Магнитная сталь с неориентированными зернами, способ производства листовой стали и получаемая листовая сталь

Формула / Реферат
1. Магнитная сталь со следующим составом, выраженным в мас.%:
C _ 0,005
1,20 _ Si _ 1,40
0,18 _ A1 _ 0,22
0,25 _ Mn _ 0,35
0,10 _ P _ 0,14
0,09 _ Sn _ 0,12
0,005 _ S _ 0,015
N _ 0,01
O _ 0,01
остальное составляет железо и производственные примеси.
2. Способ производства листовой стали с составом по п.1, отличающийся тем, что содержит следующие стадии:
производство стали и отливка сляба;
горячую прокатку сляба для получения листовой стали, при этом указанную прокатку завершают при температуре, находящейся в диапазоне от температуры точки Ar3 минус 80шC до температуры точки Ar3;
наматывание листовой стали на катушку при температуре, превышающей 680шC;
холодную прокатку, а затем термическую обработку листовой стали.
3. Способ по п.2, отличающийся тем, что температура наматывания на катушку превышает 700шC.
4. Способ по п.2 или 3, отличающийся тем, что указанная термическая обработка является отжигом, осуществляемым при температуре, превышающей 900шC.
5. Способ по п.4, отличающийся тем, что указанный отжиг осуществляют в печи, в которой листовая сталь находится в течение промежутка времени меньше или равного 50 с.
6. Способ по п.4 или 5, отличающийся тем, что указанную холодную прокатку осуществляют до получения конечной толщины листовой стали и что указанный отжиг является конечным отжигом.
7. Магнитная листовая сталь с неориентированными зернами с составом по п.1.
8. Магнитная листовая сталь с неориентированными зернами, полученная способом по любому из пп.2-6.
9. Магнитная листовая сталь с неориентированными зернами по п.7 или 8, отличающаяся тем, что при толщине 0,50 мм имеет общие магнитные потери ниже 4 Вт/кг и индукцию, превышающую 1,72 Тл при приложении поля в 5000 А/м.
10. Магнитная листовая сталь с неориентированными зернами по п.9, отличающаяся тем, что имеет общие магнитные потери ниже 3,5 Вт/кг.
11. Магнитная листовая сталь с неориентированными зернами по п.10, отличающаяся тем, что имеет общие магнитные потери ниже 3,3 Вт/кг.
12. Магнитная листовая сталь с неориентированными зернами по п.7 или 8, отличающаяся тем, что при толщине 0,65 мм имеет общие магнитные потери ниже 5,30 Вт/кг и индукцию, превышающую 1,72 Тл при приложении поля в 5000 А/м.
13. Магнитная листовая сталь с неориентированными зернами по п.12, отличающаяся тем, что имеет общие магнитные потери ниже 4,70 Вт/кг.
14. Магнитная листовая сталь с неориентированными зернами по любому из пп.7-13, отличающаяся тем, что имеет теплопроводность, превышающую или равную 35 В/м.K, и предел упругости, превышающий или равный 300 МПа.
15. Магнитная листовая сталь с неориентированными зернами по любому из пп.7-14, отличающаяся тем, что дополнительно содержит слой изоляционного покрытия на каждой из своих сторон.
