Способ магнитореологического формообразования и полирования поверхности сложной формы
Формула / Реферат
1. Способ магнитореологического формообразования и полирования поверхности сложной формы, включающий получение информации об ошибке исходной формы обрабатываемой поверхности, получение информации о функции распределения уноса материала с обрабатываемой поверхности магнитореологической жидкостью в зоне образования полировального пятна, формирование программного кода для полировального станка с числовым программным управлением, последующее формообразование и полирование путем подачи магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля, отличающийся тем, что операцию формообразования и полирования обрабатываемой поверхности осуществляют раздельно, для чего первоначально выполняют контроль качества выполняемой операции формообразования обрабатываемой поверхности, а при необходимости дальнейшей коррекции ее поверхности формируют новый программный код и повторяют операцию формообразования до тех пор, пока не будет достигнута заданная форма обрабатываемой поверхности, после чего осуществляют операцию окончательного полирования обрабатываемой поверхности.
2. Способ по п.1, отличающийся тем, что при осуществлении операций формообразования и полирования используют различные по химическому составу магнитореологические жидкости.
3. Способ по п.1, отличающийся тем, что контроль качества операции формообразования обрабатываемой поверхности выполняют контактным способом.
Текст
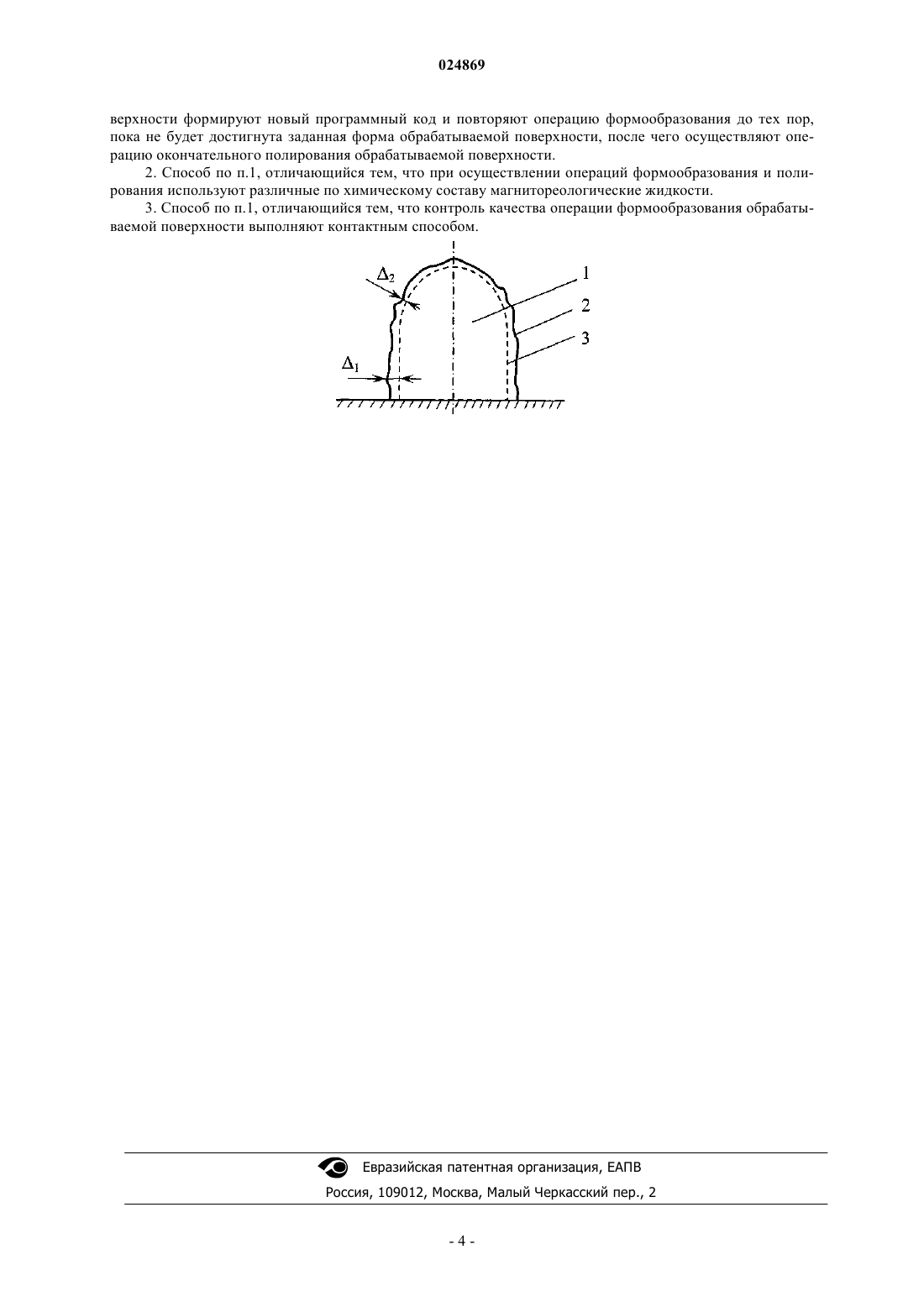
СПОСОБ МАГНИТОРЕОЛОГИЧЕСКОГО ФОРМООБРАЗОВАНИЯ И ПОЛИРОВАНИЯ ПОВЕРХНОСТИ СЛОЖНОЙ ФОРМЫ КОРДОНСКИЙ В.И. и др. Магнитореологическое полирование оптических поверхностей. Оптический журнал, 2012,79 (09), с. 81-94 Худолей Андрей Леонидович (BY) Изобретение относится к способам обработки поверхности шлифованием или полированием, в частности к способам магнитореологического формообразования и полирования поверхности сложной формы, и может быть использовано при производстве оптических компонентов,изделий микроэлектроники, элементов точной механики, сопряжений биопротезов, выпуске ювелирной продукции и др. Известный способ магнитореологического формообразования и полирования поверхности сложной формы включает получение информации об ошибке исходной формы обрабатываемой поверхности, получение информации о функции уноса материала с обрабатываемой поверхности магнитореологической жидкостью в зоне образования полировального пятна, формирование программного кода для полировального станка с числовым программным управлением, последующее формообразование и полирование путем подачи магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля. Согласно предлагаемому способу операцию формообразования и полирования обрабатываемой поверхности осуществляют раздельно. Для чего первоначально выполняют контроль качества выполняемой операции формообразования обрабатываемой поверхности, а при необходимости дальнейшей коррекции ее поверхности формируют новый программный код и повторяют операцию формообразования до тех пор, пока не будет достигнута заданная форма обрабатываемой поверхности, после чего осуществляют операцию окончательного полирования обрабатываемой поверхности. Кроме того, используют магнитореологические жидкости,различные по химическому составу, для операции формообразования и операции полирования, а контроль качества операции формообразования осуществляют контактным способом.(71)(73) Заявитель и патентовладелец: ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ "ИНСТИТУТ ТЕПЛО- И МАССООБМЕНА ИМЕНИ А.