Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки
Номер патента: 16284
Опубликовано: 30.03.2012
Авторы: Загидуллин Ильгиз Камилевич, Девятловский Игорь Юрьевич
Формула / Реферат
1. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки, заключающийся в том, что очищают и подготавливают поверхность восстанавливаемого изделия с удалением механическим способом поверхностного слоя восстанавливаемого изделия на глубину не менее 1 мм, активируют поверхность восстанавливаемого изделия нагревом горячим воздухом поверхностного слоя до вязкотекучего состояния в диапазоне температурного интервала вязкотекучести с параллельным нагревом наплавляемого термопластичного полимерного материала в камере пластификации экструдера до вязкотекущего состояния в диапазоне температурного интервала вязкотекучести, экструдируют наплавляемый материал на активированную восстанавливаемую поверхность через насадку экструдера, формирующую параметры наплавленного слоя, с условием обеспечения плотного контакта между основным и наплавляемым материалами с образованием неразъемного соединения между основным и наплавленным материалами, при этом наплавляемый материал имеет близкий химический состав и показатель текучести расплава к химическому составу и показателю текучести основного материала, далее выдерживают изделие до остывания, а после остывания механически обрабатывают поверхность до необходимых параметров.
2. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки по п.1, отличающийся тем, что перед наплавкой восстанавливаемое изделие размещают в технологической оснастке.
3. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки по п.1, отличающийся тем, что в качестве наплавляемого материала используют как полимерный пруток, так и гранулы полимера.
4. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки по п.1, отличающийся тем, что используют многопроходную и многослойную наплавку.

Текст
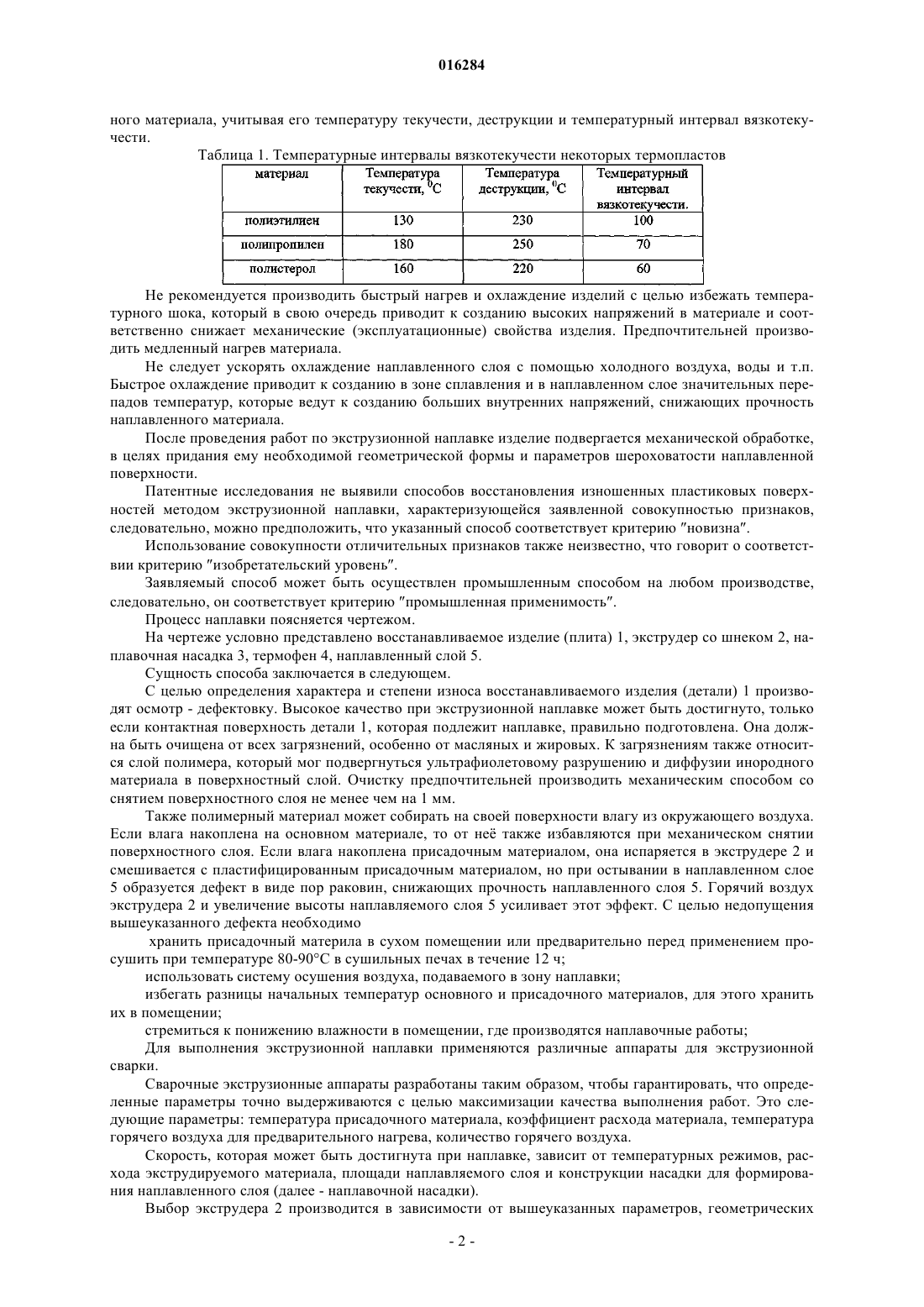
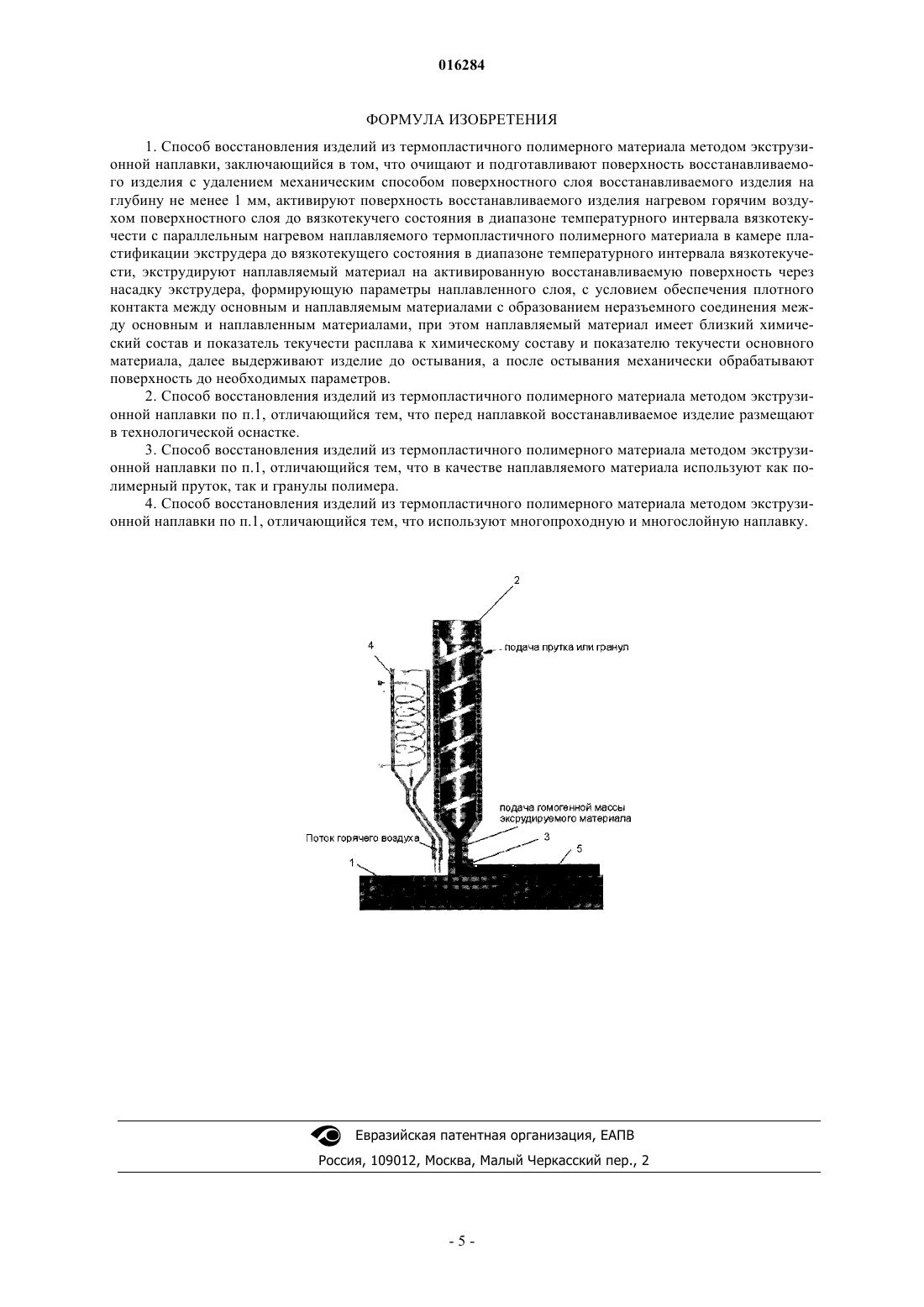
СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА МЕТОДОМ ЭКСТРУЗИОННОЙ НАПЛАВКИ Изобретение относится к технологии производства и ремонта изделий, в том числе к технологии восстановления изделий из термопластичных полимерных материалов. Задачей, на решение которой направлено данное техническое решение, является повышение эффективности и качества выполнения восстановительных и ремонтных работ для изделий из полимерных материалов. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки, включающим очистку и подготовку поверхности восстанавливаемого изделия с удалением механическим способом поверхностного слоя восстанавливаемого изделия на глубину не менее 1 мм, активацию поверхности восстанавливаемого изделия нагревом горячим воздухом поверхностного слоя до вязкотекучего состояния в диапазоне температурного интервала вязкотекучести с параллельным нагревом наплавляемого термопластичного полимерного материала в камере пластификации экструдера до вязкотекущего состояния в диапазоне температурного интервала вязкотекучести, экструдирование наплавляемого материала на активированную восстанавливаемую поверхность через насадку экструдера, формирующую параметры наплавленного слоя, с условием обеспечения плотного контакта между основным и наплавляемым материалами, с образованием неразъемного соединения между основным и наплавленным материалами, при этом основной и наплавляемый материалы должны иметь близкий химический состав и показатели текучести расплава, далее остывание изделия с последующей механической обработкой поверхности до необходимых параметров. Перед наплавкой восстанавливаемое изделие