Ламинированный упаковочный материал с гофрированным слоем
Формула / Реферат
1. Ламинированный упаковочный материал (12, 12') для контейнера (10, 15, 15') для текучих пищевых продуктов, содержащий первый слой (18) и второй слой (20), выполненные из волокнистого картонного материала с покрытием (28, 30) из полимерного материала на них и имеющие каждый внутреннюю и наружную поверхность, и третий слой (22), расположенный между внутренними поверхностями первого слоя (18) и второго слоя (20) и имеющий синусоидальное сечение, образуя при этом отделения, образованные третьим слоем (22) и одним из первого (18) и второго (20) слоев, отличающийся тем, что третий слой является гофрированным материалом, имеющим частоту гофров от 6 до 15 гофров на линейный сантиметр, а отделения проходят по длине ламинированного упаковочного материала.
2. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что каждый гофр может иметь высоту профиля от 8 до 50 мил.
3. Ламинированный упаковочный материал (12, 12') по п.1 или 2, отличающийся тем, что барьерный слой (34, 138) приклеен к наружной поверхности первого слоя (18).
4. Ламинированный упаковочный материал (12, 12') по любому из пп.1-3, отличающийся тем, что этот материал сформирован в коробку (10) со щипцовым верхом, параллелепипедный контейнер (15) и т.п.
5. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что он представляет собой намотанное полотно материала (39).
6. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что он представляет собой заготовку (14) коробки.
7. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что каждый гофр приклеен к одному из первого и второго слоев (18, 20).
8. Способ изготовления ламинированного упаковочного материала (12, 12') для контейнера (10, 15, 15') для текучих пищевых продуктов, заключающийся в соединении третьего гофрированного слоя (22), имеющего синусоидальное сечение, с внутренними поверхностями первого слоя (18) и второго слоя (20), причем первый и второй слои выполнены из волокнистого картонного материала с покрытием (28, 30) из полимерного материала, отличающийся тем, что третий слой изготавливают с частотой от 6 до 15 гофров на линейный сантиметр, причем каждый гофр приклеен к одному из первого и второго слоев, образуя отделения, которые ориентированы по длине ламинированного упаковочного материала.
9. Применение ламинированного упаковочного материала (12, 12') по п.1, для изготовления контейнера для текучих пищевых продуктов.

Текст
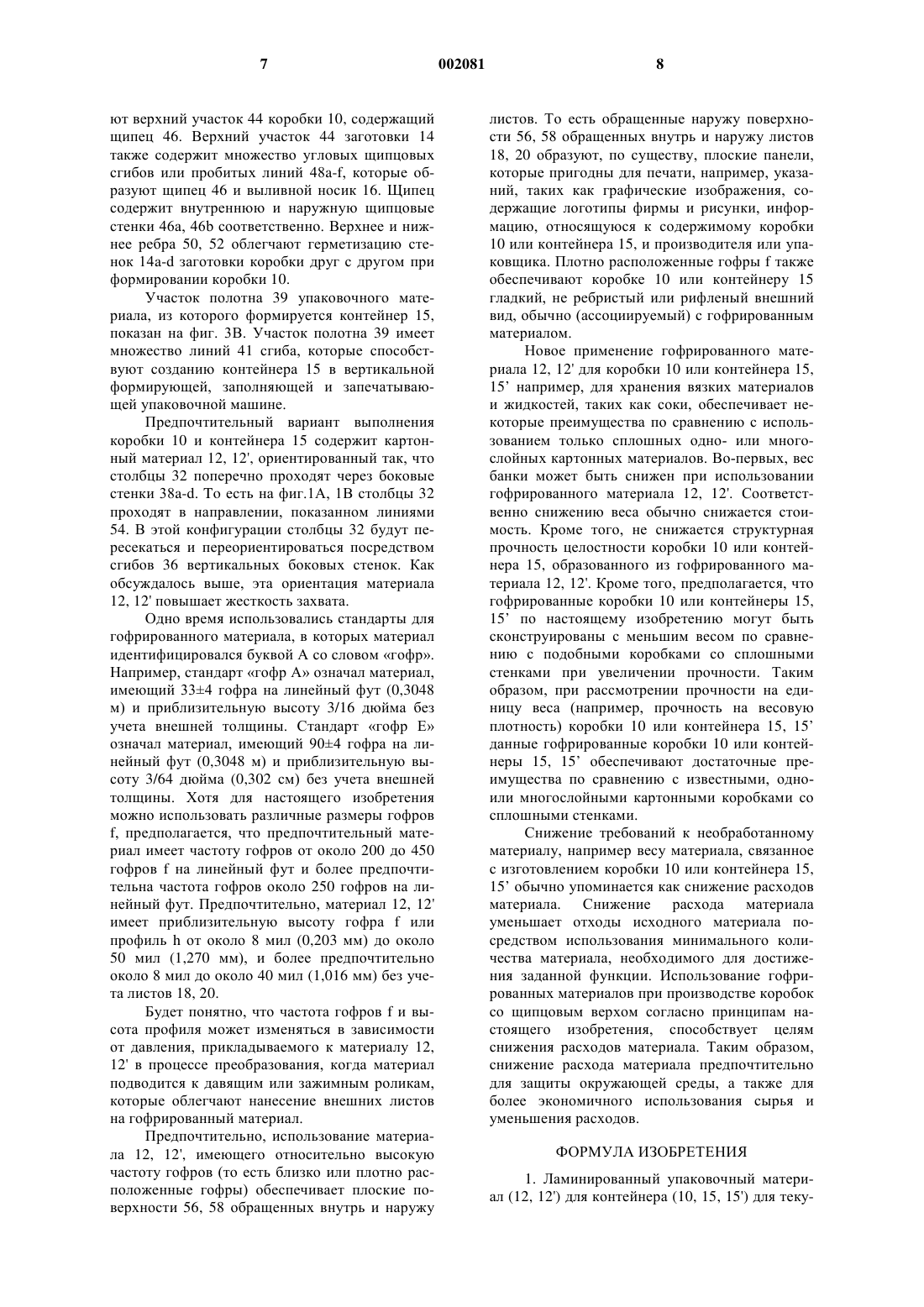
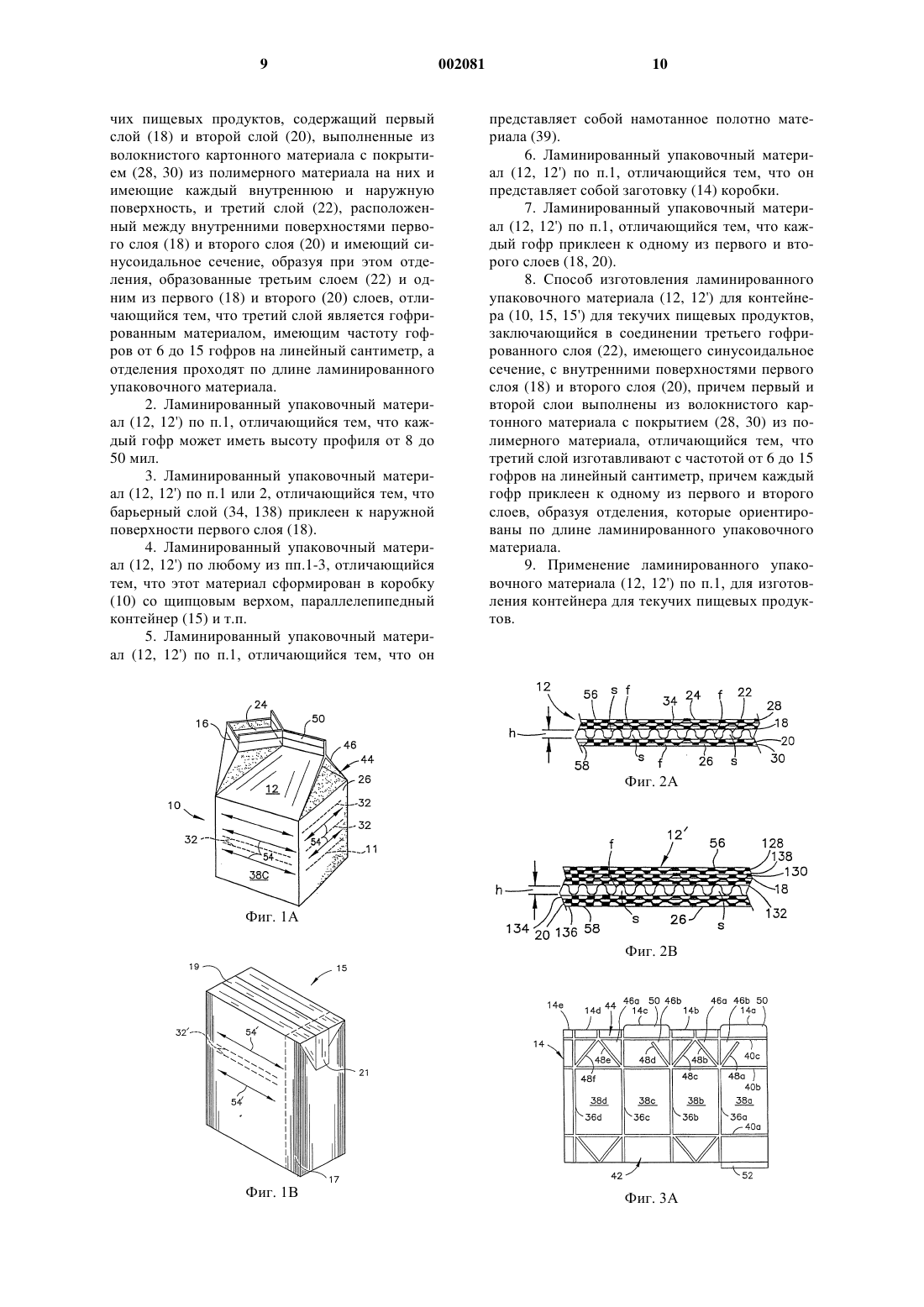
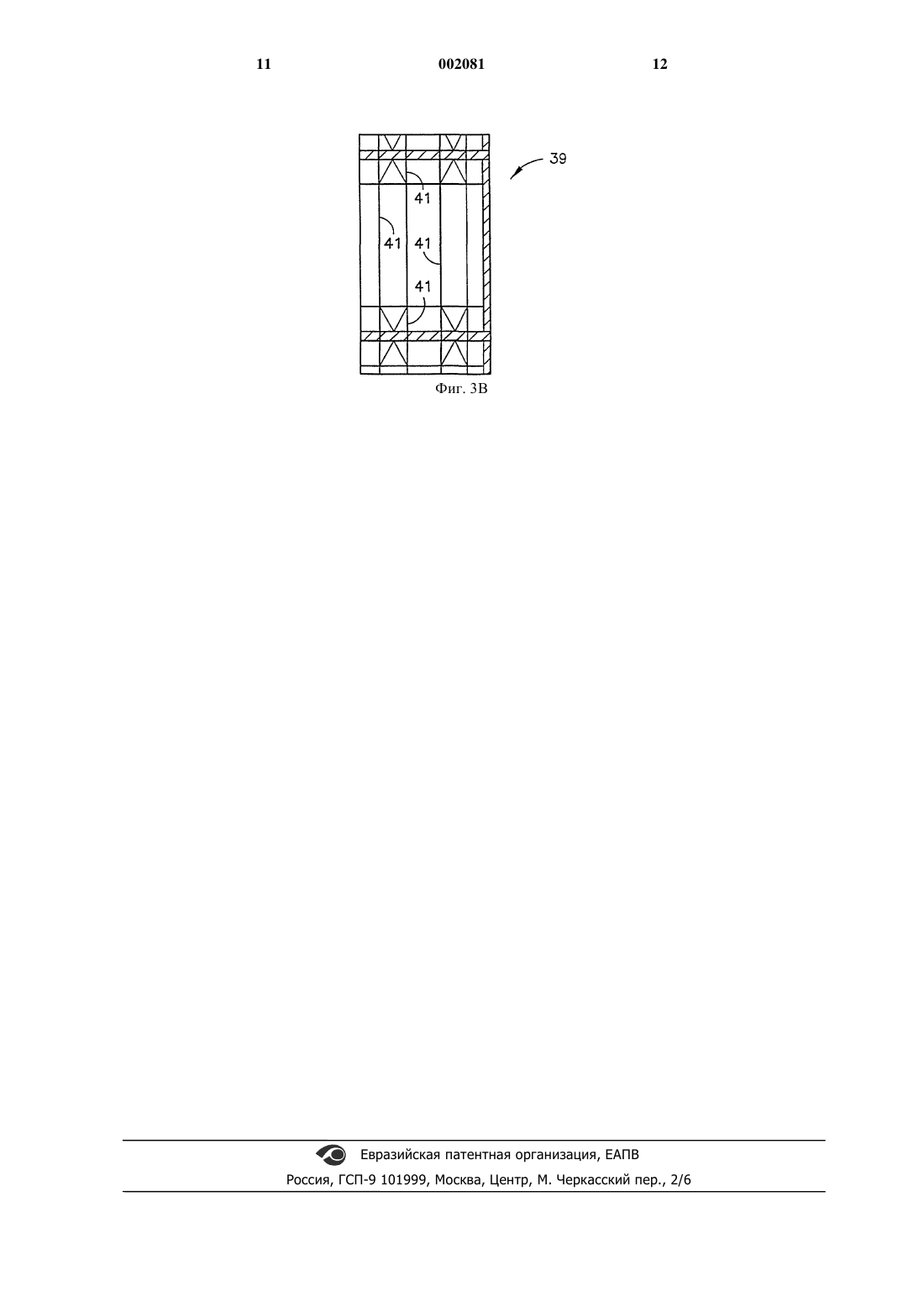
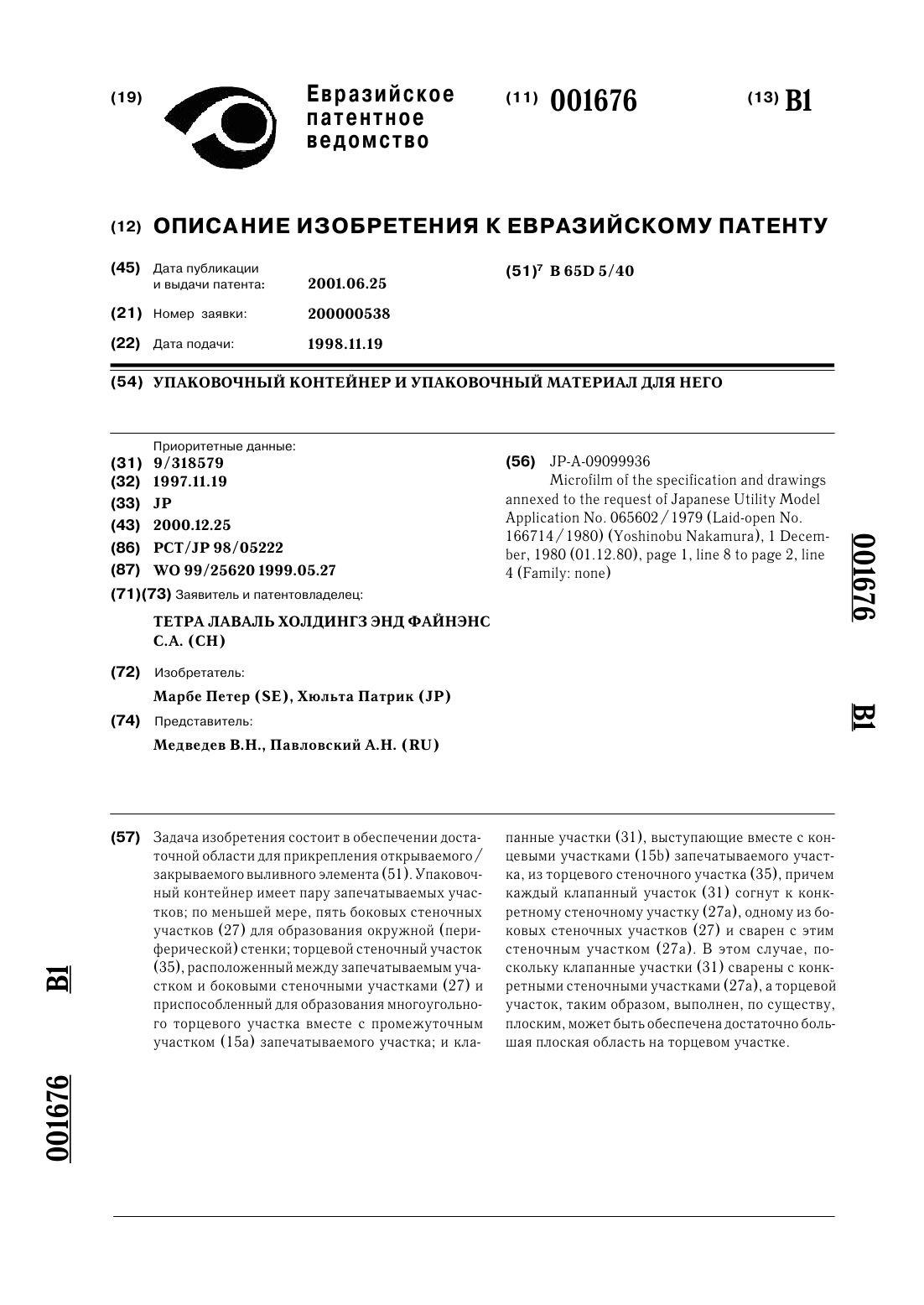
1 Область техники Настоящее изобретение касается упаковочного материала для контейнеров для текучих пищевых продуктов. Конкретно, настоящее изобретение касается ламинированного материала,образованного, по меньшей мере, из одного слоя гофрированного упаковочного материала для контейнера для текучих материалов. Предшествующий уровень техники Имеются различные виды контейнеров для текучих пищевых продуктов. Одним из видов является общепризнанная коробка со щипцовым верхом, такая как коробка TETRA REX, фирмыTetra Pak, Inc. Chicago, Illinois. Другим типом контейнера является привычный параллелепипедный контейнер TETRA BRIK, также производимый фирмой Tetra Pak, Inc. Chicago, Illinois. Коробка со щипцовым верхом содержит четыре боковые панели, которые оканчиваются на верхушке с заостренной щипцовой конфигурацией,а параллелепипедный контейнер образован из полотна материала и имеет четыре стороны и,по существу, плоские верх и дно. Такие контейнеры используют для упаковки и хранения жидких пищевых продуктов, таких как молоко, сок и т.