Устройство из трубопровода и футерующего его рукава и способ изготовления этого устройства
Формула / Реферат
1. Устройство из трубопровода (2) и футерующего его рукава (1) для транспортировки текучей среды под высоким давлением, причем рукав (1) имеет заготовку (1а) рукава, которая может быть приклеена клеем к внутренней стенке трубопровода, отличающееся тем, что заготовка (1а) рукава имеет изолирующий слой (1b), который имеет проницаемость для неполярных газообразных веществ менее 1 мл/(бар день м2) и/или проницаемость для полярных газообразных веществ менее 0,1 мл/(бар день м2).
2. Устройство по п.1, отличающееся тем, что проницаемость для неполярных и полярных газообразных веществ через рукав/изолирующий слой лежит в диапазоне от 0,0001 до 0,01 мл/(бар день м2).
3. Устройство по п.1 или 2, отличающееся тем, что заготовка (1а) рукава выполнена одно- или многослойной и примыкает к следующему слою, выполненному как изолирующий слой (1b).
4. Устройство по п.3, отличающееся тем, что заготовка (1а) рукава выполнена из ткани, трикотажа или другого текстильного образования.
5. Устройство по п.3, отличающееся тем, что двухслойная заготовка (1а) рукава состоит из ткани, трикотажа или другого текстильного образования с находящимся на них покрытием из термопласта.
6. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой (1b) выполнен из металла.
7. Устройство по п.6, отличающееся тем, что изолирующий слой (1b) выполнен из алюминия, титана, меди, цинка, никеля, свинца, хрома, железа или сплавов железо-цинк и свинец-олово.
8. Устройство по п.7, отличающееся тем, что изолирующий слой (1b) имеет толщину от 10 до 100 мкм.
9. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой выполнен из поливинилового спирта (PVA) и его сополимеров, жидкокристаллических полимеров (LCP), полиамидов (РА), полиакрилнитрила, поливинилиденхлорида (PVDC), эпоксидных смол (ЕР) или кремнийорганических соединений.
10. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой (1b) выполнен из термопласта, смешанного с частицами алюминия.
11. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой (1b) выполнен из неорганического материала.
12. Устройство по п.11, отличающееся тем, что изолирующий слой (1b) выполнен из оксида кремния (SiOx с х<3) или оксида алюминия (Аl2O3).
13. Устройство по одному из пп.3-12, отличающееся тем, что на внутреннюю в радиальном направлении сторону изолирующего слоя (1b) нанесен защитный слой.
14. Устройство по п.13, отличающееся тем, что защитный слой изолирующего слоя (1b) выполнен из полиуретана, полиэфира, полиолефина, термопластичного стирол-бутадиенового или стирол-этилен-пропиленового сополимера или смеси полипропилена и сшитых этилен-пропилен-диеновых сополимеров.
15. Устройство по одному из пп.1-14, отличающееся тем, что клей (3) образует, по меньшей мере, часть изолирующего слоя.
16. Устройство по одному из пп.4-14, отличающееся тем, что текстильное образование пропитано веществом, которое образует, по меньшей мере, часть изолирующего слоя.
17. Устройство по одному из пп.4-16, отличающееся тем, что текстильное образование выполнено из пряжи с низкой диффузионной способностью.
18. Устройство по п.17, отличающееся тем, что текстильное образование выполнено из стекловолокна или арамидного волокна.
19. Способ изготовления устройства по одному из пп.1-18, в котором заготовку (1а) рукава приклеивают к внутренней стенке трубопровода (2), отличающийся тем, что на заготовку (1а) рукава наносят или в нее вводят изолирующий слой (1b).
20. Способ по п.19, отличающийся тем, что изолирующий слой (1b) наносят на заготовку (1а) рукава путем вакуумного напыления.
21. Способ по п.19, отличающийся тем, что изолирующий слой (1b) выполняют из металла и наносят на заготовку (1а) рукава гальванически.
22. Способ по п.19, отличающийся тем, что заготовку (1а) рукава натягивают на рукавообразную оболочку (1b) с низкой проницаемостью, образующую изолирующий слой.
23. Способ по п.19, отличающийся тем, что заготовку (1а) рукава втягивают в рукавообразную оболочку с низкой проницаемостью, образующую изолирующий слой.
24. Способ по п.19, отличающийся тем, что для образования изолирующего слоя (1b) полосу пленки с низкой проницаемостью наматывают на заготовку (1а) рукава перед ее установкой или на внутреннюю поверхность заготовки (1а) рукава после ее установки.
25. Способ по п.19, отличающийся тем, что изолирующий слой (1b) наносят при помощи экструзии или путем погружения.
26. Способ по п.19, отличающийся тем, что сначала трубопровод (2) футеруют заготовкой (1а) рукава с покрытием, имеющим газопроницаемость более 1 мл/(бар день м2) для полярных и неполярных газообразных веществ, а затем на внутреннюю поверхность заготовки (1a) рукава наносят изолирующий слой (1b).
27. Способ по п.26, отличающийся тем, что изолирующий слой (1b) напыляют в жидком состоянии.
