Средства и способ контроля сборки резьбовых компонентов
Формула / Реферат
1. Способ контроля сборки резьбовых компонентов, включающий измерение изменения температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе сборки или разборки и контроль температуры взаимодействующих соединяемых поверхностей для обнаружения зон, имеющих более высокую температуру, по сравнению с остальной частью резьбового соединения.
2. Способ по п.1, включающий использование инфракрасной камеры в качестве измерительного средства и дисплея, обеспечивающего получение такого цветного отображения соединения, в котором разные цвета отражают разные температуры соединения.
3. Способ по п.1 или 2, отличающийся тем, что вокруг соединения под разными углами устанавливают ряд датчиков.
4. Способ по п.3, в котором дисплей обеспечивает получение единого отображения, характеризующего площадь всей поверхности соединения и представляющего собой комбинированное отображение выходных сигналов каждого из датчиков.
5. Средства контроля сборки резьбовых компонентов, содержащие участок, где выполняют резьбовое соединение двух резьбовых компонентов, температурный датчик, воспринимающий инфракрасное излучение, расположенный на участке для измерения изменения температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе их сборки или разборки, выходное устройство, связанное с датчиком и обеспечивающее отображение изменений температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе сборки или разборки компонентов.
Текст
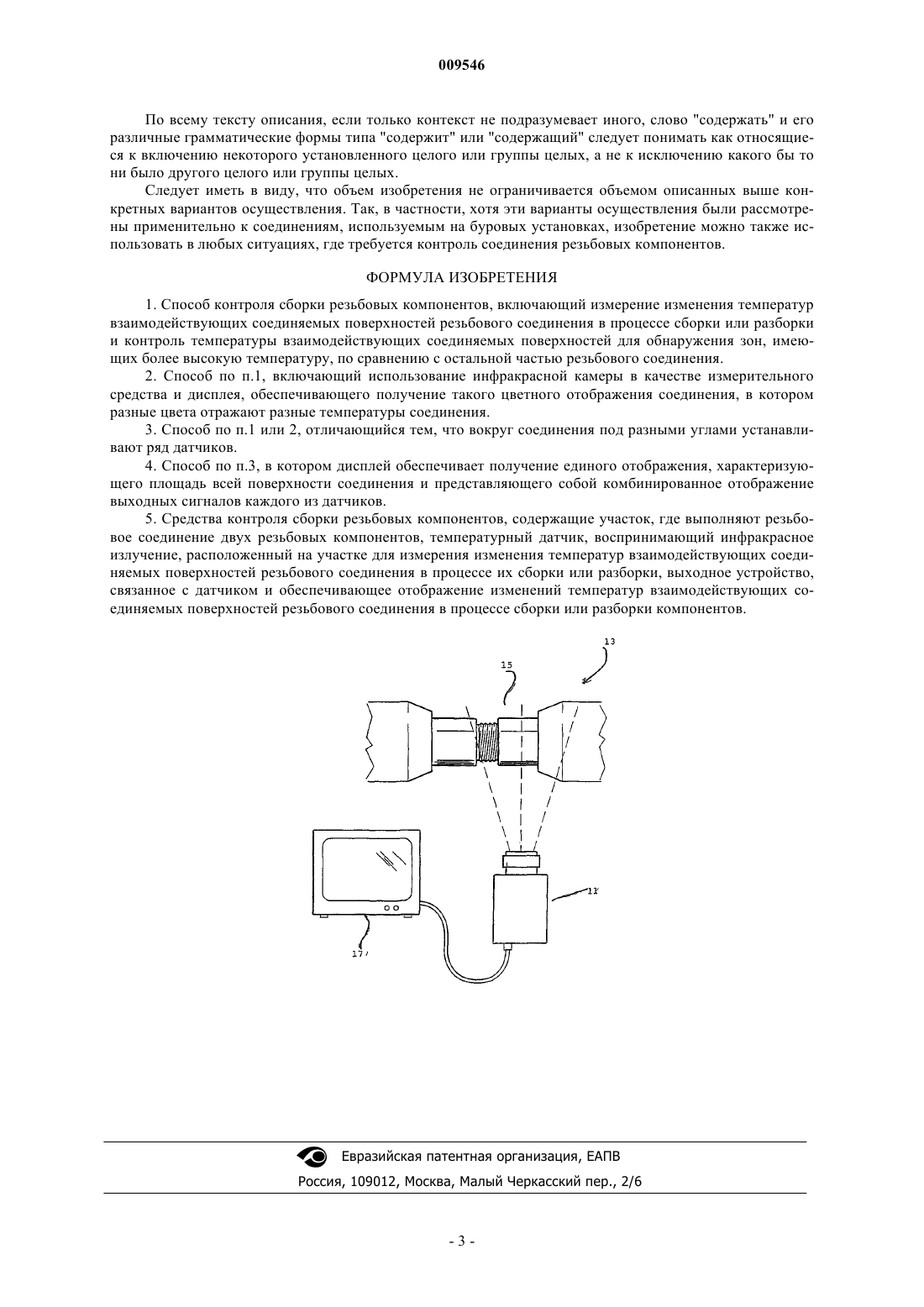
009546 Область техники Настоящее изобретение относится к средствам и способу контроля сборки резьбовых компонентов. Уровень техники При сборке резьбовых компонентов обычной является такая практика, когда после их соединения имеется возможность последующего легкого и быстрого разъединения таких компонентов в любой нужный момент. В самых распространенных ситуациях в области машиностроения этого добиться нетрудно,поскольку между взаимодействующими поверхностями резьбового соединения существуют довольно значительные допуски. Однако при работе в некоторых специализированных областях, например, в промышленности и технологии бурения, резьбовое соединение элементов, известных в этой отрасли под названием трубная арматура нефтяного сортамента, требует применения особой резьбы, которая может иметь исключительно точный профиль и отличается чрезвычайно жесткими допусками. С одной стороны, необходимо, чтобы резьбовые соединения обладали после их выполнения максимально возможной целостностью, но в то же время к ним предъявляется и другое важное требование - должна быть обеспечена возможность их нормального разъединения в случае необходимости модификации или извлечения бурильной колонны. Специалистам известно, что при работе с подобным оборудованием из-за несовместимости между имеющими различную природу материалами двух взаимодействующих поверхностей, и/или несовместимости между резьбовыми структурами на каждом из компонентов, и/или повреждений, причиненных одной или обеим резьбовым нарезкам, и/или различий в допусках между этими нарезками, и/или попадания обломков между резьбовыми структурами случается так, что для соединения двух свинчиваемых резьбовых компонентов прикладывают один момент силы, а для их разъединения момент силы гораздо большей величины. Следствием приложения большего момента может оказаться повреждение компонента, и даже резьбы, что может привести к поломке оборудования на объекте. Кроме того, было обнаружено, что даже незначительного несоответствия между допусками резьбовых нарезок, и/или их незначительного повреждения, и/или попадания небольшого количества обломков между резьбовыми структурами достаточно, чтобы вызвать заклинивание резьбового соединения. Известные из уровня техники способы контроля резьбового соединения двух компонентов предусматривают контроль