В. ЛЫКОВА НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) Изобретение относится к способам обработки поверхности шлифованием или полированием, в частности к способам магнитореологического формообразования и полирования поверхности сложной формы, и может быть использовано при производстве оптических компонентов, изделий микроэлектроники, элементов точной механики, сопряжений биопротезов, выпуске ювелирной продукции и др. Известен способ полирования поверхности поликристаллических алмазов [1], полученных методом осаждения из газовой фазы, включающий обработку поверхности алмазов трением путем взаимодействия поверхности алмаза с вращающимся контртелом, выполненным из упорядочивающегося сплава на основе титана. Обработку осуществляют контртелом, с частотой вращения контртела от 3000 до 5000 об/мин при нагрузке от 8 до 12 Н. Кроме того, для алмазных пластин больших диаметров (от 20 мм и более) предпочтительно ведут обработку в две стадии - основную и дополнительную, которые отличаются по взаимному расположению тел при трении с различными для разных стадий частотами. В процессе обработки контролируют величину коэффициента трения и после скачкообразного увеличения коэффициента трения осуществляют дополнительную обработку, которую проводят вращающимся контртелом с частотой от 100 до 200 об/мин при нагрузке от 1 до 5 Н при взаимном смещении контактирующих тел с повторением основной и дополнительной обработок для достижения требуемого уровня графитизации. Использование дополнительной обработки позволяет повысить производительность процесса и улучшить качество полирования поверхности поликристаллического алмаза. Однако высокие требования к материалу контртела и характеру съема материала с поверхности поликристаллических алмазов, обусловленного процессами аллотропного модифицирования (графитизацией), накладывают существенные ограничения по использованию данного способа полирования поверхности для других материалов. Известен способ гидродинамического полирования [2], при котором обрабатываемую деталь погружают в слой магнитореологической жидкости, расположенный на твердой поверхности, выполненной из немагнитного материала. Перемещают твердую поверхность относительно детали для генерирования гидродинамического давления в зазоре между деталью и поверхностью, воздействуют магнитным полем на магнитореологическую жидкость в зоне полирования, образуя в зазоре между обрабатываемой поверхностью детали и перемещаемой поверхностью твердообразное ядро и разжиженную прослойку магнитореологической жидкости. При этом толщину прослойки устанавливают 100 мкм. Способ позволяет осуществлять высококачественное полирование поверхности сложной формы за счет автоматического поддержания оптимальных значений многочисленных рабочих параметров непосредственно в процессе обработки поверхности. Однако виду отсутствия первоначального контроля исходной геометрии поверхности и отсутствия предварительного определения режимов обработки с учетом функции снятия (уноса) материала с поверхности детали использовать предложенный способ на практике для формообразования поверхности достаточно затруднительно. Наиболее близким к предлагаемому способу по технической сущности является способ магнитореологического формообразования и полирования поверхности сложной формы [3]. Ключевым элементом способа является магнитореологическая полирующая жидкость, которая под действием магнитного поля изменяет свои механические свойства, преобразуется в пластичный материал с ферромагнитными частицами, образуя полирующую ленту, которая в зоне контакта с обрабатываемой поверхностью (так называемое полировальное пятно) приводит к уносу материала магнитореологической жидкостью. Согласно способу получают информацию об ошибке исходной формы обрабатываемой поверхности в виде интерферограммы (бесконтактный способ контроля). Получение информации о функции распределения уноса материала с обрабатываемой поверхности магнитореологической жидкостью в зоне образования полировального пятна используется для программирования режима полирования станком с числовым программным управлением (ЧПУ) для формирования программного кода. Затем осуществляют последующее формообразование и полирование путем подачи магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля. Использование контроля геометрии исходной формы поверхности и автоматизации операции уноса материала с обрабатываемой поверхности обеспечивает на практике возможность формообразования поверхности сложной формы при ее полировании. Существенной особенностью и недостатком указанного способа формообразования является необходимость