Опорный валок для прокатного стана
Номер патента: 10897
Опубликовано: 30.12.2008
Авторы: Золер Йорн, Мюнкер Йохен, Мюллер Хайнц-Адольф, Бергер Майк, Кляйн Ахим, Меккель Йорг
Формула / Реферат
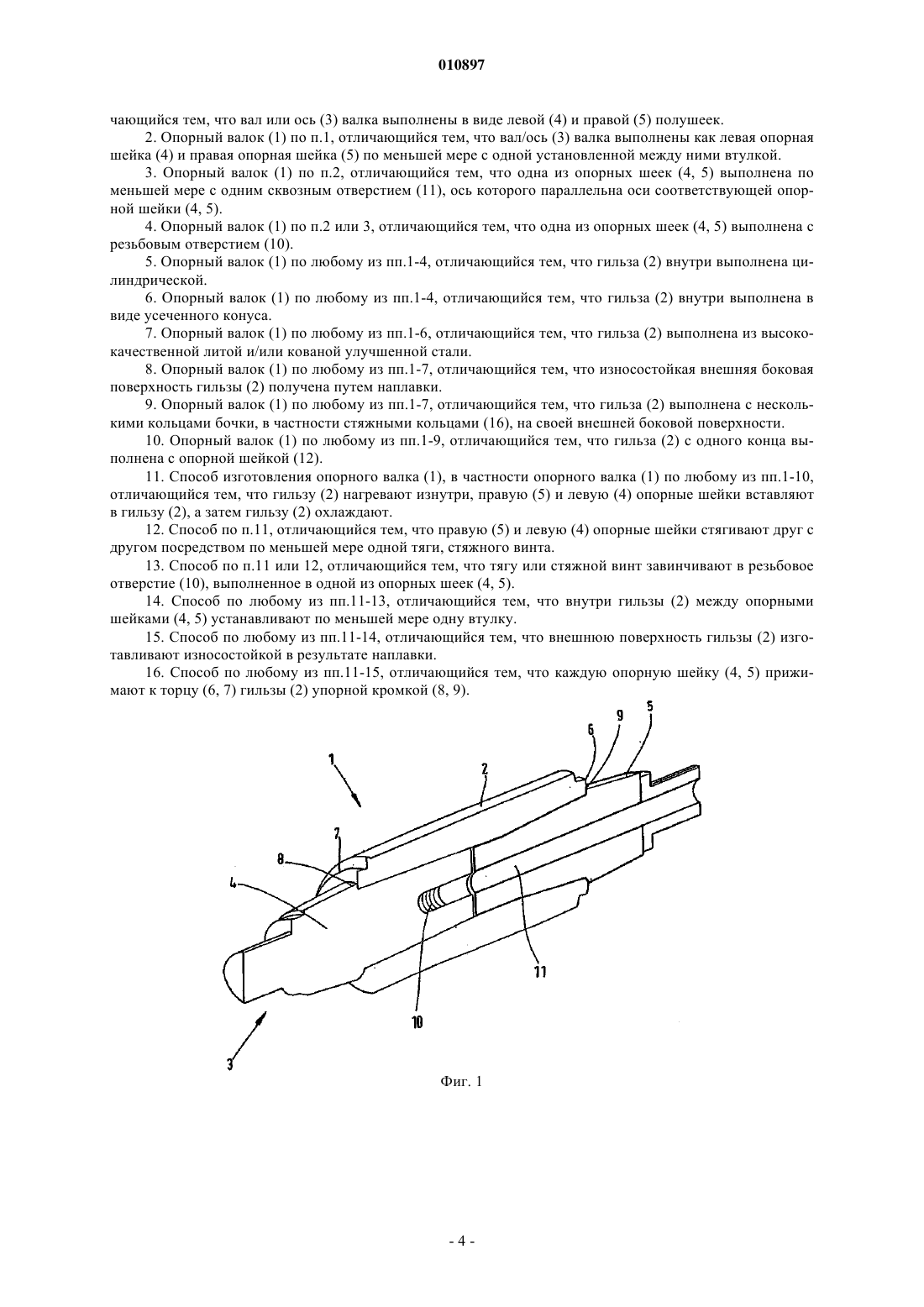
1. Опорный валок (1) для прокатного стана, в частности толстолистового прокатного стана или прокатного стана для производства плоской заготовки, состоящий из гильзы (2) и вала или оси (3), отличающийся тем, что вал или ось (3) валка выполнены в виде левой (4) и правой (5) полушеек.
