Металлическое волокно с фаской на проходящей в продольном направлении волокна кромке
Формула / Реферат
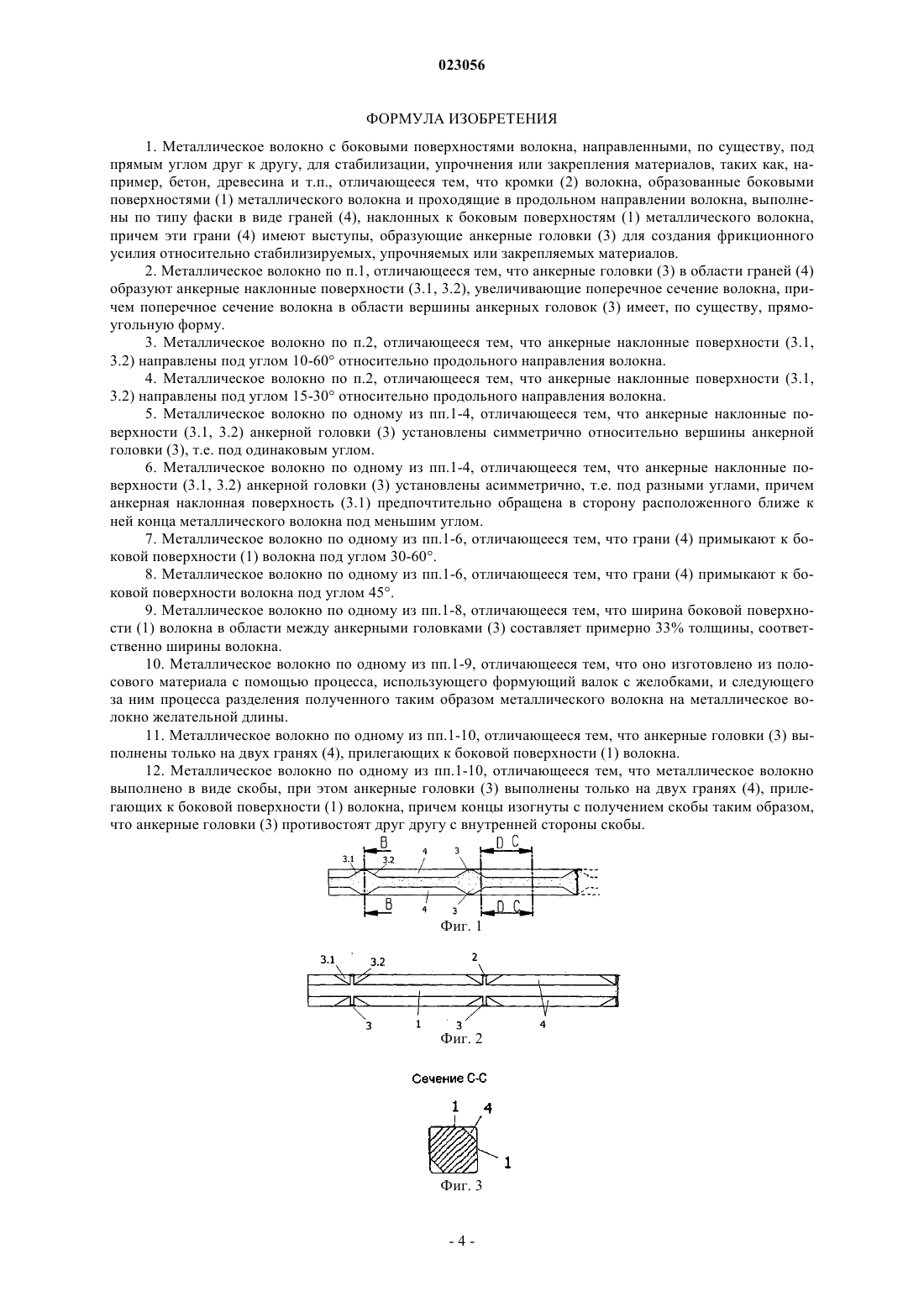
1. Металлическое волокно с боковыми поверхностями волокна, направленными, по существу, под прямым углом друг к другу, для стабилизации, упрочнения или закрепления материалов, таких как, например, бетон, древесина и т.п., отличающееся тем, что кромки (2) волокна, образованные боковыми поверхностями (1) металлического волокна и проходящие в продольном направлении волокна, выполнены по типу фаски в виде граней (4), наклонных к боковым поверхностям (1) металлического волокна, причем эти грани (4) имеют выступы, образующие анкерные головки (3) для создания фрикционного усилия относительно стабилизируемых, упрочняемых или закрепляемых материалов.