размещают в технологической оснастке. В качестве наплавляемого материала применяют как полимерный пруток, так и гранулы полимера. При необходимости применяют многопроходную и многослойную наплавку.US-A1-2005/0072560 ЮРЬЕВИЧ; ЗАГИДУЛЛИН ИЛЬГИЗ КАМИЛЕВИЧ (RU) 016284 Изобретение относится к технологии производства и ремонта изделий, в том числе к технологии восстановления изделий из термопластичных полимерных материалов. Известен способ нанесения покрытия на металлическую основу методом наплавки, включающее нагревание поверхности металлической основы, нагревание термопластичной полимерной композиции до температуры расплавления, экструдирование расплавленной композиции на предварительно нагретую металлическую основу для получения слоя расплавленной композиции покрытия толщиной около 1-40 мкм (патент на изобретение 2188837). Данное изобретение относится к экструзионным методам нанесения покрытия в виде пленки на металлические основы, такие как металлическая банка или контейнер. Известен способ ремонта изделий из полимерных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, изготавливают накладку соответствующей формы и вклеивают в зону повреждения изделия с соблюдением режима нагрева и давления (патент на изобретение 2176954). Предлагаемый способ ремонта изделий из полимерных материалов позволяет без демонтажа и вывода из строя объектов, преимущественно листов или монолитных панелей (например крыла самолета), осуществлять ремонт известными средствами с использованием простой оснастки. Однако данный способ невозможно применить к восстановлению механически изношенных в процессе эксплуатации полимерных изделий, где требуются высокие требования к рабочим поверхностям,например плит оборудования. Экструзионная наплавка - процесс наложения на восстанавливаемую поверхность термопластов слоя полимерного материала, выходящего из экструдера, при непрерывной подаче его на прогреваемую в процессе, восстанавливаемую поверхность, с образование неразъемного соединения между восстанавливаемой поверхностью и наплавленным слоем. Задачей, на решение которой направлено данное техническое решение, является повышение эффективности и качества выполнения восстановительных и ремонтных работ для изделий из полимерных материалов. Техническая задача достигается за счет того, что способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки включает очистку и подготовку поверхности восстанавливаемого изделия с удалением механическим способом поверхностного слоя восстанавливаемого изделия на глубину не менее 1 мм, активацию поверхности восстанавливаемого изделия нагревом горячим воздухом поверхностного слоя до вязкотекучего состояния в диапазоне температурного интервала вязкотекучести с параллельным нагревом наплавляемого термопластичного полимерного материала в камере пластификации экструдера до вязкотекущего состояния в диапазоне температурного интервала вязкотекучести, экструдирование наплавляемого материала на активированную восстанавливаемую поверхность через насадку экструдера, формирующую параметры наплавленного слоя, с условием обеспечения плотного контакта между основным и наплавляемым материалами, с образованием неразъемного соединения между основньм и наплавленным материалами, при этом основной и наплавляемый материалы должны иметь близкий химический состав и показатели текучести расплава, далее остывание изделия с последующей механической обработкой поверхности до необходимых параметров. Кроме того, перед наплавкой восстанавливаемое изделие размещают в технологической оснастке. При этом в качестве наплавляемого материала применяют как полимерный пруток, так и