Стальной корд для армирования резиновых изделий
Формула / Реферат
1. Стальной корд, содержащий первую и вторую группу, причем вторая группа спирально намотана вокруг первой группы с шагом скручивания корда, причем первая группа содержит первое количество первых стальных нитей и первое количество лежит в диапазоне от трех до восьми, вторая группа содержит второе количество вторых стальных нитей, второе количество равно первому количеству или больше него, причем первые нити имеют шаг скручивания, превышающий 300 мм, и по меньшей мере одна из вторых нитей предварительно отформована на многоугольнике.
2. Стальной корд по п.1, отличающийся тем, что указанные вторые нити скручены вокруг друг друга с шагом скручивания группы.
3. Стальной корд по п.1 или 2, отличающийся тем, что шаг скручивания группы равен шагу скручивания корда.
4. Стальной корд по любому из пп.1-3, отличающийся тем, что второе количество вторых стальных нитей больше, чем первое количество первых стальных нитей.
5. Стальной корд по любому из пп.1-4, отличающийся тем, что по меньшей мере одна из первых стальных нитей предварительно отформована так, что она имеет волнистую форму.
6. Стальной корд по п.5, отличающийся тем, что волнистая форма представляет собой пространственную волнистую форму.
7. Стальной корд по п.6, отличающийся тем, что пространственная волнистая форма имеет первый изгиб и второй изгиб, причем первый изгиб расположен в плоскости, которая, по существу, отличается от плоскости второго изгиба.
8. Стальной корд по любому из пп.1-7, отличающийся тем, что первое количество первых стальных нитей лежит в диапазоне от трех до пяти и второе количество вторых стальных нитей лежит в диапазоне от четырех до восьми.
9. Стальной корд по любому из пп.1-8, отличающийся тем, что первое количество первых стальных нитей равно четырем, а второе количество вторых стальных нитей равно шести.

Текст
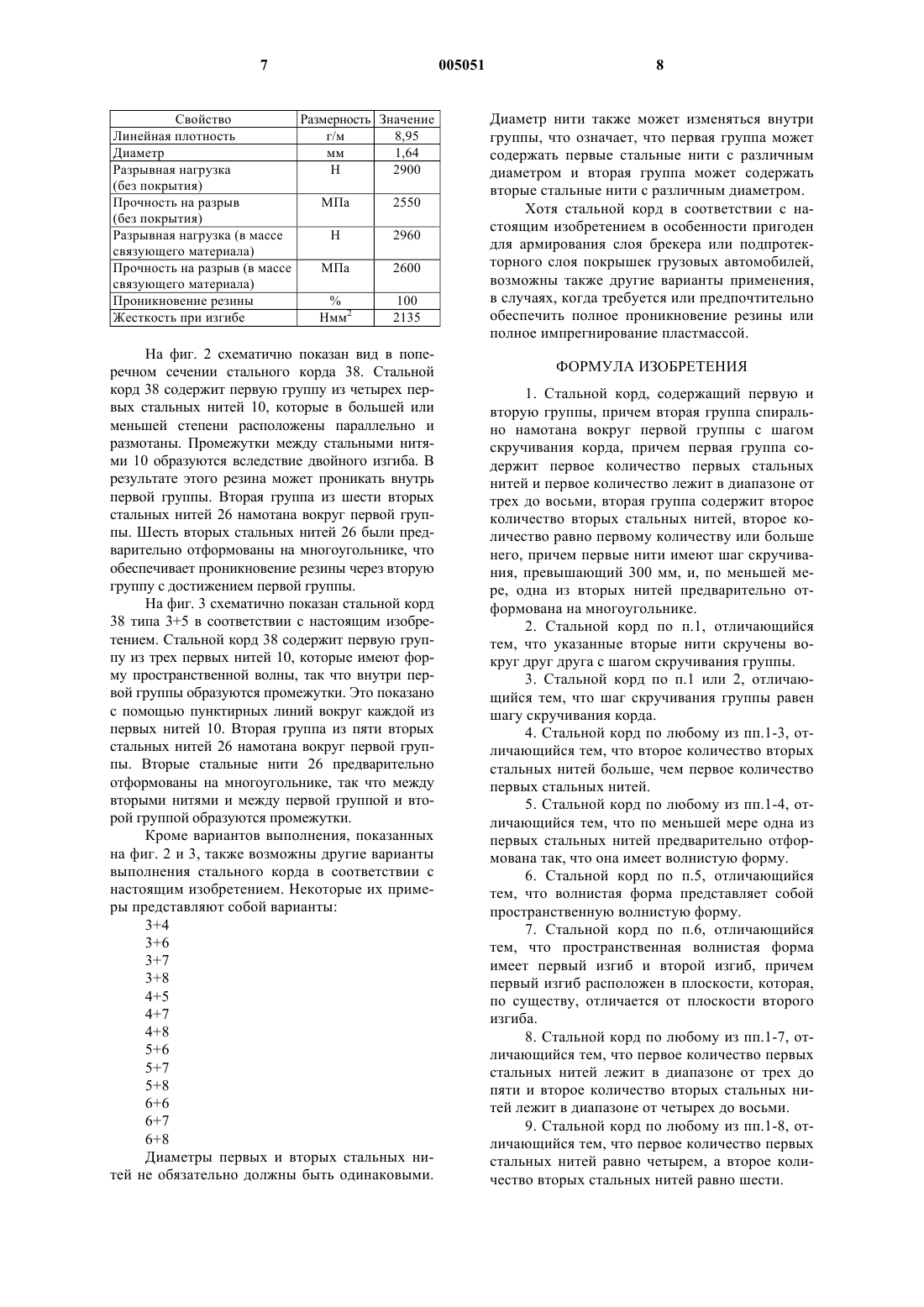
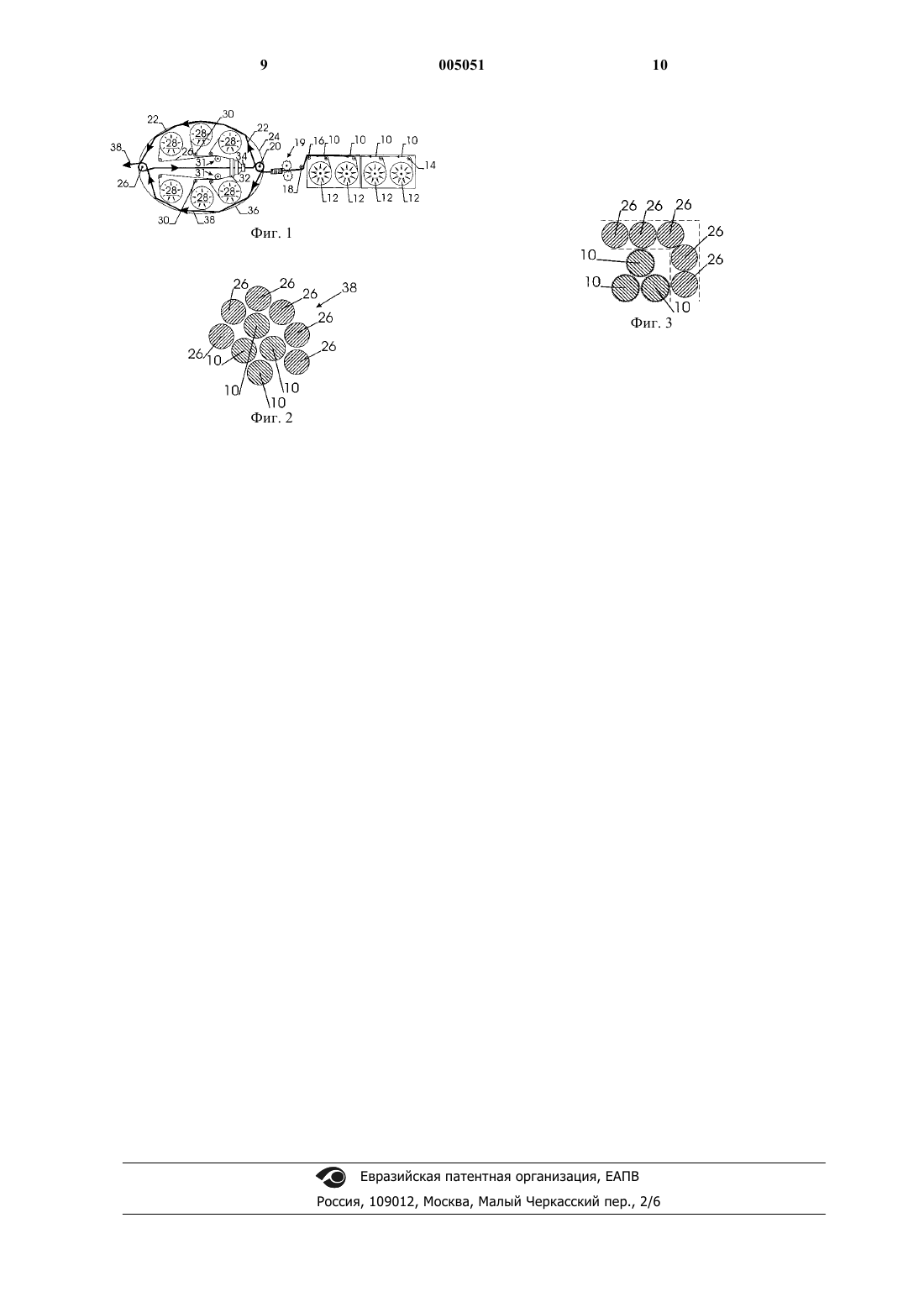
1 Область техники, к которой относится изобретение Настоящее изобретение относится к стальному корду, содержащему первую группу первых стальных нитей и вторую группу вторых стальных нитей. Вторая группа спирально намотана вокруг первой группы. Уровень техники Стальные корды с витыми стальными нитями известны в данной области техники, в частности в области армирования резиновых изделий и, более конкретно, в области армирования покрышек. В прошлом широко использовался и используется в настоящее время стальной корд типа 3+9+15, который наряду с другими кордами применяется для армирования брекерного или подпротекторного слоев покрышек грузовых автомобилей. Пример такого корда типа 3+9+15 представляет следующая конструкция: 3 х 0,22+9 х 0,22+15 х 0,22+0,15 6,3/12,5/18/3,5 S/S/Z/S Несмотря на широкое использование, такой корд типа 3+9+15 имеет ряд недостатков. Первый недостаток состоит в том, что способ производства такого корда типа 3+9+15 является неэкономичным. Действительно, для изготовления конечного