Способ получения защитных покрытий на лопатках газовых турбин
Номер патента: 12224
Опубликовано: 28.08.2009
Авторы: Усубалиев Турал Бейбала Оглы, Самедов Адалят Солтан Оглы, Пашаев Ариф Мирджалал Оглы, Гамбаров Дайандур Муршуд Оглы, Рзаев Тельман Багадур Оглы

Формула / Реферат
Способ получения защитных покрытий на лопатках газотурбинных двигателей, осуществляемый электронно-плазменным нанесением многокомпонентных покрытий, отличающийся тем, что покрытия, состоящие из металлов, подбирают с соблюдением размерного фактора, чтобы атомные радиусы элементов сплава покрытия отличались не более чем на 15% от радиуса атомов металла основы сплава лопатки и чтобы элементы покрытия имели одинаковый тип кристаллической решетки с металлом основной лопатки, а при покрытиях, состоящих из металлов и неметаллов, чтобы отношения радиусов атомов неметаллов к радиусам атомов металлов было Rнм<0,59Rм и чтобы радиусы атомов металлов в составе покрытия отличались не более чем на 15% от радиусов атома металла основы сплава лопатки и имели с ним одинаковый тип кристаллической решетки.
Текст
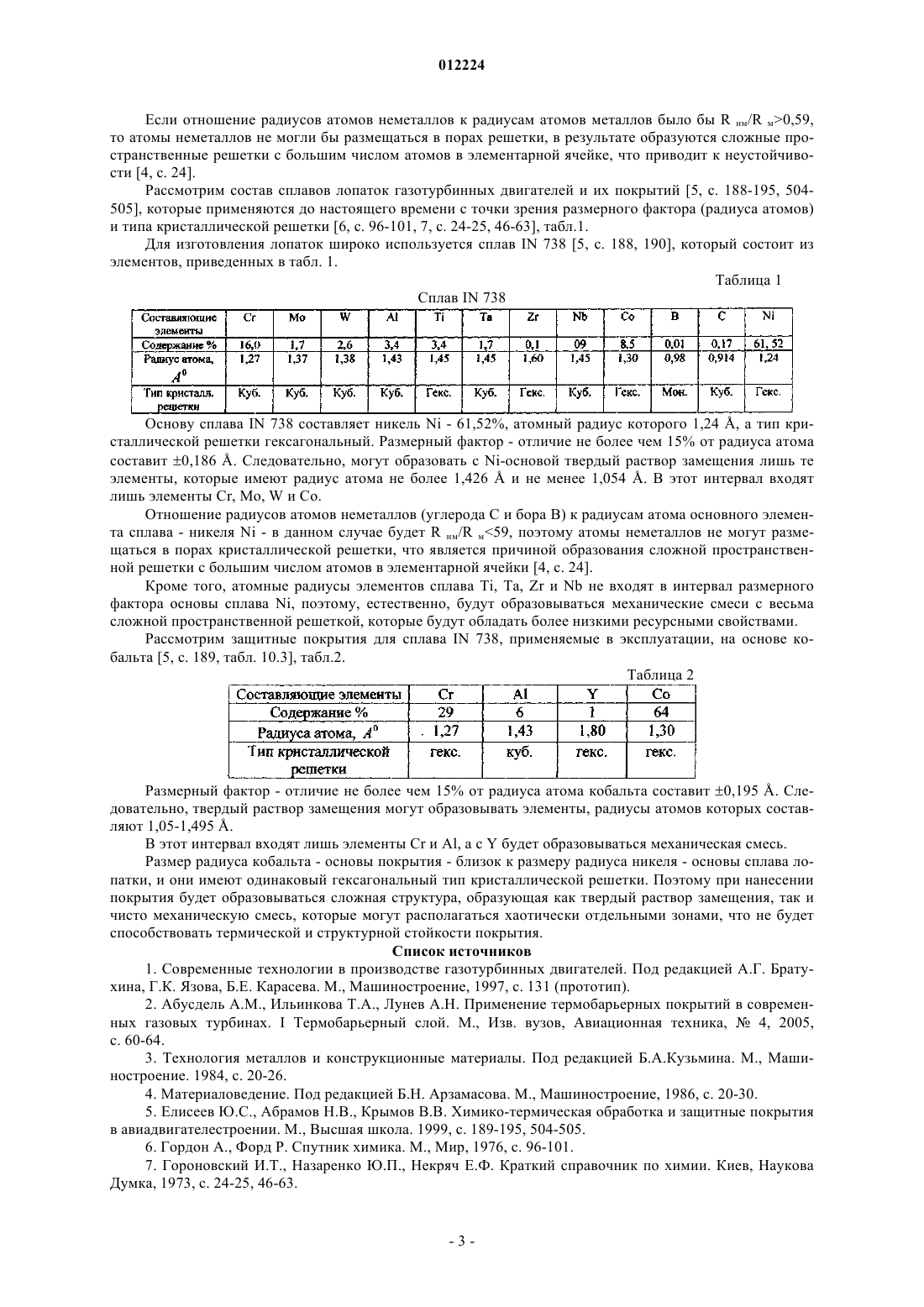
012224 Изобретение относится к технологии защитных покрытий и может быть использовано при производстве газотурбинных двигателей в авиационной промышленности и электрогазовых турбин в энергомашиностроении. Повышение надежности и ресурса авиационных газотурбинных двигателей в значительной мере определяется качеством защитных покрытий, создаваемых на поверхности деталей, особенно на наиболее нагруженных - лопатках турбин. На лопатках турбины используются различные виды защитных покрытий: диффузионные, плазменные, конденсированные, керамические, комбинированные, многокомпонентные, термобарьерные и т.д. Хороший эффект дают конденсированные покрытия, наносимые в вакууме ионно-плазменным или электронно-лучевым способами, содержащие комплекс компонентов типа Me (металл)-Cr (хром)-Al(алюминий)-Y (иттрий), позволяющие существенно повышать жаростойкость защищаемого материала лопаток газовых турбин. Широкое распространение для нанесения жаростойких покрытий получает разновидность ионноплазменного способа - вакуумно-плазменная технология высоких энергий (ВПТВЭ). Электронно-лучевая технология также используется и для формирования керамических покрытий, обладающих теплозащитными свойствами [1, прототип]. Тем не менее, ресурс покрытий типа Ni-Cr-Al-Y, работающих на лопатках высокотемпературных изделий, довольно ограничен (400-500 ч). Это объясняется рядом причин, главная из которых заключается в самой природе конденсированных покрытий. Неизбежная их пористость, недостаточная прочность сцепления покрытия и основного материала лопаток вследствие значительного различия их по составу и структуре и резкого концентрационного перехода по толщине являются серьезным препятствием для дальнейшего улучшения рабочих характеристик подобных композиций. Указанное осложняется работой лопаток в условиях сложно-напряженного состояния, высоких температур и теплосмен (остывания)[1, прототип]. В современных газотурбинных двигателях (ГТД) в качестве внешнего слоя в основном используется ZrO2, стабилизированный 6-8% Y2O3 (6-8 YSZ). Он имеет низкую теплопроводность: от 2,5 до 4,0 Вт/(мк) в зависимости от фазового состава, пористости, температуры, а