Способ производства труб
Номер патента: 18552
Опубликовано: 30.08.2013
Авторы: Джахеди Махназ, Тиганис Билл, Гулициа Стефан, Захири Саден, Танг Саиксиан
Формула / Реферат
1. Способ производства труб, включающий в себя динамическое распыление в холодном газе частиц на соответствующий опорный элемент, формирующее трубу, и отделение трубы от опорного элемента, осуществляемое за счет различий в коэффициенте теплового расширения между материалом, из которого изготовлен опорный элемент, и материалом трубы.
2. Способ по п.1, отличающийся тем, что опорный элемент имеет форму раскатки, внешняя поверхность которой определяет внутреннюю поверхность трубы.
3. Способ по п.1, отличающийся тем, что опорный элемент имеет форму пресс-формы, внутренняя поверхность которой определяет внешнюю поверхность трубы.
4. Способ по п.1, отличающийся тем, что поверхность опорного элемента ровная и без дефектов.
5. Способ по п.1, отличающийся тем, что состав трубы изменяется по длине и/или по толщине трубы.
6. Способ по п.5, отличающийся тем, что труба содержит два или более различных материалов, расположенных дискретно по длине и/или слоям.
7. Способ по п.5, отличающийся тем, что состав трубы постепенно изменяется по длине и/или по толщине трубы.
8. Способ по п.1, отличающийся тем, что труба содержит материал, придающий поверхности трубы антикоррозийные и/или износоустойчивые свойства.
9. Способ по п.1, отличающийся тем, что опорный элемент имеет поверхность, придающую соответствующей поверхности трубы большую площадь поверхности.
10. Способ по п.1, отличающийся тем, что отделение трубы от опорного элемента происходит путем нагрева или охлаждения трубы и/или опорного элемента.
11. Способ по п.1, отличающийся тем, что труба содержит титан и/или титановый сплав.
12. Способ по п.9, отличающийся тем, что труба предназначена для использования в теплообменнике.
Текст
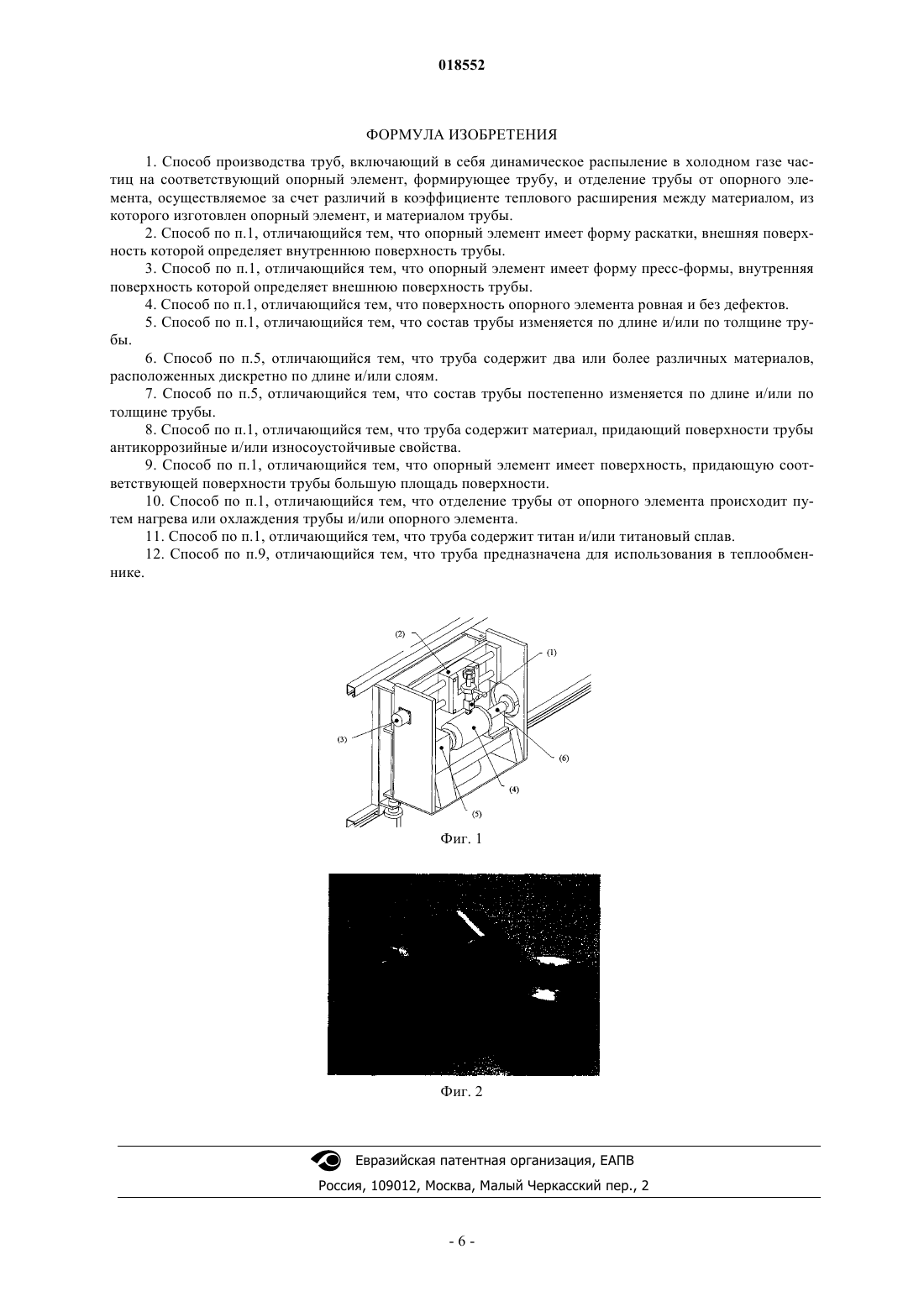
Настоящее изобретение относится к способу производства труб, который содержит динамическое распыление частиц на подходящий опорный элемент в холодном газе, тем самым, изготавливая трубу, а также отделение трубы от опорного элемента.(71)(73) Заявитель и патентовладелец: КОММОНВЕЛТ САЙЕНТИФИК ЭНД ИНДАСТРИАЛ РИСЕРЧ ОРГАНАЙЗЕЙШН (AU) Настоящее изобретение относится к способу производства труб, например, из металлов, керамики,полимерных и композитных материалов, а также из их сочетаний. А именно, настоящее изобретение относится к производству бесшовных труб с использованием динамического распыления в холодном газе(холодного распыления). Настоящее изобретение также относится к трубам, изготовленным с использованием способа по настоящему изобретению. Особый интерес представляют трубы из титана и титановых сплавов. Трубы обычно изготавливаются с использованием таких способов как прессование или при помощи спирального сварного шва. При прессовании металлическую заготовку нагревают и пробивают соответствующей раскаткой; затем происходит вытягивание, прокат, выпрямление, калибровка и, при необходимости, финишная обработка. При создании спирального сварного шва лист металла (например, титана) формуется в рулон, а затем лист сваривается для изготовления трубы. Затем трубы со спиральным сварным швом проходят термообработку, контроль качества сварных швов, калибровку и, при необходимости, финишную обработку. Подобные способы изготовления обычно являются трудоемкими, отличаются большими затратами на механическую обработку и низкой производительностью. В этой связи желательно было бы предложить способ для производства труб, который был бы лишен недостатков, присущих обычным технологиям. В частности, было бы желательно предложить способ для производства труб, который являлся бы простым и обладал относительно высокой производительностью. Соответственно, настоящим изобретением предлагается способ производства труб, который содержит холодное распыление частиц на подходящий опорный элемент (или подложку), тем самым, изготавливая трубу, а также отделение трубы от опорного элемента. Разумеется, в зависимости от необходимых свойств труб, частицы могут содержать любой материал пригодный для холодного