Способ и устройство для изготовления легкой строительной плиты
Номер патента: 17049
Опубликовано: 28.09.2012
Авторы: Байнс Ханс-Петер, Шмит Ансгар, Татер Михаэль, Глайниг Эрхард, Калгуа Эрвин, Шапер Бернд, Фридль Вольфганг
Формула / Реферат
1. Способ изготовления легкой строительной плиты, состоящей как минимум из одного покровного слоя и склеенного с ним основного слоя, имеющего плотность от 80 до 400 кг/м3, причем клей наносят как минимум на один покровный слой, отличающийся тем, что нанесение клея проводят одной или несколькими вращающимися пластинами, которые установлены горизонтально или с отклонением не более 15° от горизонтального положения, предпочтительно параллельно покровному слою, имеющими загнутый вверх или окантованный верхний край.
2. Способ по п.1, отличающийся тем, что указанная вращающаяся пластина выполнена в виде круглого плоского диска.
3. Способ по п.1, отличающийся тем, что указанная вращающаяся пластина выполнена в виде плоской пластины с каскадообразно возрастающими окантовками.
4. Способ по п.1, отличающийся тем, что его осуществляют с использованием как минимум двух установленных одна над другой вращающихся пластин.
5. Способ по п.1, отличающийся тем, что в качестве клея используют клей на основе изоцианата.
6. Способ по п.1, отличающийся тем, что в качестве указанного покровного слоя используют стружечную плиту, древесно-волокнистую плиту средней толщины (МДФ-плиту), ориентированно-стружечную плиту (ОСБ-плиту), пластмассовую или металлическую плиту.
7. Способ по п.1, отличающийся тем, что в качестве указанного основного слоя используют изделие сотовой, складчатой или штекерной структуры из бумаги, картона, дерева или легкого металла.
8. Способ по п.1, отличающийся тем, что в качестве указанного основного слоя используют легкую плиту на основе древесных материалов.
9. Устройство для изготовления легкой строительной плиты путем склеивания как минимум одного покровного слоя с основным слоем, имеющим плотность от 80 до 400 кг/м3, отличающееся тем, что для нанесения клея на покровный слой оно содержит одну или несколько установленных одна над другой вращающихся пластин, которые установлены горизонтально или с отклонением не более 15° от горизонтального положения, предпочтительно параллельно покровному слою, имеющих загнутый вверх или окантованный верхний край.

Текст
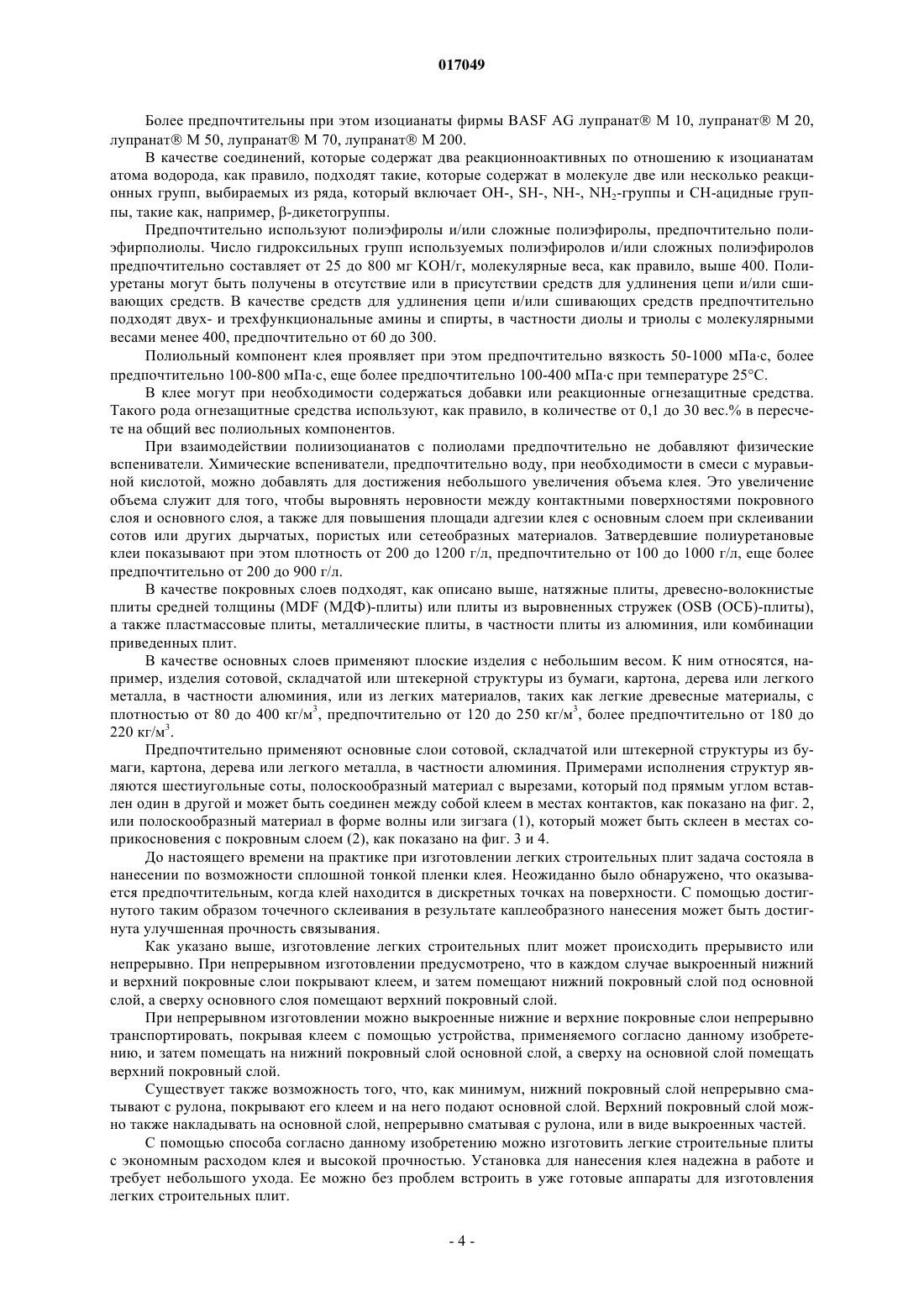
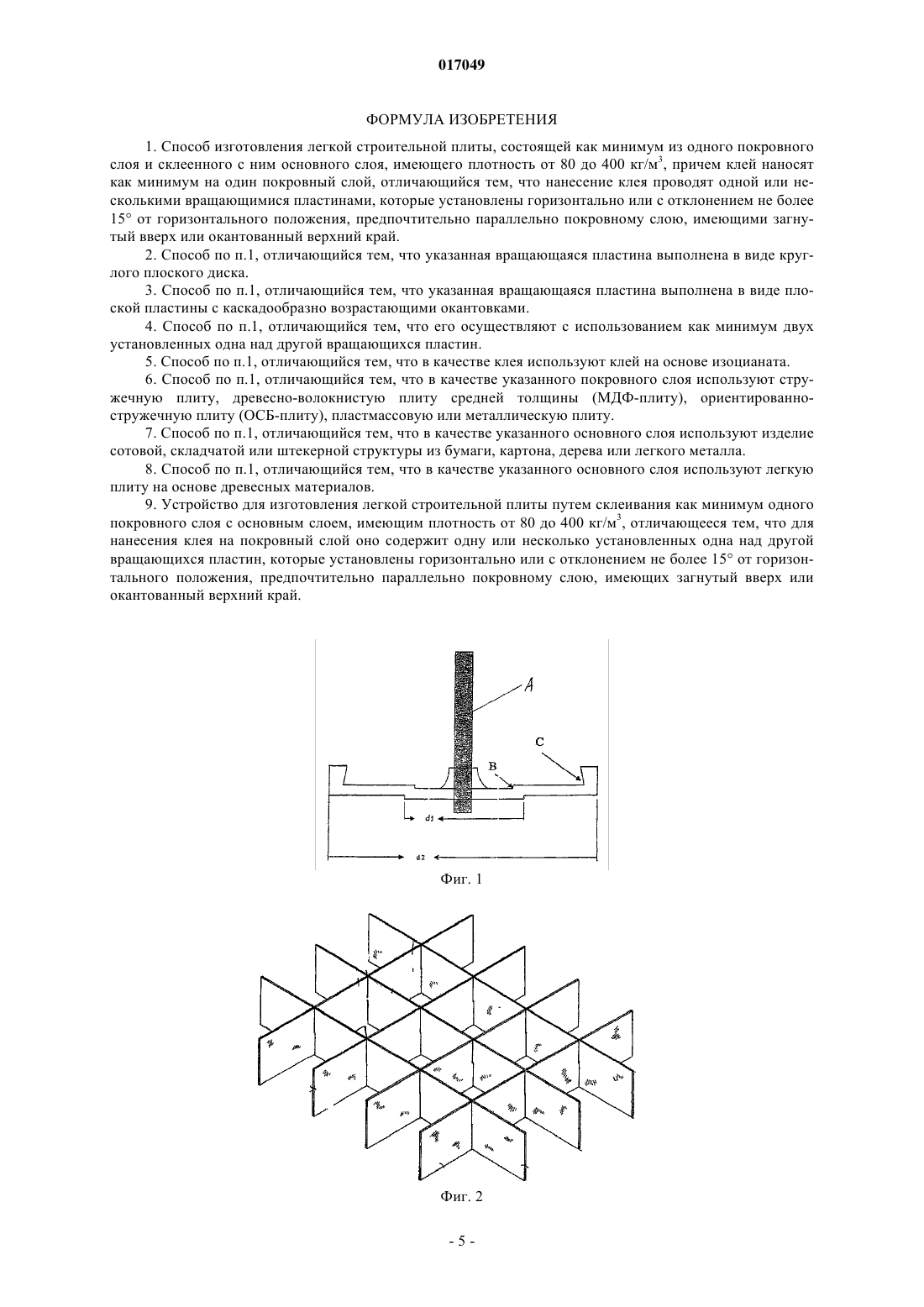
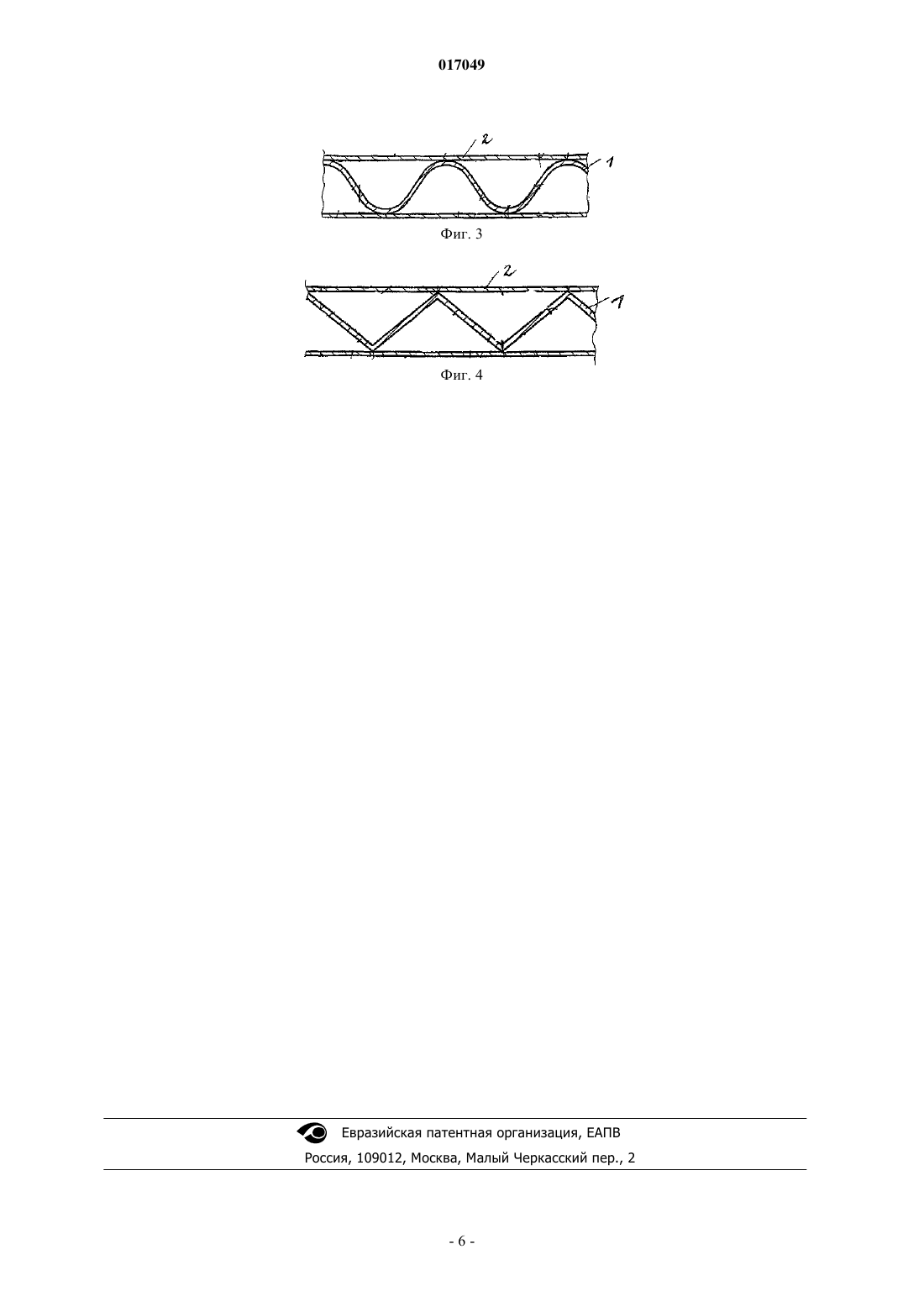
СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОЙ СТРОИТЕЛЬНОЙ ПЛИТЫ Изобретение относится к способу изготовления легкой строительной плиты, состоящей как минимум из одного покровного слоя и склеенного с ним основного слоя, имеющего плотность от 80 до 400 кг/м 3, причем клей наносят как минимум на один покровный слой, заключающемуся в том, что нанесение клея проводят одной или несколькими вращающимися пластинами, которые установлены горизонтально или с отклонением не более 15 от горизонтального положения,предпочтительно параллельно покровному слою, имеющими загнутый вверх или окантованный верхний край, а также к устройству для изготовления легкой строительной плиты. 