Баллистически стойкий лист и баллистически стойкое изделие
Номер патента: 14219
Опубликовано: 29.10.2010
Авторы: Мариссен Рулоф, Эс Ван Мартин Антониус, Хёфнагельс Хен, Йонгедейк Марсел
Формула / Реферат
1. Баллистически стойкий лист, содержащий стопку из по меньшей мере четырех монослоев, где каждый монослой содержит однонаправленно ориентированные армирующие волокна с пределом прочности на растяжение от 3,5 до 4,5 ГПа и не более 20 мас.% матричного материала, поверхностная плотность монослоя составляет по меньшей мере 25 г/м2и направление волокон в каждом монослое повернуто по отношению к направлению волокон в соседнем монослое.
2. Баллистически стойкий лист по п.1, в котором поверхностная плотность монослоя равна по меньшей мере 40 г/м2.
3. Баллистически стойкий лист по п.1 или 2, в котором монослой содержит не более 18,5 мас.% матричного материала.
4. Баллистически стойкий лист по любому из пп.1-3, в котором однонаправленно ориентированные армирующие волокна имеют предел прочности на растяжение от 3,6 до 4,3 ГПа.
5. Баллистически стойкий лист по любому из пп.1-4, в котором однонаправленно ориентированные армирующие волокна являются сильно вытянутыми полиэтиленовыми волокнами.
6. Баллистически стойкий лист по любому из пп.1-5, в котором матричный материал имеет модуль при 100% растяжения по меньшей мере 3 МПа.
7. Баллистически стойкий лист по любому из пп.1-6, в котором линейная плотность одиночной нити составляет не более 2 денье.
8. Баллистически стойкое формованное изделие, содержащее по меньшей мере 10 баллистически стойких листов по любому из пп.1-6.
9. Баллистически стойкое формованное изделие по п.8, дополнительно содержащее керамическую или металлическую ударную сторону.
10. Защитная одежда типа пуленепробиваемого жилета, содержащая баллистически стойкое формованное изделие по п.8 или 9.
11. Применение баллистически стойкого листа по любому из пп.1-7 для изготовления баллистически стойких изделий.
Текст
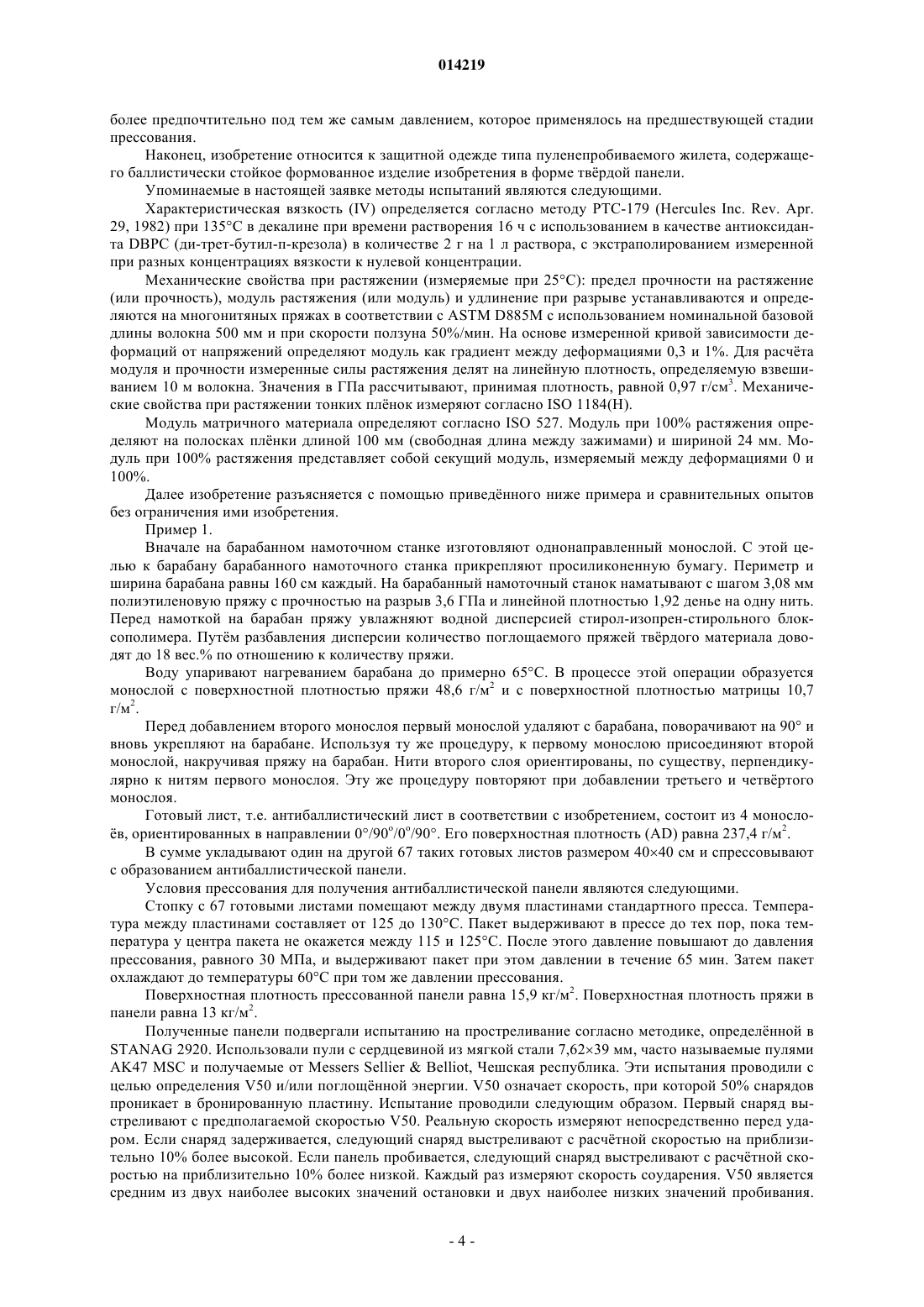
(71)(73) Заявитель и патентовладелец: ДСМ АйПи АССЕТС Б.В. (NL) Эс Ван Мартин Антониус, Йонгедейк Марсел, Мариссен Рулоф, Хфнагельс Хен (NL) Представитель: Изобретение относится к баллистически стойкому листу, содержащему стопку по меньшей мере из четырех монослоев, каждый из которых содержит однонаправленно ориентированные армирующие волокна с пределом прочности на растяжение от 3,5 до 4,5 ГПа и не более 20 мас.% матричного материала, и при этом поверхностная прочность монослоя равна по меньшей мере 25 г/м 2, а направление волокон в каждом монослое поврнуто по отношению к направлению волокон в соседнем монослое. Изобретение, кроме того, относится к баллистически стойкому формованному изделию, т.е. к профилированной детали, содержащей по меньшей мере два баллистически стойких листа согласно изобретению, которые могут быть использованы, например, в качестве панели для применения, например, на каком-либо транспортном средстве, в частности выгнутой панели, в качестве тврдой вкладки, например для применения в защитной одежде и пуленепробиваемых жилетах и т.п. Баллистически стойкое формованное изделие согласно изобретению обеспечивает защиту от баллистических ударов, таких как удары пуль и баллистических осколков. 014219 Настоящее изобретение относится к баллистически стойкому листу и баллистическому стойкому изделию. Баллистически стойкий лист содержит стопку по меньшей мере из 4 монослов, каждый из которых содержит однонаправленно ориентированные армирующие волокна и не более 20 мас.