Ковочная оправка для горячей ковки трубчатых заготовок из металла
Номер патента: 15221
Опубликовано: 30.06.2011
Авторы: Кюммерлинг Рольф, Хомберг Герд, Лефебвр Пьер, Виденмайер Штефан
Формула / Реферат
1. Ковочная оправка для горячей ковки трубчатых заготовок из металла, содержащая тело и штангу, причем тело оправки выполнено из жаропрочного материала, отличающаяся тем, что тело (1) оправки, по меньшей мере, в рабочей зоне снабжено уменьшающим теплоотвод в него во время ковки и прочно сцепленным с ним слоем (5), причем слой (5) имеет более низкую теплопроводность, чем тело (1) оправки, и толщину по меньшей мере 50 мкм.
2. Оправка по п.1, отличающаяся тем, что слой (5) является слоем окалины.
3. Оправка по п.1, отличающаяся тем, что слой (5) нанесен газопламенным напылением.
4. Оправка по п.1, отличающаяся тем, что слой (5) нанесен плазменным напылением.
5. Оправка по любому из пп.1-4, отличающаяся тем, что теплопроводность слоя (5) по меньшей мере на 50% ниже, чем теплопроводность материала оправки.
6. Оправка по любому из пп.1-5, отличающаяся тем, что ее тело (1) выполнено в виде гильзы с отверстием на одной стороне и снабжено проходящим, по меньшей мере, до рабочей зоны устройством для внутреннего охлаждения.

Текст
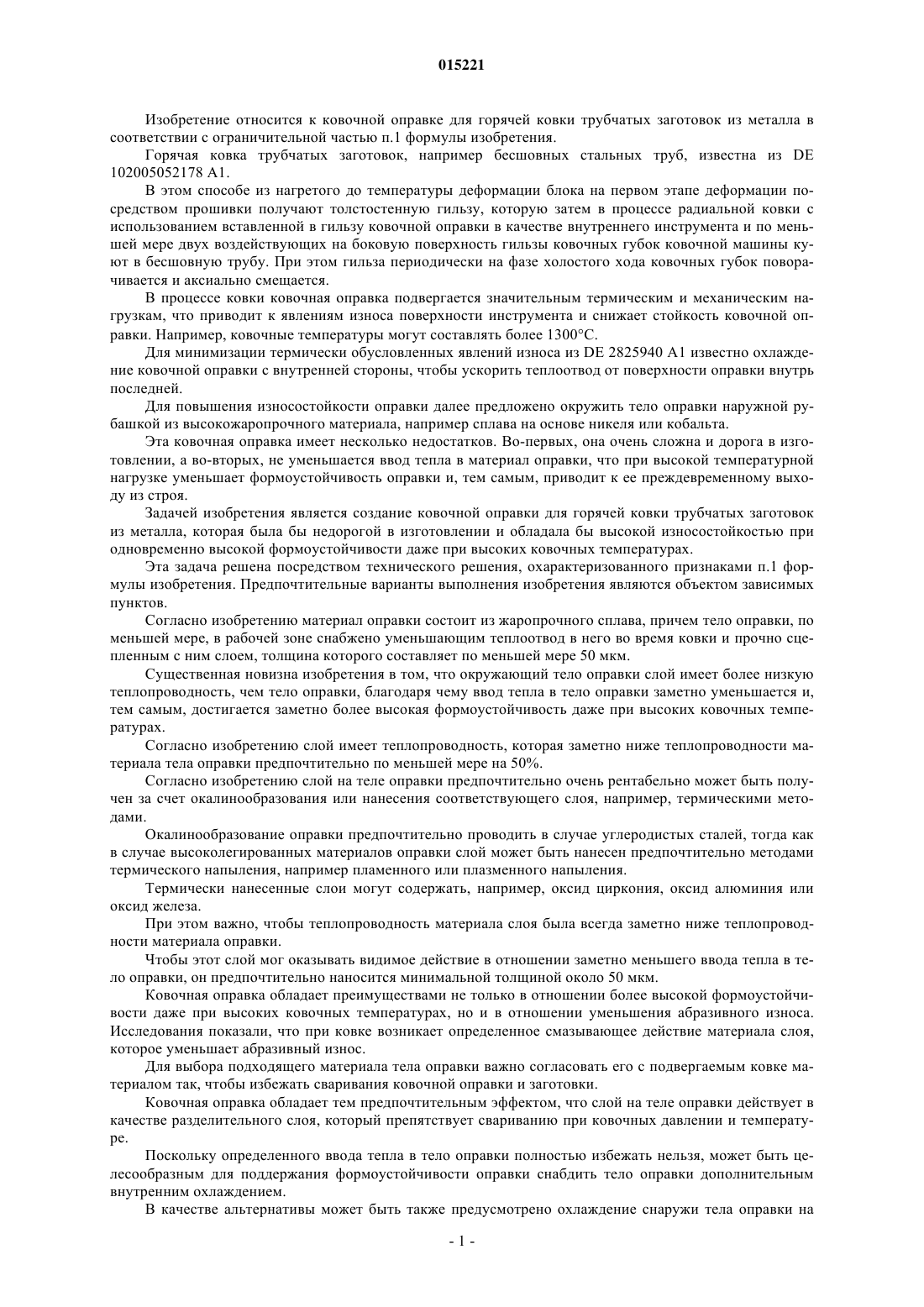
КОВОЧНАЯ ОПРАВКА ДЛЯ ГОРЯЧЕЙ КОВКИ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ МЕТАЛЛА Изобретение относится к ковочной оправке для горячей ковки трубчатых заготовок из металла,содержащей тело и штангу, причем тело оправки выполнено из жаропрочного материала. Ковочная оправка выполнена так, что ее тело, по меньшей мере, в рабочей зоне снабжено уменьшающим теплоотвод в него во время ковки и прочно сцепленным с ним слоем, причем слой имеет более низкую теплопроводность, чем тело оправки, и толщину по меньшей мере 50 мкм. 015221 Изобретение относится к ковочной оправке для горячей ковки трубчатых заготовок из металла в соответствии с ограничительной частью п.1 формулы изобретения. Горячая ковка трубчатых заготовок, например бесшовных стальных труб, известна из DE 102005052178 A1. В этом способе из нагретого до температуры деформации блока на первом этапе деформации посредством прошивки получают толстостенную гильзу, которую затем в процессе радиальной ковки с использованием вставленной в гильзу ковочной оправки в качестве внутреннего инструмента и по меньшей мере двух воздействующих на боковую поверхность гильзы ковочных губок ковочной машины куют в бесшовную трубу. При этом гильза периодически на фазе холостого хода ковочных губок поворачивается и аксиально смещается. В процессе ковки ковочная оправка подвергается значительным термическим и механическим нагрузкам, что приводит к явлениям износа поверхности инструмента и снижает стойкость ковочной оправки. Например, ковочные температуры могут составлять более 1300C. Для минимизации термически обусловленных явлений износа из DE 2825940 A1 