Текст
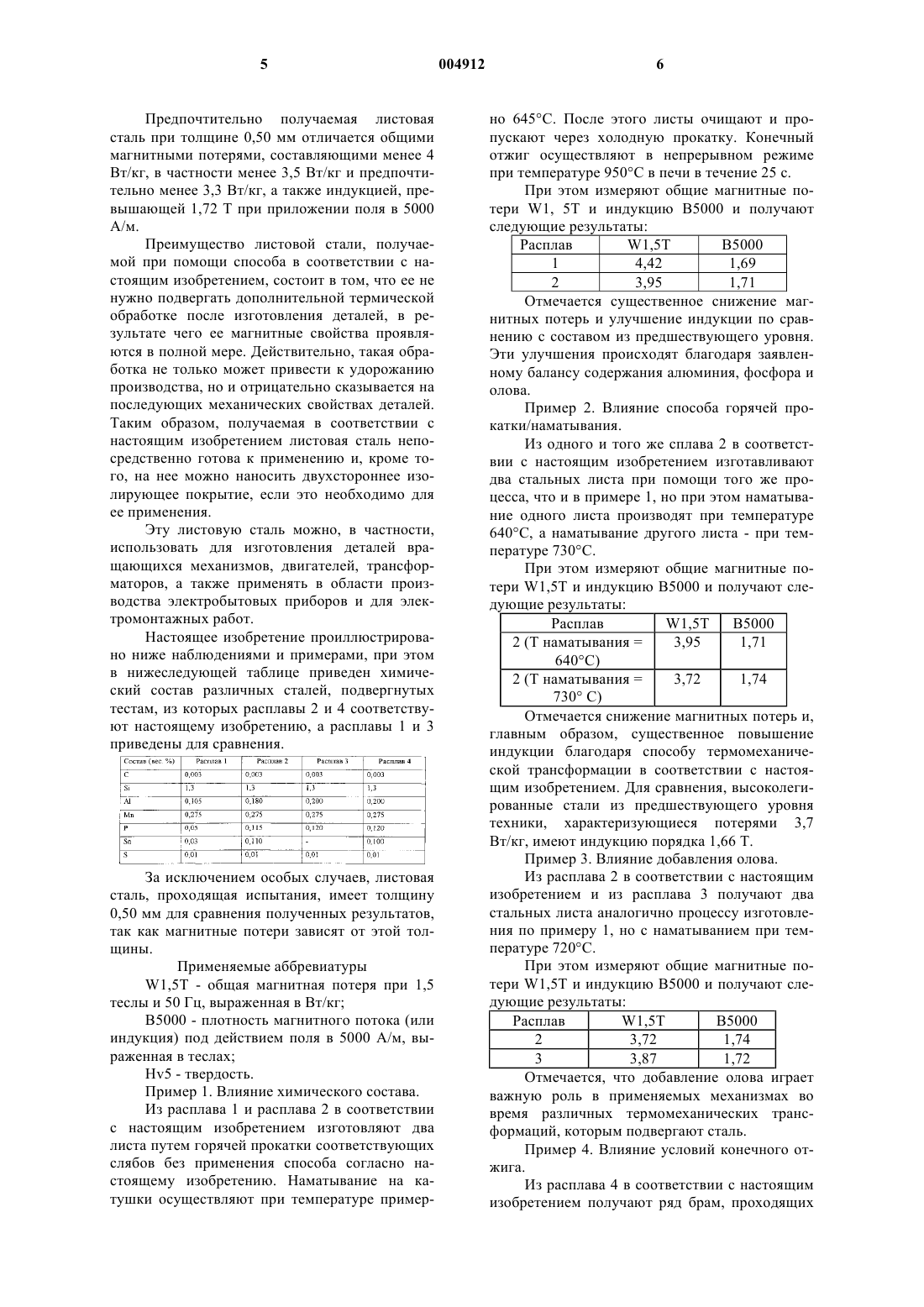
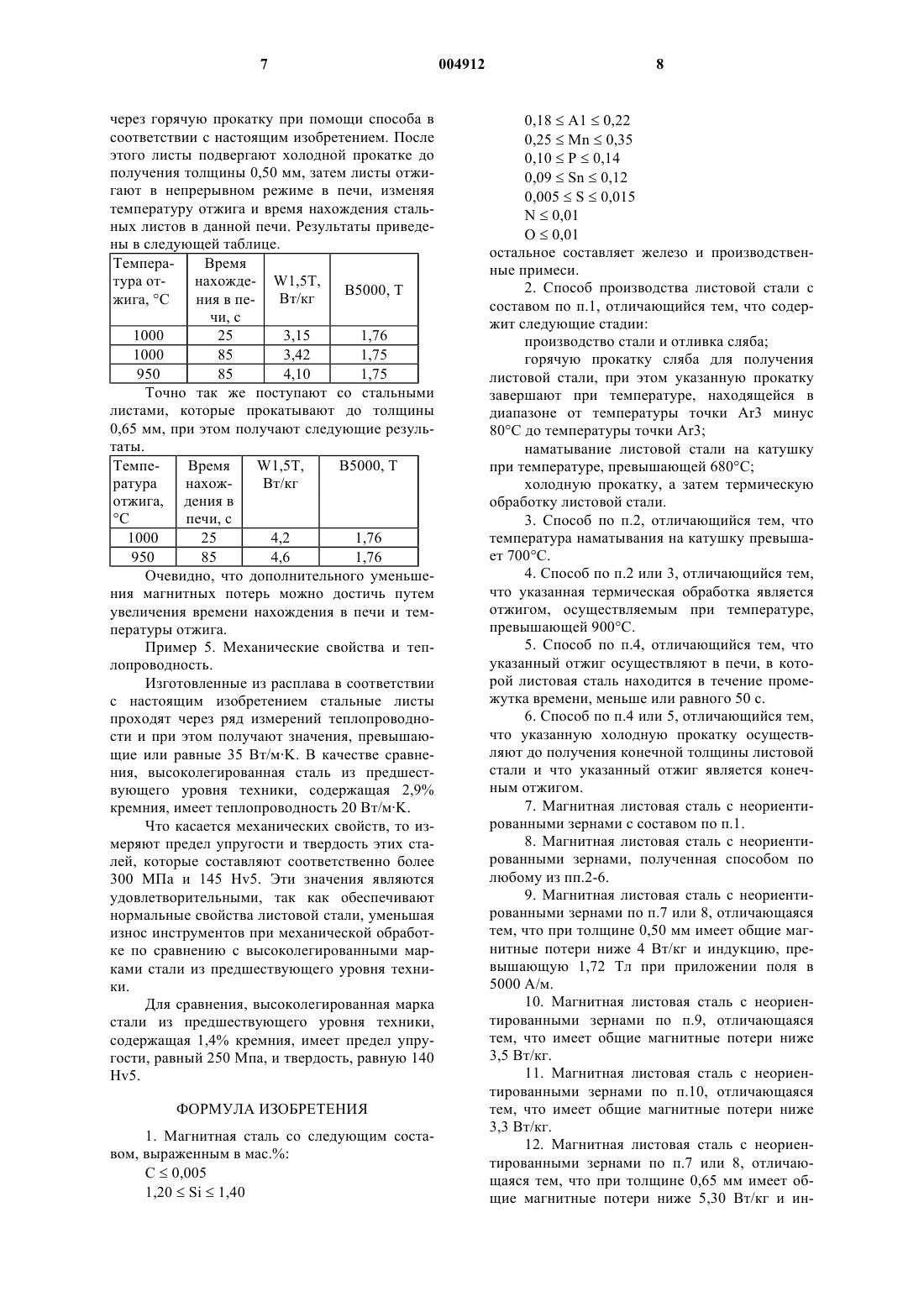
1 Область техники Настоящее изобретение касается нового состава магнитной стали с неориентированными зернами, обладающей улучшенными магнитными, механическими и термическими свойствами. Такой тип стали используют, в частности,для изготовления электротехнических деталей,предназначенных для соединения различных электрических схем с целью передачи электромагнитной энергии между ними. Такая передача энергии предполагает, в частности, что при помещении материала в магнитное поле достигаемая плотность магнитного потока (называемая также индукцией) должна быть максимальной. Другим характерным свойством этих сталей является уровень общих магнитных потерь,обусловленных потерями от гистерезиса, с одной стороны, и от тока Фуко, с другой стороны. Эти потери должны быть минимальными. В этой связи известны две большие группы магнитных сталей с неориентированными зернами. В первую входят высоколегированные стали, уровень потерь в которых в основном зависит от химического состава Эти стали содержат от 1,4 до 3,3 мас.% кремния, а также алюминий с содержанием от 0,1 до 1,0 мас.%. Их недостатком является низкая теплопроводность и слишком высокая твердость, которая приводит к чрезмерному износу инструментов при обработке деталей. Во вторую группу магнитных сталей с неориентированными зернами входят низколегированные стали, обычно содержащие только кремний, составляющий порядка 0,5 мас.%. Эти стали называют сталями с улучшенной магнитной проницаемостью, и они обеспечивают высокие уровни индукции для прилагаемых полей порядка 5000 А/м при удержании потерь на среднем уровне. Они обладают также хорошей теплопроводностью, но отличаются плохими механическими свойствами, в частности низким пределом упругости и низкой твердостью Поэтому на практике эту группу сталей можно использовать только в низкоскоростных статичных или динамичных устройствах Кроме того,при изготовлении деталей из этих марок стали возникают проблемы, связанные с частыми деформациями во время их механической обработки, что приводит к перерасходу материалов и снижению производительности. В настоящее время не существует никакого известного магнитного металла, который бы обеспечивал одновременно хорошую теплопроводность, хорошие механические свойства и низкие магнитные потери. Целью настоящего изобретения является создание такого материала с таким же диапазоном применения, что и для материалов из предшествующего уровня техники, который, в частности, обеспечивает увеличение удельной весо 004912 2 вой мощности и не приводит к значительному перегреву используемых электрических изоляторов. В этой связи первым объектом настоящего изобретения является магнитная сталь со следующим составом, выраженным в мас.%: С 0,005 1,20Si1,40 0,18 А 1 0,22 0,25 Мn0,35 0,10 Р 0,14 0,09Sn0,12 0,005S0,015N0,01 О 0,01 остальное составляет железо и производственные примеси. Было обнаружено, что заявленное сочетание содержания алюминия, олова и фосфора значительно повышает магнитные, механические и теплопроводные свойства данной марки стали. Содержание олова в составе согласно настоящему изобретению должно составлять от 0,09 до 0,12 мас.