гранулы полимера. Причем при необходимости применяют многопроходную и многослойную наплавку. Наплавка производится с целью нанесения на изношенные поверхности изделия слоя полимерного материала, отвечающего требованиям эксплуатационной надежности изделия. Процесс наплавки термопластов экструдируемой присадкой близок к процессу наплавки металлов плавящимся электродом. В обоих случаях образование наплавленного слоя происходит в результате сплавления присадочного материала с поверхностью наплавляемого изделия. Различие состоит в том,что полимерные материалы не переходят при плавлении в жидкую фазу, а остаются в вязкотекучем состоянии. При нагревании полимера сначала появляются колебания звеньев, а при более высоких температурах - движение цепей. Следовательно, при повышении температуры полимер переходит из твердого состояния сначала в высокоэластическое, а затем в вязкотекучее состояние. Переход полимера из одного физического состояния в другое происходит при определенном интервале температур. Для обеспечения плотного контакта между основным и присадочным материалами необходимо применять давление. При этом наплавочную насадку экструдера прижимают к поверхности восстанавливаемой детали и перемещают по ней, получая наплавленный слой. При наплавке образуется неразъемное соединение основного и наплавленного слоя материала. Для предотвращения вытекания, а также обеспечения определенной формы наплавленного слоя рекомендуется применять технологическую оснастку необходимой формы, изготовленную из низкоуглеродистых сталей. Также технологическая оснастка нужна во избежание деформаций вызванных неравномерным нагревом, внутренними напряжениями в изделии при наплавке. Температурные режимы наплавки выбирают в зависимости от марки восстанавливаемого полимер-1 016284 ного материала, учитывая его температуру текучести, деструкции и температурный интервал вязкотекучести. Таблица 1. Температурные интервалы вязкотекучести некоторых термопластов Не рекомендуется производить быстрый нагрев и охлаждение изделий с целью избежать температурного шока, который в свою очередь приводит к созданию высоких напряжений в материале и соответственно снижает механические (эксплуатационные) свойства изделия. Предпочтительней производить медленный нагрев материала. Не следует ускорять охлаждение наплавленного слоя с помощью холодного воздуха, воды и т.п. Быстрое охлаждение приводит к созданию в зоне сплавления и в наплавленном слое значительных перепадов температур, которые ведут к созданию больших внутренних напряжений, снижающих прочность наплавленного материала. После проведения работ по экструзионной наплавке изделие подвергается механической обработке,в целях придания ему необходимой геометрической формы и параметров шероховатости наплавленной поверхности. Патентные исследования не выявили способов восстановления изношенных пластиковых поверхностей методом экструзионной наплавки, характеризующейся заявленной совокупностью признаков,следовательно, можно предположить, что указанный способ соответствует критерию новизна. Использование совокупности отличительных признаков также неизвестно, что говорит о соответствии критерию изобретательский уровень. Заявляемый способ может быть осуществлен промышленным способом на любом производстве,следовательно, он соответствует критерию промышленная применимость. Процесс наплавки поясняется чертежом. На чертеже условно представлено восстанавливаемое изделие (плита) 1, экструдер со шнеком 2, наплавочная насадка 3, термофен 4, наплавленный слой 5. Сущность способа заключается в следующем. С целью определения характера и степени износа восстанавливаемого