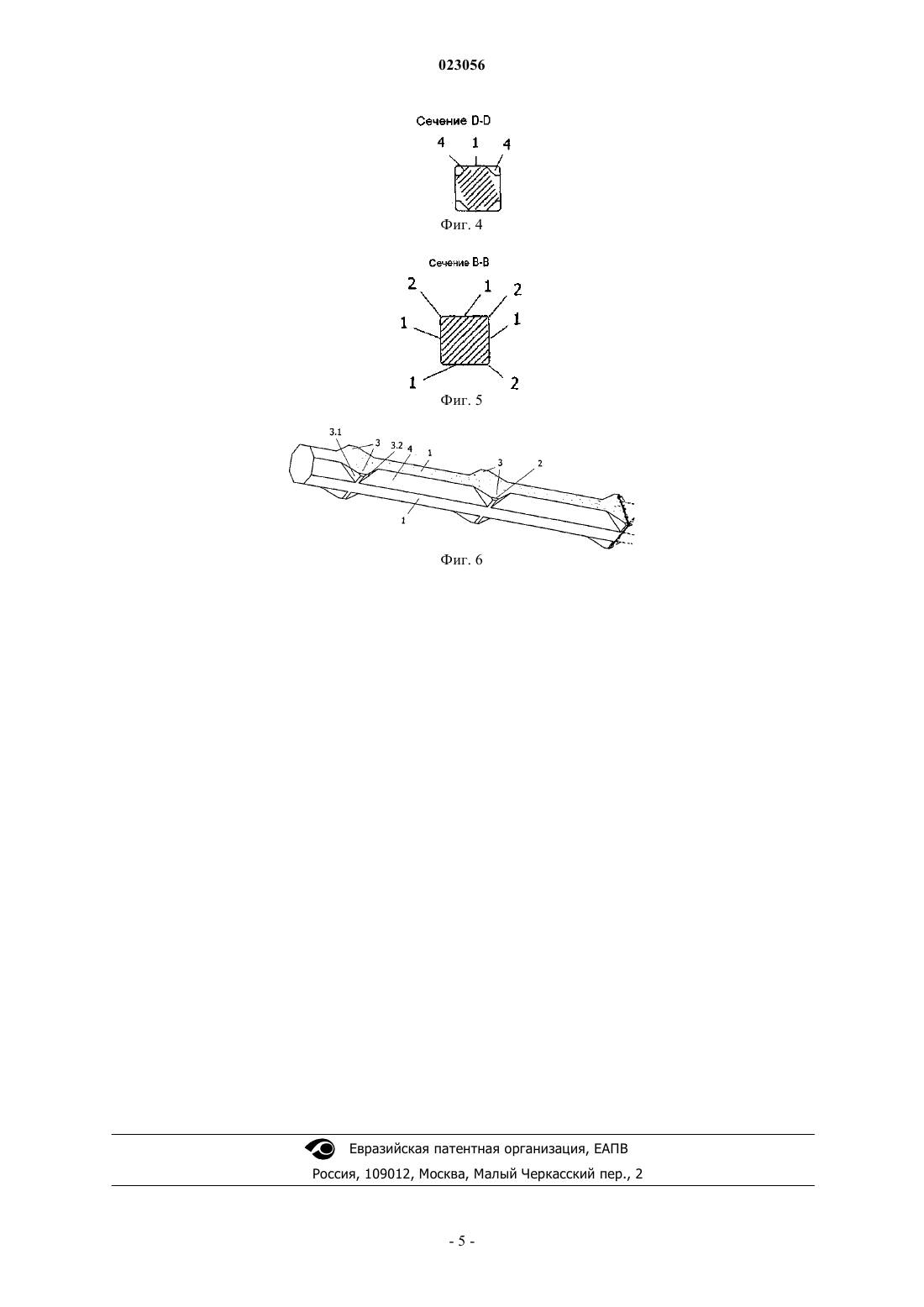
2. Металлическое волокно по п.1, отличающееся тем, что анкерные головки (3) в области граней (4) образуют анкерные наклонные поверхности (3.1, 3.2), увеличивающие поперечное сечение волокна, причем поперечное сечение волокна в области вершины анкерных головок (3) имеет, по существу, прямоугольную форму.