распыления с целью создания структуры труб на опорном элементе. Частицы могут содержать один или несколько видов металла, керамики, полимерных и композитных материалов, а также комбинаций любых двух или более из этих материалов. При выборе комбинаций используемых материалов, возможно, придется учитывать их совместимость. Холодное распыление является известным способом, который используется для нанесения покрытий на поверхности. В общих словах, процесс заключается в подаче (металлических и/или неметаллических) частиц в поток газа под высоким давлением, который затем проходит через сопло Лаваля, ускоряющее поток газа до сверхзвуковых скоростей, или подаче частиц в поток газа, выходящий со сверхзвуковой скоростью из горловины сопла. После этого частицы попадают на осаждаемую поверхность. Процесс протекает при относительно низких температурах, ниже точки плавления подложки и осаждаемых частиц, а в результате бомбардирования частицами поверхности подложки происходит формирование покрытия. Тот факт, что процесс происходит при относительно низкой температуре, позволяет снизить или избежать влияния термодинамического, теплового и/или химического эффекта на покрываемую поверхность и частицы, образующие покрытие. Это означает, что можно сохранить изначальную структуру и свойства частиц, без фазовых превращений и т.п., которые в ином случае могли бы происходить при высокотемпературных процессах нанесения покрытия, таких как плазменное, высокоскоростное газопламенное напыление, арочное напыление, газопламенное распыление или других видах теплового распыления. Основополагающие принципы, приспособление и методика холодного распыления описаны,например, в US 5302414. В способе по настоящему изобретению холодное распыление используется для построения структуры труб на поверхности опорного элемента, после чего опорный элемент удаляется, создавая самостоятельную структуру труб. Отделение трубы от опорного элемента может происходить путем нагрева или охлаждения трубы и/или опорного элемента. Как вариант, отделение трубы от опорного элемента может происходить путем растворения, расплавления, испарения или разлома опорного элемента. В соответствии с настоящим изобретением частицы наносятся на поверхность подходящего опорного элемента методом холодного распыления. Здесь следует отметить, что поверхность опорного элемента является поверхностью, на которой частицы осаждаются для формирования слоя в форме трубы. Опорный элемент может иметь различную конструкцию. Так в одном из вариантов осуществления опорный элемент имеет форму раскатки. В этом случае внешняя поверхность раскатки определяет внутреннюю поверхность изготавливаемой трубы. В случае если раскатка имеет кольцевое поперечное сечение, внешний диаметр раскатки определяет внутренний диаметр изготавливаемой трубы. В другом варианте осуществления опорный элемент может быть формованным опорным элементом(или пресс-формой). В этом случае способ по изобретению предусматривает холодное распыление частиц на поверхность пресс-формы, здесь следует отметить, что внутренняя поверхность пресс-формы определяет внешнюю поверхность изготавливаемого продукта. Так в случае, если опорный элемент включает в себя проходящую через него полость, а полость имеет кольцевое поперечное сечение, внешний диаметр полости соответствует внутреннему диаметру изготавливаемой трубы. Обычно изготавливаемая труба имеет кольцевое поперечное сечение, хотя, разумеется, в случае использования соответствующих пресс-форм возможны и другие варианты. Поверхность опорного элемента, покрываемая частицами, влияет на характеристики соответст-1 018552 вующей поверхности изготавливаемой трубы. Желательно, чтобы покрываемая поверхность опорного элемента была ровной и без дефектов. Характеристики поверхности опорного элемента могут оказывать влияние на легкость отделения опорного элемента от трубы при нагреве, охлаждении, растворении, расплавлении или испарении, в зависимости от конкретной ситуации, после формирования трубы методом холодного распыления. Например, алюминиевая раскатка может быть растворена при помощи гидрохлорида натрия. Если покрываемая поверхность опорного элемента ровная и без дефектов (например, царапин, вмятин, ямок, пустот, проколов, включений, отметин и т.