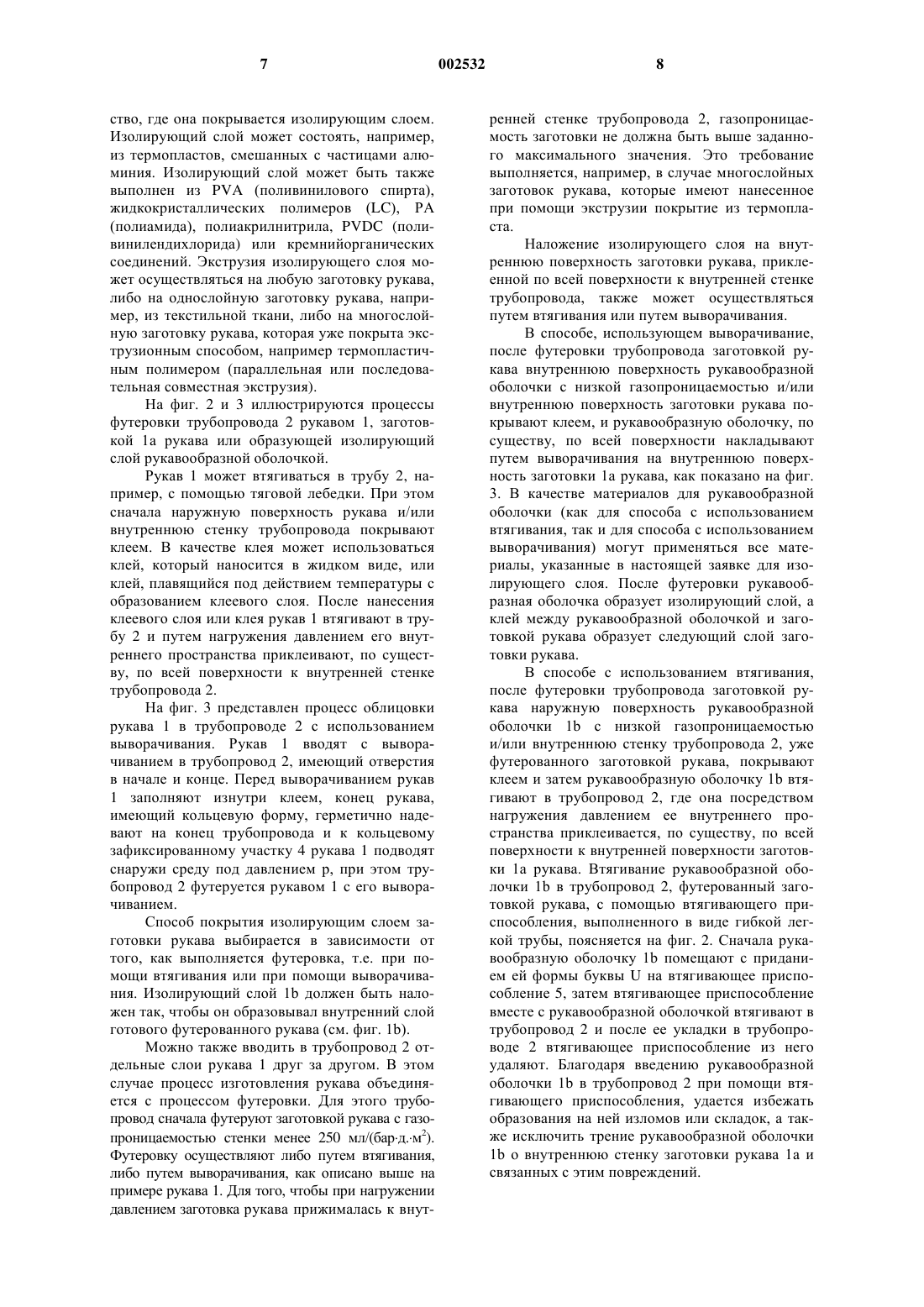
28. Способ по п.26, отличающийся тем, что после футеровки трубопровода (2) заготовкой (1а) рукава наружную поверхность рукавообразной оболочки (1b) с низкой проницаемостью, образующей изолирующий слой, и/или внутреннюю стенку заготовки рукава покрывают клеем, а затем рукавообразную оболочку (1b) втягивают в трубопровод (2) и путем нагружения давлением внутреннего пространства рукавообразной оболочки (1b) приклеивают, по существу, по всей поверхности к внутренней поверхности заготовки (1а) рукава.
29. Способ по п.28, отличающийся тем, что в качестве втягивающего приспособления для рукавообразной оболочки (1b) используют гибкую втягивающую трубу (5).
30. Способ по п.26, отличающийся тем, что после футеровки трубопровода заготовкой (1а) рукава внутреннюю поверхность рукавообразной оболочки (1b) с низкой проницаемостью и/или внутреннюю поверхность заготовки (1а) рукава покрывают клеем и рукавообразную оболочку (1b) при помощи выворачивания накладывают, по существу, по всей поверхности на внутреннюю поверхность заготовки (1а) рукава.