корда такого типа требуется, по меньшей мере, от двух до четырех различных этапов скручивания. На первом этапе должны быть скручены три основные нити. На втором этапе девять промежуточных слоев нитей обматывают вокруг основных нитей. На третьем этапе пятнадцать нитей внешнего слоя обматывают вокруг нитей промежуточного слоя. На четвертом этапе дополнительную нить оборачивают вокруг корда. В обычных вариантах выполнения корда типа 3+9+15 используют два различных направления скручивания, S и Z, для обеспечения балансировки при скручивании корда. В примерах, приведенных выше, три основные нити и девять нитей промежуточного слоя скручены в направлении S и пятнадцать нитей внешнего слоя скручены в направлении Z. Если на всех этапах изготовления такого корда используется устройство двойного скручивания, это означает,что при последующем скручивании в направлении Z пятнадцати внешних нитей происходит частичное раскручивание сформированной ранее обмотки в направлении S. Это приводит к потере энергии при изготовлении корда и еще раз подчеркивает неэкономичность способа производства такого корда типа 3+9+15. Второй недостаток состоит в том, что при использовании стального корда типа 3+9+15 не обеспечивается полное проникновение в него резины. Вследствие этого, при использовании влага может проникать к отдельным стальным нитям, что значительно снижает срок службы стального корда и армированной покрышки. Было сделано несколько попыток устранения вышеуказанных недостатков и получения 2 улучшенной альтернативной конструкции типа 3+9+15. Некоторые попытки были направлены на получение более экономичной в производстве конструкции стального корда. Один из примеров представляет собой корд типа 3+9+15, в котором все слои скручены в одном направлении. Другой пример представляет собой так называемый компактный корд 1 х 27, в котором все нити скручены в одном направлении за один этап скручивания. Эти попытки обеспечивают возможность более экономичного производства кордов, но не решают проблему проникновения резины в корд. Другие попытки были направлены на получение стальной конструкции с улучшенным проникновением резины. Один из примеров представляет собой корд типа 3xd1+9xd2+15xd3, в котором три основные нити имеют диаметр d1, который больше, чем диаметр d2 нитей промежуточного слоя,и в котором диаметр d2 нитей промежуточного слоя больше или равен диаметру d3 нитей внешнего слоя. Использование более толстых нитей в центре корда позволяет сформировать большие промежутки для слоев и для ненасыщенных слоев с промежутками между нитями. Другой пример представляет собой корд типа 3+8+13, то есть корд, в котором промежуточный слой и внешний слой больше не насыщены максимально возможным количеством нитей. Одна или несколько нитей исключены из промежуточного или внешнего слоя, что позволяет сформировать промежутки между нитями так, что обеспечена возможность проникновения резины. Еще один пример представляют собой корды типа 3+9+15, в которых, по меньшей мере, одна