Способ подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб и комплекс для его осуществления.
Номер патента: 1806
Опубликовано: 27.08.2001
Авторы: Чебанов Вадим Борисович, Калинин Олег Борисович, Родзянко Евгений Дмитриевич
Формула / Реферат
1. Способ подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб и комплекс для его осуществления, заключающийся в том, что в едином технологическом потоке труб в сборе с муфтами производят выбраковку труб неремонтопригодных по кривизне, очистку труб от загрязнений, входной линейный контроль, диагностику и классификацию тела трубы и муфты, входной контроль по параметру "натяг" резьбовых элементов, дополнительную технологическую маркировку труб, после чего единый технологический поток труб по состоянию износа резьбы распределяют на технологические ручьи, где производят ультразвуковую и механическую обработку резьб труб и муфт, свинчивание муфт с трубами при помощи муфтодоверточного станка, нанесение антизадирного покрытия на резьбу, гидроиспытания трубы в сборе с муфтой, совмещенное с акусто-эмиссионным контролем, выходной контроль резьб по "натягу", маркировку и комплектацию труб посредством автоматической системы управления (АСУ), а между ультразвуковой обработкой резьбы и нанесением антизадирного покрытия выдерживают время, меньшее периода релаксации tр обработанного ульразвуком металла, отличающийся тем, что в нем после очистки труб все технологические oпeрации осуществляют при помощи автоматизированной системы управления, используемой в качестве экспертной и/или управляющей, при этом перед входным контролем производят развинчивание закрытого резьбового соединения муфты с трубой, докрепленного в заводских условиях, осуществляют посредством автоматизированной системы управления виртуальную дополнительную технологическую маркировку трубы и муфты, последнюю направляют в дополнительный технологический ручей обработки муфт, осуществляют входной оптический многопараметровый контроль качества резьбы, в том числе бывшей в закрытом соединении труба-муфта, и диагностику участков тела трубы и муфты под резьбой, бывшей закрытой, где толщина стенок близка к минимальной, итоги входного контроля, в том числе группу прочности материала муфты заносят в оперативную базу данных автоматизированной системы управления и в соответствии с техническими условиями задаваемого посредством автоматизированной системы управления выпуска труб определенных классов пo остаточному ресурсу в связи с параметрами трубы и резьбы изменяют количественный состав операций в едином технологическом потоке и режимы обработки, посредством автоматизированной системы управления разбраковывают трубы на потенциально ремонтопригодные для получения определенного класса труб и распределяют для дальнейшей обработки по технологическим ручьям с индивидуально заданными режимами и условиями обработки, причем на выходе технологического ручья обработки муфт осуществляют оптический многопараметровый контроль и через ограниченный периодом релаксации tр временной интервал после ультразвуковой обработки трубной резьбы свинчивают в закрытое резьбовое соединение, взаимно подобранные посредством автоматизированной системы управления по группе прочности и параметрам геометрии пары резьб, преимущественно бывших в закрытом резьбовом соединении друг с другом, производят выходной оптический многопараметровый контроль трубной резьбы, производят лазерную автоматическую маркировку труб и в соответствии с ней сведения о классе и параметрах трубы, а также о комплексе операций, проведенных над трубой и муфтой, заносят в базу данных автоматизированной системы управления, затем производят комплектацию труб заданного типа.
2. Комплекс по п.1, содержащий оборудование, установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб, смонтированное в функциональных модульных блоках, перемещаемых в сборе и связанное между собой компьютерной сетью автоматизированной системы управления и транспортными механизмами, включающее входной раскаточный стеллаж с устройством контроля кривизны трубы, установку очистки труб от загрязнений, установку диагностики и неразрушающего контроля тела трубы, установку входного контроля по "натягу" качества резьбовых элементов и устройство дополнительной технологической маркировки труб, оборудование для ремонта резьбовых элементов путем механической обработки, в том числе муфтодоверточный станок, установку ультразвуковой обработки муфтовой резьбы, установку гидроиспытаний труб, установку акусто-эмиссионного контроля в ходе гидроиспытаний, установку нанесения антизадирного покрытия на резьбу, установку нанесения на внутреннюю поверхность труб антикоррозийного покрытия, установку окончательной маркировки, сортировочный стеллаж и устройство ввода информации о маркированных трубах в базу данных автоматизированной системы управления, отличающийся тем, что он дополнительно снабжен участком обработки муфт и дополнительным муфтодоверточным станком, установками входного и выходного оптического многопараметрового, в том числе по "натягу", контроля качества трубных элементов, установку лазерной автоматической маркировки труб, при этом на входе комплекса до установки неразрушающего контроля и диагностики тела трубы, образуя разветвление потока на технологические ручьи обработки труб и муфт, установлен один из муфтодоверточных станков в позиции, соответствующей развинчиванию заводского соединения муфты с освобождением бывшего закрытым трубного резьбового элемента, другой муфтодоверточный станок расположен между установкой ультразвуковой обработки трубной резьбы, бывшей открытой, и установкой гидроиспытаний труб, причем расположение станка соответствует докреплению соединения бывшего закрытым резьбового элемента муфты и трубного резьбового элемента, бывшего закрытым, а участок обработки муфт связан посредством транспортера муфт с первым муфтодоверточным станком и расположен на стыке технологических ручьев обработки труб и муфт перед другим муфтодоверточным станком, при этом установка входного оптического многопараметрового контроля качества трубных резьбовых элементов, в том числе по натягу, расположена после установки неразрушающего контроля и диагностики тела трубы и связана с автоматизированной системой управления посредством блока виртуальной дополнительной маркировки трубы и блока экспертной обработки данных контроля, а установка выходного оптического контроля трубной резьбы через блок считывания виртуального номера трубы связана с базой данных автоматизированной системы управления и установкой лазерной маркировки труб.