величины прикладываемого момента силы при выполнении резьбового соединения. Во многих случаях такая методика оказывается довольно эффективной, однако она страдает недостаточной чувствительностью к выявлению дефектов, которые, хотя и не оказывают существенного влияния на величину момента, прикладываемого в процессе сборки, но служат источником значительных трудностей при разборе компонентов. Сущность изобретения Таким образом, предметом изобретения являются средства контроля сборки резьбовых компонентов, содержащие участок, где выполняют резьбовое соединение двух резьбовых компонентов, температурный датчик, воспринимающий инфракрасное излучение, расположенный на этом участке для измерения температур соединяемых поверхностей резьбового соединения в процессе сборки или разборки, выходное устройство, связанное с датчиком и обеспечивающее отображение изменения температур соединяемых поверхностей резьбового соединения в процессе их сборки или разборки. В соответствии с одним из предпочтительных признаков изобретения выходное устройство содержит дисплей. В соответствии с другим предпочтительным признаком дисплей имеет средства наглядного отображения соединения, обеспечивающие индикацию температур контролируемого соединения. В соответствии с еще одним признаком датчик имеет инфракрасную камеру. В соответствии с другим предпочтительным признаком на участке установлен ряд датчиков, причем указанные датчики расположены под разными углами вокруг соединения в процессе сборки или разборки для сканирования всей наружной поверхности соединения. В соответствии с одним из вариантов осуществления дисплей обеспечивает получение единого изображения, характеризующего площадь всей поверхности соединения и представляющего собой комбинированное отображение выходных сигналов каждого из датчиков. В соответствии с другим аспектом изобретения предложен способ контроля сборки резьбовых компонентов, включающий измерение изменения температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе их сборки или разборки и контроль температуры взаимодействующих соединяемых поверхностей на предмет обнаружения зон, имеющих более высокую температуру, по сравнению с остальной частью резьбового соединения. В соответствии с одним из предпочтительных признаков изобретения способ включает использования раскрытых выше средств контроля. Сущность изобретения станет более понятной из рассмотрения нижеследующего детального описания нескольких конкретных вариантов его осуществления. Краткое описание чертежа В описании имеются ссылки на приложенный чертеж, где дано схематическое изображение средств контроля согласно первому варианту осуществления.-1 009546 Подробное описание отдельных вариантов осуществления Первый вариант осуществления касается средств контроля сборки резьбовых соединений, которые могут найти конкретное применение при соединении компонентов бурильных труб и обсадных колонн. В соответствии с общепринятой практикой такие компоненты собирают в заводских условиях с получением агрегатов, которые можно затем переместить на буровую площадку и установить на бурильной колонне там, где это требуется. Витки резьбы, используемой для получения резьбового соединения таких компонентов, имеют, как правило, чрезвычайно точный профиль и изготавливаются с исключительно жесткими допусками. Кроме того, к уже смонтированным резьбовым компонентам предъявляется требование, согласно которому они должны легко и быстро разъединяться, с тем чтобы можно было извлечь их из бурильной колонны, если понадобится их дальнейшее использование по другому назначению. Поэтому, наряду с необходимостью поддержания исправного состояния резьбового соединения в процессе эксплуатации, надо еще, чтобы его можно было легко разобрать, так чтобы при разъединении не были повреждены компоненты, находящиеся по обе стороны от резьбового соединения. Было