2. Опорный валок (1) по п.1, отличающийся тем, что вал/ось (3) валка выполнены как левая опорная шейка (4) и правая опорная шейка (5) по меньшей мере с одной установленной между ними втулкой.
3. Опорный валок (1) по п.2, отличающийся тем, что одна из опорных шеек (4, 5) выполнена по меньшей мере с одним сквозным отверстием (11), ось которого параллельна оси соответствующей опорной шейки (4, 5).
4. Опорный валок (1) по п.2 или 3, отличающийся тем, что одна из опорных шеек (4, 5) выполнена с резьбовым отверстием (10).
5. Опорный валок (1) по любому из пп.1-4, отличающийся тем, что гильза (2) внутри выполнена цилиндрической.
6. Опорный валок (1) по любому из пп.1-4, отличающийся тем, что гильза (2) внутри выполнена в виде усеченного конуса.
7. Опорный валок (1) по любому из пп.1-6, отличающийся тем, что гильза (2) выполнена из высококачественной литой и/или кованой улучшенной стали.
8. Опорный валок (1) по любому из пп.1-7, отличающийся тем, что износостойкая внешняя боковая поверхность гильзы (2) получена путем наплавки.
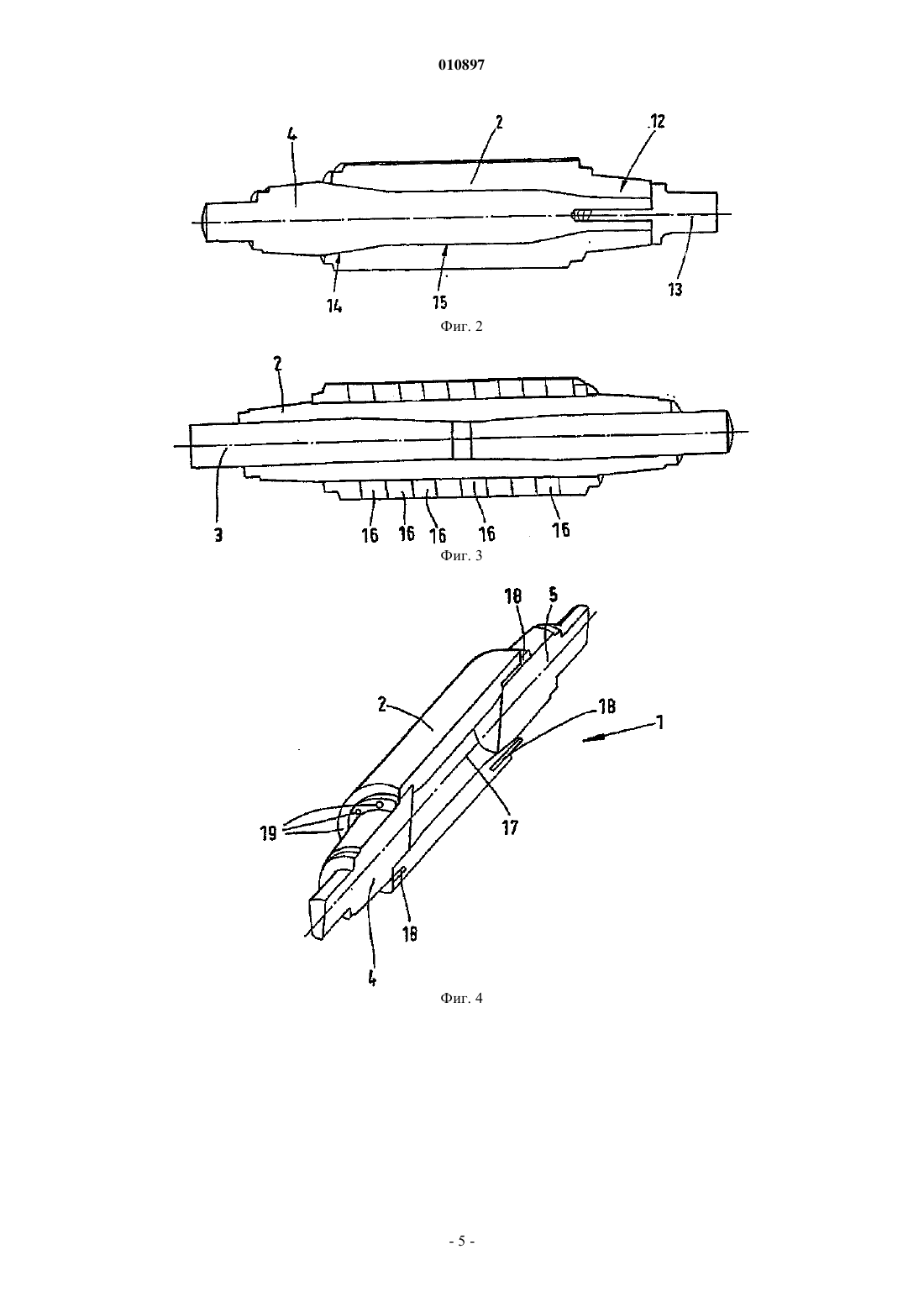
9. Опорный валок (1) по любому из пп.1-7, отличающийся тем, что гильза (2) выполнена с несколькими кольцами бочки, в частности стяжными кольцами (16), на своей внешней боковой поверхности.