017049 Изобретение относится к способу изготовления легкой строительной плиты, а также к устройству для изготовления легкой строительной плиты. Легкие строительные плиты представляют собой комбинированные элементы, которые состоят из двух покровных слоев и как минимум одного основного слоя, находящегося между этими покровными слоями и склеенного с ними. Их применяют в мебельной промышленности или в качестве легких строительных элементов в строительной промышленности. Такого рода плиты известны давно и описаны, например, в немецком патенте 670090. В качестве покровных слоев чаще всего используют древесные плиты, в частности натяжные плиты, древесно-волокнистые плиты средней толщины (МДФ-плиты) или плиты из выровненных стружек(ОСБ-плиты), а также пластмассовые плиты, металлические плиты, в частности плиты из алюминия, или комбинации приведенных плит. Толщина используемых покровных слоев составляет предпочтительно от 0,5 до 20 мм, более предпочтительно от 1 до 10 мм. В качестве основных слоев применяют плоские элементы с небольшим весом. К ним относятся, например, изделия сотовой, складчатой или штекерной структуры из бумаги, картона, дерева или легкого металла, в частности алюминия, или из легких материалов, таких как легкие древесные материалы, предпочтительно с плотностью от 80 до 400 кг/м 3, более предпочтительно от 120 до 250 кг/м 3, еще более предпочтительно от 180 до 220 кг/м 3. Легкие строительные плиты обычно изготавливают при прерывном или предпочтительно непрерывном склеивании покровных слоев с основным слоем. Предпочтительно это осуществляют благодаря тому, что покровные слои и/или основной слой покрывают клеем и затем соединяют, причем клей затем отверждают с обеспечением крепкого связывания компонентов. Нанесение клея осуществляют с помощью головки для нанесения, такой как описана в ЕР 1029665,валика, такого как описан в DE 4237025, или форсунок, которые описаны в WO 95/28533. Недостатком применения валиков является возможность загрязнения. Кроме того, часто наносится слишком много клеящего вещества. Недостаток применения форсунок состоит в возможности образования аэрозолей. Кроме того, оба способа ограничены использованием однокомпонентных или двухкомпонентных клеев с высокой температурой плавления. В связи с этим возникла необходимость в создании способа, при котором клей по возможности равномерно будет распределен по поверхности покровных слоев и/или основных слоев, который позволяет непрерывное производство, в значительной степени избавляет от образования аэрозолей и, несмотря на малое количество клея, гарантирует достаточное связывание. Способ должен иметь возможность непрерывного или прерывного осуществления. Задача данного изобретения состоит в создании способа изготовления легких строительных плит,при котором клей может быть нанесен на покровный слой и/или основной слой, при котором почти не выделяется аэрозолей, который почти не требует обслуживания, при котором могут применяться все типы клеев, который позволяет непрерывное производство и гарантирует по возможности равномерное распределение клея в необходимом количестве по всей ширине легкой строительной плиты. Неожиданно эту задачу удалось решить благодаря тому, что клей наносят на покровный слой с помощью как минимум одной вращающейся пластины, находящейся в горизонтальном положении, предпочтительно параллельно покровному слою. Таким образом, предметом данного изобретения является способ изготовления легкой строительной плиты, состоящей как минимум из одного покровного слоя и склеенного с ним основного слоя, имеющего плотность от 80 до 400 кг/м 3, причем клей наносят как минимум на один покровный слой, заключающийся в том, что нанесение клея проводят одной или несколькими вращающимися пластинами, которые установлены горизонтально или с отклонением не более 15 от горизонтального положения, предпочтительно параллельно покровному слою, имеющими загнутый вверх или окантованный верхний край. Согласно предпочтительной форме выполнения изобретения указанная вращающаяся пластина выполнена в виде круглого плоского диска. Согласно другой предпочтительной форме выполнения изобретения указанная вращающаяся пластина выполнена в виде плоской