Устройство для управления воздушным потоком при формовании стекла в форме
Формула / Реферат
1. Устройство для управления воздушным потоком при формовании стекла в форме, содержащее многоканальный клапан (8), в корпусе (1) которого размещен поршневой клапан (2), при этом за клапаном (8) расположен эжектор (9), отличающееся тем, что поршневой клапан (2) снабжен центральным отверстием (19), проходящим в его продольном направлении, при этом в корпусе (1) клапана (8) размещен поршневой клапан (2) с возможностью скольжения в направлении продольной оси клапана (8), причем в одном крайнем положении поршневой клапан (2) плотно прилегает к уплотнительному седлу (17), уплотнительная часть уплотнительного седла (17) закрывает центральное отверстие (19) поршневого клапана (2), причем на наружной кромке уплотнительного седла (17) расположено по меньшей мере одно проходное отверстие (18), и в противоположном крайнем положении поршневой клапан (2) присоединяется своим центральным отверстием (19) к соединительному каналу (4), и в то же время поршневой клапан (2) закрывает входное отверстие (5) для подачи среды под давлением в корпусе (1) клапана (8), и за уплотнительным седлом (17) в корпусе (1) клапана (8) создан редукционный канал (6), к которому присоединен эжектор (9).
2. Устройство по п.1, отличающееся тем, что соединительный канал (4), центральное отверстие (19) поршневого клапана (2) и редукционный канал (6) лежат на общей оси.
3. Устройство по п.1 или 2, отличающееся тем, что поршневой клапан (2) в направлении седла (17) подвергнут предварительному натяжению пружиной (3), которая размещена между корпусом (1) клапана (8) и поршневым клапаном (2).
4. Устройство по любому из предшествующих пунктов, отличающееся тем, что поршневой клапан (2) снабжен электромагнитным средством управления, содержащим постоянные магниты и электрическую обмотку.
5. Устройство по п.4, отличающееся тем, что постоянные магниты являются составной частью поршневого клапана (2) и электрическая обмотка размещена в корпусе (1).
6. Устройство по любому из пп.1-3, отличающееся тем, что поршневой клапан (2) снабжен пневматическим средством управления, содержащим поршень и цилиндр в сборе.
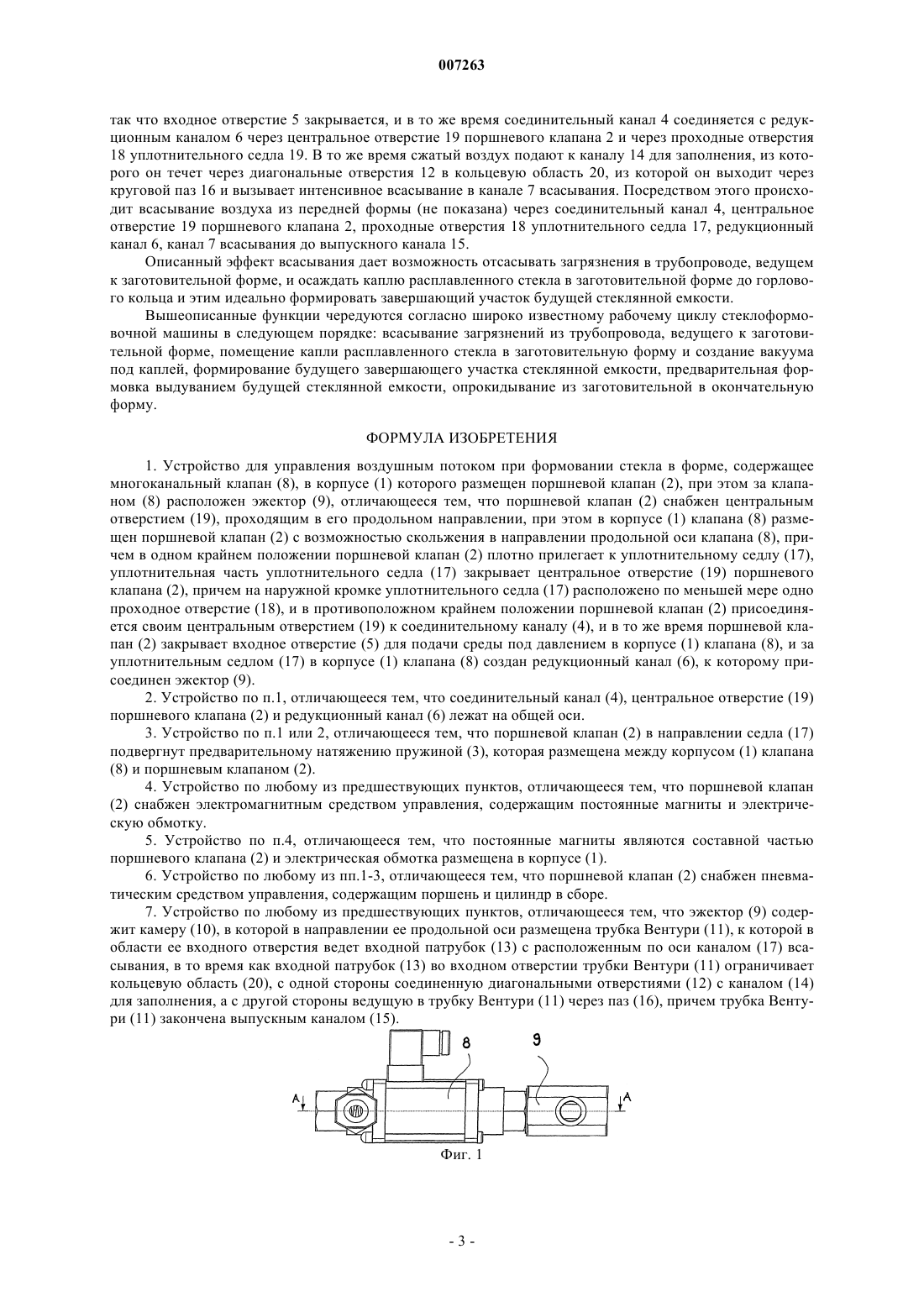
