Устройство для нанесения прокладочной ленты
Формула / Реферат
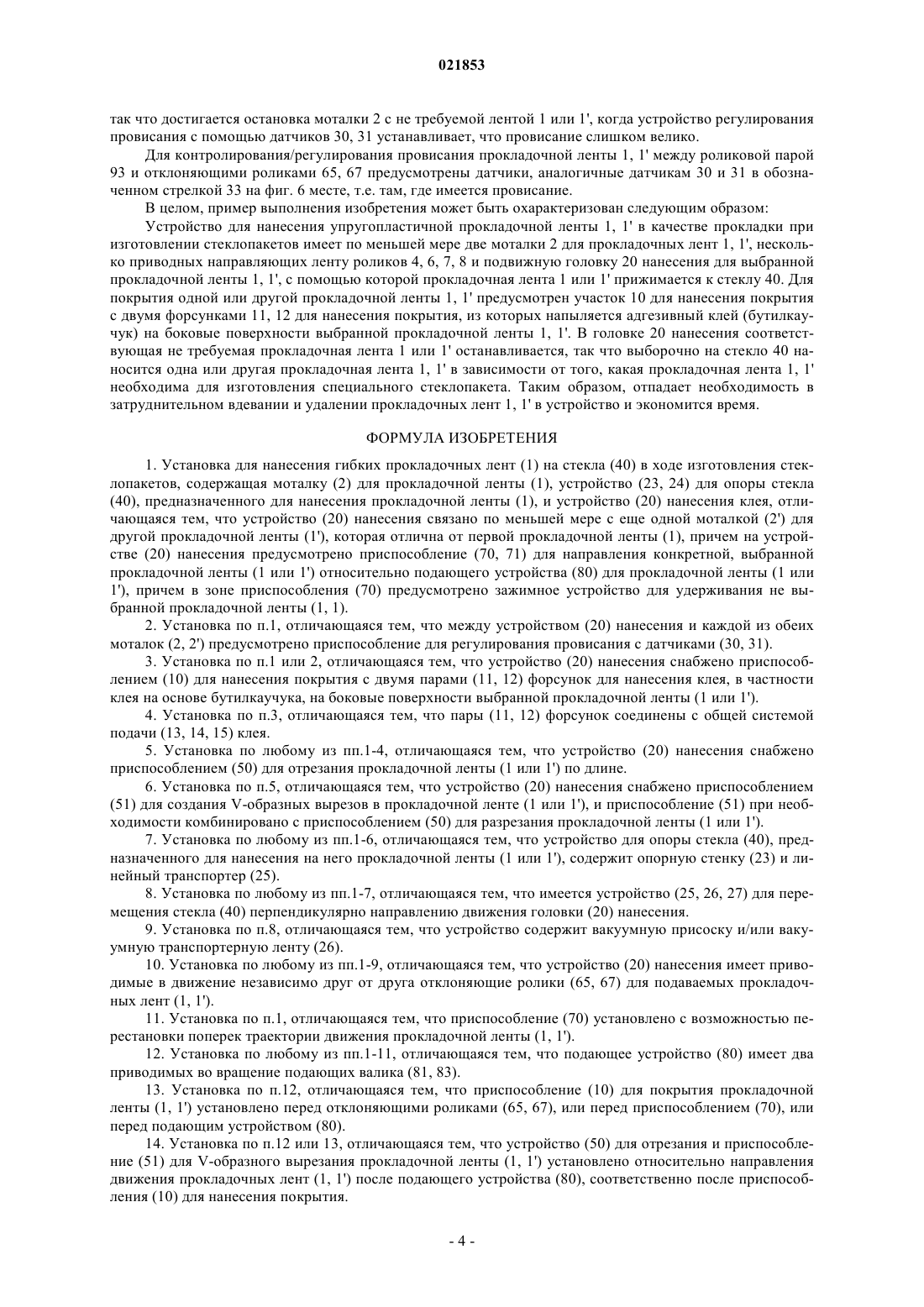
1. Установка для нанесения гибких прокладочных лент (1) на стекла (40) в ходе изготовления стеклопакетов, содержащая моталку (2) для прокладочной ленты (1), устройство (23, 24) для опоры стекла (40), предназначенного для нанесения прокладочной ленты (1), и устройство (20) нанесения клея, отличающаяся тем, что устройство (20) нанесения связано по меньшей мере с еще одной моталкой (2') для другой прокладочной ленты (1'), которая отлична от первой прокладочной ленты (1), причем на устройстве (20) нанесения предусмотрено приспособление (70, 71) для направления конкретной, выбранной прокладочной ленты (1 или 1') относительно подающего устройства (80) для прокладочной ленты (1 или 1'), причем в зоне приспособления (70) предусмотрено зажимное устройство для удерживания не выбранной прокладочной ленты (1, 1).
2. Установка по п.1, отличающаяся тем, что между устройством (20) нанесения и каждой из обеих моталок (2, 2') предусмотрено приспособление для регулирования провисания с датчиками (30, 31).
3. Установка по п.1 или 2, отличающаяся тем, что устройство (20) нанесения снабжено приспособлением (10) для нанесения покрытия с двумя парами (11, 12) форсунок для нанесения клея, в частности клея на основе бутилкаучука, на боковые поверхности выбранной прокладочной ленты (1 или 1').
4. Установка по п.3, отличающаяся тем, что пары (11, 12) форсунок соединены с общей системой подачи (13, 14, 15) клея.