также изменений в колебаниях кристаллической решетки. В процессе вакуумно-плазменного напыления высокой энергией 8 YSZ покрытия образуется тетрагональная фаза кристаллической решетки, которая не изменяется сколько-нибудь значительно при температуре ниже 1273 К. Однако при температурах выше 1473 К и длительном воздействии в течение более 100 ч эта фаза распадется с образованием кубической и новой, так называемой трансформируемой тетрагональной фазы. Последняя при охлаждении превращается в моноклинную фазу с изменением в объеме приблизительно до 4%, что влечет за собой образование микротрещин и потери механической телесности покрытия. Кроме того, покрытия на основе 8 YSZ недостаточно устойчивы к химическому воздействию присутствующих в продуктах сгорания топлива серы ванадия [2, с. 60]. Указанные недостатки защитных покрытий возможны из-за того, что не принимаются во внимание структура сплава самой лопатки и материала покрытий, а самое главное - радиусы атомов элементов,входящих в их состав. Это условие называется размерный фактор [4, с. 21]. В сплавах элементы могут различно взаимодействовать между собой, образуя различные по химическому составу, типу связи и строению кристаллические фазы. Твердые растворы - кристаллы, в которых сохраняется кристаллическая решетка одного элемента - растворителя. Твердые растворы замещения образуются, когда атомы растворителя в узлах кристаллической решетки замещаются атомами растворенного элемента, если их атомные радиусы отличаются не более чем на 15% [4, с. 21]. Растворимость элементов в твердом состоянии уменьшается при увеличении различия в атомных радиусах сплавленных элементов и их валентности. При образовании твердых растворов замещения возможна и неограниченная растворимость элементов в твердом состоянии, т.е. когда при любом количественном соотношении сплавляемых элементов все разнородные атомы размещаются в узлах общей пространственной решетки. Неограниченная растворимость наблюдается при соблюдении размерного фактора (атомные радиусы отличаются не более чем на 15%) и если элементы имеют одинаковый тип кристаллической решетки [4, с. 22]. Твердые растворы внедрения образуются, когда в порах между узлами кристаллической решетки растворителя внедряются атомы растворенного элемента, атомные радиусы которых меньше, чем атомные радиусы элемента-растворителя. При этом атомный радиус элемента растворителя, расположенный в узлах кристаллической решетки, должен быть равным или несколько больше размера пор между узлами решетки [3, с. 20-21; 4, с. 23]. Твердые растворы внедрения всегда имеют ограниченную растворимость и встречаются преимущественно тогда, когда растворитель имеет структуру гексагональной плотноупакованной (ГПУ) решетки или гранецентрированной кубической (ГЦК) решетки, в которых имеются поры между узлами с радиусом 0,41R, где R - радиус атома растворителя. В объемно-центрированной кубической (ОЦК) решетке растворимость путем внедрения еще меньше, так как размер пор не превышает 0,29R.