Текст
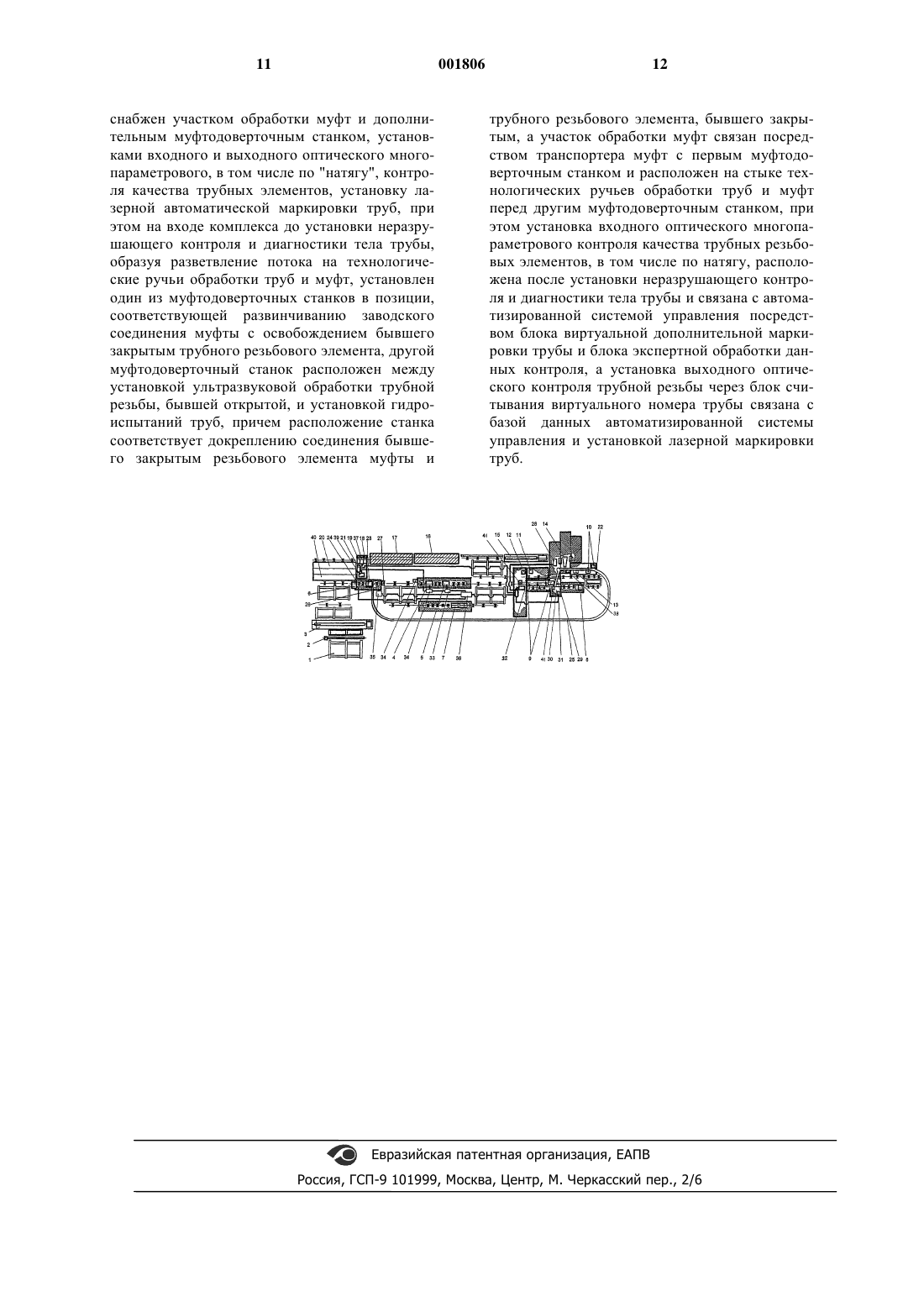
1 Настоящее изобретение относится к нефтедобывающей промышленности и может быть применено для восстановления, ремонта и подготовки к эксплуатации нарезных нефтегазопромысловых труб, в том числе насоснокомпрессорных, обсадных и бурильных труб. Известен способ подготовки к эксплуатации и восстановительного ремонта нефтегазопромысловых труб, заключающийся в том, что в едином технологическом потоке труб в сборе с муфтами производят выбраковку труб, неремонтопригодных по кривизне, чистку труб от загрязнения, входной линейный контроль и диагностику тела трубы и муфты, входной контроль качества резьбовых элементов, дополнительную технологическую маркировку труб,после чего единый технологический поток труб по состоянию износа резьбы распределяют на технологические ручьи, где производят ультразвуковую и механическую обработку резьбы труб и муфт, свинчивание муфт с трубами посредством муфтодоверточного станка, нанесение антизадирного покрытия, гидроиспытания трубы в сборе с муфтой, совмещенные с акустоэмиссионным контролем, выходной контроль,маркировку и комплектацию труб посредством автоматизированной системы управления ( АСУ), причем между ультразвуковой обработкой резьбы и нанесением антизадирного покрытия выдерживают время, меньшее периода релаксации обработанного ультразвуком металла (патент ЕП 00285). Из указанного источника информации известен также и комплекс для осуществления способа подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб, содержащий оборудование, установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб, смонтированное в перемещаемых в сборе функциональных модульных блоках и связанное между собой компьютерной сетью АСУ и транспортными механизмами,включающее входной раскаточный стеллаж с устройством контроля кривизны трубы, установку очистки труб от загрязнений, остановку диагностики тела трубы, установку входного контроля качества резьбовых элементов и устройство дополнительной технологической маркировки труб, оборудование для ремонта резьбовых элементов путем механической обработки; в том числе муфтодоверточный станок, установку ультразвуковой обработки трубной резьбы, установку ультразвуковой обработки муфтовой резьбы, установку гидроиспытаний труб, установку акусто-эмиссионного контроля в ходе гидроиспытаний, установку антизадирного покрытия на резьбу, установку нанесения на внутреннюю поверхность труб антикоррозийного покрытия, установку окончательной маркировки, сортировочный стеллаж и устройство ввода информации о маркированных трубах в базу данных АСУ. 2 Известный способ восстановительного ремонта и комплекс для его осуществления позволяют увеличить межремонтный период службы трубы, экологическую надежность и безопасность проведения работ с трубными колоннами. Однако известный способ ремонта и комплекс не дают возможности для проведения восстановительного ремонта и модифицирования муфтовой и трубной резьб, свинченных в заводских условиях, кроме того, он не позволяет существенно уменьшить утечки продукции через резьбовые стыки колонны. Основной технический результат изобретения заключается в повышении эффективности работ по подготовке и эксплуатации нарезных нефтегазопромысловых труб в аспекте снижения утечек через резьбовые соединения трубных колонн, что обеспечивает повышенную продуктивность использования насосного оборудования, в аспекте снижения удельных затрат на подготовку к эксплуатации комплектов труб заданного класса с экономически оправданным гарантированным ресурсом. При максимальном использовании технических возможностей комплекса и способа в соответствии с изобретением обработанная труба, в том числе бывшая в эксплуатации, имеет гарантированный ресурс резьбы в три-четыре раза выше аналогичной по сортаменту трубы в состоянии заводской поставки. Для подготовки эксплуатационных колонн насосно-компрессорных труб эффективность определяется снижением удельных затрат металла труб на единицу объема добываемой продукции. Указанные технические результаты достигаются тем, что в известном способе подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб, заключающемся в том, что в едином технологическом потоке труб в сборе с муфтами производят выбраковку труб, неремонтопригодных по кривизне, очистку труб от загрязнений, входной линейный контроль, диагностику и классификацию тела трубы и муфты, входной контроль качества резьбовых элементов по натягу, дополнительную технологическую маркировку труб, после чего единый технологический поток труб по состоянию износа резьбы распределяют на технологические ручьи, где производят