10. Опорный валок (1) по любому из пп.1-9, отличающийся тем, что гильза (2) с одного конца выполнена с опорной шейкой (12).
11. Способ изготовления опорного валка (1), в частности опорного валка (1) по любому из пп.1-10, отличающийся тем, что гильзу (2) нагревают изнутри, правую (5) и левую (4) опорные шейки вставляют в гильзу (2), а затем гильзу (2) охлаждают.
12. Способ по п.11, отличающийся тем, что правую (5) и левую (4) опорные шейки стягивают друг с другом посредством по меньшей мере одной тяги, стяжного винта.
13. Способ по п.11 или 12, отличающийся тем, что тягу или стяжной винт завинчивают в резьбовое отверстие (10), выполненное в одной из опорных шеек (4, 5).
14. Способ по любому из пп.11-13, отличающийся тем, что внутри гильзы (2) между опорными шейками (4, 5) устанавливают по меньшей мере одну втулку.
15. Способ по любому из пп.11-14, отличающийся тем, что внешнюю поверхность гильзы (2) изготавливают износостойкой в результате наплавки.
16. Способ по любому из пп.11-15, отличающийся тем, что каждую опорную шейку (4, 5) прижимают к торцу (6, 7) гильзы (2) упорной кромкой (8, 9).

Текст
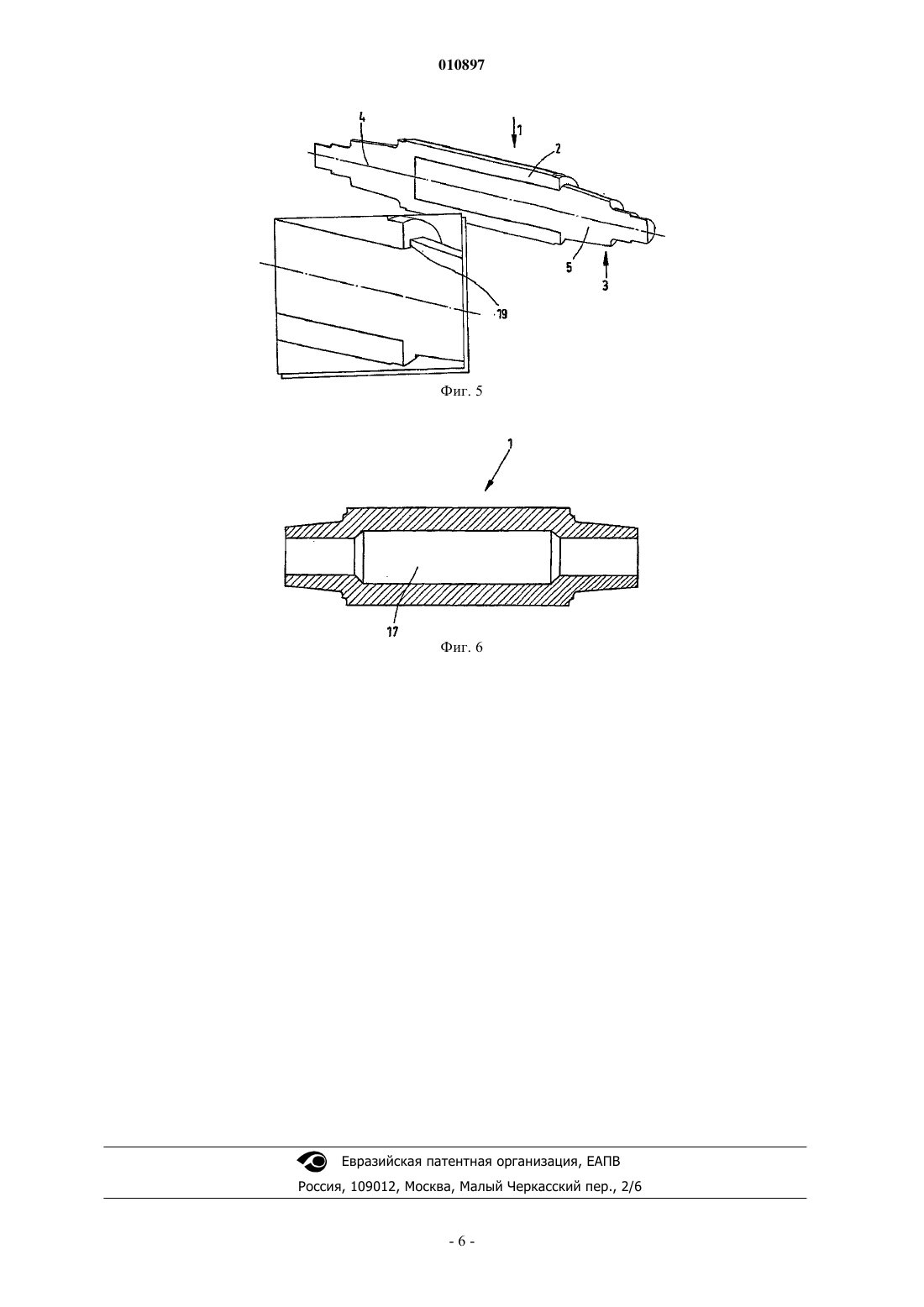
010897 Изобретение относится к опорному валку для прокатного стана, в частности толстолистового прокатного стана, прокатного стана для производства плоской заготовки и так далее, у которых опорный валок состоит из гильзы и вала/оси валка, а также относится к способу изготовления такого опорного валка. Известные опорные валки многовалковых клетей для горячей или холодной прокатки с плоской бочкой изготавливаются цельными. Для изготовления опорных валков весом более 120 т, используемых,в частности, в клетях толстолистового прокатного стана, известны две возможности реализации: а) опорный валок отливается, а затем куется и обрабатывается методом свободной ковки (однокомпонентный валок); б) опорный валок отливается методом двухслойного литья и состоит из твердого износостойкого материала в области бочки и из высококачественного вязкого материала с высокой усталостной прочностью при изгибе для знакопеременного цикла в области шейки и стержня. Затем осуществляется механическая обработка (многокомпонентный валок). Число изготовителей цельных опорных валков весом более 170 т невелико. Отсюда большие сроки поставок и высокая стоимость. К недостаткам следует отнести также большие транспортные расходы на такие опорные валки, связанные с их большим весом. Кроме того, тело валка при износе полезной части бочки (в износостойком исполнении) должно отправляться на металлолом. Наряду с цельными опорными валками используются также составные опорные валки. В европейском патенте ЕР 1056553 В 1 описывается прокатный стан с рабочими валками и составными опорными валками, состоящий из основного тела с несколькими параллельно установленными вдоль него подшипниками качения, которые своими наружными кольцами поддерживают охватывающую их гильзу с возможностью ее вращения. Гильза своей внутренней поверхностью со всех сторон прилегает к внешним поверхностям наружных колец подшипников качения. Внешняя ее поверхность образует бочку опорного валка, причем по длине его основного тела предусмотрены три подшипника качения, из которых средний подшипник качения выполнен в виде конического роликового подшипника. Оба внешних подшипника выполнены в виде роликоподшипников с цилиндрическими роликами, а между обоими роликоподшипниками с цилиндрическими роликами и основным телом с возможностью моторного вращения вокруг его продольной оси установлены эксцентриковые втулки, причем в диапазоне