Способ формования листа термопластичного материала в трехмерную конфигурацию
Формула / Реферат
1. Способ формования листа термопластичного материала в трехмерную конфигурацию, содержащую по меньшей мере одну вершину, включающий стадии, согласно которым
(i) выполняют формование листа посредством нагретых формующих средств, имеющих профиль без каких-либо краев или вершин в области контакта с листом, с приданием листу первой отформованной конфигурации, а затем
(ii) помещают в первую отформованную конфигурацию охватываемые формующие средства, профиль которых меньше первой отформованной конфигурации, имеющей по меньшей мере одну вершину, и
(iii) повышают температуру первой отформованной конфигурации выше температуры формования на стадии (i), в результате чего первая отформованная конфигурация сжимается обратно к своей исходной листовой конфигурации и принимает профиль охватываемых формующих средств.
2. Способ по п.1, согласно которому термопластичный материал имеет среднюю толщину менее 1,0 мм, предпочтительно менее 0,50 мм, более предпочтительно менее 0,2 мм, наиболее предпочтительно менее 0,1 мм.
3. Способ по п.1 или 2, согласно которому термопластичный материал является газопроницаемым.
4. Способ по п.3, согласно которому термопластичный материал имеет конфигурацию ткани.
5. Способ по любому из предшествующих пунктов, согласно которому формующие средства, используемые для формования первой отформованной конфигурации на стадии (i), являются охватываемыми формующими средствами.
6. Способ по любому из предшествующих пунктов, согласно которому на стадии (ii) температуру первой отформованной конфигурации повышают до более чем 100°С, предпочтительно более 120°С.
7. Способ по любому из предшествующих пунктов, согласно которому охватываемые формующие средства являются пирамидальными, предпочтительно тетраэдрическими.
8. Способ по любому одному из пп.1-6, согласно которому охватываемые формующие средства содержат множество вершин.
9. Способ по любому из предшествующих пунктов, согласно которому термопластичный материал содержит полимолочную кислоту.
10. Способ по любому из предшествующих пунктов, согласно которому после указанных стадий дополнительно помещают в указанную трехмерную конфигурацию частицы продукта, предпочтительно содержащего частицы для настаивания, такие как чайные листья.
11. Способ по п.10, согласно которому после указанной стадии дополнительно запечатывают термоформованный материал с получением запечатанного пористого пакетика для настаивания.

Текст
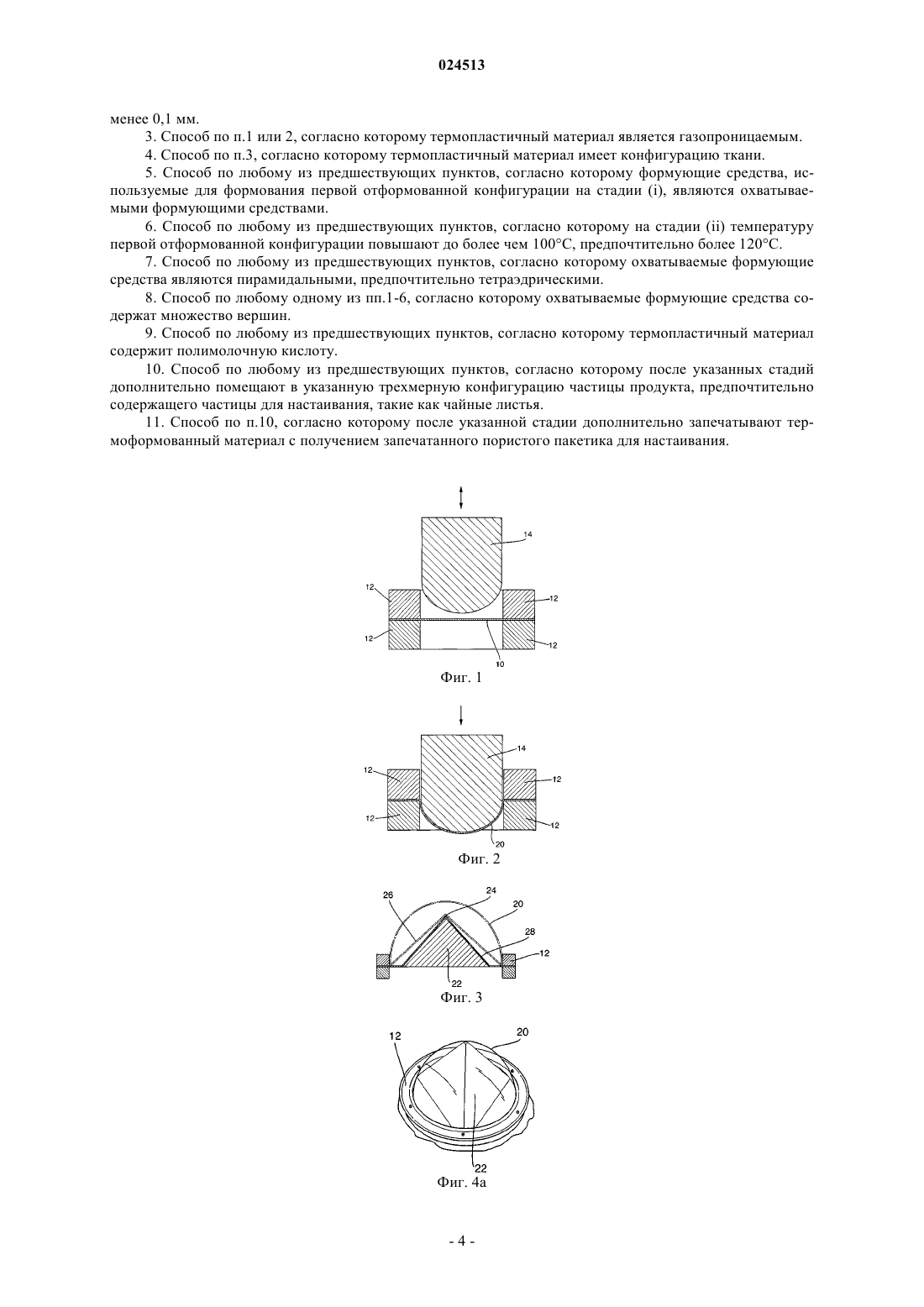
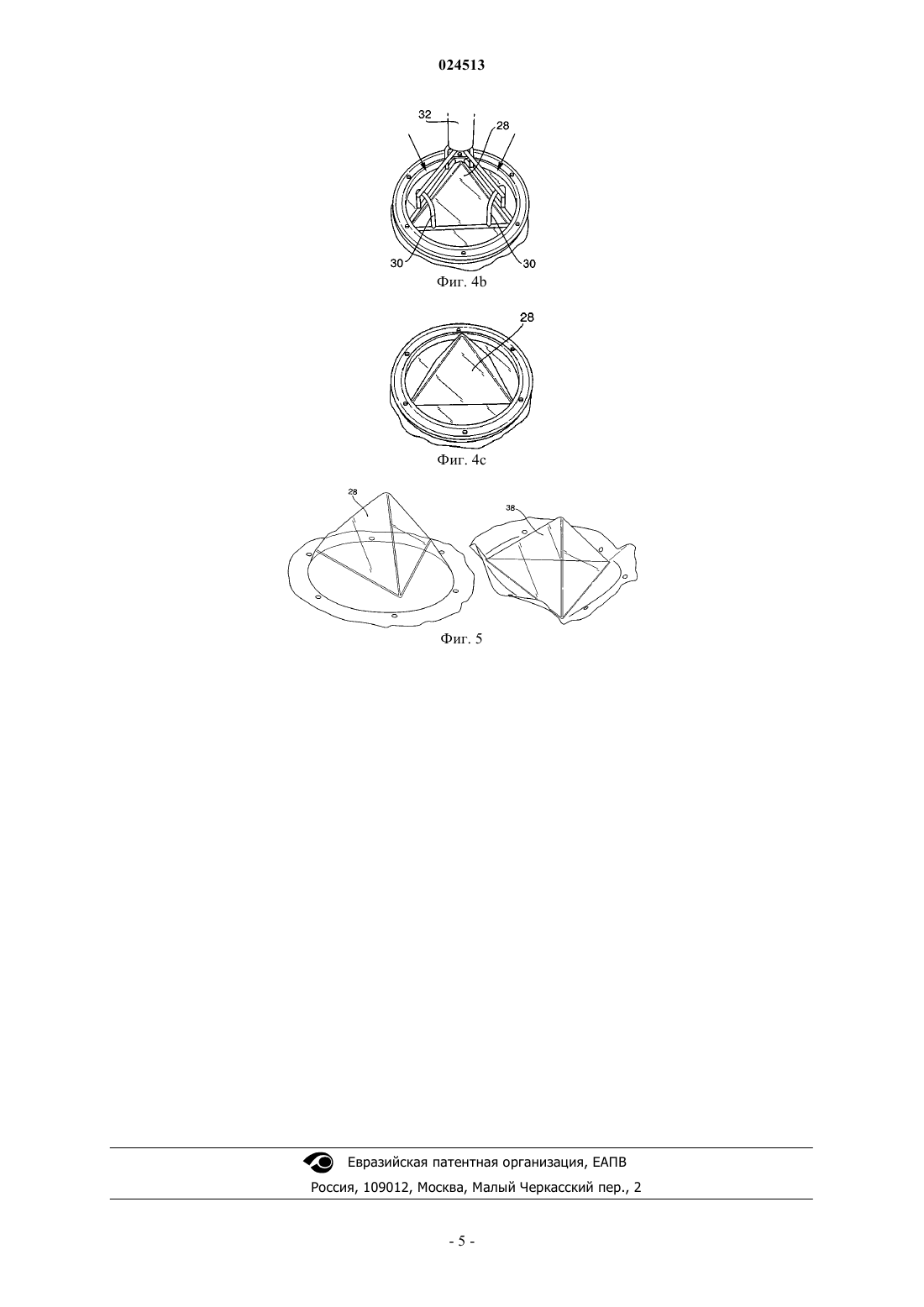
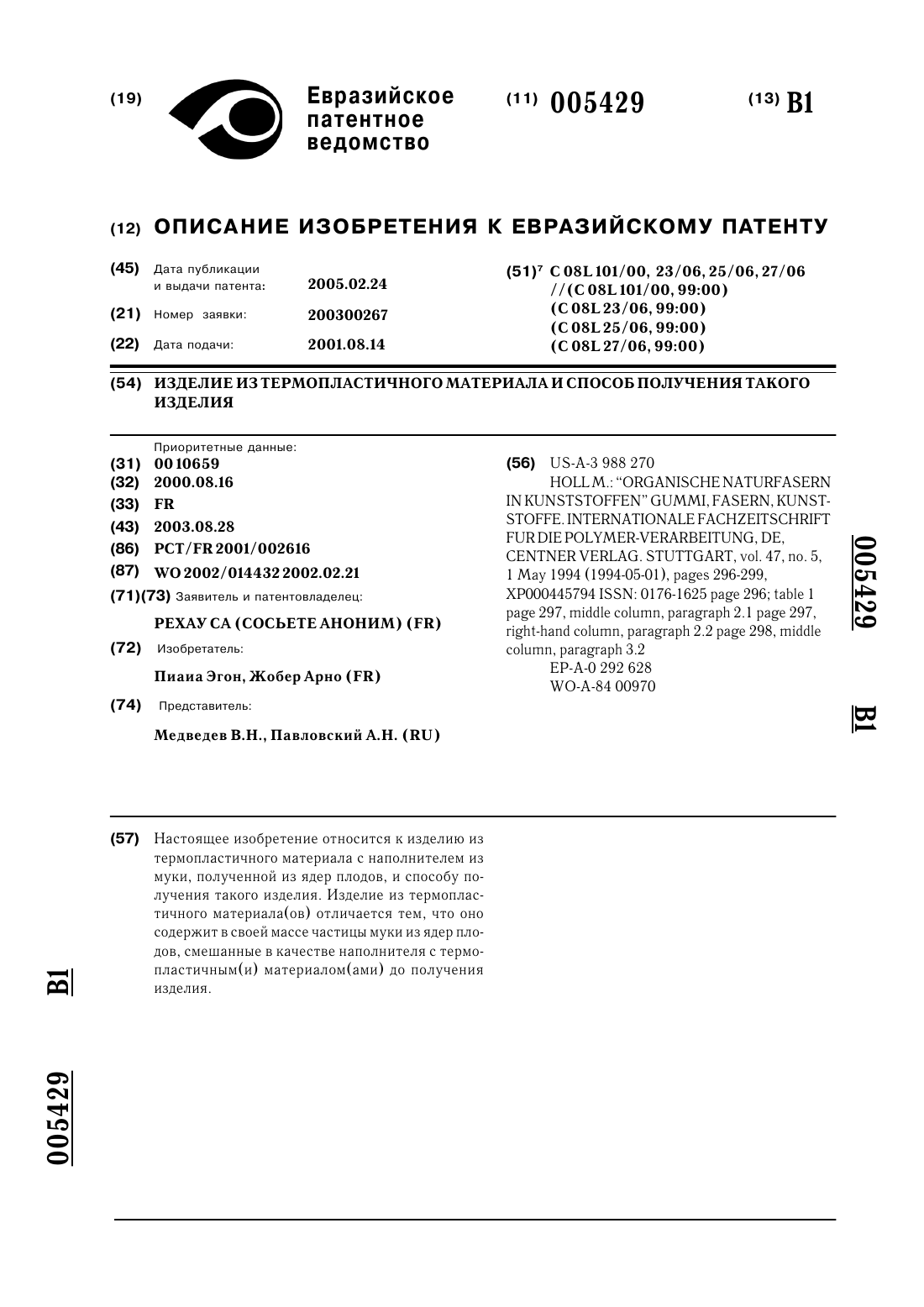
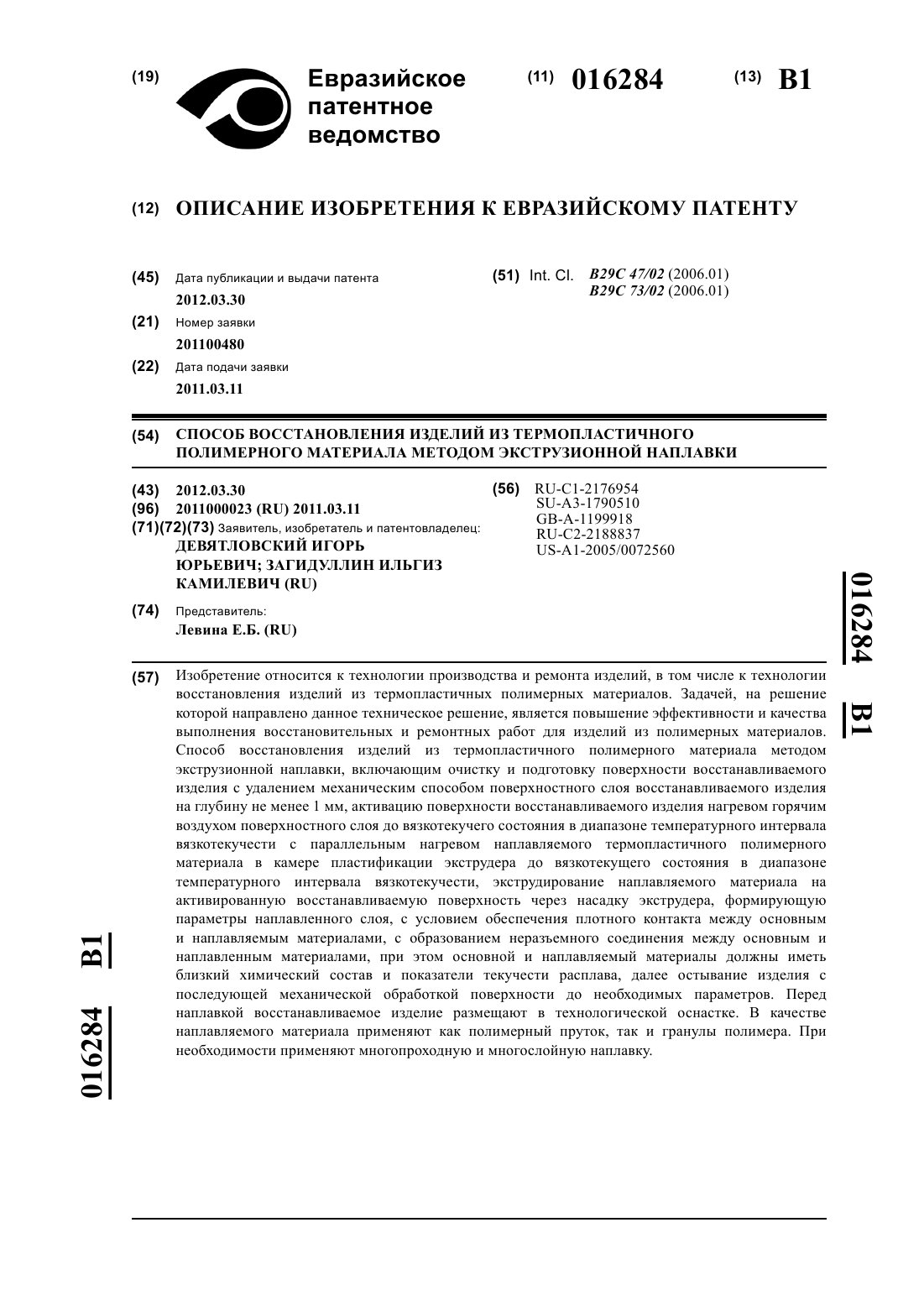
