Способ обмера и/или обработки изделия
Номер патента: 4845
Опубликовано: 26.08.2004
Авторы: Вайдхаузер Ральф, Райхель Дитер, Линднер Эрих, Файкс Юрген
Формула / Реферат
1. Способ обмера и/или обработки изготовленного, по меньшей мере, частично, из бетона крупногабаритного изделия (1, 2) для строительства, в частности несущей балки рельсового пути, при помощи измерительного или обрабатывающего устройства (30), в котором посредством по меньшей мере одного регистрирующего устройства (10) изделие (1, 2) регистрируют в первой системе (21) координат, а перемещающееся относительно изделия (1, 2) измерительное или обрабатывающее устройство (30), независимо от положения и формы изделия (1, 2), регистрируют во второй системе (22) координат, и в котором координаты изделия (1, 2), с одной стороны, и координаты измерительного или обрабатывающего устройства (30), с другой стороны, при помощи компьютера (40) приводят во взаимосвязь между собой для управления измерительным или обрабатывающим устройством (30) при осуществлении обмера или обработки изделия (1, 2).
2. Способ по п.1, отличающийся тем, что изделие (1, 2) установлено неподвижно.
3. Способ по п.1 или 2, отличающийся тем, что первую и вторую системы (21, 22) координат приводят во взаимосвязь между собой в третьей системе координат (23).
4. Способ по одному из предыдущих пунктов, отличающийся тем, что изделие (1, 2) регистрируют по меньшей мере в два этапа регистрации, причем во время первого этапа регистрации регистрируют большой участок изделия (1, 2) с малым разрешением, а во время второго этапа регистрации с большей степенью разрешения регистрируют часть большого участка, и что полученные в результате этапов регистрации данные выверяют при помощи компьютера (40).
5. Способ по одному из предыдущих пунктов, отличающийся тем, что на основании зарегистрированной формы изделия (1, 2) рассчитывают отклонение его фактического состояния от заданного состояния для определения необходимых этапов обработки.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительное или обрабатывающее устройство (30) во второй системе (22) координат во время измерения или обработки изделия (1, 2) регистрируют повторно и при этом предпочтительно поэтапно или за один прием.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительные лучи, в частности лазерные лучи, посылают по меньшей мере одним передающим модулем (10a) регистрирующего устройства (10) на изделие (1, 2) и/или на измерительное или обрабатывающее устройство (30) и что отраженные от изделия (1, 2) или измерительного или, соответственно, обрабатывающего устройства (30) измерительные лучи принимают по меньшей мере одним расположенным в пространстве и выполненным в виде приемного модуля регистрирующего устройства (10) датчиком (10b).
8. Способ по п.7, отличающийся тем, что регистрацию изделия (1, 2) и/или измерительного или обрабатывающего устройства (30) осуществляют посредством лазерной интерферометрии.
9. Способ по п.7 или 8, отличающийся тем, что отражательные элементы располагают в непосредственной близости от регистрируемых поверхностей и что отраженные от отражательных элементов лучи принимают по меньшей мере одним приемным модулем (10b) регистрирующего устройства (10).
10. Способ по п.9, отличающийся тем, что отражательные элементы имеют по меньшей мере один сферический участок, от которого измерительные лучи отражаются на приемный модуль (10b).
11. Способ по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере один передающий модуль (10a) регистрирующего устройства (10) при регистрации измерительного или обрабатывающего устройства (30) перемещают определенным образом совместно с измерительным или обрабатывающим устройством (30) во второй системе координат (22).
12. Способ по одному из предыдущих пунктов, отличающийся тем, что регистрирующее устройство (10) при регистрации измерительного или обрабатывающего устройства (30) установлено неподвижно.
13. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительное или обрабатывающее устройство (30) имеет по меньшей мере один, преимущественно несколько и предпочтительно индивидуально управляемых измерительных или обрабатывающих блоков (33).
14. Способ по п.13, отличающийся тем, что измерительное или обрабатывающее устройство (30) подводят близко к изделию (1, 2), а затем отдельные измерительные или обрабатывающие блоки (33) помещают в их рабочие положения для измерения или обработки изделия (1, 2).
15. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительное или обрабатывающее устройство (30) устанавливают на изделие (1, 2).
16. Способ по одному из пп.1-14, отличающийся тем, что измерительное или обрабатывающее устройство (30) устанавливают возле изделия, не соприкасаясь с ним.