Текст
1 Изобретение относится к устройству, состоящему из трубопровода и рукава для его футеровки, а также к способу изготовления этого устройства. Главной областью применения изобретения являются трубопроводы, в которых текучая среда, например природный газ, транспортируется под высоким давлением. Известно, что для футеровки трубопровода, имеющего отверстие на входе в него, в трубопровод помещают имеющий покрытие рукав,выворачивая его. Наружная поверхность рукава выворачивается и приклеивается к внутренней стенке футеруемого трубопровода. Рукав может быть также помещен в трубопровод путем втягивания (без выворачивания) и затем приклеен. Применяемые до настоящего времени рукава состоят большей частью из текстильной ткани с экструдированным на нее покрытием из термопласта. Это покрытие образует внутреннюю стенку футерованного трубопровода. При образовании рукавной конструкции для футеровки трубопровода рукав соединяется с трубопроводом по всей поверхности при помощи клея, который находится между внутренней стенкой трубопровода и термопластом (т.е. ткань почти полностью пропитывается клеем и внутри нее не образуется каких-либо каналов,по которым могла бы проходить текучая среда). Покрытие необходимо, помимо прочего, для реверсирования (только при выворачивании) и процесса отверждения, т.е. посредством нагружения давлением внутреннего пространства рукава он прижимается к внутренней поверхности трубы, что приводит к прочному склеиванию рукава с трубопроводом. Покрытие предотвращает проникновение через ткань воздуха,пара или даже воды, которые могут смешиваться с клеем и ухудшать качество склеивания. Для футеровки трубопроводов, работающих с очень высокими рабочими давлениями,примерно свыше 16 бар, известные рукава из ткани уже нельзя использовать. Это объясняется тем, что при прекращении работы трубопровода высокого давления и, вследствие этого, при резком падении давления рукава "отскакивают" от стенки трубы или, по меньшей мере, отходят в отдельных местах с образованием пузырей. Это происходит по следующей причине. Покрытие в сочетании с тканью достаточно стабильно, чтобы выдерживать внутреннее давление в футерованном трубопроводе, вновь запущенном в работу. Так как покрытие в общем случае все же обладает некоторой проницаемостью, то текучая среда, например природный газ, проходит через покрытие по истечении длительного времени из-за диффузии. Вследствие этого поры,которые находятся в самом клее или внутри не полностью заполненных клеем текстильных образований, нагружаются тем же самым давлением, которое имеет место в футерованном трубопроводе. 2 Пока рабочее давление сохраняется, благодаря выравниванию давлений повреждений не возникает, в отличие от ситуации, когда давление внезапно падает, например, при аварии трубопровода или ином прекращении работы, в том числе и при плановой остановке трубопровода. В этом случае в указанных порах сохраняется полное рабочее давление, так как оно не может резко снизиться путем передачи через покрытие в направлении к середине трубы, т.е. в проточное пространство для транспортирования в трубопроводе текучей среды. В то время как в области между внутренней стенкой трубы и покрытием продолжает сохраняться рабочее давление трубопровода, в проточном пространстве присутствует лишь атмосферное давление. Из-за этого малого противодавления происходит расширение заключенного в порах газа, что приводит к смещению рукава (образование вспучиваний) или даже к отрыву его оболочки от стенки трубопровода. Из BE 886312 А известен рукав для транспортировки горячих жидкостей, в частности,горячей воды. Во избежание повреждения материала рукава, преимущественно повышения просачивания горячей жидкостью во время работы, рукав футерован непроницаемым для жидкостей алюминиевым слоем. В основе изобретения лежит задача создать устройство, состоящее из трубопровода и рукава для его футеровки, а также способ изготовления такого устройства, для которых при падении давления в проточном пространстве не происходит повреждения футеровки и, соответственно, отсутствуют связанные с этим проблемы, касающиеся надежности устройства и расходов по его обслуживанию. Эта задача решена в устройстве по п.1 формулы изобретения и в способе его изготовления по п.19 формулы изобретения. Благодаря тому, что заготовка рукава снабжена изолирующим слоем, который имеет проницаемость для неполярных газообразных веществ ниже 1 мл/(бард.м 2), а для полярных газообразных веществ - ниже 0,1 мл/(бард.м 2)(где д - день), обеспечивается непроницаемость рукава для газа, иными словами, диффузия газов в промежуточное пространство между внутренней стенкой трубы и проточным пространством настолько замедляется, что даже после многолетней эксплуатации, например, в течение 50 лет, при резком падении давления во внутреннем пространстве рукава не происходит повреждений футеровки. Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения. Предпочтительно, чтобы проницаемость изолирующего слоя для неполярных и полярных газообразных веществ находилась в пределах от 0,0001 мл/(бард.м 2) до 0,01 мл/(бард.м 2). 3 Согласно одному особенно предпочтительному варианту, рукав выполнен комбинированным, т.