нить в каждом слое, то есть в основном слое, в промежуточном слое и во внешнем слое,имеет волнистую форму. Волнистая нить образует больше пространства между нитью и соседними нитями и позволяет обеспечить проникновение резины. Следующие конструкции стального корда также широко используются в качестве армирования брекера или подпротекторного слоя покрышки грузовой машины: 3 х 0,20+6 х 0,35 3 х 0,35+8 х 0,35 Эти конструкции, однако, обладают теми же недостатками, что и конструкция типа 3+9+15. Для изготовления корда такого типа необходимы две операции скручивания, и при этом не обеспечивается полное проникновение резины. Раскрытие изобретения Настоящее изобретение направлено на устранение недостатков известного уровня техники. 3 Кроме того, настоящее изобретение относится к альтернативному стальному корду типа 3+9+15, типа 3+6 или типа 3+8. Кроме того, настоящее изобретение относится к стальному корду с полным проникновением резины. И, кроме того, настоящее изобретение относится к стальному корду, который может быть изготовлен экономичным способом. В соответствии с настоящим изобретением разработан стальной корд, который содержит первую группу и вторую группу. Вторая группа спирально намотана вокруг первой группы на этапе скручивания корда. Первая группа содержит первое количество первых стальных нитей,где количество первых нитей составляет от трех до восьми. Вторая группа содержит второе количество вторых стальных нитей. Второе количество нитей равно или предпочтительно больше, чем первое количество нитей. Первые нити имеют шаг скручивания, превышающий 300 мм и предпочтительно не скручены (бесконечный шаг скручивания). По меньшей мере, одна из вторых нитей предварительно отформована на многоугольнике. При этом более чем одна вторая нить может быть предварительно отформована на многоугольнике. Предпочтительно, все вторые нити могут быть предварительно отформованы на многоугольнике. Технология предварительного формования на многоугольнике описана в американском патенте US-A-5,687,557 и приводится здесь в качестве ссылки. Как поясняется ниже, такой стальной корд может быть изготовлен за один этап скручивания. Предварительное формование вторых нитей на многоугольнике позволяет сформировать открытую структуру стального корда и обеспечивает проникновение резины или другого связующего материала до первой группы. Предпочтительно, вторые нити скручены вокруг друг друга с некоторым шагом скручивания, который ниже называется шагом скручивания группы. Такой шаг скручивания группы предпочтительно равен шагу скручивания корда. Как поясняется ниже, такой предпочтительный вариант выполнения может быть получен за один этап с помощью устройства двойного скручивания. Для улучшения проникновения резины или другого связующего материала внутрь первой группы нитей или для получения заранее определенных свойств удлинения, по меньшей мере, одна из первых нитей предварительно отформована так, что она имеет волнистую форму. Более чем одна из первых нитей