% матричного материала, и при этом направление волокон в каждом монослое поврнуто по отношению к направлению волокон в соседнем монослое. Такой баллистически стойкий лист весьма пригоден для применения в прессованных или формованных баллистически стойких изделиях типа панелей и, в частности, изогнутых панелей. Такой баллистически стойкий лист известен из US 4623574. В этой публикации раскрыто изготовление баллистически стойких листов путм перекрстного переплетения и укладывания один на другой нескольких монослов, каждый из которых содержит однонаправленно выровненные волокна длинноцепочечного полиэтилена и матричного материала, с последующим прессованием их в лист. В примере 1 раскрытия сообщается об изготовлении монослоя путм плотного спирального накручивания полиэтиленовых волокон на барабанный намоточный станок с одновременным покрыванием однонаправленно выровненных волокон раствором Kraton D1107. Несколько полученных таким образом монослов укладывали один на другой таким образом, что направление волокон в одном монослое было перпендикулярно направлению волокон в соседнем слое. Полученную стопку помещали между параллельными пластинами в прессе Аполлона и прессовали под давлением 0,6 МПа при температуре 130 С в течение 5 мин, после чего охлаждали. Существует непрерывное стремление к улучшению баллистически стойких формованных изделий,и авторы настоящего изобретения неожиданным образом нашли баллистически стойкий лист, позволяющий изготовлять прессованные панели или баллистически стойкие формованные изделия с улучшенной формуемостью. Улучшенная формуемость означает, что в процессе формования баллистически стойкого изделия, в частности изогнутого баллистически стойкого изделия, содержащего несколько баллистически стойких листов изобретения, получают однородное изделие, о чм можно судить визуально,например, по отсутствию неравномерной складчатости баллистически стойких листов у указанного изделия после формования. Согласно настоящему изобретению получен улучшенный баллистически стойкий лист, содержащий стопку по меньшей мере из 4 монослов, каждый из которых содержит однонаправленно ориентированные армирующие волокна с пределом прочности на растяжение от 3,5 до 4,5 ГПа и не более 20 мас.% матричного материала, и при этом поверхностная плотность монослоя равна по меньшей мере 25 г/м 2, а направление волокон в каждом монослое поврнуто по отношению к направлению волокон в соседнем монослое. Баллистически стойкий лист согласно изобретению обладает хорошей формуемостью. Это можно видеть при формовании изогнутого баллистически стойкого изделия, включающего несколько уложенных один на другой баллистически стойких листов изобретения, где однородное формованное изделие получают без образования неупорядоченных складок баллистически стойких листов. Дополнительным преимуществом является то, что баллистически стойкий лист согласно изобретению обладает дополнительными улучшенными антибаллистическими характеристиками. Выражение монослой в настоящем изобретении относится к слою однонаправленно ориентированных армирующих волокон и матричному материалу, который в основном удерживает волокна вместе. Баллистически стойкий лист содержит стопку по меньшей мере из 4 монослов, преимущественно по меньшей мере 4 монослоя соединены или прикреплены один к другому. Монослои уложены один на другой таким образом, что направление волокон в каждом слое поврнуто по отношению к направлению волокон в соседнем монослое. Угол поворота, который означает наименьший угол, заключнный между волокнами соседних монослов, составляет преимущественно от 0 до 90 и более предпочтительно от 10 до 80. Наиболее предпочтителен угол от 45 до 90 С. Волокна в баллистически стойком листе изобретения обладают пределом прочности на растяжение от 3,5 до 4,5 ГПа. Преимущественно волокна обладают пределом прочности на растяжение от 3,6 до 4,3 ГПа, более предпочтительно от 3,7 до 4,1 ГПа или наиболее предпочтительно от 3,75 до 4,0 ГПа. Волокнами могут быть неорганические или органические волокна. Подходящими неорганическими волокнами являются, например, стеклянные волокна, углеродные волокна и керамические волокна. Подходящими органическими волокнами с указанным высоким пределом прочности на растяжение являются, например, ароматические полиамидные волокна (часто называемые арамидными волокнами),в частности волокна из поли(п-фенилентерефталамида), жидкокристаллических полимеров и полимеров с лестничной структурой, таких как полибензимидазолы или полибензоксазолы, в частности