Электрический кабель, имеющий поверхность с уменьшенным коэффициентом трения
Номер патента: 16504
Опубликовано: 30.05.2012
Авторы: Сасс Филип, Диксон Марк Д., Рис Дейвид, Лам Хай, Карлсон Джон Р., Куммер Ранди Д.
Формула / Реферат
1. Способ обеспечения готового электрического кабеля для установки через коммуникации здания, включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной оболочки вводят смазку, которая способна к миграции к внешней поверхности наружной оболочки кабеля или пропитывает наружную оболочку кабеля, обеспечивая наружную оболочку кабеля достаточным количеством смазки для того, чтобы обеспечить внешнюю поверхность наружной оболочки значительным снижением коэффициента трения и уменьшением силы, необходимой для проталкивания кабеля в процессе установки через коммуникации здания, при этом смазку вводят в оболочку путем введения в экструдер гранул пластического материала, которые были сформированы объединением пластического материала в негранулированной форме и смазки.
2. Способ обеспечения готового электрического кабеля для установки через коммуникации здания, включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной оболочки вводят смазку, которая способна к миграции к внешней поверхности наружной оболочки кабеля или пропитывает наружную оболочку кабеля, обеспечивая наружную оболочку кабеля достаточным количеством смазки для того, чтобы обеспечить внешнюю поверхность наружной оболочки значительным снижением коэффициента трения и уменьшением силы, необходимой для проталкивания кабеля в процессе установки через коммуникации здания, при этом вводят указанную смазку в указанный пластический материал путем впрыскивания указанного материала в несмазанном виде в головку экструдера в первом месте и впрыскивания указанной смазки в указанную головку экструдера во втором месте, расположенном ниже указанного первого места.
3. Способ обеспечения готового электрического кабеля для установки через коммуникации здания, включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной оболочки вводят смазку, которая способна к миграции к внешней поверхности наружной оболочки кабеля или пропитывает наружную оболочку кабеля, обеспечивая наружную оболочку кабеля достаточным количеством смазки для того, чтобы обеспечить внешнюю поверхность наружной оболочки значительным снижением коэффициента трения и уменьшением силы, необходимой для проталкивания кабеля в процессе установки через коммуникации здания, при этом вводят указанную смазку в указанный материал путем смешивания гранул указанного материла с указанной смазкой перед указанным экструдированием.
4. Способ по одному из пп.1-3, отличающийся тем, что пластический материал является поливинилхлоридом (ПВХ).
5. Способ по одному из пп.1-3, отличающийся тем, что сердечник кабеля содержит по меньшей мере один электрический провод и пластический материал экструдируют прямо по меньшей мере на один электрический провод.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что указанная смазка представляет собой амид жирного ряда.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что указанные коммуникации здания представляют собой внутренние секции стен и потолков.
8. Способ по одному из предыдущих пунктов, отличающийся тем, что указанные коммуникации здания представляют собой кабелепроводы.
9. Способ по одному из предыдущих пунктов, отличающийся тем, что указанные коммуникации здания представляют собой трубопроводы.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что смазку выбирают из группы, состоящей из жирных кислот, жирных сложных эфиров, жирных кислот, содержащих металл, имеющих от 10 до 28 атомов углерода.