%. Действительно, если оно ниже этого предела, то сокращения магнитных потерь не наблюдается. И наоборот, если содержание олова превышает 0,12 вес.%, ковкость стали становится слишком низкой. Содержание углерода в составе согласно настоящему изобретению должно быть ниже 0,005 мас.%, так как любое превышение этого значения приводит к возникновению недопустимой тенденции магнитного старения, резко сокращающей срок службы деталей. Содержание кремния в составе в соответствии с настоящим изобретением должно составлять от 1,2 до 1,4 мас.%, т.к. чем больше увеличивают содержание кремния, тем больше снижается теплопроводность стали, но в то же время соответственно снижаются магнитные потери. Содержание алюминия в составе согласно настоящему изобретению должно составлять от 0,18 до 0,22 мас.%. Алюминий повышает магнитные свойства стали, но не должен присутствовать в слишком больших количествах, так как он отрицательно сказывается на ковкости стали и снижает ее теплопроводность Содержание алюминия ограничивают также, чтобы избежать осаждения слишком мелких нитридов алюминия, которые могут блокировать движение магнитных зон. Содержание азота в составе должно быть ниже 0,01 мас.% тоже для ограничения осаждения нитридов алюминия. Содержание марганца в составе согласно настоящему изобретению должно составлять от 0,25 до 0,35 мас.%. Марганец улучшает механические свойства стали и препятствует ее разрыву при холодной прокатке При содержании ни 3 же 0,25 мас.% он не повышает механические свойства в достаточной степени, тогда как содержание выше 0,35 мас.% приводит к исчезновению магнитных свойств и к снижению теплопроводности стали. В соответствии с настоящим изобретением содержание фосфора в стали составляет от 0,10 до 0,14 мас.%. Он обеспечивает повышение твердости стали и одновременно существенно повышает ее предел упругости. Его содержание ограничено верхним пределом 0,14 мас.%, так как он понижает теплопроводность стали. Он повышает удельное сопротивление сплава, что позволяет снизить потери от токов Фуко. В предпочтительном варианте выполнения его содержание составляет от 0,11 до 0,13 мас.%. Содержание серы должно быть ниже 0,015 мас.%, так как этот элемент отрицательно сказывается на характеристиках стали, но оно должно быть все же выше 0,005 мас.%, так как меньшее содержание потребует осуществления дополнительного этапа десульфурации, неоправданного в рамках настоящего изобретения. Состав в соответствии с настоящим изобретением может быть получен при помощи известных технологий и любым соответствующим способом, содержащим этап удаления углерода, так как необходимый уровень содержания углерода должен быть очень низким. В конце производственного процесса сталь может быть отлита в виде сляба, которую нагревают до температуры, примерно превышающей 1150 С, для осуществления