поли(1,4 фенилен-2,6-бензо-бис-оксазол) (РВО) или поли(2,6-диимидазо[4,5-b-4',5'-е]пиридинилен-1,4-(2,5 дигидрокси)фенилена) (PIPD; называемого также М 5), и волокна, например, из полиолефинов, поливинилового спирта и полиакрилонитрила, которые являются высокоориентированными, такими, какие получают, например, способом гель-прядения. Предпочтительно используют высокоориентированные волокна из полиолефина, арамида, РВО и PIPD или сочетания по меньшей мере двух из них. Ещ более предпочтительно используют высококачественные полиэтиленовые (high performancepolyethylene, HPPE) волокна или сильно вытянутые полиэтиленовые волокна, состоящие из полиэтиленовых нитей, которые изготовляют способом гель-прядения, такие как описанные, например, в GB 2042414 А или WO 01/73173. Преимущество этих волокон состоит в том, что они обладают очень высоким пределом прочности на растяжение в сочетании с лгким весом, вследствие чего эти волокна являются, в частности, весьма подходящими для их применения в лгких баллистически стойких изделиях. Наиболее предпочтительно использование многонитяных пряж из сверхвысокомолекулярного линейного полиэтилена с характеристической вязкостью не ниже 5 дл/г. Линейная плотность одиночной нити этих волокон или прядильных нитей составляет до 2 денье, но более предпочтительно, если линейная плотность одиночной нити этих волокон составляет до 1,9 денье. Это обеспечивает лучшую формуемость баллистически стойкого формованного изделия, содержащего баллистически стойкий лист. Наиболее предпочтительная линейная плотность одиночной нити этих волокон не превышает 1,8 денье. Выражение матричный материал относится к материалу, который связывает или удерживает вместе волокна и может обволочь волокна полностью или частично, в результате чего структура монослоя сохраняется при обработке и изготовлении листов-полуфабрикатов. Матричный материал может применяться в разнообразных формах и разнообразными путями, например в виде плнки между монослоями волокон, в виде поперечной клеящей полосы между однонаправленно выровненными волокнами или в виде поперечных волокон (поперечных по отношению к однонаправленным волокнам). Можно также пропитывать волокна матричным материалом и/или заделывать их в него. В одном из предпочтительных вариантов осуществления матричным материалом является полимерный матричный материал, которым может быть термореактивный материал, или термопластичный материал, или смеси обоих. Удлинение при разрыве матричного материала преимущественно больше,чем удлинение волокон. Матричный материал характеризуется удлинением преимущественно от 3 до 500%. В другом предпочтительном варианте осуществления матричным материалом является полимерный матричный материал, характеризующийся удлинением преимущественно по меньшей мере 200%,более предпочтительно от 300 до 1500% и ещ более предпочтительно от 400 до 1200%. Из группы термореактивных материалов в качестве матричного материала преимущественно выбирают виниловые сложные эфиры, ненасыщенные полиэстеры, эпоксидные материалы или фенольные смолы. Из группы термопластичных материалов в качестве матричного материала выбирают преимущественно полиуретаны, поливинильные соединения, полиакриловые соединения, полиолефины и термопластичные эластомерные блок-сополимеры, такие как полиизопрен/полиэтилен/бутилен-полистирольные или полистирол/полиизопрен/полистирольные блок-сополимеры. Более предпочтительно, чтобы матричный материал в способе согласно изобретению имел модуль при 100% растяжения, равный по меньшей мере 3 МПа. Подразумевается секущий модуль, измеряемый в соответствии с ISO 527 при деформации 100%. Особенно подходящими являются такие матричные материалы, которые могут применяться в виде водной дисперсии. Примеры подходящих термопластичных материалов включают акрилаты, полиуретаны, модифицированные полиолефины и этиленвинилацетат. Предпочтительно, чтобы матричный материал содержал полиуретан. Более предпочтительно, чтобы полиуретаном был полиэфируретан, т.