и предпочтительно все первые нити могут быть предварительно отформованы так, что они имеют волнистую форму. Пространственная волнистая форма может представлять собой спиральную форму. При этом такая волнистая форма предпочтительно представляет собой пространст 005051 4 венную волнистую форму, то есть в данном случае волна не является плоской волной, но имеет размерность за пределами одной плоскости. Предпочтительно такая пространственная волна имеет форму с первым изгибом и вторым изгибом. Первый изгиб лежит в плоскости, которая, по существу, отличается от плоскости второго изгиба. В документах известного уровня техникиJP-A-04-370283, JP-A-06-073672 и JP-A-07-042089 описаны стальные корды, которые содержат две группы стальных нитей, причем одна группа спирально намотана вокруг другой. В публикации JP-A-04-370283 стальной корд имеет первую группу только из двух первых нитей и вторую группу из N вторых нитей, причем N равно двум или трем. N вторых нитей предварительно отформованы так, что они имеют волнистую форму. В документе JP-A-06-073672 стальной корд содержит первую группу из двух первых нитей и вторую группу из двух вторых нитей. Первые нити предварительно отформованы так,что они имеют волнистую форму. В документе JP-A-07-042089 описан стальной корд, содержащий первую группу из двух первых нитей и вторую группу из двух или трех вторых нитей. Первые нити предварительно отформованы так, что они имеют волнистую форму, причем первые нити в стальном корде имеют ту же длину, что и вторые нити. Однако стальные корды, описанные в документах JP-A04-370283, JP-A-06-073672 или JP-A-07-042089,не могут заменить конструкции типа 3+9+15,3+6 или 3+8 с тем же эффектом армирования. В предпочтительном варианте выполнения настоящего изобретения первое количество первых нитей выбирают в диапазоне от трех до пяти и второе количество вторых нитей выбирают в диапазоне от четырех до восьми. Например,первое количество может быть равно четырем и второе количество может быть равно шести. Краткое описание чертежей Настоящее изобретение более подробно описано ниже со ссылкой на прилагаемые чертежи, на которых на фиг. 1 схематично изображен способ производства стального корда в соответствии с настоящим изобретением; на фиг. 2 показано получаемое поперечное сечение стального корда в соответствии с настоящим изобретением; на фиг. 3 схематично изображено поперечное сечение стального корда в соответствии с настоящим изобретением. Осуществление изобретения Стальной корд в соответствии с настоящим изобретением предпочтительно изготавливают следующим образом. Исходный продукт представляет собой проволочный стержень с диаметром стержня от 5,5 до 6,5 мм. Минимальное количество углерода в составе стали, из 5 которой изготовлен этот стержень, обычно составляет 0,60% (например, по меньшей мере,0,80% или, по меньшей мере, 0,92% с максимальным содержанием 1,2%), содержание марганца - в диапазоне от 0,20 до 0,90% и содержание кремния - в диапазоне от 0,10 до 0,90%; содержание серы и фосфора предпочтительно поддерживают на уровне 0,03%; дополнительные элементы, такие как хром (до 0,2-0,4%),бор, медь, кобальт, никель, ванадий и т.