п.), то и поверхность изготавливаемой трубы также будет ровной и без дефектов. Подобные трубы могут использоваться для перекачки суспензий, когда желательно свести к минимуму отложение частиц рабочей жидкости, перекачиваемой по трубе, на внутренней поверхности трубы, поскольку это может привести к нарушению циркуляции потока и возможному закупориванию трубы. В некоторых областях применения (например, в теплообменниках) может быть желательным использовать трубы с большой площадью поверхности для максимального увеличения теплопередачи через толщу трубы. Величина и/или направление теплопередачи могут определять, какая поверхност(и)ь труб (внутренняя и/или внешняя) должна/должны иметь достаточно большую площадь поверхности. Настоящее изобретение позволяет изготавливать трубы с большой площадью внутренней или внешней поверхности за счет холодного распыления на раскатку, имеющую большую площадь внешней поверхности или пресс-форму, имеющую большую площадью внутренней поверхности, соответственно. Поверхность раскатки или пресс-формы воспроизводится на соответствующую поверхность трубы и может включать в себя любой конструктивный признак(и), что позволяет создавать необходимые конфигурации изготавливаемых труб с большой площадью поверхности. Например, поверхность раскатки или прессформы может содержать один или более гребней для придания большой площади поверхности соответствующей поверхности трубы. Маловероятно, чтобы подобные трубы изготавливались с использованием обычных способов производства. В частности, трубы с большой площадью поверхности по настоящему изобретению с содержанием титана и/или титановых сплавов могут быть пригодны для использования в теплообменниках. Одно из потенциальных преимуществ настоящего изобретения заключается в том, что состав, наносимый при холодном распылении, может варьироваться по длине и/или по толщине изготавливаемой трубы. Это может обеспечивать гибкость в плане характеристик продукта. Например, изготовление металлической трубы, обладающей разными сварными характеристиками на оппозитных торцах, может происходить за счет варьирования состава между разными торцами. Также может быть желательно варьировать состав по толщине трубы. Например, может быть желательно получить трубу с высоким содержанием никеля на внутреннем участке и меньшим содержанием никеля (возможно более дешевой) на других участках. Существует еще несколько возможных подходов для изменения состава труб. Если необходимо получить разные свойства труб (например, коэффициент теплового расширения) по длине и/или толщине трубы, то состав трубы может меняться соответственно. Так труба может содержать различные материалы, расположенные дискретно по длине и/или слоям, либо состав трубы может постепенно меняться по длине и/или по толщине трубы, либо труба может содержать комбинацию из этих вариантов. Если труба изготавливается из нескольких материалов, то обязательно следует принимать в расчет совместимость различных материалов. Если два или более предлагаемых материалов несовместимы тем или иным образом (например, по когерентности/связыванию), то может потребоваться разделение несовместимых материалов одним или несколькими участками из взаимно совместимого материала(ов). Как вариант, труба может изготавливаться таким образом, чтобы обеспечивался постепенный переход состава от одного материала к другому для уменьшения вероятности возникновения любых проблем с несовместимостью используемых материалов. Настоящее изобретение предлагает средства для производства труб, содержащих два или более слоев, при этом отдельные слои различаются по химическому составу (состав частиц может быть разным) и/или физическим свойствам (размер, плотность упаковки и т.