нагрузок основного тела между ним и эксцентриковыми втулками предусмотрены самоустанавливающиеся колодки, обеспечивающие перекос роликоподшипника с цилиндрическими роликами. В публикации немецкой неакцептованной заявки 1602121 описан составной опорный валок прокатной клети кварто для производства металлического плоского проката, у которого силы, действующие на него при прокатке, передаются в пределах диапазона ширины бочки прокатного валка с рубашки опорного валка на ось или вал только в двух местах. Из европейского патента ЕР 0896841 А 2 известен прокатный стан с рабочими валками и составными опорными валками, состоящими из основного тела с несколькими параллельно установленными на нем в продольном направлении подшипниками качения, которые своими наружными кольцами поддерживают охватывающую их гильзу с возможностью ее вращения. Внешняя поверхность образует бочку опорного валка, причем основное тело может вращаться вокруг своей продольной оси, и оно делится на примерно соответствующие ширине подшипников качения цилиндрические участки, на которых оси цилиндров, проходящие параллельно друг другу, у соседних участков смещены относительно друг друга. Гильза своей внутренней поверхностью прилегает со всех сторон к внешним поверхностям наружных колец подшипников качения и приобретает, тем самым, эксцентриситет как результат эксцентриситета участков основного тела, уменьшенный за счет влияния обратного изгиба гильзы. Такая конструкция описана также в европейском патенте ЕР 1058616 В 1. Из документа DE 19702325 А 1 известен способ изготовления валков с демпфированием колебаний. При этом по меньшей мере в одном опорном валке и/или в соответствующем ему рабочем валке для изменения значения частоты собственных колебаний по меньшей мере одного валка образуется по меньшей мере одна полость с осью, параллельной его оси. В комплекте валков согласно изобретению, включающем по меньшей мере один рабочий и один опорный валок, по меньшей мере один валок имеет по меньшей мере одну полость с осью, параллельной его оси. Из европейского патента ЕР 0937515 В 1 известен валок, состоящий из вращающейся рубашки с расположенными внутри нее средствами воздействия на жесткость изгибания. Говоря о средствах воздействия, имеют в виду скользящую опору в виде тела вращения, установленного с возможностью вращения и выполненного таким образом, чтобы площадь его поверхности нагружения, соответствующая зоне нагрузки рубашки валка, являлась частью поверхности рубашки осесимметричного тела вращения,а обрамление поверхности этой рубашки было выполнено таким образом, чтобы по длине окружности тела вращения ширина и/или положение поверхности нагружения могли варьироваться. Тело вращения на участке своей поверхности нагружения имеет по меньшей мере одну выемку, форма обрамления которой, а также ее внутренний контур могут быть любыми. Эти известные составные исполнения или конструкции опорных валков выполнены в виде валков с-1 010897 рубашкой. Это значит, что внешняя гильза или что-либо в этом роде вращается вокруг внутреннего вала/оси или чего-либо в этом роде. Опорным валкам с большим общим весом, изготовленным в соответствии с этими известными формами выполнения, свойственны вышеупомянутые недостатки в отношении транспортировки, как и монолитным формам выполнения. Поэтому в основу изобретения положена задача упрощения изготовления известных опорных валков, сокращения сроков их поставок, увеличения срока их службы, а также устранения вышеупомянутых недостатков как, например, сокращения транспортных расходов. Эта задача