д., могут быть добавлены в состав для минимизации деформации, что необходимо для обеспечения заданного уровня предела прочности на разрыв. Проволочный стержень обрабатывают способом сухого волочения с использованием ряда последовательных волочильных матриц,пока не будет получен стальной провод с промежуточным диаметром. В ходе выполнения способа сухого волочения может использоваться промежуточная обработка патентированием для получения металлической структуры, пригодной для дальнейшего волочения. На стальную проволоку с промежуточным диаметром предпочтительно наносят металлическое покрытие. Конкретный тип покрытия зависит от варианта применения. Такое покрытие может, например, представлять собой коррозионно-стойкое покрытие, такое как покрытие цинком или покрытие, улучшающее прилипание связующего материала, такое как покрытие латунью, в случае резины, или так называемой трехкомпонентной латунью, содержащей, например, сплав меди, цинка, никеля (например, в пропорции 64%/35,5%/0,5%), или сплав меди,цинка, кобальта (например, в пропорции 64%/35,7%/0,3%), или адгезионный слой, не содержащий медь, такой как сплав цинка, кобальта или цинка, никеля. Стальную проволоку с покрытием из другого металла далее обрабатывают способом волочения с жидкой смазкой до тех пор, пока не будет получена конечная нить с требуемым диаметром. Точное значение конечного диаметра также зависит от конкретного варианта применения. Обычно диаметр нити выбирают в диапазоне от 0,03 до 1,10 мм, в частности от 0,15 до 0,60 мм, например от 0,20 до 0,45 мм. Конечное значение предела прочности на разрыв стальной нити может изменяться в зависимости от исходного состава стального стержня, степени деформации и величины диаметра нити. Предпочтительно, стальная нить имеет высокую прочность на разрыв. Значение предела прочности на разрыв TS превышает следующие минимальные значения:TS2250-1150 х log d МПа где d - диаметр нити в миллиметрах. Такие стальные нити могут иметь предел прочности на разрыв до 4000 МПа и даже больше. Конечная операция скручивания описана ниже со ссылкой на фиг. 1. Начиная с правой сто 005051 6 роны фиг. 1, четыре первые стальные нити 10 с диаметром 0,38 мм разматывают с подающих катушек 12 и направляют через направляющие колеса 14, 16 и 18 к двум парам зубчатых колес 19, с помощью которых формируют первый изгиб и второй изгиб первых стальных нитей 10. Первый изгиб расположен в плоскости, которая отличается от плоскости второго изгиба. Технология формирования двойного изгиба описана в публикации WO-A-99/28547. Пучок 22 первых стальных нитей 10 с двойным изгибом затем направляют через шкив 20 на первый скручивающий механизм 24 устройства двойного скручивания. Направление пучка 22 изменяют на обратное с помощью шкива 26, после чего пучок 22 поступает в центральную часть устройства с двойным