п. используемых частиц могут быть разными). Выбор материалов для крайнего внутреннего и крайнего внешнего слоев, в целом, определяется предполагаемым назначением труб, а также рабочими жидкостями, которые будут взаимодействовать с внутренней и внешней поверхностями труб во время эксплуатации. Так может быть желательно изготовить трубу, отличающуюся тем, что ее внутренняя и/или внешняя поверхность устойчива к воздействию коррозии или износу. Если свойства слоя трубы не столь важны, то можно сформировать подобный слой с использованием относительно недорогих материалов, тем самым, увеличивая экономичность. Титан и никель (а также их соответствующие сплавы) могут использоваться для придания антикоррозийной устойчивости к кислотным и щелочным рабочим жидкостям, соответственно. Вольфрам и/или карбид вольфрама могут использоваться для придания износостойкости к воздействию абразивных рабочих жидкостей. Менее дорогостоящие материалы могут включать в себя алюминий, медь и/или цинк. Послойный подход может оказаться особенно полезен при производстве многослойных труб относительно небольшого диаметра. Например, рассмотрим небольшую трубу, содержащую внутренний слой из титана и внешний слой из другого материала. Может быть крайне трудно (если вообще возможно) изготовить подобную трубу методом холодного распыления титана на внутренней поверхности готовой трубы, если сопло для холодного распыления слишком велико для прохода через полость трубы. Однако согласно настоящему изобретению подобная труба может быть изготовлена методом холодного распыления равномерного слоя титана на раскатку (внешний диаметр которой соответствует внутреннему диаметру требуемой трубы), затем холодного распыления равномерного слоя другого материала на титановое покрытие раскатки, а затем удаление раскатки для освобождения многослойной трубы. Точное управление различными параметрами способа позволяет добиваться необходимой прочности сцепления между различными слоями, образующими стенку трубы. В настоящем изобретении материал труб предпочтительно содержит титан или сплав титана. Титановые трубы, прочные и коррозийно-устойчивые, являются отличным вариантом для использования в надземных, подземных и подводных системах перекачки воды, масла, газа и различных химических веществ. Также было замечено, что титановые трубы, изготовленные с использованием методов холодного распыления по настоящему изобретению, соответствуют строжайшим требованиям по показателям производительности и являются экономичной альтернативой обычным высокотемпературным способам производства труб. После формирования трубы на опорном элементе необходимо отделить трубу от опорного элемента. В одном из вариантов осуществления отделение осуществляется за счет различий в коэффициенте теплового расширения между материалом, из которого изготовлен опорный элемент и материалом трубы(при холодном распылении может происходить локальный нагрев опорного элемента). Так если опорный элемент выполнен в виде раскатки, отделение может происходить за счет сжимания раскатки от трубы,сформированной на внешней поверхности раскатки. В этом случае коэффициент теплового расширения раскатки выбирают так, чтобы он был больше, чем коэффициент теплового расширения изготавливаемой трубы. Также может быть целесообразно осуществлять нагрев опорного элемента до начала холодного распыления. В другом варианте осуществления, если опорный элемент выполнен в виде пресс-формы, отделение трубы от пресс-формы может происходить в том случае, если материал трубы имеет более высокий коэффициент теплового расширения, чем материал, из которого изготовлена пресс-форма. Пресс-форма может быть сделана из воска или металла с низкой температурой плавления, который может быть растворен, расплавлен или испарен. В этом случае после охлаждения внешняя поверхность трубы отжимается от внутренней поверхности пресс-формы. Материал, из которого изготовлен опорный элемент, может выбираться в зависимости от материала, из которого изготовлена труба. В одном из вариантов осуществления, если опорный элемент выполнен в виде раскатки, а материал трубы содержит частицы титана, раскатка может быть изготовлена из нержавеющей стали. В другом варианте осуществления отделение трубы от опорного элемента может происходить за счет разлома опорного элемента. В этом случае опорный элемент может быть изготовлен из керамического материала, который является достаточно прочным и термостойким, чтобы обеспечивать формирование трубы на поверхности опорного элемента и одновременно достаточно хрупким, чтобы опорный элемент можно было разломить и удалить, если потребуется отделить трубу от опорного элемента. В одном из вариантов осуществления изобретения средний размер частиц, используемых при холодном распылении, может влиять на плотность конечного напыления на опорном элементе и, соответственно, плотность формируемой трубы. Предпочтительно напыляемое покрытие должно быть плотным и без дефектов, связанных микропустот (протечек) и т.