п., также для других потребительских жидких товаров, таких как моющие средства. Такие контейнеры также используют для хранения сухих, порошкообразных и гранулированных товаров, таких как сухие супы. Такие контейнеры также используют, как известно, для хранения медицинских товаров, таких как порошкообразная или гранулированная Английская соль(слабительное). Традиционно такие коробки со щипцовым верхом производят из "заготовок", которые формируют или собирают и перемещают в заполняющую машину, в которой коробку заполняют, а верх или щипцовую часть сгибают и запечатывают. Заготовки транспортируют и хранят в неотформованном или плоском состоянии. Коробки обычно формируют в заполняющей машине. Как упомянуто выше, параллелепипедные контейнеры изготавливают в вертикальной формирующей, заполняющей и запечатывающей упаковочной машины из полотна материала. При обычной упаковке и хранении жидкости упаковочный материал формируют из ламинированной структуры. Один известный ламинированный материал содержит подложку из волокнистого картона, имеющую слой или покрытие из полимерного материала, такого как полиэтилен низкой плотности с обеих сторон подложки. "Стороны" подложки представляют собой внутреннюю и наружную поверхности готового контейнера. Полимерные слои обеспечивают материалу непроницаемость для жидкости, таким образом, обеспечивая, по существу, "устойчивый к утечкам" контейнер с внутренним полимерным слоем, предотвращающим утечку из контейнера 2 наружу, и наружный полимерный слой, задерживающий перенос влаги из окружающей среды внутрь. Ламинированная структура также снижает впитывание влаги материалом, которая представляет собой адсорбцию жидкости материалом контейнера и последующим переносом массы жидкости от места поглощения . Ламинированный материал также может содержать барьерный слой, смежный подложке,между подложкой и внутренним полимерным слоем. Барьерный слой улучшает газонепроницаемость коробки, что способствует поддержанию содержимого контейнера в свежем состоянии. Барьерный слой может быть расположен непосредственно на подложке. Альтернативно и предпочтительно, ламинированный материал может содержать полимерный слой между барьерным слоем и подложкой, а также полимерный слой над барьерным. В этой конфигурации полимерный слой, который располагается между барьерным слоем и подложкой, может служить для приклеивания барьерного слоя и подложки друг к другу. Такие барьерные слои используют обычно в коробках для хранения фруктовых соков и т.п. Основные расходы на производство таких контейнеров приходятся на стоимость бумажных материалов, которая связана с их весом для каждого контейнера. Бумажные продукты часто характеризуются "весовой плотностью", которая представляет собой вес картона в граммах на квадратный метр (г/м 2) . Как таковое, увеличение "весовой плотности" материала обычно связано с повышением стоимости. Любое снижение весовой плотности бумажного материала обычно приводит к снижению стоимости контейнера. Однако материал, относительно более легкие материалы, т.е. материалы с более низкой весовой плотностью обычно имеют меньшую прочность, чем материалы, имеющие более высокую весовую плотность. Следовательно, необходимо достичь баланса между снижением стоимости и прочностью. Соответственно, по-прежнему существует потребность в материале легкого веса, для производства картона или картоноподобного материала. Бумажные продукты часто характеризуются весовой плотностью, которая представляет собой вес картона в граммах на квадратный метр (г/м 2) . Как таковое, увеличение весовой плотности материала обычно связано с повышением стоимости. Такой материал и конфигурация коробки должны обеспечивать прочность и долговечность упаковки сниженной стоимости для упаковывания и хранения твердых, вязких и жидких товаров. Цель настоящего изобретения состоит в создании ламинированного упаковочного материала, содержащего гофрированный материал,расположенный между двумя картонными слоями, и обеспечивающего значительную экономию материала. 