Текст
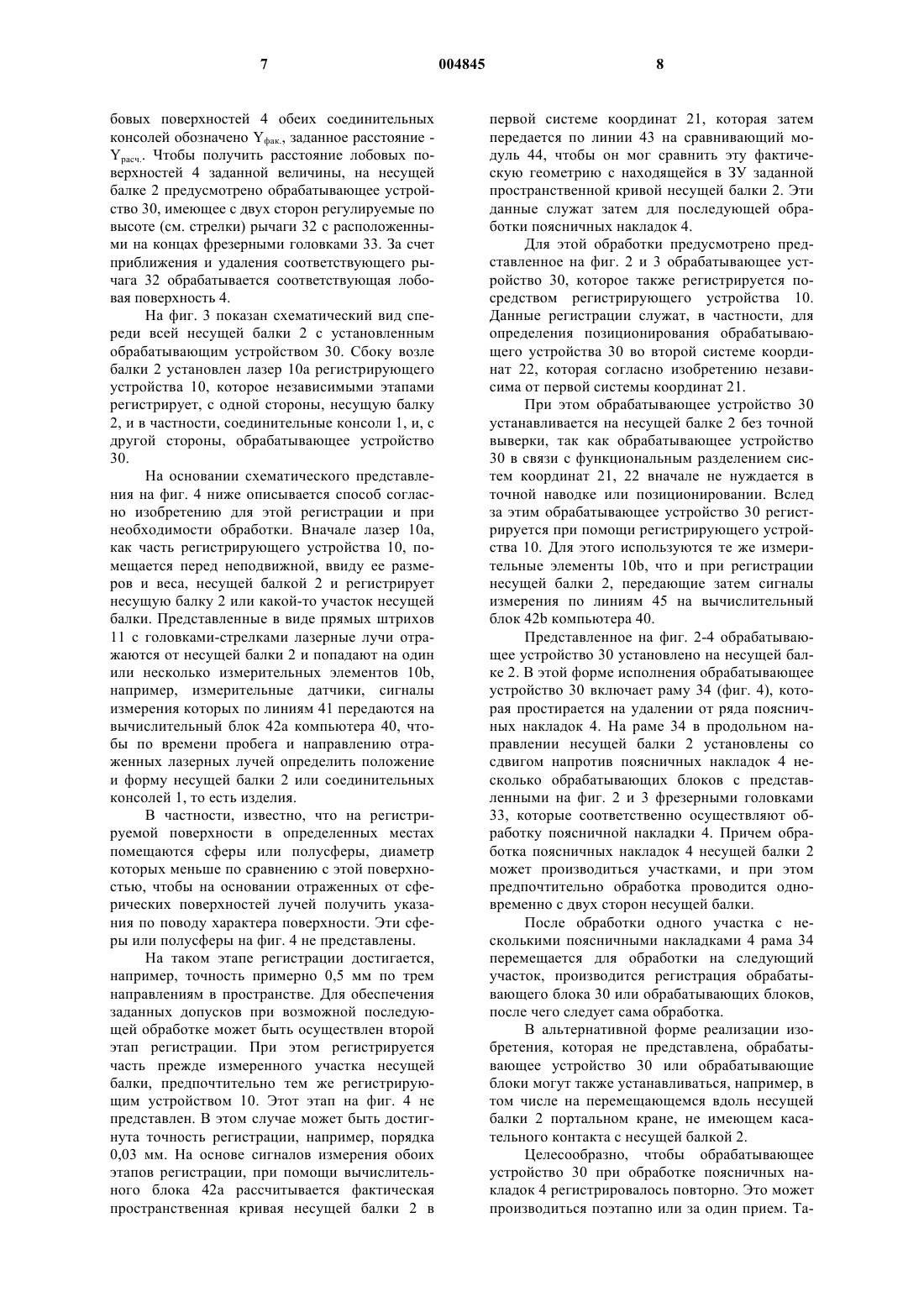
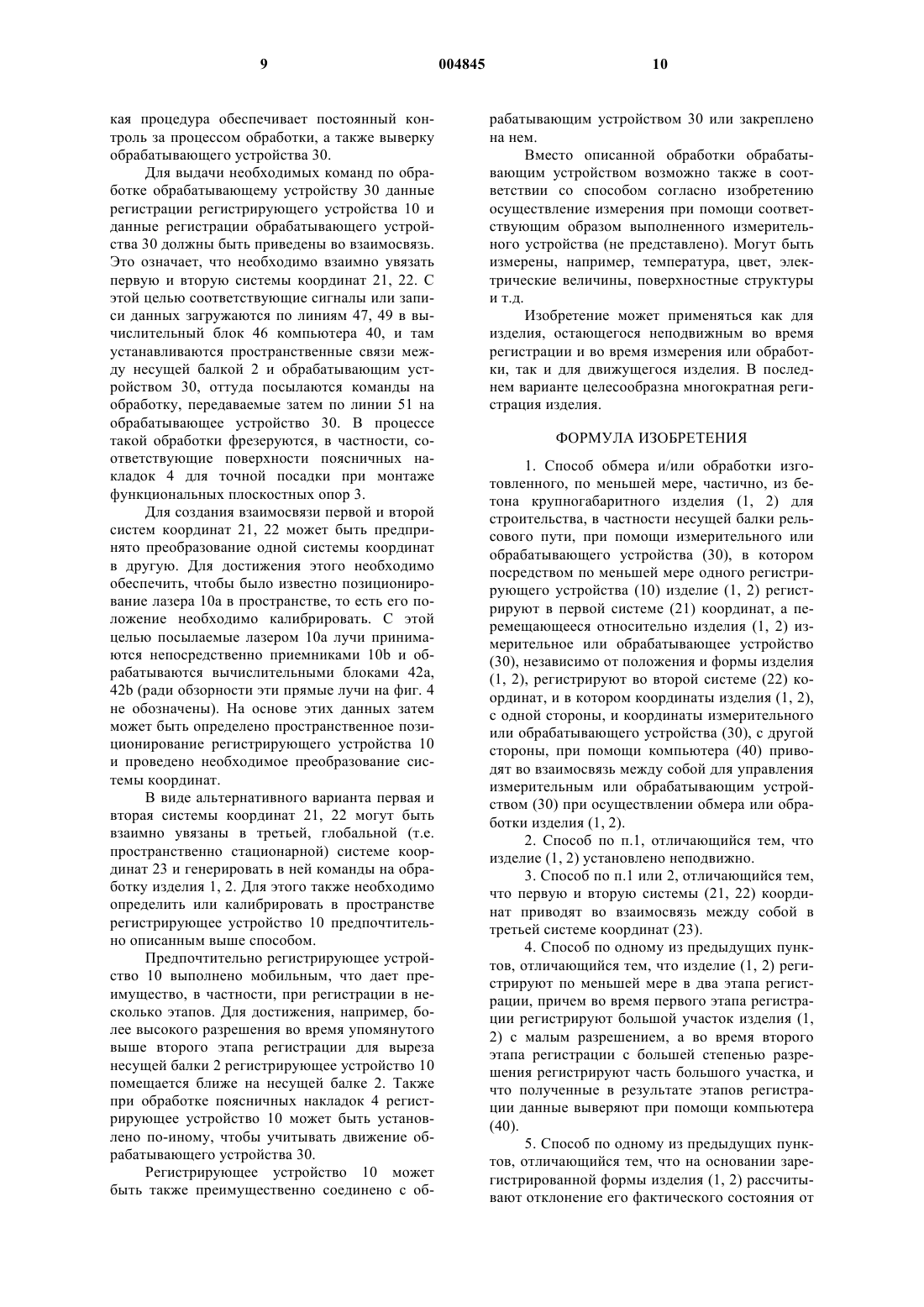
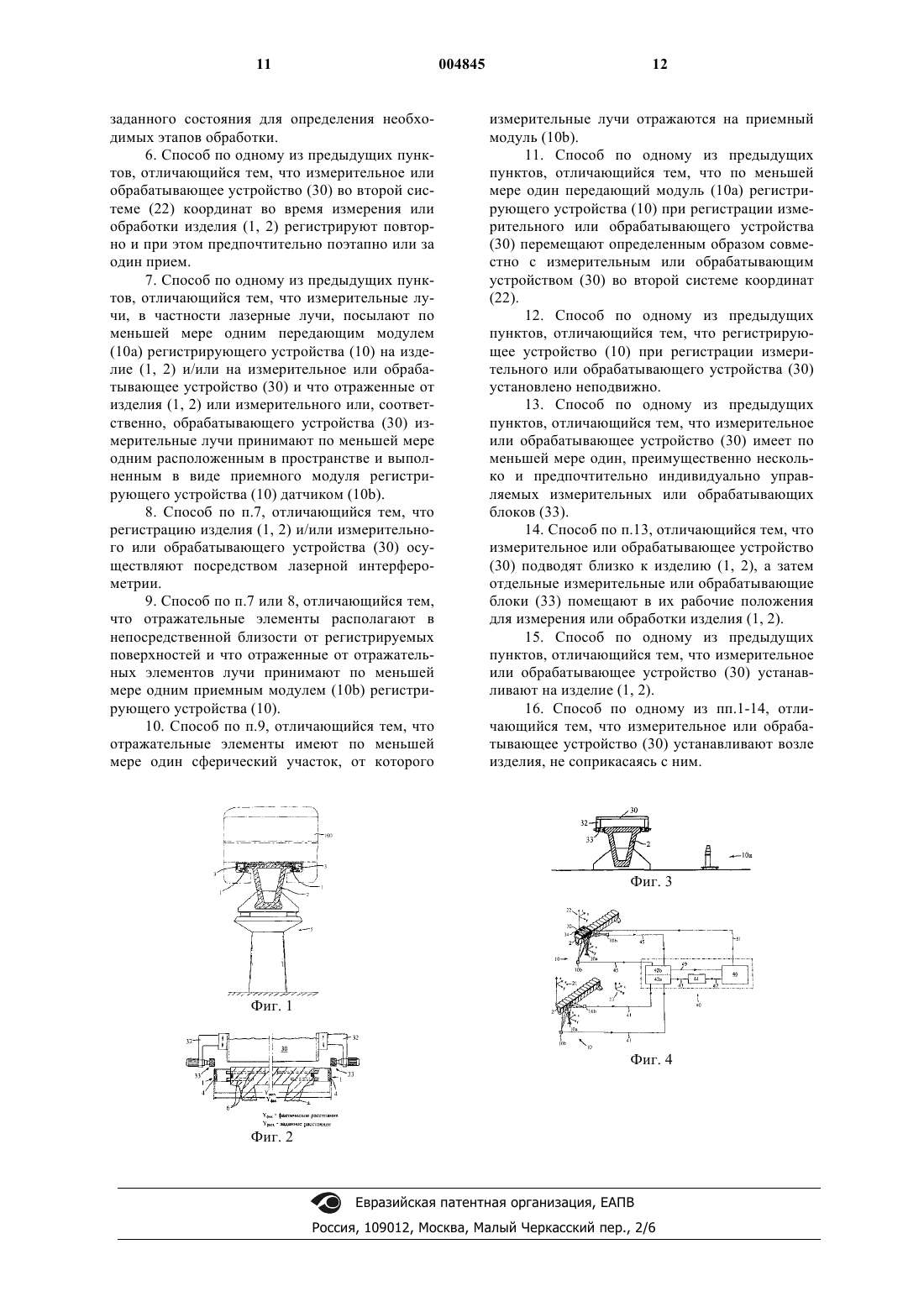
1 Изобретение относится к способу обмера и/или обработки изделия, в частности, модулей в строительстве, посредством измерительного или обрабатывающего устройства. В известных способах аналогичного типа изделия относительно небольших размеров, например, зажимаются на фрезерном станке и затем обрабатываются фрезерным рабочим органом. В случае с крупными изделиями измерительное или обрабатывающее устройство, например, рабочий инструмент на манипуляторе робота, подводится к изделию, при этом приемопередающие блоки на роботе направляют сигналы на изделие и принимают поступающие сигналы. Таким образом, при помощи сигналов определяется форма и положение изделия и относительное положение инструмента. Затем на основании этого при помощи компьютера рассчитываются необходимые перемещения для подвода инструмента и обработки изделия. В частности, для крупных изделий этот способ имеет тот недостаток, что процесс сбора информации требует относительно больших затрат,отличается небольшой гибкостью и, кроме того,для очень точной регулировки необходим один или несколько приемопередающих блока. Задача настоящего изобретения состоит в усовершенствовании вышеуказанного способа таким образом, чтобы обмер и/или обработка изделий, в частности, изделий больших размеров, как, например, крупных строительных модулей, могли осуществляться просто и быстро. Эта задача в способе указанного вида решается за счет того, что при помощи по меньшей мере одного регистрирующего устройства изделие регистрируется в первой системе координат и что перемещающееся относительно изделия измерительное или обрабатывающее устройство регистрируется во второй системе координат, независимо от положения и формы изделия, и что координаты изделия, с одной стороны, и координаты измерительного или обрабатывающего устройства, с другой стороны, увязываются между собой при помощи компьютера для управления измерительным или обрабатывающим устройством для обмера или обработки изделия. Здесь необходимо установить различие между понятиями "регистрация", с одной стороны, и "измерение", с другой стороны. Так называемая регистрация предполагает в смысле этого изобретения определение положения и формы изделия, а также, по меньшей мере, положения или позиционирования измерительного или обрабатывающего устройства. Его форма может быть по усмотрению уже заложена в компьютере или также регистрируется. Регистрирующее устройство включает предпочтительно передающий модуль, при определенных условиях может быть достаточно, например, окружающего освещения, и обязательно приемный модуль. 2 Что касается "измерения" или "обмера", то в смысле данного изобретения - это действие,совершаемое измерительным устройством на изделии, равно как обработка, обозначает действие обрабатывающего устройства. Измерение изделия может осуществляться при этом с касательным контактированием с последним или бесконтактным способом. Могут быть измерены, например, различные физические и/или химические величины, в том числе точная форма изделия, поверхностные свойства, цвет, материальный состав, содержание влаги, электрические величины и т.д. Основная идея изобретения заключается в том, чтобы регистрировать и сохранять отдельно информацию об изделии в собственной системе координат, с одной стороны, и информацию об измерительном или обрабатывающем устройстве в собственной системе координат, с другой стороны. Если изделие, как это имеет место в предпочтительном варианте изобретения, неподвижно, то система координат изделия после его регистрации принимается целенаправленно фиксированной. Этот способ особенно приемлем тогда, когда изделие отличается большими пространственными габаритами и/или большим весом, например, крупногабаритный строительный модуль, и поэтому может быть настроен лишь с большими затратами в заданной внешней системе координат. Преимущества изобретения следует видеть, в частности, в том, что нет необходимости в непосредственной и дорогостоящей связи между измерительным и, соответственно, рабочим инструментом, то есть измерительным или обрабатывающим устройством, с одной стороны,и изделием, с другой стороны. Посредством способа согласно изобретению могут быть относительно быстро зарегистрированы как изделие, так и измерительное или обрабатывающее устройство, чтобы затем посредством компьютера осуществить позиционирование измерительного или обрабатывающего устройства. Кроме того, преимущество изобретения состоит также в том, что регистрирующее устройство может устанавливаться в значительной степени независимо от конструктивного исполнения изделия и измерительного или обрабатывающего