Текст
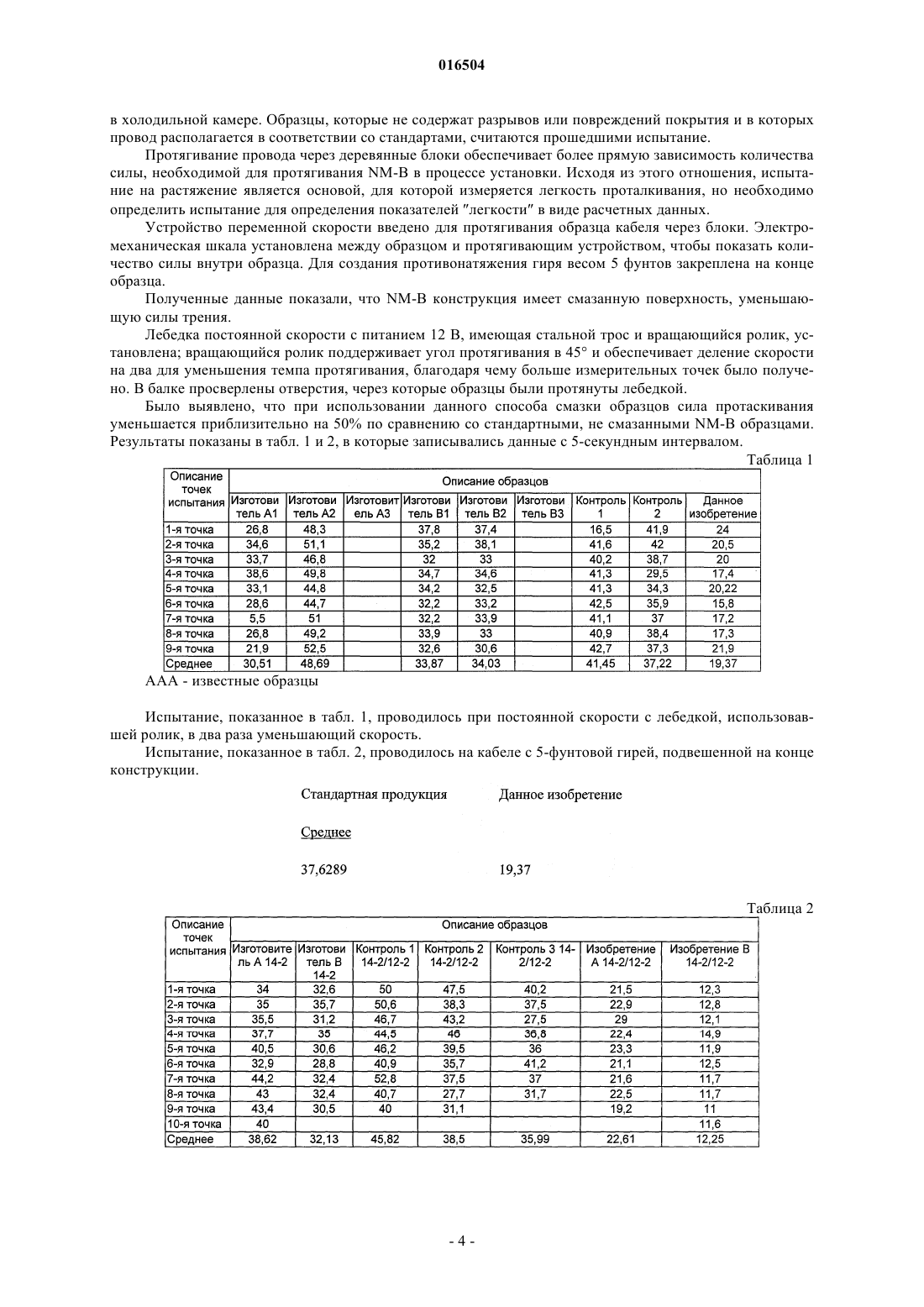
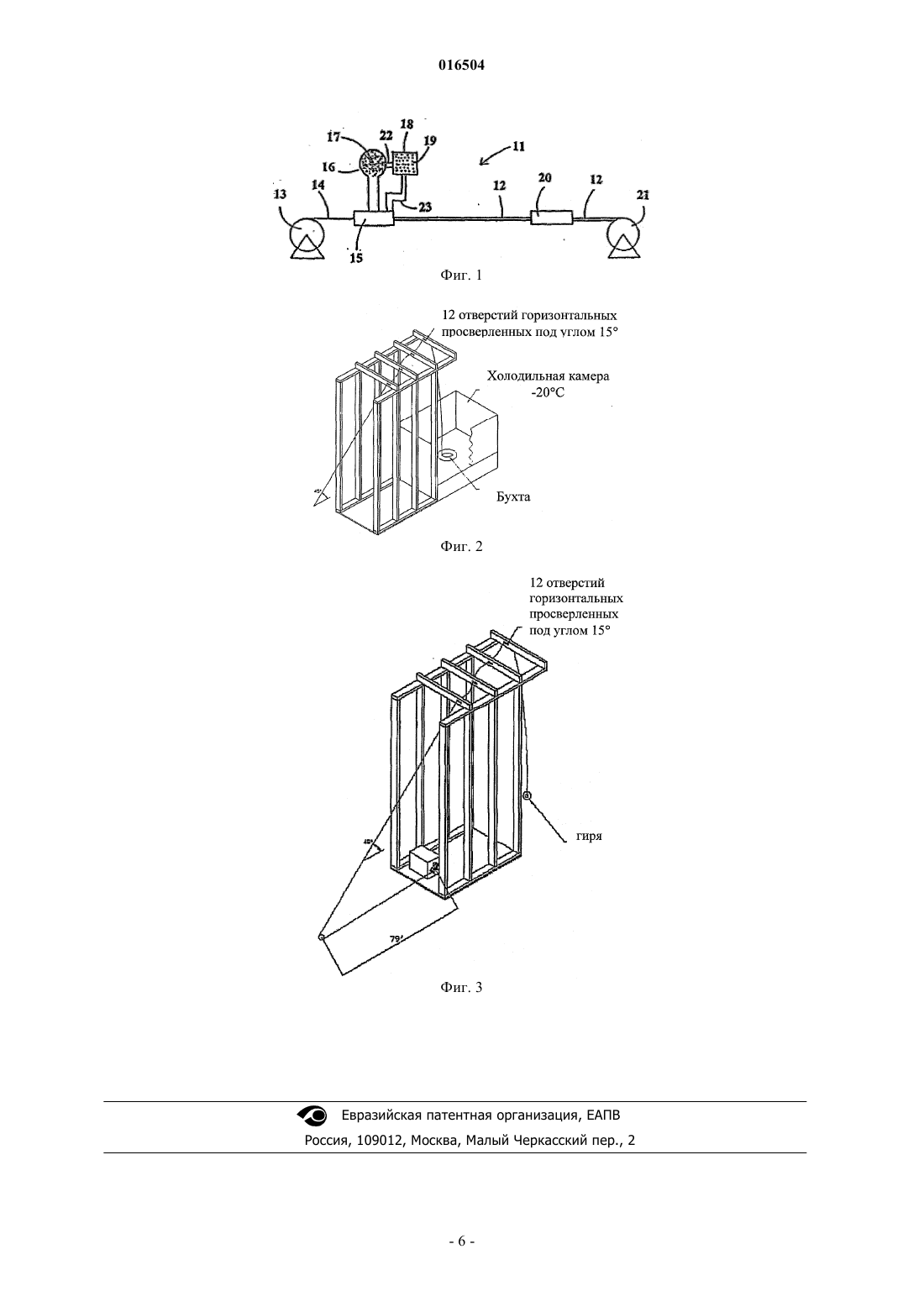
Данное изобретение представляет собой кабель (12), имеющий уменьшенное поверхностное трение, и способ его производства, содержащий этапы, на которых токопроводящий провод (14) покрывают смесью пластического материала (17) и смазывающего материала (19), при котором покрытый провод охлажден. Кабель (12) содержит по меньшей мере один токопроводящий провод(14) и по меньшей мере одно покрытие из пластического материала (17) и содержит смазывающий материал (19) в и/или на пластическом материале (17). Оборудование для производства электрического кабеля (12) содержащит барабан (13) для подачи токопроводящего провода (14) к головке экструдера (15), которая присоединена к емкостям (16 и 18), содержащим пластический материал (17) и смазывающий материал (19) соответственно, для покрытия токопроводящего провода (14) и барабан (21) для сматывания кабеля (12). 016504 Область техники Данное изобретение относится к электрическому кабелю и способу и оборудованию для уменьшения его коэффициента трения. Уровень техники Электрические кабели, содержащие по меньшей мере один токопроводящий сердечник и по меньшей мере одно покрытие, широко известны. Такие кабели имеют недостаток в том, что их внешние поверхности имеют высокий коэффициент трения, так что они неудобны для прокладки во внутренних секциях стен и потолков или трубопроводов,так как во время контакта с поверхностями они застревают или тяжело протягиваются и т.д. В целях преодоления этой проблемы альтернативные материалы, такие как вазелин и подобные, используются для покрытия внешней поверхности кабеля, тем самым, уменьшая коэффициент трения. В дополнение к этому иногда используются направляющие малых диаметров, один конец которых проходит через отверстие, через которое должен пройти кабель, а другой присоединен к концу кабеля,который должен пройти в отверстие. Таким образом, после того как направляющая появляется в желаемом месте, ее вытаскивают до тех пор, пока конец кабеля покажется снова после прохождения через всю секцию. В нескольких областях применения, особенно телекоммуникационные, электрические или оптоволоконные кабели проходят в трубах. Поэтому необходимо минимизировать коэффициент трения между кабелями и внутренней поверхностью труб. В одном решении сердечник кабеля проходит через первый экструдер, который наносит на него обычное покрытие, то есть оболочку и/или изоляцию, обычно выполненную из полимера. Сердечник с нанесенной оболочкой затем проходит через второй экструдер, который наносит на него смазочный материал, такой как смесь кремниевой смолы и полиэтилена. Кабель, смазанный таким образом, затем проходит в обычном порядке через охлаждающее устройство. Второе решение предлагает экструдер, наносящий на сердечник кабеля покрытие. На выходе из экструдера расположена покрывающая камера для нанесения на неостывшее покрытие гранул материала,которые отделяются, когда кабель входит в трубу. После этого кабель проходит через охлаждающее устройство. В обоих из двух предварительных решений необходимо помещать дополнительное оборудование между экструдером и охлаждающим устройством. Это усложняет основное оборудование производственной линии. В дополнение оборудование для размещения смазки должно быть очень близко к покрывающей головке экструдера в связи с тем, что иначе не возможно контролировать толщину покрытия должным образом. В любом случае, дополнительное оборудование