3 Раскрытие изобретения Эта цель достигается тем, что ламинированный упаковочный материал для контейнера для текучих пищевых продуктов содержит первый слой и второй слой, выполненные из волокнистого картонного материала с покрытием из полимерного материала на них и имеющие, каждый, внутреннюю и наружную поверхность, и третий слой, расположенный между внутренними поверхностями первого слоя и второго слоя,и имеющий синусоидальное сечение, образуя при этом отделения, образованные третьим слоем и одним из первого слоя и второго слоя. Согласно изобретению третий слой является гофрированным материалом, имеющим частоту гофров от 6 до 15 гофров на линейный сантиметр, а отделения проходят по длине ламинированного упаковочного материала. Каждый гофр может иметь высоту профиля от 8 до 50 мил. Барьерный слой может быть приклеен к наружной поверхности первого слоя. Ламинированный упаковочный материал может быть сформирован в коробку со щипцовым верхом, параллелепипедный контейнер и т.п. Ламинированный упаковочный материал может представлять собой намотанное полотно материала. Ламинированный упаковочный материал может представлять собой заготовку коробки. Каждый гофр может быть приклеен к одному из первого и второго слоев. Указанная цель достигается также и тем,что способ изготовления ламинированного упаковочного материала для контейнера для текучих пищевых продуктов заключается в соединении третьего гофрированного слоя, имеющего синусоидальное сечение, с внутренними поверхностями первого и второго слоя, причем первый и второй слои выполнены из волокнистого картонного материала с покрытием из полимерного материала. Согласно изобретению третий слой изготавливают с частотой от 6 до 15 гофров на линейный сантиметр, причем каждый гофр приклеен к одному из первого и второго слоев, образуя отделения, которые ориентированы по длине ламинированного упаковочного материала. Краткое описание чертежей Фиг. 1 А изображает вид в перспективе гофрированной коробки со щипцовым верхом,согласно настоящему изобретению, причем коробка показана с встроенным выливным носиком створчатого типа, и при этом для целей иллюстрации на коробке показан ряд линий гофров; фиг. 1 В - вид в перспективе гофрированного параллелепипедного контейнера по настоящему изобретению, показанному для иллюстрации с линиями гофров; 4 фиг. 2 А - вид в сечении предпочтительного варианта выполнения гофрированного упаковочного материала по настоящему изобретению; фиг. 2 В - вид в сечении альтернативного варианта выполнения гофрированного упаковочного материала по изобретению; фиг. 3 А - вид несобранной или несформированной коробки, обычно упоминаемой как заготовка коробки; фиг. 3 В - вид участка полотна материала,из которого изготавливают контейнер, показанный на фиг. 1 В, в формирующей, заполняющей и запечатывающей машине. Предпочтительные варианты выполнения изобретения На фиг. 1 А показана коробка 10 со щипцовым верхом, образованная из гофрированного материала 12, 12'. Коробка 10 образует область 11 хранения продукта и приспособлена для непосредственного хранения жидких продуктов,таких как молоко и сок, вязких продуктов, таких как майонез, и твердых продуктов, например гранулированных или порошкообразных продуктов. Коробка 10 выполнена так, чтобы хранить эти продукты без вставленной прокладки,такой как гибкий полимерный мешок, расположенной между продуктом и коробкой. Коробка 10 формируется из материала 12, 12', т.