3. Металлическое волокно по п.2, отличающееся тем, что анкерные наклонные поверхности (3.1, 3.2) направлены под углом 10-60° относительно продольного направления волокна.
4. Металлическое волокно по п.2, отличающееся тем, что анкерные наклонные поверхности (3.1, 3.2) направлены под углом 15-30° относительно продольного направления волокна.
5. Металлическое волокно по одному из пп.1-4, отличающееся тем, что анкерные наклонные поверхности (3.1, 3.2) анкерной головки (3) установлены симметрично относительно вершины анкерной головки (3), т.е. под одинаковым углом.
6. Металлическое волокно по одному из пп.1-4, отличающееся тем, что анкерные наклонные поверхности (3.1, 3.2) анкерной головки (3) установлены асимметрично, т.е. под разными углами, причем анкерная наклонная поверхность (3.1) предпочтительно обращена в сторону расположенного ближе к ней конца металлического волокна под меньшим углом.
7. Металлическое волокно по одному из пп.1-6, отличающееся тем, что грани (4) примыкают к боковой поверхности (1) волокна под углом 30-60°.
8. Металлическое волокно по одному из пп.1-6, отличающееся тем, что грани (4) примыкают к боковой поверхности волокна под углом 45°.
9. Металлическое волокно по одному из пп.1-8, отличающееся тем, что ширина боковой поверхности (1) волокна в области между анкерными головками (3) составляет примерно 33% толщины, соответственно ширины волокна.
10. Металлическое волокно по одному из пп.1-9, отличающееся тем, что оно изготовлено из полосового материала с помощью процесса, использующего формующий валок с желобками, и следующего за ним процесса разделения полученного таким образом металлического волокна на металлическое волокно желательной длины.
11. Металлическое волокно по одному из пп.1-10, отличающееся тем, что анкерные головки (3) выполнены только на двух гранях (4), прилегающих к боковой поверхности (1) волокна.
12. Металлическое волокно по одному из пп.1-10, отличающееся тем, что металлическое волокно выполнено в виде скобы, при этом анкерные головки (3) выполнены только на двух гранях (4), прилегающих к боковой поверхности (1) волокна, причем концы изогнуты с получением скобы таким образом, что анкерные головки (3) противостоят друг другу с внутренней стороны скобы.

Текст
МЕТАЛЛИЧЕСКОЕ ВОЛОКНО С ФАСКОЙ НА ПРОХОДЯЩЕЙ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ ВОЛОКНА КРОМКЕ В изобретении представлено металлическое волокно, которое имеет наружные поверхности (1) волокна, направленные, по существу, под прямым углом друг к другу, и может быть снабжено изогнутыми концами в виде скобы. Оно служит для стабилизации, упрочнения или закрепления материалов, таких как бетон, древесина и т.п. Кромки (2) волокна, образованные наружными поверхностями (1) металлического волокна и проходящие в продольном направлении волокна,выполнены по типу фаски в виде граней (4), наклонных к наружным поверхностям (1) волокна. Эти грани (4) имеют выступы, образующие анкерные головки (3) относительно стабилизируемых,упрочняемых или закрепляемых материалов.(71)(73) Заявитель и патентовладелец: ЦЕНТ УНД ЦЕНТ ГМБХ УНД КО КГ Изобретение относится к металлическому волокну с наружными поверхностями волокна, направленными, по существу, под прямым углом друг к другу, а также с изогнутыми под углом концами в виде скобы для стабилизации, упрочнения или закрепления материалов, таких как бетон, древесина и т.п. Такие металлические волокна в прямом исполнении используются, например, для повышения работоспособности бетона в отношении способности выдерживать нагрузки при растяжении, сжатии и ударные нагрузки в качестве добавки к бетону, благодаря чему можно воспрепятствовать, например, тому,чтобы образовавшаяся в бетоне трещина не расползалась дальше в результате дальнейшего увеличения. Металлические волокна с расположенными под углом, т.е. U-образными, концами в виде скоб используются в качестве соединительного элемента в пластичных и эластичных материалах, т.е., например, в самом широком смысле в области древесины, в строительной и мебельной промышленности, а также в области пластмасс. Во всех этих применениях, как правило, желательно воздействовать на формовку металлических волокон таким образом, чтобы они были в состоянии воспринимать растягивающие усилия со стороны окружающих их материалов. В случае металлических волокон для использования в бетоне, выполняемых обычно в виде стальных волокон из тонкой проволоки, принято, например, образовывать на концах волокна изгибы, причем замечено, что из-за этого воспринимаемые растягивающие усилия относительно ограничены, поскольку стальное волокно из тонкой проволоки под действием растягивающей нагрузки изменяет свою крючкообразную форму, т.