п., поскольку их наличие может снизить качество конечной трубы. Обычно размер частиц, наносимых при холодном распылении, составляет от 5 до 45 мкм, а средний размер частиц равен 25 мкм. Специалисты в данной области техники могут определить оптимальный размер частиц или используемый дисперсный состав на основе структуры порошка и характеристик формируемой трубы. Частицы, пригодные для использования по настоящему изобретению,доступны в продаже. Рабочие параметры способа холодного распыления могут подбираться для получения труб с нужными характеристиками (плотностью, финишной поверхностью и т.п.). Такие параметры как температура, давление, зазор (расстояние между соплом холодного распыления и поверхностью опорного элемента, на которую наносится покрытие), скорость подачи порошка и относительное перемещение опорного элемента и сопла холодного распыления могут регулироваться по мере необходимости. В целом, чем меньше будет размер частиц и дисперсия между ними, тем плотнее будет слой, формируемый на поверхности опорного элемента. Оборудование, используемое для холодного распыления, можно подстраивать для получения более высокого давления или более высокой температуры с целью увеличения скорости частиц и создания более плотных микроструктур, либо для предварительного нагрева частиц. Приспособление, используемое для реализации способа по настоящему изобретению, скорее всего,является стандартным, подобное оборудование либо имеется в продаже, либо может быть изготовлено под заказ. В целом, основное оборудование, используемое для холодного распыления, является таким же,которое было описано и изображено в US 5302414. При необходимости, подобное приспособление для холодного распыления может использоваться в сочетании с оборудованием для крепления и использования опорного элемента. Например, если опорный элемент выполнен в виде раскатки, то для вращения раскатки может использоваться токарный станок, а напыление осуществляться аксиально вдоль раскатки. В этом случае создание напыления на опорном элементе для изготовления труб осуществляется за счет вращения раскатки в сочетании с аксиальным перемещением сопла. При холодном распылении на раскатки большой длины, с большой толщиной стенок и/или диаметром может использоваться одновременно множество сопел. Использование множества сопел также позволяет ускорить процесс производства. После изготовления трубы в соответствии с настоящим изобретением труба может быть откалибрована и подвергнута финишной обработке. Например, труба может быть прокатана с использованием подходящего валика, прикладывающего постоянное усилие к внешней поверхности трубы. Прокат также может использоваться в качестве средства для калибровки перед финишной обработкой. Поверхность труб может правиться, механически обрабатываться или полироваться в соответствии с требованиями заказчика. Прокат труб может также осуществляться во время холодного распыления, либо этап проката (финишной обработки) может быть исключен. Преимущества, обеспечиваемые способом по настоящему изобретению по сравнению с обычными способами производства труб, заключаются в следующем: 1. Трубы разных марок и с разным составом могут изготовляться непосредственно из порошка, без расплавления. 2. Диаметр изготавливаемых труб ограничен лишь размером используемого опорного элемента. 3. Способ, в целом, не устанавливает ограничений по толщине стенок изготавливаемых труб. 4. Не нужно использовать дорогостоящие пресс-формы, штамповочное, прокатное, сварочное или прессовочное оборудование, применяемые в настоящее время при производстве труб. 5. Способ может быть выполнен с возможностью использования широкой гаммы материалов, применяемых при производстве труб (например, металлов, керамики, полимерных и композитных материалов, а также их сочетаний), и изготовления сортовых микроструктур, предназначенных для различных областей применения. 