скручиванием. При прохождении пучка 22 первых нитей 10 с двойным изгибом через скручивающий механизм 24 и непосредственно после этого получают два скручивания. Шесть вторых стальных нитей 26 с диаметром нити 0,38 мм разматывают с подающих катушек 28, установленных внутри устройства двойного скручивания. Шесть вторых стальных нитей направляют с помощью направляющих колес 30 в устройство 31 предварительного формования, которое обеспечивает предварительное формование вторых стальных нитей 26,например формование на многоугольнике. При этом вторые стальные нити 26, предварительно отформованные на многоугольнике, дополнительно направляют на распределительный диск 32 в направлении шаблона 34 формирования корда, где вторые стальные нити 26 соединяют с пучком 22 первых стальных нитей 10. Пучок 22 первых стальных нитей 10 и вторые стальные нити 26 затем направляют в обратную сторону через шкив 20 ко второму скручивающему механизму 36 устройства двойного скручивания. По мере прохода через второй скручивающий механизм 36 и непосредственно после этого формируется конечный стальной корд 38 в соответствии с настоящим изобретением: пучок 22 первых стальных нитей 10 размотан, и вторые стальные нити 26 скручены. В результате,получают стальной корд 38, который соответствует следующей формуле: 4 х 0,38+6 х 0,38 22/S Шаг скручивания группы равен шагу скручивания корда и составляет приблизительно 22 мм. Обычно шаг скручивания группы и шаг скручивания корда могут изменяться в диапазоне от 30 до 150 диаметров нитей, например от 50 до 70 диаметров нитей, хотя не исключено использование значений за пределами этих диапазонов. Некоторые свойства такого стального корда 38 представлены ниже в таблице. 7 Свойство Размерность Значение Линейная плотность г/м 8,95 Диаметр мм 1,64 Разрывная нагрузка Н 2900(без покрытия) Прочность на разрыв МПа 2550(без покрытия) Разрывная нагрузка (в массе Н 2960 связующего материала) Прочность на разрыв (в массе МПа 2600 связующего материала) Проникновение резины% 100 Жесткость при изгибе Нмм 2 2135 На фиг. 2 схематично показан вид в поперечном сечении стального корда 38. Стальной корд 38 содержит первую группу из четырех первых стальных нитей 10, которые в большей или меньшей степени расположены параллельно и размотаны. Промежутки между стальными нитями 10 образуются вследствие двойного изгиба. В результате этого резина может проникать внутрь первой группы. Вторая группа из шести вторых стальных нитей 26 намотана вокруг первой группы. Шесть вторых стальных нитей 26 были предварительно отформованы на многоугольнике, что обеспечивает проникновение резины через вторую группу с достижением первой группы. На фиг. 3 схематично показан стальной корд 38 типа 3+5 в соответствии с настоящим изобретением. Стальной корд 38 содержит первую группу из трех первых нитей 10, которые имеют форму пространственной волны, так что внутри первой группы образуются промежутки. Это показано с помощью пунктирных линий вокруг каждой из первых нитей 10. Вторая