устройства. Мобильное исполнение регистрирующего устройства обеспечивает в значительной степени возможность свободного выбора его установки в пространстве. Кроме того,нет необходимости предварительного, точного направления или позиционирования измерительного или обрабатывающего устройства перед измерением или обработкой в связи с функциональным разделением обеих систем координат. Предпочтительно первая и вторая системы координат, как уже упоминалось, взаимно увязываются в третьей системе координат. При 3 этом третья система координат целесообразно является глобальной, то есть фиксированной системой координат. В этом случае, как первая,так и вторая система координат преобразуются в третью систему координат и, исходя из этой системы координат, управляется обмер или обработка изделия. Третья, предпочтительно глобальная система координат устанавливается целесообразно самим регистрирующим устройством, причем целесообразно прямые сигналы с передающего модуля принимаются стационарно установленными в пространстве датчиками. Передающий модуль и датчики являются при этом частями регистрирующего устройства. На основании детектирования посланных непосредственно на датчики и принятых последними сигналов, с одной стороны, и косвенных сигналов, поступающих на датчики с изделия (или измерительного, соответственно, обрабатывающего устройства), со второй стороны, при помощи компьютера может быть завершена взаимосвязь между первой (или, соответственно, второй) системой координат и третьей системой координат и могут быть осуществлены упомянутые преобразования в третью систему координат. Создание третьей системы координат целесообразно эквивалентно калибровке регистрирующей системы в пространстве. На основании этой калибровки возможно также установить взаимосвязь первой и второй систем координат без явного включения во взаимосвязь третьей системы координат. Таким образом, при помощи данных калибровки вторая система координат преобразуется в первую или наоборот. В предпочтительном улучшенном варианте способа изделие регистрируется лишь перед обмером или обработкой в первой системе координат. Если изделие во время обмера или обработки остается неподвижным, может быть достаточной одноразовая регистрация. В конце измерения или обработки может быть предпринят, разумеется, заключительный контроль. Предпочтительно изделие, в частности, в рамках одноразовой регистрации, регистрируется по меньшей мере в два этапа. Во время первого этапа регистрации регистрируется относительно большой участок изделия или даже все изделие с определенной степенью разрешения. На другом этапе регистрации регистрирующее устройство подводится ближе к изделию и затем осуществляется вырез ранее зарегистрированного участка с большей степенью разрешения. Полученные во время обоих этапов регистрации данные выверяются затем по компьютеру, чтобы получить как можно более полную трехмерную картину изделия. После регистрации данные изделия могут затем использоваться для обработки при помощи обрабатывающего устройства или для детального измерения изделия. Регистрация положения и формы изделия позволяет предпочтительно определить откло 004845 4 нение фактического состояния изделия от заданного состояния, чтобы из разности данных рассчитать при помощи компьютера необходимые этапы обработки. Для примерного подвода к изделию требуется лишь одноразовая регистрация измерительного или обрабатывающего устройства в их второй системе координат. Однако для более точного обмера или обработки изделия преимущественной является повторная регистрация измерительного или обрабатывающего устройства. Предпочтительно это можно сделать за несколько разнесенных во времени этапов или за один прием. Таким образом, возможно осуществление высокоточного и постоянно контролируемого обмера или обработки изделия на основании последних данных регистрации. Регистрация изделия и измерительного или обрабатывающего устройства может производиться в принципе самыми различными способами, например, ультразвуком, при помощи теодолитов, а также различными способами видеоизображения. Предпочтительно используются лазерные лучи, посылаемые по меньшей мере одним передающим модулем регистрирующего устройства. Особенно подходящее устройство,известное, например, под торговым названием"лазерная следящая система" (Lasertracker), основано на принципе лазерной интерферометрии,в котором на соответствующем расстоянии от изделия устанавливается по меньшей мере один лазер. Его местоположение в пространстве и,соответственно относительно изделия и измерительного или обрабатывающего устройства, определяется по меньшей мере одним, предпочтительно несколькими распределенными в пространстве датчиками, представляющими собой приемный