СПОСОБ ФОРМОВАНИЯ ЛИСТА ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА В ТРЕХМЕРНУЮ КОНФИГУРАЦИЮ В изобретении представлен способ формования листа термопластичного материала в трехмерную конфигурацию, содержащую по меньшей мере одну вершину, включающий стадии (i) формования листа посредством формующего средства, имеющего такой профиль, чтобы получить в листе первую отформованную конфигурацию, а затем (ii) помещения в первую отформованную конфигурацию охватываемого шаблона, при этом шаблон имеет профиль в первой отформованной конфигурации, содержащей по меньшей мере одну вершину, и (iii) повышения температуры первой отформованной конфигурации выше температуры формования на стадии (i), в результате чего первая отформованная конфигурация сжимается обратно к своей исходной листовой конфигурации и принимает профиль шаблона. Вудворд Эдриан Майкл (GB) Нилова М.И. (RU) Область техники Настоящее изобретение относится к производству формованного термопластика, в частности формованию пакетиков для настаивания, например чайных пакетиков, имеющих заданную трехмерную конфигурацию и, в частности, конфигурацию, имеющую острые элементы. Уровень техники В течение многих лет пакетики для настаивания, например чайные пакетики, в основном имели конфигурацию квадратных или круглых двухслойных листов из пористого фильтрующего материала,обычно из бумаги, с настаиваемым материалом, например чаем, размещенным между листами. Такие пакеты ограничивают движение настаиваемого материала в пакетике, по существу, в двух измерениях. В результате качество настаивания таких пакетиков ограничено. Таким образом, последние несколько десятилетий наблюдается развитие массового производства пакетиков для настаивания, которые в большинстве случаев имеют объемную конфигурацию и обеспечивают настаиваемому веществу больше пространства для перемещения. Особый успех имели пакетики тетраэдной конфигурации, например, описанные в публикациях WO 95/01907 (Unilever) и WO 2004/033303 (I.M.A. SPA). При изготовлении тетраэдных пакетов тетраэдную конфигурацию традиционно получают путем формирования взаимно перпендикулярных поперечных швов в трубке из фильтрующего материала, а аппарат, предназначенный для этого производства, плохо подходит для изготовления других трехмерных конфигураций. Таким образом, было бы желательно разработать способ, которым можно производить различные трехмерные конфигурации, в частности конфигурации, содержащие острые элементы, типичным примером которых является вершина, как это предусмотрено, например, тетраэдной конфигурацией. Определения. Следует отметить, что при определении любого диапазона значений любое конкретное верхнее значение может быть связано с каким-либо конкретным нижним значением. Во избежание сомнений, слово "содержащий" означает "включающий", но не обязательно "состоящий из". Другими словами, перечисленные стадии или признаки не должны рассматриваться как исчерпывающие. Приведенное здесь описание изобретения должно рассматриваться как охватывающее все варианты выполнения согласно формуле изобретения в объеме множественно зависимых пунктов, независимо от того, имеют ли пункты формулы изобретения множественную зависимость. Сущность изобретения Авторы установили, что несмотря на то что с помощью известных способов термоформования можно производить множество трехмерных конфигураций, они не подходят для использования применительно к материалу пакетиков для настаивания, особенно когда конфигурации содержат острые элементы. Во-первых, пакетики для настаивания обычно делают из бумаги, которая не является термоформуемой. Во-вторых, даже если бы они были сделаны из термоформуемого материала, они не были бы пригодны для термоформования из-за их пористости и тонкости материала. Известные способы термоформования включают первую стадию нагревания материала, за которой следует вторая стадия термоформования материала. Очень небольшая теплоемкость материала пакетика для настаивания означает, что любое тепло будет быстро потеряно, и поэтому такой подход не будет работать. Даже если бы удалось найти путь решения проблемы нагревания, остались бы существенные трудности. Например, известные технологии термоформования обычно включают использование давления воздуха для формования материала. Тем не менее, пористость материала пакетика для настаивания делает этот подход непрактичным, поскольку любая разница в давлении воздуха через материал быстро выравнивается. Если не использовать давление воздуха и вдавливать формующие средства в материал, в нем будут возникать неприемлемо высокие напряжения, особенно вокруг острых элементов формующих средств,что приводит к разрушению материала. Таким образом, возникает впечатление, что термоформование не является практичным способом производства объемных конфигураций для материала пакетика для настаивания, содержащего острые элементы. Однако, неожиданно авторы настоящего изобретения преодолели эти барьеры и разработали способ формования, которым можно производить трехмерные конфигурации, которые имеют острые элементы и могут быть сформованы из материала пакетика для настаивания. Соответственно настоящее изобретение относится к способу формования листа термопластичного материала в трехмерную конфигурацию, содержащую по меньшей мере одну вершину, при этом способ включает стадии, согласно которым(i) выполняют формование листа с помощью нагретых формующих средств, имеющих профиль без каких-либо краев или вершин в области контакта с листом с приданием листу первой отформованной(ii) помещают в первую отформованную конфигурацию