согласно изобретению решается тем, что в прокатном стане, таком как толстолистовой прокатный стан, прокатный стан для производства плоской заготовки и так далее, у их опорного валка,состоящего из гильзы и вала/оси, вал/ось выполнены составными. Другие формы выполнения опорного валка раскрываются в соответствующих дополнительных пунктах формулы изобретения. В одном из усовершенствованных вариантов в полушейках предусмотрены одно или несколько отверстий. Их оси параллельны, а сами они расположены, например, симметрично. Если предусмотрено только одно отверстие, то ось отверстия идентична продольной оси полушейки. В первом исполнении обе полушейки выполнены со сквозными отверстиями, в которые для стягивания обеих полушеек относительно друг друга вводится тяга. В следующем исполнении одна полушейка выполнена со сквозными отверстиями, а другая - с резьбовыми отверстиями, в которые завинчиваются резьбовые пальцы/стяжные винты. Полушейки в первом исполнении на участке, окруженном гильзой, выполнены цилиндрическими. В другом исполнении этот участок выполнен в виде усеченного конуса. При этом посадка на конус предусмотрена с небольшим углом при вершине конуса и с самоторможением. Еще одна форма выполнения изобретения предусматривает, чтобы между обеими полушейками была установлена втулка. Эта втулка при одинаковых полушейках позволяет изготавливать опорные валки различной длины. Разница в длине гильз компенсируется за счет одной или нескольких припасованных втулок. Для дальнейшего упрощения втулка может быть выполнена с одним или несколькими резьбовыми отверстиями. В этом случае полушейки выполняются только со сквозными отверстиями. Изобретение касается также способа изготовления опорного валка, состоящего из гильзы и составных вала/оси. Способ изготовления согласно изобретению предусматривает, чтобы гильза внутри нагревалась и поэтому расширялась. Затем полушейки устанавливаются в гильзу и заталкиваются в нее с правого и левого торца. Для точного позиционирования полушейки имеют на своей окружности, например, по меньшей мере одну упорную кромку. Опорный валок, состоящий из гильзы, правой и левой полушейки,после охлаждения гильзы держится благодаря горячему прессовому соединению. Так изготавливается опорный валок, жесткий на изгиб. Другие варианты осуществления способа изобретения раскрываются в соответствующих дополнительных пунктах формулы изобретения. Если гильза достигла установленного предела износа, обе полушейки, а при необходимости стяжной винт или винты, отделяются от гильзы. Благодаря исполнению опорных валков согласно изобретению правая и левая полушейки, а также стяжной винт или винты могут использоваться дальше. Кроме того, благодаря формам выполнения изобретения у опорного валка в гильзе, правых и левых полушеек, а также стяжного винта или винтов и так далее появляется возможность независимой доставки этих самостоятельных деталей к месту установки - к прокатному стану и тому подобному. Там на месте опорный валок собирается и монтируется. Примеры выполнения изобретения более подробно поясняются на основе очень схематичных чертежей, на которых изображено: фиг. 1 - разрез составного опорного валка, в изометрии; фиг. 2 - опорный валок согласно изобретению, у которого имеется гильза с опорной шейкой, вид спереди в разрезе; фиг. 3 - опорный валок согласно изобретению с кольцами бочки, то есть со стяжными кольцами,вид спереди в разрезе; фиг. 4 - разрез опорного валка с полостью, в изометрии; фиг. 5 - разрез формы выполнения опорного валка из двух частей, в изометрии; фиг. 6 - вариант выполнения опорного валка в соответствии с фиг. 4, вид спереди в разрезе. На фиг. 1 в изометрии изображен опорный валок 1 в разрезе. Опорный валок 1 состоит из гильзы 2 и вала/оси 3. Вал/ось 3 валка согласно изобретению образована левой опорной шейкой 4 и правой опорной шейкой 5. На внешних концах выполнены места для установки подшипников. Гильза 2 внутри, начиная от торцов 6, 7, выполнена в виде усеченного конуса. Для лучшего позиционирования шеек 4, 5 в гильзе 2 они имеют упорные кромки 8, 9. В представленном исполнении левая опорная шейка 4 имеет резьбовое отверстие 10, в то время как в правой опорной шейке 5 выполнено сквозное отверстие 11, в которое входит стяжной винт (не показан).-2 010897 Другая форма выполнения изображена на фиг. 2. Левая опорная шейка 4 выполнена таким образом,что она заходит в гильзу 2 на большое расстояние. На правом конце гильзы 2 выполнена, например,опорная шейка 12, прилитая или прикованная к ней с одной стороны. Левая опорная шейка 4 и гильза 2 соединяются путем комбинированной конической 14 или цилиндрической горячей посадки 15. Скрепление этого вращающегося опорного валка из трех частей достигается с помощью стяжного винта 13. В левой опорной шейке 4 радиальный подшипник (не показан) установлен непосредственно. Преимущество этого исполнения состоит в том, что из-за большой протяженности стыков между частями (у левой части с гильзой 2) линии прогиба обеих частей припасовываются, благодаря чему напряжения и деформации выдерживаются в допустимых пределах. Чтобы избежать полной замены поврежденной или изношенной гильзы 2, по всей длине бочки путем горячей запрессовки устанавливаются кольца бочки, то есть стяжные кольца. При этом из-за ступенчатости диаметров у цилиндров гильзы 2 горячей запрессовкой устанавливаются несколько колец для бочки, то есть стяжных колец 16, одинаковой или различной ширины. При этом желательно иметь возможность для новой горячей запрессовки колец для бочки, то есть стяжных колец 16, если они в результате неоднократных дополнительных шлифовок достигнут предельного рабочего диаметра. Гильза 2 может быть использована снова. На фиг. 4 опорный валок 1 состоит из гильзы 2 и опорных шеек 4, 5, которые входят в гильзу 2 неглубоко. В результате в гильзе 2 образуется полость 17. Опорные шейки 4, 5 запрессовываются в гильзу 2, например, посредством цилиндрической или конической посадки. Для надежности опорные валки 4, 5 скрепляются с гильзой 2 по обе стороны достаточным количеством винтов 18. Преимуществом этого исполнения является возможность повторного использования левой 4 и правой опорной шейки 5, когда внешний диаметр гильзы 2 сшлифуется настолько, что будет достигнут заданный предельный рабочий диаметр. Устройства для замены опорного валка 1 могут иметь меньшие габариты, поскольку весь опорный валок 1 легче сплошного валка. Составные вал/ось 3 у первого опорного валка 1, как показано на фиг. 5, получаются благодаря тому, что левая опорная шейка 4 выполнена заодно с гильзой 2. Правая опорная шейка 5 для облегчения позиционирования обеих частей имеет упорную поверхность 19. Стыкование обеих частей осуществляется после предварительного нагрева цилиндрической гильзы. После установки опорной шейки 5 и последующего охлаждения образуется прочное радиальное прессовое соединение. За счет трения обеспечивается достаточная аксиальная фиксация положения. Дополнительная надежность, как это было описано выше, обеспечивается с помощью одного или нескольких стяжных винтов. Использование одного или нескольких стяжных винтов полезно при