7. Устройство по любому из предшествующих пунктов, отличающееся тем, что эжектор (9) содержит камеру (10), в которой в направлении ее продольной оси размещена трубка Вентури (11), к которой в области ее входного отверстия ведет входной патрубок (13) с расположенным по оси каналом (17) всасывания, в то время как входной патрубок (13) во входном отверстии трубки Вентури (11) ограничивает кольцевую область (20), с одной стороны соединенную диагональными отверстиями (12) с каналом (14) для заполнения, а с другой стороны ведущую в трубку Вентури (11) через паз (16), причем трубка Вентури (11) закончена выпускным каналом (15).

Текст
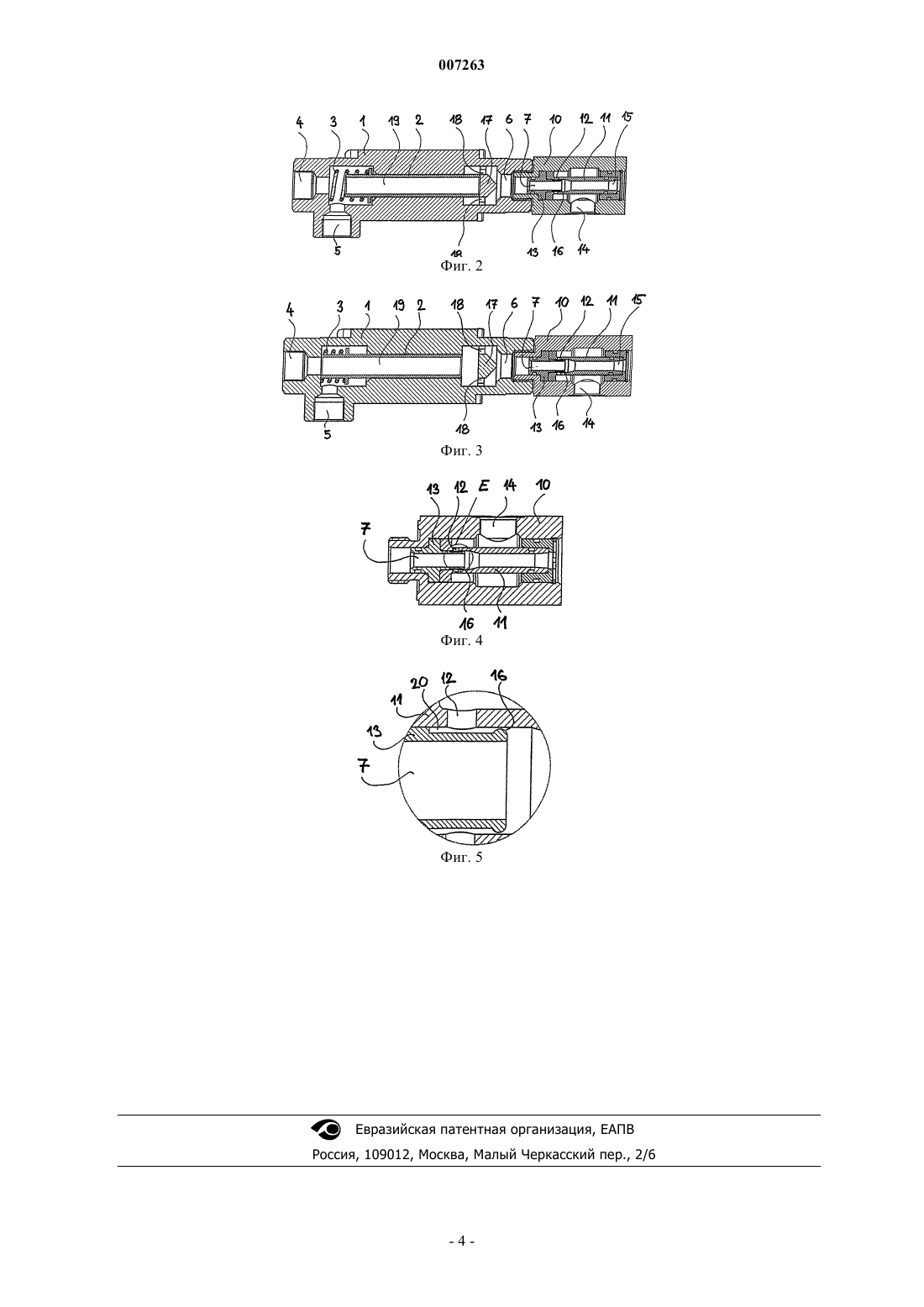
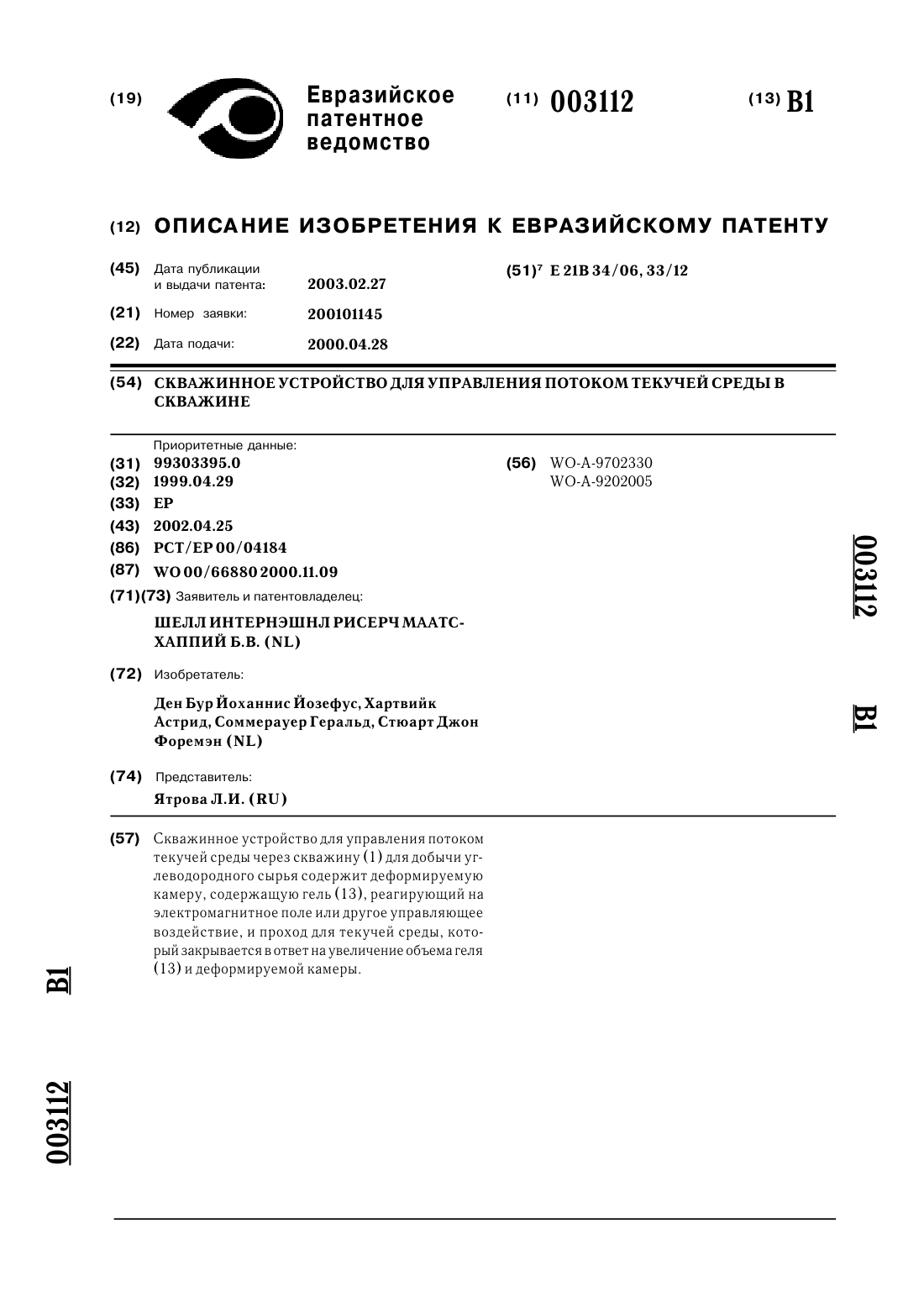
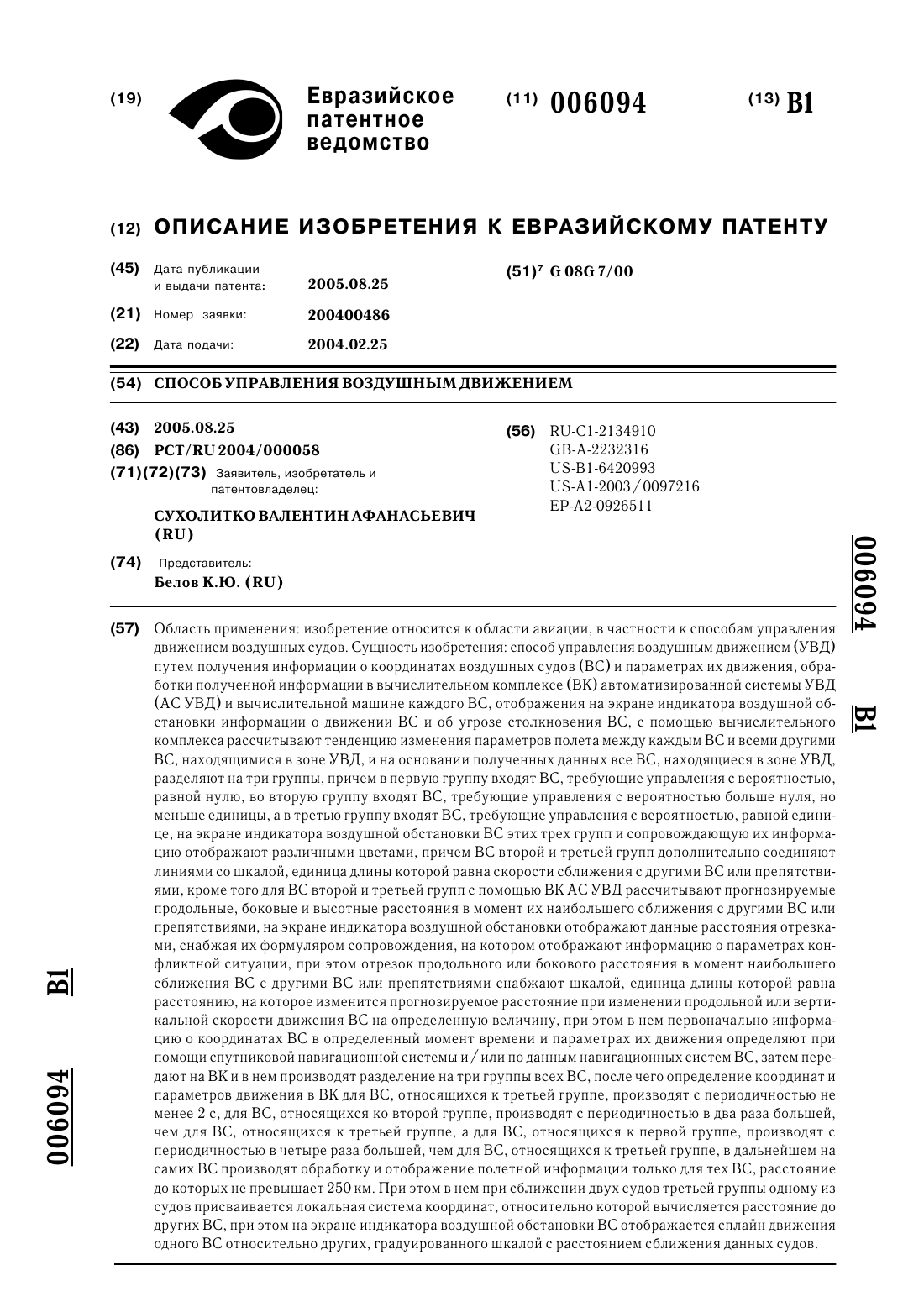
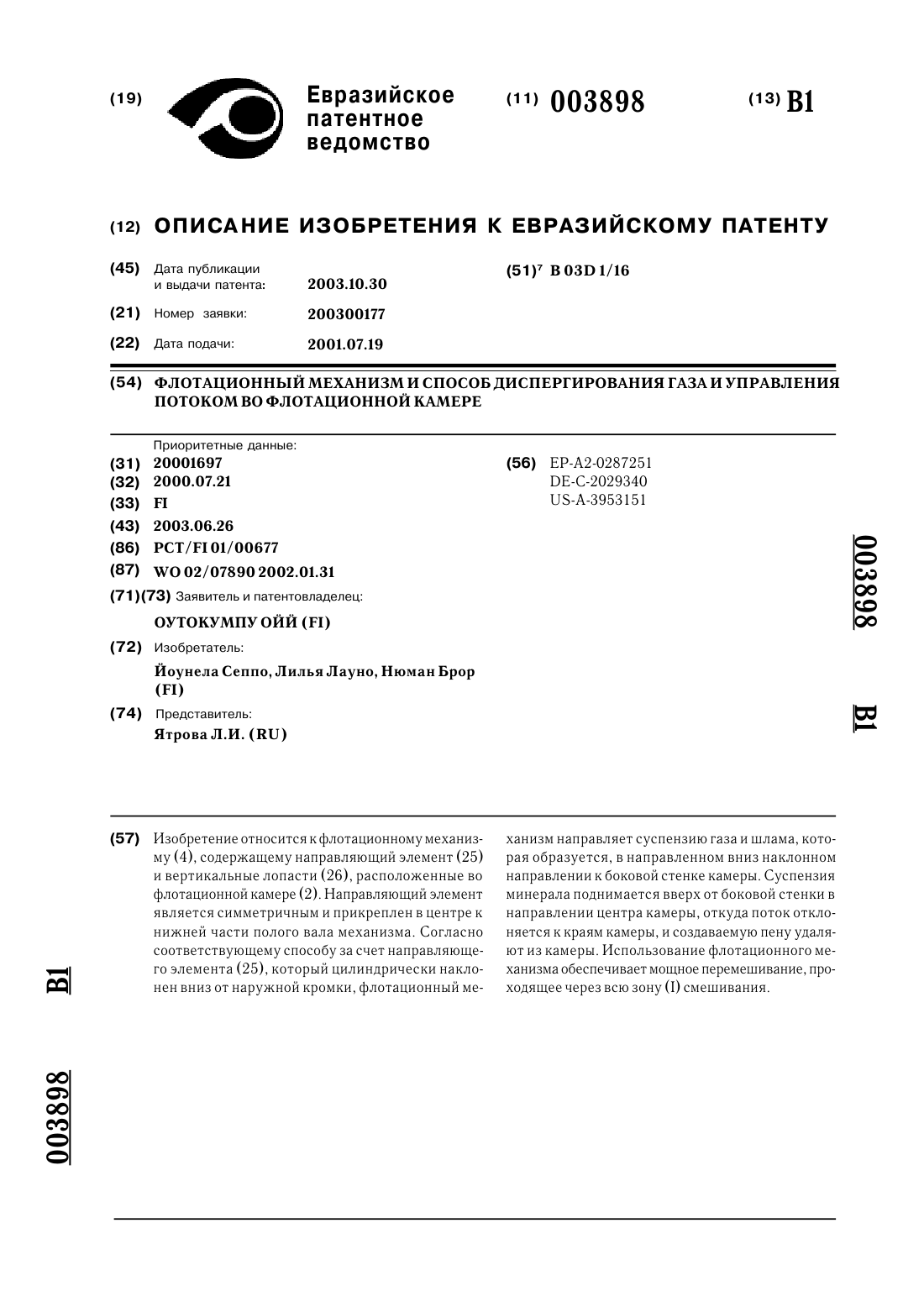
007263 Область техники Изобретение касается устройства для управления воздушным потоком при формовании стекла в форме, содержащего многоканальный клапан, в корпусе которого помещен поршневой клапан, в то время как за клапаном расположен эжектор. Уровень техники При формовании стеклянных емкостей на стеклоформовочных машинах в некоторых процессах каплю стекла в форме подвергают воздействию как сжатого воздуха, так и вакуума. Например, в так называемом процессе формования выдуванием сначала каплю расплавленного стекла сбрасывают сверху в так называемую заготовительную форму. С верхней стороны формы подают сжатый воздух, который прижимает каплю к нижней части полости заготовительной формы. После этого сжатый воздух подают к нижней стороне заготовительной формы, и расплавленное стекло так называемым обратным выдуванием заполняет всю полость заготовительной формы, с помощью которой создается полуфабрикат стеклотары. Полуфабрикат последовательно перемещают из передней формы в окончательную форму, в которой полуфабрикату придают окончательную форму стеклянной емкости. Во время формования воздействие сжатого воздуха поддерживают таким образом, что в противоположной части формы создается вакуум. Главной проблемой процесса формования выдуванием является мусор, такой как смазочный материал, маленькие частицы стекла, которые заносит воздушный поток и которые могут осаждаться в предварительно отформованном расплавленном стекле или которые скапливаются в воздушном канале плунжерного механизма. Существует ряд известных устройств, которые дают возможность регулировать воздушный поток в форме при формовании стекла. Из патента CZ 291461 известно устройство для управления воздушным потоком при формовании стекла в форме, который содержит многоканальный клапан, в корпусе которого между ползунами установлен клапан с дисковым поршнем, причем клапан с дисковым поршнем подвижен поперек оси главного канала. Поперек