пластины с каскадообразно возрастающими окантовками. Предпочтительно предлагаемый способ осуществляют с использованием как минимум двух установленных одна над другой вращающихся пластин. В качестве клея предпочтительно используют клей на основе изоцианата. В качестве указанного по меньшей мере одного покровного слоя предпочтительно используют стружечную плиту, древесно-волокнистую плиту средней толщины (МДФ-плиту), ориентированностружечную плиту (ОСБ-плиту), пластмассовую плиту или металлическую плиту, а в качестве основного слоя предпочтительно используют изделие сотовой, складчатой или штекерной структуры из бумаги,картона, дерева или легкого металла, а также легкую плиту на основе древесных материалов. Предметом изобретения далее является устройство для изготовления легкой строительной плиты путем склеивания как минимум одного покровного слоя с основным слоем, имеющим плотностью от 80 до 400 кг/м 3, причем для нанесения клея на покровный слой оно содержит одну или несколько установленных одна над другой вращающихся пластин, которые установлены горизонтально или с отклонением-1 017049 не более 15 от горизонтального положения, предпочтительно параллельно покровному слою, имеющих загнутый вверх или окантованный верхний край. Изобретение иллюстрируется приложенными чертежами. На фиг. 1 показан вид сбоку на используемый для осуществления изобретения диск, который выполнен каскадообразно. На фиг. 2 показана возможная структура основного слоя. На фиг. 3, 4 показаны возможные структуры легкой строительной плиты. Нанесение клея производят с помощью пластины, которую монтируют горизонтально, предпочтительно параллельно над нижерасположенным покровным слоем и с помощью привода приводят во вращение. Пластина может быть установлена горизонтально или с отклонением вплоть до 15 от горизонтального положения. Пластина может быть круглой. В случае пластин, установленных одна над другой, клей предпочтительно подают на верхнюю пластину. Подача клея на нижние пластины происходит через отверстия в пластине, расположенной выше. Число отверстий составляет 4-12, предпочтительно 4-8, еще более предпочтительно 4, каждое отверстие имеет размер 100-900 мм 2, предпочтительно 100-650 мм 2, более предпочтительно 100-400 мм 2. Предпочтительно устанавливают одну над другой от 2 до 4 пластин, более предпочтительно 2 пластины. Пластина имеет загнутый или окантованный вверх край. Высота загнутого или окантованного вверх края составляет предпочтительно 1,0-30 мм. В окантовке могут быть сделаны отверстия или шлицы, для того чтобы гарантировать вынесение клея. Диаметры и количество отверстий или шлицев соотносят друг с другом таким образом, чтобы можно было осуществить по возможности равномерное, тонко распределенное нанесение клея на лежащий ниже покровный слой, чтобы весь клей, поданный на пластину, был нанесен и чтобы обслуживание пластины было минимальным. Предпочтительно в окантовке делают 4-64 отверстия, соответственно, шлицев диаметром, соответственно, шириной 0,5-5 мм; предпочтительно 1650 отверстий, соответственно шлицев, диаметром, соответственно шириной, 1-4 мм; более предпочтительно 20-40 отверстий, соответственно шлицев, диаметром, соответственно шириной, 2-4 мм. Шлицы предпочтительно открыты вверх. В одном из предпочтительных вариантов изобретения пластина выполнена каскадообразно. На фиг. 1 показан вид сбоку такой пластины. При этом каскады выполнены с возрастанием от вала вращения (А) к краю пластины. В переходах от одного каскада к другому (В) в пластине могут быть сделаны отверстия, так что часть клея может в этих каскадных переходах переноситься на нижележащий покровный слой. Такая пластина, построенная