6. Создания контролируемой атмосферы при холодном распылении не требуется. Примеры Следующие не ограничивающие примеры иллюстрируют различные варианты осуществления настоящего изобретения. Пример 1. Способ по настоящему изобретению может быть реализован по месту на специально оборудованном прокатном испытательном стенде и токарном станке, изображенном на прилагаемом чертеже (фиг. 1). В частности, на испытательном стенде могут изготавливаться титановые трубы с (внутренним) диаметром до 125 мм и длиной до 450 мм (без ограничений по диаметру, толщине стенок и/или длине изготавливаемых труб).(Научно-исследовательский) объект по фиг. 1 спроектирован таким образом, чтобы прокатное давление, прилагаемое головкой (1) прижимного валика, могло поддерживаться во время холодного распыления, а скорость поперечного перемещения как каретки (2) прижимного валика, приводимого в действие приводным двигателем (3) каретки, так и сопла холодного распыления (не показано) могли быть синхронизированы при перемещении вдоль трубы по мере ее формирования. Сопло холодного распыления обычно расположено непосредственно напротив раскатки. При холодном распылении на раскатке большой длины, с большой толщиной стенок и/или диаметром могут использоваться одновременно множество сопел. Использование множества сопел также позволяет ускорить процесс производства. Раскатка (4) прочно неподвижно закреплена между приводной головкой (5) токарного станка и центрирующей бабкой (6) токарного станка таким образом, чтобы она могла вращаться с высокой скоростью для нанесения напыления при холодном распылении. После того как труба с необходимой длиной и толщиной стенок будет готова, раскатка с титановым покрытием может быть снята с испытательного стенда и вынута из титановой трубы, полученной методом холодного распыления. Как вариант трубы из титана и/или титанового сплава могут изготавливаться на испытательном стенде путем холодного распыления титана и/или порошка из титанового сплава на раскатку, без этапа прокатывания (финишной обработки). Обычно установка для холодного распыления имеет следующие параметры:Оборудование: CGT Kinetic 3000 или 4000 Количество сверхзвуковых сопел: одно или болееМатериал, из которого изготовлена раскатка: нержавеющая стальСкорость вращения раскатки: до 600 об./минЗазор: 20-100 мм.Распыляемый материал: коммерчески чистый титан и/или порошок из титанового сплаваДиаметр частиц: 10-30 мкм Давление газа: 10-40 барТип газа: гелий, азот, аргон или воздухГаз-носитель: гелий, азот, аргон, воздух или их смесьСкорость подачи порошка: 10-200 г/минПоперечная скорость: 10-100 мм/мин Пример 2. Трубы из титана/мягкой дуплексной стали предназначены для перекачки агрессивных жидкостей. На раскатку из нержавеющей стали (внешний диаметр 50 мм, длина 300 мм) производят холодное напыление слоя толщиной 5 мм из коммерчески чистого титана. На слой из титана наносят дополнительный слой толщиной в 5 мм из мягкой стали для получения трубы из дуплексной стали толщиной 10 мм. Раскатку из нержавеющей стали вынимают, используя различие в коэффициентах теплового расширения у титана и нержавеющей стали. Обычно установка для холодного распыления при изготовлении труб из дуплексной стали имеет следующие параметры:Оборудование: CGT Kinetic 4000 Сверхзвуковое сопло, спроектированное по методу характеристик (МОС)Материал, из которого изготовлена раскатка: нержавеющая стальСкорость вращения раскатки: до 600 об./минЗазор: 30 ммРаспыляемый материал: коммерчески чистый титан и мягкая стальДиаметр частиц: 10-30 микрон для титана и мягкой сталиДавление газа: 38 бар для титана и 35 бар для мягкой сталиТип газа: азот с чистотой 99,999% для обоих порошковГаз-носитель: азот с чистотой 99,999% для обоих порошковСкорость подачи порошка: 30 г/мин для обоих порошковПоперечная скорость: 20 мм/мин для обоих порошков Пример 3. Бесшовные трубы из титана и титанового сплава со