выполнения большего количества проходов полировальным инструментом для уноса требуемого количества материала с обрабатываемой поверхности или использования режимов "жесткого" полирования, которое является нестационарным процессом,плохо поддающимся точному математическому описанию. Моделирование режимов полирования практически ставит целью прогнозирование новой формы поверхности и решает обратную задачу, связанную с нахождением требуемых параметров обработки, при этом на практике с каждым новым проходом возрастает суммарная погрешность в достижении размеров получаемой формы, что выражается в несовпадении (различии) реальной, полученной после обработки геометрии поверхности с проектируемой (задаваемой). Таким образом, сложность точного моделирования режимов полирования для уноса требуемого количества материала с обрабатываемой поверхности, возрастание суммарной погрешности при выполнении множества проходов полировальным инструментом приводит к повышенному проценту брака готовой продукции, что неизбежно снижает эффективность использования на практике данного способа формообразования и полирования. Задачей настоящего изобретения является повышение эффективности формообразования и полирования поверхностей сложной формы путем обеспечения возможности контроля качества формообразования обрабатываемой поверхности и дополнительной коррекции режимов формообразования при необходимости его повторного выполнения. Задача решается следующим образом. Известный способ магнитореологического формообразования и полирования поверхности сложной формы включает получение информации об ошибке исходной формы обрабатываемой поверхности, получение информации о функции уноса материала с обрабатываемой поверхности магнитореологической жидкостью в зоне образования полировального пятна, формирование программного кода для полировального станка с числовым программным управлением, последующее формообразование и полирование путем подачи магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля. Согласно предлагаемому способу операцию формообразования и полирования обрабатываемой поверхности осуществляют раздельно. Для чего первоначально выполняют контроль качества выполняемой операции формообразования обрабатываемой поверхности, а при необходимости дальнейшей коррекции ее поверхности формируют новый программный код и повторяют операцию формообразования до тех пор, пока не будет достигнута заданная форма обрабатываемой поверхности, после чего осуществляют операцию окончательного полирования обрабатываемой поверхности. Кроме того, для осуществления способа по п.1 используют магнитореологические жидкости, различные по химическому составу, например, для операции формообразования применяют магнитореологическую жидкость с большим содержанием абразивных частиц, а для операции полирования - с меньшим содержанием абразивных частиц. Контроль качества операции формообразования осуществляют контактным способом, например, при помощи координатной машины типа "рука" с контактным измерительным щупом. Разделение операции формообразования и полирования на две независимые операции позволяет ввести операцию контроля операции формообразования, причем сам контроль может быть выполнен не только бесконтактными способами (например, интерферометрии), но и контактными (например, с использованием контактных измерительных щупов), последние являются более дешевыми и менее сложными в практическом применении. Контроль качества выполнения операции формообразования позволяет определить степень достижения заданной формы у изделия и до выполнения операции полирования установить необходимость дальнейшей корректировки формы поверхности (повторения операции формообразования). Повторение операции формообразования повышает точность геометрических размеров изделия, что улучшает качество и снижает процент брака готовой продукции. Кроме того, повторение операции формообразования обеспечивает возможность снятия большего по величине припуска, что позволяет снизить требования к точности обработки поверхности сложной формы для предшествующей формообразованию операции (например, шлифованию) и