Металлоприемник промежуточного ковша для непрерывной разливки металла
Номер патента: 21783
Опубликовано: 31.08.2015
Авторы: Косянчук Александр Викторович, Токарев Александр Владимирович, Аксельрод Лев Моисеевич, Горелов Николай Вячеславович
Формула / Реферат
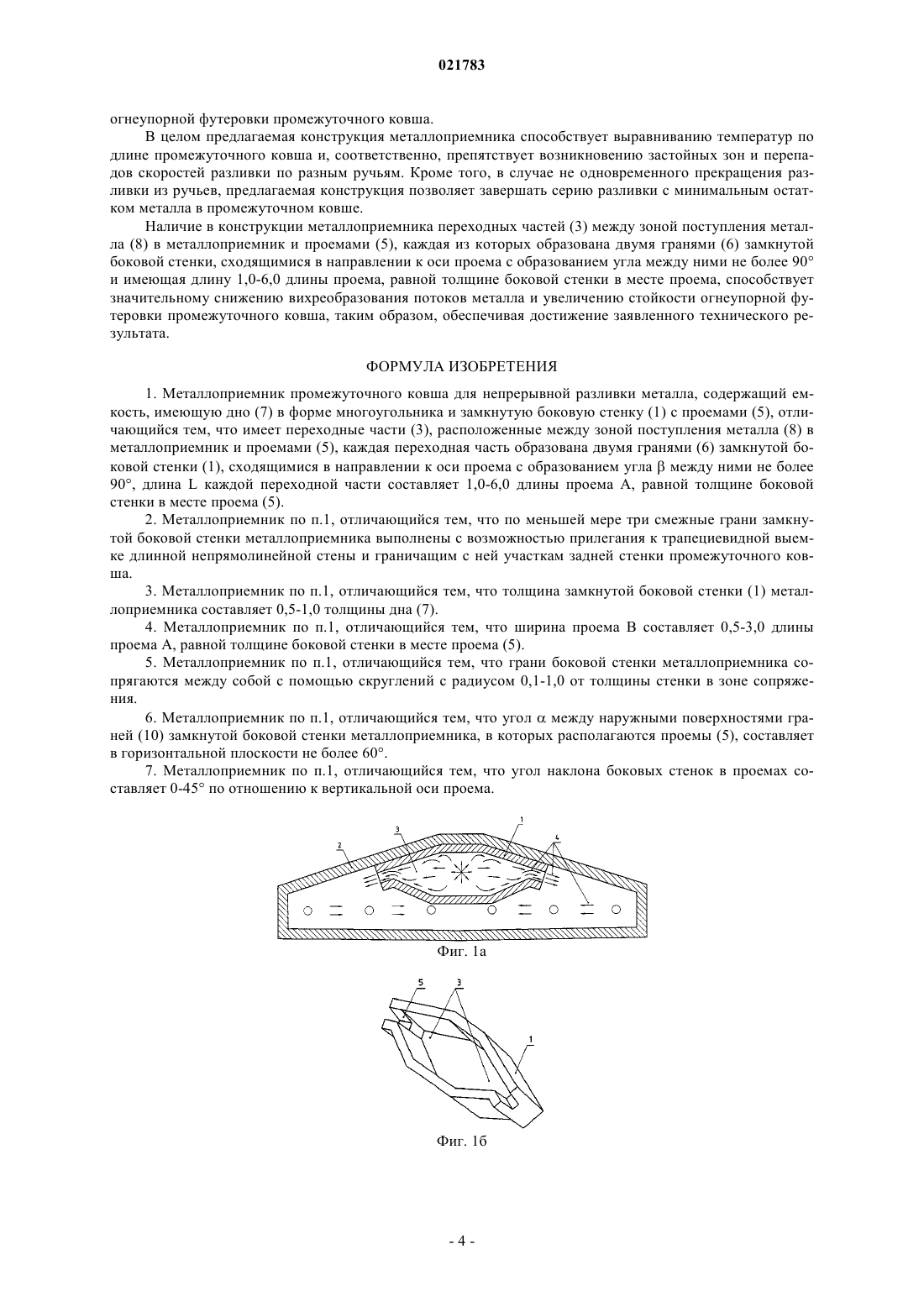
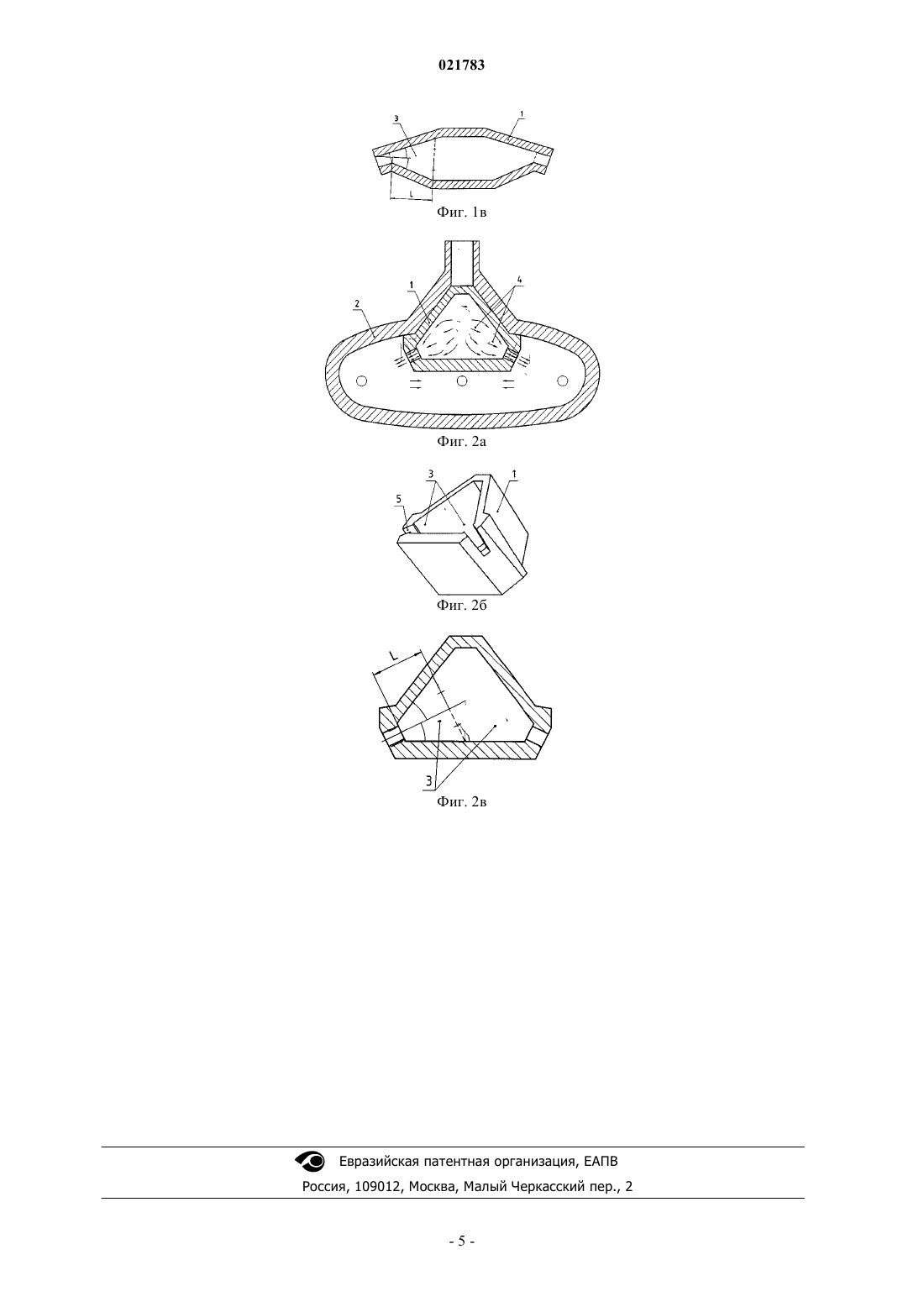
1. Металлоприемник промежуточного ковша для непрерывной разливки металла, содержащий емкость, имеющую дно (7) в форме многоугольника и замкнутую боковую стенку (1) с проемами (5), отличающийся тем, что имеет переходные части (3), расположенные между зоной поступления металла (8) в металлоприемник и проемами (5), каждая переходная часть образована двумя гранями (6) замкнутой боковой стенки (1), сходящимися в направлении к оси проема с образованием угла β между ними не более 90°, длина L каждой переходной части составляет 1,0-6,0 длины проема А, равной толщине боковой стенки в месте проема (5).
