Способ лазерной обработки стекла
Номер патента: 2296
Опубликовано: 28.02.2002
Авторы: Алиев Алекпер Камалович, Солинов Владимир Федорович, Солинов Евгений Федорович, Чадин Валентин Сергеевич, Сирота Алексей Семенович
Формула / Реферат
1. Способ лазерной обработки стекла, заключающийся в нагреве локального объема материала направленным лазерным лучом между двумя поверхностями за счет частичного поглощения энергии с последующим охлаждением зоны облучения, отличающийся тем, что обработку стекла проводят на всю его толщину параллельным пучком лазерного излучения нагревом до температуры выше температуры Tg, создавая остаточные термоупругие напряжения.
2. Способ по п.1, отличающийся тем, что обработку стекла проводят нагревом до температуры между температурами Тg и Тf без видимого нарушения поверхностей.
3. Способ по п.1, отличающийся тем, что обработку стекла проводят нагревом до температуры выше температуры Тf и создают полусферические выпуклости, различные по форме и размерам.
4. Способ по п.1, отличающийся тем, что обработку стекла проводят непрерывным или дискретным облучением точечно по прямой, кривой или замкнутой линии.
5. Способ по п.2, отличающийся тем, что обработку стекла проводят облучением линейно или дискретно, создавая оптическую анизотропию материала как в поперечном, так и в продольном направлении.
6. Способ по п.2, отличающийся тем, что место облучения в стекле визуализируют через поляризатор.
7. Способ по п.3, отличающийся тем, что при однократном воздействии облучения лазерным лучом место облучения дополнительно подвергают механическому воздействию, вызывая саморазрушение стекла с последующим его удалением.
8. Способ по п.3, отличающийся тем, что обработку стекла проводят облучением по спиралеобразной траектории или отдельными одноразовыми импульсами по площади, ограниченной заданной формой, с последующим удалением разрушенного материала.