-1 012224 Такие твердые растворы внедрения возникают при сплавлении переходных металлов с неметаллами, имеющими малый атомный радиус, Н, N, C, B. Кристаллическая структура этих соединений зависит от относительных размеров радиусов атомов неметалла R нм и атомов металла R м. Если отношение R нм/R м 0,59, образуются промежуточные фазы с простыми пространственными решетками, атомы неметалла в которых располагаются в порах. Если отношение R нм/R м 0,59, то атом неметалла не может разместиться в поре, тогда образуются сложные пространственные решетки с большим числом атомов в элементарной ячейке [4, с. 24]. Искажения кристаллической решетки, которые появляются при образовании твердых растворов внедрения, превышают те, которые возникают при образовании твердых растворов замещения, в связи с чем более резко изменяются и свойства. По мере концентрации (внедрения) растворенного элемента в твердом растворе заметно возрастают электрическое сопротивление, коэрцитивная сила, твердость и прочность, но снижается пластичность и вязкость [4, с. 23]. Большинство фаз внедрения чрезвычайно тугоплавки и имеют твердость, близкую к твердости алмаза. Фазы внедрения - это самые тугоплавкие и твердые промежуточные фазы. В сплавах, содержащих более двух элементов, возможно растворение в одном и том же растворителе и путем замещения, и путем внедрения [4, с. 23]. Кристаллы, образованные различными элементами, имеющие собственный тип кристаллической решетки, отличающийся от решеток, составляющих их элементов, называют промежуточной фазой. При этом в зависимости от природы элементов в промежуточных фазах может быть любой тип связи, который и определяет свойства кристаллов. Таким образом, при нанесении металлических защитных покрытий, образовании твердых растворов замещения возможна неограниченная растворимость элементов, т.е. когда при любом количественном соотношении сплавляемых элементов все разнородные атомы размещаются в узлах общей пространственной решетки, что происходит при соблюдении размерного фактора (атомные радиусы элементов покрытия отличаются не более чем на 15% от радиусов атомов элементов покрываемого сплава) и если элементы покрытия и покрываемого сплава имеют одинаковый тип кристаллической решетки. Кроме того, при распределении разносортных атомов в узлах пространственной решетки растворов атомы элементов покрытия размещаются в узлах кристаллической решетки покрываемого сплава в совершенно определенном порядке, поэтому твердые растворы замещения называются упорядоченными. Переход из неупорядоченного состояния в упорядоченное происходит при определенной температуре или в определенном интервале температур. При упорядочении возрастают электропроводность, температурный коэффициент электрического сопротивления, твердость и прочность, но несколько снижается пластичность сплава [4, с. 22]. В противном случае при нанесении покрытий будут образовываться механические смеси покрываемого сплава и покрытия, что приведет к быстрому растрескиванию и отслоению покрытий в процессе эксплуатации. Твердые растворы внедрения возникают при сплавлении переходных металлов с неметаллами,имеющими малый атомный радиус, О, N,C,B, образуя оксиды, нитриды, карбиды, бориды. Поэтому при нанесении защитных покрытий из сплавов металлов с неметаллами (оксидов, нитридов, карбидов, боридов) необходимо, чтобы радиус атома металла, входящего в состав покрытия, отличался бы не более чем на 15% от радиуса атомов элементов, входящих в состав сплава лопатки, и имел бы одинаковый тип кристаллической решетки, что будет способствовать