линейной оси поршневого клапана созданы два канала, из которых один обеспечивает подачу сжатого воздуха для обратного выдувания, а второй - всасывание воздуха из области горлового кольца. В качестве источника вакуума используют эжектор. Недостатком этого решения является то, что клапан с дисковым поршнем не может быть идеально уплотнен на двух ползунах, что приводит к снижению вакуума и к заеданию поршневого клапана под влиянием стеклянной пыли. Таким образом, цель изобретения - предложить такое решение, которое не будет иметь вышеуказанных недостатков и которое даст возможность отсасывания мусора и мелких частиц стеклянного боя из формы наилучшим образом. Сущность изобретения Вышеуказанная цель достигается устройством для управления воздушным потоком при формовании стекла в форме, содержащим многоканальный клапан, в корпусе которого размещен поршневой клапан. За клапаном расположен эжектор. Поршневой клапан снабжен центральным отверстием. В корпусе клапана поршневой клапан размещен с возможностью скольжения в направлении продольной оси клапана. В одном крайнем положении поршневой клапан плотно прилегает к уплотнительному седлу, и уплотнительная часть уплотнительного седла закрывает центральное отверстие поршневого клапана. На наружной кромке уплотнительного седла расположено по меньшей мере одно проходное отверстие. В противоположном крайнем положении поршневой клапан присоединяется своим центральным отверстием к соединительному каналу, и в то же время поршневой клапан закрывает входное отверстие для подачи среды под давлением в корпусе клапана. За уплотнительным седлом в корпусе клапана создан редукционный канал, к которому присоединен эжектор. Описанный вариант осуществления в обоих крайних положениях поршневого клапана осуществляет идеальное уплотнение, и в то же время он снижает опасность заедания из-за влияния частиц стекла и другого мусора. Для идеального отсасывания загрязнений из трубопровода, ведущего к форме, предпочтительно,чтобы соединительный канал, центральное отверстие поршневого клапана и редукционный канал лежали на общей оси. Для упрощения конструкции предпочтительно, чтобы поршневой клапан в направлении седла был подвергнут предварительному натягу пружиной, которая размещена между корпусом клапана и поршневым клапаном. В предпочтительном варианте осуществления поршневой клапан может быть снабжен электромагнитным средством управления, содержащим постоянные магниты и электрическую обмотку, или пневматическим