Текст
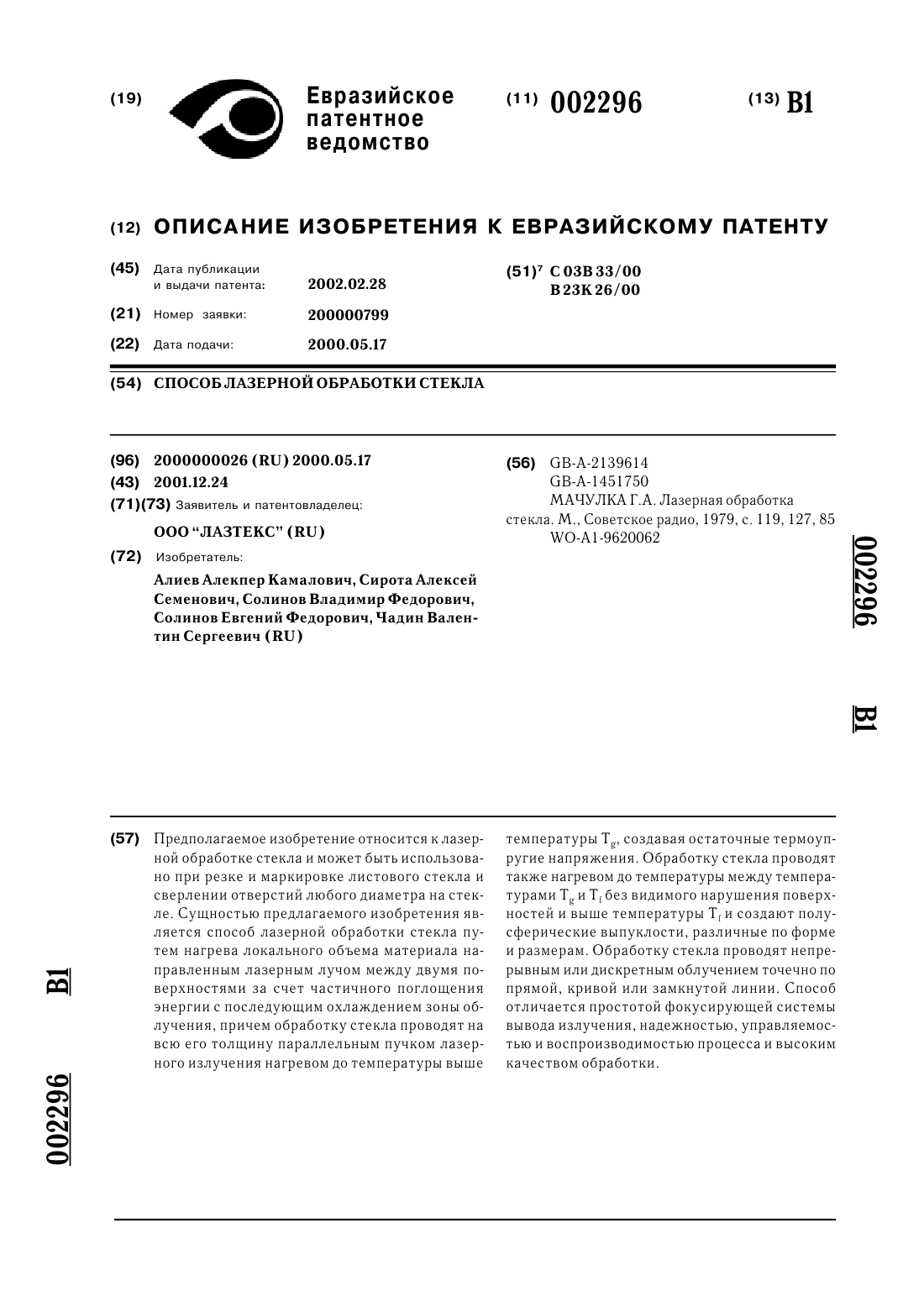
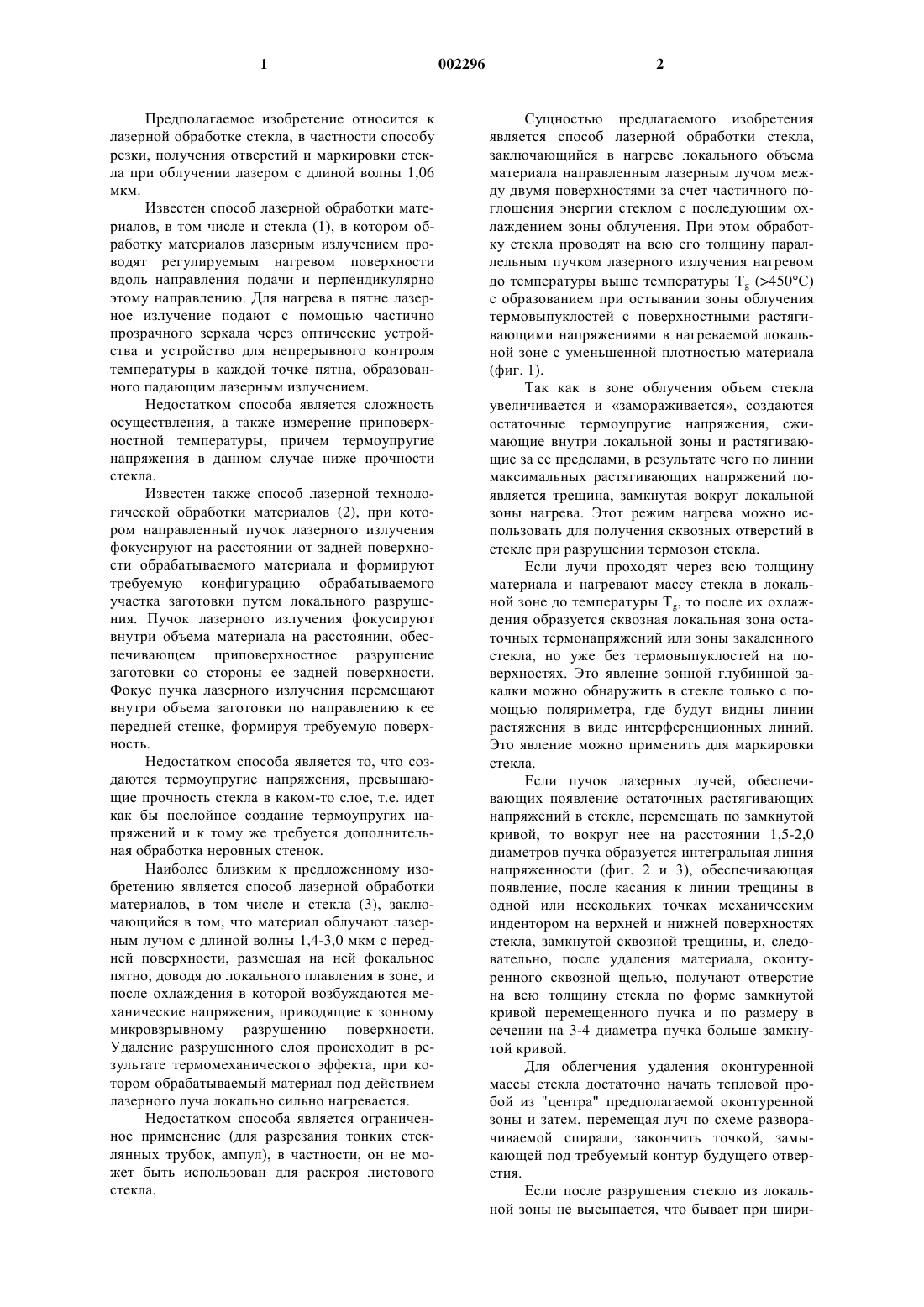
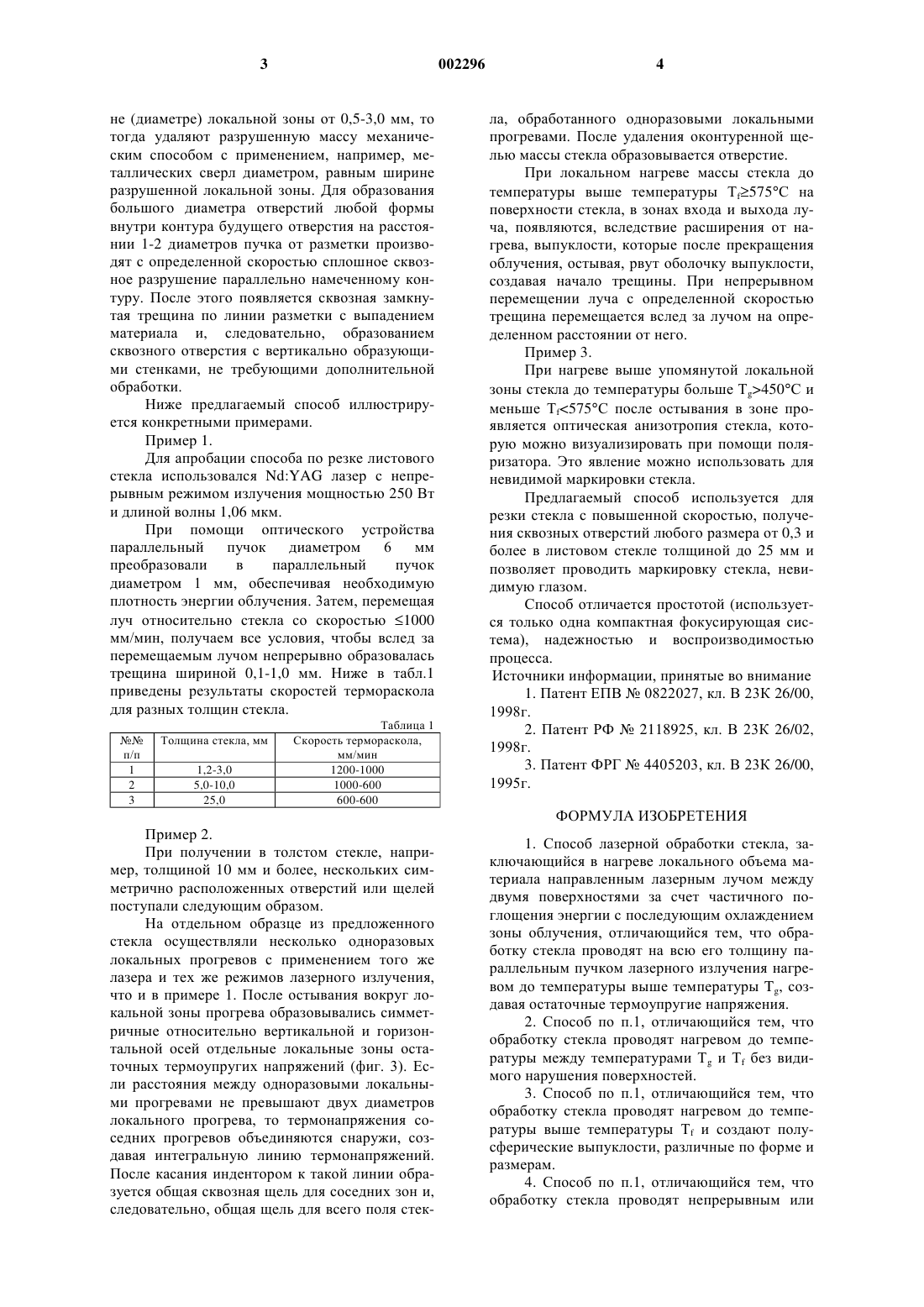
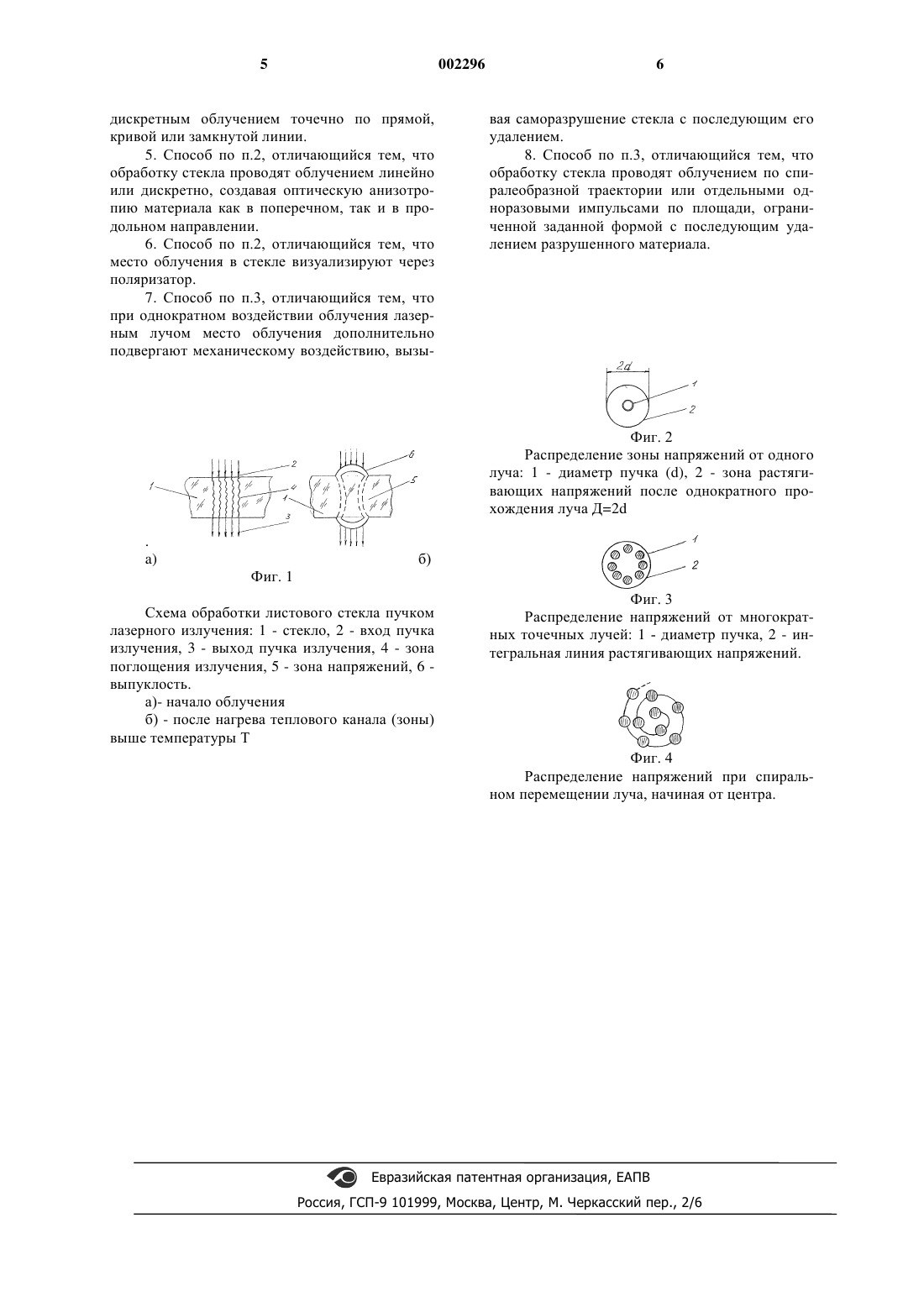
1 Предполагаемое изобретение относится к лазерной обработке стекла, в частности способу резки, получения отверстий и маркировки стекла при облучении лазером с длиной волны 1,06 мкм. Известен способ лазерной обработки материалов, в том числе и стекла (1), в котором обработку материалов лазерным излучением проводят регулируемым нагревом поверхности вдоль направления подачи и перпендикулярно этому направлению. Для нагрева в пятне лазерное излучение подают с помощью частично прозрачного зеркала через оптические устройства и устройство для непрерывного контроля температуры в каждой точке пятна, образованного падающим лазерным излучением. Недостатком способа является сложность осуществления, а также измерение приповерхностной температуры, причем термоупругие напряжения в данном случае ниже прочности стекла. Известен также способ лазерной технологической обработки материалов (2), при котором направленный пучок лазерного излучения фокусируют на расстоянии от задней поверхности обрабатываемого материала и формируют требуемую конфигурацию обрабатываемого участка заготовки путем локального разрушения. Пучок лазерного излучения фокусируют внутри объема материала на расстоянии, обеспечивающем приповерхностное разрушение заготовки со стороны ее задней поверхности. Фокус пучка лазерного излучения перемещают внутри объема заготовки по направлению к ее передней стенке, формируя требуемую поверхность. Недостатком способа является то, что создаются термоупругие напряжения, превышающие прочность стекла в каком-то слое, т.