Ориентированные полимерные изделия
Номер патента: 977
Опубликовано: 28.08.2000
Авторы: Лундеквист Нильс Ингве, Йосефссон Ханс Мартин Тони, Рюдберг Ян Рольф, Ярвенкюля Юри Якко, Ольссон Бьерн Аксель Роланд, Ховинг Ларс Йеран, Агрен Стиг Леннарт, Сьеберг Микаэль Борье
Формула / Реферат
1. Способ формования и непрерывного ориентирования изделия, содержащего кристаллический или полукристаллический термопластичный полимерный материал/материалы, при температуре, большей температуры плавления кристаллитов указанного материала/материалов, отличающийся тем, что он включает стадии:
- введения химически реакционноспособного вещества/веществ в полимерный материал до или в процессе формования либо всего изделия, либо одного или более слоев многослойного изделия, либо осевых или спиральных полос изделия, либо некоторых сегментов изделия в осевом направлении;
- пластицирования и формования заготовки таким образом полученного полимерного материала/материалов при температуре, не превышающей достаточную для инициирования реакции реакционноспособного вещества/веществ;
- факультативно, создания сдвига, по крайней мере, в слое/слоях, куда было введено химически реакционноспособное вещество/вещества, и/или растяжения еще мягкой заготовки в одном из двух или в обоих направлениях, одновременно или ступенчато, причем растяжение включает осевую вытяжку с осуществлением термопластичной ориентации материала в продольном направлении заготовки и/или радиальное расширение с осуществлением термопластичной ориентации материала в кольцевом направлении заготовки;
- снижения подвижности молекул в ориентируемом слое/слоях путем инициирования химической реакции между химически реакционноспособным веществом/веществами и полимерным материалом/материалами, имеющим введенное химически реакционноспособное вещество/вещества, когда полимерный материал/материалы находится/находятся еще в расплавленном состоянии;
- создания сдвига, по крайней мере, в изделии, слое/слоях, полосах или сегментах, в которые было введено химически реакционноспособное вещество/вещества, и/или растяжения еще мягкой, по крайней мере, частично прореагировавшей заготовки в двух направлениях, одновременно или ступенчато, причем растяжение содержит осевую вытяжку с осуществлением ориентации материала в продольном направлении заготовки и радиальную вытяжку с осуществлением ориентации материала в поперечном направлении заготовки;
- калибрования и охлаждения заготовки в ориентированном состоянии, чтобы сделать ориентацию постоянной, по крайней мере, в слое/слоях, где имеет место химическая реакция/реакции.
2. Способ по п.1, отличающийся тем, что химически реакционноспособное вещество/вещества, будучи активировано, вызывает реакцию с полимерным материалом/материалами так, что новые молекулы имеют сниженную подвижность в расплавленном состоянии благодаря пространственному затруднению.
3. Способ по п.1 или 2, отличающийся тем, что химически реакционноспособное вещество/вещества содержит сшивающий агент, который является способным сшивать молекулярные цепи полимера.
4. Способ по пп.1-3, отличающийся тем, что реакцию, необходимую для получения материала в постоянно ориентированном состоянии, инициируют дополнительным нагреванием или облучением после начальной термопластичной ориентации.
5. Способ по пп.1-4, отличающийся тем, что подвижность молекулярной цепи снижается, по крайней мере, в одном из слоев, близких к ориентируемому слою, или в одном ориентируемом слое при введении неорганических или органических чешуйчатых минералов или волокон или такого материала, который фибриллируется в процессе ориентации.
6. Способ по пп.1-5, отличающийся тем, что прочность расплава заготовки, необходимая для осевой или радиальной вытяжки, увеличивается при введении в одну или более частей изделия органических и/или неорганических наполнителей, например волокон или чешуйкообразных минералов, которые также могут быть ориентированы и которые действуют подобно зародышеобразователям для ориентированных кристаллитов, если смешиваются с материалом в ориентированном слое.
7. Способ по пп.1-6, отличающийся тем, что, по крайней мере, в слои, близкие к или в каждый ориентируемый слой вводят волокна и/или минералы, которые реагируют на диэлектрическое нагревание, и это тепло используется для быстрого повышения температуры в слое, содержащем реакционноспособное вещество/вещества для инициирования реакции/реакций.
8. Способ по пп.1-7, отличающийся тем, что, по крайней мере, в неориентируемые слои вводят органические и/или неорганические волокна или чешуйкообразные минералы в количестве до 10-50 мас.% и/или указанный слой дополнительно сшивают таким же способом сшивки, как в процессе вытяжки, или другим способом в процессе переработки, а после достигаются его конечные размеры с дополнительным уровнем содержания геля до 80%.