каскадообразно, обеспечивает особенно равномерное нанесение клея на находящийся под пластиной покровный слой. Подача клея на пластину происходит по возможности ближе к валу вращения. При этом неожиданно оказалось, что клей особенно равномерно распределяется по нижележащему покровному слою, когда точка нанесения клея лежит параллельно направлению движения слоя непосредственно перед валом, соответственно за валом вращения. Можно применять пластину с 2-4, предпочтительно 2-3, более предпочтительно с 2 каскадами. Углы наклона отверстий, соответственно шлицев, которые сделаны в пластине для подачи клея, составляют по отношению к нижележащему покровному слою примерно 0-70, предпочтительно 10-70,еще более предпочтительно 30-60. Отверстия могут быть сделаны в каскадных переходах, а также в наружной окантовке. Число отверстий при этом возрастает от внутреннего каскада к внешнему каскаду. В самом внутреннем по отношению к валу вращения каскадном переходе (В) при этом находится 4-30,предпочтительно 12-25, более предпочтительно 12-20 отверстий диаметром 1,0-5,0 мм. На наружной окантовке (С) число отверстий, соответственно шлицев, составляет 4-64, предпочтительно 16-50, более предпочтительно 20-40 диаметром, соответственно шириной, 1,0-5,0 мм. В предпочтительном варианте пластины отверстия, соответственно шлицы, на наружной окантовке выполнены альтернировано с разными наклонами к покровному слою. Отношение диаметров соседних каскадов dn/dn+1 составляет 1,2-4,5,предпочтительно 2-4. Отверстия в разных каскадах могут иметь разные углы наклона и диаметры. Как правило, диаметры отверстий убывают к краю пластины. Пластина в зависимости от ширины покровного слоя имеет диаметр 0,05-0,40 м, предпочтительно 0,10-0,30 м, более предпочтительно 0,12-0,25 м. Пластину устанавливают на высоте 0,02-0,2 м, предпочтительно 0,03-0,18 м, более предпочтительно 0,03-0,15 м от покровного слоя, подлежащего смачиванию клеем. Вращающаяся пластина может быть также выполнена, как описано выше, в форме плоской круглой пластины (плоского круглого диска) с каскадообразно возрастающими от середины к краю пластины окантовками на верхней стороне и находящимися в них сквозными отверстиями, в частности просверленными отверстиями. Радиус смачивания клеем нижележащего покровного слоя предпочтительно составляет 0,25-2,40 м,предпочтительно 0,35-1,20 м.-2 017049 Как правило, достаточно одной пластины, для того чтобы гарантировать достаточное нанесение клея. В случае, когда необходимо нанести клей на более широкую поверхность, может оказаться предпочтительным применение как минимум двух описанных выше вращающихся пластин, которые могут быть установлены одна за другой, рядом или с возможностью смещения относительно друг друга. Это позволяет избежать слишком длительного нахождения клея на пластине и его отверждения на пластине. Число оборотов пластины составляет предпочтительно 200-2500 мин-1, более предпочтительно 200-2000 мин-1, еще более предпочтительно 300-1500 мин-1. Количество клея, наносимого на покровный слой, составляет 20-300 г/м 2, предпочтительно 40-200 г/м 2, более предпочтительно 50-120 г/м 2. В том случае, когда применяют двухкомпонентный клей, перед нанесением клея на вращающуюся пластину проводят механическое перемешивание клея, причем можно использовать мешалки высокого или низкого давления, предпочтительно мешалки низкого давления, и с помощью подходящего подающего устройства, например включенного последовательно перемешивающего устройства, проводят подачу клея на пластину. Когда пластину приводят во вращение с помощью привода, происходит ровное распределение клея по находящемуся под пластиной непрерывно подаваемому покровному слою. Для