занимает не малое пространство, и такая конструкция не благоприятна для контроля над размером покрытия. Используемые в настоящее время способы изготовления и/или установки вышеуказанных кабелей включают значительные временные и материальные затраты, в связи с чем необходимы альтернативные материалы. Цели и краткое изложение изобретения Данное изобретение обеспечивает способ получения кабеля, имеющего поверхность с уменьшенным коэффициентом трения, который не сильно изменяет геометрические характеристики кабеля и производство кабеля. Изобретение обеспечивает способ, включающий смазку в покрытие кабеля, причем покрытие кабеля изготовляется средствами экструдера и факультативно продолжается в охлаждающем устройстве. В одном варианте осуществления данного изобретения перед нагреванием обоих смазывающий материал и материал покрытия смешивают. В другом варианте осуществления изобретения смазывающий материал нагревают и смешивают с материалом покрытия перед нагреванием материала покрытия. В дополнительном варианте осуществления изобретения смазывающий материал и материал покрытия смешивают, после чего оба материала нагревают. В еще одном варианте осуществления изобретения не нагретый смазывающий материал смешивают с нагретым материалом покрытия. Используемый здесь термин покрытие означает оболочку и/или изоляцию, нанесенную на сердечник кабеля. Раскрытие изобретения При использовании способа и кабеля по данному изобретению указанные недостатки устраняются,кроме того, обеспечиваются другие преимущества, которые будут изложены ниже. Способ производства электрических кабелей, отличающийся тем, что включает этапы, на которых смазывающий материал смешивается с материалом покрытия и эта смесь наносится на сердечник кабеля. Кабель с низким коэффициентом трения, полученный таким образом, чтобы последующая установка его значительно упростилась, в связи с тем, что он скользит по поверхностям, с которыми он соприкасается.-1 016504 Этап смешивания смазывающего материала и материала покрытия производят с нагретым или не нагретым смазывающим материалом и с нагретым или не нагретым материалом покрытия. Материал покрытия обычно поступает в экструдер в форме гранул, который нагревает и направляет материал покрытия на кабель или на токопроводящий сердечник. Данное изобретение включает вариант осуществления, в ходе которого добавляют смазывающий материал в гранулы покрытия в процессе формирования гранул покрытия и вводят смесь гранул покрытия и смазывающего материала в экструдер; вариант осуществления, в ходе которого смешивают смазывающий материал с материалом покрытия; и вариант осуществления, в ходе которого вводят эту смесь в экструдер и вводят гранулы покрытия в экструдер и затем вводят смазывающий материал в экструдер перед контактом с сердечником кабеля. Преимущественно смазывающий материал выбирают из группы, содержащей главным образом амиды жирного ряда, углеводородные масла, фторсодержащие органические смолы и их смеси. Смазывающий материал может быть введен на любом этапе процесса производства перед формированием гранул и в зависимости от материала может быть нагрет перед смешиванием с покрывающим материалом. В случае, когда материал покрытия имеет высокую температуру плавления или размягчения или по другой причине, такой как технологичность, эффективность процесса и т.