монтаже опорного валка. На фиг. 6 изображен возможный вариант исполнения опорного валка в соответствии с фиг. 4. Гильза 2 состоит из литого или кованого на оправке цилиндрического полого тела, которое на своих концах выполнено заодно с участками установки подшипников. Собственно опорные шейки вала/оси 3 валка (на фиг. не показаны) крепятся с помощью винтов или посадки. Преимущество этого варианта осуществления заключается в уменьшении веса опорного валка. Перечень позиций: 1 - опорный валок; 2 - гильза; 3 - вал/ось валка; 4 - левая полушейка; 5 - правая полушейка; 6 - торец; 7 - торец; 8 - упорная кромка; 9 - упорная кромка; 10 - резьбовое отверстие; 11 - сквозное отверстие; 12 - опорная шейка; 13 - стяжной винт; 14 - коническая посадка; 15 - цилиндрическая посадка; 16 - кольца бочки, или стяжные кольца; 17 - полость; 18 - винты; 19 - упорная поверхность. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Опорный валок (1) для прокатного стана, в частности толстолистового прокатного стана или прокатного стана для производства плоской заготовки, состоящий из гильзы (2) и вала или оси (3), отли-3 010897 чающийся тем, что вал или ось (3) валка выполнены в виде левой (4) и правой (5) полушеек. 2. Опорный валок (1) по п.1, отличающийся тем, что вал/ось (3) валка выполнены как левая опорная шейка (4) и правая опорная шейка (5) по меньшей мере с одной установленной между ними втулкой. 3. Опорный валок (1) по п.2, отличающийся тем, что одна из опорных шеек (4, 5) выполнена по меньшей мере с одним сквозным отверстием (11), ось которого параллельна оси соответствующей опорной шейки (4, 5). 4. Опорный валок (1) по п.2 или 3, отличающийся тем, что одна из опорных шеек (4, 5) выполнена с резьбовым отверстием (10). 5. Опорный валок (1) по любому из пп.1-4, отличающийся тем, что гильза (2) внутри выполнена цилиндрической. 6. Опорный валок (1) по любому из пп.1-4, отличающийся тем, что гильза (2) внутри выполнена в виде усеченного конуса. 7. Опорный валок (1) по любому из пп.1-6, отличающийся тем, что гильза (2) выполнена из высококачественной литой и/или кованой улучшенной стали. 8. Опорный валок (1) по любому из пп.1-7, отличающийся тем, что износостойкая внешняя боковая поверхность гильзы (2) получена путем наплавки. 9. Опорный валок (1) по любому из пп.1-7, отличающийся тем, что гильза (2) выполнена с несколькими кольцами бочки, в частности стяжными кольцами (16), на своей внешней боковой поверхности. 10. Опорный валок (1) по любому из пп.1-9, отличающийся тем, что гильза (2) с одного конца выполнена с опорной шейкой (12). 11. Способ изготовления опорного валка (1), в частности опорного валка (1) по любому из пп.1-10,отличающийся тем, что гильзу (2) нагревают изнутри, правую (5) и левую (4) опорные шейки вставляют в гильзу (2), а затем гильзу (2) охлаждают. 12. Способ по п.11, отличающийся тем, что правую (5) и левую (4) опорные шейки стягивают друг с другом посредством по меньшей мере одной тяги, стяжного винта. 13. Способ по п.11 или 12, отличающийся тем, что тягу или стяжной винт завинчивают в резьбовое отверстие (10), выполненное в одной из опорных шеек (4, 5). 14. Способ по любому из пп.11-13, отличающийся тем, что внутри гильзы (2) между опорными шейками (4, 5) устанавливают по меньшей мере одну втулку. 15. Способ по любому из пп.11-14, отличающийся тем, что внешнюю поверхность гильзы (2) изготавливают износостойкой в результате наплавки. 16. Способ по любому из пп.11-15, отличающийся тем, что каждую опорную шейку (4, 5) прижимают к торцу (6, 7) гильзы (2) упорной кромкой (8, 9).