известно охлаждение ковочной оправки с внутренней стороны, чтобы ускорить теплоотвод от поверхности оправки внутрь последней. Для повышения износостойкости оправки далее предложено окружить тело оправки наружной рубашкой из высокожаропрочного материала, например сплава на основе никеля или кобальта. Эта ковочная оправка имеет несколько недостатков. Во-первых, она очень сложна и дорога в изготовлении, а во-вторых, не уменьшается ввод тепла в материал оправки, что при высокой температурной нагрузке уменьшает формоустойчивость оправки и, тем самым, приводит к ее преждевременному выходу из строя. Задачей изобретения является создание ковочной оправки для горячей ковки трубчатых заготовок из металла, которая была бы недорогой в изготовлении и обладала бы высокой износостойкостью при одновременно высокой формоустойчивости даже при высоких ковочных температурах. Эта задача решена посредством технического решения, охарактеризованного признаками п.1 формулы изобретения. Предпочтительные варианты выполнения изобретения являются объектом зависимых пунктов. Согласно изобретению материал оправки состоит из жаропрочного сплава, причем тело оправки, по меньшей мере, в рабочей зоне снабжено уменьшающим теплоотвод в него во время ковки и прочно сцепленным с ним слоем, толщина которого составляет по меньшей мере 50 мкм. Существенная новизна изобретения в том, что окружающий тело оправки слой имеет более низкую теплопроводность, чем тело оправки, благодаря чему ввод тепла в тело оправки заметно уменьшается и,тем самым, достигается заметно более высокая формоустойчивость даже при высоких ковочных температурах. Согласно изобретению слой имеет теплопроводность, которая заметно ниже теплопроводности материала тела оправки предпочтительно по меньшей мере на 50%. Согласно изобретению слой на теле оправки предпочтительно очень рентабельно может быть получен за счет окалинообразования или нанесения соответствующего слоя, например, термическими методами. Окалинообразование оправки предпочтительно проводить в случае углеродистых сталей, тогда как в случае высоколегированных материалов оправки слой может быть нанесен предпочтительно методами термического напыления, например пламенного или плазменного напыления. Термически нанесенные слои могут содержать, например, оксид циркония, оксид алюминия или оксид железа. При этом важно, чтобы теплопроводность материала слоя была всегда заметно ниже теплопроводности материала оправки. Чтобы этот слой мог оказывать видимое действие в отношении заметно меньшего ввода тепла в тело оправки, он предпочтительно наносится минимальной толщиной около 50 мкм. Ковочная оправка обладает преимуществами не только в отношении более высокой формоустойчивости даже при высоких ковочных температурах, но и в отношении уменьшения абразивного износа. Исследования показали, что при ковке возникает определенное смазывающее действие материала слоя,которое уменьшает