охватываемые формующие средства, профиль которых меньше первой отформованной конфигурации, имеющей по меньшей мере одну вершину,и(iii) повышают температуру первой отформованной конфигурации выше температуры формования на стадии (i), в результате чего первая отформованная конфигурация сжимается обратно к своей исходной листовой конфигурации и принимает профиль охватываемых формующих средств. Таким образом, способ содержит формование термопластичного материала в первую отформованную конфигурацию, которая больше конечной отформованной конфигурации. Кроме того, первая отформованная конфигурация не содержит острых элементов, при этом напряжения, возникающие в материале при формовании, равномерно распределяются по всему материалу. После формования первую отформованную конфигурацию заставляют сжиматься обратно на охватываемых формующих средствах,имеющих острые элементы, создавая, таким образом, отформованную конфигурацию с острыми элементами. Напряжения, возникающие в области острых элементов, хотя и не полностью исключаются, однако они значительно меньше, чем те, с которыми пришлось бы столкнуться, если бы термоформование материала выполнялось непосредственно формующими средствами с острыми элементами. Таким образом, в соответствии со способом по изобретению даже очень тонкий и пористый материал может быть отформован в трехмерную конфигурацию, имеющую острые элементы. Поэтому термопластичный материал предпочтительно имеет среднюю толщину менее 1,0 мм,предпочтительно менее 0,50 мм, более предпочтительно менее 0,2 мм, наиболее предпочтительно от 0,01 до 0,1 мм. Кроме того, термопластичный материал предпочтительно является газопроницаемым. Например, он может содержать нити из термопластичного материала в виде ткани. Охватываемые формующие средства содержат вершину в своем профиле, которая представляет собой точку, острие или шпиль, образованную в результате слияния одной или нескольких лицевых сторон профиля, и которая фактически представляет собой пространственный нуль в геометрическом отношении. Однако, понятно, что на практике вершина может занимать небольшую площадь, например миллиметр или два, и может быть несколько скругленной. Край, который имеет некоторую протяженность,является одномерным и образован соединением двух боковых сторон, не является вершиной. Вершина может представлять собой, например, шпиль конической конфигурации, где вершина образована только одной лицевой стороной или боковой стороной. Также вершина может представлять собой шпиль из трех или более боковых сторон, например угол прямоугольного параллелепипеда, или шпиль пирамидального профиля. Охватываемые формующие средства могут содержать множество вершин в своем профиле в зависимости от требуемой конечной конфигурации. Первая