е. многослойным, причем один слой является изолирующим слоем. Это позволяет использовать традиционные тканевые рукава, покрытые путем экструзии термопластами и характеризующиеся недостаточной скоростью проникновения через них текучей среды. Защитная функция рукава достигается в этом случае лишь благодаря изолирующему слою. Изолирующий слой состоит предпочтительно из металла, преимущественно алюминия,титана, меди, железа, цинка, никеля, свинца,хрома или сплавов железо-цинк или свинецолово. Изолирующий слой имеет толщину предпочтительно от 10 до 100 мкм. Другими пригодными для изолирующего слоя материалами являются органические вещества, такие как поливиниловый спирт (PVA) и его сополимеры, жидкокристаллические полимеры (LCP), полиамиды (РА), полиакрилнитрил, поливинилиденхлорид (PVDC), эпоксидные смолы (ЕР) или кремнийорганические соединения, а также неорганические вещества,такие как оксид кремния (SiOx, где х 3) или оксид алюминия (Аl2 О 3). Для понижения газопроницаемости нанесенный при помощи экструзии изолирующий слой может состоять из термопласта, смешанного с частицами алюминия. Для защиты изолирующего слоя от износа или действия растворителей он может быть снабжен на своей внутренней в радиальном направлении стороне защитным слоем, который наносится, например, путем экструзии или погружения. Подходящими материалами для такого защитного слоя, в частности, в газопроводах и трубопроводах для сточных вод, являются полиуретан, особенно его модификация в виде термопластичного полиуретанового эластомера(TPU), и полиэфир, особенно его модификация в виде термопластичного эластомера сложного эфира простого полиэфира (ТРЕ), а для трубопроводов, предназначенных для питьевой воды,технической воды, теплоснабжения и в некоторых случаях сточных вод - полиолефины, включая полиэтилен (РЕ), а также сополимеры этилена и других -олефинов и термопластичные полиолефиновые эластомеры (ТРО), термопластичные стиролбутадиеновые или стиролэтиленпропиленовые сополимеры (TPS) и смеси полипропилена и сшитых этиленпропилендиеновых сополимеров (TPV). Клей, применяемый для закрепления рукава к внутренней стенке трубопровода, может иметь низкую газопроницаемость, так что он образует, по меньшей мере, часть изолирующего слоя. Кроме того, ткань заготовки рукава может быть пропитана веществом с низкой газопроницаемостью, также образующим, по меньшей мере, часть изолирующего слоя. Далее, для снижения газопроницаемости сама ткань может 4 быть выполнена из пряжи с низкой диффузионной способностью, например, из стекловолокна или арамидного волокна. Изолирующий слой может быть получен путем вакуумного напыления на заготовку рукава. Если изолирующий слой выполнен из металла, то его можно нанести гальванически. Для этого сначала производят предварительную обработку термопластичного покрытия при помощи окисляющих растворов (например, хромовой кислоты), после чего осуществляют химическое осаждение в растворе очень небольшого количества палладия и, возможно, никеля, для создания токопроводящего слоя, толщина которого составляет примерно от 0,1 до 0,2 мкм. Затем осуществляют гальваническое осаждение нужного металла с толщиной слоя примерно от 10 до 100 мкм. Изолирующий слой может быть образован путем намотки полосы пленки из материала с низкой газопроницаемостью вокруг заготовки рукава перед ее установкой в трубопровод или на внутреннюю поверхность заготовки рукава после ее установки. Следующий предпочтительный вариант способа изготовления предусматривает, что заготовку рукава, возможно рукава из ткани без покрытия согласно уровню техники, натягивают на рукавообразную оболочку с низкой газопроницаемостью, образующую изолирующий слой,или втягивают в нее. Если заготовку рукава натягивают на рукавообразную оболочку, например, из алюминиевой фольги, то полученный в результате рукав может быть втянут в трубопровод. Если, в противоположность этому, рукав должен быть помещен в трубопровод путем выворачивания, то предпочтительно втягивать заготовку рукава в оболочку, например, из алюминиевой фольги или другого материала с низкой газопроницаемостью. Еще один предпочтительный вариант выполнения предусматривает, что сначала трубу футеруют заготовкой рукава с газопроницаемостью более чем 1 мл/(бард.м) для полярных и неполярных газообразных веществ, а затем на внутреннюю поверхность заготовки рукава наносят изолирующий слой. В этом случае рукав изготавливается лишь во время футеровки, так что предварительный монтаж рукава не требуется и осуществляется лишь на месте установки. Однако заготовка рукава не должна иметь проницаемость выше определенной величины, так как для выворачивания и приклеивания к внутренней стенке трубопровода под действием давления требуется некоторая минимальная герметичность заготовки. При этом особенно выгодно, если изолирующий слой напыляют в жидком состоянии. В этом случае достигается оптимальное по стоимости регулирование толщины изолирующего слоя в соответствии с номинальным рабочим 5 давлением в трубопроводе и требуемой долговечностью его футеровки. Другие предпочтительные варианты выполнения приведены в остальных зависимых пунктах формулы изобретения. Далее изобретение поясняется по ссылками на чертежи, на которых фиг. 1 а изображает поперечное сечение рукава