ультразвуковую и механическую обработку резьб,труб и муфт, свинчивание муфт с трубами при помощи муфтодоверточного станка, нанесение антизадирного покрытия на резьбу, гидроиспытания трубы в сборе с муфтой, совмещенные с акусто-эмиссионным контролем, выходной контроль резьб по натягу, маркировку и комплектацию труб посредством АСУ, а между ультразвуковой обработкой резьбы и нанесением антизадирного покрытия выдерживают время,меньшее периода релаксации обработанного ультразвуком металла, после очистки труб все технологические операции осуществляют при 3 помощи АСУ, используемой в качестве экспертной и/или управляющей, перед входным контролем производят развинчивание закрытого резьбового соединения муфты с трубой, докрепленного в заводских условиях, осуществляют посредством АСУ виртуальную дополнительную технологическую маркировку трубы и муфты, последнюю направляют в дополнительный технологический ручей обработки муфт,осуществляют входной оптический многопараметровый контроль качества резьбы, в том числе бывшей в закрытом соединении труба-муфта,и диагностику бывших закрытым участком тела трубы и муфты под резьбой, где толщина стенок близка к минимальной, итоги входного контроля, в том числе группу прочности материала муфты заносят в оперативную базу данных АСУ и в соответствии с задаваемыми посредством АСУ техническими условиями выпуска труб определенных классов по остаточному ресурсу связи с параметрами трубы и резьбы изменяют количественный состав операций в едином технологическом потоке и режимы обработки, посредством АСУ разбраковывают трубы на потенциально ремонтопригодные для получения определенного класса труб и распределяют для дальнейшей обработки по технологическим ручьям с индивидуально заданными режимами и условиями обработки, на выходе технологического ручья обработки муфт осуществляют их оптический многопараметровый контроль и через ограниченный периодом релаксации временной интервал после ультразвуковой обработки трубной резьбы свинчивают в закрытое резьбовое соединение взаимно подобранные посредством АСУ по группам прочности и параметрам геометрии пары резьб, преимущественно, бывших в закрытом резьбовом соединении друг с другом, производят выходной оптический многопараметровый контроль трубной резьбы, производят лазерную автоматического маркировку труб и, в соответствии с ней, сведения о классе и параметрах трубы, а также о комплексе операций, проведенных над трубой и муфтой, заносят в базу данных АСУ и производят комплектацию труб заданного типа. Поставленная задача решается также тем,что в известном комплексе подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб, содержащем оборудование, установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб,смонтированное в функциональных модульных блоках, перемещаемых в сборе, и связанное между собой компьютерной сетью АСУ и транспортными механизмами, включающее входной раскаточный стеллаж с устройством контроля кривизны трубы, установку очистки труб от загрязнений, установку неразрушающего контроля и диагностики тела трубы, установку входного контроля по натягу качества резьбо 001806 4 вых элементов и устройство дополнительной технологической маркировки труб, оборудование для ремонта резьбовых элементов путем механической обработки, муфто-доверточный станок, установки ультразвуковой обработки трубной и муфтовой резьб, установку гидроиспытаний труб, установку акусто-эмиссионного контроля в ходе гидроиспытаний, установку нанесения антизадирного покрытия на резьбу,установку нанесения на внутреннюю поверхность трубы антикоррозийного покрытия, установку окончательной маркировки, сортировочный стеллаж и устройство ввода информации о маркированных трубах в базу данных АСУ, дополнительно введен участок обработки муфт,дополнительный муфтодоверточный станок,установки входного и выходного оптического многопараметрового, в том числе, по натягу контроля качества трубных резьбовых элементов, установку лазерной автоматической маркировки труб, на входе комплекса, до установки неразрушающего контроля и диагностики тела трубы, образуя разветвления потока на технологические ручьи обработки труб и муфт, установлен один из муфтодоверточных станков в позиции, соответствующей развинчиванию заводского соединения муфты с освобождением бывшего закрытым трубного резьбового элемента, другой муфтодоверточный станок расположен между установкой ультразвуковой обработки трубной резьбы, бывшей открытой, и установкой гидроиспытаний труб, причем расположение станка соответствует докреплению соединения бывшего закрытым резьбового элемента муфты и трубного резьбового