5. Установка по любому из пп.1-4, отличающаяся тем, что устройство (20) нанесения снабжено приспособлением (50) для отрезания прокладочной ленты (1 или 1') по длине.
6. Установка по п.5, отличающаяся тем, что устройство (20) нанесения снабжено приспособлением (51) для создания V-образных вырезов в прокладочной ленте (1 или 1'), и приспособление (51) при необходимости комбинировано с приспособлением (50) для разрезания прокладочной ленты (1 или 1').
7. Установка по любому из пп.1-6, отличающаяся тем, что устройство для опоры стекла (40), предназначенного для нанесения на него прокладочной ленты (1 или 1'), содержит опорную стенку (23) и линейный транспортер (25).
8. Установка по любому из пп.1-7, отличающаяся тем, что имеется устройство (25, 26, 27) для перемещения стекла (40) перпендикулярно направлению движения головки (20) нанесения.
9. Установка по п.8, отличающаяся тем, что устройство содержит вакуумную присоску и/или вакуумную транспортерную ленту (26).
10. Установка по любому из пп.1-9, отличающаяся тем, что устройство (20) нанесения имеет приводимые в движение независимо друг от друга отклоняющие ролики (65, 67) для подаваемых прокладочных лент (1, 1').
11. Установка по п.1, отличающаяся тем, что приспособление (70) установлено с возможностью перестановки поперек траектории движения прокладочной ленты (1, 1').
12. Установка по любому из пп.1-11, отличающаяся тем, что подающее устройство (80) имеет два приводимых во вращение подающих валика (81, 83).
13. Установка по п.12, отличающаяся тем, что приспособление (10) для покрытия прокладочной ленты (1, 1') установлено перед отклоняющими роликами (65, 67), или перед приспособлением (70), или перед подающим устройством (80).
14. Установка по п.12 или 13, отличающаяся тем, что устройство (50) для отрезания и приспособление (51) для V-образного вырезания прокладочной ленты (1, 1') установлено относительно направления движения прокладочных лент (1, 1') после подающего устройства (80), соответственно после приспособления (10) для нанесения покрытия.
15. Установка по любому из пп.1-14, отличающаяся тем, что после каждой моталки (2, 2') для прокладочных лент (1, 1') установлены устройства регулирования провисания с датчиками (30, 31), которые функционально связаны с вращательным приводом для моталок (2, 2').
16. Установка по любому из пп.1-15, отличающаяся тем, что устройство (20) нанесения имеет подающие ролики (81, 83) и приспособление с датчиками для регулирования провисания между подающими роликами (93) для прокладочной ленты (1, 1') и отклоняющими роликами (65, 67).
17. Установка по любому из пп.1-16, отличающаяся тем, что установленные в устройстве (20) нанесения роликовые пары (91 и 93) приводятся во вращение в зависимости от скорости подающих роликов (81, 83) подающего устройства (80).

Текст
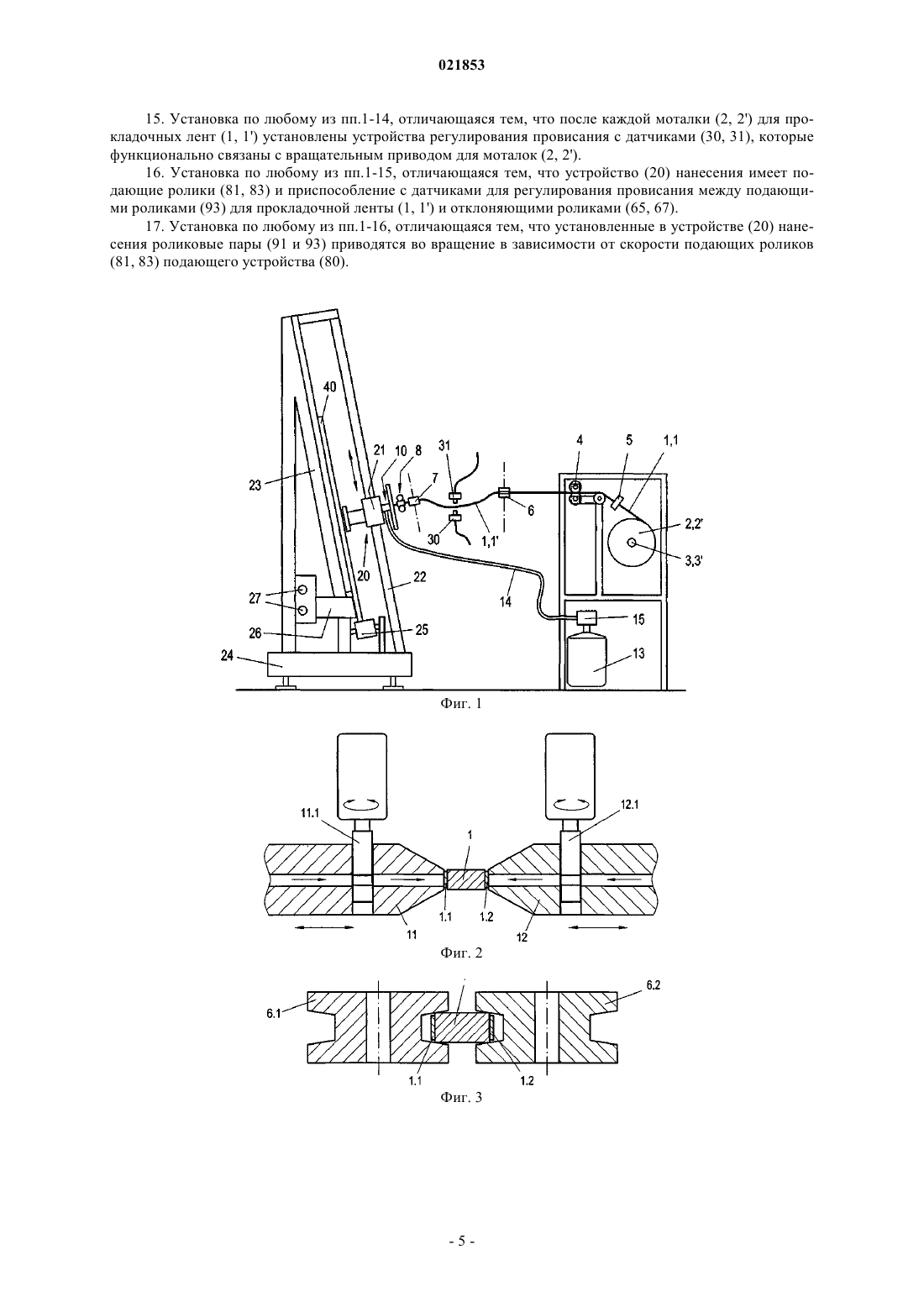
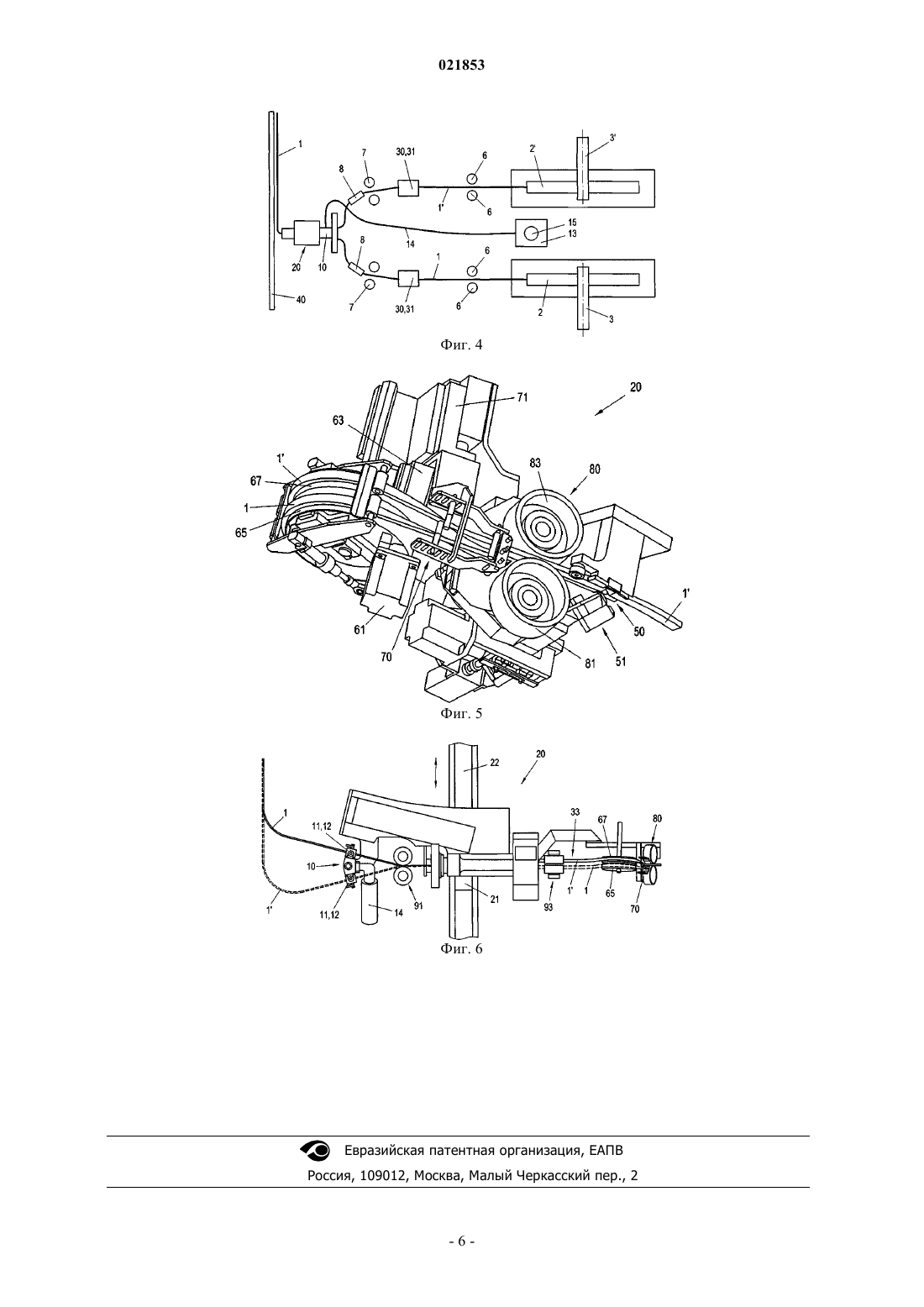
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПРОКЛАДОЧНОЙ ЛЕНТЫ Устройство для нанесения упругопластичной прокладочной ленты (1, 1') в качестве прокладки при изготовлении стеклопакетов имеет по меньшей мере две моталки (2) для прокладочных лент(1, 1'), несколько приводных направляющих ленту роликов (4, 6, 7, 8) и подвижную головку (20) нанесения для выбранной прокладочной ленты (1, 1'), с помощью которой прокладочная лента(1 или 1') прижимается к стеклу (40). Для покрытия одной или другой прокладочной ленты(1, 1') клеем предусмотрен участок (10) для нанесения покрытия с двумя форсунками (11, 12) для нанесения покрытия, из которых напыляется адгезивный клей (бутилкаучук) на боковые поверхности выбранной прокладочной ленты (1, 1'). В головке (20) нанесения соответствующая не требуемая прокладочная лента (1 или 1') останавливается, так что выборочно на стекло (40) наносится одна или другая прокладочная лента (1, 1') в зависимости от того, какая прокладочная лента (1, 1') необходима для изготовления специального стеклопакета. Таким образом, отпадает необходимость в затруднительном удалении и вдевании прокладочных лент (1, 1') в устройство и экономится время.