9. Способ по пп.1-8, отличающийся тем, что заготовку сначала растягивают в термопластичном состоянии для получения молекулярных цепей, структурированных и значительно спрямленных, и затем снова в процессе/после реакционной фазы, и эта общая вытяжка, по крайней мере, в осевом направлении составляет до 600%.
10. Способ по пп.1-9, отличающийся тем, что заготовку экструдируют в виде трубчатого элемента, имеющего соотношение между толщиной стенки и диаметром, которое составляет более 2:100, и осевая и кольцевая ориентация имеются в одинаковых или различных слоях изделия.
11. Способ по п.10, отличающийся тем, что трубчатый элемент подвергают после начальной ориентации внутри экструзионного инструмента свободному осевому и/или радиальному растяжению, которое облегчается действием перепада давления газа на стенку трубчатого элемента.
12. Способ по пп.1-11, отличающийся тем, что изделие формуют раздувом, и после выхода из мундштука заготовку дополнительно растягивают и ориентируют при раздуве в полости формы, а внутреннее избыточное давление подают в полость формы через экструдер.
13. Способ по пп.1-10, отличающийся тем, что изделие формуют литьем под давлением.
14. Способ по пп.1-11, отличающийся тем, что заготовку прижимают в процессе дополнительной сшивки к форме/формам, которая может перемещаться с элементом, а указанные формы нагревают для поддержания материала при температуре сшивки.
15. Способ по пп.1-11, отличающийся тем, что ориентацию осуществляют в замкнутом мундштуке.
16. Способ по пп.1-11 и 15, отличающийся тем, что заготовку подвергают радиальному расширению на непрерывно или ступенчато расширяющемся дорне путем вытяжки заготовки на дорне.
17. Способ по пп.1-11, 15 и 16, отличающийся тем, что заготовку помещают в рубашку, которая либо нагревается, либо охлаждается, а материал заготовки продавливается давлением экструдирования через матрицу мундштука, определяемую дорном и рубашкой, при этом материал радиально и по оси ориентируется в матрице мундштука, а дополнительная осевая вытяжка, факультативно, применяется к расширенному экструдату, выходящему из матрицы мундштука.
18. Способ по пп.1-11 и 15-17, отличающийся тем, что заготовку охлаждают по существу в мундштуке интегральным охлаждающим дорном фактически того же диаметра, что и растягивающий дорн, и который может выступать из мундштука.
19. Способ по пп.1-11 и 15-18, отличающийся тем, что подвижность молекулярных цепей снижается, что уменьшает разбухание экструдируемого потока при немедленном слабом охлаждении заготовки, выходящей из мундштука, водяной струёй или воздушным потоком перед входом в калибровочную втулку.
20. Способ по пп.1-19, отличающийся тем, что степень, до которой изделие сшивается и ориентируется, частично регулируется выбором начальной точки охлаждения относительно точки, где достигается конечный размер изделия, например путем перекрытия или приведения в действие контуров охлаждающей среды, соединенных с рубашкой и дорном по п.16.
21. Способ по пп.1-20, отличающийся тем, что сшиваемым полимерным материалом является полиолефиновая композиция, содержащая имеющий высокую скорость течения расплава полимер или сополимер олефина, имеющий среднюю молекулярную массу (Мw) в пределах от 30000 до 1000000 г/моль, и имеющий низкую скорость течения расплава полимер или сополимер олефина, имеющий молекулярную массу более 600000 г/моль, где различие в вязкости составляет не менее 10 раз.
22. Споёюс получения ориентированного кристаллического или полукристаллического термопластичного полимерного изделия, который включает:
(i) нагревание кристаллического или полукристаллического термопластичного полимерного материала до температуры, равной или выше его точки плавления кристаллитов;
(ii) формование полимерного материала в изделие при температуре, равной или выше его точки плавления кристаллитов;
(iii) воздействие на полимерный материал усилий сдвига и/или растяжение либо в процессе, либо после формования изделия с осуществлением ориентации полимерного материала в продольном и поперечном направлениях;
(iv) взаимодействие полимерного материала либо до, либо в процессе, либо после формования изделия и либо до, либо в процессе ориентации, или после ориентации, но прежде, чем имеет место значительная релаксация ориентации, с сшивающим агентом или агентом привитой сополимеризации, в результате чего увеличивается пространственное затруднение движению полимерных цепей;
причем получающееся изделие имеет предел прочности при растяжении в направлениях ориентации больше, чем предел прочности при растяжении неориентированного изделия, полученного из того же полимерного материала.
23. Способ по п.22, в котором изделием является растянутое полое изделие.
24. Способ по п.22 или 23, в котором изделием является полое трубчатое изделие, полученное экструзией.
25. Способ по пп.22-24, в котором полимерный материал смешивают со сшивающим агентом или агентом привитой сополимеризации в экструдере.