горячей прокатки,чтобы получить толщину, например, порядка 2 мм. После этого можно приступать к наматыванию полученной таким образом листовой стали на катушку, а затем подвергать ее отжигу. Листовая сталь, получаемая горячей прокаткой, проходит после этого через очистку и холодную прокатку, предпочтительно до необходимой конечной толщины, и затем ее подвергают последней термической обработке, предпочтительно являющейся отжигом в неокислительной среде. Если содержание углерода в листовой стали является на этом этапе слишком высоким, то во время отжига осуществляют удаление углерода. Однако было обнаружено, что путем обеспечения специальных условий во время операции горячей прокатки и наматывания можно значительно повысить индукцию получаемой листовой стали, упразднив при этом один этап классического процесса. Вторым объектом настоящего изобретения является способ производства листовой стали с составом согласно изобретению, содержащий следующие этапы:- горячую прокатку сляба для получения листовой стали, при этом указанную прокатку завершают при температуре, находящейся в 4 пределах между температурой точки Аr3 минус 80 С и температурой точки Аr3;- наматывание листовой стали на катушку при температуре, превышающей 680 С;- холодная прокатка, а затем термическая обработка листовой стали. Важным преимуществом этого способа является оптимизация магнитных свойств листовой стали, так как авторы настоящего изобретения отметили, что ее уровень индукции очень существенно повысился, а магнитные потери от гистерезиса уменьшились. Действительно, температура конца прокатки является такой, что эта прокатка завершается в ферритной области. Данный признак в сочетании с регулированием относительно высокой температуры наматывания обеспечивает рекристаллизацию и увеличение зерен листовой стали в горячем режиме благодаря явлению самоотжига. Существенное улучшение индукции, возможно, достигается за счет формирования компонентов структуры Госса, что отмечается в сталях с ориентированными зернами, а также с планарной структурой. Нежелательная составляющая 111 тоже понижается во время процесса благодаря наличию олова, которое сегрегирует на стыках зерен и препятствует зарождению и росту структурных зерен 111 во время рекристаллизации, способствуя тем самым росту зерен во время конечного отжига после холодной прокатки. Кроме того, самоотжиг, происходящий во время осуществления данного способа, позволяет упразднить ставший ненужным классический этап отжига намотанной листовой стали. В предпочтительном варианте выполнения температура при наматывании превышает 700 С, в частности превышает 720 С, что также способствует повышению магнитных свойств материалов. Авторы настоящего изобретения отметили также, что можно еще больше сократить магнитные потери путем оптимизации условий термической обработки после холодной прокатки. В другом предпочтительном варианте выполнения осуществляют термическую обработку в виде отжига при температуре, превышающей 900 С, а еще в одном предпочтительном варианте эту операцию осуществляют в непрерывном режиме в печи, где листовая сталь обрабатывается в течение промежутка времени,меньше или равного 50 с. Третьим объектом настоящего изобретения является магнитная листовая сталь с неориентированными зернами с составом в соответствии с настоящим изобретением, а также листовая сталь, получаемая при помощи способа в соответствии с настоящим изобретением в его различных вариантах. 