(71)(73) Заявитель и патентовладелец: ИНОВА ЛИСЕЦ ТЕХНОЛОГИЦЕНТРУМ ГМБХ (AT) Изобретение относится к устройству с признаками ограничительной части п.1 формулы изобретения. Обычно прокладки между стеклами содержащего два или более стекол стеклопакета состоят из алюминиевых или стальных полых профилей. Из DE-A-3002904 известна часто называемая Swiggle-Strip прокладочная лента с прямоугольным поперечным сечением, которая в снабженном защитными пленками состоянии подается с накопительного барабана или моталки и с помощью снабженного поворотной головкой устройства, наносится на стекло. Эта прокладочная лента на основе бутилкаучука является вязкопластичной, сильно клеящей (что желательно для газонепроницаемого соединения сначала с первым и затем со вторым стеклом стеклопакета), однако имеет сильно зависящую от температуры вязкость. В последнее время были разработаны существенно менее чувствительные к температуре упругопластичные прокладочные ленты на основе полиуретана или т.п., которые также имеют прямоугольное поперечное сечение, более постоянны по форме и по размерам, чем так называемая лента Swiggle-Strip,имеют затем на наружной стороне диффузионный барьер, например, ламинирование из алюминиевой фольги, и на предназначенных для склеивания со стеклами узких сторонах снабжены у изготовителя тонким, вплоть до нанесения прокладочной ленты закрытым защитной пленкой покрытием из сильно адгезивного клея. Из DE-A-10212359 известен способ и устройство для нанесения такой прокладочной ленты на стекла, состоящие по меньшей мере из двух стекол стеклопакетов. Из DE-A-10350312 известно принятое за прототип устройство для изготовления стеклопакетов, которое имеет устройство для нанесения упругопластичной прокладочной ленты. Это устройство для нанесения прокладочной ленты при изготовлении стеклопакетов содержит моталку для ленты, несколько приводных направляющих ленту роликов и подвижную относительно стекла, прижимную головку для прокладочной ленты. В отличие от уровня техники применяется упругопластичная прокладочная лента,боковые поверхности которой еще не покрыты клеем. Его наносят на эти боковые поверхности лишь незадолго до нанесения прокладочной ленты. Для этого между моталкой и прижимной головкой предусмотрены лежащие противоположно друг другу форсунки, которые покрывают боковые поверхности прокладочной ленты клеем. Из ЕР 1643072 А известно изготовление стеклопакета с дистанцирующими рамами из стальных профилей. При этом предусмотрено множество рулонов, на которых находится запас стальной ленты различной ширины. На двух расположенных рядом участках формирования рулонов изготовляют прокладочные профили (дистанцирующие профили), причем в указанной публикации упоминаются различные форматы профилей. Прокладочные (дистанцирующие профили) на этих участках сгибают в рамы и затем с помощью транспортера после нанесения сиккатива покрывают бутилом. Независимо от типа такого прокладочного элемента в указанном документе ЕР 1643072 А раскрыта идея использования ленты различной ширины. Однако упомянутое множество запасных рулонов в этом документе относится к полуфабрикату (стальной ленте), а не к готовым прокладочным (дистанцирующим) элементам. Часто возникает проблема, состоящая в том, что упруго-пластичную прокладочную ленту, которая расположена в качестве распорки между стеклами стеклопакета, необходимо наносить с другой шириной, когда необходимо изготавливать стеклопакеты, с имеющими другие размеры воздушными промежуточными пространствами. В известных устройствах (см. выше) это требует извлечения прокладочной ленты из подающего устройства (головки для нанесения) и вдевания новой прокладочной ленты с шириной, которая соответствует желаемой ширине (толщине) воздушного промежуточного пространства. Это работа требует времени, что является нежелательным в современных установках для изготовления стеклопакетов, поскольку уже из соображений экономичности желательно короткое время цикла. В частности, проблема различно широких упругопластичных лент возникает при изготовлении состоящего из нескольких стекол (по меньшей мере трех стекол) стеклопакета и между отдельными стеклами должны иметься различно широкие воздушные промежуточные пространства. В основу изобретения положена задача создания устройства, с помощью которого возможна простая замена упруго-пластичных лент, которые служат в качестве распорок в стеклопакетах. Эта задача решена согласно изобретению с помощью устройства, которое имеет признаки пункта 1 формулы