изделия (детали) 1 производят осмотр - дефектовку. Высокое качество при экструзионной наплавке может быть достигнуто, только если контактная поверхность детали 1, которая подлежит наплавке, правильно подготовлена. Она должна быть очищена от всех загрязнений, особенно от масляных и жировых. К загрязнениям также относится слой полимера, который мог подвергнуться ультрафиолетовому разрушению и диффузии инородного материала в поверхностный слой. Очистку предпочтительней производить механическим способом со снятием поверхностного слоя не менее чем на 1 мм. Также полимерный материал может собирать на своей поверхности влагу из окружающего воздуха. Если влага накоплена на основном материале, то от не также избавляются при механическом снятии поверхностного слоя. Если влага накоплена присадочным материалом, она испаряется в экструдере 2 и смешивается с пластифицированным присадочным материалом, но при остывании в наплавленном слое 5 образуется дефект в виде пор раковин, снижающих прочность наплавленного слоя 5. Горячий воздух экструдера 2 и увеличение высоты наплавляемого слоя 5 усиливает этот эффект. С целью недопущения вышеуказанного дефекта необходимо хранить присадочный материла в сухом помещении или предварительно перед применением просушить при температуре 80-90 С в сушильных печах в течение 12 ч; использовать систему осушения воздуха, подаваемого в зону наплавки; избегать разницы начальных температур основного и присадочного материалов, для этого хранить их в помещении; стремиться к понижению влажности в помещении, где производятся наплавочные работы; Для выполнения экструзионной наплавки применяются различные аппараты для экструзионной сварки. Сварочные экструзионные аппараты разработаны таким образом, чтобы гарантировать, что определенные параметры точно выдерживаются с целью максимизации качества выполнения работ. Это следующие параметры: температура присадочного материала, коэффициент расхода материала, температура горячего воздуха для предварительного нагрева, количество горячего воздуха. Скорость, которая может быть достигнута при наплавке, зависит от температурных режимов, расхода экструдируемого материала, площади наплавляемого слоя и конструкции насадки для формирования наплавленного слоя (далее - наплавочной насадки). Выбор экструдера 2 производится в зависимости от вышеуказанных параметров, геометрических-2 016284 размеров, предполагаемых к восстановлению деталей (изделий), марки восстанавливаемых термопластов. Современный сварочный экструзионный аппарат имеет функцию раздельного управления температурой в камере пластификации и воздухом для нагрева с индикацией данных на двух дисплеях пульта управления, что облегчает работу и контроль. Система электронного управления камерой пластификации не позволяет электродвигателю привода включаться до тех пор, пока материал не будет нагрет до нужной температуры. Это предупреждает преждевременную подачу напряжения на двигатель и привод шнека экструдера. Для обеспечения возможностей проведения экструзионной наплавки необходимо изготовить наплавочную насадку 3, при этом изготовляют е для каждого типа наплавляемой детали (группы деталей) по форме и размерам восстанавливаемой детали. В качестве материала для изготовления наплавочной насадки применяют, например, фторопласт-4 (политетрафторэтилен). При этом необходимо учитывать: производительность экструдера; температуру горячего воздуха для предварительного нагрева; температуру экструдируемого материала; такое свойство, как усадка наплавляемого материала; температуру окружающего воздуха при производстве наплавочных работ; максимально