2. Металлоприемник по п.1, отличающийся тем, что по меньшей мере три смежные грани замкнутой боковой стенки металлоприемника выполнены с возможностью прилегания к трапециевидной выемке длинной непрямолинейной стены и граничащим с ней участкам задней стенки промежуточного ковша.
3. Металлоприемник по п.1, отличающийся тем, что толщина замкнутой боковой стенки (1) металлоприемника составляет 0,5-1,0 толщины дна (7).
4. Металлоприемник по п.1, отличающийся тем, что ширина проема В составляет 0,5-3,0 длины проема А, равной толщине боковой стенки в месте проема (5).
5. Металлоприемник по п.1, отличающийся тем, что грани боковой стенки металлоприемника сопрягаются между собой с помощью скруглений с радиусом 0,1-1,0 от толщины стенки в зоне сопряжения.
6. Металлоприемник по п.1, отличающийся тем, что угол α между наружными поверхностями граней (10) замкнутой боковой стенки металлоприемника, в которых располагаются проемы (5), составляет в горизонтальной плоскости не более 60°.
7. Металлоприемник по п.1, отличающийся тем, что угол наклона боковых стенок в проемах составляет 0-45° по отношению к вертикальной оси проема.

Текст
МЕТАЛЛОПРИЕМНИК ПРОМЕЖУТОЧНОГО КОВША ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА Изобретение относится к области металлургии и может быть использовано, в частности, в установках для непрерывной разливки металла. Металлоприемник промежуточного ковша для непрерывной разливки металла, содержащий емкость, имеющую дно (7) и замкнутую боковую стенку (1) с проемами (5), дополнительно имеет переходные части (3), расположенные между зоной поступления металла (8) в металлоприемник и проемами (5), причем каждая переходная часть образована двумя гранями (6) замкнутой боковой стенки, сходящимися в направлении к оси проема с образованием угламежду ними не более 90, длина L каждой переходной части составляет 1,0-6,0 длины проема А, равной толщине боковой стенки в месте проема (5). Аксельрод Лев Моисеевич, Токарев Александр Владимирович, Горелов Николай Вячеславович, Косянчук Александр Викторович (RU) Изобретение относится к области металлургии и может быть использовано, в частности, в установках для непрерывной разливки металла. Известен металлоприемник промежуточного ковша для непрерывной разливки металла, содержащий стаканообразную мкость, имеющую дно и замкнутую боковую стенку воронкообразной формы. Внешняя поверхность боковой стенки состоит из частей, отличающихся между собой углами наклона, а внутренняя поверхность - из частей, отличающихся между собой углами наклона и выступающих навстречу друг другу частей, замкнутая боковая стенка сделана трапециеподобной формы в горизонтальном разрезе части внешней и соответствующей ей части внутренней поверхностей, на противоположных частях боковой стенки сделаны проемы. При этом все соединнные части внутренней боковой поверхности расположены относительно друг друга под углом 90. (UA 51118 от 15.05.2008 г., МПКB 22D 41/00). Известен также металлоприемник промежуточного ковша для непрерывной разливки металла, который содержит огнеупорную емкость, образованную опорной плитой (дном) и стенкой с проемами, при этом толщина стенки равна 0,25-0,5 толщины дна, а прорези расположены симметрично, оси симметрии в горизонтальной плоскости составляют угол 45-180. (UA 51522 от 14.12.2009 г., МПК B 22D 41/00). Известен также металлоприемник (приемный колодец) для непрерывной разливки металла, состоящий из опорной плиты, имеющей верхнюю ударную поверхность, и боковых стенок, хотя бы одна из которых выполнена с возможностью полного прилегания к огнеупорной футеровке одной из боковых стен промежуточного ковша. Опорная плита и стенки могут быть выполнены одним изделием или из отдельных частей. Опорная плита может быть выполнена в форме многоугольника. Суммарная площадь наружных поверхностей металлоприемника, прилегающих к футеровке промковша, составляет не менее 30% от общей наружной поверхности металлоприемника, а хотя бы в одной из боковых стенок имеется отверстие. Одна из боковых стен имеет высоту не менее 75% от высоты рабочего пространства промковша. (RU 2400327 от 27.04.2009 г. МПК B 22D 41/00). Известные модели металлоприемника не рассматривают и не учитывают характер истечения металла в горизонтальной плоскости. Стаканообразная (ведрообразная) форма металлоприемника обусловливает непрямолинейный в горизонтальном сечении характер истечения металла из металлоприемника в разливочную зону