е. чтобы он был на основе полиэфирдиола. Это обеспечивает хорошие характеристики в широком диапазоне температур. В одном из конкретных вариантов осуществления полиуретан или полиэфируретан имеет в основе алифатические диизоцианаты, так как это дополнительно улучшает характеристики продукта, в частности его цветостойкость. Предпочтительно, чтобы модуль при 100% растяжения был по меньшей мере 5 МПа. Как правило,модуль при 100% растяжения ниже 500 МПа. Количество матричного материала в монослое составляет не более 20 мас.%. Это обусловливает хорошее сочетание антибаллистических характеристик и формуемости. Предпочтительное количество матричного материала в монослое составляет не более 18,5 мас.% и более предпочтительно не более 17,5 мас.%. Результатом этого является улучшенное сочетание антибаллистических характеристик и формуемости. Наиболее предпочтительное количество матричного материала в монослое составляет не более 16 мас.%. Результатом этого является наилучшее сочетание баллистических характеристик и формуемости баллистически стойкого формованного изделия. Было установлено, что для достижения требуемой формуемости вес (или поверхностная плотность) монослоя должен составлять по меньшей мере 25 г/м 2. Предпочтительно, чтобы вес монослоя составлял от 30 до 200 г/м 2. Более предпочтительно, чтобы вес монослоя составлял от 30 до 180 г/м 2. Наиболее предпочтительно, чтобы вес монослоя составлял от 40 до 150 г/м 2. Для изготовления баллистически стойкого листа согласно изобретению однонаправленно армирующие волокна пропитывают матричным материалом, нанося, например, одну или более пластиковых плнок сверху, снизу или на обе стороны плоскости волокон и затем пропуская их вместе с волокнами через нагретые прижимные валки. Предпочтительно, однако, чтобы волокна после того, как их сориентируют параллельно в одной плоскости, были покрыты некоторым количеством какого-либо жидкого вещества, содержащего матричный материал. Преимуществом этого является достижение более быстрой-2 014219 и лучшей пропитки волокон. Жидким веществом может быть какой-либо раствор, дисперсия или расплав пластика. Если при изготовлении монослоя используется раствор или дисперсия пластика, способ включает также упаривание растворителя или диспергента. Этим путм получают монослой. Вслед за этим по меньшей мере 4 таких монослоя укладывают один на другой таким образом, чтобы направление волокон в каждом слое было поврнуто по отношению к направлению волокон в соседнем монослое. Наконец,уложенные в стопку монослои и полимерную плнку обрабатывают таким образом, чтобы они были соединены или прикреплены один к другому. Подходящим для этой цели способом может быть спрессовывание или ламинирование стопки при температуре достаточно высокой для получения адгезии. Как правило, более высокая температура дат лучшую адгезию. Адгезию можно ещ больше усилить приложением некоторого давления. Подходящие давление и температуру можно подобрать простым опытным путм. В случае высококачественных полиэтиленовых волокон такая температура может не превышать 150 С. Баллистически стойкие листы согласно изобретению могут быть соответствующим образом уложены в стопку и спрессованы с образованием баллистически стойкого формованного изделия. Под баллистически стойкими формованными изделиями подразумеваются профилированные детали, включающие по меньшей мере два баллистически стойких листа согласно изобретению, которые (изделия) могут быть использованы, например, в качестве панели для применения, например, на каком-либо транспортном средстве, в частности выгнутой панели, тврдой вкладки, например для применения в защитной одежде и пуленепробиваемых жилетах и т.