допустимую площадь поперечного сечения наплавляемого слоя. При изготовлении наплавочной насадки 3 необходимо руководствоваться принципом: чем шире наплавляемый слой, тем длиннее должна быть наплавочная насадка. При проведении процесса наплавки изделие располагают в технологической оснастке, например кондукторе. Процесс наплавочных работ в условиях ниже +10 С для уменьшения скорости охлаждения,необходимо укрывать наплавленный слой теплоизоляционными материалами. Выбор температур производят в зависимости от материала изделия, с которым производят наплавку. При наплавке образуется неразъемное соединение основного материала изделия и наплавленного слоя материала. После окончания наплавки во избежание появления деформаций вызванных внутренними напряжениями, остывание деталей в кондукторе осуществляется до температуры не выше +50 С по всей толщине изделия. Качество наплавочных работ можно оценить внешним смотром поверхности наплавленного слоя,механическими испытаниями образцов, эксплуатационными испытаниями. После проведения работ по экструзионной наплавке изделие при необходимости подвергается механической обработке в целях придания ему необходимой геометрической формы и параметров шероховатости наплавленной поверхности. Механическая обработка восстановленной (наплавленной) поверхности возможна с применением любых металлорежущих станков, но при этом надо учитывать возможность течения обрабатываемого материала в процессе механической обработки и необходимость подбора режимов мехобработки таким образом, чтобы температура обрабатываемой поверхности не превышала величину температуры плавления полимерного материала изделия. Пример конкретного выполнения способа Восстановление контактных поверхностей плит промежуточных камерного тапа к пресс-фильтруDIEMME ME-1500 (далее - плит), эксплуатируемых на обогатительной фабрике ОАО Учалинский ГОК. В процессе эксплуатации контактные поверхности плит подвергаются эксплуатационным нагрузкам: давление до 30 МПа на контактные поверхности плиты, вдавливание концентрата медно колчеданных руд в поверхностный слой плиты, локальный эрозионный износ. В результате вышеизложенного плиты перестают отвечать эксплуатационным требованиям. Для обеспечения возможности дальнейшей эксплуатации плит необходимо произвести их ремонт, заключающийся в восстановлении геометрических размеров контактных поверхностей плит с обеспечением требований эксплуатационной надежности изделия. При дефектовке плит определяется общая степень износа поверхности, величина и характер локальных дефектов в виде раковин, канавок, вдавливаний, волнистости и т.п., потеря общих геометрических размеров плиты и как следствие способ и глубина удаляемого поверхностного слоя плит. Глубина удаляемого поверхностного слоя в зависимости от степени износа составляет от 1 до 4 мм. Глубина удаляемого слоя в месте локальных дефектов составляет от 1 до 20 мм. При подготовке поверхности к восстановительной наплавке производится удаление поверхностного слоя на продольно-строгальном станке. Удаление поверхностного слоя с мест локальных дефектов и зоны, прилегающей к поверхности, подлежащей восстановлению на ширину 10-20 мм, производится электроинструментом (рубанок электрический, углошлифовальная машина, ручной электрический фрезер) или ручным инструментом (набор ножей для циклевания, скребков, стамесок по дереву и т.