е. может быть вытянуто через образованный им канал. Благодаря крючкообразной форме на обоих концах стального волокна из проволоки в принципе улучшается лишь фрикционное соединение между волокном и бетоном. В случае скоб, обрабатываемых, например, посредством электрических скобозабивателей и наклеенных для этого в большинстве случаев в виде стержней, такая формовка вряд ли возможна, так что здесь для создания достаточных сил трения со стороны окружающего скобу материала, препятствующих легкому вытягиванию скобы, все время приходится работать со скобами с относительно длинными ножками. В этой связи в основу изобретения положена задача усовершенствования металлических волокон обоих типов волокна вышеупомянутого типа в том смысле, чтобы они по сравнению с окружающим материалом при одинаковой длине обладали значительно большей сопротивляемостью растягивающей нагрузке в продольном направлении. Это усовершенствование возможно в рамках нового способа изготовления без больших дополнительных затрат. Эта задача согласно изобретению решается за счет того, что кромки волокна, образованные наружными поверхностями металлического волокна и проходящие в продольном направлении волокна, выполнены по типу фаски в виде граней, наклонных к наружным поверхностям волокна, и что эти грани имеют выступы, образующие анкерные головки относительно стабилизируемых или упрочняемых соответственно закрепляемых материалов. Преимущество, достигнутое благодаря изобретению, по существу, заключается в том, что эти анкерные головки, которых в продольном направлении металлического волокна может быть предусмотрено множество, при растягивающей нагрузке создают фрикционные усилия в отношении окружающего материала по отдельности, так что при одинаковой длине волокон в совокупности достигается значительно большая нагрузочная способность. В предпочтительном варианте выполнения изобретения предусмотрено, чтобы анкерные головки в области граней образовывали анкерные наклонные поверхности, увеличивающие поперечное сечение волокна, причем чтобы поперечное сечение волокна в области вершины анкерных головок, по существу,имело прямоугольную форму. Кроме того, при этом оказалось предпочтительно, чтобы анкерные наклонные поверхности располагались под углом 10-60 относительно продольного направления волокна и при изготовлении из полосового материала - с наклоном в направлении прежней поверхности исходного полосового материала. При этом особенно благоприятно, чтобы анкерные наклонные поверхности при этом были направлены под углом 15-30 относительно продольного направления волокна, используемого в бетоне. Обычно металлическому волокну - особенно прямому стальному волокну, используемому в бетоне,придают такую форму, чтобы восемь анкерных наклонных поверхностей анкерной головки были установлены осесимметрично и симметрично относительно вершины анкерной головки, т.е. под одинаковым углом. В случае скобы из металлического волокна для увеличения фрикционных усилий, во всяком случае,в одном направлении без ослабления при этом самих анкерных головок предлагается также располагать анкерные наклонные поверхности анкерной головки асимметрично относительно вершины анкерной головки, т.е. под неравными углами, причем в этом случае анкерная наклонная поверхность предпочтительным образом обращена к расположенному ближе к ней концу металлического волокна в направлении забивки под меньшим углом. Грани в рамках изобретения примыкают к наружной поверхности волокна под углом 30-60. Обычно ориентировка осуществляется таким образом, чтобы грани примыкали к наружной поверхности волокна под углом 45. Если изготовление металлических волокон осуществляется из полосового материа-1 023056 ла с помощью процесса с использованием формующего валка с желобками, то наружные поверхности волокна образованы дважды поверхностью полосы и дважды поверхностью излома. Кроме того, оправдала себя формовка такого типа, при котором ширина наружной поверхности волокна в области между анкерными головками составляет примерно 33% толщины или ширины волокна. Таким образом, между анкерными головками стального волокна для бетона получается примерно восьмиугольное поперечное сечение. Общим правилом при этом является то, что металлическое волокно, если его рассматривать в продольном направлении, в частности, может изменять свои геометрические свойства. Так, например, анкерные головки могут отличаться друг от друга по форме и размеру; грани между двумя соответствующими анкерными головками также могут быть по-разному отформованы по ширине и угловому положению, причем даже расстояние между отдельными анкерными головками может