промковша. При ударе о дно металлоприемника струя металла, разливаемого из сталеразливочного ковша, отражается равномерно во все стороны (360) относительно оси падения струи, а не только (и не столько) в направлении проемов металлоприемника. Отражаясь от задней (трапециевидной) и передней (противоположной ей) частей боковой стенки, потоки металла закручиваются в горизонтальном сечении навстречу друг другу и сталкиваются вблизи проемов. Проемы, имея низкое соотношение толщины и ширины, не способны придать выходящим из проемов потокам металла заданное направление (вдоль осей проемов, лежащих в горизонтальной плоскости). При внезапном сужении русла на входе в проемы создаются пространства с завихрениями жидкого металла, которые образуются в пристенном пространстве широкой части русла (внутри металлоприемника). Такие же завихрения образуются в начале узкой части русла за счт того, что при входе в не (узкую часть) металл продолжает некоторое время двигаться по инерции в направлении центра проема, и основное русло потока ещ некоторое время продолжает сужаться. Вследствие этого потоки металла, выходящие из проемов, приобретают разнонаправленные в горизонтальном сечении, в т.ч. расходящиеся, направления, что приводит к образованию завихрений в непосредственной близости от огнеупорной футеровки длинных стен промковша и ее повышенному износу, преимущественно на участках футеровки, граничащих с частями боковой поверхности металлоприемника, направленными к торцам промковша. Отсутствие дополнительных граней боковой поверхности металлоприемника, закрывающих участки футеровки длинных стен промковша, непосредственно примыкающие к "дельте" (трапециевидной выемке длинной непрямолинейной стены) промковша, обусловливает повышенный износ футеровки промковша в этих зонах. Описываемая в патенте UA 51118 модель металлоприемника, у которого две противоположные части боковой стенки, обращенные к длинным стенам промковша (в т.ч. к так называемой "дельте" - трапециевидной выемке длинной непрямолинейной стены промковша), примыкают к ним (закрепляются в футеровке промежуточного ковша), фактически разделяет пространство разливочной зоны промковша на две изолированные части, что затрудняет выравнивание температур по длине промковша и, соответственно, способствует возникновению застойных зон и перепадов скоростей разливки по разным ручьям. Кроме того, образование двух изолированных пространств в промковше может послужить причиной образования значительного остатка металла в одной из изолированных половин промковша по окончании разливки, в случае не одновременного прекращения разливки из ручьев ("закрытия" ручьев), расположенных в изолированных половинах промковша. В металлоприемнике, описанном в патенте UA 51522, низкое соотношение толщины боковой стенки по отношению к толщине дна обусловливает опережающий износ стенок с их последующим разрушением, либо в случае значительных абсолютных величин толщины боковой стенки приводит к удорожанию себестоимости стальной продукции по причине низкой степени выработки ресурса стойкости донной части металлоприемника и перерасхода огнеупорного материала при его изготовлении. Кроме того,в процессе износа тонких стенок проемов происходит смещение потоков расплавленного металла, вслед-1 021783 ствие чего создаются неблагоприятные условия для снижения степени турбулентности потоков металла,что негативно отражается на качестве металла. Описываемая в патенте RU 2400327 модель металлоприемника не обеспечивает равномерного распределения потоков расплавленного металла с локализацией турбулентности и формированием струи в заданном направлении в зависимости от конструкции промежуточного устройства. Техническая задача, на решение которой направлено заявляемое изобретение, заключается в создании металлоприемника промежуточного ковша для непрерывной разливки металла, обеспечивающего достижение технического результата. Технический результат, достигаемый в заявляемом изобретении, заключается в снижении вихреобразования потоков металла в объеме промежуточного ковша и увеличении стойкости огнеупорной футеровки промежуточного ковша. Указанный технический результат достигается тем, что металлоприемник промежуточного ковша для непрерывной разливки металла, содержащий емкость, имеющую дно (7) в форме многоугольника и замкнутую боковую стенку (1) с проемами (5), согласно изобретению, имеет переходные части (3), расположенные между зоной поступления