п. Все эти применения обеспечивают защиту от баллистических ударов,таких как удары пуль и баллистических осколков. Изобретение, кроме того, относится к баллистически стойким формованным изделиям, включающим по меньшей мере два баллистически стойких листа согласно изобретению. Для того чтобы баллистически стойкое формованное изделие обладало хорошей баллистической стойкостью, количество баллистически стойких листов в изделии должно быть по меньшей мере 10, более предпочтительно по меньшей мере 15 и наиболее предпочтительно по меньшей мере 20. Как правило, баллистически стойкое формованное изделие изобретения не должно быть толще 125 мм, предпочтительно не толще 100 мм и более предпочтительно не толще 80 мм. Баллистически стойкое формованное изделие согласно изобретению может быть надлежащим образом объединено с керамическим слоем и/или металлическим слоем. Такой керамический и/или металлический слой может быть в этом случае размещн на стороне баллистически стойкого формованного изделия, обращенной в сторону баллистического удара, т.е. на ударной стороне. В том случае, когда баллистически стойкое формованное изделие согласно изобретению используется в баллистических применениях, где может возникнуть угроза бронепробивающих пуль, ударной стороной предпочтительно является керамический слой. В этом случае изготовляют изделие со следующей многослойной структурой: керамический слой/спрессованные уложенные один на другой баллистически стойкие листы. В качестве дополнительного слоя между керамическим слоем и спрессованными уложенными один на другой баллистически стойкими листами может присутствовать металлический слой. Подходящие керамические материалы включают, например, оксид алюминия, оксид титана, оксид кремния, карбид кремния, нитрид кремния и карбид бора. Толщина керамического слоя зависит от уровня баллистической угрозы, но обычно составляет от 2 до 30 мм. Композиционное изделие располагают преимущественно таким образом, чтобы керамический слой был обращен в сторону баллистической угрозы. Подходящие металлы включают алюминий, магний, титан, медь, никель, хром, бериллий, железо,включая их сплавы, такие, например, как сталь и нержавеющая сталь, сплавы алюминия с магнием (так называемый алюминий серии 5000) и сплавы алюминия с цинком и магнием или с цинком, магнием и медью (так называемый алюминий серии 7000). Изобретение, кроме того, относится к способу изготовления баллистически стойкого формованного изделия. В этом способе изобретения уложенные один на другой баллистически стойкие листы могут быть подходящим образом спрессованы под давлением более 16,5 МПа в прессе или в машине для компрессионного формования. Предпочтительно, чтобы давление было не ниже 20 или по меньшей мере 25 МПа, так как это дополнительно повышает баллистическую стойкость формованного изделия. Температура в процессе прессования составляет преимущественно от 125 до 150 С. Более высокая температура имеет то преимущество, что может быть дополнительно сокращено время прессования, но такие повышенные температуры должны оставаться не менее чем на 10 С ниже температуры, при которой начинают ухудшаться механические свойства волокна. В случае высококачественных полиэтиленовых (НРРЕ) волокон температура не должна превышать 150 С, т.е. должна оставаться ниже диапазона плавления волокон. В одном из предпочтительных вариантов осуществления стопку, содержащую преимущественно полиуретановый матричный материал, спрессовывают в течение по меньшей мере 60 мин при температуре от 125 до 135 С. После прессования при повышенной температуре и перед извлечением из пресса стопку охлаждают до температуры ниже 100 С, предпочтительно ниже 80 С. В одном предпочтительном варианте осуществления стопку охлаждают вс ещ под давлением преимущественно не ниже 5 МПа и-3 014219 более предпочтительно под тем же самым давлением, которое применялось на предшествующей стадии прессования. Наконец, изобретение относится к защитной одежде типа пуленепробиваемого жилета, содержащего баллистически стойкое формованное изделие изобретения в форме тврдой панели. Упоминаемые в настоящей заявке методы испытаний являются следующими. Характеристическая вязкость (IV) определяется согласно методу РТС-179 (Hercules Inc. Rev. Apr. 29, 1982) при 135 С в декалине при времени растворения 16 ч с использованием в качестве антиоксиданта DBPC (ди-трет-бутил-п-крезола) в