д., смазывающий материал вводится в материал покрытия по мере формирования материала покрытия. Если конструкция кабеля содержит два или более покрывающих материала, нанесенные на сердечник кабеля, смазывающий материал необходимо включить только во внешний материал покрытия. Преимущественно смазывающие материалы включают амиды жирного ряда, жирные кислоты,жирные эфиры и жирные кислоты, содержащие металл, и более преимущественно включают амиды жирного ряда, жирные кислоты, жирные эфиры и жирные кислоты, содержащие металл, которые содержат приблизительно от 10 до приблизительно 28 атомов углерода, предпочтительно приблизительно от 10 до приблизительно 2 атомов углерода, и включают, но не ограничиваются, эрукамид, олеамид, олеил пальмитамид, стеарил стеарамид, стеарамид, бегенамид, этилен бисстерамид, этилен бисолеамид, стеарил эрукамид, эруцил стеарамид, каприновую кислоту, лауриновую кислоту, миристиновую кислоту,пальмитиновую кислоту, пальмитолеиновую кислоту, стеариновую кислоту, олеиновую кислоту, вакценовую кислоту, линолевую кислоту, линоленовую кислоту, элеостеариновую кислоту, арахидиновую кислоту, арахидоновую кислоту, бегеновую кислоту, лигноцериновую кислоту, ацетэруковую кислоту,церотовую кислоту, монтановую кислоту, капрат, лаурат, миристат, пальмитат, пальмитолеат, стеарат,олеат, вакцинат, линолеат, линоленат, элеостеарат, арахидат, арахидонат, бегенат, лигноцерат, ацетерукат, церотат, монтанат, пентаэритриол монопальмитат, пентаэритриол моностеарат, пентаэритриол дипальмитат, пентаэритриол пальмитат стеарат, пентаэритриол дистеарат и подобное. Преимущественно углеводородные масла включают, но не ограничиваются, минеральные масла, кремниевые масла и подобное. Смазывающие материалы, пригодные для данного изобретения, дополнительно включают пластификаторы, эфиры двухосновной кислоты, силиконы, антистатические амины, органические амины,этаноламиды, моно- и диглицерид аминов жирного ряда, этоксилированные амины жирного ряда, жирные кислоты, стеарат цинка, стеариновые кислоты, пальмитиновые кислоты, стеарат кальция, стеарат свинца, сульфаты, такие как сульфат цинка, и т.д., и подобное. Вышеуказанные смазывающие материалы могут применяться индивидуально или в комбинации. Электрический кабель, отличающийся тем, что содержит смазывающий материал в материале покрытия, при этом смазывающий материал образует налет, перемещается по направлению к наружной поверхности или пропитывает покрытие кабеля. Если необходимо, материал покрытия может быть частично пористым, в результате чего миграция смазывающего материала через наружную поверхность покрытия будет более быстрая. Покрытие кабеля, таким образом, содержит достаточное количество смазывающего материала, что обеспечивает наружную поверхность уменьшенным коэффициентом трения. Оборудование для производства электрических кабелей, отличающееся тем, что содержит устройство для введения смазывающего материала в материал покрытия перед нанесением на сердечник кабеля. Вышеуказанное оборудование также содержит емкость, содержащую смазывающий материал, секцию для смешивания смазывающего материала и материала покрытия и секцию для нанесения смеси на сердечник кабеля. Более того, оборудование может также содержать клапан(ы), регулирующий(ие) давление, индикатор(ы) уровня емкости смазывающего материала и емкости материала покрытия и указатель(и) давления. Краткое описание чертежей Для лучшего понимания данного изобретения к нему приложены фигуры, на которых схематически и в виде примера показан вариант осуществления. Фиг. 1 представляет собой схему оборудования для производства электрического кабеля в соответствии со способом данного изобретения; фиг. 2 - UL испытание на растяжение; фиг. 3 - модифицированное испытание на растяжение.