е., вопервых, подготавливается в форме, обычно называемой "заготовкой" коробки, обозначенной позицией 14 на фиг. 3, для облегчения формирования коробки. Коробка 10, показанная на фиг. 1, содержит выливной носик 16, образованный из участка материала 12, 12' коробки. Выливной носик 16 складывается обратно внутрь коробки 10 для повторного закрывания коробки 10. Заготовка 14 коробки формируется из картонного материала 12, 12'. В известных коробках, образованных из обычной конструкции с твердыми стенками, вес материала или весовая плотность будет изменяться в зависимости от требований к размеру и прочности коробки, веса и состояния (например, твердое или жидкое) содержимого и конечного предназначения коробки. В известных литровых коробках весовая плотность картона составляет от около 280 до около 300 г/м 2. На фиг. 1 В показан параллелепипедный контейнер 15. Как упомянуто выше, контейнер 15 формируется на вертикальной формирующей, заполняющей и запечатывающей упаковочной машине из полотна материала. Полотно продольно запечатывают с образованием продольного уплотнения 17, затем запечатывают поперечно с образованием поперечного уплотнения 19. Контейнер 15 затем складывают, и верхние края 21 сваривают со сторонами контейнера 15. Вариантом этого контейнера 15 является контейнер TETRA PRISMA, который имеет скошенные края и также производится фирмой Tetra Pak. Еще одним типом контейне 5 ров, который может использовать новый упаковочный материал, является контейнер TETRA ТОРR, также производимый фирмой Tetra Pak. И коробку 10, показанную на фиг. 1 А, и параллелепипедный контейнер 15 изготавливают из нового гофрированного упаковочного материала 12, 12' по настоящему изобретению, с сечениями материалов 12, 12', показанными на фиг. 2 А, 2 В. Показанный на фиг. 2 А материал 12 содержит обращенный внутрь лист 18, обращенный наружу лист 20 и гофрированный материал 22, расположенный между обращенными внутрь и наружу листами 18, 20. Гофрированный материал 22 контактирует с листами 18, 20 и фиксирован между ними. Для целей настоящего описания обращенный внутрь лист 18 представляет собой участок материала 12, 12',который находится внутри коробки 10 или контейнера 15, и образует внутреннюю поверхность 24 коробки 10, контактирующую с содержащимся материалом, а обращенный наружу лист 20 - это тот участок материала 12, 12', который находится снаружи коробки 10, т.е. например,наружная поверхность 26 коробки 10, с которой обращается потребитель. Обращенные внутрь и наружу листы 18, 20 могут быть образованы из обычного картонного материала, который имеет нанесенный на него устойчивый к жидкости материал, такой как полиэтилен низкой плотности. Слои, покрытые полиэтиленом низкой плотности, обозначены позициями 28, 30 на фиг.2 А. Гофрированный материал 22 обычно формируется из картонного материала, который может содержать устойчивое к жидкости вещество, нанесенное на одну или обе его стороны, или может использоваться необработанным. Альтернативно, как показано на фиг. 2 В,обращенные внутрь и наружу листы 18, 20, могут иметь полимерные слои 130, 132, 134, 136,расположенные на каждой стороне листов 18, 20 для использования в качестве клея для приклеивания материалов друг к другу. Полимерные слои 130, 132 и 134, 136, кроме того, снижают перенос влаги. Как