устройства согласно изобретению; фиг. 1b - поперечное сечение устройства согласно изобретению; фиг. 2 иллюстрирует втягивание рукавообразной оболочки в трубопровод с применением вспомогательного втягивающего приспособления и фиг. 3 схематично иллюстрирует процесс футеровки с применением выворачивания. На фиг. 1 а представлен рукав 1, состоящий из заготовки 1 а рукава и расположенного внутри нее изолирующего слоя. Заготовка 1 а рукава 1 жестко соединена с изолирующим слоем 1b рукава. Заготовка рукава состоит из текстильной ткани. Очевидно, что может применяться также текстильный трикотаж или другие текстильные образования, причем предпочтительно, если материал заготовки рукава может пропитываться клеем. Заготовка рукава может быть также многослойной. В этом случае наряду с текстильным образованием может быть предусмотрен следующий слой, например, с экструдированным на текстильное образование термопластом. В представленном на фиг. 1b монтажном положении рукава это экструдированное покрытие располагалось бы в граничной области между заготовкой 1 а рукава и изолирующим слоем 1b. Такая многослойная заготовка рукава, которая содержит, например,слой из термопластичного полиуретанового эластомера, имеет газопроницаемость преимущественно менее 250 мл/(бард.м 2). На фиг. 1 а и 1b изолирующий слой состоит из алюминия. Толщина алюминиевого слоя составляет от 50 до 200 мкм. Изолирующий слой может быть также образован несколькими слоями, например, изолирующий слой может быть выполнен из алюминиевой фольги, покрытой с одной или двух сторон. На фиг. 1b представлена рукавная конструкция или футеровка, состоящая из рукава 1,который по всей поверхности соединен с внутренней стенкой трубы или трубопровода 2 при помощи клея. Заготовка 1 а рукава пропитана клеем, кроме того клей образует клеевой слой 3. Клеевой слой 3, а также пропитанная клеем заготовка 1 а рукава не полностью свободны от пор, в них даже имеются большие пустоты 6 между внутренней стенкой трубы и наружной периферийной поверхностью заготовки 1 а рукава. Эти пустоты вызывают отрывание традиционных рукавов, которое происходит, если внутреннее давление P1 текучей среды в проточном пространстве 7 падает так быстро, что выравни 002532 6 вание между давлением в клеевой слое или пропитанной клеем заготовке рукава и давлением в проточном пространстве 7, которое происходит через стенку рукава, становится невозможным. Рукав 1 особенно пригоден для внутренних давлений Р 1 более 16 бар. Изолирующий слой 1b рукава 1 имеет газопроницаемость ниже 1 мл/(бард.м 2) при работе трубопровода с неполярными газами и ниже 0,1 мл/(бард.м) при работе с полярными газами. Таким образом, газопроницаемость в радиальном направлении из проточного пространства 7, в котором во время работы присутствует давление Р 1, чрезвычайно мала по сравнению с рукавами согласно уровню техники. Поэтому диффузия газов из проточного пространства 7 в заготовку 1 а рукава или в клеевой слой 3 протекает намного медленнее, чем в известных рукавах. Все же предпочтительно, чтобы газопроницаемость находилась в диапазоне от 0,0001 мл/(бард.м 2) до 0,01 мл/(бард.м 2). Возможны различные варианты изготовления рукава 1, который вместе с клеем образует внутреннюю футеровку трубопровода 2, показанного на фиг. 1b. Изолирующий слой 1b может быть нанесен путем вакуумного напыления на заготовку 1 а рукава. Это особенно выгодно при изготовлении изолирующих слоев из алюминия. Возможен также вариант, в котором рукавообразную оболочку с низкой газопроницаемостью, образующую впоследствии изолирующий слой, покрывают заготовкой 1 а рукава. Этот вариант подходит для всех указанных в данной заявке материалов изолирующего слоя. Заготовку 1 а рукава можно натягивать на рукавообразную оболочку 1b, например, из алюминиевой фольги, образующую изолирующий слой (этот вариант является предпочтительным, если рукав помещают в трубопровод 2 без выворачивания). Если трубопровод 2 футеруют с выворачиванием рукава 1, то ненужный процесс выворачивания можно исключить, если втягивать заготовку рукава в рукавобразную оболочку с низкой газопроницаемостью. Изолирующий слой и заготовку рукава соединяют путем склеивания при помощи реактивного, адге-зионного, контактного или плавкого клея. Согласно следующему варианту, полосу пленки с низкой газопроницаемостью наматывают по спирали вокруг заготовки 1 а рукава с образованием изолирующего слоя 1b. Для этого полосу пленки или наружную поверхность заготовки рукава предварительно покрывают клеем.(Примечание: в данной заявке под "низкой газопроницаемостью" всегда понимается газопроницаемость ниже 1 мл/(бард.