элемента,бывшего закрытым, участок обработки муфт связан посредством транспортера муфт с первым муфтодоверточным станком и расположен на стыке технологических ручьев обработки труб и муфт перед другим муфтодоверточным станком, установка входного оптического многопараметрового контроля качества трубных резьбовых элементов, в том числе по натягу,расположена после установки неразрушающего контроля и диагностики тела трубы и связана с АСУ, а установка выходного оптического контроля связана с базой данных АСУ и установкой лазерной автоматической маркировки труб. Сущность изобретения поясняется чертежом. На фиг. 1 представлен общий вид комплекса, реализующего способ. Комплекс содержит установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб оборудование, которое смонтировано в функциональных модульных блоках, перемещаемых в сборе, и связано между собой компьютерной сетью АСУ и транспортными механизмами. Оборудование включает входной раскаточный стеллаж 1, устройство 2 контроля кривизны трубы, установку 3 очистки трубы от загрязнений, установку 4 неразрушающего контроля и 5 диагностики тела трубы, установку 5 входного оптического контроля качества резьбовых элементов, устройство 6 дополнительной технологической маркировки труб, трубонарезное станочное оборудование 7 для ремонта резьбовых элементов путем механической обработки, муфтодоверточный станок 8. Оборудование комплекса содержит установки 9 и 10 ультразвуковой обработки трубной и муфтовой резьб соответственно, установку 11 гидроиспытаний труб и установку 12 акусто-эмиссионного контроля установки 13 зачистки резьбы муфты и 14 нанесения антизадирного покрытия на муфтовую резьбу, блок 15 отделочной металлизации резьбы муфты со специальной маской-кондуктором,установку 16 оптического контроля качества муфтовых резьб, установку 17 внутренней зачистки, установку 18 нанесения антикоррозийного покрытия на внутреннюю поверхность трубы,установку 19 сушки покрытия, установку 20 выходного контроля тела трубы, установку 21 оптического контроля качества трубной резьбы,установку 22 окончательной маркировки, сортировочный стеллаж 23, устройство 24 связи контрольных установок и АСУ ввода информации о маркированных трубах в базу данных АСУ. В комплексе введен дополнительный технологический маршрут-участок обработки муфт 25, а также дополнительный муфтодоверточный станок 26 участка 27 отвинчивания муфт. Муфтодоверточный станок 26 установлен на входе комплекса до установки 4 неразрушающего контроля и диагностики тела трубы, образуя разветвление потока на технологические ручьи обработки труб и муфт. Муфтодоверточный станок 8 расположен между установкой 9 ультразвуковой обработки трубной резьбы и установкой 11 гидроиспытаний. Расположение муфтодоверточного станка 8 и оснащение участка 28 навинчивания муфт соответствует докреплению соединения бывшего закрытым резьбового элемента муфты и трубного резьбового элемента, бывшего закрытым, причем преимущественно элементов, бывших в соединении друг с другом. На стыке технологических ручьев труб и муфт перед муфтодоверточным станком 8 расположен участок 25 обработки муфт, связанный с помощью питающего муфтами транспортера 29 с выходом муфт 30 участка 27 развинчивания закрытых резьбовых соединений, а выход установки 16 оптического контроля качества муфтовых резьб связан транспортером 31 с участком 28 навинчивания муфт селективно nо peкомендациям экспертного дисплея 32 АСУ. Установка 5 входного оптического контроля качества трубных резьбовых элементов связана с АСУ посредством экспертного блока 33, блока 34 считывания номера виртуальной дополнительной маркировки трубы и блока 35 считывания номера виртуальной маркировки муфты,блока 36 экспертной обработки данных контроля резьб, в том числе разбраковки труб на по 001806 6 тенциально ремонтопригодные для получения определенного класса труб, согласно программе в блоке 37 задания АСУ на обработку партии труб. Установка 21 выходного оптического контроля трубной резьбы связана с базой данных АСУ через блок 34 считывания виртуального номера трубы и соединена с установкой 22 лазерной автоматической маркировки труб, которая расположена в одном конструктивном блоке с установкой 21. Установка 22 маркировки связана с АСУ, которая, в свою очередь, связана с блоком 38 автоматизированной комплектации секций трубных колонн заданного типа в выходные стеллажи-карманы 39. Блок 38 содержит печатающее устройство выдачи протоколов к скомплектованным секциям трубных колонн. Способ с использованием предлагаемого комплекса осуществляется следующим образом. Подготовку к эксплуатации применяют как для