металла (8) в металлоприемник и проемами (5), причем каждая переходная часть образована двумя гранями (6) замкнутой боковой стенки (1), сходящимися в направлении к оси проема с образованием углане более 90, длина L каждой переходной части составляет 1,06,0 длины проема А, равной толщине боковой стенки в месте проема (5). По меньшей мере, три смежные грани замкнутой боковой стенки металлоприемника выполнены с возможностью прилегания к трапециевидной выемке длинной непрямолинейной стены и граничащим с ней участкам задней стенки промежуточного ковша. Толщина боковой стенки (1) металлоприемника составляет 0,5-1,0 толщины его дна (7). Ширина проема В составляет 0,5-3,0 длины проема А, равной толщине боковой стенки в месте проема (5). Грани боковой стенки металлоприемника сопрягаются между собой с помощью скруглений с радиусом 0,1-1,0 от толщины стенки в зоне сопряжения. Уголмежду наружными поверхностями граней (10) боковой стенки металлоприемника, в которых располагаются проемы, составляет в горизонтальной плоскости не более 60. Угол наклона боковых стенок в проемах составляет 0-45 по отношению к вертикальной оси проема. Роль каждой из переходных частей (3) выполняет конфузор - плавное сужение в горизонтальной плоскости ширины пространства от зоны поступления металла (8) в металлоприемник по направлению к проемам - образуемый двумя гранями (6) замкнутой боковой стенки (1), сходящимися в направлении к оси проема (5) с образованием угламежду ними не более 90. Зона поступления металла (8) в металлоприемник ограничена условными начальными границами(12) переходных частей (3). Предлагаемое изобретение поясняется чертежами, где на фиг. 1 б, 2 б, показаны конкретные формы выполнения металлоприемника в зависимости от конструкции промежуточного ковша, не исключающие другие варианты в пределах формулы предлагаемого изобретения. На фиг. 1 а, 2 а показано расположение металлоприемника и направление потоков металла, выходящих из проемов металлоприемника, в объеме различных конструкций промежуточного ковша. На фиг. 1 в, 2 в показаны металлоприемники в горизонтальном сечении, где L - длина переходной части. Длина переходной части (L на фиг. 1 в, 2 в) составляет 1,0-6,0 длины проема А, равной толщине боковой стенки в месте проема. Длина переходной части (L на фиг. 1 в, 2 в) определяется в горизонтальной плоскости по оси симметрии переходной части (3) от точки (11) пересечения оси симметрии проема (5) и оси симметрии переходной части (3) до точки пересечения оси симметрии переходной части (3) и условной начальной границы (12) переходной части. В качестве оси симметрии переходной части принимается биссектриса угламежду двумя гранями (6) замкнутой боковой стенки (1), сходящимися в направлении к оси проема (5) и образующими переходную часть (3). Условная начальная граница (12) переходной части (3) образована перпендикуляром к оси симметрии переходной части, проходящим через ближайшую к соответствующему проему точку изгиба (13) замкнутой боковой стенки (1) (место, где изменяется угол между осью симметрии переходной части и боковой стенкой - фиг. 1 в), либо (фиг. 2 в) проходящим через ближайшую к соответствующему проему точку пересечения (14) оси симметрии металлоприемника и грани замкнутой боковой стенки (1). Внезапное сужение сечения на входе потока металла в проем металлоприемника, которое имеет место в существующих аналогах металлоприемников, всегда вызывает гидравлические потери энергии,обусловленные трением потока при входе в узкий проем и потерями на вихреобразование. Потери на вихреобразование вызываются тем, что поток не обтекает входной угол, а срывается с него, что приводит к сужению потока в проеме металлоприемника, при этом пространство вокруг суженной части потока заполняется завихренным металлом. Течение жидкого металла в переходной части в заявляемом металлоприемнике сопровождается увеличением скорости и падением давления. Так как давление в начале переходной части больше, чем в конце, причин к возникновению вихреобразования нет. Небольшое вихреобразование и отрыв потока от стенки с одновременным сжатием потока возникает лишь на выходе из переходной части в месте соединения с проемом боковой стенки. Данное явление исчезает по мере течения металла внутри проема. Создание в заявляемом металлоприемнике переходных частей (3) с указанными параметрами (угломмежду гранями (6) замкнутой боковой стенки (1), сходящимися в направлении к оси проема (5),составляющим не более 90 и длиной, составляющей 1,0-6,0 длины проема А, равной толщине боковой стенки в месте проема), направлено на достижение технического результата. Указанные параметры переходных частей (3), определенные опытным путем с помощью моделирования потоков расплавленного металла в объеме металлоприемника, позволяют, по меньшей мере, в 2 раза снизить гидравлическое сопротивление и вихреобразование на входе потоков металла (4) в проемы (5) металлоприемника по сравнению с существующими аналогами металлоприемников. При углеболее 90 и/или длине L переходной части (3), меньшей, чем 1,0 (одна) длина проема А,существенно падает эффективность снижения гидравлического сопротивления и вихреобразования на входе потоков металла (4) в проемы (5) металлоприемника. Замкнутая боковая стенка (1) металлоприемника выполнена толщиной 0,5-1,0 толщины его дна (7). Указанное соотношение толщин обеспечивает равностойкость дна и стен металлоприемника: низкое соотношение толщины замкнутой боковой стенки (1) по отношению к толщине дна (7) обусловливает опережающий износ стенок с их последующим разрушением, либо, в случае значительных абсолютных величин толщины боковой стенки, приводит к удорожанию себестоимости стальной продукции по причине низкой степени выработки ресурса стойкости донной части металлоприемника и перерасхода огнеупорного материала при его изготовлении. Кроме того, в процессе износа тонких стенок проемов происходит смещение потоков расплавленного металла, вследствие чего создаются неблагоприятные условия для снижения степени турбулентности потоков металла, что негативно отражается на качестве металла. Ширина проема В составляет 0,5-3,0 длины проема А, равной толщине боковой стенки в месте проема (5). Данное соотношение ширины и длины проема обеспечивает допустимый износ стенок проема (5) при достижении равномерного поля скоростей потоков металла в выходном сечении проема. Слишком узкий проем, шириной менее 0,5 длины проема А, может послужить причиной опережающего износа стенок проема и преждевременного их разрушения, а слишком широкий проем, шириной более 3,0 длины проема А, не обеспечивает достаточной степени выравнивания скоростей и направлений потоков металла в выходном сечении. Грани боковой стенки сопрягаются между собой с помощью скруглений с радиусом 0,1-1,0 от толщины стенки в зоне сопряжения. Создание плавных сопряжений дополнительно снижает сопротивление движению металла и сопутствующее вихреобразование, т.е. способствует снижению степени турбулентности потоков металла. Уголмежду наружными поверхностями граней (10) замкнутой боковой стенки (1), в которых располагаются проемы (5), составляет в горизонтальной плоскости не более 60. Расположение граней(10) замкнутой боковой стенки, в которых находятся проемы (5), по отношению друг к другу определяет направление выходящих из металлоприемника потоков металла и варьируется в зависимости от конструкции промежуточного ковша (его длины, количества и расположения ручьев). При угле более 60 значительно снижается конструктивная прочность металлоприемника. Угол наклона боковых стенок в проемах (5) составляют 0-45 по отношению к вертикальной оси проема. Увеличение ширины проема В по его высоте способствует тому, что в верхней части проема имеет место минимальная скорость истечения металла из металлоприемника, что препятствует захвату металлом неметаллических включений из шлака, а также снижает нагрузку на верхнюю часть боковой стенки металлоприемника, подверженную опережающему износу. Разный угол наклона боковых стенок проемов позволяет регулировать (выравнивать) скорость износа стенок в зависимости от конструкции металлоприемника и места падения струи металла в металлоприемник. Металлоприемник, представляющий собой емкость, имеющий дно (7) в форме многоугольника и замкнутую боковую стенку (1), устанавливается на дно промежуточного ковша (2) таким образом, что,по меньшей мере, три смежные грани (9) замкнутой боковой стенки (1) металлоприемника прилегают к"дельте" (трапециевидной выемке длинной непрямолинейной стены) промежуточного ковша (2). Часть замкнутой боковой стенки (1), диаметрально противоположная части, прилегающей к "дельте", не прилегает к стенке промежуточного ковша (2), образуя свободное пространство между металлоприемником и передней боковой стенкой промежуточного ковша (2), соединяющее рабочий объем промежуточного ковша (2) по всей его длине. Металл поступает в