упоминалось выше, в пленочной структуре, которая содержит газонепроницаемый барьер 138, такой как фольга, эта фольга 138 может быть расположена на полимерном слое 130, а над фольгой может быть размещен дополнительный полимерный слой. При виде сверху, гофры f образуют столбцы 32, которые пересекают материал 12, 12' в направлении, перпендикулярном волнообразной конфигурации, показанной на фиг.2 А. То есть столбцы 32 направлены как бы в лист фиг.2 А и из него. Такая ориентация также повышает жесткость захвата. Хотя настоящее описание направлено и ссылается на материал 12, показанный на фиг. 2 А, должно быть понятно, что настоящее описание также хорошо применимо для материала 12', показанного на фиг. 2 В, а также для других конфигураций гофрированного ма 002081 6 териала. Если рассматривать сечение материала,проходящее через множество столбцов 32, как видно на фиг. 2 А и 2 В, гофры f имеют дугообразный внешний вид. Дуга является основной структурной формой, которая способна выдерживать значительные весовые нагрузки и признается приемлемым структурным приемом,чтобы обеспечить заданный промежуток. Специалисту в данной области также будет понятно, что гофрированные коробки могут быть образованы с несколькими стенками, то есть два или более гофрированных материалов (не показано), имеющими лист или прокладочный картон, размещенный между гофрированным материалом и указанными листами на их внутренней и наружной поверхностях. Из чертежей будет ясно, что промежутки s между гофрами f соответственно внешних листов 18, 20 открыты наружу. Специалисту в данной области будет понятно, что края (на которых могут быть видны гофры f) могут быть запечатаны для закрытия промежутков s и предотвращения доступа и впитывания влаги. Показанный на фиг.2 А материал 12 может содержать один или более полимерных слоев 28, 30, таких как вышеупомянутый полиэтилен низкой плотности для обеспечения дополнительной устойчивости к жидкости, и барьерный слой 34 для обеспечения газонепроницаемости. В предпочтительном варианте выполнения барьерным слоем 34 является металлическая фольга, такая как алюминиевая фольга. Барьерный слой 34 снижает прохождение газа, такого как кислород, через коробку 10, и таким образом повышает способность коробки 10 поддерживать содержимое в свежем состоянии. Обычно, как и раньше, и как показано на фиг.2 В,барьерный слой 138 расположен на листе 18 с полимерным слоем 130, расположенным между листом 18 и барьерным слоем 138. Дополнительный полимерный слой 128 размещен над барьерным слоем 138 в качестве наиболее глубокого слоя ламинированного материала. На фиг. 3 А показана заготовка 14 коробки в несформированном виде. Заготовка 14 содержит пять вертикальных панелей 14 а-е, образованных четырьмя вертикальными пробитыми линиями или линиями 36a-d сгиба. Четыре вертикальные панели 14a-d образуют боковые стенки 38a-d коробки 10. Пятая вертикальная стенка 14 е образует створку для запечатывания смежных стенок 38a, 38d заготовки коробки,при формировании или сборке коробки 10. Заготовка 14 содержит также три горизонтальные пробитые линии или линии 40 а-с сгиба. Нижняя горизонтальная линия 40 а вместе с участками 36a-d сгибов вертикальных боковых стенок ниже горизонтальной линии 40 а образует донный стеночный участок 42 коробки 10. Две верхние горизонтальные линии 40b-с вместе с участками 36a-d сгибов вертикальной боковой стенки над горизонтальной линией 40b образу 7 ют верхний участок 44 коробки 10, содержащий щипец 46. Верхний участок 44 заготовки 14 также содержит множество угловых щипцовых сгибов или пробитых линий 48a-f, которые образуют щипец 46 