модуль регистрирующего устройства. Предпочтительно используются расположенные в непосредственной близости от регистрируемой поверхности отражательные элементы, которые отражают генерируемые по меньшей мере одним лазером лазерные лучи. Отражательные элементы имеют предпочтительно сферическую поверхность, обращенную в сторону лазера, от которой лучи, генерируемые лазером, отражаются на датчики в пространстве. Так как соответствующая поверхность должна быть точно учтена, то эти отражательные элементы целесообразно выполнены маленькими (в миллиметровом или сантиметровом диапазоне) относительно регистрируемой поверхности. Отражательные элементы помещаются, например, в заранее изготовленные сверления определенной глубины. Известны также лазерные устройства, управляемые таким образом, что они сами ищут отражательные элементы. В альтернативном варианте возможно ручное наведение по меньшей мере одного лазера. В преимущественной форме исполнения изобретения регистрирующее устройство при 5 каждой регистрации измерительного или обрабатывающего устройства устанавливается стационарно. При этом регистрирующее устройство либо остается на своем прежнем месте, либо перед следующей регистрацией устанавливается на другом, более удобном месте. Этот метод имеет то преимущество, что регистрация может осуществляться очень простым способом и прежде всего отличается сравнительно большой гибкостью относительно местоположения регистрирующего устройства. Кроме того, оказывается достаточным применение лишь одного единственного регистрирующего устройства для регистрации поочередно, возможно повторно, изделия и измерительного или обрабатывающего устройства. В альтернативном варианте изобретения регистрирующее устройство для регистрации измерительного или обрабатывающего устройства перемещается определенным образом вместе с ним во второй системе координат. Для этого регистрирующее устройство предпочтительно крепится на измерительном или обрабатывающем устройстве и повторяет его движения. Это может привести к удорожанию конструкции, однако соответственно повышается точность регистрации. В зависимости от сложности исполнения измерительного или обрабатывающего устройства могут потребоваться несколько регистрирующих устройств. Особенно предпочтительным является, если измерительное или обрабатывающее устройство включает в себя по меньшей мере один,или предпочтительно несколько измерительных или обрабатывающих блоков, предпочтительно с индивидуальным управлением. Такая конструкция представляется, например, возможной,когда несколько одинаковых по форме мест обработки изделия обрабатываются на определенном удалении одно от другого аналогичным образом. Предпочтительный порядок реализации способа происходит таким образом, что измерительное или обрабатывающее устройство подводится к изделию и затем отдельные измерительные или обрабатывающие блоки устанавливаются в их рабочее положение, чтобы приступить к обмеру или обработке изделия. Этот процесс в два этапа представляется быстрым и простым, причем первый этап подведения измерительного или обрабатывающего устройства к изделию не требует точной наводки и/или позиционирования измерительного или обрабатывающего устройства. На втором этапе прецизионного обмера или обработки представляется целесообразным повторение этапов регистрации. Для обмера или обработки изделия измерительное или обрабатывающее устройство может либо устанавливаться на изделии, контактируя с ним, либо помещаться рядом с издели 004845 6 ем, не соприкасаясь с ним, например, на портальном кране. Изобретение может применяться, например, при обработке соединительных консолей,используемых в несущих балках для рельсовых транспортных средств, и в частности, транспортных средств дорог на магнитной подвеске. После их обработки на соединительных консолях крепятся функциональные плоскостные опоры, содержащие, например, статоры для силового привода единиц подвижного состава. Изделие в понимании этого изобретения представлено здесь несущей балкой для ходового механизма из предварительно напряженного железобетона вместе с расположенными на ней соединительными консолями. Предпочтительные варианты изобретения характеризуются признаками в зависимых пунктах формулы изобретения. Ниже изобретение детально поясняется на основании чертежа. Показаны: фиг. 1 - рельсовый путь с дорогой на магнитной подвеске в поперечном разрезе; фиг. 2 - вид спереди обрабатывающего устройства, а также обрабатываемой соединительной консоли на несущей балке; фиг. 3 - вид спереди несущей балки с установленным обрабатывающим устройством, а также регистрирующее устройство; и фиг. 4 - схематическое изображение последовательности реализации способа. В виде примера способ описывается на