образованию твердого раствора замещения металла покрытия и элементов лопатки. Неметаллы, входящие в состав покрытий, будут образовывать твердые растворы внедрения как с атомами металла покрытия, так и с металлами на поверхности лопатки. Таким образом, на поверхности лопатки (растворителе) будут образовываться растворы путем замещения и путем внедрения. Задачей изобретения является повышение ресурса, термической и структурной стойкости покрытий лопаток газотурбинных в процессе циклических нагрузок при эксплуатации. Поставленная задача достигается тем, что при электронно-плазменном способе нанесения защитных покрытий на лопатки газотурбинных двигателей, состоящих из металлов, осуществляется выбор элементов сплава при соблюдении размерного фактора, чтобы атомные радиусы элементов покрытия отличались бы не более чем на 15% от радиусов атомов элементов сплава лопаток и имели бы одинаковый тип кристаллической решетки, в результате чего разнородные атомы покрытия будут размещаться в узлах общей пространственной решетки, что приводит к упорядочению, образованию твердого раствора замещения, а при покрытиях, состоящих из металлов и неметаллов, необходим такой подбор металла,чтобы его радиус атома также отличался бы не более чем на 15% от радиуса атомов элементов, входящих в состав сплава лопаток, и имел бы одинаковый тип кристаллический решетки, образуя при этом твердый раствор замещения, а отношение радиусов атомов неметаллов к радиусам атомов металлов покрытия было бы R нм/R м 0,59, тогда атомы неметаллов, имея малый радиус, будут проникать в поры решетки покрытия, образуя твердый раствор внедрения.-2 012224 Если отношение радиусов атомов неметаллов к радиусам атомов металлов было бы R нм/R м 0,59,то атомы неметаллов не могли бы размещаться в порах решетки, в результате образуются сложные пространственные решетки с большим числом атомов в элементарной ячейке, что приводит к неустойчивости [4, с. 24]. Рассмотрим состав сплавов лопаток газотурбинных двигателей и их покрытий [5, с. 188-195, 504505], которые применяются до настоящего времени с точки зрения размерного фактора (радиуса атомов) и типа кристаллической решетки [6, с. 96-101, 7, с. 24-25, 46-63], табл.1. Для изготовления лопаток широко используется сплав IN 738 [5, с. 188, 190], который состоит из элементов, приведенных в табл. 1. Таблица 1 Сплав IN 738 Основу сплава IN 738 составляет никель Ni - 61,52%, атомный радиус которого 1,24 , а тип кристаллической решетки гексагональный. Размерный фактор - отличие не более чем 15% от радиуса атома составит 0,186 . Следовательно, могут образовать с Ni-основой твердый раствор замещения лишь те элементы, которые имеют радиус атома не более 1,426 и не менее 1,054 . В этот интервал входят лишь элементы Cr, Mo, W и Co. Отношение радиусов атомов неметаллов (углерода C и бора B) к радиусам атома основного элемента сплава - никеля Ni - в данном случае будет R нм/R м 59, поэтому атомы неметаллов не могут размещаться в порах кристаллической решетки, что является причиной образования сложной пространственной решетки с большим числом атомов в элементарной ячейки [4, с. 24]. Кроме того, атомные радиусы элементов сплава Ti, Та, Zr и Nb не входят в интервал размерного фактора основы сплава Ni, поэтому, естественно, будут образовываться