однородных комплектов труб, так и для составных колонн, например, лифтовые колонны насосно-компрессорных труб, включающей секции из новых труб 73-5,5 ГОСТ 633-80(АРJ5 В) различных групп прочности, секции труб аналогичного сортамента, бывших в эксплуатации, восстановленных до соответствия по остаточной толщине стенки первому или второму классу, а также секции из труб специального класса с ресурсом, превышающим в несколько раз нормативы для новых труб в состоянии заводской поставки. Перед началом работы с очередной партией труб посредством блока 37 заданий в АСУ комплекса вводят базовое задание, определяющее требования по количественному и долевому составу труб различных классов, комплектов,например, секциях лифтовых колонн, подлежащих подготовке к эксплуатации из конкретной партии труб. Партию труб последовательно раскатывают на входном стеллаже 1, где обеспечивают одинаковую ориентацию труб, например, муфтами вперед по ходу комплекса. На установке 2 выбраковывают трубы, неремонтопригодные по кривизне, на установке 3 трубы очищают от жировых и механических загрязнений. На входе в участок 27 отвинчивания муфт автоматически производят виртуальную дополнительную маркировку трубы и муфты, присваивая им временные технологические номера посредством входящего в состав АСУ блока слежения и нумерации труб и муфт. На участке 27 отвинчивания муфт посредством муфтодоверточного станка 26 производят развинчивание закрытого соединения муфты с трубой, закрепленного в заводских условиях, затем технологический поток разделяют на ручьи муфт и труб. В первом у выхода муфт 30 визуально выбраковывают муфты с явными дефектами, подают сигнал о браковке очередного виртуального номера муфты через блок 35 слежения за муфтами в АСУ. Визуально признанные ремонтопригодные муф 7 ты, сохраняя их виртуальные номера в памяти блока 35 АСУ, последовательно помещают в гнезда транспортера 29 и доставляют муфты на участок 25 обработки муфт. Очередную трубу, лишенную на участке 27 муфты, посредством АСУ направляют на выход труб и далее по рольгангу на установку 4 неразрушающего контроля и диагностики тела трубы посредством блока 34 АСУ, отслеживая ее виртуальный номер и внося в оперативную базу данных АСУ соответственно номеру, измеренные параметры геометрии и группу прочности трубы. Далее по транспортеру трубу, а по компьютерной сети ее виртуальный номер передают на входящую в состав АСУ установку 5 оптического входного контроля трубной резьбы,где последовательно осуществляют экспертную оценку потенциальной ремонтопригодности трубных резьбовых элементов до достижения возможно более высокого класса трубы в соответствии с базовым заданием в блоке заданий 37 АСУ комплекса. Задают через блок 36 АСУ по компьютерной сети технологические условия механической и/или ультразвуковой обработки трубной резьбы в связи с ее виртуальным номepoм, в том числе информацию о необходимости изменения количественного состава операций режима обработки на них. В общем случае, посредством АСУ разделяют технологические ручьи труб на ручьи только ультразвуковой обработки установками 9 и ручей механической обработки на станочном оборудовании 7 с последующей подачей на контрольные установки 4 и 5 и последующей ультразвуковой обработкой установками 9. В частном случае, при необходимости, системой АСУ автоматически дополнительно включаются оппозитно установкам 9 технологические установки под резки торца и перешлифовки фаски на трубном резьбовом элементе, блок 15 отделочной металлизации резьбы муфты со специальной маскойкондуктором, специальная заглушка муфты для дополнительной опрессовки элементов металлизационного покрытия при гидроиспытаниях трубы. При ультразвуковой обработке трубы,потенциально ремонтопригодные для получения трубы специального класса, посредством блока 36 АСУ задают и реализуют условия технологического перехода дополнительного ультразвукового модифицирования трубной резьбы установками 9. Аналогично автоматически выполняют предписания экспертного блока 36 АСУ в участке 25 обработки муфт, где после ультразвуковой обработки резьбы установками 10, зачистки резьбы установкой 13, металлизации резьбы установкой 15 и контроля качества резьбы oптической установкой 16, муфты передают транспортером 31 на участок 28 навинчивания муфт на трубы селективно по рекомендациям экспертного блока 36 АСУ, представляемых оператору посредством дисплея 32. Визу 001806 8 ально проконтролировав соответствие норме условия ручного свинчивания, подают трубу по рольгангу к муфтодоверточному станку 8, производят докрепление закрытого резьбового соединения, контролируя ход