и выливной носик 16. Щипец содержит внутреннюю и наружную щипцовые стенки 46 а, 46b соответственно. Верхнее и нижнее ребра 50, 52 облегчают герметизацию стенок 14a-d заготовки коробки друг с другом при формировании коробки 10. Участок полотна 39 упаковочного материала, из которого формируется контейнер 15,показан на фиг. 3 В. Участок полотна 39 имеет множество линий 41 сгиба, которые способствуют созданию контейнера 15 в вертикальной формирующей, заполняющей и запечатывающей упаковочной машине. Предпочтительный вариант выполнения коробки 10 и контейнера 15 содержит картонный материал 12, 12', ориентированный так, что столбцы 32 поперечно проходят через боковые стенки 38a-d. To есть на фиг.1 А, 1 В столбцы 32 проходят в направлении, показанном линиями 54. В этой конфигурации столбцы 32 будут пересекаться и переориентироваться посредством сгибов 36 вертикальных боковых стенок. Как обсуждалось выше, эта ориентация материала 12, 12' повышает жесткость захвата. Одно время использовались стандарты для гофрированного материала, в которых материал идентифицировался буквой А со словом гофр. Например, стандарт гофр А означал материал,имеющий 334 гофра на линейный фут (0,3048 м) и приблизительную высоту 3/16 дюйма без учета внешней толщины. Стандарт гофр Е означал материал, имеющий 904 гофра на линейный фут (0,3048 м) и приблизительную высоту 3/64 дюйма (0,302 см) без учета внешней толщины. Хотя для настоящего изобретения можно использовать различные размеры гофровf, предполагается, что предпочтительный материал имеет частоту гофров от около 200 до 450 гофров f на линейный фут и более предпочтительна частота гофров около 250 гофров на линейный фут. Предпочтительно, материал 12, 12' имеет приблизительную высоту гофра f или профиль h от около 8 мил (0,203 мм) до около 50 мил (1,270 мм), и более предпочтительно около 8 мил до около 40 мил (1,016 мм) без учета листов 18, 20. Будет понятно, что частота гофров f и высота профиля может изменяться в зависимости от давления, прикладываемого к материалу 12,12' в процессе преобразования, когда материал подводится к давящим или зажимным роликам,которые облегчают нанесение внешних листов на гофрированный материал. Предпочтительно, использование материала 12, 12', имеющего относительно высокую частоту гофров (то есть близко или плотно расположенные гофры) обеспечивает плоские поверхности 56, 58 обращенных внутрь и наружу 8 листов. То есть обращенные наружу поверхности 56, 58 обращенных внутрь и наружу листов 18, 20 образуют, по существу, плоские панели,которые пригодны для печати, например, указаний, таких как графические изображения, содержащие логотипы фирмы и рисунки, информацию, относящуюся к содержимому коробки 10 или контейнера 15, и производителя или упаковщика. Плотно расположенные гофры f также обеспечивают коробке 10 или контейнеру 15 гладкий, не ребристый или рифленый внешний вид, обычно (ассоциируемый) с гофрированным материалом. Новое применение гофрированного материала 12, 12' для коробки 10 или контейнера 15,15 например, для хранения вязких материалов и жидкостей, таких как соки, обеспечивает некоторые преимущества по сравнению с использованием только сплошных одно- или многослойных картонных материалов. Во-первых, вес банки может быть снижен при использовании гофрированного материала 12, 12'. Соответственно снижению веса обычно снижается стоимость. Кроме того, не снижается структурная прочность целостности коробки 10 или контейнера 15, образованного из гофрированного материала 12, 12'. Кроме того, предполагается, что гофрированные коробки 10 или контейнеры 15,15 по настоящему