изобретения. Предпочтительные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения. С помощью устройства согласно изобретению возможна смена упругопластичных прокладочных лент быстро и без затруднительного вытягивания и вставления. Благодаря выполнению согласно изобретению можно участок нанесения покрытия (головку с двумя парами форсунок) для нанесения клея, например, бутилового клея, на боковые поверхности прокладочной ленты без проблем согласовывать с соответствующей требуемой прокладочной лентой (прокладочной лентой соответствующей ширины) тем, что активируется соответствующая необходимая пара форсунок. Устройство согласно изобретению позволяет также выполнять устройство для разрезания упруго-1 021853 пластичной прокладочной ленты, с одной стороны, и приспособление для выполнения V-образных вырезов (вырубок) в зоне прокладочной ленты, которые затем образуют углы распорки, с другой стороны,так, что в них можно по выбору подавать соответствующую необходимую прокладочную ленту. Устройство согласно изобретению позволяет не только по выбору подавать и наносить на стекло прокладочные ленты различной ширины, но также выбирать различно выполненные прокладочные ленты в соответствии с предъявляемыми требованиями. В устройстве согласно изобретению предусмотрены по меньшей мере два накопителя (моталки) для служащих в качестве распорки упруго-пластичных прокладочных лент. Устройства подачи (головки нанесения) могут быть выполнены как обычно, например, как известно из DE-A-10350312 или DE-A-10212359 или же из WO 2006/003505 А. При этом согласно изобретению подающие устройства и накопительные моталки (накопительные барабаны) для упруго-пластичных прокладочных лент, которые служат в качестве распорок, могут быть установлены с любым расположением относительно друг друга, например, рядом друг с другом. Лишь в зонах, где расположены головка с форсункой для нанесения адгезионного клея и/или устройство для разрезания, и приспособление для выполнения V-образных вырезов, прокладочные ленты могут сближаться друг с другом. Другие преимущества и признаки изобретения следуют из приведенного ниже описания предпочтительного примера выполнения со ссылками на прилагаемые чертежи, на которых изображено: фиг. 1 - устройство для нанесения прокладочной ленты на сильно упрощенном виде сбоку; фиг. 2 - разрез прокладочной ленты между форсунками для нанесения покрытия в сильно увеличенном масштабе; фиг. 3 - ведомая пара роликов для бокового направления прокладочной ленты также в увеличенном масштабе; фиг. 4 - устройство для нанесения различных прокладочных лент; фиг. 5 - часть головки для нанесения покрытия, в изометрической проекции и фиг. 6 - другие части головки для нанесения покрытия. В показанном на фиг. 1 устройстве упруго-пластичные прокладочные ленты 1, 1' с прямоугольным поперечным сечением (смотри фиг. 2) сматываются с моталок 2, которые сидят каждая на приводном валу 3, через направляющие ролики 4 через предусмотренные в случае необходимости устройства 5 измерения пути. Затем следует участок, на котором упругопластичные прокладочные ленты 1, 1' свободно провисают. Провисание удерживается с помощью нижних датчиков 30 и верхних датчиков 31, которые соединены через сигнальные кабели с управляющим устройством (не изображено), между (верхним) минимальным значением и (нижним) максимальным значением, а именно так, что управляющее устройство в зависимости от сигналов датчиков 30 и 31 воздействует на привод моталок и роликов. За счет этого достигается, что прокладочные ленты 1, 1' без продольных напряжений, т.е. без сжатия и растяжения, входят затем через другие роликовые пары 7 и 8 в головку 20 нанесения, которая установлена с возможностью перемещения с помощью салазок 21 в направлении двойной стрелки на колонне 22. Колонна 22 слегка наклонена относительно вертикали и проходит параллельно опорной стенке 23, например, опорной стенке с воздушной подушкой, которая опирается на машинную раму 24. На опорную стенку опирается стекло 40, нижний край которого стоит на линейном транспортере 25, например, роликовом транспортере 25. С помощью линейного транспортера 25, в частности, с поддержкой от вакуумного транспортера 26, который установлен с возможностью сдвига на горизонтальных направляющих 27, обеспечивается возможность реверсивной