26. Способ по пп.22-25, в котором изделие имеет толщину стенки более 0,8 мм, предпочтительно более 2 мм.
27. Способ по пп.22-26, в котором изделием является трубчатое изделие, а ориентацию осуществляют как в продольном, так и в кольцевом направлениях.
28. Способ по пп.22-27, в котором термопластичный кристаллический полимерный материал взаимодействует с сшивающим агентом или агентом привитой сополимеризации на первой стадии, а затем подвергается воздействию усилий сдвига и/или растяжению с осуществлением ориентации материала на второй стадии.
29. Способ по пп.22-27, в котором кристаллический термопластичный полимерный материал подвергается воздействию усилий сдвига и/или растяжению с осуществлением ориентации материала на первой стадии и затем взаимодействует с сшивающим агентом или агентом привитой сополимеризации на второй стадии прежде, чем имеет место значительная релаксация ориентации.
30. Способ по пп.22-27, в котором кристаллический термопластичный полимерный материал подвергается одновременно воздействию усилий сдвига и/или растяжению с осуществлением ориентации материала и сшивке или прививке с увеличением пространственного затруднения движения полимерных цепей.
31. Способ по п.27, в котором кристаллический термопластичный полимерный материал подвергают радиальному расширению с осуществлением ориентации материала в кольцевом направлении.
32. Способ по п.28 или 29, в котором кристаллический термопластичный полимерный материал взаимодействует с сшивающим агентом или агентом привитой сополимеризации в экструдере или в мундштуке экструдера, причем степень сшивки полимерного материала в точке, где экструдат выходит из мундштука, составляет не менее 2%.
33. Способ получения многослойного трубчатого изделия, содержащего ориентированное кристаллическое или полукристаллическое термопластичное полимерное изделие, который включает формование первого материала в трубчатую форму путем свертывания в продольном направлении или спиральной намотки листа из первого материала и затем облицовки полученной таким образом наружной первой заготовки одно- или многослойной второй внутренней заготовкой, содержащей кристаллический или полукристаллический полимерный материал, где полимерный материал подвергается воздействию усилий сдвига и/или растяжению с осуществлением ориентации полимерного материала в продольном и/или кольцевом направлениях и приводится при температуре, равной или выше его точки плавления кристаллитов, в контакт с внутренней поверхностью первой заготовки с использованием конического инструмента, пока по существу сохраняется ориентация полимерного материала.
34. Способ по п.33, в котором наружный слой внутренней заготовки формуют из адгезионного полимерного материала, предпочтительно, привитого полиэтилена, который содержит вспенивающий агент, и этот наружный слой вспенивается, по крайней мере, до такой степени, что, когда ориентированный внутренний слой внутренней заготовки усаживается до его диаметра при температуре окружающей среды, вспененный наружный слой заполняет полость, образованную между внутренней поверхностью наружной заготовки и наружной поверхностью внутреннего слоя.
35. Способ по п.33 или 34, в котором вспененный наружный слой также содержит один или более наполнителей, поэтому модуль упругости вспененного слоя увеличивается так, что, когда внутренний слой внутренней заготовки подвергают воздействию давления, внутренний слой усиливается наружной заготовкой через вспененный наружный слой.
36. Способ по пп.33-35, в котором первый материал содержит металлический лист или ленту.
37. Способ по пп.33-36, в котором полимерный материал экструдируют в контакте с первой заготовкой, и первую наружную заготовку перемещают со скоростью выше скорости экструдирования, поэтому полимерный материал, идущий в контакте с первой заготовкой, подвергается осевой вытяжке и ориентации.
38. Способ по любому из пп.22-37 с введением любого из признаков по пп.1-21.
39. Изделие, содержащее кристаллический или полукристаллический полимерный материал, отличающееся тем, что, по крайней мере, часть изделия является сшитой или имеет привитые боковые цепи или концевые группы, создающие пространственное затруднение, и является постоянно двухосно ориентированной при температуре окружающей среды, причем изделие имеет предел прочности при растяжении в направлениях ориентации больше предела прочности неориентированного изделия, полученного из того же полимерного материала.
40. Изделие по п.39, которое является полым растянутым изделием.
41. Изделие по п.39 или 40, отличающееся тем, что указанная часть образует одну или более полос вдоль оси изделия, предпочтительно в спиралевидной форме.
42. Изделие по п.39, отличающееся тем, что указанная часть образует концентрические слои вокруг оси изделия.
43. Изделие по п.40, отличающееся тем, что оно имеет стенку, которая содержит, по крайней мере, два слоя, которые являются сшитыми различными способами и которые имеют различные степени ориентации.
44. Изделие по пп.39-43, отличающееся тем, что изделие образует полый геометрический профиль, имеющий соотношение между толщиной стенки и средним диаметром, которое составляет более 1:100, предпочтительно более 2:100.