количестве 2 г на 1 л раствора, с экстраполированием измеренной при разных концентрациях вязкости к нулевой концентрации. Механические свойства при растяжении (измеряемые при 25 С): предел прочности на растяжение(или прочность), модуль растяжения (или модуль) и удлинение при разрыве устанавливаются и определяются на многонитяных пряжах в соответствии с ASTM D885M с использованием номинальной базовой длины волокна 500 мм и при скорости ползуна 50%/мин. На основе измеренной кривой зависимости деформаций от напряжений определяют модуль как градиент между деформациями 0,3 и 1%. Для расчта модуля и прочности измеренные силы растяжения делят на линейную плотность, определяемую взвешиванием 10 м волокна. Значения в ГПа рассчитывают, принимая плотность, равной 0,97 г/см 3. Механические свойства при растяжении тонких плнок измеряют согласно ISO 1184(H). Модуль матричного материала определяют согласно ISO 527. Модуль при 100% растяжения определяют на полосках плнки длиной 100 мм (свободная длина между зажимами) и шириной 24 мм. Модуль при 100% растяжения представляет собой секущий модуль, измеряемый между деформациями 0 и 100%. Далее изобретение разъясняется с помощью приведнного ниже примера и сравнительных опытов без ограничения ими изобретения. Пример 1. Вначале на барабанном намоточном станке изготовляют однонаправленный монослой. С этой целью к барабану барабанного намоточного станка прикрепляют просиликоненную бумагу. Периметр и ширина барабана равны 160 см каждый. На барабанный намоточный станок наматывают с шагом 3,08 мм полиэтиленовую пряжу с прочностью на разрыв 3,6 ГПа и линейной плотностью 1,92 денье на одну нить. Перед намоткой на барабан пряжу увлажняют водной дисперсией стирол-изопрен-стирольного блоксополимера. Путм разбавления дисперсии количество поглощаемого пряжей тврдого материала доводят до 18 вес.% по отношению к количеству пряжи. Воду упаривают нагреванием барабана до примерно 65 С. В процессе этой операции образуется монослой с поверхностной плотностью пряжи 48,6 г/м 2 и с поверхностной плотностью матрицы 10,7 г/м 2. Перед добавлением второго монослоя первый монослой удаляют с барабана, поворачивают на 90 и вновь укрепляют на барабане. Используя ту же процедуру, к первому монослою присоединяют второй монослой, накручивая пряжу на барабан. Нити второго слоя ориентированы, по существу, перпендикулярно к нитям первого монослоя. Эту же процедуру повторяют при добавлении третьего и четвртого монослоя. Готовый лист, т.е. антибаллистический лист в соответствии с изобретением, состоит из 4 монослов, ориентированных в направлении 0/90 о/0 о/90. Его поверхностная плотность (AD) равна 237,4 г/м 2. В сумме укладывают один на другой 67 таких готовых листов размером 4040 см и спрессовывают с образованием антибаллистической панели. Условия прессования для получения антибаллистической панели являются следующими. Стопку с 67 готовыми листами помещают между двумя пластинами стандартного пресса. Температура между пластинами составляет от 125 до 130 С. Пакет выдерживают в прессе до тех пор, пока температура у центра пакета не окажется между 115 и 125 С. После этого давление повышают до давления прессования, равного 30 МПа, и выдерживают пакет при этом давлении в течение 65 мин. Затем пакет охлаждают до температуры 60 С при том же давлении прессования. Поверхностная плотность прессованной панели равна 15,9 кг/м 2. Поверхностная плотность пряжи в панели равна 13 кг/м 2. Полученные панели подвергали испытанию на простреливание согласно методике, определнной вSTANAG 2920. Использовали пули с сердцевиной из мягкой стали 7,6239 мм, часто называемые пулямиAK47 MSC и получаемые от Messers SellierBelliot, Чешская республика. Эти испытания проводили с целью определения V50 и/или поглощнной энергии. V50 означает скорость, при которой 50% снарядов проникает в бронированную пластину. Испытание проводили следующим образом. Первый снаряд выстреливают с предполагаемой скоростью V50. Реальную скорость измеряют непосредственно перед ударом. Если снаряд задерживается, следующий снаряд выстреливают с расчтной скоростью на приблизительно 10% более высокой. Если панель пробивается, следующий снаряд выстреливают с расчтной скоростью на приблизительно 10% более низкой. Каждый раз измеряют скорость соударения. V50 является средним из двух наиболее высоких значений остановки и двух наиболее низких значений пробивания.