средством управления, содержащим поршень и цилиндр в сборе. Постоянные магниты электромагнитного средства управления могут быть составной частью поршневого клапана, и электрическая обмотка может быть размещена в корпусе клапана или наоборот. Специалисту будет понятно, что может быть использовано любое известное средство управления поршневым клапаном. В предпочтительном варианте осуществления эжектор содержит камеру, в которой в направлении ее продольной оси размещена трубка Вентури, к которой в области ее входного отверстия ведет входной-1 007263 патрубок с расположенным по оси каналом всасывания. Входной патрубок во входном отверстии трубки Вентури ограничивает кольцевую область, с одной стороны взаимно соединенную диагональными отверстиями с каналом для заполнения, а с другой стороны ведущую в трубку Вентури через паз. Трубка Вентури закончена выпускным каналом. Краткое описание чертежей Изобретение будет более подробно описано на примерах вариантов осуществления со ссылками на чертежи, на которых на фиг. 1 представлен вариант осуществления изобретения на виде сбоку; на фиг. 2 - тот же вариант осуществления в разрезе по плоскости А-А по фиг. 1 с поршневым клапаном в его правом крайнем положении, в то время как на фиг. 3 поршневой клапан находится в его крайнем левом положении; на фиг. 4 в увеличенном масштабе показан сам эжектор; на фиг. 5 подробно показан участок Е по фиг. 4. Предпочтительные варианты осуществления изобретения На фиг. 1-3 показано устройство для управления воздушным потоком при формовании стекла, которое можно использовать как в сочетании с передней формой последовательной стеклоформовочной машины (не показана), так и в сочетании с окончательной формой стеклоформовочной машины (не показана). Устройство после встраивания в стеклоформовочную машину присоединяется к существующему механизму входного отверстия. Как ясно из фиг. 1, устройство содержит размещенные на одной линии трехканальный клапан 8 и эжектор 9. Согласно фиг. 2 и 3, клапан 8 содержит корпус 1, в котором подвижно в осевом направлении размещен поршневой клапан 2 с центральным отверстием 19. Для упрощения со ссылкой на чертежи далее будут использоваться выражения левое или правое крайнее положение поршневого клапана 2, соответственно. Но специалистам ясно, что на практике ориентация устройства в пространстве может быть произвольной. В крайнее правое положение (см. фиг. 2) поршневой клапан 2 прижимает пружина 3, которая размещена между корпусом 