обнаружено, что незначительное повреждение одной или обеих резьбовых нарезок способно привести к необратимому повреждению ответного резьбового компонента в процессе сборки, что впоследствии не позволит нормально разъединить детали. Подобное повреждение может возникнуть также в тех случаях, когда одна резьба формируется в конце производственного цикла резьбонакатной головки, а ответная резьба - в начале этого цикла, что приводит к несоответствию резьбовых нарезок, а это, в свою очередь, служит причиной возникновения недопустимых усилий, действующих на резьбу в процессе сборки. В настоящее время не существует иных средств, которые обеспечивали бы точное определение возникновения повреждений резьбового соединения в процессе сборки резьбовых компонентов, кроме поддержания исключительно точного момента силы, действующего на резьбовое соединение в любой данный момент времени. Кроме того, наличие таких дефектов не удается быстро выявить, если контроль ограничивается простым измерением момента, действующего на резьбовое соединение в процессе сборки. На чертеже показана конструкция согласно первому варианту осуществления, содержащая инфракрасную камеру 11, помещенную поблизости от участка 13, где производится сборка. Объектив камеры направлен в процессе сборки на соединение 15, благодаря чему можно наблюдать всю поверхность соединения, находящуюся напротив объектива. Камера снабжена выходным устройством, которое имеет связанный с ней дисплей 17, обеспечивающий получение наглядного отображения температур соединения. Используется дисплей цветного типа, в котором различные цвета характеризуют определенные температуры соединения, причем он откалиброван таким образом, что обеспечивается возможность выявления даже малейших изменений температуры. Во время выполнения резьбового соединения ведется контроль работы связанного с камерой дисплея с выявлением наличия горячих пятен (участков локального перегрева), или зон с повышенной температурой, которые могут возникать в соединении в процессе сборки. Если на дисплее появится отображение неожиданного повышения температуры либо во всем соединении, либо на любом его участке,это можно интерпретировать как указание оператору о том, что имеет место несовместимость между резьбовыми нарезками или другое подобное нежелательное явление, которое требует разъединения резьбовых элементов и их осмотра на предмет выявления причины слишком сильного сцепления витков резьбы под действием сил трения, что и привело к повышению температуры. Авторы предполагают, что описанную конструкцию можно применить как в условиях заводского производства, так и прямо на месте работ на буровых установках или в других подобных ситуациях, где осуществляется взаимное зацепление резьбовых компонентов. Как было установлено в ходе испытаний, при искусственном создании лишь незначительного повреждения одной из резьбовых нарезок конструкция согласно первому варианту осуществления оказалась способной обнаружить самую начальную стадию заклинивания резьбового соединения, вызванного этим повреждением, еще до того, как она выявляется посредством контроля момента силы, действующего на компоненты. Наличие дефекта удалось обнаружить благодаря появлению горячего пятна на резьбовой структуре с дефектом через очень небольшое время после того, как она вошла в непосредственное взаимодействие с резьбовой структурой второго компонента. В соответствии со вторым вариантом осуществления вокруг соединения установлен ряд камер, благодаря чему сканируют целиком всю поверхность соединения, при этом выходные сигналы каждой из камер комбинируют с целью получения единого отображения, характеризующего площадь всей поверхности соединения. В соответствии с третьим вариантом осуществления используют портативную камеру прямо на месте работ на буровых установках и в других подобных ситуациях для контроля соединения изготовленных отрезков труб в одну бурильную колонну, с тем чтобы обеспечить исправное состояние соединения и отсутствие воздействия на него неблагоприятных условий, которые могли бы повлечь за собой его повреждение или заклинивание. В случае установок для бурения газовых и нефтяных скважин во избежание возникновения опасных ситуаций потребуется вставить такую камеру в корпус.