-4 014219 Характеристики брони определяют также путм расчта кинетической энергии снаряда при V50 и деления е на поверхностную плотность пластины - так называемая Eabs (поглощенная энергия).V50 панели, как было найдено, равно 782 м/с и Eabs 186 Джм 2/кг. Сравнительный опыт А. Для изготовления листа использована описанная в примере 1 методика за исключением того, что пряжа имела прочность на разрыв 3,3 ГПа и линейную плотность 3,3 денье на одну нить, содержание матрицы составляло 22% и шаг пряжи 6,08 мм. В результате этого получили лист, включающий 4 монослоя, из которых каждый имел поверхностную плотность пряжи 24,3 г/м 2 и поверхностную плотность матрицы 6,9 г/м 2. Спрессовыванием 134 листов получили панель с поверхностной плотностью 16,7 г/м 2 и поверхностной плотностью пряжи 13,0 г/м 2. Поверхностная плотность пряжи была равной поверхностной плотности пряжи в примере 1.V50 панели, как было найдено, оказалось равным 666 м/с и Eabs 142 Джм 2/кг. Эти результаты показывают, что, несмотря на то же самое количество полиэтиленового волокна в панели, а именно 13 кг/м 2, панель согласно изобретению в примере характеризуется значительно более высокой поглощенной энергией (Eabs). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Баллистически стойкий лист, содержащий стопку по меньшей мере из четырех монослоев, где каждый монослой содержит однонаправленно ориентированные армирующие волокна с пределом прочности на растяжение от 3,5 до 4,5 ГПа и не более 20 мас.% матричного материала, поверхностная плотность монослоя составляет по меньшей мере 25 г/м 2 и направление волокон в каждом монослое поврнуто по отношению к направлению волокон в соседнем монослое. 2. Баллистически стойкий лист по п.1, в котором поверхностная плотность монослоя равна по меньшей мере 40 г/м 2. 3. Баллистически стойкий лист по п.1 или 2, в котором монослой содержит не более 18,5 мас.% матричного материала. 4. Баллистически стойкий лист по любому из пп.1-3, в котором однонаправленно ориентированные армирующие волокна имеют предел прочности на растяжение от 3,6 до 4,3 ГПа. 5. Баллистически стойкий лист по любому из пп.1-4, в котором однонаправленно ориентированные армирующие волокна являются сильно вытянутыми полиэтиленовыми волокнами. 6. Баллистически стойкий лист по любому из пп.1-5, в котором матричный материал имеет модуль при 100% растяжения по меньшей мере 3 МПа. 7. Баллистически стойкий лист по любому из пп.1-6, в котором линейная плотность одиночной нити составляет не более 2 денье. 8. Баллистически стойкое формованное изделие, содержащее по меньшей мере 10 баллистически стойких листов по любому из пп.1-6. 9. Баллистически стойкое формованное изделие по п.8, дополнительно содержащее керамическую или металлическую ударную сторону. 10. Защитная одежда типа пуленепробиваемого жилета, содержащая баллистически стойкое формованное изделие по п.8 или 9. 11. Применение баллистически стойкого листа по любому из пп.1-7 для изготовления баллистически стойких изделий. Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2
МПК / Метки
МПК: F41H 5/04
Метки: стойкий, лист, баллистически, изделие, стойкое
Код ссылки
<a href="https://eas.patents.su/6-14219-ballisticheski-stojjkijj-list-i-ballisticheski-stojjkoe-izdelie.html" rel="bookmark" title="База патентов Евразийского Союза">Баллистически стойкий лист и баллистически стойкое изделие</a>
Способ получения однослойного композитного изделия, однослойное композитное изделие и баллистически стойкое изделие
Номер патента: 12988
Опубликовано: 26.02.2010
Авторы: Ван Эс Мартин Антониус, Якобс Мартинус Йоханнес Николас
МПК: B29C 70/20, C08J 5/04, B29C 65/00...