сложной внутренней формой изготавливаются с использованием метода холодного распыления. В результате обработки на станке внешней поверхности раскатки из сплава алюминия была получена шлицеобразная раскатка, которая, в свою очередь, позволяет увеличивать внутреннюю поверхность титановых труб, получаемых методом холодного распыления. Шлицы содержат десять зубцов, расположенных по окружности, размеры каждого зубца составляют 3 мм в ширину и 3 мм в глубину. Как вариант, шлицеобразная форма не ограничена приведенным примером, а глубина и ширина шлицевых зубьев может варьироваться в зависимости от количества тепла, которое необходимо передать. Алюминиевые шлицы устанавливаются на токарном станке для вращения раскатки с требуемой скоростью. Титан или титановый сплав наносятся методом холодного распыления на поверхность раскатки для формирования стенки трубки теплообменника толщиной 6 мм. После завершения холодного распыления раскатка удаляется путем растворения в растворе гидроокиси натрия,освобождая титановую трубу теплообменника. Титановые трубы теплообменника показаны на фиг. 2. Обычно установка для холодного распыления имеет следующие параметры:Оборудование: CGT Kinetic 4000 Сверхзвуковое сопло, спроектированное по методу характеристик (МОС)Материал, из которого изготовлена раскатка: сплав алюминияСкорость вращения раскатки: до 600 об./минЗазор: 30 ммРаспыляемый материал: коммерчески чистый титанДиаметр частиц: 10-30 мкмДавление газа: 38 барТип газа: азот с чистотой 99,999%Газ-носитель: азот с чистотой 99,999%Скорость подачи порошка: 30 г/минПоперечная скорость: 20 мм/мин На протяжении настоящего описания, а также в формуле изобретения, если из контекста не следует иное, термин "содержать", а также его производные, такие как "содержит" и "содержащий" следует понимать как подразумевающий включение указанного нечто целого или этапа или группы из нечто целого или этапов, но не исключение любого нечто целого или этапа или группы из нечто целого или этапов. Ссылки в настоящем описании на любые предшествующие публикации (либо выводимую из них информацию) или любые известные факты, не являются и не должны восприниматься как признание или допущение или любая форма предположения того, что предшествующая публикация (либо выводимая из нее информация) или известные факты являются частью общих известных знаний в области техники, к которой относится настоящее описание. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ производства труб, включающий в себя динамическое распыление в холодном газе частиц на соответствующий опорный элемент, формирующее трубу, и отделение трубы от опорного элемента, осуществляемое за счет различий в коэффициенте теплового расширения между материалом, из которого изготовлен опорный элемент, и материалом трубы. 2. Способ по п.1, отличающийся тем, что опорный элемент имеет форму раскатки, внешняя поверхность которой определяет внутреннюю поверхность трубы. 3. Способ по п.1, отличающийся тем, что опорный элемент имеет форму пресс-формы, внутренняя поверхность которой определяет внешнюю поверхность трубы. 4. Способ по п.1, отличающийся тем, что поверхность опорного элемента ровная и без дефектов. 5. Способ по п.1, отличающийся тем, что состав трубы изменяется по длине и/или по толщине трубы. 6. Способ по п.5, отличающийся тем, что труба содержит два или более различных материалов,расположенных дискретно по длине и/или слоям. 7. Способ по п.5, отличающийся тем, что состав трубы постепенно изменяется по длине и/или по толщине трубы. 8. Способ по п.1, отличающийся тем, что труба содержит материал, придающий поверхности трубы антикоррозийные и/или износоустойчивые свойства. 9. Способ по п.1, отличающийся тем, что опорный элемент имеет поверхность, придающую соответствующей поверхности трубы большую площадь поверхности. 10. Способ по п.1, отличающийся тем, что отделение трубы от опорного элемента происходит путем нагрева или охлаждения трубы и/или опорного элемента. 11. Способ по п.1, отличающийся тем, что труба содержит титан и/или титановый сплав. 12. Способ по п.9, отличающийся тем, что труба предназначена для использования в теплообменнике.