основании обработки строительных модулей гибридной несущей системы для рельсовых транспортных средств. В документе ЕР 0 987 370 А 1,содержание раскрытия которого настоящим включается, детально описывается такая несущая система. На фиг. 1 изображен в поперечном сечении рельсовый путь для дороги на магнитной подвеске 100. Несущие балки 2 предпочтительно из предварительно напряженного железобетона крепятся на опорах 5. При этом по ходу рельсового пути располагаются последовательно друг за другом ряд несущих балок 2. Сбоку на каждой балке 2 на одинаковом расстоянии установлены предпочтительно стальные соединительные консоли 1. Для крепления каждая соединительная консоль 1 приварена или привернута болтами при помощи анкерных связей 6 (см. фиг. 2), заложенных в предварительно напряженном железобетоне несущих балок 2. Каждая консоль 1 содержит поясничную накладку 4, на которой помещается функциональная плоскостная опора 3. Для этого каждую поясничную накладку 4 необходимо точно зарегистрировать и при необходимости обработать. На фиг. 2 представлен вырез несущей балки 2 с закрепленными на ней с двух сторон при помощи анкерных связей 6 соединительными консолями 1. Фактическое расстояние обеих ло 7 бовых поверхностей 4 обеих соединительных консолей обозначено Yфак., заданное расстояние Ypacч Чтобы получить расстояние лобовых поверхностей 4 заданной величины, на несущей балке 2 предусмотрено обрабатывающее устройство 30, имеющее с двух сторон регулируемые по высоте (см. стрелки) рычаги 32 с расположенными на концах фрезерными головками 33. За счет приближения и удаления соответствующего рычага 32 обрабатывается соответствующая лобовая поверхность 4. На фиг. 3 показан схематический вид спереди всей несущей балки 2 с установленным обрабатывающим устройством 30. Сбоку возле балки 2 установлен лазер 10 а регистрирующего устройства 10, которое независимыми этапами регистрирует, с одной стороны, несущую балку 2, и в частности, соединительные консоли 1, и, с другой стороны, обрабатывающее устройство 30. На основании схематического представления на фиг. 4 ниже описывается способ согласно изобретению для этой регистрации и при необходимости обработки. Вначале лазер 10 а,как часть регистрирующего устройства 10, помещается перед неподвижной, ввиду ее размеров и веса, несущей балкой 2 и регистрирует несущую балку 2 или какой-то участок несущей балки. Представленные в виде прямых штрихов 11 с головками-стрелками лазерные лучи отражаются от несущей балки 2 и попадают на один или несколько измерительных элементов 10b,например, измерительные датчики, сигналы измерения которых по линиям 41 передаются на вычислительный блок 42 а компьютера 40, чтобы по времени пробега и направлению отраженных лазерных лучей определить положение и форму несущей балки 2 или соединительных консолей 1, то есть изделия. В частности, известно, что на регистрируемой поверхности в определенных местах помещаются сферы или полусферы, диаметр которых меньше по сравнению с этой поверхностью, чтобы на основании отраженных от сферических поверхностей лучей получить указания по поводу характера поверхности. Эти сферы или полусферы на фиг. 4 не представлены. На таком этапе регистрации достигается,например, точность примерно 0,5 мм по трем направлениям в пространстве. Для обеспечения заданных допусков при возможной последующей обработке может быть осуществлен второй этап регистрации. При этом регистрируется часть прежде измеренного участка несущей балки, предпочтительно тем же регистрирующим устройством 10. Этот этап на фиг. 4 не представлен. В этом случае может быть достигнута точность регистрации, например, порядка 0,03 мм. На основе сигналов измерения обоих этапов регистрации, при помощи вычислительного блока 42 а рассчитывается фактическая пространственная кривая несущей балки 2 в 8 первой системе координат 21, которая затем передается по линии 43 на сравнивающий модуль 44, чтобы он мог сравнить эту фактическую геометрию с находящейся в ЗУ заданной пространственной кривой несущей балки 2. Эти данные служат затем для последующей обработки поясничных накладок 4. Для этой обработки предусмотрено представленное на фиг. 2 и 3 обрабатывающее устройство 30, которое также регистрируется посредством регистрирующего устройства 10. Данные регистрации служат, в частности, для определения позиционирования обрабатывающего устройства 30 во второй системе координат 22, которая согласно изобретению независима от первой системы координат 21. При этом обрабатывающее устройство 30 устанавливается на несущей балке 2 без точной выверки, так как обрабатывающее устройство 30 в связи с функциональным разделением систем координат 21, 22 вначале не нуждается в точной наводке или позиционировании. Вслед