механические смеси с весьма сложной пространственной решеткой, которые будут обладать более низкими ресурсными свойствами. Рассмотрим защитные покрытия для сплава IN 738, применяемые в эксплуатации, на основе кобальта [5, с. 189, табл. 10.3], табл.2. Таблица 2 Размерный фактор - отличие не более чем 15% от радиуса атома кобальта составит 0,195 . Следовательно, твердый раствор замещения могут образовывать элементы, радиусы атомов которых составляют 1,05-1,495 . В этот интервал входят лишь элементы Cr и Al, а с Y будет образовываться механическая смесь. Размер радиуса кобальта - основы покрытия - близок к размеру радиуса никеля - основы сплава лопатки, и они имеют одинаковый гексагональный тип кристаллической решетки. Поэтому при нанесении покрытия будет образовываться сложная структура, образующая как твердый раствор замещения, так и чисто механическую смесь, которые могут располагаться хаотически отдельными зонами, что не будет способствовать термической и структурной стойкости покрытия. Список источников 1. Современные технологии в производстве газотурбинных двигателей. Под редакцией А.Г. Братухина, Г.К. Язова, Б.Е. Карасева. М., Машиностроение, 1997, с. 131 (прототип). 2. Абусдель A.M., Ильинкова Т.А., Лунев А.Н. Применение термобарьерных покрытий в современных газовых турбинах. I Термобарьерный слой. М., Изв. вузов, Авиационная техника,4, 2005,с. 60-64. 3. Технология металлов и конструкционные материалы. Под редакцией Б.А.Кузьмина. М., Машиностроение. 1984, с. 20-26. 4. Материаловедение. Под редакцией Б.Н. Арзамасова. М., Машиностроение, 1986, с. 20-30. 5. Елисеев Ю.С., Абрамов Н.В., Крымов В.В. Химико-термическая обработка и защитные покрытия в авиадвигателестроении. М., Высшая школа. 1999, с. 189-195, 504-505. 6. Гордон А., Форд Р. Спутник химика. М., Мир, 1976, с. 96-101. 7. Гороновский И.Т., Назаренко Ю.П., Некряч Е.Ф. Краткий справочник по химии. Киев, Наукова Думка, 1973, с. 24-25, 46-63.-3 012224 ФОРМУЛА ИЗОБРЕТЕНИЯ Способ получения защитных покрытий на лопатках газотурбинных двигателей, осуществляемый электронно-плазменным нанесением многокомпонентных покрытий, отличающийся тем, что покрытия,состоящие из металлов, подбирают с соблюдением размерного фактора, чтобы атомные радиусы элементов сплава покрытия отличались не более чем на 15% от радиуса атомов металла основы сплава лопатки и чтобы элементы покрытия имели одинаковый тип кристаллической решетки с металлом основной лопатки, а при покрытиях, состоящих из металлов и неметаллов, чтобы отношения радиусов атомов неметаллов к радиусам атомов металлов было R нм 0,59R м и чтобы радиусы атомов металлов в составе покрытия отличались не более чем на 15% от радиусов атома металла основы сплава лопатки и имели с ним одинаковый тип кристаллической решетки.
МПК / Метки
МПК: C23C 14/06, C23C 14/34
Метки: турбин, покрытий, защитных, получения, лопатках, способ, газовых
Код ссылки
<a href="https://eas.patents.su/5-12224-sposob-polucheniya-zashhitnyh-pokrytijj-na-lopatkah-gazovyh-turbin.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения защитных покрытий на лопатках газовых турбин</a>
Способ использования запасов газа с низким содержанием метана в качестве топлива для газовых турбин
Номер патента: 4897
Опубликовано: 26.08.2004
Автор: Миттрикер Фрэнк Ф.