процесса на дисплее 32. Трубу в сборе с муфтой по рольгангам направляют к установке 11 гидроиспытаний с при менением установки 12 акусто-эмиссионного контроля хода испытаний. После завершения испытаний трубу выгружают и подают в общем случае к установкам 20, 21 и 22 участка выходного контроля и маркировки труб. В частном случае, при необходимости при движении трубы по рольгангу включаются в работу установка 17 внутренней зачистки, установка 18 нанесения антикоррозийного покрытия и установка 19 сушки покрытия. В установке 20 осуществляют выходной контроль тела трубы, в частности, по длине, проверяют соответствие данных контроля тела трубы установкой 4 виртуальному номеру поступившей трубы, в установке 21 оптического контроля качества резьбы проверяется на соответствие стандартам и технологическим условиям. Результаты выходного контроля через устройство 24 связи с АСУ передают в блок 36 экспертной оценки данных. Одновременно производят установкой 22 окончательную автоматическую лазерную маркировку трубы в соответствии со стандартами, а также текущим номером. Устройством 24 автоматически вводят информацию о маркированной трубе, в том числе, о классе, группе прочности, параметрах геометрии резьбы и тела трубы, о комплексе операций, проведенных над трубой и муфтой в базу данных АСУ, долговременного хранения. Затем производят рассортировку труб со стеллажа 23 по выходным стеллажам-карманам 39 посредством блока 38 автоматизированной комплектации секций трубных колонн, либо автоматически используя АСУ в качестве управляющей, по заданной в блоке 37 АСУ программе, либо пpи использовании АСУ в качестве экспертной вручную с учетом визуальной информации дисплеев установок 38, 20, 24, 21 и 22. Посредством печатающего устройства блока 38 сопровождают скомплектованные секции трубных колонн паспортами выходного контроля, содержащими характеристики, индивидуально отнесенные к номерам маркировки каждой трубы. Причем степень точности указания ресурса выпускаемой трубы, уровень класса определяются уровнем требований по блоку заданий АСУ, что связано с уточнением себестоимости обработки на заданном уровне. Использование предлагаемого изобретения позволяет снизить удельные затраты на подготовку к эксплуатации насосно-компрессорных труб за счет более точного определения состояния тела трубы, ее резьбы, в том числе закрытой в заводском соединении трубы с муфтой. Применение системы АСУ в данном изобретении обеспечивает выбор технологии, индивидуально 9 адаптированной к каждому резьбовому элементу с сохранением положительных аспектов взаимной приработки закрытых резьб при предшествующей эксплуатации. При максимальном использовании технических возможностей комплекса и способа, в соответствии с изобретением, обработанная труба, в том числе бывшая в эксплуатации, имеет гарантированный ресурс резьбы в 3-4 раза выше аналогичной по сортаменту трубы в состоянии заводской поставки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб и комплекс для его осуществления, заключающийся в том, что в едином технологическом потоке труб в сборе с муфтами производят выбраковку труб неремонтопригодных по кривизне, очистку труб от загрязнений,входной линейный контроль, диагностику и классификацию тела трубы и муфты, входной контроль по параметру "натяг" резьбовых элементов, дополнительную технологическую маркировку труб, после чего единый технологический поток труб по состоянию износа резьбы распределяют на технологические ручьи, где производят ультразвуковую и механическую обработку резьб труб и муфт, свинчивание муфт с трубами при помощи муфтодоверточного станка, нанесение антизадирного покрытия на резьбу, гидроиспытания трубы в сборе с муфтой, совмещенное с акусто-эмиссионным контролем, выходной контроль резьб по "натягу",маркировку и комплектацию труб посредством автоматической системы управления (АСУ), а между ультразвуковой обработкой резьбы и нанесением антизадирного покрытия выдерживают время, меньшее периода релаксации р обработанного ульразвуком металла, отличающийся тем, что в нем после очистки труб все технологические oпeрации осуществляют при помощи автоматизированной системы управления, используемой в качестве экспертной и/или управляющей, при этом перед входным контролем производят развинчивание закрытого резьбового соединения муфты с трубой, докрепленного в заводских условиях, осуществляют посредством автоматизированной системы управления виртуальную дополнительную технологическую маркировку трубы и муфты, последнюю направляют в дополнительный технологический ручей обработки муфт, осуществляют входной оптический многопараметровый