выбираться как эквидистантным, так и периодически или свободно изменяемым. Исходный материал для металлического волокна в отношении прочности материала и твердости может выбираться в соответствии с целью его применения; поэтому в качестве исходного материала рассматривается весь спектр прочности от пластичного до твердого. Для стального волокна при использовании в бетоне скорее походит нижняя часть спектра, а для скобы из металлического волокна - верхняя часть спектра плотности вплоть до наивысшей. В качестве исходного материала для изготовления металлического волокна в принципе рассматриваются все соответствующие исходные формы. Для этого может быть использована также обычная стальная проволока. Однако предпочтительным с точки зрения простоты и дешевизны способа изготовления является производство с помощью процесса с использованием формующего валка с желобками при известных условиях с последующим правильным процессом перед процессом разделения. После того как стальные волокна для использования в бетоне изготовлены из исходного материала с помощью процесса с использованием формующего валка с желобками, образованная таким образом полоса из стального волокна затем разделяется. Анкерные крепления получаются с помощью V-образных прерываний вершин желобков формующего валка с желобками. Формовка клиновидных анкерных креплений происходит, с одной стороны, с помощью V-образных углов прерываний и выбранной глубины этих Vобразных прерываний относительно глубины желобка. V-образный угол задает на продукте угол анкерного клина. С помощью глубины желобка и глубины V-образных прерываний формируется размер анкерного крепления. Если, например, V-образное прерывание выполняется глубже намеченной глубины желобка, то вершина анкерной головки становится шире. V-образные прерывания, как правило, вышлифовываются в прокатном инструменте параллельно оси прокатного инструмента на желательном расстоянии от анкерных креплений. Если это покажется полезным, V-образные прерывания могут вышлифовываться спиралеобразно. Разделение полос стальных волокон в стальные волокна может осуществляться с помощью процесса резания, отвечающего дну соответствующего желобка, причем в результате обычного процесса резания анкерные крепления относительно сильно деформируются. Поэтому рекомендуется готовить процесс разделения с помощью правильного процесса, с надрезом анкерных головок на одной линии с отдельными днищами желобков. Затем стальные волокна следует отрезать на желательную длину стального волокна. В случае скобы из стального волокна с анкерным креплением следует применять способ согласно DE 102008034250. Обычно анкерные головки устанавливаются на всех четырех гранях и относительно продольного направления волокна на соответствующей одинаковой высоте. Однако, точно так же существует возможность выполнения анкерных головок на изменяющихся между ними расстояниях или же только попарного выполнения на гранях верхней и нижней сторон полосы. Последнее, в частности, рекомендуется тогда, когда металлическое волокно формуется в скобу,причем в этом случае анкерные головки выполняются только на обеих гранях, прилегающих к наружной поверхности волокна, причем концы в этом случае изгибаются в скобу под углом таким образом, что анкерные головки с внутренней стороны скобы располагаются друг против друга. Ниже изобретение более подробно поясняется на примере выполнения стального волокна для бетона, изображенном на чертежах, где фиг. 1 - изображает фрагментарно вид сбоку металлического волокна согласно изобретению,фиг. 2 - вид сверху предмета изобретения на фиг. 1,фиг. 3 - разрез предмета изобретения на фиг. 1 по линии С-С,фиг. 4 - разрез предмета изобретения на фиг. 1 по линии D-D. фиг. 5 - разрез предмета изобретения на фиг. 1 по линии В-В,фиг. 6 - металлическое волокно в перспективе. Стальное волокно, изображенное на чертеже, предусмотрено для использования в бетоне и служит для повышения работоспособности бетона в отношении способности выдерживать нагрузки на растяжение, сжатие и ударные нагрузки. При этом стальные волокна при трещинообразовании в бетоне по мере возможности должны препятствовать дальнейшему распространению трещин. Более подробно не показанная на чертежах U-образная скоба из металлических волокон используется в качестве многогранного соединительного элемента, например для относительно пластичного и эластичного материала, как, на-2 023056 пример, для древесины во всех вариантах и пластмассы, часто в строительстве и в мебельной промышленности. В отдельности металлическое волокно, в данном примере выполнения изготовленное вышеупомянутым способом с использованием формующего валка с