металлоприемник через огнеупорный металлопровод(на чертеже не показан). В объеме металлоприемника истечение металла происходит в переходные части(3) по направлению к проемам (5) (фиг. 1 а, 2 а). Переходные части (3) формируют заданное направление выходящих из металлоприемника потоков металла (4) в объем промежуточного ковша (2), снижая вихреобразование потоков металла в объеме промежуточного ковша и способствуя увеличению стойкости огнеупорной футеровки промежуточного ковша. В целом предлагаемая конструкция металлоприемника способствует выравниванию температур по длине промежуточного ковша и, соответственно, препятствует возникновению застойных зон и перепадов скоростей разливки по разным ручьям. Кроме того, в случае не одновременного прекращения разливки из ручьев, предлагаемая конструкция позволяет завершать серию разливки с минимальным остатком металла в промежуточном ковше. Наличие в конструкции металлоприемника переходных частей (3) между зоной поступления металла (8) в металлоприемник и проемами (5), каждая из которых образована двумя гранями (6) замкнутой боковой стенки, сходящимися в направлении к оси проема с образованием угла между ними не более 90 и имеющая длину 1,0-6,0 длины проема, равной толщине боковой стенки в месте проема, способствует значительному снижению вихреобразования потоков металла и увеличению стойкости огнеупорной футеровки промежуточного ковша, таким образом, обеспечивая достижение заявленного технического результата. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Металлоприемник промежуточного ковша для непрерывной разливки металла, содержащий емкость, имеющую дно (7) в форме многоугольника и замкнутую боковую стенку (1) с проемами (5), отличающийся тем, что имеет переходные части (3), расположенные между зоной поступления металла (8) в металлоприемник и проемами (5), каждая переходная часть образована двумя гранями (6) замкнутой боковой стенки (1), сходящимися в направлении к оси проема с образованием угламежду ними не более 90, длина L каждой переходной части составляет 1,0-6,0 длины проема А, равной толщине боковой стенки в месте проема (5). 2. Металлоприемник по п.1, отличающийся тем, что по меньшей мере три смежные грани замкнутой боковой стенки металлоприемника выполнены с возможностью прилегания к трапециевидной выемке длинной непрямолинейной стены и граничащим с ней участкам задней стенки промежуточного ковша. 3. Металлоприемник по п.1, отличающийся тем, что толщина замкнутой боковой стенки (1) металлоприемника составляет 0,5-1,0 толщины дна (7). 4. Металлоприемник по п.1, отличающийся тем, что ширина проема В составляет 0,5-3,0 длины проема А, равной толщине боковой стенки в месте проема (5). 5. Металлоприемник по п.1, отличающийся тем, что грани боковой стенки металлоприемника сопрягаются между собой с помощью скруглений с радиусом 0,1-1,0 от толщины стенки в зоне сопряжения. 6. Металлоприемник по п.1, отличающийся тем, что уголмежду наружными поверхностями граней (10) замкнутой боковой стенки металлоприемника, в которых располагаются проемы (5), составляет в горизонтальной плоскости не более 60. 7. Металлоприемник по п.1, отличающийся тем, что угол наклона боковых стенок в проемах составляет 0-45 по отношению к вертикальной оси проема.
МПК / Метки
МПК: B22D 41/00
Метки: непрерывной, металлоприемник, металла, разливки, промежуточного, ковша
Код ссылки
<a href="https://eas.patents.su/6-21783-metallopriemnik-promezhutochnogo-kovsha-dlya-nepreryvnojj-razlivki-metalla.html" rel="bookmark" title="База патентов Евразийского Союза">Металлоприемник промежуточного ковша для непрерывной разливки металла</a>
Металлоприемник промежуточного ковша для непрерывной разливки металла
Номер патента: 20982
Опубликовано: 31.03.2015
Авторы: Аксельрод Лев Моисеевич, Косянчук Александр Викторович, Токарев Александр Владимирович, Горелов Николай Вячеславович
МПК: B22D 41/00
Метки: металла, непрерывной, металлоприемник, ковша, промежуточного, разливки
Формула / Реферат:
1. Металлоприемник промежуточного ковша для непрерывной разливки металла, содержащий емкость, выполненную одним изделием или из отдельных частей, имеющую дно в форме многоугольника и замкнутую боковую стенку с проемами, отличающийся тем, что дополнительно имеет в горизонтальном сечении переходные части между зоной поступления металла в металлоприемник и проемами шириной не более 2,0 максимальной ширины проема и длиной 1,0-6,0 длины проема,...