е. идет как бы послойное создание термоупругих напряжений и к тому же требуется дополнительная обработка неровных стенок. Наиболее близким к предложенному изобретению является способ лазерной обработки материалов, в том числе и стекла (3), заключающийся в том, что материал облучают лазерным лучом с длиной волны 1,4-3,0 мкм с передней поверхности, размещая на ней фокальное пятно, доводя до локального плавления в зоне, и после охлаждения в которой возбуждаются механические напряжения, приводящие к зонному микровзрывному разрушению поверхности. Удаление разрушенного слоя происходит в результате термомеханического эффекта, при котором обрабатываемый материал под действием лазерного луча локально сильно нагревается. Недостатком способа является ограниченное применение (для разрезания тонких стеклянных трубок, ампул), в частности, он не может быть использован для раскроя листового стекла. 2 Сущностью предлагаемого изобретения является способ лазерной обработки стекла,заключающийся в нагреве локального объема материала направленным лазерным лучом между двумя поверхностями за счет частичного поглощения энергии стеклом с последующим охлаждением зоны облучения. При этом обработку стекла проводят на всю его толщину параллельным пучком лазерного излучения нагревом до температуры выше температуры Тg (450 С) с образованием при остывании зоны облучения термовыпуклостей с поверхностными растягивающими напряжениями в нагреваемой локальной зоне с уменьшенной плотностью материала(фиг. 1). Так как в зоне облучения объем стекла увеличивается и замораживается, создаются остаточные термоупругие напряжения, сжимающие внутри локальной зоны и растягивающие за ее пределами, в результате чего по линии максимальных растягивающих напряжений появляется трещина, замкнутая вокруг локальной зоны нагрева. Этот режим нагрева можно использовать для получения сквозных отверстий в стекле при разрушении термозон стекла. Если лучи