-2 009546 По всему тексту описания, если только контекст не подразумевает иного, слово "содержать" и его различные грамматические формы типа "содержит" или "содержащий" следует понимать как относящиеся к включению некоторого установленного целого или группы целых, а не к исключению какого бы то ни было другого целого или группы целых. Следует иметь в виду, что объем изобретения не ограничивается объемом описанных выше конкретных вариантов осуществления. Так, в частности, хотя эти варианты осуществления были рассмотрены применительно к соединениям, используемым на буровых установках, изобретение можно также использовать в любых ситуациях, где требуется контроль соединения резьбовых компонентов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ контроля сборки резьбовых компонентов, включающий измерение изменения температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе сборки или разборки и контроль температуры взаимодействующих соединяемых поверхностей для обнаружения зон, имеющих более высокую температуру, по сравнению с остальной частью резьбового соединения. 2. Способ по п.1, включающий использование инфракрасной камеры в качестве измерительного средства и дисплея, обеспечивающего получение такого цветного отображения соединения, в котором разные цвета отражают разные температуры соединения. 3. Способ по п.1 или 2, отличающийся тем, что вокруг соединения под разными углами устанавливают ряд датчиков. 4. Способ по п.3, в котором дисплей обеспечивает получение единого отображения, характеризующего площадь всей поверхности соединения и представляющего собой комбинированное отображение выходных сигналов каждого из датчиков. 5. Средства контроля сборки резьбовых компонентов, содержащие участок, где выполняют резьбовое соединение двух резьбовых компонентов, температурный датчик, воспринимающий инфракрасное излучение, расположенный на участке для измерения изменения температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе их сборки или разборки, выходное устройство,связанное с датчиком и обеспечивающее отображение изменений температур взаимодействующих соединяемых поверхностей резьбового соединения в процессе сборки или разборки компонентов.
МПК / Метки
МПК: G01K 13/08, G01N 25/72, G01N 21/88
Метки: резьбовых, способ, сборки, компонентов, контроля, средства
Код ссылки
<a href="https://eas.patents.su/4-9546-sredstva-i-sposob-kontrolya-sborki-rezbovyh-komponentov.html" rel="bookmark" title="База патентов Евразийского Союза">Средства и способ контроля сборки резьбовых компонентов</a>
Смесь для контроля качества лекарственного средства “глицин таблетки подъязычные 0,1г” и способ ее приготовления
Номер патента: 7615
Опубликовано: 29.12.2006
Авторы: Бурбенская Наталья Михайловна, Комиссарова Ирина Алексеевна, Кондрашова Татьяна Тихоновна, Солдатенкова Татьяна Дмитриевна, Гудкова Юлия Васильевна
МПК: A61K 31/195, G01N 1/38, G01N 21/17...
Метки: контроля, таблетки, лекарственного, 0,1г, смесь, качества, средства, способ, подъязычные, глицин, приготовления
Формула / Реферат:
1. Смесь для контроля качества лекарственного средства "Глицин таблетки подъязычные 0,1 г" стресспротекторного, антистрессорного, ноотропного и нейропротекторного действия для однократного приема или курсового лечения, содержащего глицин микрокапсулированный 0,101 г - неагломерированные кристаллы аминоуксусной кислоты, покрытые полимерной пленкой метилцеллюлозы водорастворимой марки МЦ-100, и магния стеарат 0,001 г, с временем распадаемости не...