-2 016504 Лучший вариант осуществления изобретения Как было обозначено на фиг. 1, оборудование 11 для производства электрического кабеля 12 данного изобретения содержит барабан 13, который подает токопроводящий провод 14 к головке экструдера 15, которая, в свою очередь, содержит емкость 16 пластического материала 17; емкость 18 смазывающего материала 19 для смеси с пластическим материалом 17 и для нанесения на внешнюю поверхность токопроводящего провода 14; охладительная камера 20 для охлаждения внешней поверхности смеси пластического материала 17 и смазывающего материала 19, которая в расплавленном или полурасплавленном состоянии нанесена на токопроводящий провод или сердечник кабеля 14; барабан 21 для наматывания готового кабеля 12. Также на чертеже видно, что емкость 18 может содержать секцию 22, через которую клеящий материал может проходить в емкость 16 и смешиваться с пластическим материалом 17, и секцию 23, через которую смазывающий материал 19 может попадать прямо в головку экструдера 15 в точке после пластического материала 17, введенного в головку экструдера 15. Пластический материал 17 включает известные материалы, используемые в производстве электрического провода и кабеля, такие как полиэтилен, полипропилен, поливинилхлорид, органические полимерные термоотверждающиеся и термопластичные смолы и упругие полимеры, полиолефины, сополимеры, винилы, сополимеры олефин-винила, полиамиды, акриловые полимеры, сложные полиэфиры,фтороуглероды и т.д. Способ данного изобретения и новый кабель, произведенный таким образом, включает этап покрытия токопроводящего провода или сердечника кабеля 14 смесью пластического материала 17 и смазывающего материала 19 и факультативно охлаждение покрытого кабеля, полученного таким образом. Кабель 12, полученный таким образом, по меньшей мере с одним токопроводящим сердечником и внешним покрытием, главной характеристикой которого является низкий коэффициент трения, что облегчает его установку, так как он скользит по поверхности, с которой он контактирует. Другим существенным достоинством, полученным в данном изобретении, является повышение сопротивления к прожогу (Burn-through). Прожог, или вытяжка (pull-by), результат трения, вызванного протягиванием одного кабеля поверх другого в процессе установки, служит причиной порчи и возможного разрушения покрытия одного так же, как и покрытия другого кабеля. При использовании смазанного кабеля данного изобретения количество циклов трения протяженностью в шесть дюймов,необходимых для возникновения прожога, возрастает с 100 до 300. Кабель данного изобретения может также существенно облегчить снятие оболочки с конца провода,т.е. способность к зачистке. Дополнительным достоинством данного изобретения является уменьшение сморщивания оболочки. Сморщивание оболочки происходит из-за трения оболочки о строительные материалы, служит причиной вытягивания и собирания в пучки оболочки материала. В результате - повреждение кабеля. Варианты установки, вызывающие многократные сморщивания оболочки несмазанного кабеля, не вызовут сморщивание смазанной оболочки кабеля. Несмотря на обстоятельство, что специалистами в данной области были сделаны ссылки на особенные варианты осуществления данного изобретения, а именно, что кабель, способ и оборудование, описанные здесь, могут быть изменены и модифицированы множеством способов, а все указанные