в ряде случаев сократить количество операций и требуемого оборудования для достижения заданной (проектируемой, необходимой) формы поверхности. Необходимость повторения операции формообразования устанавливают на основании сравнения результатов контроля качества ранее выполненной операции формообразования с заданной формой поверхности. Если заданная форма поверхности не достигнута, то будет выполнена ее дальнейшая корректировка, для чего формируют новый программный код и повторяют операцию формообразования до тех пор, пока не будет достигнута заданная форма обрабатываемой поверхности, после чего осуществляют окончательное полирование обрабатываемой поверхности. В случае достижения заданной формы поверхности после выполнения первоначальной операции формообразования, операцию формообразования не повторяют и переходят к выполнению окончательной операции - полирования обрабатываемой поверхности. Применение различных по химическому составу жидкостей для операций формообразования и полирования связано с отличительными особенностями выполнения этих операций. При формообразовании осуществляется снятие большого количества материала с обрабатываемой поверхности по сравнению с полированием. Для обеспечения большой скорости уноса материала с обрабатываемой поверхности и повышения эффективности (производительности) процесса целесообразно использовать магнитореологическую жидкость с большим содержанием абразивных частиц. Следует отметить, что удаленный с поверхности материал остается в составе магнитореологической жидкости и тем самым усложняет стабилизацию ее параметров во времени, поэтому для операции полирования требуется "свежая" и другая по составу жидкость. При полировании осуществляется снятие незначительного количества материала с обрабатываемой поверхности, поэтому целесообразно использовать магнитореологическую жидкость с меньшим содержанием абразивных частиц. Измерительные узлы, в основе работы которых используются контактные методы контроля, более дешевые в реализации, практически не зависят от габаритных размеров обрабатываемого изделия и могут быть легко интегрированы с полировальным станком с ЧПУ, что позволяет обеспечить контроль формы поверхности непосредственно на станке, то есть без снятия или переустановки обрабатываемого изделия. Такой подход к выполнению операции формообразования позволяет уменьшить отклонение от формы у готового изделия, снизить процент брака, что, в целом, обеспечивает повышение эффективности предлагаемого способа. На фигуре показано изделие 1, имеющее сложную (неправильную) исходную форму обрабатываемой поверхности 2, характеризуемую различными отклонениями, находящимися в интервале максимального 1 и минимального 2 значений, для различных участков обрабатываемой поверхности 2 изделия 1, которому необходимо придать заданную форму поверхности 3, например, тела вращения. Способ осуществляют следующим образом. Первоначально выполняют, например, бесконтактные измерения геометрии исходной формы обрабатываемой поверхности 2 изделия 1 на интерферометре и путем сравнения исходной формы обрабатываемой поверхности 2 с заданной формой поверхности 3 вычисляют информацию об ошибке исходной формы обрабатываемой поверхности 2. Так же производят интерферометрические измерения полирующего пятна с поверхности пробной линзы, идентичной обрабатываемому изделию, и получают информацию о функции распределения уноса материала с обрабатываемой поверхности 2 магнитореологической жидкостью в зоне образования полировального пятна. Контактные измерения геометрии исходной формы обрабатываемой поверхности 2 изделия 1 выполняют преимущественно для крупногабаритных изделий в зависимости от норм точности геометрических размеров, предъявляемых к обрабатываемому изделию. Формируют программный код для полировального станка с ЧПУ на основании информации об ошибке исходной формы обрабатываемой поверхности 2,функции распределения уноса материала с обрабатываемой поверхности 2 и технических характеристик станка с ЧПУ. Выполняют операцию формообразования, для чего изделие 1 закрепляют на станке с ЧПУ, осуществляют