МПК / Метки
МПК: B21B 27/03
Метки: стана, опорный, прокатного, валок
Код ссылки
<a href="https://eas.patents.su/7-10897-opornyjj-valok-dlya-prokatnogo-stana.html" rel="bookmark" title="База патентов Евразийского Союза">Опорный валок для прокатного стана</a>
Валковая головка для планетарного прокатного стана
Номер патента: 3483
Опубликовано: 26.06.2003
Авторы: Луотола Харри, Кнаапи Хейкки
МПК: B21B 31/18
Метки: стана, прокатного, планетарного, валковая, головка
Формула / Реферат:
1. Валковая головка для планетарного прокатного узла, причем указанная валковая головка (1) содержит корпус (8), внутри которого установлены с возможностью вращения полый внешний вал (5) и средство (2, 3, 4) для вращения указанного внешнего вала, кроме того, внутри указанного внешнего вала с передачей его вращательного движения установлен центральный вал (6), выполненный с возможностью перемещения в осевом направлении, который может быть...
Валок каландра.
Номер патента: 66
Опубликовано: 30.04.1998
Автор: Шмиц Кристиан Виммар
МПК: D21G 1/02
Формула / Реферат:
1. Валок каландра, содержащий цилиндрическое основание, чехол из эластичного материала и расположенные на концах основания фиксирующие элементы, отличающийся тем, что чехол выполнен из пластмассы и имеет внутренний диаметр больший, чем наружный диаметр основания, а в промежуточном пространстве между основанием и чехлом расположена поддерживающая чехол конструкция для передачи нагрузки от чехла на основание. 2. Валок каландра по п.1,...
Пол, комплект элементов для выравнивания и/или установки на заданном уровне настила пола относительно его основания и крепежно-опорный элемент
Номер патента: 4397
Опубликовано: 29.04.2004
Автор: Кардашев Сергей Николаевич
МПК: E04F 15/024
Метки: установки, настила, элемент, выравнивания, основания, пола, уровне, крепежно-опорный, комплект, заданном, относительно, пол, элементов
Формула / Реферат:
1. Пол, включающий регулируемый по высоте настил, опирающийся, по меньшей мере, на часть крепежно-опорных элементов, ввинченных в отверстия настила или в отверстия лаг, размещенных под настилом, характеризующийся тем, что каждый крепежно-опорный элемент выполнен в виде полой стойки с наружной резьбой и переменной толщиной стенки по высоте и/или периметру стойки, полая стойка имеет закрытый с одного конца торец, прикрепленный к основанию пола и...
Волочильный блок стана петлевого типа для волочения и атермической обработки проволоки
Номер патента: 6670
Опубликовано: 24.02.2006
Авторы: Фетисов Василий Павлович, Давыдов Алексей Владимирович, Пикулин Виктор Алексеевич, Павлов Андрей Владимирович, Бирюков Борис Александрович
МПК: B21C 1/02
Метки: волочильный, петлевого, блок, проволоки, стана, атермической, обработки, типа, волочения
Формула / Реферат:
Волочильный блок стана петлевого типа для волочения и атермической обработки проволоки, включающий барабан, оснащенный редуктором, электродвигателем с короткозамкнутым ротором, управляемым ориентированным полем скорости вращения, мыльницу с волокодержателем, двухроликовое устройство для деформации проволоки знакопеременным изгибом с растяжением с регулируемым межосевым расстоянием роликов и имеющих как минимум два ручья на наружной поверхности,...
Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла с обеспечением минимального натяжения в межклетевых промежутках
Номер патента: 6522
Опубликовано: 24.02.2006
Авторы: Юнгер Игорь Борисович, Бурьков Владимир Васильевич
МПК: B21B 37/46
Метки: клетей, межклетевых, режима, группы, прокатных, задания, обеспечением, прокатки, способ, скоростного, минимального, горячей, промежутках, стана, непрерывной, металла, натяжения
Формула / Реферат:
Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла, включающий замер параметров процесса прокатки и регулирование моментов приводных двигателей клетей по сформированным сигналам на основании параметров процесса прокатки, отличающийся тем, что замер параметров процесса прокатки и регулирование моментов приводных двигателей клетей осуществляют последовательно по группам клетей, причем каждая группа...
Предыдущий патент: Смеситель для ванны
Следующий патент: Линза с переменным фокусным расстоянием и способ её изготовления
Случайный патент: Способ резки стекла