45. Изделие по пп.39-44, отличающееся тем, что оно содержит ориентированный сшитый структурный слой, выполненный из полиэтилена, имеющий сопротивление давлению при температуре окружающей среды, равное гидростатической расчетной основе не менее 12 МПа, предпочтительно не менее 16 МПа.
46. Изделие по пп.39-45, отличающееся тем, что ориентированная и сшитая часть или части составляют более половины объема изделия.
47. Изделие по п.45, отличающееся тем, что изделие имеет наружную оболочку из полимерного материала, который является по существу неориентированным, причем оболочка имеет толщину 0,01-3 мм и высокую проницаемость.
48. Изделие по пп.45-47, отличающееся тем, что изделие имеет внутреннюю оболочку из полимерного материала, который является по существу неориентированным, причем оболочка имеет толщину от 0,01 до 10 мм и содержит несшитый слой, имеющий барьерные свойства, отличные от барьерных свойств ориентированного и сшитого слоя/слоев, и предпочтительно является непроницаемой для побочных продуктов, генерированных в химической реакции, например сшивки других слоев изделия.
49. Изделие по пп.39-48, отличающееся тем, что неориентированная часть или части и ориентированная часть или части выполняются из одногю ш того же полимерного материала.
50. Изделие по пп.39-49, отличающееся тем, что полимерный материал ориентированной и сшитой части или частей содержит полиолефиновую композицию, содержащую полимер или сополимер олефина, имеющий среднюю молекулярную массу (Mw) в пределах от 30000 до 1000000, и полимер или сополимер олефина, имеющий молекулярную массу более 600000 г/моль.
51. Изделие по пп.39-50, отличающееся тем, что одна или более частей изделия содержат дискретные волокна или чешуйки, которые также являются ориентированными.
52. Изделие по пп.39-51, отличающееся тем, что изделие является многослойным двухосно ориентированным изделием, в котором, по крайней мере, в одном слое изделия имеется область переплетения ориентации, в которой полимерный материал ориентирован или направлен по спирали с образованием сеткоподобной армирующей структуры в полом изделии.
53. Изделие по п.52, отличающееся тем, что область переплетения ориентации содержит ориентированные жидкокристаллические пластики и/или сшитые ориентированные волокноподобные молекулярные цепи полиэтилена.
54. Изделие по пп.39-53, отличающееся тем, что при нагревании до температуры выше его точки плавления кристаллитов оно усаживается в меньшей степени, чем прогнозируется на основании его степени вытяжки.
55. Изделие по пп.39-54, отличающееся тем, что плотность ориентированного слоя является более высокой, чем плотность слоя в его неориентированном состоянии.
56. Изделие по пп.39-55, отличающееся тем, что оно содержит трубу, в которой, по крайней мере, один из слоев является также вспененным и предпочтительно сшитым.
57. Изделие по пп.39-56, отличающееся тем, что оно содержит дополнительный металлический слой.
58. Изделие по п.57, отличающееся тем, что металлический слой содержит трубу или трубку, образованную свертываниемили намоткой металлического листа или ленты.
59. Изделие по п.57 или 58, отличающееся тем, что оно содержит внутренний слой из ориентированного полимерного материала.
60. Изделие по пп.57-59, отличающееся тем, что оно содержит наружный металлический слой, промежуточный вспененный адгезионный слой и внутренний ориентированный полимерный слой.
61. Изделие по пп.39-56, отличающееся тем, что оно содержит сшитое ориентированное колено трубы.
62. Изделие по пп.39-60, отличающееся тем, что оно содержит многослойную трубу, содержащую ориентированный толстостенный внутренний слой, вспененный промежуточный слой и защитный наружный слой.
63. Изделие по п.62, отличающееся тем, что плотность пены составляет менее 500 кг/см3 и кольцевая жесткость наружного слоя является более низкой, чем кольцевая жесткость внутреннего слоя.
64. Композитное трубчатое изделие, содержащее спираль или намотанный спиралью лист или ленту из металла, имеющие толщину от 0,2 до 5 мм, и экструдированный трубчатый полимерный материал, расположенный в один или более слоев, причем изделие имеет улучшенные прочностные свойства и, по крайней мере, часть полимерного материала является как сшитой, так и поcтоянно ориентированной при температуре окружающей среды.
65. Композитное изделие по п.64, в котором изделие является полым изделием и в котором кольцевая жесткость слоя полимерного материала является достаточно высокой по отношению к кольцевой жесткости металлического слоя так, что, когда полое изделие деформируется и деформационное напряжение снимается, полое изделие упруго восстанавливает, по крайней мере, частично свою первоначальную форму.