п.). По окончании подготовки поверхности плита укладывается в технологическую оснастку, например кондуктор, и фиксируется от возможного коробления в процессе наплавки. Оснастка необходима для ограничения течения основного и наплавляемого материалов в процессе наплавки, обеспечения формирования наплавленного слоя у края (торцевой поверхности) плиты, возможности опирания наплавоч-3 016284 ной насадки и передвижения е вдоль восстанавливаемой поверхности. Оснастка изготавливается из полосового профильного проката из низкоуглеродистой стали. Форма оснастки копирует геометрию боковых поверхностей плиты. При проведении испытания материала плит в лабораторных условиях по ГОСТ 11645-73 установлено, что они изготовлены из полипропилена марки 21003 по ГОСТ 26996-86. В качестве присадочного материала выбран пруток РКАТ/Е 04//РРС/К 7032 (круг, сер. КА 1. 7032) марки 02003. Для осуществления процесса наплавки, с учетом марки материала восстанавливаемой плиты и присадочного материала применяется ручной экструдер Dohle 2007 CS производства Германия. Для обеспечения образования наплавленного слоя изготовлена и применяется наплавочная насадка со следующими параметрами: материал - фторопласт-4; геометрические размеры по внутренней части: длина - 85 мм, ширина 70 мм, глубина 8 мм. Последовательность операций зависит от глубины выборки локальных дефектов и необходимого количества наплавляемого материала. Если глубина выборки локальных дефектов более 3 мм от остальной поверхности, то сначала наплавляют участок с локальным дефектом. Для наплавки локальных дефектов используется насадка, соответствующая геометрии выборки. Затем переходят к наплавке основной поверхности. Наплавку производят следующим образом. Для нагрева восстанавливаемой поверхности, например плиты 1, используют элемент устройство для нагрева воздуха - термофен 4, который входит в комплект экструдера. Воздух нагревают и подают через сопло на восстанавливаемую поверхность 1, чтобы нагреть ее непосредственно перед подачей расплавленного присадочного материала. Для обеспечения равномерного нагрева восстанавливаемой поверхности 1 по всей ширине на сопло термофена 4 изготовлена и используется насадка (на чертеже не показано) трапециевидной формы с размерами у основания 40 мм и шириной раскрытия 8 мм. Расстояние от сопла до поверхности 20-30 мм. Одновременно наплавляемый материал (пруток) нагревается в камере пластификации экструдера 2 до вязкотекущего состояния. По мере нагрева контактной поверхности до вязкотекучего состояния экструдер 2 перемещается вдоль наплавляемой поверхности 1 и при подходе наплавочной насадки 3 к активированной контактной поверхности включается подача эксрудируемого материала. Экструдируемый материал подается на активированную контактную поверхность 1 и придавливается скользящей наплавочной насадкой 3, формируя наплавочный слой 5. Экструдер 2 с учетом формы наплавочной насадки 3 должен устанавливаться под углом 9010 и передвигаться вдоль изделия, опираясь на технологическую оснастку. Для обеспечения плотного контакта между наплавляемой поверхностью 1 и гомогенной экструдируемой массой оператор кроме поступательного перемещения экструдера 2 осуществляет прижим наплавочной насадки 3 к технологической оснастке, создавая усилие вдоль экструдера 2. Это необходимо во избежание образования зазора между насадкой 3 и восстанавливаемой поверхностью 1, что может привести к поднятию насадки 3 и невозможности обеспечения формы наплавляемой поверхности. Температура нагретого воздуха и расплавленного присадочного материала, подаваемого в зону наплавки, регулируется блоком автоматики экструдера 2 и должна соответствовать указанным в таблице. Таблица 2 Данные табл. 2 приведены для температуры окружающего воздуха, плит, прутка в диапазоне 1822 С. Скорость наплавки при принятых параметрах находится в пределах 10-15 м/ч. При указанных параметрах наплавки, с