стадия формования листа термопластичного материала формующих средств может осуществляться посредством любого известного способа формования, известного в данной области техники. Предпочтительно для получения первой отформованной конфигурации в качестве формующих средств используют пуансон, и первая отформованная конфигурация принимает профиль пуансона. Тем не менее, на первой стадии для контакта с термопластичным материалом могут использоваться любые формующие средства (матрица, шаблон), которые обычно имеют профиль без краев или вершины. Как указано выше, это служит для уменьшения напряжения в материале во время первого формования. Стадия нагревания может быть осуществлена посредством широкого ряда способов, однако предпочтительный способ нагревания термопластичного материала состоит в том, чтобы направить поток нагретого газа на термопластичный материал. Это особенно эффективно, если материал пористый и относительно тонкий, так как низкая теплоемкость материала ведет к короткому времени нагрева. Температура термопластичного материала на третьей стадии больше, чем на первой формовочной стадии, и предпочтительно превышает 100 С, более предпочтительно превышает 120 С, наиболее предпочтительно составляет от 130 до 200 С. Как указано выше, это может быть достигнуто, по меньшей мере, посредством направления газа при температуре, превышающей данные уровни. Термопластичный материал может быть выполнен из широкого ряда материалов, однако полиэтилентерефталат (ПЭТ) и полимолочная кислота (ПМК) являются предпочтительными. Способом по изобретению можно производить трехмерные конфигурации, которые затем могут быть использованы в качестве материла пакетика для настаивания. Например, возможны такие конфигурации как четырехгранные, пирамидальные, параллелепипеды, призмы, конусы и т.п. Однако, пирамидальные и/или тетраэдные конфигурации являются предпочтительными. Таким образом, способ по изобретению обычно дополнительно включает стадию введения в отформованный термопластичный материал гранулированного продукта, обычно содержащего частицы для настаивания, например чайные листья. За этой стадией обычно следует запечатывание отформованного материала для получения запечатанного пористого пакетика для настаивания. Далее изобретение будет проиллюстрировано посредством примера и со ссылкой на сопровождаю-2 024513 щие чертежи, на которых фиг. 1 - вид сбоку устройства, используемого в способе по изобретению,фиг. 2 - другой вид сбоку устройства, используемого в способе по изобретению,фиг. 3 - схематичный вид предлагаемого устройства и отформованного термопластика по изобретению,фиг. 4 а-4 с - виды термопластичного материала, формуемого в соответствии со способом по изобретению,фиг. 5 - вид отформованной