изобретению могут быть сконструированы с меньшим весом по сравнению с подобными коробками со сплошными стенками при увеличении прочности. Таким образом, при рассмотрении прочности на единицу веса (например, прочность на весовую плотность) коробки 10 или контейнера 15, 15 данные гофрированные коробки 10 или контейнеры 15, 15 обеспечивают достаточные преимущества по сравнению с известными, одноили многослойными картонными коробками со сплошными стенками. Снижение требований к необработанному материалу, например весу материала, связанное с изготовлением коробки 10 или контейнера 15,15 обычно упоминается как снижение расходов материала. Снижение расхода материала уменьшает отходы исходного материала посредством использования минимального количества материала, необходимого для достижения заданной функции. Использование гофрированных материалов при производстве коробок со щипцовым верхом согласно принципам настоящего изобретения, способствует целям снижения расходов материала. Таким образом,снижение расхода материала предпочтительно для защиты окружающей среды, а также для более экономичного использования сырья и уменьшения расходов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ламинированный упаковочный материал (12, 12') для контейнера (10, 15, 15') для теку 9 чих пищевых продуктов, содержащий первый слой (18) и второй слой (20), выполненные из волокнистого картонного материала с покрытием (28, 30) из полимерного материала на них и имеющие каждый внутреннюю и наружную поверхность, и третий слой (22), расположенный между внутренними поверхностями первого слоя (18) и второго слоя (20) и имеющий синусоидальное сечение, образуя при этом отделения, образованные третьим слоем (22) и одним из первого (18) и второго (20) слоев, отличающийся тем, что третий слой является гофрированным материалом, имеющим частоту гофров от 6 до 15 гофров на линейный сантиметр, а отделения проходят по длине ламинированного упаковочного материала. 2. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что каждый гофр может иметь высоту профиля от 8 до 50 мил. 3. Ламинированный упаковочный материал (12, 12') по п.1 или 2, отличающийся тем, что барьерный слой (34, 138) приклеен к наружной поверхности первого слоя (18). 4. Ламинированный упаковочный материал (12, 12') по любому из пп.1-3, отличающийся тем, что этот материал сформирован в коробку(10) со щипцовым верхом, параллелепипедный контейнер (15) и т.п. 5. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что он 10 представляет собой намотанное полотно материала (39). 6. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что он представляет собой заготовку (14) коробки. 7. Ламинированный упаковочный материал (12, 12') по п.1, отличающийся тем, что каждый гофр приклеен к одному из первого и второго слоев (18, 20). 8. Способ изготовления ламинированного упаковочного материала (12, 12') для контейнера (10, 15, 15') для текучих пищевых продуктов,заключающийся в соединении третьего гофрированного слоя (22), имеющего синусоидальное сечение, с внутренними поверхностями первого слоя (18) и второго слоя (20), причем первый и второй слои выполнены из волокнистого картонного материала с покрытием (28, 30) из полимерного материала, отличающийся тем, что третий слой изготавливают с частотой от 6 до 15 гофров на линейный сантиметр, причем каждый гофр приклеен к одному из первого и второго слоев, образуя отделения, которые ориентированы по длине ламинированного упаковочного материала. 9. Применение ламинированного упаковочного материала (12, 12') по п.1, для изготовления контейнера для текучих пищевых продуктов.