транспортировки стекла 40. Вакуумный транспортер 26 может быть соединенным с линейным транспортером 25 вакуумной присоской или бесконечной вакуумной транспортерной лентой. Головка 20 нанесения, в свою очередь, установлена с возможностью поворота вокруг перпендикулярной колонне 22 оси. За счет относительного сдвига головки 20 нанесения относительно стекла 40 и движения самого стекла 40, прокладочная лента 1 или прокладочная лента 1' прижимается вблизи края по периметру к стеклу 40. Прокладочная лента 1 проходит через участок 10 для нанесения покрытия, который интегрирован в наносящую головку 20 и который через трубопровод 14 соединен с помощью насоса 15 с содержащим клей, например, бутиловый клей, резервуаром 13. Участок 10 для нанесения покрытия, в котором на боковые поверхности прокладочных лент 1, 1' наносится слой клея, содержит две пары 11, 12 форсунок,которые совместно снабжаются клеем из трубопровода 14. На фиг. 2 схематично показана одна из расположенных в участке 10 для нанесения покрытия пар 11 и 12 форсунок для нанесения клея на боковые поверхности прокладочной ленты 1 и 1'. Протеканием клея через форсунки 11 и 12 можно управлять, соответственно, регулировать с помощью приводимых в действие серводвигателями заслонок 11.1 и 12.1 так, что боковые поверхности прокладочной ленты 1 и 1' покрываются слоем 1.1, соответственно, 1.2 клея, по существу, постоянной, т.е. не зависящей от мгновенной скорости ленты 1, толщины. Для этого приводные двигатели заслонок 11.1 и 12.1 и при необходимости устройства для измерения толщины соединены с управляющим устройством (не изображено). Форсунки 11 и 12 установлены с возможностью сдвига в соответствии с двойной стрелкой для согласо-2 021853 вания расстояния между их выходами на прокладочных лентах 1, 1' различной ширины. На фиг. 3 показаны расположенные после участка нанесения покрытия пары роликов для бокового направления прокладочной ленты 1 различного профиля, так что показанные ролики 6.1 и 6.2 соприкасаются с прокладочными лентами 1, 1' лишь на кромках боковых поверхностей ленты. Ролики, например,ролики 6.1 и 6.2, могут быть выполнены свободно вращающимися или сидеть на валах, не изображенных приводных двигателей, которые удерживают окружную скорость роликов синхронной и в соответствии с мгновенной или мгновенно требуемой скоростью движения ленты. В устройстве, согласно изобретению, предусмотрены (см. фиг. 4) два участка с моталками 2, с роликами 4, а также с возможно предусмотренным устройством 5 измерения пути. В головке 20 нанесения предусмотрен участок 10 для нанесения бутилового клея. Участок 10 для нанесения покрытия выполнен, например, как известно из DE-A-10350312, однако в устройстве, согласно изобретению, выполнен так, что с помощью его можно выборочно обрабатывать прокладочную ленту 1 или прокладочную ленту 1', т.е. покрывать из выбранной пары 11, 12 форсунок клеем, чтобы затем наносить ее на обращенную к ним поверхность стекла 40. При этом прокладочные ленты 1 и 1' имеют различные размеры, цвет и/или форму поперечного сечения. В устройстве согласно изобретению в головке 20 нанесения предусмотрено устройство 50 (см. фиг. 5) для разрезания ленты 1, 1', в котором прокладочная лента 1 или 1' разрезается на соответствующую необходимую длину и в котором с помощью приспособления 51 могут создаваться V-образные вырезы(вырубки) или косые вырезы (для обеспечения возможности сгибания под острым углом прокладочной ленты 1, соответственно, 1' в угловых зонах). Устройство 50 может иметь нож для разрезания прокладочной ленты 1, 1'. В альтернативном варианте выполнения устройство 50 имеет нож, с помощью которого разрезается прокладочная лента 1, 1', и для приспособления 51 другой нож, с помощью которого можно выполнять V-образные вырезы в прокладочных лентах 1, 1'. Когда при использовании устройства согласно изобретению необходимо заменить прокладочную ленту 1 прокладочной лентой 1' во время изготовления стеклопакета, для которого необходима другая прокладочная лента 1 в качестве распорки, например, прокладочная лента 1', то в приспособлении 70(больше) не требующаяся прокладочная лента 1 или 1 останавливается (например, зажимается), а необходимая прокладочная лента 1 или 1', т.