической литейной опоке количество дополнительного вещества и его состав также определяют степень сгорания выделяющихся вредных веществ. Предпочтительно в литейную форму добавляют по меньшей мере такое количество дополнительного горючего вещества, чтобы обеспечить сгорание вредных веществ по меньшей мере во время части-2 005446 фазы охлаждения литейного процесса, предпочтительно вплоть до открытия литейной формы, особенно предпочтительно вплоть до извлечения отливок. Особенно предпочтительной является добавление дополнительного горючего вещества, которое посредством пропитывания всего формовочного материала при вскрытии литейной опоки для выемки отливок обеспечивает полное сгорание всех вредных веществ, еще содержащихся в формовочной смеси. При этом горит вся формовочная смесь, лежащая в открытом состоянии с большой поверхностью. Чтобы достигнуть этого, можно также производить вторую или повторную добавку/инжекцию горючего вещества в литейную форму. В качестве горючего вещества можно использовать любое соединение или смесь соединений, которые являются горючими и воспламенимыми в условиях процесса литья металлов. Специалистам известно большое количество таких соединений или смесей, которые при высоких температурах и окружающих условиях в металлических литейных опоках и/или на их присоединительных кромках обладают требуемыми свойствами при улетучивании и контакте с кислородом воздуха. Предпочтительно дополнительные горючие вещества, используемые в способе, содержат по меньшей мере одно органическое вещество, предпочтительно воск или масло, особенно предпочтительно кетон, альдегид, простой эфир, парафин или спирт. Особенно благоприятными являются вещества, которые при тепловом воздействии, обусловленном размещением согласно изобретению, не разлагаются, а переходят химически неизменными в газообразную фазу. Предпочтительно используют горючие вещества, которые имеют температуру кипения от 20 до 200 С, особенно предпочтительно вещества с температурой кипения от 50 до 100 С. Для осуществления способа, разумеется, предпочтительны вещества, которые сгорают с образованием соединений со слабым запахом и не вызывающих опасений в отношении здоровья. Совершенно предпочтительными являются газовые смеси, которые сгорают с образованием диоксида углерода и воды. Добавляемые вещества при введении в литейную форму могут присутствовать, например, в виде твердого вещества, однако предпочтительно в виде жидкости. Особенно благоприятно, если вещества при добавке в металлическую литейную форму присутствуют в виде жидкости и испаряются/кипят, когда от горячего металла или от горячих выделений отходящих газов передается тепло. Перевод горючих веществ в газообразную фазу предпочтительно производится с помощью тепловых мостиков (перемычек), проходящих через формовочную смесь со стороны горячих отливок. Распространяющееся по всей литейной опоке тепло, которое исходит от охлаждающихся при этом отливок, при постоянном росте температуры в формовочной смеси достигает горючего вещества, добавленного согласно изобретению, и переводит его в газообразную фазу. Согласно альтернативному варианту выполнения способа дополнительное вещество испаряется под воздействием горячих вредных веществ, которые образуются во время процесса литья, и сгорает предпочтительно только в смеси вместе с вредными веществами, при выходе из литейной формы и контакте с воздухом. Сгорание смеси дополнительного вещества и вредных веществ может также происходить только при контакте с поджигающим пламенем. Разумеется, преимуществом является хорошее перемешивание вредных веществ с дополнительным веществом, что обеспечивается достаточно длинным участком смешивания обоих газов друг с другом,прежде чем они попадают в контакт с окружающим воздухом. Далее, изобретение относится к металлической литейной опоке, которая модифицирована для осуществления способа согласно изобретению. При этом оказалось особенно благоприятным, если металлическая литейная опока состоит по меньшей мере из двух частей литейной формы, в которых по меньшей мере одна из половин имеет в присоединительной кромке выемку в качестве выпускного отверстия для газов. Предпочтительно также в формовочной смеси могут быть предусмотрены канавки и отверстия,которые облегчают вывод газов. Далее, очень благоприятно, если внутри формовочной смеси предусмотрены газовые каналы, которые выходят в выпускное отверстие. В следующей рациональной форме выполнения по меньшей мере одна из обеих половин литейной формы имеет в формовочной смеси углубление для размещения горючего вещества. В дальнейшем изобретение поясняется на примере при помощи чертежей. На них изображено: фиг. 1 - характеристика во времени выброса вредных веществ при эксплуатации металлической литейной формы согласно состоянию техники,фиг. 2 - характеристика во времени выброса вредных веществ металлической литейной формы,применяемой при осуществлении способа согласно изобретению,фиг. 3 - схематическое вертикальное сечение части опоки для наглядного пояснения прохождения потоков вредных веществ от литейной формы до присоединительной кромки опоки при использовании дополнительного горючего вещества,фиг. 4 - различные варианты (А, В и С) добавления горючих веществ в металлическую литейную форму.