проходят через всю толщину материала и нагревают массу стекла в локальной зоне до температуры Тg, то после их охлаждения образуется сквозная локальная зона остаточных термонапряжений или зоны закаленного стекла, но уже без термовыпуклостей на поверхностях. Это явление зонной глубинной закалки можно обнаружить в стекле только с помощью поляриметра, где будут видны линии растяжения в виде интерференционных линий. Это явление можно применить для маркировки стекла. Если пучок лазерных лучей, обеспечивающих появление остаточных растягивающих напряжений в стекле, перемещать по замкнутой кривой, то вокруг нее на расстоянии 1,5-2,0 диаметров пучка образуется интегральная линия напряженности (фиг. 2 и 3), обеспечивающая появление, после касания к линии трещины в одной или нескольких точках механическим индентором на верхней и нижней поверхностях стекла, замкнутой сквозной трещины, и, следовательно, после удаления материала, оконтуренного сквозной щелью, получают отверстие на всю толщину стекла по форме замкнутой кривой перемещенного пучка и по размеру в сечении на 3-4 диаметра пучка больше замкнутой кривой. Для облегчения удаления оконтуренной массы стекла достаточно начать тепловой пробой из "центра" предполагаемой оконтуренной зоны и затем, перемещая луч по схеме разворачиваемой спирали, закончить точкой, замыкающей под требуемый контур будущего отверстия. Если после разрушения стекло из локальной зоны не высыпается, что бывает при шири 3 не (диаметре) локальной зоны от 0,5-3,0 мм, то тогда удаляют разрушенную массу механическим способом с применением, например, металлических сверл диаметром, равным ширине разрушенной локальной зоны. Для образования большого диаметра отверстий любой формы внутри контура будущего отверстия на расстоянии 1-2 диаметров пучка от разметки производят с определенной скоростью сплошное