абразивный износ. Для выбора подходящего материала тела оправки важно согласовать его с подвергаемым ковке материалом так, чтобы избежать сваривания ковочной оправки и заготовки. Ковочная оправка обладает тем предпочтительным эффектом, что слой на теле оправки действует в качестве разделительного слоя, который препятствует свариванию при ковочных давлении и температуре. Поскольку определенного ввода тепла в тело оправки полностью избежать нельзя, может быть целесообразным для поддержания формоустойчивости оправки снабдить тело оправки дополнительным внутренним охлаждением. В качестве альтернативы может быть также предусмотрено охлаждение снаружи тела оправки на-1 015221 фазах остановки, что реализуется намного рентабельнее, чем внутреннее охлаждение. Чтобы в процессе ковки ограничить до минимума ввод тепла в тело оправки, может быть, кроме того, целесообразным при ковке перемещать оправку в заготовке, поскольку во время этого процесса в контакт вступают всегда другие участки поверхности оправки, что уменьшает локальный ввод тепла. Ковочная оправка более подробно показана на чертеже. Изображенная на чертеже ковочная оправка содержит снабженное фасками 3, 4 тело 1, закрепленное на удерживающей штанге 2. Последняя нужна для осевого перемещения и вращения оправки в трубчатой заготовке (не показана). Тело 1 оправки состоит из жаропрочной стали и снабжено слоем 5, уменьшающим в рабочей зоне ввод тепла в него. Слой 5 обладает заметно более низкой теплопроводностью, чем материал тела 1 оправки, чтобы уменьшить ввод тепла и, тем самым, обеспечить формоустойчивость тела 1 оправки даже при высоких ковочных температурах. Тело 1 оправки выполнено в данном случае сплошным, однако можно также снабдить его внутренним охлаждением, чтобы во время ковки максимально быстро отвести в тело 1 оправки неизбежное тепло. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ковочная оправка для горячей ковки трубчатых заготовок из металла, содержащая тело и штангу,причем тело оправки выполнено из жаропрочного материала, отличающаяся тем, что тело (1) оправки,по меньшей мере, в рабочей зоне снабжено уменьшающим теплоотвод в него во время ковки и прочно сцепленным с ним слоем (5), причем слой (5) имеет более низкую теплопроводность, чем тело (1) оправки, и толщину по меньшей мере 50 мкм. 2. Оправка по п.1, отличающаяся тем, что слой (5) является слоем окалины. 3. Оправка по п.1, отличающаяся тем, что слой (5) нанесен газопламенным напылением. 4. Оправка по п.1, отличающаяся тем, что слой (5) нанесен плазменным напылением. 5. Оправка по любому из пп.1-4, отличающаяся тем, что теплопроводность слоя (5) по меньшей мере на 50% ниже, чем теплопроводность материала оправки. 6. Оправка по любому из пп.1-5, отличающаяся тем, что ее тело (1) выполнено в виде гильзы с отверстием на одной стороне и снабжено проходящим, по меньшей мере, до рабочей зоны устройством для внутреннего охлаждения.