Метки: однослойное, получения, композитное, баллистически, композитного, изделие, однослойного, способ, изделия, стойкое
Формула / Реферат:
1. Способ получения однослойного композитного изделия, содержащего однонаправленное множество высококачественных полиолефиновых волокон, который включает следующие стадии:размещение волокон в копланарной, параллельной ориентации иукрепление волокон для того, чтобы получить однослойное композитное изделие,отличающийся тем, что способ включает стадию растяжения волокон, которую проводят после стадии размещения волокон и до или после стадии...
Лист многослойного материала и способ его получения
Номер патента: 13292
Опубликовано: 30.04.2010
Авторы: Менке Якобус Йоханнес, Тандеруп Стен, Ванек Девид, Мариссен Рулоф, Ван Элбург Йохан, Симмелинк Йосеф Арнольд Паул Мария, Доршу Марко, Бойгельс Жан Хуберт Мари, Стеман Рейнард Йозеф Мария, Калис Гейсбертус Хендрикус Мария, Петерс Александр Фолькер
МПК: F41H 5/04
Метки: многослойного, способ, лист, материала, получения
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются и у которой соотношение между пределом прочности при растяжении и толщиной по меньшей мере одного монослоя равно более чем 4,5´1013Н/м3.2. Лист материала по п.1, где соотношение между пределом прочности при растяжении и толщиной по...
Лист многослойного материала и способ его получения
Номер патента: 13291
Опубликовано: 30.04.2010
Авторы: Тандеруп Стен, Доршу Марко, Симмелинк Йосеф Арнольд Паул Мария, Калис Гейсбертус Хендрикус Мария, Бойгельс Жан Хуберт Мари, Петерс Александр Фолькер, Ванек Девид, Мариссен Рулоф, Стеман Рейнард Йозеф Мария, Ван Элбург Йохан, Менке Якобус Йоханнес
МПК: F41H 5/04
Метки: материала, многослойного, способ, получения, лист
Формула / Реферат:
1. Лист многослойного материала, включающий уплотненную стопку однонаправленных монослоев из подвергнутого вытяжке полимера, у которой направления вытяжки у двух последовательных монослоев в стопке различаются, причем по меньшей мере один монослой включает по меньшей мере одну однонаправленную ленту из подвергнутого вытяжке полимера, где каждая лента имеет продольные кромки, у которой монослой не имеет участка повышенной толщины, расположенного...
Способ формирования монокристаллической структуры и кремниевый материал, стойкий к воздействию н и он
Номер патента: 8276
Опубликовано: 27.04.2007
Автор: Кьюратоло Сузанна
Метки: монокристаллической, воздействию, материал, структуры, способ, стойкий, формирования, кремниевый
Формула / Реферат:
1. Способ формирования монокристаллической структуры соединения на основе кремния со структурой SiO2Tex , где величина "х" находится в интервале от 1/3 до 1/5, включающий введение компонентов соединения на основе кремния в тигель, по существу, сферической формы, герметизацию тигля в сферической оболочке, нагрев соединения в печи при температуре от 700 до 1000шС и в течение промежутка времени от 3,5 до 7 ч с образованием из соединения...
Высокопрочный, стойкий к окислению и износостойкий сплав на основе титана-кремния

Номер патента: 10770
Опубликовано: 30.10.2008
Авторы: Миккельсен Эйвинд, Форвальд Карл, Фроммейер Георг, Шюсслер Гуннар, Йохансен Кай, Хальворсен Гуннар
МПК: C22C 14/00
Метки: стойкий, окислению, износостойкий, высокопрочный, титана-кремния, основе, сплав
Формула / Реферат:
1. Высокопрочный, стойкий к окислению и износостойкий сплав на основе титана-кремния, отличающийся тем, что он содержит 2,5-12 мас.% Si, 0-5 мас.% Al, 0-0,5% В, 0-5% Cr, 0,001-1 мас.% редкоземельных металлов, и/или иттрия, и/или скандия, остальное - Ti с неизбежными примесями. 2. Сплав по п.1, отличающийся тем, что он содержит 0,3-3 мас.% Al. 3. Сплав по п.1 или 2, отличающийся тем, что он содержит 0,001-0,15 мас.% редкоземельного металла и/или...
Предыдущий патент: Электростанция
Следующий патент: Баллистически стойкий лист и баллистически стойкое изделие
Случайный патент: Способ и устройство для предотвращения вытекания шлака при выпуске металлического расплава