е. лента с желаемыми размерами/свойствами, продвигается вперед и наносится на стекло 40, при этом можно практически без перерыва продолжать работу. Следует отметить, что в рамках изобретения устройство 50 и приспособление 51 выполнены так,что они пригодны для разрезания, соответственно, выполнения V-образных вырезов при всех возможных формах поперечного сечения служащих в качестве прокладок упруго-пластичных прокладочных лент 1,1'. Следует еще отметить, что хотя изобретение представлено на основании примера выполнения с неподвижно расположенным участком сматывания прокладочных лент 1, 1', моталки 2 для прокладочных лент 1, 1' могут быть также выполнены перемещающимися на головке 20 для нанесения покрытия. Этот вариант выполнения является предпочтительным в определенных случаях применения. Предпочтительный пример выполнения головки 20 нанесения схематично и без отдельных конструктивных элементов и обшивки показан на фиг. 5 и 6. В головке 20 нанесения покрытые на участке 10 для нанесения покрытия прокладочные ленты 1, 1', направляемые с помощью возможно приводных роликовых пар 91 и 93, сдвигаются вперед мимо салазок 21 к отклоняющим роликам 65, 67. Предусмотренные в головке 20 нанесения отклоняющие ролики 65, 67 для прокладочных лент 1, 1' установлены с возможностью приведения во вращение независимо друг от друга с помощью двух приводных двигателей 61, 63. После отклоняющих роликов предусмотрено приспособление 70, которое установлено с возможностью сдвига поперек направления движения прокладочных лент 1, 1' с помощью привода 71, так что лишь соответствующая необходимая прокладочная лента 1 или 1' подается в подающий блок 80 для выбранной прокладочной ленты 1 или 1'. При этом предусмотрено, что не требующаяся прокладочная лента останавливается перед подающим блоком 80 с двумя подающими валиками 81, 83, в частности,зажимается в приспособлении 70, с целью предотвращения ее выскальзывания обратно из головки 20 нанесения. Роликовые пары 91 и 93 приводятся во вращение в зависимости от скорости, с которой выбранная прокладочная лента 1 или 1' подается подающим устройством 80 с помощью подающих валиков 81 и 83 так, что прокладочная лента 1, 1' провисает между роликовой парой 93 и отклоняющими роликами 65 и 67, т.е. не сжимается и не растягивается (сжимание, так же как растягивание, может приводить к повреждению имеющегося на прокладочной ленте 1, 1' диффузионного барьера). После подающего устройства 80 расположено устройство 50 для разрезания прокладочной ленты 1,1' на соответствующую желаемую длину и приспособление 51, которое снабжено для выполнения Vобразных вырезов в прокладочной ленте 1, 1' (как показано на фиг. 5) V-образным лезвием или двумя Vобразно расположенными лезвиями. Следует еще отметить, что между каждым участком хранения с моталкой 2 и головкой 20 нанесения расположено устройство регулирования провисания с датчиками 30, 31. Это важно, поскольку регулирование провисания с помощью датчиков 30, 31 также служит для управления приводом моталки 2,-3 021853 так что достигается остановка моталки 2 с не требуемой лентой 1 или 1', когда устройство регулирования провисания с помощью датчиков 30, 31 устанавливает, что провисание слишком велико. Для контролирования/регулирования провисания прокладочной ленты 1, 1' между роликовой парой 93 и отклоняющими роликами 65, 67 предусмотрены датчики, аналогичные датчикам 30 и 31 в обозначенном стрелкой 33 на фиг. 6 месте, т.е. там, где имеется провисание. В целом, пример выполнения изобретения может быть охарактеризован следующим образом: Устройство для нанесения упругопластичной прокладочной ленты 1, 1' в качестве прокладки при изготовлении стеклопакетов имеет по меньшей мере две моталки 2 для прокладочных лент 1, 1', несколько приводных направляющих ленту роликов 4, 6, 7, 8 и подвижную головку 20 нанесения для выбранной прокладочной ленты 1, 1', с помощью которой прокладочная лента 1 или 1' прижимается к стеклу 40. Для покрытия одной или другой прокладочной ленты 1, 1' предусмотрен участок 10 для нанесения покрытия с двумя форсунками 11, 12 для нанесения покрытия, из которых напыляется адгезивный клей (бутилкаучук) на боковые поверхности выбранной прокладочной ленты 1, 1'. В головке 20 нанесения соответствующая не требуемая прокладочная лента 1 или 1' останавливается, так что выборочно на стекло 40 наносится одна или другая прокладочная лента 1, 1' в зависимости от того, какая прокладочная лента 1, 1' необходима для изготовления специального стеклопакета. Таким образом, отпадает необходимость в затруднительном вдевании и удалении прокладочных лент 1, 1' в устройство и экономится время. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Установка для нанесения гибких прокладочных лент (1) на стекла (40) в ходе изготовления стеклопакетов, содержащая моталку (2) для прокладочной ленты (1), устройство (23, 24) для опоры стекла(40), предназначенного для нанесения прокладочной ленты (1), и устройство (20) нанесения клея, отличающаяся тем, что устройство (20) нанесения связано по меньшей мере с еще одной моталкой (2') для другой прокладочной ленты (1'), которая отлична от первой прокладочной ленты (1), причем на устройстве (20) нанесения предусмотрено приспособление (70, 71) для направления конкретной, выбранной прокладочной ленты (1 или 1') относительно подающего устройства (80) для прокладочной ленты (1 или 1'), причем в зоне приспособления (70) предусмотрено зажимное устройство для удерживания не выбранной прокладочной ленты (1, 1). 2. Установка по п.1, отличающаяся тем, что между устройством (20) нанесения и каждой из обеих моталок (2, 2') предусмотрено приспособление для регулирования провисания с датчиками (30, 31). 3. Установка по п.1 или 2, отличающаяся тем, что устройство (20) нанесения снабжено приспособлением (10) для нанесения покрытия с двумя парами (11, 12) форсунок для нанесения клея, в частности клея на основе бутилкаучука, на боковые поверхности выбранной прокладочной ленты (1 или 1'). 4. Установка по п.3, отличающаяся тем, что пары (11, 12) форсунок соединены с общей системой подачи (13, 14, 15) клея. 5. Установка по любому из пп.1-4, отличающаяся тем, что устройство (20) нанесения снабжено приспособлением (50) для отрезания прокладочной ленты (1 или 1') по длине. 6. Установка по п.5, отличающаяся тем, что устройство (20) нанесения снабжено приспособлением(51) для создания V-образных вырезов в прокладочной ленте (1 или 1'), и приспособление (51) при необходимости комбинировано с приспособлением (50) для разрезания прокладочной ленты (1 или 1'). 7. Установка по любому из пп.1-6, отличающаяся тем, что устройство для опоры стекла (40), предназначенного для нанесения на него прокладочной ленты (1 или 1'), содержит опорную стенку (23) и линейный транспортер (25). 8. Установка по любому из пп.1-7, отличающаяся тем, что имеется устройство (25, 26, 27) для перемещения стекла (40) перпендикулярно направлению движения головки (20) нанесения. 9. Установка по п.8, отличающаяся тем, что устройство содержит вакуумную присоску и/или вакуумную транспортерную ленту (26). 10. Установка по любому из пп.1-9, отличающаяся тем, что устройство (20) нанесения имеет приводимые в движение независимо друг от друга отклоняющие ролики (65, 67) для подаваемых прокладочных лент (1, 1'). 11. Установка по п.1, отличающаяся тем, что приспособление (70) установлено с возможностью перестановки поперек траектории движения прокладочной ленты (1, 1'). 12. Установка по любому из пп.1-11, отличающаяся тем, что подающее устройство (80) имеет два приводимых во вращение подающих валика (81, 83). 13. Установка по п.12, отличающаяся тем, что приспособление (10) для покрытия прокладочной ленты (1, 1') установлено перед отклоняющими роликами (65, 67), или перед приспособлением (70), или перед подающим устройством (80). 14. Установка по п.12 или 13, отличающаяся тем, что устройство (50) для отрезания и приспособление (51) для V-образного вырезания прокладочной ленты (1, 1') установлено относительно направления движения прокладочных лент (1, 1') после подающего устройства (80), соответственно после приспособления (10) для нанесения покрытия. 15. Установка по любому из пп.1-14, отличающаяся тем, что после каждой моталки (2, 2') для прокладочных лент (1, 1') установлены устройства регулирования провисания с датчиками (30, 31), которые функционально связаны с вращательным приводом для моталок (2, 2'). 16. Установка по любому из пп.1-15, отличающаяся тем, что устройство (20) нанесения имеет подающие ролики (81, 83) и приспособление с датчиками для регулирования провисания между подающими роликами (93) для прокладочной ленты (1, 1') и отклоняющими роликами (65, 67). 17. Установка по любому из пп.1-16, отличающаяся тем, что установленные в устройстве (20) нанесения роликовые пары (91 и 93) приводятся во вращение в зависимости от скорости подающих роликов