м 2. Изолирующий слой можно также нанести на заготовку рукава путем экструзии. Для этого с помощью известных устройств заготовка рукава протягивается через экструзионное устрой 7 ство, где она покрывается изолирующим слоем. Изолирующий слой может состоять, например,из термопластов, смешанных с частицами алюминия. Изолирующий слой может быть также выполнен из PVA (поливинилового спирта),жидкокристаллических полимеров (LC), РА(полиамида), полиакрилнитрила, PVDC (поливинилендихлорида) или кремнийорганических соединений. Экструзия изолирующего слоя может осуществляться на любую заготовку рукава,либо на однослойную заготовку рукава, например, из текстильной ткани, либо на многослойную заготовку рукава, которая уже покрыта экструзионным способом, например термопластичным полимером (параллельная или последовательная совместная экструзия). На фиг. 2 и 3 иллюстрируются процессы футеровки трубопровода 2 рукавом 1, заготовкой 1 а рукава или образующей изолирующий слой рукавообразной оболочкой. Рукав 1 может втягиваться в трубу 2, например, с помощью тяговой лебедки. При этом сначала наружную поверхность рукава и/или внутреннюю стенку трубопровода покрывают клеем. В качестве клея может использоваться клей, который наносится в жидком виде, или клей, плавящийся под действием температуры с образованием клеевого слоя. После нанесения клеевого слоя или клея рукав 1 втягивают в трубу 2 и путем нагружения давлением его внутреннего пространства приклеивают, по существу, по всей поверхности к внутренней стенке трубопровода 2. На фиг. 3 представлен процесс облицовки рукава 1 в трубопроводе 2 с использованием выворачивания. Рукав 1 вводят с выворачиванием в трубопровод 2, имеющий отверстия в начале и конце. Перед выворачиванием рукав 1 заполняют изнутри клеем, конец рукава,имеющий кольцевую форму, герметично надевают на конец трубопровода и к кольцевому зафиксированному участку 4 рукава 1 подводят снаружи среду под давлением р, при этом трубопровод 2 футеруется рукавом 1 с его выворачиванием. Способ покрытия изолирующим слоем заготовки рукава выбирается в зависимости от того, как выполняется футеровка, т.е. при помощи втягивания или при помощи выворачивания. Изолирующий слой 1b должен быть наложен так, чтобы он образовывал внутренний слой готового футерованного рукава (см. фиг. 1b). Можно также вводить в трубопровод 2 отдельные слои рукава 1 друг за другом. В этом случае процесс изготовления рукава объединяется с процессом футеровки. Для этого трубопровод сначала футеруют заготовкой рукава с газопроницаемостью стенки менее 250 мл/(бард.м 2). Футеровку осуществляют либо путем втягивания,либо путем выворачивания, как описано выше на примере рукава 1. Для того, чтобы при нагружении давлением заготовка рукава прижималась к внут 002532 8 ренней стенке трубопровода 2, газопроницаемость заготовки не должна быть выше заданного максимального значения. Это требование выполняется, например, в случае многослойных заготовок рукава, которые имеют нанесенное при помощи экструзии покрытие из термопласта. Наложение изолирующего слоя на внутреннюю поверхность заготовки рукава, приклеенной по всей поверхности к внутренней стенке трубопровода, также может осуществляться путем втягивания или путем выворачивания. В способе, использующем выворачивание,после футеровки трубопровода заготовкой рукава внутреннюю поверхность рукавообразной оболочки с низкой газопроницаемостью и/или внутреннюю поверхность заготовки рукава покрывают клеем, и рукавообразную оболочку, по существу, по всей поверхности накладывают путем выворачивания на внутреннюю поверхность заготовки 1 а рукава, как показано на фиг. 3. В качестве материалов для рукавообразной оболочки (как для способа с использованием втягивания, так и для способа с использованием выворачивания) могут применяться все материалы, указанные в настоящей заявке для изолирующего слоя. После футеровки рукавообразная оболочка образует изолирующий слой, а клей между рукавообразной оболочкой и заготовкой рукава образует следующий слой заготовки рукава. В способе с использованием втягивания,после футеровки трубопровода заготовкой рукава наружную поверхность рукавообразной оболочки 1b с низкой газопроницаемостью и/или внутреннюю стенку трубопровода 2, уже футерованного заготовкой рукава, покрывают клеем и затем рукавообразную оболочку 1b втягивают в трубопровод 2, где она посредством нагружения давлением ее внутреннего пространства приклеивается, по существу, по всей поверхности к внутренней поверхности заготовки 1 а рукава. Втягивание рукавообразной оболочки 1b в трубопровод 2, футерованный заготовкой рукава, с помощью втягивающего приспособления, выполненного в виде гибкой легкой трубы, поясняется на фиг. 2. Сначала рукавообразную оболочку 1b помещают с приданием ей формы буквы U на втягивающее приспособление 5, затем втягивающее приспособление вместе с рукавообразной оболочкой втягивают в трубопровод 2 и после ее укладки в трубопроводе 2 втягивающее приспособление из него удаляют. Благодаря введению рукавообразной оболочки 1b в трубопровод 2 при помощи втягивающего приспособления, удается избежать образования на ней изломов или складок, а также исключить трение рукавообразной оболочки 1b о внутреннюю стенку заготовки рукава 1 а и связанных с этим повреждений. 9 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство из трубопровода (2) и футерующего его рукава (1) для транспортировки текучей среды под высоким давлением, причем рукав (1) имеет заготовку (1 а) рукава, которая может быть приклеена клеем к внутренней стенке трубопровода, отличающееся тем, что заготовка (1 а) рукава имеет изолирующий слой(1b), который имеет проницаемость для неполярных газообразных веществ менее 1 мл/(бард.м 2) и/или проницаемость для полярных газообразных веществ менее 0,1 мл/(бард.м 2). 