желобками, содержит наружные поверхности 1 волокна, направленные, по существу, перпендикулярно друг другу, причем кромки 2 волокна, образованные наружными поверхностями волокна и проходящие в продольном направлении волокна, выполнены по типу фаски в виде граней 4, наклонных к наружным поверхностям 1 волокна. Эти грани 4 имеют выступы, образующие анкерные головки 3 относительно стабилизируемых или закрепляемых материалов. Как видно из чертежа, анкерные головки 3 образуют в области граней 4 анкерные наклонные поверхности 3.1, 3.2, увеличивающие поперечное сечение волокна, причем поперечное сечение волокна в области вершин анкерных головок 3 имеет, по существу, прямоугольную форму, как это видно на фиг. 5. Область вершины анкерной головки 3 не должна быть линейной, а вполне может иметь ширину, например, 0,03 мм. Это достигается за счет того, что в процессе выполнения желобков V-образное прерывание вершин желобков выбирается несколько глубже, чем глубина желобков. Разность поперечных сечений между более или менее восьмиугольным поперечным сечением волокна и поперечным сечением в области анкерной головки 3 составляет в зависимости от глубины желобка около 25% и в качестве силового замыкания существенна для эффективного анкерного крепления при растягивающей нагрузке. Разность поперечных сечений между поперечным сечением волокна и поперечным сечением анкерной головки 3 устанавливается с помощью угла желобка, практически равного 90, и относительной глубины желобка. Если желобок является, например, настолько глубоким, что противолежащие вершины желобков почти соприкасаются, то поперечное сечение волокна становится почти четырехугольным или прямоугольным,а разность поперечных сечений становится при этом больше (примерно до 50%). В этом случае в области между вершинами желобков когда-нибудь также происходят деформационные разрывы, указывающие на усталость материала и являющиеся поэтому безусловно нежелательными. Анкерные наклонные поверхности 3.1, 3.2 могут быть направлены под углом 10-60 относительно продольного направления волокна, причем на практике скорее будет использоваться меньший интервал примерно в диапазоне 15-30, чем это показано на чертеже на фиг. 1. Как видно далее, в случае металлических волокон для использования в бетоне восемь анкерных наклонных поверхностей анкерной головки являются соответственно осесимметричными и симметричными друг другу относительно вершины анкерной головки, т.е. они установлены под одинаковым углом. Если же, например, при одной скобе усилия вытягивания хотят увеличить без аналогичного увеличения забивки скобы в закрепляемый материал, то анкерные наклонные поверхности 3.1, 3.2 анкерной головки 3 могут быть также установлены асимметрично вершине анкерной головки 3, т.е. под разными углами,причем в этом случае предпочтительно, например, чтобы анкерные наклонные поверхности 3.1 были обращены к расположенному ближе к ним концу металлического волокна под меньшим углом. Грани 4, как видно, в частности, на фиг. 3, примыкают к наружной поверхности 1 волокна под углом 45; однако в принципе в рамках изобретения эти грани 4 можно установить так, чтобы они примыкали к наружным поверхностям 1 волокна под углом 30-60, причем ширина граней зависит от глубины желобка. Ширина наружных поверхностей 1 волокна в области между анкерными головками 3 в принципе зависит от материала металлического волокна, а также от способа изготовления, т.е. при полосовом исходном материале от толщины полосы, параметров инструмента и глубины желобков, и может составлять около 33% толщины или ширины волокна. В области между анкерными креплениями в случае стального волокна для бетона и при скобе из металлического волокна в большинстве случаев стремятся скорее к прямоугольному поперечному сечению. Обычное стальное волокно из тонкой проволоки лучшего качества изготавливается из относительно высокопрочных нелегированных сортов стали. Для стального волокна для бетона, когда используется полосовой исходный материал, при изготовлении волокна с помощью процесса с использованием формующего валка с желобками с последующим при известных условиях правильным процессом, а также с процессами отделения и резки на мерные длины в зависимости от цели применения может использоваться исходный материал из стали различного качества -от пластичного до твердого. Для скобы из металлического волокна, как правило, желателен высокопрочный исходный материал. Это может быть высокопрочная специальная сталь или высокопрочная нелегированная или легированная сталь. В принципе могут быть использованы все материалы, если они обладают подходящими свойствами. В изображенном примере выполнения анкерные