1 клапана 8 и поршневым клапаном 2. В этом крайнем правом положении поршневой клапан 2 плотно прилегает к уплотнительному седлу 17 и таким образом перекрывает поток между соединительным каналом 4 и редукционным каналом 6. Уплотнительная часть уплотнительного седла 17 закрывает центральное отверстие 19 поршневого клапана 2. На наружной кромке уплотнительного седла 17 наружу из центрального отверстия 19 расположены четыре проходных отверстия 18. В крайнее левое положение (см. фиг. 3) поршневой клапан 2 может быть перемещен широко известным и поэтому не показанным электромагнитным средством управления, содержащим постоянные магниты на поршневом клапане 2 и электрическую обмотку, размещенную в корпусе 1. Ясно, что электромагнитное средство управления может быть заменено любым другим известным механизмом управления поршневыми клапанами, например пневматическим средством управления, содержащим поршень и цилиндр в сборе. В таком случае, например, в корпусе 1 выполняют соответствующую камеру с подачей сжатого воздуха и поршневой клапан 2 снабжают областью для управляющего поршня. В крайнем левом положении, согласно фиг. 3, поршневой клапан 2 соединяется своим центральным отверстием 19 с соединительным каналом 4 в корпусе 1, и в то же время в этом положении поршневой клапан 2 перекрывает входное отверстие 5 для подачи среды под давлением в корпус 1 клапана 8. Таким образом, открывается проход из соединительного канала 4 через центральное отверстие 19 поршневого клапана 2 и через проходные отверстия 18 уплотнительного седла 17 в редукционный канал 6. Соединительный канал 4, центральное отверстие 19 поршневого клапана 2 и редукционный канал 6 лежат на общей оси. Эжектор 9, показанный отдельно на фиг. 4 и подробно на фиг. 5, присоединяется к редукционному каналу 6. Эжектор 9 содержит камеру 10, в которой в направлении ее продольной оси размещена трубка Вентури 11, к которой в области ее входного отверстия ведет входной патрубок 13 с расположенным по оси каналом 7 всасывания. Входной патрубок 13 образует во входном отверстии трубки Вентури 11 кольцевую область 20, которая взаимно соединена диагональными отверстиями 12 с каналом 14 для заполнения. Кольцевая область 20 ведет в трубку Вентури 11 через круговой паз 16 (см. фиг. 6). Со стороны, повернутой в противоположную сторону от входного отверстия 13, трубка Вентури 11 закончена выпускным каналом 15. После того как устройство установлено в передней форме последовательной стеклоформовочной