МПК / Метки
МПК: B65D 65/40
Метки: материал, ламинированный, гофрированным, слоем, упаковочный
Код ссылки
<a href="https://eas.patents.su/7-2081-laminirovannyjj-upakovochnyjj-material-s-gofrirovannym-sloem.html" rel="bookmark" title="База патентов Евразийского Союза">Ламинированный упаковочный материал с гофрированным слоем</a>
Упаковочный контейнер и упаковочный материал для него
Номер патента: 1676
Опубликовано: 25.06.2001
Авторы: Марбе Петер, Хюльта Патрик
МПК: B65D 5/40
Метки: него, материал, контейнер, упаковочный
Формула / Реферат:
1. Упаковочный контейнер, содержащий (a) пару запечатываемых участков, (b) по меньшей мере, пять боковых стеночных участков для образования окружной (периферической) стенки, (c) торцевой стеночный участок, расположенный между указанным запечатываемым участком и указанными боковыми стеночными участками и приспособленный для образования многоугольного торцевого участка вместе с промежуточным участком указанного запечатываемого участка, и (d)...
Осветлительная установка со взвешенным слоем осадка для очистки воды
Номер патента: 1974
Опубликовано: 22.10.2001
Автор: Эпплер Дитер
МПК: C02F 1/52, B01D 21/02
Метки: взвешенным, очистки, слоем, воды, осветлительная, установка, осадка
Формула / Реферат:
1. Осветлительная установка со взвешенным слоем осадка для очистки воды без загрузки материала носителя, предназначенная для отделения от подготавливаемой исходной воды присутствующих в ней в виде частиц загрязнений и имеющая, по меньшей мере, один предпочтительно воронкообразно сужающийся в сечении книзу реактор (10), который имеет подводящий трубопровод (11) для исходной воды в донной части и сток (14) для осветленной воды в верхней части,...
Устройство с циркуляционным кипящим слоем для химических и физических процессов
Номер патента: 664
Опубликовано: 28.02.2000
Автор: Руотту Сеппо
МПК: B01J 8/18
Метки: физических, химических, процессов, циркуляционным, кипящим, слоем, устройство
Формула / Реферат:
1.Устройство для проведения физических и химических процессов, содержащее два отдельных технологических блока, в которых используется среда с твердыми частицами, в котором второй технологический блок служит для регенерации твердых частиц, загрязненных в первом технологическом блоке, содержащее первый реактор (1-3) для проведения реакции в первом блоке, второй реактор (4-6) для проведения реакции во втором блоке, расположенный между первым...
Монокристаллический ювелирный материал и способ его получения
Номер патента: 27
Опубликовано: 26.02.1998
Авторы: Бакунов Олег Валерьевич, Лингарт Юрий Карлович
МПК: C30B 29/16, C30B 11/04
Метки: монокристаллический, получения, материал, ювелирный, способ
Формула / Реферат:
1. Монокристаллический ювелирный материал, содержащий диоксид циркония или гафния, стабилизирующий оксид металла из ряда кальций, магний, иттрий, и окрашивающую добавку, отличающийся тем, что в качестве окрашивающей добавки он содержит металлическую медь при следующем соотношении компонентов, мас. %: Оксид кальция, магния или иттрия 16-30 Металлическая медь 0,1-0,5 Оксид циркония или ...
Cлоистый комбинированный полимерно-волокнистый материал.
Номер патента: 110
Опубликовано: 27.08.1998
Автор: Кузнецов Юрий
МПК: B32B 27/12, E04B 1/66
Метки: комбинированный, cлоистый, полимерно-волокнистый, материал
Формула / Реферат:
Слоистый комбинированный полимерно-волокнистый материал, состоящий из одного слоя термопластической полимерной пленки и двух наружных слоев волокнистого тканого материала, отличающийся тем, что, с целью улучшения его эксплуатационных свойств путем стабилизации температурных параметров, соотношение размеров исходных веществ удовлетворяет условию 2Hv ? Hp ? Hv, где материал выполнен из М = 2n+1 слоев, причем толщина материала и исходных...
Предыдущий патент: Устройство для контроля угловых параметров систем с поворотным головным зеркалом
Следующий патент: Способ отделения кетоксима или альдоксима от амида
Случайный патент: Устройство для кондиционирования топлива