группа из пяти вторых стальных нитей 26 намотана вокруг первой группы. Вторые стальные нити 26 предварительно отформованы на многоугольнике, так что между вторыми нитями и между первой группой и второй группой образуются промежутки. Кроме вариантов выполнения, показанных на фиг. 2 и 3, также возможны другие варианты выполнения стального корда в соответствии с настоящим изобретением. Некоторые их примеры представляют собой варианты: 3+4 3+6 3+7 3+8 4+5 4+7 4+8 5+6 5+7 5+8 6+6 6+7 6+8 Диаметры первых и вторых стальных нитей не обязательно должны быть одинаковыми. 8 Диаметр нити также может изменяться внутри группы, что означает, что первая группа может содержать первые стальные нити с различным диаметром и вторая группа может содержать вторые стальные нити с различным диаметром. Хотя стальной корд в соответствии с настоящим изобретением в особенности пригоден для армирования слоя брекера или подпротекторного слоя покрышек грузовых автомобилей,возможны также другие варианты применения,в случаях, когда требуется или предпочтительно обеспечить полное проникновение резины или полное импрегнирование пластмассой. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Стальной корд, содержащий первую и вторую группы, причем вторая группа спирально намотана вокруг первой группы с шагом скручивания корда, причем первая группа содержит первое количество первых стальных нитей и первое количество лежит в диапазоне от трех до восьми, вторая группа содержит второе количество вторых стальных нитей, второе количество равно первому количеству или больше него, причем первые нити имеют шаг скручивания, превышающий 300 мм, и, по меньшей мере, одна из вторых нитей предварительно отформована на многоугольнике. 2. Стальной корд по п.1, отличающийся тем, что указанные вторые нити скручены вокруг друг друга с шагом скручивания группы. 3. Стальной корд по п.1 или 2, отличающийся тем, что шаг скручивания группы равен шагу скручивания корда. 4. Стальной корд по любому из пп.1-3, отличающийся тем, что второе количество вторых стальных нитей больше, чем первое количество первых стальных нитей. 5. Стальной корд по любому из пп.1-4, отличающийся тем, что по меньшей мере одна из первых стальных нитей предварительно отформована так, что она имеет волнистую форму. 6. Стальной корд по п.5, отличающийся тем, что волнистая форма представляет собой пространственную волнистую форму. 7. Стальной корд по п.6, отличающийся тем, что пространственная волнистая форма имеет первый изгиб и второй изгиб, причем первый изгиб расположен в плоскости, которая,по существу, отличается от плоскости второго изгиба. 8. Стальной корд по любому из пп.1-7, отличающийся тем, что первое количество первых стальных нитей лежит в диапазоне от трех до пяти и второе количество вторых стальных нитей лежит в диапазоне от четырех до восьми. 9. Стальной корд по любому из пп.1-8, отличающийся тем, что первое количество первых стальных нитей равно четырем, а второе количество вторых стальных нитей равно шести.