66. Композитное изделие по п.64 или 65, в котором изделие является полым изделием и в котором снаружи металлического слоя предусмотрен слой вспененного полимерного материала толщиной от 1 до 100 мм, который обеспечивает как изоляционную, так и механическую защиту.
67. Композитное изделие по пп.64-66, в котором изделие является электросплавляемым фитингом трубы, лист, лента или спираль металла содержит нагревательный элемент электросопротивления, и фитинг имеет корпус, содержащий ориентированный сшитый полимерный материал.
68. Композитное изделие по любому из пп.64-67, имеющее любой из признаков по пп.39-63.
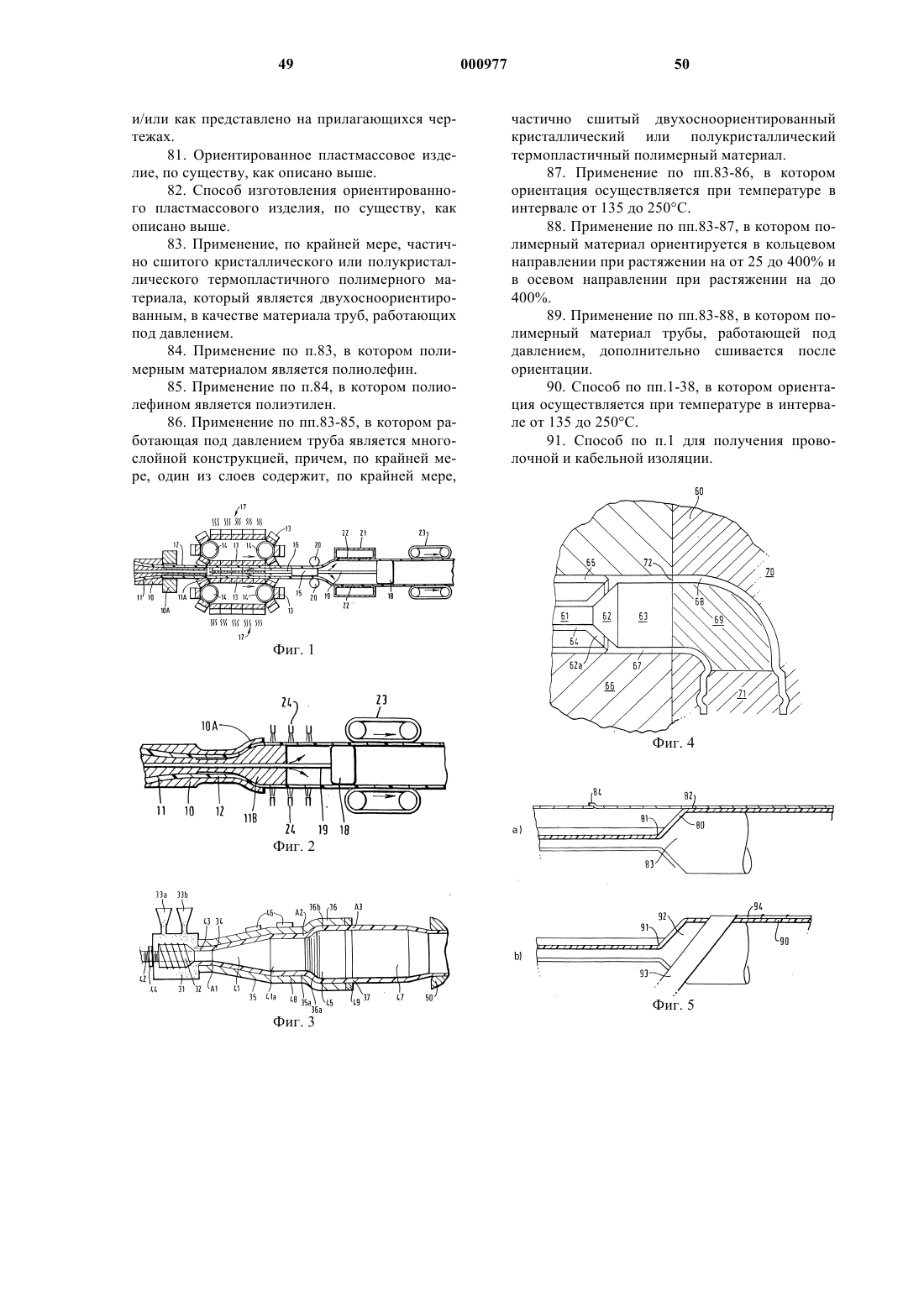
69. Экструзионное устройство для получения ориентированного экструдата полимерного материала, содержащее
а) пластицирующий экструдер для обеспечения расплава/расплавов или частичного расплава/расплавов полимерного материала/материалов и химически реакционноспособного вещества и подачи расплава под давлением через выпускное отверстие экструдера;
в) создающую модель растянутого потока матрицу, имеющую входное отверстие, соединенное с выпускным отверстием экструдера, матрицу потока и выходное отверстие, причем относительные геометрические размеры матрицы потока и выходного отверстия являются такими, чтобы создавать в расплавленном полимерном материале, текущем из экструдера через матрицу, модель растянутого потока, которая вводит молекулярную ориентацию, по крайней мере, поперечно к направлению потока в расплавленном полимерном материале;
c) поддерживающую ориентацию экструзионную головку с проходящим через нее отверстием мундштука, которое имеет входной и выходной концы, причем выходное отверстие матрицы открыто во входной конец отверстия мундштука так, что обеспечивается прохождение потока ориентированного расплавленного полимерного материала из матрицы в мундштук, при этом выходное отверстие имеет площадь поперечного сечения в пределах от 0,9 до 2,0 раз кратное площади поперечного сечения отверстия мундштука;
d) средство регулирования температуры для поддержания температуры текущего расплавленного полимерного материала ниже температуры реакции химически реакционноспособного вещества в экструдере и, по крайней мере, в первой части матрицы и для поддержания температуры текущего расплавленного полимерного материала выше температуры, по крайней мере, во второй части матрицы и/или в входном конце отверстия мундштука;
e) факультативно, средство регулирования температуры для поддержания в отверстии мундштука осевого температурного градиента, уменьшающегося в направлении потока через среднюю температуру мундштука, фактически равную нормальной температуре плавления полимерного материала, так что затвердевание полимерного материала будет задерживаться в входной зоне мундштука и может начинаться в мундштуке; и