за этим обрабатывающее устройство 30 регистрируется при помощи регистрирующего устройства 10. Для этого используются те же измерительные элементы 10b, что и при регистрации несущей балки 2, передающие затем сигналы измерения по линиям 45 на вычислительный блок 42b компьютера 40. Представленное на фиг. 2-4 обрабатывающее устройство 30 установлено на несущей балке 2. В этой форме исполнения обрабатывающее устройство 30 включает раму 34 (фиг. 4), которая простирается на удалении от ряда поясничных накладок 4. На раме 34 в продольном направлении несущей балки 2 установлены со сдвигом напротив поясничных накладок 4 несколько обрабатывающих блоков с представленными на фиг. 2 и 3 фрезерными головками 33, которые соответственно осуществляют обработку поясничной накладки 4. Причем обработка поясничных накладок 4 несущей балки 2 может производиться участками, и при этом предпочтительно обработка проводится одновременно с двух сторон несущей балки. После обработки одного участка с несколькими поясничными накладками 4 рама 34 перемещается для обработки на следующий участок, производится регистрация обрабатывающего блока 30 или обрабатывающих блоков,после чего следует сама обработка. В альтернативной форме реализации изобретения, которая не представлена, обрабатывающее устройство 30 или обрабатывающие блоки могут также устанавливаться, например, в том числе на перемещающемся вдоль несущей балки 2 портальном кране, не имеющем касательного контакта с несущей балкой 2. Целесообразно, чтобы обрабатывающее устройство 30 при обработке поясничных накладок 4 регистрировалось повторно. Это может производиться поэтапно или за один прием. Та 9 кая процедура обеспечивает постоянный контроль за процессом обработки, а также выверку обрабатывающего устройства 30. Для выдачи необходимых команд по обработке обрабатывающему устройству 30 данные регистрации регистрирующего устройства 10 и данные регистрации обрабатывающего устройства 30 должны быть приведены во взаимосвязь. Это означает, что необходимо взаимно увязать первую и вторую системы координат 21, 22. С этой целью соответствующие сигналы или записи данных загружаются по линиям 47, 49 в вычислительный блок 46 компьютера 40, и там устанавливаются пространственные связи между несущей балкой 2 и обрабатывающим устройством 30, оттуда посылаются команды на обработку, передаваемые затем по линии 51 на обрабатывающее устройство 30. В процессе такой обработки фрезеруются, в частности, соответствующие поверхности поясничных накладок 4 для точной посадки при монтаже функциональных плоскостных опор 3. Для создания взаимосвязи первой и второй систем координат 21, 22 может быть предпринято преобразование одной системы координат в другую. Для достижения этого необходимо обеспечить, чтобы было известно позиционирование лазера 10 а в пространстве, то есть его положение необходимо калибрировать. С этой целью посылаемые лазером 10 а лучи принимаются непосредственно приемниками 10b и обрабатываются вычислительными блоками 42 а,42b (ради обзорности эти прямые лучи на фиг. 4 не обозначены). На основе этих данных затем может быть определено пространственное позиционирование регистрирующего устройства 10 и проведено необходимое преобразование системы координат. В виде альтернативного варианта первая и вторая системы координат 21, 22 могут быть взаимно увязаны в третьей, глобальной (т.е. пространственно стационарной) системе координат 23 и генерировать в ней команды на обработку изделия 1, 2. Для этого также необходимо определить или калибрировать в пространстве регистрирующее устройство 10 предпочтительно описанным выше способом. Предпочтительно регистрирующее устройство 10 выполнено мобильным, что дает преимущество, в частности, при регистрации в несколько этапов. Для достижения, например, более высокого разрешения во время упомянутого выше второго этапа регистрации для выреза несущей балки 2 регистрирующее устройство 10 помещается ближе на несущей балке 2. Также при обработке поясничных накладок 4 регистрирующее устройство 10 может быть установлено по-иному, чтобы учитывать движение обрабатывающего устройства 30. Регистрирующее устройство 10 может быть также преимущественно соединено с об 004845 10 рабатывающим устройством 30 или закреплено на нем. Вместо описанной обработки обрабатывающим устройством возможно также в соответствии со способом согласно изобретению осуществление измерения при помощи соответствующим образом выполненного измерительного устройства (не представлено). Могут быть измерены, например, температура, цвет, электрические величины, поверхностные структуры и т.д. Изобретение может применяться как для изделия, остающегося неподвижным во время регистрации и во время измерения или обработки, так и для движущегося изделия. В последнем варианте целесообразна многократная регистрация изделия. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обмера и/или обработки изготовленного, по меньшей мере, частично, из бетона крупногабаритного изделия (1, 2) для строительства, в частности несущей балки рельсового пути, при помощи измерительного или обрабатывающего устройства (30), в котором посредством по меньшей мере одного регистрирующего устройства (10) изделие (1, 2) регистрируют в первой системе (21) координат, а перемещающееся относительно изделия (1, 2) измерительное или обрабатывающее устройство(30), независимо от положения и формы изделия(1, 2), регистрируют во второй системе (22) координат, и в котором координаты изделия (1, 2),с одной стороны, и координаты измерительного или обрабатывающего устройства (30), с другой стороны, при помощи компьютера (40) приводят во взаимосвязь между собой для управления измерительным или обрабатывающим устройством (30) при осуществлении обмера или обработки изделия (1, 2). 2. Способ по п.1, отличающийся тем, что изделие (1, 2) установлено неподвижно. 3. Способ по п.1 или 2, отличающийся тем,что первую и вторую системы (21, 22) координат приводят во взаимосвязь между собой в третьей системе координат (23). 4. Способ по одному из предыдущих пунктов, отличающийся тем, что изделие (1, 2) регистрируют по меньшей мере в два этапа регистрации, причем во время первого этапа регистрации регистрируют большой участок изделия (1,2) с малым разрешением, а во время второго этапа регистрации с большей степенью разрешения регистрируют часть большого участка, и что полученные в результате этапов регистрации данные выверяют при помощи компьютера(40). 5. Способ по одному из предыдущих пунктов, отличающийся тем, что на основании зарегистрированной формы изделия (1, 2) рассчитывают отклонение его фактического состояния от заданного состояния для определения необходимых этапов обработки. 6. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительное или обрабатывающее устройство (30) во второй системе (22) координат во время измерения или обработки изделия (1, 2) регистрируют повторно и при этом предпочтительно поэтапно или за один прием. 7. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительные лучи, в частности лазерные лучи, посылают по меньшей мере одним передающим модулем(10 а) регистрирующего устройства (10) на изделие (1, 2) и/или на измерительное или обрабатывающее устройство (30) и что отраженные от изделия (1, 2) или измерительного или, соответственно, обрабатывающего устройства (30) измерительные лучи принимают по меньшей мере одним расположенным в пространстве и выполненным в виде приемного модуля регистрирующего устройства (10) датчиком (10b). 8. Способ по п.7, отличающийся тем, что регистрацию изделия (1, 2) и/или измерительного или обрабатывающего устройства (30) осуществляют посредством лазерной интерферометрии. 9. Способ по п.7 или 8, отличающийся тем,что отражательные элементы располагают в непосредственной близости от регистрируемых поверхностей и что отраженные от отражательных элементов лучи принимают по меньшей мере одним приемным модулем (10b) регистрирующего устройства (10). 10. Способ по п.9, отличающийся тем, что отражательные элементы имеют по меньшей мере один сферический участок, от которого 12 измерительные лучи отражаются на приемный модуль (10b). 11. Способ по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере один передающий модуль (10 а) регистрирующего устройства (10) при регистрации измерительного или обрабатывающего устройства(30) перемещают определенным образом совместно с измерительным или обрабатывающим устройством (30) во второй системе координат(22). 12. Способ по одному из предыдущих пунктов, отличающийся тем, что регистрирующее устройство (10) при регистрации измерительного или обрабатывающего устройства (30) установлено неподвижно. 13. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительное или обрабатывающее устройство (30) имеет по меньшей мере один, преимущественно несколько и предпочтительно индивидуально управляемых измерительных или обрабатывающих блоков (33). 14. Способ по п.13, отличающийся тем, что измерительное или обрабатывающее устройство(30) подводят близко к изделию (1, 2), а затем отдельные измерительные или обрабатывающие блоки (33) помещают в их рабочие положения для измерения или обработки изделия (1, 2). 15. Способ по одному из предыдущих пунктов, отличающийся тем, что измерительное или обрабатывающее устройство (30) устанавливают на изделие (1, 2). 16. Способ по одному из пп.1-14, отличающийся тем, что измерительное или обрабатывающее устройство (30) устанавливают возле изделия, не соприкасаясь с ним.