детали могут быть перенесены на другие равные в техническом отношении варианты осуществления без выхода за область защиты, которая определяется в формуле. Для примера кабель 12, на который нанесен пластический материал 17 и смазывающий материал 18, может иметь любую желаемую структуру, а может быть волоконно-оптическим кабелем или подобным. Доказано экспериментальным путем, что использование смазывающего материала, изложенное здесь, обеспечивает значительное уменьшение коэффициента трения кабеля, которое подразумевает, что его легче установить без добавления внешних элементов к нему, которое является одной целью данного изобретения. Пример. Для понимания воздействия системы смазывающей оболочки на уменьшение параметров растяжения было проведено испытание на растяжение (Joint-pull Test) UL (Underwriters Laboratories, Inc.). Испытание на растяжение, изложенное в UL 719 Section 23, определяет надежность наружной ПВХ оболочки типа NM-B конструкции после протягивания через наклонные отверстия, просверленные в деревянных блоках. Испытательное устройство состоит из расположенных 2"4" деревянных блоков с отверстиями,просверленными под углом 15 через наружную поверхность. Четыре из этих блоков закреплены в рамку, так что осевая линия отверстий смещена на 10" для создания напряжения в образце с помощью блоков. Бухта NM-B помещена в холодильную камеру и охлаждена до -20 С на 24 ч. Часть кабеля пропускается через соответствующие отверстия в блоках, причем конец, высунувшийся из последнего блока, протягивают под углом 45 к горизонту. Затем кабель обрезают, а два других образца протягивают из бухты-3 016504 в холодильной камере. Образцы, которые не содержат разрывов или повреждений покрытия и в которых провод располагается в соответствии со стандартами, считаются прошедшими испытание. Протягивание провода через деревянные блоки обеспечивает более прямую зависимость количества силы, необходимой для протягивания NM-B в процессе установки. Исходя из этого отношения, испытание на растяжение является основой, для которой измеряется легкость проталкивания, но необходимо определить испытание для определения показателей легкости в виде расчетных данных. Устройство переменной скорости введено для протягивания образца кабеля через блоки. Электромеханическая шкала установлена между образцом и протягивающим устройством, чтобы показать количество силы внутри образца. Для создания противонатяжения гиря весом 5 фунтов закреплена на конце образца. Полученные данные показали, что NM-B конструкция имеет смазанную поверхность, уменьшающую силы трения. Лебедка постоянной скорости с питанием 12 В, имеющая стальной трос и вращающийся ролик, установлена; вращающийся ролик поддерживает угол протягивания в 45 и обеспечивает деление скорости на два для уменьшения темпа протягивания, благодаря чему больше измерительных точек было получено. В балке просверлены отверстия, через которые образцы были протянуты лебедкой. Было выявлено, что при использовании данного способа смазки образцов сила протаскивания уменьшается приблизительно на 50% по сравнению со стандартными, не смазанными NM-B образцами. Результаты показаны в табл. 1 и 2, в которые записывались данные с 5-секундным интервалом. Таблица 1AAA - известные образцы Испытание, показанное в табл. 1, проводилось при постоянной скорости с лебедкой, использовавшей ролик, в два раза уменьшающий скорость. Испытание, показанное в табл. 2, проводилось на кабеле с 5-фунтовой гирей, подвешенной на конце конструкции. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обеспечения готового электрического кабеля для установки через коммуникации здания,включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной оболочки вводят смазку,которая способна к миграции к внешней поверхности наружной оболочки кабеля или пропитывает наружную оболочку кабеля, обеспечивая наружную оболочку кабеля достаточным количеством смазки для того, чтобы обеспечить внешнюю поверхность наружной оболочки значительным снижением коэффициента трения и уменьшением силы, необходимой для проталкивания кабеля в процессе установки через коммуникации здания, при этом смазку вводят в оболочку путем введения в экструдер гранул пластического материала, которые были сформированы объединением пластического материала в негранулированной форме и смазки. 2. Способ обеспечения готового электрического кабеля для установки через коммуникации здания,включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной оболочки вводят смазку,которая способна к миграции к внешней поверхности наружной оболочки кабеля или пропитывает наружную оболочку кабеля, обеспечивая наружную оболочку кабеля достаточным количеством смазки для того, чтобы обеспечить внешнюю поверхность наружной оболочки значительным снижением коэффициента трения и уменьшением силы, необходимой для проталкивания кабеля в процессе установки через коммуникации здания, при этом вводят указанную смазку в указанный пластический материал путем впрыскивания указанного материала в несмазанном виде в головку экструдера в первом месте и впрыскивания указанной смазки в указанную головку экструдера во втором месте, расположенном ниже указанного первого места. 3. Способ обеспечения готового электрического кабеля для установки через коммуникации здания,включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной оболочки вводят смазку,которая способна к миграции к внешней поверхности наружной оболочки кабеля или пропитывает наружную оболочку кабеля, обеспечивая наружную оболочку кабеля достаточным количеством смазки для того, чтобы обеспечить внешнюю поверхность наружной оболочки значительным снижением коэффициента трения и уменьшением силы, необходимой для проталкивания кабеля в процессе установки через коммуникации здания, при этом вводят указанную смазку в указанный материал путем смешивания гранул указанного материла с указанной смазкой перед указанным экструдированием. 4. Способ по одному из пп.1-3, отличающийся тем, что пластический материал является поливинилхлоридом (ПВХ). 5. Способ по одному из пп.1-3, отличающийся тем, что сердечник кабеля содержит по меньшей мере один электрический провод и пластический материал экструдируют прямо по меньшей мере на один электрический провод. 6. Способ по одному из предыдущих пунктов, отличающийся тем, что указанная смазка представляет собой амид жирного ряда. 7. Способ по одному из предыдущих пунктов, отличающийся тем, что указанные коммуникации здания представляют собой внутренние секции стен и потолков. 8. Способ по одному из предыдущих пунктов, отличающийся тем, что указанные коммуникации здания представляют собой кабелепроводы. 9. Способ по одному из предыдущих пунктов, отличающийся тем, что указанные коммуникации здания представляют собой трубопроводы. 10. Способ по одному из предыдущих пунктов, отличающийся тем, что смазку выбирают из группы, состоящей из жирных кислот, жирных сложных эфиров, жирных кислот, содержащих металл,имеющих от 10 до 28 атомов углерода.