f) факультативно, приемно-тянущее устройство с варьируемой скоростью для отвода экструдата полимерного материала от выходного конца отверстия мундштука с регулируемой скоростью вытяжки;
причем конструкция является такой, что экструдат начинает затвердевать в мундштуке или после выхода из выходного конца отверстия мундштука, но до того, как имеет место какое-либо значительное радиальное разбухание экструдата.
70. Экструзионное устройство по п.69, в котором отверстие мундштука имеет диаметрально расходящуюся форму и сходящиеся стенки и площадь отверстия, в результате чего полимерный материал по существу одновременно растягивается по окружности и по оси.
71. Экструзионное устройство по п.69, отличающееся тем, что матрица содержит дорн, который крепится таким образом, что поперечное сечение матрицы потока поддерживается фактически постоянным от конца шнека экструдера до точки, где начинается растяжение полимерного материала.
72. Экструзионное устройство по п.71, отличающееся тем, что дорн крепится с помощью корпуса экструдера через шнек и/или, факультативно, через затвердевшую стенку экструдата полимерного материала с помощью калибровочного устройства.
73. Экструзионное устройство по пп.69-72, отличающееся тем, что проход потока является свободным от препятствий, способных образовать сварные линии в экструдате, по крайней мере, в нагретых участках, где температура превышает температуру реакции.
74. Экструзионное устройство по пп.69-73, отличающееся тем, что диаметр дорна является фактически постоянным от выхода экструдера до точки, где начинается растяжение, и, факультативно, в его других крайних точках является фактически постоянным от точки, в которой экструдат начинрхт затвердевать, до калибровочного устройства.
75. Экструзионное устройство по пп.69-74, отличающееся тем, что дорн образует конически расширяющуюся часть.
76. Экструзионное устройство по п.75, отличающееся тем, что наружная рубашка заходит, по крайней мере, частично поверх конически расширяющейся части.
77. Экструзионное устройство по п.75 или 76, отличающееся тем, что дорн нагревается поверх части, включающей конически расширяющуюся часть, а ниже по ходу от нее охлаждается.
78. Изделие по пп.39-63, которое было получено с использованием способа по пп.1-37.
79. Способ по пп.1-38, в котором используется экструзионное устройство по пп.69-77.
80. Устройство для изготовления ориентированного пластмассового изделия, по существу, как описано выше со ссылкой на чертежи и/или как представлено на прилагающихся чертежах.
81. Ориентированное пластмассовое изделие, по существу, как описано выше.
82. Способ изготовления ориентированного пластмассового изделия, по существу, как описано выше.