сквозное разрушение параллельно намеченному контуру. После этого появляется сквозная замкнутая трещина по линии разметки с выпадением материала и, следовательно, образованием сквозного отверстия с вертикально образующими стенками, не требующими дополнительной обработки. Ниже предлагаемый способ иллюстрируется конкретными примерами. Пример 1. Для апробации способа по резке листового стекла использовался Nd:YAG лазер с непрерывным режимом излучения мощностью 250 Вт и длиной волны 1,06 мкм. При помощи оптического устройства параллельный пучок диаметром 6 мм преобразовали в параллельный пучок диаметром 1 мм, обеспечивая необходимую плотность энергии облучения. 3 атем, перемещая луч относительно стекла со скоростью 1000 мм/мин, получаем все условия, чтобы вслед за перемещаемым лучом непрерывно образовалась трещина шириной 0,1-1,0 мм. Ниже в табл.1 приведены результаты скоростей термораскола для разных толщин стекла. 4 ла, обработанного одноразовыми локальными прогревами. После удаления оконтуренной щелью массы стекла образовывается отверстие. При локальном нагреве массы стекла до температуры выше температуры Тf575 С на поверхности стекла, в зонах входа и выхода луча, появляются, вследствие расширения от нагрева, выпуклости, которые после прекращения облучения, остывая, рвут оболочку выпуклости,создавая начало трещины. При непрерывном перемещении луча с определенной скоростью трещина перемещается вслед за лучом на определенном расстоянии от него. Пример 3. При нагреве выше упомянутой локальной зоны стекла до температуры больше Тg450 С и меньше Тf575 С после остывания в зоне проявляется оптическая анизотропия стекла, которую можно визуализировать при помощи поляризатора. Это явление можно использовать для невидимой маркировки стекла. Предлагаемый способ используется для резки стекла с повышенной скоростью, получения