МПК / Метки
МПК: H01R 43/00, H01B 13/06, H01B 7/00, H01B 13/26, H01B 13/10
Метки: кабель, поверхность, электрический, коэффициентом, имеющий, уменьшенным, трения
Код ссылки
<a href="https://eas.patents.su/7-16504-elektricheskijj-kabel-imeyushhijj-poverhnost-s-umenshennym-koefficientom-treniya.html" rel="bookmark" title="База патентов Евразийского Союза">Электрический кабель, имеющий поверхность с уменьшенным коэффициентом трения</a>
Электрический кабель низкого напряжения с изоляционным слоем на основе полиолефина
Номер патента: 10339
Опубликовано: 29.08.2008
Авторы: Юнгквист Йонас, Султан Бернт-Оке, Детлеф Вальд
МПК: H01B 3/44
Метки: изоляционным, низкого, напряжения, слоем, основе, полиолефина, электрический, кабель
Формула / Реферат:
1. Электрический кабель низкого напряжения, содержащий провод и изоляционный слой с плотностью ниже 1100 кг/м3, который включает в себя полиолефин, содержащий 0,02-4 мол.% звеньев из соединения с полярными группами, 0,001-15 мас.% звеньев из соединения с гидролизуемыми силановыми группами и 0,0001-3 мас.% катализатора конденсации силанола. 2. Электрический кабель по п.1, где полярные группы выбраны из силоксановых, амидных, ангидридных,...
Оконный или фасадный профиль и электрический кабель для оконного, дверного или фасадного профиля
Номер патента: 10873
Опубликовано: 30.12.2008
Авторы: Ханке Карстен, Остерман Маркус, Вилькер Буркхард
МПК: H02G 3/38
Метки: дверного, профиля, профиль, кабель, оконный, электрический, фасадный, оконного, фасадного
Формула / Реферат:
1. Плоский ленточный кабель для профиля (1, 2, 3, 4) наружной оконной рамы, или рамы створки, или фасадного профиля окна, двери или фасада по меньшей мере с двумя или более проводами (14), расположенными параллельно друг другу в одной плоскости, каждый из которых имеет жилу и изоляцию, утопленными в оболочку (15) плоского ленточного кабеля (12), отличающийся тем, что по своим узким сторонам он имеет боковые выступы, выполненные для того, чтобы в...
Шланг, имеющий окружную поверхность, которая состоит из некоторого количества металлических проводов или трубок
Номер патента: 6588
Опубликовано: 24.02.2006
Авторы: Олсен Сёрен Б., Пост Карстен
МПК: F16L 11/14
Метки: состоит, проводов, шланг, количества, которая, трубок, поверхность, окружную, имеющий, металлических, некоторого
Формула / Реферат:
1. Шланг, имеющий окружную поверхность, которая состоит из некоторого количества металлических трубок, причем все эти трубки, по существу, параллельны друг другу и намотаны спирально вокруг продольной оси шланга, отличающийся тем, что трубки имеют внутренний диаметр от 1 до 6 мм и толщину стенки от 0,1 до 0,5 мм. 2. Шланг по п.1, отличающийся тем, что трубка имеет внутренний диаметр от 2 до 4 мм. 3. Шланг по одному из пп.1-2, отличающийся тем,...
Сшиваемая полиэтиленовая композиция, электрический кабель, ее содержащий, и способ ее получения

Номер патента: 11958
Опубликовано: 30.06.2009
Авторы: Юнгквист Йонас, Йоханссон Кеннет, Султан Бернт-Оке
МПК: H01B 3/44, C08L 43/04, C08L 23/08...
Метки: кабель, способ, полиэтиленовая, электрический, содержащий, сшиваемая, композиция, получения
Формула / Реферат:
1. Сшиваемая полиэтиленовая композиция, содержащая полиэтилен, который содержит силановые группы, и по меньшей мере один катализатор конденсации силанола, причем композиция содержит силан в количестве от примерно 0,1 до 10 мас.%, отличающаяся тем, что композиция имеет значение параметра разветвления g', равное 0,65-0,85, и по меньшей мере один катализатор конденсации силанола содержит сульфоновую кислоту. 2. Композиция по п.1, в которой...
Складной зонт, имеющий электрический механизм раскрытия и закрытия
Номер патента: 10528
Опубликовано: 30.10.2008
Автор: Амсель Шаим Симча
МПК: A45B 25/16
Метки: имеющий, электрический, закрытия, складной, раскрытия, зонт, механизм
Формула / Реферат:
1. Зонт с куполом множественного сложения с автоматическим раскрытием и закрытием, который содержит телескопическую трость, содержащую первую телескопическую секцию и вторую телескопическую секцию; электрический двигатель, находящийся в ручке зонта; ползун, выполненный с возможностью перемещения по первой телескопической секции; верхнюю соединительную ступицу, находящуюся на конце первой телескопической секции, удаленной от указанной ручки;...
Следующий патент: Устройство для моделирования пласта-коллектора тяжелой нефти
Случайный патент: Линейный пружинный привод клапана