подачу магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля. После завершения операции формообразования и получения заданной поверхности 3 выполняют контроль качества, выполненного формообразования путем бесконтактных или контактных измерений. Устанавливают информацию об ошибке исходной формы обрабатываемой поверхности 2 и сравнивают с заданной формой. Если отклонения от формы лежат в переделах допусков заданной формы поверхности 3, то производят окончательную операцию - полирование, при которой, как и при формообразовании,осуществляют подачу магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля. Кроме того, при формообразовании используют магнитореологическую жидкость с большим содержанием абразивных частиц, а при полировании применяют магнитореологическую жидкость с меньшим содержанием абразивных частиц. Если отклонения от заданной формы поверхности 3 после ее обработки выходят за переделы допусков заданной формы, то осуществляют следующие действия: вычисляют информацию об ошибке первоначальной формы обрабатываемой поверхности 2, используют сохраненную информацию о функции распределения уноса материала с обрабатываемой поверхности 2, формируют новый (откорректированный) программный код для полировального станка с ЧПУ и повторяют операцию формообразования заданной поверхности 3 изделия 1. Операцию формообразования выполняют до тех пор, пока не будет достигнута заданная форма поверхности 3, после чего осуществляют окончательное полирование обрабатываемой поверхности 2. Таким образом, предлагаемый способ обеспечивает повышение эффективности способа, что позволяет улучшить качество обрабатываемых изделий и сократить количество бракованной продукции. Источники информации 1. Патент РФ 2369473, В 24 В 1/00, 2009. 2. Патент РБ 2895, В 24 В 1/00, В 24 В 13/00, 1999. 3. Кордонский В.И., Городкин С.Р. Магнитореологическое полирование оптических поверхностей // Оптический журнал. - 2012. - 79 (9). - С.81-95 (прототип). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ магнитореологического формообразования и полирования поверхности сложной формы,включающий получение информации об ошибке исходной формы обрабатываемой поверхности, получение информации о функции распределения уноса материала с обрабатываемой поверхности магнитореологической жидкостью в зоне образования полировального пятна, формирование программного кода для полировального станка с числовым программным управлением, последующее формообразование и полирование путем подачи магнитореологической жидкости на движущуюся поверхность полировального инструмента в зазор между ним и обрабатываемой поверхностью с приложением магнитного поля,отличающийся тем, что операцию формообразования и полирования обрабатываемой поверхности осуществляют раздельно, для чего первоначально выполняют контроль качества выполняемой операции формообразования обрабатываемой поверхности, а при необходимости дальнейшей коррекции ее по-3 024869 верхности формируют новый программный код и повторяют операцию формообразования до тех пор,пока не будет достигнута заданная форма обрабатываемой поверхности, после чего осуществляют операцию окончательного полирования обрабатываемой поверхности. 2. Способ по п.1, отличающийся тем, что при осуществлении операций формообразования и полирования используют различные по химическому составу магнитореологические жидкости. 3. Способ по п.1, отличающийся тем, что контроль качества операции формообразования обрабатываемой поверхности выполняют контактным способом.
МПК / Метки
МПК: B24B 49/00, B24B 1/00
Метки: магнитореологического, формообразования, сложной, поверхности, полирования, способ, формы
Код ссылки
<a href="https://eas.patents.su/5-24869-sposob-magnitoreologicheskogo-formoobrazovaniya-i-polirovaniya-poverhnosti-slozhnojj-formy.html" rel="bookmark" title="База патентов Евразийского Союза">Способ магнитореологического формообразования и полирования поверхности сложной формы</a>
Способ модификации гармонического содержания сигнала сложной формы
Номер патента: 2990
Опубликовано: 26.12.2002
Авторы: Смит Пол Рид, Смит Джек У.