МПК / Метки
МПК: B22F 3/04, C23C 4/06, C23C 4/16, B22D 11/00, C23C 24/04, B21C 37/06
Метки: производства, труб, способ
Код ссылки
<a href="https://eas.patents.su/7-18552-sposob-proizvodstva-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Способ производства труб</a>
Способ производства теплогидроизолированной трубы и набор теплогидроизолированных труб, изготовленных этим способом
Номер патента: 15448
Опубликовано: 31.08.2011
Авторы: Селиванов Николай Павлович, Энтони Коста
МПК: B29C 44/24, F16L 59/00, F16L 9/00...
Метки: способом, теплогидроизолированной, набор, производства, труб, этим, теплогидроизолированных, способ, трубы, изготовленных
Формула / Реферат:
1. Способ производства теплогидроизолированных труб, содержащих металлическую рабочую трубу, покрытую слоем теплоизоляции и слоем внешней гидроизоляции в виде трубы-оболочки, характеризующийся тем, что он включает до пяти технологических этапов, на первом и втором из которых производят трубу-оболочку и подготовку рабочей трубы путем дробеструйной обработки внешней поверхности рабочей трубы, причем трубу-оболочку изготавливают из полимерного,...
Набор теплогидроизолированных труб и способ производства предварительно теплогидроизолированной трубы
Номер патента: 15466
Опубликовано: 31.08.2011
Авторы: Энтони Коста, Селиванов Николай Павлович
МПК: F16L 9/00, F16L 59/00, B29C 44/24...
Метки: теплогидроизолированных, способ, набор, труб, теплогидроизолированной, производства, трубы, предварительно
Формула / Реферат:
1. Способ производства теплогидроизолированных труб, характеризующийся тем, что он включает по меньшей мере пять основных этапов изготовления трубы, на первом из которых изготавливают трубу-оболочку гидроизоляции, выполняя ее для одних условий эксплуатации из металла в виде свиваемой металлической ленты с образованием герметичных соединений, а для других условий эксплуатации трубу-оболочку гидроизоляции выполняют из полимерного,...
Полимерная композиция для производства труб и способ ее получения
Номер патента: 15322
Опубликовано: 30.06.2011
Авторы: Харьюнтауста Ярмо, Аластало Кауно, Эк Карл-Густав, Лунд Кеннет
МПК: C08L 23/12, C08L 23/10
Метки: полимерная, получения, производства, способ, труб, композиция
Формула / Реферат:
1. Полимерная композиция, содержащая:(i) матрицу на основе полипропилена, которая включает по меньшей мере один неупорядоченный сополимер пропилена, полученный сополимеризацией пропилена с олефиновым сомономером, где количество звеньев олефинового сомономера в матрице находится в интервале от 0,2 до 5 мас.% от массы матрицы на основе полипропилена; и(ii) эластомерный сополимер пропилена и по меньшей мере одного олефинового сомономера,причем...
Средства контроля труб, подвижное устройство для их использования и способ контроля труб
Номер патента: 17013
Опубликовано: 28.09.2012
Авторы: Соколов Михаил Владимирович, Федосовский Михаил Евгеньевич, Авилов Дмитрий Евгеньевич
МПК: G01N 29/26, G01N 29/04
Метки: средства, труб, использования, контроля, подвижное, устройство, способ
Формула / Реферат:
1. Средства контроля труб, которые могут быть установлены с возможностью вращения на средствах перемещения, выполненных с возможностью перемещения в трубе, и которые содержат основание, на котором установлены, по меньшей мере, первый и второй приемно-излучательные акустические блоки, каждый из которых выполнен с возможностью возбуждения в трубе поперечных ультразвуковых волн и их приема, отличающиеся тем, что, по меньшей мере, первый из...
Подземное частично погруженное устройство для намотки труб и способ намотки труб
Номер патента: 11779
Опубликовано: 30.06.2009
Авторы: Мэйман Крейг Энтони, Бейтман Айан Роджер
МПК: B29C 63/32
Метки: труб, погруженное, намотки, частично, устройство, способ, подземное
Формула / Реферат:
1. Способ облицовки подземного трубопровода при его нахождении в эксплуатации, когда по нему проходит жидкость, включающий размещение устройства для намотки труб в смотровом колодце, примыкающем к трубопроводу, который нужно облицовывать, причем указанное устройство имеет кольцевой корпус, через который течет жидкость, подачу в указанное устройство вниз в колодец удлиненной пластмассовой или пластмассовой композитной полосы, которая имеет...
Предыдущий патент: Гетероциклические соединения и содержащие их композиции в качестве ингибиторов киназ c-kit и pdgfr
Следующий патент: Способ ведения плавки в стеклоплавильной печи
Случайный патент: Гербицидные комбинации с особыми кетоенолами