сквозных отверстий любого размера от 0,3 и более в листовом стекле толщиной до 25 мм и позволяет проводить маркировку стекла, невидимую глазом. Способ отличается простотой (используется только одна компактная фокусирующая система), надежностью и воспроизводимостью процесса. Источники информации, принятые во внимание 1. Патент ЕПВ 0822027, кл. В 23 К 26/00,1998 г. 2. Патент РФ 2118925, кл. В 23 К 26/02,1998 г. 3. Патент ФРГ 4405203, кл. В 23 К 26/00,1995 г. ФОРМУЛА ИЗОБРЕТЕНИЯ Пример 2. При получении в толстом стекле, например, толщиной 10 мм и более, нескольких симметрично расположенных отверстий или щелей поступали следующим образом. На отдельном образце из предложенного стекла осуществляли несколько одноразовых локальных прогревов с применением того же лазера и тех же режимов лазерного излучения,что и в примере 1. После остывания вокруг локальной зоны прогрева образовывались симметричные относительно вертикальной и горизонтальной осей отдельные локальные зоны остаточных термоупругих напряжений (фиг. 3). Если расстояния между одноразовыми локальными прогревами не превышают двух диаметров локального прогрева, то термонапряжения соседних прогревов объединяются снаружи, создавая интегральную линию термонапряжений. После касания индентором к такой линии образуется общая сквозная щель для соседних зон и,следовательно, общая щель для всего поля стек 1. Способ лазерной обработки стекла, заключающийся в нагреве локального объема материала направленным лазерным лучом между двумя поверхностями за счет частичного поглощения энергии с последующим охлаждением зоны облучения, отличающийся тем, что обработку стекла проводят на всю его толщину параллельным пучком лазерного излучения нагревом до температуры выше температуры Tg, создавая остаточные термоупругие напряжения. 