5 Предпочтительно получаемая листовая сталь при толщине 0,50 мм отличается общими магнитными потерями, составляющими менее 4 Вт/кг, в частности менее 3,5 Вт/кг и предпочтительно менее 3,3 Вт/кг, а также индукцией, превышающей 1,72 Т при приложении поля в 5000 А/м. Преимущество листовой стали, получаемой при помощи способа в соответствии с настоящим изобретением, состоит в том, что ее не нужно подвергать дополнительной термической обработке после изготовления деталей, в результате чего ее магнитные свойства проявляются в полной мере. Действительно, такая обработка не только может привести к удорожанию производства, но и отрицательно сказывается на последующих механических свойствах деталей. Таким образом, получаемая в соответствии с настоящим изобретением листовая сталь непосредственно готова к применению и, кроме того, на нее можно наносить двухстороннее изолирующее покрытие, если это необходимо для ее применения. Эту листовую сталь можно, в частности,использовать для изготовления деталей вращающихся механизмов, двигателей, трансформаторов, а также применять в области производства электробытовых приборов и для электромонтажных работ. Настоящее изобретение проиллюстрировано ниже наблюдениями и примерами, при этом в нижеследующей таблице приведен химический состав различных сталей, подвергнутых тестам, из которых расплавы 2 и 4 соответствуют настоящему изобретению, а расплавы 1 и 3 приведены для сравнения. За исключением особых случаев, листовая сталь, проходящая испытания, имеет толщину 0,50 мм для сравнения полученных результатов,так как магнитные потери зависят от этой толщины. Применяемые аббревиатурыW1,5T - общая магнитная потеря при 1,5 теслы и 50 Гц, выраженная в Вт/кг; В 5000 - плотность магнитного потока (или индукция) под действием поля в 5000 А/м, выраженная в теслах;Hv5 - твердость. Пример 1. Влияние химического состава. Из расплава 1 и расплава 2 в соответствии с настоящим изобретением изготовляют два листа путем горячей прокатки соответствующих слябов без применения способа согласно настоящему изобретению. Наматывание на катушки осуществляют при температуре пример 004912 6 но 645 С. После этого листы очищают и пропускают через холодную прокатку. Конечный отжиг осуществляют в непрерывном режиме при температуре 950 С в печи в течение 25 с. При этом измеряют общие магнитные потери W1, 5T и индукцию В 5000 и получают следующие результаты: РасплавB5000 1 4,42 1,69 2 3,95 1,71 Отмечается существенное снижение магнитных потерь и улучшение индукции по сравнению с составом из предшествующего уровня. Эти улучшения