МПК / Метки
МПК: E06B 3/673
Метки: ленты, нанесения, прокладочной, устройство
Код ссылки
<a href="https://eas.patents.su/7-21853-ustrojjstvo-dlya-naneseniya-prokladochnojj-lenty.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для нанесения прокладочной ленты</a>
Винтовая крышка с прокладочной шайбой
Номер патента: 3103
Опубликовано: 27.02.2003
Автор: Тромбах Хорст
МПК: B65D 51/20
Метки: винтовая, шайбой, крышка, прокладочной
Формула / Реферат:
1. Винтовая крышка с прокладочной шайбой для закрытия емкости с входным отверстием, ограниченным периферийным краем, в которой прокладочная шайба состоит из нескольких слоев, из которых нижние слои предусмотрены для герметизации входного отверстия емкости перед первым вскрытием емкости; нижние слои связаны с верхними слоями прокладочной шайбы с возможностью разделения; указанные верхние слои выполнены с возможностью повторной временной укупорки...
Приводное устройство траволатора, способ замены ведущего ремня ленты поручня траволатора и опорный элемент ленты поручня траволатора
Номер патента: 14172
Опубликовано: 29.10.2010
Авторы: Ауланко Эско, Оссендорф Марк, Мусталахти Йорма
МПК: B66B 23/04
Метки: ленты, ремня, способ, траволатора, устройство, поручня, приводное, элемент, ведущего, замены, опорный
Формула / Реферат:
1. Приводное устройство (1) механизма, такого как траволатор, движущаяся дорожка или эскалатор, который содержит по меньшей мере один поручень (13) с лентой (12), причем указанное приводное устройство (1) содержит, по меньшей мере, приводной двигатель (2), опорный элемент (10) ленты (12) поручня и приводной ремень (8), расположенный с возможностью передачи вращательного движения от приводного двигателя (2) к опорному элементу (10),...
Упакованные ленты, а также способы и устройство для упаковывания указанных лент
Номер патента: 2000
Опубликовано: 22.10.2001
Автор: Ам Пауль Хенрик
МПК: B65H 45/101
Метки: лент, упакованные, указанных, ленты, также, способы, устройство, упаковывания
Формула / Реферат:
1. Упакованная лента (1), содержащая, по меньшей мере, одну сложенную ленту (2) и упаковку (3, 40), предпочтительно выполненную из пластикового листа, отличающаяся тем, что лента (2) зигзагообразно сложена, по меньшей мере, в одну стопку прямоугольной формы таким образом, что некоторые из сгибов (2а) ленты выровнены с торцами стопки, тогда как остальные сгибы (2б) расположены на различных расстояниях от них. 2. Упакованная лента по п.1,...
Способ химической обработки, например травления, катаной стальной ленты и устройство для его осуществления
Номер патента: 2523
Опубликовано: 27.06.2002
Автор: Рихерт Витольд
Метки: осуществления, способ, например, обработки, катаной, устройство, травления, стальной, химической, ленты
Формула / Реферат:
1. Способ химической обработки, в частности травления, катаной стальной ленты, пропускаемой в виде петли через несколько обрабатывающих ванн, расположенных на линии обработки, и воздействия при этом, по меньшей мере, с одной стороны обрабатывающим раствором, подаваемым через разбрызгивающие или распылительные узлы, выполненные с возможностью включения, или выключения, и/или регулирования ширины разбрызгивания и/или эксплуатируемые с регулируемым...
Устройство для разливки металлической ленты и способ управления им
Номер патента: 3507
Опубликовано: 26.06.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: устройство, ленты, разливки, металлической, управления, способ
Формула / Реферат:
1. Устройство для разливки металлической ленты, содержащее два установленных рядом друг с другом с возможностью вращения, образующих литейную щель литейных валка (22, 24), причем литейные валки (22, 24) имеют возможность перемещения из позиции (G) литья на позицию (W) техобслуживания и обратно, отличающееся тем, что литейные валки (22, 24) установлены с возможностью перемещения от позиции (G) литья на такое расстояние, чтобы на позицию (G) литья...
Предыдущий патент: Аналоги нейропептида y с заменой на пролин в положении 34
Случайный патент: Клапанная доска для золотникового клапана и золотниковый клапан с ее использованием