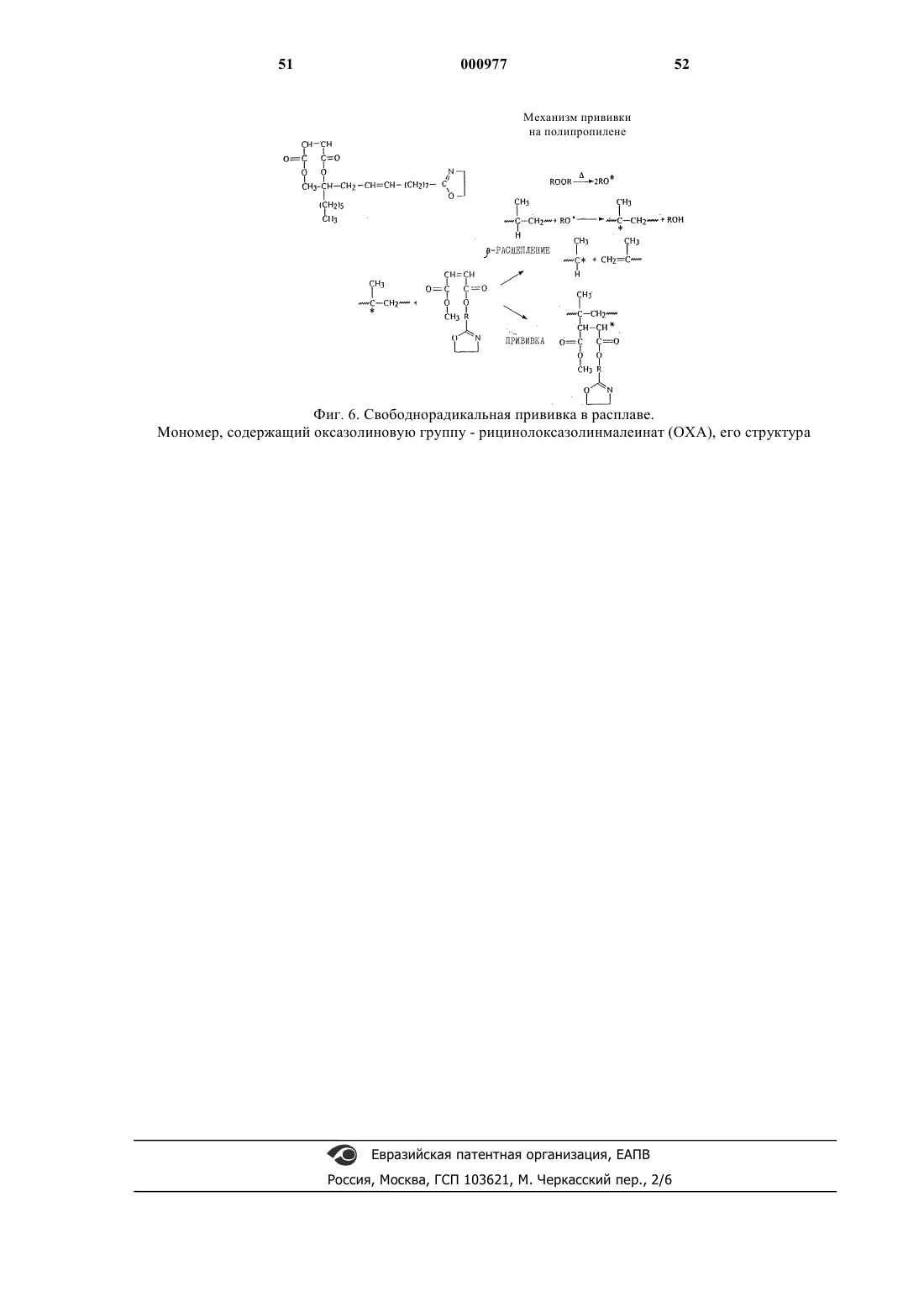
83. Применение, по крайней мере, частично сшитого кристаллического или полукристаллического термопластичного полимерного материала, который является двухосно ориентированным, в качестве материала труб, работающих под давлением.
84. Применение по п.83, в котором полимерным материалом является полиолефин.
85. Применение по п.84, в котором полиолефином является полиэтилен.
86. Применение по пп.83-85, в котором работающая под давлением труба является многослойной конструкцией, причем, по крайней мере, один из слоев содержит, по крайней мере, частично сшитый двухосно ориентированный кристаллический или полукристаллический термопластичный полимерный материал.
87. Применение по пп.83-86, в котором ориентация осуществляется при температуре в интервале от 135 до 250шС.
88. Применение по пп.83-87, в котором полимерный материал ориентируется в кольцевом направлении при растяжении на от 25 до 400% и в осевом направлении при растяжении на до 400%.
89. Применение по пп.83-88, в котором полимерный материал трубы, работающей под давлением, дополнительно сшивается после ориентации.
90. Способ по пп.1-38, в котором ориентация осуществляется при температуре в интервале от 135 до 250шС.
91. Способ по п.1 для получения проволочной и кабельной изоляции.