2. Способ по п.1, отличающийся тем, что обработку стекла проводят нагревом до температуры между температурами Тg и Тf без видимого нарушения поверхностей. 3. Способ по п.1, отличающийся тем, что обработку стекла проводят нагревом до температуры выше температуры Тf и создают полусферические выпуклости, различные по форме и размерам. 4. Способ по п.1, отличающийся тем, что обработку стекла проводят непрерывным или дискретным облучением точечно по прямой,кривой или замкнутой линии. 5. Способ по п.2, отличающийся тем, что обработку стекла проводят облучением линейно или дискретно, создавая оптическую анизотропию материала как в поперечном, так и в продольном направлении. 6. Способ по п.2, отличающийся тем, что место облучения в стекле визуализируют через поляризатор. 7. Способ по п.3, отличающийся тем, что при однократном воздействии облучения лазерным лучом место облучения дополнительно подвергают механическому воздействию, вызы 6 вая саморазрушение стекла с последующим его удалением. 8. Способ по п.3, отличающийся тем, что обработку стекла проводят облучением по спиралеобразной траектории или отдельными одноразовыми импульсами по площади, ограниченной заданной формой с последующим удалением разрушенного материала. Фиг. 2 Распределение зоны напряжений от одного луча: 1 - диаметр пучка (d), 2 - зона растягивающих напряжений после однократного прохождения луча Д=2d Схема обработки листового стекла пучком лазерного излучения: 1 - стекло, 2 - вход пучка излучения, 3 - выход пучка излучения, 4 - зона поглощения излучения, 5 - зона напряжений, 6 выпуклость. а)- начало облучения б) - после нагрева теплового канала (зоны) выше температуры Т Фиг. 3 Распределение напряжений от многократных точечных лучей: 1 - диаметр пучка, 2 - интегральная линия растягивающих напряжений. Фиг. 4 Распределение напряжений при спиральном перемещении луча, начиная от центра.