перемешивания и нанесения клея на пластину можно применять, например, статический или динамический смеситель из пластмассы. Подаваемое количество клея согласуется со скоростью непрерывно работающей установки таким образом, чтобы происходило нанесение необходимого количества клея на каждый квадратный метр покровного слоя. Высота расположения пластины над слоем, который необходимо смочить клеем, диаметр пластины,а также скорость вращения пластины так соотносятся друг с другом, что нанесенный клей по возможности равномерно смачивает покровный слой до краев и обычно лежит в описанном выше пределе. Клей разбрызгивается поперечно и распределяется по покровному слою, расположенному горизонтально, предпочтительно параллельно вращающейся пластине. Неожиданно было обнаружено, что нанесение посредством описанной выше техники может быть осуществлено в значительной мере без образования аэрозолей. Аэрозоли в этом случае означают коллоидальные системы, состоящие из газов, таких как воздух, с тонко распределенными в них маленькими жидкими частицами диаметром от около 10-7 до 10-3 см. При необходимых с экономической точки зрения небольших наносимых количествах клея полное смачивание покровного слоя клеем является трудно достижимым. Однако неожиданно было обнаружено,что достигнутое с помощью техники нанесения с малым наносимым количеством согласно данному изобретению покрывание слоем клея нижнего покровного слоя оказывается достаточным для достижения необходимой прочности на разрыв между обработанным клеем нижним покровным слоем и находящимся над ним основным слоем. Далее неожиданно было обнаружено, что плотность нанесения клея на нижний покровный слой более равномерна в том случае, когда количество нанесенного клея составляет 50-200 г/м 2. Равномерность плотности нанесения устанавливают визуальной оценкой распределения клея на поверхности покровного слоя. Другой возможный метод определения равномерности распределения заключается в помещении в установку бумажной полосы, которую взвешивают перед смачиванием и после смачивания клеем. После осуществления нанесения клея на нижний покровный слой на него помещают основной слой. Затем на последний помещают верхний покровный слой. Верхний покровный слой для этой цели также смачивают клеем, как описано выше. Затем этот покровный слой переворачивают и помещают стороной,покрытой клеем, на основной слой. Принципиально возможно также, когда клеем обрабатывают, как описано выше, основной слой и на него помещают покровный слой. Однако оказалось, что прочность образованного таким образом соединения меньше, чем в случае нанесения клея на покровный слой. В качестве клея можно использовать обычные и известные клеи. Определяющим является то, чтобы клеи имели такую вязкость, что их можно наносить пластиной на слои и после нанесения они еще продолжают действовать как клей. Это могут быть, например, клеи на основе полиуретана, мочевины, поливинилацетата или клеи с высокой температурой плавления. В предпочтительном варианте способа согласно данному изобретению в качестве клея применяют клеи на изоцианатной основе. Такие клеи обычно получают при взаимодействии полиизоцианатов с соединениями, которые содержат два реакционноактивных по отношению к изоцианатам атома водорода,причем степень взаимодействия предпочтительно выбирают такой, чтобы в реакционной смеси отношение числа изоцианатных групп к числу групп, реакционноактивных по отношению к изоцианатам, составляло от (0,8-1,8):1 до (1,0-1,6):1. В качестве полиизоцианатов подходят все обычные алифатические, циклоалифатические и в особенности ароматические ди- и/или полиизоцианаты. Предпочтительно используют толуилендиизоцианат(TDI), дифенилметандиизоцианат (MDI) и в особенности смеси дифенилметандиизоцианата и полифениленполиметиленполиизоцианата (Roh-MDI).