головки 3 выполнены на всех четырех гранях 4; однако в особых случаях применения анкерными головками можно также снабжать лишь отдельные грани 4. Это предлагается, например, при варианте выполнения в качестве скобы, когда анкерные головки выполнены только на обеих гранях 4, примыкающих к наружной поверхности волокна, причем концы в этом случае изогнуты в скобу таким образом, что анкерные головки 3 противостоят друг другу только с внутренней стороны скобы. Таким образом, скоба со своей U-образной наружной стороны не содержит никаких мешающих выступов, представляющих при известных условиях опасность повреждения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Металлическое волокно с боковыми поверхностями волокна, направленными, по существу, под прямым углом друг к другу, для стабилизации, упрочнения или закрепления материалов, таких как, например, бетон, древесина и т.п., отличающееся тем, что кромки (2) волокна, образованные боковыми поверхностями (1) металлического волокна и проходящие в продольном направлении волокна, выполнены по типу фаски в виде граней (4), наклонных к боковым поверхностям (1) металлического волокна,причем эти грани (4) имеют выступы, образующие анкерные головки (3) для создания фрикционного усилия относительно стабилизируемых, упрочняемых или закрепляемых материалов. 2. Металлическое волокно по п.1, отличающееся тем, что анкерные головки (3) в области граней (4) образуют анкерные наклонные поверхности (3.1, 3.2), увеличивающие поперечное сечение волокна, причем поперечное сечение волокна в области вершины анкерных головок (3) имеет, по существу, прямоугольную форму. 3. Металлическое волокно по п.2, отличающееся тем, что анкерные наклонные поверхности (3.1,3.2) направлены под углом 10-60 относительно продольного направления волокна. 4. Металлическое волокно по п.2, отличающееся тем, что анкерные наклонные поверхности (3.1,3.2) направлены под углом 15-30 относительно продольного направления волокна. 5. Металлическое волокно по одному из пп.1-4, отличающееся тем, что анкерные наклонные поверхности (3.1, 3.2) анкерной головки (3) установлены симметрично относительно вершины анкерной головки (3), т.е. под одинаковым углом. 6. Металлическое волокно по одному из пп.1-4, отличающееся тем, что анкерные наклонные поверхности (3.1, 3.2) анкерной головки (3) установлены асимметрично, т.е. под разными углами, причем анкерная наклонная поверхность (3.1) предпочтительно обращена в сторону расположенного ближе к ней конца металлического волокна под меньшим углом. 7. Металлическое волокно по одному из пп.1-6, отличающееся тем, что грани (4) примыкают к боковой поверхности (1) волокна под углом 30-60. 8. Металлическое волокно по одному из пп.1-6, отличающееся тем, что грани (4) примыкают к боковой поверхности волокна под углом 45. 9. Металлическое волокно по одному из пп.1-8, отличающееся тем, что ширина боковой поверхности (1) волокна в области между анкерными головками (3) составляет примерно 33% толщины, соответственно ширины волокна. 10. Металлическое волокно по одному из пп.1-9, отличающееся тем, что оно изготовлено из полосового материала с помощью процесса, использующего формующий валок с желобками, и следующего за ним процесса разделения полученного таким образом металлического волокна на металлическое волокно желательной длины. 11. Металлическое волокно по одному из пп.1-10, отличающееся тем, что анкерные головки (3) выполнены только на двух гранях (4), прилегающих к боковой поверхности (1) волокна. 12. Металлическое волокно по одному из пп.1-10, отличающееся тем, что металлическое волокно выполнено в виде скобы, при этом анкерные головки (3) выполнены только на двух гранях (4), прилегающих к боковой поверхности (1) волокна, причем концы изогнуты с получением скобы таким образом,что анкерные головки (3) противостоят друг другу с внутренней стороны скобы.
МПК / Метки
МПК: E04C 5/07, E04C 5/03, E04C 5/01
Метки: направлении, продольном, волокна, проходящей, волокно, фаской, кромке, металлическое
Код ссылки
<a href="https://eas.patents.su/6-23056-metallicheskoe-volokno-s-faskojj-na-prohodyashhejj-v-prodolnom-napravlenii-volokna-kromke.html" rel="bookmark" title="База патентов Евразийского Союза">Металлическое волокно с фаской на проходящей в продольном направлении волокна кромке</a>
Соединенный прогон с двумя или более примыкающими друг к другу с перехлестом в продольном направлении деревянными балками, а также крепежный элемент для соединения двух перехлестывающихся концевых зондеревянных балок для использования в прогоне
Номер патента: 1022
Опубликовано: 28.08.2000
Автор: Маттле Пауль
МПК: E04B 1/26, F16B 5/02, E04C 3/12...