МПК / Метки
МПК: D07B 1/06
Метки: стальной, армирования, резиновых, корд, изделий
Код ссылки
<a href="https://eas.patents.su/6-5051-stalnojj-kord-dlya-armirovaniya-rezinovyh-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Стальной корд для армирования резиновых изделий</a>
Стальной корд для усиления резиновых шин и/или конвейерных лент и способ их изготовления
Номер патента: 4583
Опубликовано: 24.06.2004
Авторы: Ваннесте Стейн, Мерссхаут Дирк, Востин Стивен, Де Рор Нико
МПК: D07B 1/06
Метки: изготовления, конвейерных, лент, корд, способ, стальной, шин, резиновых, усиления
Формула / Реферат:
1. Стальной корд для усиления резиновых шин и/или конвейерных лент, при этом стальной корд содержит прядь металлического сердечника и по меньшей мере один смежный слой стальных элементов вокруг пряди металлического сердечника, отличающийся тем, что прядь металлического сердечника покрыта полимерным материалом, при этом полимерный материал имеет минимальную толщину, причем минимальная толщина больше 0,02 мм. 2. Стальной корд по п.1, в котором...
Металлоорганический корд
Номер патента: 4558
Опубликовано: 24.06.2004
Автор: undefined
МПК: D07B 1/06
Метки: металлоорганический, корд
Формула / Реферат:
Металлоорганический корд включает сердечник из арамидных нитей и навитые на него стальные проволоки, характеристики "нагрузка-удлинение" которых таковы, что разрывные нагрузки складываются, отличающийся тем, что стальные проволоки образуют по периметру корда металлический слой, отношение внутреннего диаметра которого d к плотности сердечника r находится в пределах 450_ r /d_ 675 текс/мм, при этом направление и шаг свивки волокон сердечника и...
Способ переработки резиновых отходов и устройство для осуществления способа
Номер патента: 4393
Опубликовано: 29.04.2004
Автор: Рожновский Игорь Антонович
МПК: C08J 11/14, B29B 17/00, B29K 105/06...
Метки: способ, устройство, переработки, способа, осуществления, резиновых, отходов
Формула / Реферат:
1. Способ переработки резиновых отходов путем пиролиза в среде теплоносителя, включающий нагрев реактора до достижения температуры теплоносителя в рабочей камере реактора в диапазоне от 400 до 700шC, загрузку резиновых отходов в реактор, тепловую изоляцию рабочей камеры реактора, пиролиз резиновых отходов в среде перегретого водяного пара, разделение продуктов пиролиза на продукты газообразной и твердой фаз с последующим выделением из продукта...
Большеразмерный тюк изделий из изоляционного материала, в особенности изделий из минеральной ваты в виде плит или рулонов
Номер патента: 4667
Опубликовано: 24.06.2004
Авторы: Армбруст Манфред, Бекер Михаэль, Траппманн Юрген, Бихи Лотар, Келлер Клеменс
МПК: B65D 75/56
Метки: плит, ваты, материала, изделий, тюк, особенности, рулонов, минеральной, большеразмерный, виде, изоляционного
Формула / Реферат:
1. Большеразмерный тюк изоляционных изделий, в особенности изделий из минеральной ваты в виде плит или рулонов, образованный по меньшей мере из двух стоп (1, 2) изделий из минеральной ваты, причем каждая стопа (1, 2) обернута по меньшей мере одним полотнищем ткани или пленки с высокой прочностью на растяжение, которое окружает стопу в виде оболочки (5), отличающийся тем, что две расположенные рядом основные поверхности стоп (1, 2) соединены друг...
Способ химической обработки, например травления, катаной стальной ленты и устройство для его осуществления
Номер патента: 2523
Опубликовано: 27.06.2002
Автор: Рихерт Витольд
Метки: способ, травления, стальной, осуществления, обработки, катаной, ленты, устройство, например, химической
Формула / Реферат:
1. Способ химической обработки, в частности травления, катаной стальной ленты, пропускаемой в виде петли через несколько обрабатывающих ванн, расположенных на линии обработки, и воздействия при этом, по меньшей мере, с одной стороны обрабатывающим раствором, подаваемым через разбрызгивающие или распылительные узлы, выполненные с возможностью включения, или выключения, и/или регулирования ширины разбрызгивания и/или эксплуатируемые с регулируемым...
Предыдущий патент: Устройство для татуировки и кожной пигментации одноразового пользования
Следующий патент: Концевой фитинг для трубчатых элементов и способ его применения
Случайный патент: Пенообразующие пестицидные композиции