МПК / Метки
МПК: C03B 33/00, B23K 26/00
Метки: лазерной, способ, обработки, стекла
Код ссылки
<a href="https://eas.patents.su/4-2296-sposob-lazernojj-obrabotki-stekla.html" rel="bookmark" title="База патентов Евразийского Союза">Способ лазерной обработки стекла</a>
Способ повышения качества поверхности с помощью лазерной обработки
Номер патента: 1503
Опубликовано: 23.04.2001
Авторы: Даотре Нарендра Б., Маккэй Турман Двэйн, Маккэй Мэри Хелен
МПК: C23F 11/00, C21D 1/04
Метки: способ, повышения, поверхности, качества, лазерной, помощью, обработки
Формула / Реферат:
1. Способ управления глубиной лазерного легирования металлической заготовки, по которому на поверхность металлической заготовки наносят связующее вещество, содержащее предварительный сплав, облучают поверхность заготовки и предварительного сплава лазерным лучом, который выходит из системы подвода лазерного луча, имеющим достаточную мощность, в течение интервала времени, достаточного для оплавления поверхности заготовки и предварительного сплава...
Каландр для обработки бумажного полотна и способ обработки бумажного полотна
Номер патента: 187
Опубликовано: 24.12.1998
Авторы: Ван Хааг Рольф, Венцель Райнхард, Кайзер Франц, Юнк Дитер, Ротфусс Ульрих
МПК: D21G 1/00
Метки: каландр, полотна, способ, бумажного, обработки
Формула / Реферат:
1. Каландр для обработки бумажного полотна, в особенности для производства бумаги для глубокой печати, содержащий нагружаемый с конца ряд, состоящий из жестких и мягких валков, часть из которых выполнена с возможностью их нагрева, при этом, по меньшей мере, один концевой валок выполнен с возможностью регулирования его прогиба, и два смежных валка выполнены мягкими, отличающийся тем, что количество валков (2 - 9) в ряду равно восьми, при этом два...
Способ электрохимической обработки заготовки и устройство для его осуществления
Номер патента: 1993
Опубликовано: 22.10.2001
Авторы: Брюссе Мартен, Борсма Антон М., Алтена Херманус С.Й., Крамер Фоппе
МПК: B23H 3/02
Метки: обработки, устройство, электрохимической, осуществления, способ, заготовки
Формула / Реферат:
1.Способ электрохимической обработки заготовки (2) с помощью электрода (3), содержащий следующие этапы: - введения заготовки и электрода в контакт с друг другом, - установки рабочего зазора (dw) между электродом и заготовкой, при этом промежуток (4) между заготовкой и электродом поддерживается заполненным электролитом (5), и - пропускания рабочего тока (I) через электролит в зазоре через электрод и заготовку для обработки заготовки,...
Способ обработки подземной породы.
Номер патента: 410
Опубликовано: 24.06.1999
Авторы: Боссартс Ян Дирк, Эйден Гербранд Йозеф Мария
МПК: C09K 8/575
Метки: обработки, породы, способ, подземной
Формула / Реферат:
1. Способ обработки подземной породы, включающий последовательные стадии: (а) взаимодействие породы с водной средой; (б) взаимодействие породы с углеводородной жидкостью для вытеснения воды; и (в) взаимодействие породы с растворителем, представляющим собой эфир гликоля, с целью вытеснения остаточных углеводородов и воды, отличающийся тем, что после стадии (в) породу обрабатывают раствором для отверждения, содержащим мономерные и/или...
Способ и устройство для электрохимической обработки
Номер патента: 1749
Опубликовано: 27.08.2001
Авторы: Мухудинов Рафаил Р., Куценко Виктор Н., Зайцев Александр Н., Белогорский Александр Л., Алимбеков Ринат А., Агафонов Игорь Л., Гимаев Насих З.
МПК: B23H 3/02
Метки: обработки, устройство, способ, электрохимической
Формула / Реферат:
1. Способ электрохимической обработки электропроводной детали (2), при котором пропускают электрические импульсы обработки между деталью (2) и электропроводным электродом (6) с одновременной подачей электролита между деталью (2) и электродом (6), отличающийся тем, что импульсы обработки чередуют с электрическими импульсами пассивирования той же полярности, что и импульсы обработки, причем напряжение импульсов пассивирования имеет амплитуду,...
Предыдущий патент: Устройство для нагревания с помощью солнечной энергии
Следующий патент: Плоский нагревательный элемент и применение плоcких нагревательных элементов
Случайный патент: Ингибиторы киназы и способ лечения злокачественной опухоли с их помощью