-3 005446 На фиг. 1 и 2 сплошными линиями показана общая масса углеводородов, которые выходят из опоки. Штриховой линией показана характеристика общей массы углеводородов в отводимом воздухе, после краткого перемешивания с окружающим воздухом и их частичного (фиг. 1) или полного сгорания(фиг. 2). Примерная точка измерения обозначена на фиг. 3 позицией 8. Ось Y обозначает массу вредных веществ. К моменту времени t0 жидкий металл подают в металлическую литейную форму, а к моменту времени t1 происходит воспламенение вредных веществ. К моменту времени t2 сгорание окончено, так как относительно малый выход вредных веществ не дает возможности дальнейшего сгорания. Интеграл площади под штриховой линией является мерой еще достаточно большого количества выбрасываемых вредных веществ. Как показано на фиг. 2, вследствие добавления горючего вещества уровень выброса углеводородов по оси Y повышается. К моменту времени t0 жидкое железо подают в металлическую литейную форму, и к моменту времени t1 происходит самовоспламенение смеси вредных веществ и дополнительного вещества. Процесс горения заканчивается поздно, к моменту времени t2. В этот момент используемое количество дополнительного горючего вещества почти полностью израсходовано. Заметное уменьшение площади под штриховой линией показывает невероятную эффективность представленного способа. Несмотря на повышенный общий выброс из опоки, в конечном итоге количество выделяемых вредных веществ значительно снижается. В частности, сильно пахнущие и частично вредные для здоровья компоненты газов сгорают и не поступают в окружающую среду. На фиг. 3 представлена часть опоки 1. В формовочной смеси 2 расположена отливка 3. Усиливающееся зачернение в области отливки показывает распределение температуры. В качестве примера показано, что дополнительное горючее вещество 4 находится вблизи отверстия для выхода газов (например, в области присоединительной кромки обеих половин опоки 1). Изображенные линии 5 потока показывают,что происходит перемешивание превращенного в газ горючего вещества с вредными газами отливки 3. Эта смесь газов улетучивается в области присоединительных кромок обеих половин опоки 1 наружу, в направлении стрелки 6, и достигает точки, в которой имеет место общий выброс, представленный на фиг. 1 и 2. Посредством сжигания, согласно изобретению, выходящих газов в общем пламени 7 происходит предусмотренное изобретением желаемое сильное уменьшение количества вредных веществ. Как уже было упомянуто ранее в связи с фиг. 1 или 2, измерительная точка 8 выше пламени 7 обозначает место измерений для штриховых линий, представленных на фиг. 1 и 2. На фиг. 4 показаны в примерном изображении различные варианты добавления горючего вещества 4 в литейную опоку 1. Как показано на фиг. 4, дополнительное вещество 4 размещено в отдельных областях формовочной смеси 2, а именно, путем инжекции или закладки перед совмещением половин опоки 1 по обе стороны от разделительной линии 9, или путем инжекции после литья. Согласно фиг. 4 В горючее вещество 4 может быть размещено только в одной половине путем засыпания или закладки в отдельные области формовочной смеси 2 перед совмещением половин опоки. Следующий вариант наглядно поясняет фиг. 4 С, согласно которому горючее вещество 4 размещено в отдельных областях формовочной смеси 2, а именно путем инжекции в формовочную смесь после литья. Как видно из всех трех изображений, дополнительное горючее вещество 4 размещено всегда отдельно от отливки 3, а именно так, что оно не достигает поверхности отливки. Независимо от того, какой из трех вариантов размещения выбирается, речь идет всегда о таком размещении, которое гарантирует,что вещество без осуществления разложения, только путем нагрева с результирующим испарением/кипением, вытесняется из формы без возникновения пиролиза. Вещество может быть при этом так размещено в опоке, что оно при нагревании распределяется в виде газа или пара с высокой концентрацией, с той целью, чтобы при открытии литейной формы оно выходило и сгорало вместе с вредными веществами (участок разгрузки). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ уменьшения выбросов вредных веществ, выделяющихся, например, в виде продуктов пиролиза из металлических литейных опок, используемых в литейных производствах, при котором в металлические литейные опоки добавляют по меньшей мере одно дополнительное горючее вещество, которое, при условии если оно не является газообразным, переходит при нагревании в газообразное или парообразное состояние и при выходе из металлической литейной опоки сгорает вместе с вредными веществами, отличающийся тем, что дополнительное горючее вещество размещено отдельно от образующейся в металлической литейной опоке отливки таким образом, что оно не достигает поверхности отливки. 2. Способ по п.1, отличающийся тем, что дополнительное горючее вещество вводят в металлическую литейную опоку перед прессованием и смешиванием с формовочной смесью или частями формовочной смеси.-4 005446 3. Способ по п.2, отличающийся тем, что дополнительное горючее вещество размещают в виде твердого горючего вещества в углублении формовочной смеси или материала стержня. 4. Способ по одному из пп.1-3, отличающийся тем, что для совместного сгорания вредных веществ и дополнительного горючего вещества эта смесь воспламеняется в месте выхода, предпочтительно в выпускном отверстии, предусмотренном для этого в присоединительной кромке. 5. Способ по одному из пп.1-4, отличающийся тем, что дополнительное горючее вещество включает по меньшей мере одно органическое вещество, предпочтительно воск или масло, особенно предпочтительно кетон, альдегид, простой эфир, парафин или спирт, особенно предпочтительно этанол, или также газ. 6. Способ по одному из пп.1-5, отличающийся тем, что дополнительное горючее вещество представляет собой твердое вещество или предпочтительно жидкость. 7. Металлическая литейная опока для осуществления способа согласно одному из пп.1-6, состоящая по меньшей мере из двух частей литейной формы, в которой по меньшей мере одна из половин имеет в формовочной смеси углубление для размещения горючего вещества, отличающаяся тем, что углубление отделено от отливки, образующейся в металлической литейной опоке, таким образом, что размещаемое в нем горючее вещество не достигает поверхности отливки.