Способ непрерывной разливки стали и погружной стакан для непрерывной разливки стали
Номер патента: 16943
Опубликовано: 30.08.2012
Авторы: Францки Рената, Дорн Константин, Пустаханов Сергей, Шумахер Эдгар
МПК: B22D 41/50, B22D 11/103
Метки: стакан, погружной, разливки, способ, непрерывной, стали
Формула / Реферат:
1. Способ непрерывной разливки стали, включающий подачу перегретого металла из промежуточного ковша в кристаллизатор прямоугольного сечения через погружной стакан, имеющий в верхней части, примыкающей к промежуточному ковшу, заливочный канал, отличающийся тем, что используют стакан, содержащий по меньшей мере два глуходонных выходных канала, размещенных в объеме стакана, посредством которых проходящий через заливочный канал перегретый металл в...
Кристаллизатор для непрерывной разливки блюмов, слябов или сортовых заготовок
Номер патента: 17205
Опубликовано: 30.10.2012
Авторы: Рериг Адальберт, Кава Франц
МПК: B22D 11/055
Метки: слябов, сортовых, кристаллизатор, заготовок, разливки, блюмов, непрерывной
Формула / Реферат:
1. Кристаллизатор для непрерывной разливки блюмов, слябов или сортовых заготовок, снабженный опорной оболочкой (4, 4') или опорными пластинами (61, 62) и имеющий гильзу кристаллизатора (2; 2'; 2") или выполненный как пластинчатый кристаллизатор, причем гильзовый кристаллизатор (2; 2'; 2") или пластинчатый кристаллизатор опирается через проходящие в его продольном направлении (L) и распределенные по его периферии опорные профили (15;...
Разливочный стакан, устройство для его введения и/или удаления и установка для разливки металла
Номер патента: 6691
Опубликовано: 24.02.2006
Авторы: Табюрьо Стефан, Ханс Эрик
МПК: B22D 41/56, B22D 41/28, B22D 41/50...
Метки: удаления, введения, установка, разливочный, металла, стакан, разливки, устройство
Формула / Реферат:
1. Разливочный стакан (1) содержит трубчатую деталь (3), ограничивающую канал разливки (6), и на своем верхнем конце плиту (2), имеющую отверстие, ограничивающее канал разливки (6), при этом указанная плита (2) имеет верхнюю поверхность, контактирующую с расположенным выше по ходу элементом (9) канала разливки, и нижнюю поверхность, образующую сопряжение с верхней частью трубчатой детали (3) стакана, причем указанная плита (2) имеет две плоские...
Валок и валковая система для установки непрерывной разливки стали
Номер патента: 20786
Опубликовано: 30.01.2015
Авторы: Шпрингманн Георг, Ноббе Маттиас, Хассельбринк Дирк, Вармбир Дитер, Дратва Кристиан
МПК: F16L 27/08, B22D 11/128
Метки: разливки, установки, валок, валковая, система, стали, непрерывной
Формула / Реферат:
1. Питаемый охлаждающей средой бесцапфовый валок (2) для установки непрерывной разливки стали с вращательно-симметричной обечайкой (6) валка для приема охлаждающей среды и по меньшей мере с одной вставкой (5) валка, имеющей крепление (4) для подшипника (3) валка, устанавливаемого на цапфе опорного кронштейна, при этом вставка (5) валка расположена внутри обечайки (6) валка и герметично прилегает к ней, при этом вставка (5) валка и обечайка (6)...
Предыдущий патент: Цементно-стружечная плита
Следующий патент: Фармацевтические композиции c длительным высвобождением
Случайный патент: Мезопористый алюмогель и способ его получения