контроль качества резьбы, в том числе бывшей в закрытом соединении труба-муфта, и диагностику участков тела трубы и муфты под резьбой, бывшей закрытой, где толщина стенок близка к минимальной, итоги входного контроля, в том числе группу прочности материала муфты заносят в оперативную базу данных ав 001806 10 томатизированной системы управления и в соответствии с техническими условиями задаваемого посредством автоматизированной системы управления выпуска труб определенных классов пo остаточному ресурсу в связи с параметрами трубы и резьбы изменяют количественный состав операций в едином технологическом потоке и режимы обработки, посредством автоматизированной системы управления разбраковывают трубы на потенциально ремонтопригодные для получения определенного класса труб и распределяют для дальнейшей обработки по технологическим ручьям с индивидуально заданными режимами и условиями обработки,причем на выходе технологического ручья обработки муфт осуществляют оптический многопараметровый контроль и через ограниченный периодом релаксации р временной интервал после ультразвуковой обработки трубной резьбы свинчивают в закрытое резьбовое соединение, взаимно подобранные посредством автоматизированной системы управления по группе прочности и параметрам геометрии пары резьб,преимущественно бывших в закрытом резьбовом соединении друг с другом, производят выходной оптический многопараметровый контроль трубной резьбы, производят лазерную автоматическую маркировку труб и в соответствии с ней сведения о классе и параметрах трубы,а также о комплексе операций, проведенных над трубой и муфтой, заносят в базу данных автоматизированной системы управления, затем производят комплектацию труб заданного типа. 2. Комплекс по п.1, содержащий оборудование,установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб, смонтированное в функциональных модульных блоках, перемещаемых в сборе и связанное между собой компьютерной сетью автоматизированной системы управления и транспортными механизмами,включающее входной раскаточный стеллаж с устройством контроля кривизны трубы, установку очистки труб от загрязнений, установку диагностики и неразрушающего контроля тела трубы, установку входного контроля по "натягу" качества резьбовых элементов и устройство дополнительной технологической маркировки труб, оборудование для ремонта резьбовых элементов путем механической обработки, в том числе муфтодоверточный станок, установку ультразвуковой обработки муфтовой резьбы,установку гидроиспытаний труб, установку акусто-эмиссионного контроля в ходе гидроиспытаний, установку нанесения антизадирного покрытия на резьбу, установку нанесения на внутреннюю поверхность труб антикоррозийного покрытия, установку окончательной маркировки, сортировочный стеллаж и устройство ввода информации о маркированных трубах в базу данных автоматизированной системы управления, отличающийся тем, что он дополнительно снабжен участком обработки муфт и дополнительным муфтодоверточным станком, установками входного и выходного оптического многопараметрового, в том числе по "натягу", контроля качества трубных элементов, установку лазерной автоматической маркировки труб, при этом на входе комплекса до установки неразрушающего контроля и диагностики тела трубы,образуя разветвление потока на технологические ручьи обработки труб и муфт, установлен один из муфтодоверточных станков в позиции,соответствующей развинчиванию заводского соединения муфты с освобождением бывшего закрытым трубного резьбового элемента, другой муфтодоверточный станок расположен между установкой ультразвуковой обработки трубной резьбы, бывшей открытой, и установкой гидроиспытаний труб, причем расположение станка соответствует докреплению соединения бывшего закрытым резьбового элемента муфты и 12 трубного резьбового элемента, бывшего закрытым, а участок обработки муфт связан посредством транспортера муфт с первым муфтодоверточным станком и расположен на стыке технологических ручьев обработки труб и муфт перед другим муфтодоверточным станком, при этом установка входного оптического многопараметрового контроля качества трубных резьбовых элементов, в том числе по натягу, расположена после установки неразрушающего контроля и диагностики тела трубы и связана с автоматизированной системой управления посредством блока виртуальной дополнительной маркировки трубы и блока экспертной обработки данных контроля, а установка выходного оптического контроля трубной резьбы через блок считывания виртуального номера трубы связана с базой данных автоматизированной системы управления и установкой лазерной маркировки труб.