МПК: F02C 3/20
Метки: турбин, топлива, качестве, использования, газа, метана, запасов, способ, содержанием, газовых, низким
Формула / Реферат:
1. Способ обеспечения газовой турбины используемым в качестве топлива метаном, содержащимся в добываемом природном газе, заключающийся в том, что смешивают природный газ и газообразный водород, получая обогащенную водородом смесь метана, и полученную обогащенную водородом смесь метана подают в газовую турбину, отличающийся тем, что природный газ, добываемый из запасов природного газа, содержит не более 40 об.% газообразного метана и обогащенная...
Пленкообразующий раствор для получения металлооксидных покрытий и способ получения покрытий на его основе
Номер патента: 9422
Опубликовано: 28.12.2007
Авторы: Дроботенко Виктор Васильевич, Конев Михаил Игоревич, Шестов Илья Владимирович
МПК: C03C 17/25
Метки: раствор, получения, пленкообразующий, покрытий, основе, металлооксидных, способ
Формула / Реферат:
1. Пленкообразующий раствор для получения металлооксидного покрытия, содержащий неорганическую соль, поверхностно-активное вещество (ПАВ) и воду, отличающийся тем, что раствор дополнительно содержит гидроксонитрат алюминия и водорастворимое нелетучее органическое соединение, а в качестве неорганической соли используют соль азотной кислоты общей формулы M(NO3)nЧХН2O или MO(NO3)nЧXH2О, где М - Cu, Ag, Ti, Zr, V, Cr, Mo, Mn, Fe, Co, Ni, n=1-4,...
Способ генерации мощности, комбинированная энергетическая установка для его осуществления, газовая турбина и способ адаптации газовых турбин к работе с частичным окислением топлива (варианты)
Номер патента: 1417
Опубликовано: 26.02.2001
Авторы: Рибесс Жак, Калитвенцефф Борис
МПК: F01K 21/04, F23R 3/40
Метки: окислением, турбина, комбинированная, мощности, установка, адаптации, газовых, турбин, способ, топлива, энергетическая, осуществления, генерации, работе, газовая, варианты, частичным
Формула / Реферат:
1. Способ генерации мощности, согласно которому газ вводится в каталитический реактор (107), в котором газ подвергается реакции частичного окисления в присутствии газа, содержащего кислород и водяной пар, а окисленный газ, выходящий из каталитического реактора приводит в действие энергетическую турбину, отличающийся тем, что реакция частичного окисления происходит в присутствии газа, содержащего кислород в достехиометрическом количестве и...
Способ использования запасов газа с низким содержанием метана и высоким содержанием инертного газа в качестве топлива для газовых турбин
Номер патента: 6494
Опубликовано: 29.12.2005
Авторы: Виктори Доналд Дж., Миттрикер Фрэнк Ф.
Метки: газа, топлива, использования, способ, запасов, газовых, низким, содержанием, качестве, метана, турбин, инертного, высоким
Формула / Реферат:
1. Способ обеспечения газовой турбины используемым в качестве топлива газообразным метаном, содержащимся в добываемом природном газе в количестве приблизительно от 40 до 80 об.%, заключающийся в том, что из добываемого природного газа получают первый поток природного газа, содержащиеся в первом потоке природного газа инертные газы отделяют от содержащегося в нем метана с получением газообразного метана и инертного газа, полученный из первого...
Способ нанесения износостойких покрытий и повышения долговечности деталей
Номер патента: 2682
Опубликовано: 29.08.2002
Авторы: Падеров Анатолий Николаевич, Векслер Юрий Генрихович
МПК: C23C 14/06
Метки: повышения, износостойких, деталей, долговечности, покрытий, способ, нанесения
Формула / Реферат:
1. Способ нанесения износостойких покрытий на металлические поверхности деталей и изделий, указанный способ включает 1.1. использование камеры ионно-плазменного осаждения; 1.2. размещение внутри указанной камеры ионно-плазменного осаждения обрабатываемых деталей или изделий в качестве анода; 1.3. размещение в указанной камере катодов, состоящих из металлов IVА-VIА групп и/или сплавов этих металлов; 1.4. создание в указанной камере атмосферы...
Предыдущий патент: Способ и система для регулирования потока в трубопроводе
Следующий патент: Способ in-situ формирования щелей в аноде содерберга
Случайный патент: Устройство и способ формирования комбинированного изображения