учетом усадки наплавленного слоя величина наплавленного слоя составляет 5-6 мм. Перед выполнением последующего слоя производится механическая зачистка поверхности предыдущего слоя, которая в процессе наплавки последующего слоя будет переплавляться. Зачистка производится вручную или электроинструментами. По окончании восстановительной наплавки плита остывает в кондукторе до температуры не выше+50 С, после чего вынимается из кондуктора и направляется на механическую обработку. Механическая обработка плит производится с целью доведения геометрических размеров до номинальных. Как отмечалось ранее, механическая обработка наплавленной поверхности возможна с применением любых металлорежущих станков. Для механической обработки плит, с учетом загруженности станочного парка, применяется продольно строгальный станок модели 7216 Г. Механическая обработка производится торцевой фрезой со сменными резцами в два этапа: черновая обработка, чистовая обработка. Предлагаемый способ восстановления изделий из термопластичного материала методом экструзионной наплавки позволяет осуществлять быстро и качественно ремонт изделий и восстановление их в рабочий цикл. Наплавленный слой имеет равномерную по всей поверхности детали толщину.-4 016284 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки, заключающийся в том, что очищают и подготавливают поверхность восстанавливаемого изделия с удалением механическим способом поверхностного слоя восстанавливаемого изделия на глубину не менее 1 мм, активируют поверхность восстанавливаемого изделия нагревом горячим воздухом поверхностного слоя до вязкотекучего состояния в диапазоне температурного интервала вязкотекучести с параллельным нагревом наплавляемого термопластичного полимерного материала в камере пластификации экструдера до вязкотекущего состояния в диапазоне температурного интервала вязкотекучести, экструдируют наплавляемый материал на активированную восстанавливаемую поверхность через насадку экструдера, формирующую параметры наплавленного слоя, с условием обеспечения плотного контакта между основным и наплавляемым материалами с образованием неразъемного соединения между основным и наплавленным материалами, при этом наплавляемый материал имеет близкий химический состав и показатель текучести расплава к химическому составу и показателю текучести основного материала, далее выдерживают изделие до остывания, а после остывания механически обрабатывают поверхность до необходимых параметров. 2. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки по п.1, отличающийся тем, что перед наплавкой восстанавливаемое изделие размещают в технологической оснастке. 3. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки по п.1, отличающийся тем, что в качестве наплавляемого материала используют как полимерный пруток, так и гранулы полимера. 4. Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки по п.1, отличающийся тем, что используют многопроходную и многослойную наплавку.
МПК / Метки
МПК: B29C 47/02, B29C 73/02
Метки: способ, восстановления, материала, термопластичного, полимерного, методоm, изделий, экструзионной, наплавки
Код ссылки
<a href="https://eas.patents.su/6-16284-sposob-vosstanovleniya-izdelijj-iz-termoplastichnogo-polimernogo-materiala-metodom-ekstruzionnojj-naplavki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ восстановления изделий из термопластичного полимерного материала методом экструзионной наплавки</a>
Изделие из термопластичного материала и способ получения такого изделия
Номер патента: 5429
Опубликовано: 24.02.2005
Авторы: Жобер Арно, Пиаиа Эгон
МПК: C08L 23/06, C08L 25/06, C08L 101/00...