Метки: соединения, направлении, прогоне, продольном, друг, зондеревянных, использования, двух, элемент, другу, концевых, крепежный, соединенный, примыкающими, деревянными, прогон, перехлестом, балок, перехлестывающихся, более, балками, также, двумя
Формула / Реферат:
1. Соединенный прогон из двух или нескольких перехлестывающихся в продольном направлении, примыкающих друг к другу деревянных балок (2, 3), причем перехлестывающиеся концевые зоны взаимно соединены с помощью крепежных элементов, отличающийся тем, что перехлестывающиеся концевые зоны деревянных балок (2, 3) соединены друг с другом винтами (5), которые проходят, по меньшей мере, приблизительно в плоскости, проходящей поперек прилегающим друг к...
Способ изготовления синтетического волокна для использования его в искусственных травяных покрытиях для спортивных площадок и такое синтетическое волокно
Номер патента: 8915
Опубликовано: 31.08.2007
Авторы: Слотвег Герт Бастиан, Ван Дер Гааг Фредерик Ян, Ольде Вегхейс Маринус Хендрикус
МПК: D01F 8/06, E01C 13/08, D01D 5/42...
Метки: использования, волокна, волокно, покрытиях, синтетического, площадок, искусственных, способ, изготовления, синтетическое, такое, спортивных, травяных
Формула / Реферат:
1. Способ изготовления синтетического волокна для использования в искусственном травяном покрытии для спортивных площадок, включающий стадии: i) обеспечения слоя синтетического материала и ii) получения синтетического волокна из слоя синтетического материала, отличающийся тем, что слой синтетического материала образуют по меньшей мере из двух слоев различных синтетических материалов, используя процесс совместной экструзии. 2. Способ по п.1,...
Способы получения полиоксадиазольной нити и полиоксадиазольного волокна, нить и волокно, полученные этими способами
Номер патента: 15707
Опубликовано: 31.10.2011
Автор: undefined
МПК: D01F 6/74, D01D 5/12, D01D 5/098...
Метки: получения, волокна, нити, способами, полученные, полиоксадиазольного, нить, полиоксадиазольной, волокно, этими, способы
Формула / Реферат:
1. Способ получения полиоксадиазольной нити, при котором получают (со)полимерный прядильный раствор, для чего последовательно загружают сначала серную кислоту, содержащую 17-65 мас.% свободного ангидрида, затем 0,02-22,9 мас.% арилендикарбоновой кислоты, представляющей собой терефталевую кислоту с 0,004-0,017 мас.% паратолуиловой кислоты или смесь терефталевой кислоты и 0,5-99,0 мас.% изофталевой кислоты с 0,004-0,017 мас.% смеси паратолуиловой...
Волокно-предшественник углеродного волокна, способ его получения и способ получения углеродного волокна
Номер патента: 18977
Опубликовано: 30.12.2013
Авторы: Каваками Дайсуке, Эндо Макото, Танака Фумихико
Метки: волокно-предшественник, способ, волокна, углеродного, получения
Формула / Реферат:
1. Волокно-предшественник углеродного волокна, характеризующееся среднемассовой молекулярной массой Mw(F) в диапазоне от 200000 до 700000 и степенью полидисперсности Mz(F)/Mw(F) (где Mz(F) указывает на Z-среднюю молекулярную массу волокна) в диапазоне от 2 до 5, где данное волокно-предшественник изготовлено из полимера на основе полиакрилонитрила.2. Волокно-предшественник углеродного волокна по п.1, где параметр формы Вейбулла m(Р) у предела...
Волокно, имитирующее природное растительное волокно, способ его изготовления и изготовленная из него ткань
Номер патента: 17657
Опубликовано: 28.02.2013
Авторы: Чэнь Хун-Цзэнь, Хуан Тина
МПК: D01F 6/04, D03D 15/00, D01F 1/10...
Метки: него, ткань, волокно, способ, изготовления, растительное, природное, имитирующее, изготовленная
Формула / Реферат:
1. Способ изготовления волокна, имитирующего растительное природное волокно, который включает следующие этапы:(a) подготовку нижеуказанных материалов:(а1) крошку первого полиолефина (10-80 вес.% (в расчете на общий вес материала)), который представляет собой полипропилен с молекулярной массой 3,15´105 г/моль или полиэтилен с молекулярной массой 1,5-2,5´105 г/моль, в качестве субстрата;(а2) микрокапсулы (5-50 вес.%), выполненные из...