МПК / Метки
МПК: B23P 6/00, E21B 17/00
Метки: нарезных, осуществления, способ, труб, ремонта, подготовки, эксплуатации, комплекс, нефтегазопромысловых, восстановительного
Код ссылки
<a href="https://eas.patents.su/7-1806-sposob-podgotovki-k-ekspluatacii-i-vosstanovitelnogo-remonta-nareznyh-neftegazopromyslovyh-trub-i-kompleks-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ подготовки к эксплуатации и восстановительного ремонта нарезных нефтегазопромысловых труб и комплекс для его осуществления.</a>
Способ восстановительного ремонта и подготовки к эксплуатации нарезных нефтегазопромысловых труб и передвижной комплекс для его осуществления
Номер патента: 285
Опубликовано: 25.02.1999
Авторы: Новичков Андрей Анатольевич, Чебанов Вадим Борисович, Калинин Олег Борисович, Родзянко Евгений Дмитриевич, Маркин Владимир Александрович
МПК: B23P 6/00, B23Q 41/00
Метки: осуществления, нарезных, труб, способ, ремонта, подготовки, комплекс, передвижной, восстановительного, эксплуатации, нефтегазопромысловых
Формула / Реферат:
1. Способ восстановительного ремонта и подготовки к эксплуатации нарезных нефтега-зопромысловых труб, заключающийся в том, что первоначально в едином технологическом потоке производят контроль кривизны каждой из труб, их разбраковку и очистку, затем осуществляют линейный и неразрушающий контроль тела труб, ведут контроль качества их резьбовых элементов и осуществляют ремонт последних путем механической обработки, после этого подвергают трубы...
Способ восстановительного алкилирования для получения n-(2-(r)-гидрокси-1-(s)-инданил)-2(r)-фенилметил-4(s)-гидрокси-5-(1-(4-(3-пиридилметил)-2-(s)-n’-трет.-бутилкарбоксамидо)-пиперазинил)-пентанамида
Номер патента: 635
Опубликовано: 29.12.1999
Авторы: Чанчози Стивен Дж., Аскин Дэвид, Херрнер Роберт С.
МПК: C07D 401/06
Метки: восстановительного, получения, способ, n-(2-(r)-гидрокси-1-(s)-инданил)-2(r)-фенилметил-4(s)-гидрокси-5-(1-(4-(3-пиридилметил)-2-(s)-n'-трет.-бутилкарбоксамидо)-пиперазинил)-пентанамида, алкилирования
Формула / Реферат:
1. Способ восстановительного алкилирования для получения N-(2-(R)-гидрокси-1-(S)-инданил)-2(R)-фенилметил-4-(S)-гидрокси-5-(1-(4-(3-пиридилметил)-2(S)-N'-(трет.-бутилкарбоксамидо)-пиперазинил))-пентанамида структурной формулы или его гидратов, отличающийся тем, что осуществляют взаимодействие в течение, по крайней мере, 5 мин в подходящем растворителе одного эквивалента соединения структурной формулы с избытком...
Способ и устройство для испытания стыка, образованного соединением двух труб
Номер патента: 1130
Опубликовано: 30.10.2000
Авторы: Питрас Бернд-Георг, Холлингсворт Джимми Лоренс
МПК: G01N 3/00
Метки: стыка, труб, способ, устройство, образованного, соединением, двух, испытания
Формула / Реферат:
1. Способ испытания стыка (114, 214), образованного соединением двух труб (101, 102, 201, 202), содержащий стадии a) закрепления одной из труб (101, 201); b) приложения силы для смещения другой из труб (102, 202) относительно первой трубы (102, 202); и c) устранения воздействия силы; отличающийся тем, что способ дополнительно содержит стадию d) сравнения конечного положения другой трубы (102, 202) с положением, которое она занимала перед...
Соединительный узел расширяемых, снабженных прорезями обсадных труб
Номер патента: 500
Опубликовано: 26.08.1999
Автор: Кэмпбелл Элэсдэйр
МПК: E21B 17/08
Метки: труб, соединительный, узел, прорезями, расширяемых, обсадных, снабженных
Формула / Реферат:
1. Соединительный узел расширяемых, снабженных прорезями обсадных труб (10), содержащий два конца труб (22, 24), выполненные с возможностью соединения между собой, отличающийся тем, что конец одной трубы образует охватываемый участок (28), конец другой трубы - охватывающий участок (30), причем эти концы труб выполнены с возможностью обеспечения зацепления между собой с сохранением этого зацепления после их расширения. 2. Соединительный узел по...
Способ эксплуатации многоступенчатого nxn-устройства пространственной коммутации
Номер патента: 209
Опубликовано: 24.12.1998
Автор: Ярайс Оливер
МПК: H04Q 3/52
Метки: пространственной, nxn-устройства, эксплуатации, коммутации, многоступенчатого, способ
Формула / Реферат:
1. Способ эксплуатации (2·(log2N))-ступенчатого NxN-устройства пространственной коммутации (R) c N=2n- c n=1, 2, 3, ...- следующими после входа (е1, ...., eN) устройства пространственной коммутации (log2N)-ступенчатыми входными пирамидами (Е1, ..., EN) из способных к двум состояниям проключения 1х2-переключателей и с N=2n предшествующими выходу (а1, ..., aN) устройства пространственной коммутации (log2N)-ступенчатыми...
Предыдущий патент: Способ кристаллизации ингибитора обратной транскриптазы с применением противорастворителя
Следующий патент: Система и устройство для обмена данными (варианты) и способ связи
Случайный патент: Абсорбент и способ абсорбции кислого газа из газовой смеси