Изолируемые смеси из семян eugenia jambolana lamarck, способы их получения, способ получения оксамата натрия, лекарственные средства для профилактики и лечения диабета и применение указанных смесей, их компонентов и оксамата натрия для получения этих лекарственных средств
Номер патента: 1463
Опубликовано: 23.04.2001
Авторы: Лебуль Жан, Расоанаиво Филипп, Ракото Ратсимаманга Сюзанн, Ракото Ратсимаманга Альберт, Рейсдорф Даниель, Прово Жан
МПК: A61P 5/50, A61K 35/78
Метки: lamarck, eugenia, натрия, компонентов, этих, указанных, смесей, средств, изолируемые, лечения, лекарственных, применение, оксамата, способы, jambolana, лекарственные, профилактики, способ, средства, диабета, семян, получения, смеси
Формула / Реферат:
1. Смесь, не содержащая полифенольных и стерольных производных и изолируемая посредством измельчения семян EUGENIA JAMBOLANA LAMARCK, мацерации полученного порошка низшим алифатическим спиртом в горячем состоянии, фильтрации, выделения нерастворимой фракции, не содержащей более полифенольных и стерольных соединений, мацерации нерастворимой фракции с помощью низшего алифатического спирта, фильтрации и выделения нерастворимой фракции, не...
Способ сборки шарового шарнира
Номер патента: 45
Опубликовано: 26.02.1998
Автор: Недиков Владимир Петрович
МПК: F16C 11/00, B23P 19/04, B23P 19/00...
Метки: шарового, сборки, способ, шарнира
Формула / Реферат:
1. Способ сборки шарового шарнира, включающий ввод в корпус последовательно полимерного опорного вкладыша, штанги с шаровой головкой, второго полимерного опорного вкладыша и ввинчивание крышки, отличающийся тем, что после ввода второго полимерного вкладыша на него воздействуют нагретым пуансоном с рабочей поверхностью, идентичной контактной поверхности крышки, осуществляя пластическую деформацию стыков полимерных опорных вкладышей, после чего...
Устройство для запирания резьбовых соединений труб
Номер патента: 8135
Опубликовано: 27.04.2007
Автор: Аас Бриньюлв
МПК: E21B 17/043
Метки: резьбовых, труб, запирания, соединений, устройство
Формула / Реферат:
1. Устройство для запирания резьбовых соединений труб, в которых предусмотрены два резьбовых соединительных модуля (7, 8), имеющих свинчиваемые вместе участки, соответственно, с внутренней и наружной резьбой, содержащее первое запорное кольцо (1) и второе запорное кольцо (2), имеющие первую и вторую стороны, для запирания соединительных модулей в радиальном направлении относительно друг друга, отличающееся тем, что первая и вторая стороны...
Предохранительная муфта для резьбовых соединений для расширяемого подвесного устройства для хвостовика
Номер патента: 7860
Опубликовано: 27.02.2007
Авторы: Кендзиора Ларри, Ринг Лев, Хокэдэй Джоэл Грей, Коста Скотт, Бриско Дэвид Пол, Кук Роберт Лэнс, Буллок Майкл, Уодделл Кевин К.
МПК: B23P 11/00, B21D 39/00
Метки: резьбовых, подвесного, предохранительная, соединений, муфта, хвостовика, устройства, расширяемого
Формула / Реферат:
1. Способ радиального расширения и пластического деформирования первого трубного элемента и второго трубного элемента, заключающийся в том, что вставляют резьбовой концевой участок первого трубного элемента в конец трубной муфты, имеющей внутренний фланец, вставляют резьбовой концевой участок второго трубного элемента в другой конец трубной муфты, соединяют посредством резьбы резьбовые концевые участки первого и второго трубных элементов внутри...
Предыдущий патент: Входное устройство вспомогательной силовой установки с шумоподавляющим направляющим аппаратом
Следующий патент: Способ визуального обнаружения утечки химиката, выделяющегося из объекта
Случайный патент: Реакторная система для синтеза углеводородного соединения и способ удаления частиц порошкообразного катализатора