2. Устройство по п.1, отличающееся тем,что проницаемость для неполярных и полярных газообразных веществ через рукав/изолирующий слой лежит в диапазоне от 0,0001 до 0,01 мл/(бард.м 2). 3. Устройство по п.1 или 2, отличающееся тем, что заготовка (1 а) рукава выполнена одноили многослойной и примыкает к следующему слою, выполненному как изолирующий слой(1b). 4. Устройство по п.3, отличающееся тем,что заготовка (1 а) рукава выполнена из ткани,трикотажа или другого текстильного образования. 5. Устройство по п.3, отличающееся тем,что двухслойная заготовка (1 а) рукава состоит из ткани, трикотажа или другого текстильного образования с находящимся на них покрытием из термопласта. 6. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой (1b) выполнен из металла. 7. Устройство по п.6, отличающееся тем,что изолирующий слой (1b) выполнен из алюминия, титана, меди, цинка, никеля, свинца,хрома, железа или сплавов железо-цинк и свинец-олово. 8. Устройство по п.7, отличающееся тем,что изолирующий слой (1b) имеет толщину от 10 до 100 мкм. 9. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой выполнен из поливинилового спирта (PVA) и его сополимеров, жидкокристаллических полимеров(LCP), полиамидов (РА), полиакрилнитрила,поливинилиденхлорида (PVDC), эпоксидных смол (ЕР) или кремнийорганических соединений. 10. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой (1b) выполнен из термопласта, смешанного с частицами алюминия. 11. Устройство по одному из пп.1-4, отличающееся тем, что изолирующий слой (1b) выполнен из неорганического материала. 12. Устройство по п.11, отличающееся тем,что изолирующий слой (1b) выполнен из оксида(Аl2O3). 13. Устройство по одному из пп.3-12, отличающееся тем, что на внутреннюю в радиальном направлении сторону изолирующего слоя(1b) нанесен защитный слой. 14. Устройство по п.13, отличающееся тем,что защитный слой изолирующего слоя (1b) выполнен из полиуретана, полиэфира, полиолефина, термопластичного стиролбутадиенового или стиролэтиленпропиленового сополимера или смеси полипропилена и сшитых этиленпропилендиеновых сополимеров. 15. Устройство по одному из пп.1-14, отличающееся тем, что клей (3) образует, по меньшей мере, часть изолирующего слоя. 16. Устройство по одному из пп.4-14, отличающееся тем, что текстильное образование пропитано веществом, которое образует, по меньшей мере, часть изолирующего слоя. 17. Устройство по одному из пп.4-16, отличающееся тем, что текстильное образование выполнено из пряжи с низкой диффузионной способностью. 18. Устройство по п.17, отличающееся тем,что текстильное образование выполнено из стекловолокна или арамидного волокна. 19. Способ изготовления устройства по одному из пп.1-18, в котором заготовку (1 а) рукава приклеивают к внутренней стенке трубопровода (2), отличающийся тем, что на заготовку (1 а) рукава наносят или в нее вводят изолирующий слой (1b). 20. Способ по п.19, отличающийся тем, что изолирующий слой (1b) наносят на заготовку(1 а) рукава путем вакуумного напыления. 21. Способ по п.19, отличающийся тем, что изолирующий слой (1b) выполняют из металла и наносят на заготовку (1 а) рукава гальванически. 22. Способ по п.19, отличающийся тем, что заготовку (1 а) рукава натягивают на рукавообразную оболочку (1b) с низкой проницаемостью, образующую изолирующий слой. 23. Способ по п.19, отличающийся тем, что заготовку (1 а) рукава втягивают в рукавообразную оболочку с низкой проницаемостью, образующую изолирующий слой. 24. Способ по п.19, отличающийся тем, что для образования изолирующего слоя (1b) полосу пленки с низкой проницаемостью наматывают на заготовку (1 а) рукава перед ее установкой или на внутреннюю поверхность заготовки (1 а) рукава после ее установки. 25. Способ по п.19, отличающийся тем, что изолирующий слой (1b) наносят при помощи экструзии или путем погружения. 26. Способ по п.19, отличающийся тем, что сначала трубопровод (2) футеруют заготовкой(1 а) рукава с покрытием, имеющим газопроницаемость более 1 мл/(бард.м 2) для полярных и неполярных газообразных веществ, а затем на внутреннюю поверхность заготовки (1a) рукава наносят изолирующий слой (1b). 27. Способ по п.26, отличающийся тем, что изолирующий слой (1b) напыляют в жидком состоянии. 28. Способ по п.26, отличающийся тем, что после футеровки трубопровода (2) заготовкой(1 а) рукава наружную поверхность рукавообразной оболочки (1b) с низкой проницаемостью,образующей изолирующий слой, и/или внутреннюю стенку заготовки рукава покрывают клеем, а затем рукавообразную оболочку (1b) втягивают в трубопровод (2) и путем нагружения давлением внутреннего пространства рукавообразной оболочки (1b) приклеивают, по существу, по всей поверхности к внутренней поверхности заготовки (1 а) рукава. 12 29. Способ по п.28, отличающийся тем, что в качестве втягивающего приспособления для рукавообразной оболочки (1b) используют гибкую втягивающую трубу (5). 30. Способ по п.26, отличающийся тем, что после футеровки трубопровода заготовкой (1 а) рукава внутреннюю поверхность рукавообразной оболочки (1b) с низкой проницаемостью и/или внутреннюю поверхность заготовки (1 а) рукава покрывают клеем и рукавообразную оболочку (1b) при помощи выворачивания накладывают, по существу, по всей поверхности на внутреннюю поверхность заготовки (1 а) рукава.