МПК: G10H 1/06
Метки: сложной, модификации, сигнала, способ, содержания, формы, гармонического
Формула / Реферат:
1. Способ модификации амплитуд гармоник спектра определенного тона в сигнале сложной формы, содержащий привязку функции (14, 14'), модифицирующей амплитуду, к каждый гармонике спектра определенного тона, разделенного по порядку гармоник, где частота каждой функции, модифицирующей амплитуду, постоянно устанавливается (16) на частоту, соответствующую порядку гармоники, по мере того, как частоты спектра определенного тона, содержащего выбранные...
Система одноразовых форм, применяемая для создания модульной опалубки при возведении бетонных стен сложной формы
Номер патента: 22938
Опубликовано: 31.03.2016
Автор: Мартильи Массимо
МПК: E04B 2/86
Метки: возведении, создания, форм, применяемая, стен, модульной, система, сложной, одноразовых, опалубки, бетонных, формы
Формула / Реферат:
1. Система одноразовых форм для реализации модульной опалубки при изготовлении литьем вертикальных бетонных элементов, содержащая основной элемент, выполненный в форме боковой поверхности параллелепипеда, содержащего две боковые стыковые поверхности (7а, 7b), расположенные одна напротив другой и используемые для сопряжения с боковыми поверхностями других одинаковых форм, и две внешние боковые поверхности (4а, 4b), расположенные одна напротив...
Способ формообразования изделий из листового материала и приспособление для его осуществления
Номер патента: 12124
Опубликовано: 28.08.2009
Авторы: Мелихов Анатолий Владимирович, Родионов Михаил Михайлович
МПК: B21D 22/06
Метки: формообразования, приспособление, изделий, материала, листового, осуществления, способ
Формула / Реферат:
1. Способ формообразования изделий из листового материала на штамповочном прессе с неподвижной и подвижной матрицами путем штамповки-вытяжки листовой заготовки в формообразующую оснастку за счет перемещения подвижной матрицы под воздействием механизма пресса, отличающийся тем, что вытяжка осуществляется под давлением подвижной матрицы, на которую последовательно воздействуют гидравлические цилиндры, и производится в три стадии: сначала...
Способ формообразования поковки штифта эндопротеза тазобедренного сустава
Номер патента: 16027
Опубликовано: 30.01.2012
Авторы: Кантин Владимир Григорьевич, Доста Анатолий Дмитриевич, Руцкий Александр Владимирович, Данильчик Игорь Константинович
Метки: формообразования, поковки, штифта, способ, сустава, эндопротеза, тазобедренного
Формула / Реферат:
Способ формообразования поковки штифта эндопротеза тазобедренного сустава, включающий изготовление мерной цилиндрической заготовки, ее нагрев до температур деформации, предварительное формообразование поковки, окончательную штамповку в открытом штампе и обрезку заусенца, отличающийся тем, что предварительное формообразование поковки производят высадкой части нагретой заготовки для образования утолщения под формирование проксимальной части и...
Способ и устройство для взрывного формообразования
Номер патента: 16721
Опубликовано: 30.07.2012
Авторы: Цак Александр, Штогер Филипп, Штранц Андреас, Котагири Ситарама
МПК: B21D 26/08
Метки: взрывного, способ, формообразования, устройство
Формула / Реферат:
1. Способ взрывного формообразования заготовки (12) посредством взрыва газа, при которомзаготовку (12) располагают в приемной камере (15) формовочного инструмента (2);по меньшей мере частично заполняют жидкостью (26) полость (13) заготовки, стенки которой имеют в поперечном сечении замкнутую форму,перед воспламенением подают в воспламеняющую трубу (8) взрывчатую газовую смесь (23), непосредственно сообщающуюся с поверхностью (22) жидкости,...
Предыдущий патент: Рабочее колесо центробежного насоса и его комбинация с внутренним вкладышем (варианты)
Следующий патент: Система утилизации тепла
Случайный патент: Производные тазаротена, фармацевтическая композиция, включающая их, и их применение для изготовления лекарственного средства для лечения заболеваний кожи