МПК / Метки
МПК: G01B 7/00
Метки: способ, обработки, обмера, изделия
Код ссылки
<a href="https://eas.patents.su/7-4845-sposob-obmera-i-ili-obrabotki-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ обмера и/или обработки изделия</a>
Состав для печати изображения на поверхности изделия каучукового латекса, способ печати изображения и изделия из каучукового латекса
Номер патента: 164
Опубликовано: 29.10.1998
Авторы: Гаггер Джеймс, Маттески Генри
МПК: C09D 11/02
Метки: способ, латекса, состав, каучукового, изделия, печати, поверхности, изображения
Формула / Реферат:
1. Состав для печати изображения на поверхности изделия из каучукового латекса, которое устойчиво к истиранию и химическому воздействию, содержащий натуральный каучук, растворитель натурального каучука и пигмент, отличающийся тем, что включает в качестве компонентов: a) композицию для формирования прозрачного слоя, состоящую из натурального каучука и его растворителя, b) предварительно смешанную композицию, включающую ароматический...
Композиция и флюид для кислотной обработки материнской породы, способ обработки поврежденной формации
Номер патента: 3312
Опубликовано: 24.04.2003
Авторы: Фу Дианкуй, Кард Роджер Дж.
МПК: C09K 3/00
Метки: породы, способ, флюид, композиция, кислотной, поврежденной, материнской, обработки, формации
Формула / Реферат:
1. Композиция для обработки материнской породы, отличающаяся тем, что она содержит в основном ионную жидкость. 2. Флюид для обработки материнской породы, отличающийся тем, что он содержит ионную жидкость, состоящую из органического катиона и неорганического аниона, причем упомянутый органический катион выбран из группы, включающей соединения четвертичного аммония, производные сульфония и производные фосфония, а упомянутый анион выбран из группы,...
Способ изготовления улучшенного листового изделия из алюминиевого сплава
Номер патента: 586
Опубликовано: 29.12.1999
Авторы: Ньютон Уильям, Томес Дэвид А.
МПК: C22F 1/04
Метки: изготовления, сплава, листового, способ, изделия, алюминиевого, улучшенного
Формула / Реферат:
US-A-4929285
US-A-4976790
Термопластичный композитный материал и способ получения декоративного изделия на его основе
Номер патента: 832
Опубликовано: 24.04.2000
Авторы: Кларк Анжелика Ховард, Трайсон Глен Р., Ликиби Жан Мари Парфе, Чатурведи Чару М., Робертс Дэниел Ли, Дэнси Скотт Э., Копп Дэннис Аллен
МПК: B32B 27/36
Метки: основе, материал, способ, термопластичный, композитный, изделия, получения, декоративного
Формула / Реферат:
1. Термопластичный композитный материал, в частности, в виде экструдируемого термоформуемого самонесущего листового материала, имеющий наружный декоративный химически устойчивый и регенерируемый наполненный полиэфирный слой и примыкающий внутренний несущий термопластичный слой для усиления заданных механических свойств композитного материала. 2. Композитный материал по п.1, отличающийся тем, что указанный декоративный наружный полиэфирный слой...
Устройство контроля плотности изделия для дегустации вкуса табака или компонента изделия для дегустации вкуса табака
Номер патента: 3867
Опубликовано: 30.10.2003
Авторы: Кида Синзо, Исикава Йосиаки
Метки: компонента, плотности, изделия, табака, контроля, устройство, дегустации, вкуса
Формула / Реферат:
1. Устройство для оптического контроля плотности мелких частиц в стержнеобразном изделии для дегустации вкуса, содержащее первый источник света, выполненный таким образом, чтобы испускать первый световой луч, имеющий первую длину волны, по существу, не проходящую сквозь мелкие частицы, второй источник света, выполненный таким образом, чтобы испускать второй световой луч, имеющий вторую длину волны, по существу, проходящую сквозь мелкие частицы,...
Предыдущий патент: Элемент крепления с использованием вырезов, предназначенный для крепления листов и/или плиток
Следующий патент: Свариваемый гибкий полимерный материал с нанесенным рисунком для изготовления натяжных конструкций типа декоративных потолков
Случайный патент: Производные 2-(1н-индолилсульфанил)бензиламина в качестве ssri