машины (не показана), функция устройства заключается в следующем. Если электромагнитное средство управления поршневым клапаном 2 не активировано, пружина 3 прижимает этот поршневой клапан 2 в крайнее правое положение (см. фиг. 2). С помощью входного отверстия 5 для подачи среды под давлением сжатый воздух течет из источника (не показан) через соединительный канал 4 в переднюю форму (не показана) стеклоформовочной машины, где происходит известное предварительное формование выдуванием стеклянной бутыли. После окончания предварительного формования выдуванием подачей электроэнергии к электромагнитному средству управления поршневой клапан 2 переводят в крайнее левое положение (см. фиг. 3),-2 007263 так что входное отверстие 5 закрывается, и в то же время соединительный канал 4 соединяется с редукционным каналом 6 через центральное отверстие 19 поршневого клапана 2 и через проходные отверстия 18 уплотнительного седла 19. В то же время сжатый воздух подают к каналу 14 для заполнения, из которого он течет через диагональные отверстия 12 в кольцевую область 20, из которой он выходит через круговой паз 16 и вызывает интенсивное всасывание в канале 7 всасывания. Посредством этого происходит всасывание воздуха из передней формы (не показана) через соединительный канал 4, центральное отверстие 19 поршневого клапана 2, проходные отверстия 18 уплотнительного седла 17, редукционный канал 6, канал 7 всасывания до выпускного канала 15. Описанный эффект всасывания дает возможность отсасывать загрязнения в трубопроводе, ведущем к заготовительной форме, и осаждать каплю расплавленного стекла в заготовительной форме до горлового кольца и этим идеально формировать завершающий участок будущей стеклянной емкости. Вышеописанные функции чередуются согласно широко известному рабочему циклу стеклоформовочной машины в следующем порядке: всасывание загрязнений из трубопровода, ведущего к заготовительной форме, помещение капли расплавленного стекла в заготовительную форму и создание вакуума под каплей, формирование будущего завершающего участка стеклянной емкости, предварительная формовка выдуванием будущей стеклянной емкости, опрокидывание из заготовительной в окончательную форму. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для управления воздушным потоком при формовании стекла в форме, содержащее многоканальный клапан (8), в корпусе (1) которого размещен поршневой клапан (2), при этом за клапаном (8) расположен эжектор (9), отличающееся тем, что поршневой клапан (2) снабжен центральным отверстием (19), проходящим в его продольном направлении, при этом в корпусе (1) клапана (8) размещен поршневой клапан (2) с возможностью скольжения в направлении продольной оси клапана (8), причем в одном крайнем положении поршневой клапан (2) плотно прилегает к уплотнительному седлу (17),уплотнительная часть уплотнительного седла (17) закрывает центральное отверстие (19) поршневого клапана (2), причем на наружной кромке уплотнительного седла (17) расположено по меньшей мере одно проходное отверстие (18), и в противоположном крайнем положении поршневой клапан (2) присоединяется своим центральным отверстием (19) к соединительному каналу (4), и в то же время поршневой клапан (2) закрывает входное отверстие (5) для подачи среды под давлением в корпусе (1) клапана (8), и за уплотнительным седлом (17) в корпусе (1) клапана (8) создан редукционный канал (6), к которому присоединен эжектор (9). 2. Устройство по п.1, отличающееся тем, что соединительный канал (4), центральное отверстие (19) поршневого клапана (2) и редукционный канал (6) лежат на общей оси. 3. Устройство по п.1 или 2, отличающееся тем, что поршневой клапан (2) в направлении седла (17) подвергнут предварительному натяжению пружиной (3), которая размещена между корпусом (1) клапана(8) и поршневым клапаном (2). 4. Устройство по любому из предшествующих пунктов, отличающееся тем, что поршневой клапан(2) снабжен электромагнитным средством управления, содержащим постоянные магниты и электрическую обмотку. 5. Устройство по п.4, отличающееся тем, что постоянные магниты являются составной частью поршневого клапана (2) и электрическая обмотка размещена в корпусе (1). 6. Устройство по любому из пп.1-3, отличающееся тем, что поршневой клапан (2) снабжен пневматическим средством управления, содержащим поршень и цилиндр в сборе. 7. Устройство по любому из предшествующих пунктов, отличающееся тем, что эжектор (9) содержит камеру (10), в которой в направлении ее продольной оси размещена трубка Вентури (11), к которой в области ее входного отверстия ведет входной патрубок (13) с расположенным по оси каналом (17) всасывания, в то время как входной патрубок (13) во входном отверстии трубки Вентури (11) ограничивает кольцевую область (20), с одной стороны соединенную диагональными отверстиями (12) с каналом (14) для заполнения, а с другой стороны ведущую в трубку Вентури (11) через паз (16), причем трубка Вентури (11) закончена выпускным каналом (15).