-3 017049 Более предпочтительны при этом изоцианаты фирмы BASF AG лупранат M 10, лупранат M 20,лупранат M 50, лупранат M 70, лупранат M 200. В качестве соединений, которые содержат два реакционноактивных по отношению к изоцианатам атома водорода, как правило, подходят такие, которые содержат в молекуле две или несколько реакционных групп, выбираемых из ряда, который включает OH-, SH-, NH-, NH2-группы и CH-ацидные группы, такие как, например, -дикетогруппы. Предпочтительно используют полиэфиролы и/или сложные полиэфиролы, предпочтительно полиэфирполиолы. Число гидроксильных групп используемых полиэфиролов и/или сложных полиэфиролов предпочтительно составляет от 25 до 800 мг KOH/г, молекулярные веса, как правило, выше 400. Полиуретаны могут быть получены в отсутствие или в присутствии средств для удлинения цепи и/или сшивающих средств. В качестве средств для удлинения цепи и/или сшивающих средств предпочтительно подходят двух- и трехфункциональные амины и спирты, в частности диолы и триолы с молекулярными весами менее 400, предпочтительно от 60 до 300. Полиольный компонент клея проявляет при этом предпочтительно вязкость 50-1000 мПас, более предпочтительно 100-800 мПас, еще более предпочтительно 100-400 мПас при температуре 25 С. В клее могут при необходимости содержаться добавки или реакционные огнезащитные средства. Такого рода огнезащитные средства используют, как правило, в количестве от 0,1 до 30 вес.% в пересчете на общий вес полиольных компонентов. При взаимодействии полиизоцианатов с полиолами предпочтительно не добавляют физические вспениватели. Химические вспениватели, предпочтительно воду, при необходимости в смеси с муравьиной кислотой, можно добавлять для достижения небольшого увеличения объема клея. Это увеличение объема служит для того, чтобы выровнять неровности между контактными поверхностями покровного слоя и основного слоя, а также для повышения площади адгезии клея с основным слоем при склеивании сотов или других дырчатых, пористых или сетеобразных материалов. Затвердевшие полиуретановые клеи показывают при этом плотность от 200 до 1200 г/л, предпочтительно от 100 до 1000 г/л, еще более предпочтительно от 200 до 900 г/л. В качестве покровных слоев подходят, как описано выше, натяжные плиты, древесно-волокнистые плиты средней толщины (MDF (МДФ)-плиты) или плиты из выровненных стружек (OSB (ОСБ)-плиты),а также пластмассовые плиты, металлические плиты, в частности плиты из алюминия, или комбинации приведенных плит. В качестве основных слоев применяют плоские изделия с небольшим весом. К ним относятся, например, изделия сотовой, складчатой или штекерной структуры из бумаги, картона, дерева или легкого металла, в частности алюминия, или из легких материалов, таких как легкие древесные материалы, с плотностью от 80 до 400 кг/м 3, предпочтительно от 120 до 250 кг/м 3, более предпочтительно от 180 до 220 кг/м 3. Предпочтительно применяют основные слои сотовой, складчатой или штекерной структуры из бумаги, картона, дерева или легкого металла, в частности алюминия. Примерами исполнения структур являются шестиугольные соты, полоскообразный материал с вырезами, который под прямым углом вставлен один в другой и может быть соединен между собой клеем в местах контактов, как показано на фиг. 2,или полоскообразный материал в форме волны или зигзага (1), который может быть склеен в местах соприкосновения с покровным слоем (2), как показано на фиг. 3 и 4. До настоящего времени на практике при изготовлении легких строительных плит задача состояла в нанесении по возможности