термопластичной конфигурации, полученной способом по изобретению. На фиг. 1 показан лист 10 из пористой полимолочной кислоты, имеющий толщину 50 мкм и удерживаемый между зажимами 12. Над листом 10 расположены охватываемые формующие средства 14,нагреваемые до температуры 100 С. Охватываемые формующие средства 14 не имеют вершин или острых элементов и имеют полусферическую конфигурацию. Охватываемые формующие средства 14 перемещают к листу 10 и вводят в контакт с листом 10. Изза небольшого количества материала в листе 10 в области контакта с охватываемыми формующими средствами 14 его температура быстро поднимается, приближаясь к 100 С. Таким образом, для формования не нужно никакой предварительной термической обработки листа 10. Охватываемые формующие средства 14 продолжают перемещать к листу 10, пока они не окажутся в положении, показанном на фиг. 2. В этот момент лист 10 приобретает первую отформованную полусферическую конфигурацию 20. После получения первой отформованной конфигурации 20 охватываемые формующие средства 14 отводят и заменяют охватываемыми формующими средствами 22. Охватываемые формующие средства 22 имеют тетраэдную конфигурацию с вершиной 24, образованной тремя боковыми сторонами (показана только одна). Охватываемые формующие средства 22 меньше первой отформованной конфигурации 20 и входят в нее без контакта. Первую отформованную конфигурацию 20 затем нагревают пропусканием через нее подогретого воздуха при температуре 140 С. Из-за этого первая отформованная конфигурация стремится сжаться обратно в свою исходную листовую конфигурацию 10. Однако, охватываемые формующие средства 22 мешают первой отформованной конфигурации это сделать, и она вместо этого принимает профиль охватываемых формующих средств 22. Это образует профиль 26, который максимально воспроизводит профиль охватываемых формующих средства 22 и, что важно, принимает профиль вершины 24. После формирования сжатием конфигурации с профилем 26 введенные в материал напряжения значительно уменьшаются, и разрушение материала не происходит. На фиг. 4 а-4 с показаны различные стадии вышеописанного способа. На фиг. 4 а показана первая отформованная полусферическая конфигурация 20 с помещенными внутрь нее охватываемыми формующими средствами 22. Может быть применена дополнительная регулировка зажима конфигурации для наиболее точного воспроизведения профиля охватываемых формующих средств 22, что приводит к образованию профиля 28. На фиг. 4b показана отформованная конфигурация 28, зажатая посредством зажимов 30. Также показана труба 32, из которой вытекает нагретый воздух. На фиг. 4 с показана окончательная конфигурация 28 после отвода охватываемых формующих средств 22 и зажимов 30. Видно, что материал отформован с получением тетраэдной конфигурации,имеющей острую вершину. На фиг. 5 показана окончательная конфигурация 28, извлеченная из зажимов 12, вместе с дополнительным видом окончательной конфигурации 38, после того как она была сложена, готова к заполнению гранулированным материалом для запечатывания и запечатана. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формования листа термопластичного материала в трехмерную конфигурацию, содержащую по меньшей мере одну вершину, включающий стадии, согласно которым(i) выполняют формование листа посредством нагретых формующих средств, имеющих профиль без каких-либо краев или вершин в области контакта с листом, с приданием листу первой отформованной конфигурации, а затем(ii) помещают в первую отформованную конфигурацию охватываемые формующие средства, профиль которых меньше первой отформованной конфигурации, имеющей по меньшей мере одну вершину,и(iii) повышают температуру первой отформованной конфигурации выше температуры формования на стадии (i), в результате чего первая отформованная конфигурация сжимается обратно к своей исходной листовой конфигурации и принимает профиль охватываемых формующих средств. 2. Способ по п.1, согласно которому термопластичный материал имеет среднюю толщину менее 1,0 мм, предпочтительно менее 0,50 мм, более предпочтительно менее 0,2 мм, наиболее предпочтительно менее 0,1 мм. 3. Способ по п.1 или 2, согласно которому термопластичный материал является газопроницаемым. 4. Способ по п.3, согласно которому термопластичный материал имеет конфигурацию ткани. 5. Способ по любому из предшествующих пунктов, согласно которому формующие средства, используемые для формования первой отформованной конфигурации на стадии (i), являются охватываемыми формующими средствами. 6. Способ по любому из предшествующих пунктов, согласно которому на стадии (ii) температуру первой отформованной конфигурации повышают до более чем 100 С, предпочтительно более 120 С. 7. Способ по любому из предшествующих пунктов, согласно которому охватываемые формующие средства являются пирамидальными, предпочтительно тетраэдрическими. 8. Способ по любому одному из пп.1-6, согласно которому охватываемые формующие средства содержат множество вершин. 9. Способ по любому из предшествующих пунктов, согласно которому термопластичный материал содержит полимолочную кислоту. 10. Способ по любому из предшествующих пунктов, согласно которому после указанных стадий дополнительно помещают в указанную трехмерную конфигурацию частицы продукта, предпочтительно содержащего частицы для настаивания, такие как чайные листья. 11. Способ по п.10, согласно которому после указанной стадии дополнительно запечатывают термоформованный материал с получением запечатанного пористого пакетика для настаивания.