МПК / Метки
МПК: F16K 1/12, C03B 9/36, C03B 9/16
Метки: воздушным, формовании, устройство, форме, управления, стекла, потоком
Код ссылки
<a href="https://eas.patents.su/5-7263-ustrojjstvo-dlya-upravleniya-vozdushnym-potokom-pri-formovanii-stekla-v-forme.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для управления воздушным потоком при формовании стекла в форме</a>
Скважинное устройство для управления потоком текучей среды в скважине
Номер патента: 3112
Опубликовано: 27.02.2003
Авторы: Соммерауер Геральд, Ден Бур Йоханнис Йосефус, Стюарт Джон Форемэн, Хартвийк Астрид
МПК: E21B 34/06
Метки: потоком, скважинное, среды, устройство, текучей, управления, скважине
Формула / Реферат:
1. Скважинное устройство для управления потоком текучей среды через перфорацию обсадной трубы в скважине при добыче углеводородного сырья, содержащее деформируемую камеру, заполненную гелем, реагирующим на управляющее воздействие и способным изменять свой объем в ответ на изменение выбранного физического воздействующего параметра, обеспечивая при этом перекрытие перфораций в обсадной трубе. 2. Устройство по п.1, отличающееся тем, что гель...
Способ управления воздушным движением
Номер патента: 6094
Опубликовано: 25.08.2005
Автор: Сухолитко Валентин Афанасьевич
МПК: G08G 7/00
Метки: воздушным, управления, способ, движением
Формула / Реферат:
1. Способ управления воздушным движением (УВД) путем получения информации о координатах воздушных судов (ВС) и параметрах их движения, обработки полученной информации в вычислительном комплексе (ВК) автоматизированной системы УВД (АС УВД) и вычислительной машине каждого ВС, отображения на экране индикатора воздушной обстановки информации о движении ВС и об угрозе столкновения ВС, с помощью вычислительного комплекса рассчитывают тенденцию...
Флотационный механизм и способ диспергирования газа и управления потоком во флотационной камере
Номер патента: 3898
Опубликовано: 30.10.2003
Авторы: Йоунела Сеппо, Нюман Брор, Лилья Лауно
МПК: B03D 1/16
Метки: потоком, газа, флотационный, способ, диспергирования, управления, камере, флотационной, механизм
Формула / Реферат:
1. Флотационный механизм для использования во флотационной камере, отличающийся тем, что флотационный механизм (4) содержит направляющий элемент (25), подвешенный к нижнему концу полого вала (3), который проходит в нижнюю часть камеры, и вертикальные лопасти (26), установленные внутрь от, по существу, наружной кромки, проходящие выше и ниже направляющего элемента, горизонтальная круговая пластина (27) направляющего элемента (25) закреплена в...
Устройство для оценки параметров магнитопровода с воздушным зазором
Номер патента: 6595
Опубликовано: 24.02.2006
Авторы: Аркатов Юрий Викторович, Аркатов Виктор Степанович
МПК: G01R 33/12, G06F 17/00
Метки: устройство, воздушным, параметров, зазором, оценки, магнитопровода
Формула / Реферат:
Устройство для оценки параметров магнитопровода с воздушным зазором, содержащее группу входных регистров, с первого по четвертый входные регистры, группу элементов задержки (ЭЗ), первый и второй ЭЗ, группу сумматоров, первый, второй и третий блоки деления, блок вычитания, первый и второй блоки умножения, первый, второй и третий выходные регистры, первый, второй и третий блоки индикации, генератор тактовых импульсов и распределитель импульсов,...
Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком
Номер патента: 4125
Опубликовано: 25.12.2003
Авторы: Пиетиля Сеппо, Койвисто Маркку
МПК: B22D 11/04
Метки: способ, металлов, восходящим, устройство, охлаждения, непрерывного, литья, потоком
Формула / Реферат:
1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается...
Предыдущий патент: Система уравновешивания робота с опорами путем переноса текучей среды
Следующий патент: Гибкое трубчатое устройство, в частности гофрированная труба
Случайный патент: Композиции комплексов эстроген-циклодекстрин