сплошной тонкой пленки клея. Неожиданно было обнаружено, что оказывается предпочтительным, когда клей находится в дискретных точках на поверхности. С помощью достигнутого таким образом точечного склеивания в результате каплеобразного нанесения может быть достигнута улучшенная прочность связывания. Как указано выше, изготовление легких строительных плит может происходить прерывисто или непрерывно. При непрерывном изготовлении предусмотрено, что в каждом случае выкроенный нижний и верхний покровные слои покрывают клеем, и затем помещают нижний покровный слой под основной слой, а сверху основного слоя помещают верхний покровный слой. При непрерывном изготовлении можно выкроенные нижние и верхние покровные слои непрерывно транспортировать, покрывая клеем с помощью устройства, применяемого согласно данному изобретению, и затем помещать на нижний покровный слой основной слой, а сверху на основной слой помещать верхний покровный слой. Существует также возможность того, что, как минимум, нижний покровный слой непрерывно сматывают с рулона, покрывают его клеем и на него подают основной слой. Верхний покровный слой можно также накладывать на основной слой, непрерывно сматывая с рулона, или в виде выкроенных частей. С помощью способа согласно данному изобретению можно изготовить легкие строительные плиты с экономным расходом клея и высокой прочностью. Установка для нанесения клея надежна в работе и требует небольшого ухода. Ее можно без проблем встроить в уже готовые аппараты для изготовления легких строительных плит.-4 017049 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления легкой строительной плиты, состоящей как минимум из одного покровного слоя и склеенного с ним основного слоя, имеющего плотность от 80 до 400 кг/м 3, причем клей наносят как минимум на один покровный слой, отличающийся тем, что нанесение клея проводят одной или несколькими вращающимися пластинами, которые установлены горизонтально или с отклонением не более 15 от горизонтального положения, предпочтительно параллельно покровному слою, имеющими загнутый вверх или окантованный верхний край. 2. Способ по п.1, отличающийся тем, что указанная вращающаяся пластина выполнена в виде круглого плоского диска. 3. Способ по п.1, отличающийся тем, что указанная вращающаяся пластина выполнена в виде плоской пластины с каскадообразно возрастающими окантовками. 4. Способ по п.1, отличающийся тем, что его осуществляют с использованием как минимум двух установленных одна над другой вращающихся пластин. 5. Способ по п.1, отличающийся тем, что в качестве клея используют клей на основе изоцианата. 6. Способ по п.1, отличающийся тем, что в качестве указанного покровного слоя используют стружечную плиту, древесно-волокнистую плиту средней толщины (МДФ-плиту), ориентированностружечную плиту (ОСБ-плиту), пластмассовую или металлическую плиту. 7. Способ по п.1, отличающийся тем, что в качестве указанного основного слоя используют изделие сотовой, складчатой или штекерной структуры из бумаги, картона, дерева или легкого металла. 8. Способ по п.1, отличающийся тем, что в качестве указанного основного слоя используют легкую плиту на основе древесных материалов. 9. Устройство для изготовления легкой строительной плиты путем склеивания как минимум одного покровного слоя с основным слоем, имеющим плотность от 80 до 400 кг/м 3, отличающееся тем, что для нанесения клея на покровный слой оно содержит одну или несколько установленных одна над другой вращающихся пластин, которые установлены горизонтально или с отклонением не более 15 от горизонтального положения, предпочтительно параллельно покровному слою, имеющих загнутый вверх или окантованный верхний край.