МПК / Метки
МПК: B21J 13/00
Метки: трубчатых, оправка, заготовок, ковочная, ковки, металла, горячей
Код ссылки
<a href="https://eas.patents.su/3-15221-kovochnaya-opravka-dlya-goryachejj-kovki-trubchatyh-zagotovok-iz-metalla.html" rel="bookmark" title="База патентов Евразийского Союза">Ковочная оправка для горячей ковки трубчатых заготовок из металла</a>
Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла с обеспечением минимального натяжения в межклетевых промежутках
Номер патента: 6522
Опубликовано: 24.02.2006
Авторы: Юнгер Игорь Борисович, Бурьков Владимир Васильевич
МПК: B21B 37/46
Метки: минимального, клетей, промежутках, способ, задания, горячей, группы, металла, прокатки, стана, межклетевых, непрерывной, режима, натяжения, скоростного, прокатных, обеспечением
Формула / Реферат:
Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла, включающий замер параметров процесса прокатки и регулирование моментов приводных двигателей клетей по сформированным сигналам на основании параметров процесса прокатки, отличающийся тем, что замер параметров процесса прокатки и регулирование моментов приводных двигателей клетей осуществляют последовательно по группам клетей, причем каждая группа...
Концевой фитинг для трубчатых элементов и способ его применения
Номер патента: 5052
Опубликовано: 28.10.2004
Автор: Фрэзер Дана Дж.
МПК: F16L 39/00
Метки: трубчатых, элементов, фитинг, концевой, применения, способ
Формула / Реферат:
1. Способ применения концевого соединения на трубопровод, содержащий установку внешнего обода вокруг трубчатой вставки для определения кольцевого зазора, размещение концевой части трубопровода в кольцевом зазоре, приложение направленной радиально наружу силы на внутреннюю стенку вставки для обеспечения вхождения вставки в зацепление с концевой частью трубопровода, и приложение направленной радиально внутрь силы на наружную стенку обода для...
Способ и установка для производства оксида металла из соединений металла
Номер патента: 10273
Опубликовано: 29.08.2008
Авторы: Хирш Мартин, Штрёдер Михаэль, Стокхаузен Вернер
МПК: C01F 7/44, B01J 8/38, C01B 13/32...
Метки: способ, металла, оксида, производства, соединений, установка
Формула / Реферат:
1. Способ производства оксида металла из соединений металла, в частности из гидроксида металла или карбоната металла, в котором соединение металла направляется в реактор (25) с псевдоожиженным слоем, нагревается в нем до температуры от 650 до 1150шС за счет сжигания топлива, в результате чего образуется оксид металла, отличающийся тем, что первый газ или газовая смесь вводится снизу через газоподводящую трубу (26) в смесительное пространство...
Способ обработки шлама с частицами, содержащими металл, оксид металла или гидроокись металла, и аппарат для осуществления данного способа

Номер патента: 4993
Опубликовано: 28.10.2004
Авторы: Фон Шееле Йоахим, Рангмарк Леннарт, Йоханссон Матс
МПК: F23G 7/04
Метки: аппарат, металл, способа, содержащими, шлама, частицами, гидроокись, оксид, данного, обработки, осуществления, металла, способ
Формула / Реферат:
1. Способ обработки шлама, имеющего жидкую фракцию и распределенные в ней металлосодержащие частицы, в состав которых входит металл, оксид металла или гидроокись металла, предусматривающий следующие операции: а) переводят шлам в распыленное состояние, б) впрыскивают распыленный шлам в пламя горелки, установленной в печи, в) испаряют жидкую фракцию шлама посредством указанного пламени, поддерживая пламя, по меньшей мере, при инициировании...
Способ получения литых заготовок
Номер патента: 13186
Опубликовано: 26.02.2010
Авторы: Рекун Игорь Иванович, Панфилова Лариса Васильевна
МПК: C22B 9/18, B22D 27/20, B22D 23/10...
Метки: литых, получения, заготовок, способ
Формула / Реферат:
1. Способ получения литых заготовок с требуемой кристаллической структурой, в котором плавление, получение заданного химического состава и кристаллизацию металла заготовки ведут в едином плавильном пространстве с использованием приемов электрошлакового переплава, управляя структурой отливки, заданной условиями эксплуатации, при этом для получения структуры слитка с осевой кристаллизацией на этапе плавления подводят первую мощность, большую, чем...
Предыдущий патент: Устройство и способ очистки детали, в особенности испарителя конденсаторного устройства, и стиральная или сушильная машина с таким устройством
Следующий патент: Способ изготовления горячей обработкой бесшовных труб с оптимизированными усталостными свойствами в сваренном состоянии
Случайный патент: Диамидные производные адамантана, содержащая их фармацевтическая композиция и их применение