МПК / Метки
МПК: B22D 45/00, B22C 1/00
Метки: литейных, веществ, уменьшения, выброса, способ, производствах, вредных
Код ссылки
<a href="https://eas.patents.su/7-5446-sposob-umensheniya-vybrosa-vrednyh-veshhestv-v-litejjnyh-proizvodstvah.html" rel="bookmark" title="База патентов Евразийского Союза">Способ уменьшения выброса вредных веществ в литейных производствах</a>
Способ удаления вредных веществ из сигарет и табака перед их использованием и устройство для его осуществления.
Номер патента: 155
Опубликовано: 29.10.1998
Автор: Гиолвас Георгиос
МПК: A24B 15/18, A62D 3/00, B01J 19/12...
Метки: сигарет, веществ, способ, вредных, использованием, осуществления, удаления, устройство, табака
Формула / Реферат:
1. Способ удаления вредных веществ из сигарет и табака перед их использованием, заключающийся в том, что сигареты или табак помещают в камеру, а удаление вредных веществ осуществляют путем воздействия на упомянутые сигареты или табак парами специальной жидкости, отличающийся тем, что в качестве специальной жидкости используют смесь, содержащую около 75% спирта 92° и около 25% перекиси водорода (Н2О2), указанную жидкость нагревают непосредственно...
Измерение уровня выброса загрязняющих веществ и снижение их концентрации при запуске двигателя из холодного состояния и во время ездового цикла
Номер патента: 3168
Опубликовано: 27.02.2003
Автор: Палоч-Андерсен Михаэль
МПК: G01M 15/00, F01N 3/08
Метки: ездового, двигателя, холодного, снижение, запуске, цикла, измерение, концентрации, время, состояния, веществ, уровня, загрязняющих, выброса
Формула / Реферат:
1. Способ распознавания дефектов в работе двигателя и системы последующей обработки выхлопных газов с каталитическим дожигателем выхлопных газов путем измерения содержания загрязняющих компонентов в выхлопных газах, образующихся при работе транспортных средств, при этом концентрацию газообразных компонентов, углеводорода (HC), моноокисла углерода (CO) и окисла азота (NO), образовавшихся в период запуска двигателя из холодного состояния,...
Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Номер патента: 5362
Опубликовано: 24.02.2005
Автор: Кус Бернд
МПК: B22C 9/12
Метки: устройство, форм, литейных, изготовления, производства, целей, литейного, стержней, способ
Формула / Реферат:
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния,...
Система для комбинированного влажного и сухого удаления загрязняющих веществ из газового потока и способ удаления загрязняющих веществ из газового потока
Номер патента: 5015
Опубликовано: 28.10.2004
Авторы: Лэрсон Джошуа И., Борен Ричард М., Карлтон Стив С., Хэммел Чарлз Ф., Кронбек Кевин П., Эксен Стив Дж., Пэхлмэн Джон И., Тузински Пэтрик А., Хафф Рэй В.
МПК: B01D 53/50, B01D 53/56, B01D 53/14...
Метки: газового, удаления, сухого, веществ, система, способ, загрязняющих, влажного, потока, комбинированного
Формула / Реферат:
1. Система для комбинированного влажного и сухого удаления загрязняющих веществ из газового потока, содержащая влажный газоочиститель, в который подаётся кислотный, водянистый шлам сорбента восстанавливаемых окисей марганца с размером частиц от менее чем 0,1 до 500 мкм, а значение БЭТ в диапазоне от 1 до 1000 м2/г, при этом влажный газоочиститель выполнен с возможностью введения газового потока, содержащего по меньшей мере первое и второе...
Способ уменьшения или прекращения курения
Номер патента: 4184
Опубликовано: 26.02.2004
Авторы: Шиффман Сол, Кайл Теодор К.
МПК: A61K 31/44
Метки: способ, прекращения, курения, уменьшения
Формула / Реферат:
1. Способ постепенного уменьшения или устранения привычки употребления табака индивидуумом, включающий стадии, на которых (а) вводят одну единицу альтернативного источника никотина в течение одной единицы времени после пробуждения, выжидают в течение одной единицы времени, а затем продолжают обычную схему употребления табака индивидуумом в течение первого заданного периода времени; (б) вводят одну единицу альтернативного источника никотина в...
Предыдущий патент: Устройство управления поперечным сечением и непрерывно изменяющимися во времени параметрами
Следующий патент: Способ и устройство для гравиметрического дозирования сыпучего материала
Случайный патент: Олигопептид, связывающий гидролизующие аутоантитела к основному белку миелина mbp, композиции и способ лечения рассеянного склероза