МПК / Метки
МПК: F16L 58/10
Метки: способ, изготовления, устройства, этого, футерующего, устройство, рукава, трубопровода
Код ссылки
<a href="https://eas.patents.su/7-2532-ustrojjstvo-iz-truboprovoda-i-futeruyushhego-ego-rukava-i-sposob-izgotovleniya-etogo-ustrojjstva.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство из трубопровода и футерующего его рукава и способ изготовления этого устройства</a>
Многодисковое соединительное устройство, автоматическая трансмиссия, снабженная этим устройством, и способ изготовления этого устройства.
Номер патента: 123
Опубликовано: 27.08.1998
Автор: Антонов Руман
МПК: F16D 13/52
Метки: многодисковое, трансмиссия, устройства, автоматическая, устройством, этим, снабженная, этого, изготовления, устройство, способ, соединительное
Формула / Реферат:
1. Многодисковое фрикционное соединительное устройство, в особенности для автоматической трансмиссии, предназначенной для двигательных транспортных средств, содержащее первый (8, 21) и второй (20, 26, 27) соосно вращающиеся элементы, первую группу дисков (22), изготовленных из металла, вращающихся заодно с первым элементом и чередующихся с дисками (19) второй группы, вращающимися заодно со вторым элементом, а также средства (29, 34, 17, В2)...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Лубенец Владимир Платонович, Контер Максим Лианович, Реслер Йоахим, Кац Эдуард Лейбович
МПК: B22D 27/04
Метки: вакуумной, камере, заготовки, литьевой, устройство, осуществления, способ, этого, способа, изготовления
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Установка для обработки некоторой зоны трубы посредством лазерного луча и применение этой установки на морском укладчике трубопровода или для ремонта этого трубопровода
Номер патента: 158
Опубликовано: 29.10.1998
Авторы: Гэнен Ив, Марешаль Алан, Мас Жан-Поль
МПК: B23K 26/00
Метки: лазерного, установки, трубопровода, посредством, этого, некоторой, обработки, ремонта, этой, луча, укладчике, морском, установка, применение, трубы, зоны
Формула / Реферат:
1. Установка, предназначенная для выполнения работы в зоне стенки трубы посредством лазерного луча, направленного в сторону упомянутой зоны, и имеющая устройство, которое содержит генератор лазерного луча (L) , рабочую головку (Т), содержащую средство (21) фокусирования этого лазерного луча и выходной наконечник для сфокусированного лазерного луча, волновод (G) , предназначенный для передачи лазерного луча от генератора до рабочей головки, и...
Устройство, предназначенное для использования при извлечении нефти/газа, и способы применения этого устройства
Номер патента: 1980
Опубликовано: 22.10.2001
Автор: Водка Филип
МПК: E21B 43/12
Метки: устройство, использования, этого, предназначенное, устройства, способы, извлечении, применения
Формула / Реферат:
1. Устройство, предназначенное для использования при извлечении нефти и/или газа из скважины в пласте, которые добываются через ствол скважины, содержащее первый добывающий трубопровод (1) и второй добывающий трубопровод (2), одним концом сообщенный по потоку с продуктивным пластом и другим концом, противоположным первому, сообщенный с находящимся на поверхности устьем (11, 13, 14, 15) скважины, причем между первым и вторым трубопроводами...
Устройство для электрического соединения дифференциального блока со средством автоматического выключения, способ выполнения этого устройства (варианты) и дифференциальный блок
Номер патента: 2287
Опубликовано: 28.02.2002
Авторы: Бюрно Клод, Лебо Бернар, Гиллон Патрик, Дорнье Жан
МПК: H01H 83/14
Метки: выключения, способ, блока, дифференциальный, варианты, этого, дифференциального, устройства, устройство, соединения, автоматического, блок, выполнения, электрического, средством
Формула / Реферат:
1. Дифференциальный блок, имеющий устройство для электрического соединения его со средством автоматического выключения, содержащий проводники, предназначенные для электрического соединения выходных зажимов автоматического выключателя с выходными зажимами дифференциального блока, причем эти проводники проходят через тороид, причем, по меньшей мере, один из проводников (6-9, 19) является жестким проводником с твердой внутренней частью,...
Предыдущий патент: Обработка сырья для усовершенствования процесса производства оксида алюминия
Следующий патент: Способ торможения механической лебёдки и коробка передач для его реализации
Случайный патент: Лопатка для колеса турбины