происходят благодаря заявленному балансу содержания алюминия, фосфора и олова. Пример 2. Влияние способа горячей прокатки/наматывания. Из одного и того же сплава 2 в соответствии с настоящим изобретением изготавливают два стальных листа при помощи того же процесса, что и в примере 1, но при этом наматывание одного листа производят при температуре 640 С, а наматывание другого листа - при температуре 730 С. При этом измеряют общие магнитные потери W1,5T и индукцию В 5000 и получают следующие результаты: РасплавW1,5T В 5000 2 (Т наматывания = 3,95 1,71 640 С) 2 (Т наматывания = 3,72 1,74 730 С) Отмечается снижение магнитных потерь и,главным образом, существенное повышение индукции благодаря способу термомеханической трансформации в соответствии с настоящим изобретением. Для сравнения, высоколегированные стали из предшествующего уровня техники, характеризующиеся потерями 3,7 Вт/кг, имеют индукцию порядка 1,66 Т. Пример 3. Влияние добавления олова. Из расплава 2 в соответствии с настоящим изобретением и из расплава 3 получают два стальных листа аналогично процессу изготовления по примеру 1, но с наматыванием при температуре 720 С. При этом измеряют общие магнитные потери W1,5T и индукцию В 5000 и получают следующие результаты: РасплавW1,5T В 5000 2 3,72 1,74 3 3,87 1,72 Отмечается, что добавление олова играет важную роль в применяемых механизмах во время различных термомеханических трансформаций, которым подвергают сталь. Пример 4. Влияние условий конечного отжига. Из расплава 4 в соответствии с настоящим изобретением получают ряд брам, проходящих 7 через горячую прокатку при помощи способа в соответствии с настоящим изобретением. После этого листы подвергают холодной прокатке до получения толщины 0,50 мм, затем листы отжигают в непрерывном режиме в печи, изменяя температуру отжига и время нахождения стальных листов в данной печи. Результаты приведены в следующей таблице. ТемпераВремя тура отнахожде- W1,5T,В 5000, Т Вт/кг жига, С ния в печи, с 1000 25 3,15 1,76 1000 85 3,42 1,75 950 85 4,10 1,75 Точно так же поступают со стальными листами, которые прокатывают до толщины 0,65 мм, при этом получают следующие результаты. ТемпеВремяW1,5T,В 5000, Т ратура нахожВт/кг отжига, дения в С печи, с 1000 25 4,2 1,76 950 85 4,6 1,76 Очевидно, что дополнительного уменьшения магнитных потерь можно достичь путем увеличения времени нахождения в печи и температуры отжига. Пример 5. Механические свойства и теплопроводность. Изготовленные из расплава в соответствии с настоящим изобретением стальные листы проходят через ряд измерений теплопроводности и при этом получают значения, превышающие или равные 35 Вт/мK. В качестве сравнения, высоколегированная сталь из предшествующего уровня техники, содержащая 2,9% кремния, имеет теплопроводность 20 Вт/мK. Что касается механических свойств, то измеряют предел упругости и твердость этих сталей, которые составляют соответственно более 300 МПа и 145 Hv5. Эти значения являются удовлетворительными, так как обеспечивают нормальные свойства листовой стали, уменьшая износ инструментов при механической обработке по сравнению с высоколегированными марками стали из предшествующего уровня техники. Для сравнения, высоколегированная марка стали из предшествующего уровня техники,содержащая 1,4% кремния, имеет предел упругости, равный 250 Мпа, и твердость, равную 140Hv5. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Магнитная сталь со следующим составом, выраженным в маc.%: С 0,005 1,20Si1,40N0,01 О 0,01 остальное составляет железо и производственные примеси. 2. Способ производства листовой стали с составом по п.1, отличающийся тем, что содержит следующие стадии: производство стали и отливка сляба; горячую прокатку сляба для получения листовой стали, при этом указанную прокатку завершают при температуре, находящейся в диапазоне от температуры точки Аr3 минус 80 С до температуры точки Аr3; наматывание листовой стали на катушку при температуре, превышающей 680 С; холодную прокатку, а затем термическую обработку листовой стали. 3. Способ по п.2, отличающийся тем, что температура наматывания на катушку превышает 700 С. 4. Способ по п.2 или 3, отличающийся тем,что указанная термическая обработка является отжигом, осуществляемым при температуре,превышающей 900 С. 5. Способ по п.4, отличающийся тем, что указанный отжиг осуществляют в печи, в которой листовая сталь находится в течение промежутка времени, меньше или равного 50 с. 6. Способ по п.4 или 5, отличающийся тем,что указанную холодную прокатку осуществляют до получения конечной толщины листовой стали и что указанный отжиг является конечным отжигом. 7. Магнитная листовая сталь с неориентированными зернами с составом по п.1. 8. Магнитная листовая сталь с неориентированными зернами, полученная способом по любому из пп.2-6. 9. Магнитная листовая сталь с неориентированными зернами по п.7 или 8, отличающаяся тем, что при толщине 0,50 мм имеет общие магнитные потери ниже 4 Вт/кг и индукцию, превышающую 1,72 Тл при приложении поля в 5000 А/м. 10. Магнитная листовая сталь с неориентированными зернами по п.9, отличающаяся тем, что имеет общие магнитные потери ниже 3,5 Вт/кг. 11. Магнитная листовая сталь с неориентированными зернами по п.10, отличающаяся тем, что имеет общие магнитные потери ниже 3,3 Вт/кг. 12. Магнитная листовая сталь с неориентированными зернами по п.7 или 8, отличающаяся тем, что при толщине 0,65 мм имеет общие магнитные потери ниже 5,30 Вт/кг и ин 9 дукцию, превышающую 1,72 Тл при приложении поля в 5000 А/м. 13. Магнитная листовая сталь с неориентированными зернами по п.12, отличающаяся тем, что имеет общие магнитные потери ниже 4,70 Вт/кг. 14. Магнитная листовая сталь с неориентированными зернами по любому из пп.7-13,отличающаяся тем, что имеет теплопровод 10 ность, превышающую или равную 35 В/мK, и предел упругости, превышающий или равный 300 МПа. 15. Магнитная листовая сталь с неориентированными зернами по любому из пп.7-14,отличающаяся тем, что дополнительно содержит слой изоляционного покрытия на каждой из своих сторон.