МПК / Метки
МПК: B32B 37/12, B32B 37/14, B05B 3/10
Метки: плиты, способ, устройство, изготовления, легкой, строительной
Код ссылки
<a href="https://eas.patents.su/7-17049-sposob-i-ustrojjstvo-dlya-izgotovleniya-legkojj-stroitelnojj-plity.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления легкой строительной плиты</a>
Устройство трамвайного пути, широкоплоскостная плита для него и способ изготовления плиты
Номер патента: 16256
Опубликовано: 30.03.2012
Авторы: Гусев Дмитрий Евгеньевич, Богрецов Андрей Леонидович, Першай Александр Михайлович
МПК: B28B 7/16, E01B 21/00, E01C 9/06...
Метки: плиты, пути, устройство, плита, способ, трамвайного, широкоплоскостная, изготовления, него
Формула / Реферат:
1. Устройство трамвайного пути, содержащее размещенные на основании из дорожной одежды на расстоянии междупутья рельсовые колеи одного и другого направлений пути, образованные размещенными торцами встык плоскими армированными монолитными колейными плитами, имеющими в верхней части бетонного тела два параллельных ложемента в виде металлических желобов, имеющих дно, наклоненные внутрь стенки и верхние горизонтальные отгибы, во внутренних полостях...
Способ сооружения плиты проезжей части в тоннеле с двумя и более пролетами под плитой и устройство для его реализации
Номер патента: 8632
Опубликовано: 29.06.2007
Авторы: Антипов Виктор Васильевич, Антипов Юрий Васильевич, Богданов Владимир Борисович, Штерн Геннадий Яковлевич, Браккер Илья Израилевич, Яцков Борис Иванович, Туловов Рустам Рузимуратович
МПК: E21D 11/10, E02D 29/045
Метки: сооружения, тоннеле, более, устройство, двумя, пролетами, способ, проезжей, реализации, части, плиты, плитой
Формула / Реферат:
1. Способ сооружения плиты проезжей части в тоннеле с двумя и более пролетами под плитой, включающий демонтаж, перенос и укладку вспомогательных рельсовых путей, монтаж арматурных каркасов, демонтаж, перенос и установку секционных опалубок стен пролетов и плиты, а также их бетонирование, отличающийся тем, что для повышения жесткости конструкции, снижения трудоемкости и сокращения времени выполнения работ сооружение плиты осуществляют с опорой на...
Способ возведения плиты проезжей части секционного двухуровневого тоннеля
Номер патента: 6575
Опубликовано: 24.02.2006
Авторы: Абрамсон Валерий Михайлович, Земельман Александр Маркович, Хихлуха Борис Алексеевич, Минц Артур Максович, Дьяконов Павел Леонидович, Закиров Адилжан, Харламов Александр Иванович
МПК: E21D 11/00, E02D 29/00
Метки: возведения, секционного, двухуровневого, способ, тоннеля, части, плиты, проезжей
Формула / Реферат:
1. Способ возведения плиты проезжей части тоннеля, включающий монтаж рельсового основания для размещения передвижной платформы с грузоподъемным устройством, монтаж опалубки плиты проезжей части и бетонирование плиты проезжей части по длине заданного отсека тоннеля, отличающийся тем, что в нем рельсовое основание монтируют в самой нижней части тоннеля, посредством передвижной платформы осуществляют монтаж арматурных каркасов стен отсека тоннеля и...
Способ структурирования поверхности декоративной плиты или декоративной пленки
Номер патента: 14563
Опубликовано: 30.12.2010
Автор: Бургхольцер Карл
МПК: B29C 71/02, B32B 27/06, B32B 27/08...
Метки: способ, пленки, плиты, декоративной, структурирования, поверхности
Формула / Реферат:
1. Способ структурирования поверхности декоративной плиты (1) или декоративной пленки (1), которая выполнена из термопластичной пластмассы и содержит подложку (2) в виде плиты или пленки и неразделимо соединенный с ней декоративный слой (3), при этом способ включает следующие стадии, согласно которымна первой стадии декоративную плиту (1) или декоративную пленку (1) нагревают со стороны декоративного слоя (3) или нагревают с обеих ее сторон с...
Способ десульфурации жидкой, каталитически крекированной легкой нафты
Номер патента: 8904
Опубликовано: 31.08.2007
Авторы: Подребарак Гари Г., Сом Манодж, Шори Скотт В.
МПК: C10G 65/02, C10G 45/02
Метки: способ, нафты, десульфурации, жидкой, крекированной, легкой, каталитически
Формула / Реферат:
1. Способ обработки легкой крекированной нафты, содержащей органические соединения серы, включающий стадии: (a) фракционирования легкой крекированной нафты и извлечения первой высококипящей фракции нафты; (b) подачи водорода, тяжелой крекированной нафты и указанной первой высококипящей фракции нафты в реакционную зону перегонки, содержащую катализатор гидродесульфурации; (c) одновременного проведения в указанной реакционной зоне перегонки: (i)...
Предыдущий патент: Способ получения свободно плавающих личинок рачков artemia и набор для аквакультуры
Следующий патент: Композиции для профилактики и локального лечения воспалительных заболеваний кожи, а также суставов и мышц, содержащие деароматизированный белый нафталан
Случайный патент: Октаноповышающая добавка к бензину