Метки: изделие, материала, термопластичного, способ, получения, такого, изделия
Формула / Реферат:
1. Изделие из термопластичного материала(ов), отличающееся тем, что оно содержит в своей массе частицы муки из лигнифицированного эндокарпия оливковых косточек, смешанные в качестве наполнителя с указанным(и) пластичным материалом(ами) перед получением изделия, причем термопластичный материал выбран из группы, образованной виниловыми, олефиновыми и стирольными полимерами и совместимыми смесями этих полимеров, а содержание муки составляет от 5 до...
Шихта порошковой проволоки для сварки и наплавки деталей из углеродистых сталей
Номер патента: 15686
Опубликовано: 31.10.2011
Авторы: Калашников Евгений Анатольевич, Криницына Елена Владимировна
МПК: B23K 35/02, B23K 35/368
Метки: сталей, углеродистых, порошковой, проволоки, деталей, наплавки, сварки, шихта
Формула / Реферат:
Шихта порошковой проволоки для сварки и наплавки углеродистых сталей, включающая флюсообразующие и легирующие компоненты, отличающаяся тем, что легирующие компоненты, по меньшей мере два из входящих в шихту, представляют собой наноразмерные частицы.
Способ восстановления работоспособности методом гемомагнитотерапии
Номер патента: 3851
Опубликовано: 30.10.2003
Авторы: Португалов Сергей Николаевич, Лосицкий Евгений Анатольевич, Плетнев Сергей Владимирович, Зеличенок Вадим Борисович, Остапенко Владислав Алексеевич, Суслов Феликс Павлович
МПК: A61N 2/04
Метки: способ, работоспособности, методоm, гемомагнитотерапии, восстановления
Формула / Реферат:
1. Способ восстановления работоспособности организма, при котором осуществляют воздействие на кровь импульсным переменным магнитным полем низкой частоты с интенсивностью, нормализующей биохимические параметры крови. 2. Способ по п.1, отличающийся тем, что магнитная индукция воздействующего переменного магнитного поля находится в пределах 30-150 мТл. 3. Способ по любому из пп.1 или 2, отличающийся тем, что воздействие на кровь осуществляется...
Способ восстановления бурильной трубы
Номер патента: 12553
Опубликовано: 30.10.2009
Авторы: Алеткин Юрий Михайлович, Глазов Виктор Васильевич, Захаров Леонид Владимирович, Тахаутдинов Шафагат Фахразович, Щелков Федор Лазаревич, Дьяков Александр Николаевич, Дмитриев Анатолий Валентинович, Смирнов Николай Владимирович, Вакула Андрей Ярославович, Дмитриев Артем Анатольевич
МПК: B23P 6/02, B23K 9/04, B23K 9/18...
Метки: способ, восстановления, бурильной, трубы
Формула / Реферат:
1. Способ восстановления бурильной трубы (1), в котором формируют на поверхности изношенной ниппельной (3) и муфтовой (4) части трубы (1) автоматической электродуговой наплавкой под флюсом (6) валик, при этом вращают трубу (1) и перемещают электроды (5) в прямом и обратном направлениях вдоль ее образующей, причем перед наплавкой устанавливают электроды (5) со смещением в горизонтальной плоскости против направления вращения трубы (1) с линейным...
Способ электронно-лучевой наплавки
Номер патента: 4576
Опубликовано: 24.06.2004
Авторы: Прибытков Геннадий Андреевич, Панин Виктор Евгеньевич, Клименов Василий Александрович, Белюк Сергей Иванович, Дураков Василий Григорьевич, Самарцев Виктор Павлович, Гальченко Нина Константиновна
МПК: B23K 15/00
Метки: электронно-лучевой, наплавки, способ
Формула / Реферат:
1. Способ электронно-лучевой наплавки, при котором на поверхности металлического изделия создают зону оплавления электронным лучом с линейной разверткой в виде нескольких параллельных линий, наплавляемый материал подают в зону оплавления, а наплавляемому изделию сообщают перемещение, отличающийся тем, что наплавляемую поверхность изделия предварительно очищают оплавлением электронным лучом без подачи наплавляемого материала, развертку...
Предыдущий патент: Структуры сепараторов батарей
Случайный патент: Газосепаратор