МПК / Метки
МПК: C21D 8/12, C22C 38/02, H01F 1/147
Метки: зернами, способ, производства, стали, неориентированными, получаемая, листовой, листовая, магнитная, сталь
Код ссылки
<a href="https://eas.patents.su/6-4912-magnitnaya-stal-s-neorientirovannymi-zernami-sposob-proizvodstva-listovojj-stali-i-poluchaemaya-listovaya-stal.html" rel="bookmark" title="База патентов Евразийского Союза">Магнитная сталь с неориентированными зернами, способ производства листовой стали и получаемая листовая сталь</a>
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C22C 38/44, C21D 8/00
Метки: сталь, нержавеющая, механической, изделий, изделие, этой, стали, мартенситная, прочностью, способ, высокой, стойкостью, этим, изготовленное, изготовления, способом, коррозионной
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Способ и установка для производства минеральной листовой фибры
Номер патента: 397
Опубликовано: 24.06.1999
Авторы: Вюсс Петер, Циммерманн Фреди
МПК: D04H 1/70
Метки: установка, листовой, фибры, производства, минеральной, способ
Формула / Реферат:
1. Установка для непрерывного производства минеральной листовой фибры из массы минеральных волокон, содержащая -устройство производства волокон для производства волокнистой массы, транспортные средства (19, 23) для транспортировки волокнистой массы к установке для связывания (25), -установку для связывания (25) волокнистой массы, -устройство сжатия (19) для сжатия по толщине и/или продольного сжатия волокнистой массы, расположенной между...
Способ и установка для производства минеральной листовой фибры
Номер патента: 493
Опубликовано: 26.08.1999
Авторы: Циммерманн Фреди, Вюсс Петер, Якобсен Бент
МПК: D04H 1/70
Метки: способ, листовой, установка, производства, минеральной, фибры
Формула / Реферат:
1. Способ непрерывного производства связанной листовой минеральной фибры, имеющей толщину t, из волокнистой массы, имеющей толщину более 2t, включающий сжатие волокнистой массы по глубине без существенного одновременного продольного сжатия до первой толщины и до веса w на единицу площади, последующее продольное сжатие волокнистой массы, при этом волокнистую массу сжимают до второй толщины, производя таким образом продольно сжатую волокнистую...
Способ производства стали в электрической печи при заливке в нее расплавленного передельного чугуна
Номер патента: 1340
Опубликовано: 26.02.2001
Авторы: Рот Жан-Лук, Дение Ги, Кремер Андре
МПК: C21C 5/52
Метки: производства, электрической, способ, чугуна, заливке, передельного, стали, расплавленного, печи, нее
Формула / Реферат:
1. Способ производства стали в электрической печи, в котором в электрическую печь загружают некоторое количество скрапа, который расплавляется в печи под действием электрической дуги, затем, после того как часть скрапа расплавится, в печь заливают определенное количество расплавленного передельного чугуна и вдувают рафинирующий газ в печь до тех пор, пока концентрация углерода и/или кремния в ванне расплавленного металла не достигнет заданной...
Магнитная жидкость и способ ее получения
Номер патента: 1645
Опубликовано: 25.06.2001
Авторы: Атараси Такафуми, Ким Янг-Сам, Накатсука Катсуто, Фудзита Тойохиса
МПК: H01F 1/28
Метки: магнитная, способ, жидкость, получения
Формула / Реферат:
1. Магнитная жидкость, содержащая покрытые предотвращающей окисление пленкой частицы магнитного металла, устойчиво диспергированные в растворителе, в котором поддерживают условия дисперсии. 2. Магнитная жидкость по п.1, в которой покрытые предотвращающей окисление пленкой частицы магнитного металла имеют средний диаметр частиц от 5 до 20 нм. 3. Магнитная жидкость по п.1, в которой покрытые предотвращающей окисление пленкой частицы магнитного...
Предыдущий патент: Способ улучшения качества табачных изделий
Следующий патент: Способ преобразования энергии
Случайный патент: Способ устранения морщин