МПК / Метки
МПК: B29C 69/02
Метки: конфигурацию, способ, трехмерную, материала, листа, формования, термопластичного
Код ссылки
<a href="https://eas.patents.su/6-24513-sposob-formovaniya-lista-termoplastichnogo-materiala-v-trehmernuyu-konfiguraciyu.html" rel="bookmark" title="База патентов Евразийского Союза">Способ формования листа термопластичного материала в трехмерную конфигурацию</a>
Изделие из термопластичного материала и способ получения такого изделия
Номер патента: 5429
Опубликовано: 24.02.2005
Авторы: Пиаиа Эгон, Жобер Арно
МПК: C08L 101/00, C08L 23/06, C08L 25/06...
Метки: способ, материала, изделия, получения, изделие, такого, термопластичного
Формула / Реферат:
1. Изделие из термопластичного материала(ов), отличающееся тем, что оно содержит в своей массе частицы муки из лигнифицированного эндокарпия оливковых косточек, смешанные в качестве наполнителя с указанным(и) пластичным материалом(ами) перед получением изделия, причем термопластичный материал выбран из группы, образованной виниловыми, олефиновыми и стирольными полимерами и совместимыми смесями этих полимеров, а содержание муки составляет от 5 до...
Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки
Номер патента: 16284
Опубликовано: 30.03.2012
Авторы: Загидуллин Ильгиз Камилевич, Девятловский Игорь Юрьевич
МПК: B29C 73/02, B29C 47/02
Метки: полимерного, изделий, восстановления, материала, экструзионной, методоm, наплавки, способ, термопластичного
Формула / Реферат:
1. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки, заключающийся в том, что очищают и подготавливают поверхность восстанавливаемого изделия с удалением механическим способом поверхностного слоя восстанавливаемого изделия на глубину не менее 1 мм, активируют поверхность восстанавливаемого изделия нагревом горячим воздухом поверхностного слоя до вязкотекучего состояния в диапазоне...
Устройство, установка и способ изготовления упаковки из листа гибкого материала и заполнения ее порошкообразным или непорошкообразным продуктом

Номер патента: 7256
Опубликовано: 25.08.2006
Авторы: Кестелот Бенуа, Платр Давид, Ван Канэгем Жаки, Дэльдале Роже, Шомей Давид
МПК: B31B 17/00, B31B 3/32
Метки: порошкообразным, продуктом, листа, гибкого, установка, способ, устройство, упаковки, заполнения, изготовления, материала, непорошкообразным
Формула / Реферат:
1. Устройство для формования упаковки из листа гибкого материала, уложенного в накопителе на одной из его сторон (1), содержащее формующий элемент (4), содержащий охватывающую часть, прикрепленную к средству поступательного перемещения вдоль первого направления, а также включающую в себя по меньшей мере один шарнирно присоединенный зажим (15), предназначенный для образования, по меньшей мере частично, заданной формы при приведении этого зажима в...
Тисненый лист, содержащий слой водорастворимого материала, и способ изготовления такого листа
Номер патента: 17969
Опубликовано: 30.04.2013
Авторы: Дени Иоанн, Пфистер Юбер
МПК: D21H 27/40, B31F 5/02, B32B 29/06...
Метки: слой, листа, материала, содержащий, водорастворимого, способ, лист, изготовления, такого, тисненый
Формула / Реферат:
1. Тисненый лист (10), содержащий по меньшей мере один слой (12) из абсорбирующего материала с тисненым узором, содержащим по меньшей мере одну последовательность выступов (18), образованных на поверхности упомянутого слоя (12) из абсорбирующего материала и выступающих над ней, и по меньшей мере один слой (14) из водорастворимого материала, соединенный с упомянутым слоем (12) из абсорбирующего материала в вершинах (18а) по меньшей мере части...
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Кьенс Эмманюэль, Леза Клод, Маршал Поль, Лерве Жан
МПК: D21F 5/18
Метки: листа, способ, этого, материала, способа, осуществления, сушки, горячего, устройство, перемещающегося, помощи, целлюлозного, высоком, вакууме, воздуха
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Предыдущий патент: Гербицидно и фунгицидно действующие 3-фенилизоксазолин-5-карбоксамиды и 3-фенилизоксазолин-5-тиоамиды
Следующий патент: Система учета тепла для однотрубной вертикальной системы отопления здания или сооружения
Случайный патент: Производные 1-(1,2-дизамещенный пиперидинил)-4-(конденсированный имидазол)-пиперидина.