Текст
1 Предпосылки создания изобретения Изобретение относится к ориентированным полимерным изделиям и, более конкретно,к новому ориентированному полимерному изделию, содержащему ориентированный кристаллический или полукристаллический термопластичный полимерный материал, имеющему улучшенные свойства, и к способу и устройству для его получения. Уровень техники Известно, что физические и механические свойства кристаллических и полукристаллических термопластичных полимеров могут быть улучшены путем ориентирования их структур. Для изготовления изделий из термопластичных полимеров, имеющих ориентированные структуры, используются такие способы переработки полимеров, как вытяжка, пневмоформование,литье под давлением и т.п. В последние годы широкие исследования направлены на способы деформирования термопластичных полимеров в твердом состоянии(т.е. ниже температуры плавления кристаллитов). В этих способах полимер деформируется механически с получением желаемой одноосной или двухосной молекулярной ориентации. Полимер может быть вытянут, экструдирован или переработан иным путем при температурах в пределах от температуры стеклования до температур ниже температуры плавления кристаллитов полимера. Продукция, такая как лента, трубы, прутки и другие формованные изделия,обычно, но не всегда, имеющие преимущественно однонаправленную ориентацию, изготавливаются такими способами переработки, как описанные, например, в патентах US 3929960 иUS 4053270. Двухосно ориентированные сосуды, такие как бутылки, используемые в промышленности безалкогольных напитков, получаются способом экструзии с растяжением или литья под давлением с раздувкой. Такой способ описывается, например, в патенте US 3923943. Сосуды получаются при растяжении полимера обычно более чем на 250%. Такие большие растягивающие деформации могут привести к неоднородной деформации структуры с разрушением в результате сферолитных кристаллических агрегатов, вызывающим образование микропустот и увеличение микропустот, уже присутствующих в полимере. Плотность полимера обычно снижается, и сохраняются свойства, чувствительные к микроструктуре, такие как побеление под воздействием напряжения и низкотемпературная хрупкость. Растянутые, относительно толстостенные,высокопрочные трубчатые полимерные продукты, такие как шланги, рукава и трубы высокого давления, получаются способами пластицирующей экструзии. Один такой способ получения термопластичной трубы описан в патентеUS 3907961. Термопластичный полимер нагре 000977 2 вается до расплавленного состояния и экструдируется с помощью плунжерного экструдера через конусообразный канал на эластичном дорне. Предусматривается охлаждающая система мундштука для охлаждения поверхностей трубки до затвердевшего состояния. Полимер экструдируется в расплавленном состоянии, и получающаяся трубка имеет неориентированную структуру. Отсутствует указание об использовании охлаждения для увеличения ориентации. Дополнительный способ получения трубы высокого давления описывается в патенте US 405691, который относится к способу регулирования ориентации дискретного волокна в армированном волокном продукте, полученным экструзией расплава или пластицирующей экструзией. Волокнонаполненная полимерная матрица экструдируется через мундштук с расходящимися стенками, обычно имеющий постоянный канал. Стенки мундштука могут утончаться, так что площадь выхода мундштука превышает площадь входа мундштука. Степень ориентации волокон в кольцевом направлении прямо связана с увеличением площади канала от входа к выходу канала. Изделие является армированной трубой, содержащей волокна, которые ориентируются в направлении по окружности для улучшения свойств по окружности. Хотя волокна могут быть ориентированы,полимер является практически неориентированным, так как он перерабатывается в расплавленном состоянии. Другими словами, поскольку армированный волокнами полимер перерабатывается в расплавленном состоянии, структура не состоит из пластинчатых или вафлеподобных радиально сжатых сферолитных кристаллических агрегатов, высокоориентированных как по окружности, так и по оси, хотя волокна, введенные в полимер, могут быть ориентированными вдоль окружности и по оси. Типичный способ получения ориентированных полимерных трубок, например трубок из поливинилхлорида (ПВХ), приводится в патенте WO 90/02644. Способ включает стадии непрерывного осуществления начальной экструзии трубки, температурного кондиционирования при требуемой температуре ориентации,расширения трубки давлением в области внутреннего давления и охлаждения. Этот способ основан на растяжении полимерного материала после выхода из мундштука при температуре ориентации обычно 95 С для ПВХ. Недостатком является значительная протяженность линии, требующейся для операции температурного кондиционирования. Способ ориентирования полимерных трубок, например ПВХ трубок с использованием внутреннего дорна, расположенного снаружи мундштука, описывается в патенте DE 2357078. Этот способ также основан на температурном кондиционировании трубки при соответствую 3 щей температуре ориентации, где растяжение вызывает ориентацию полимерного материала. Еще один способ, который также основан на достижении соответствующей температуры ориентации, приводится в патенте JP 4-19124. В этом способе начало процесса осуществляется в радиально расширяющемся закрытом мундштуке, но корпус мундштука удаляется, когда достигается температура ориентации, более низкая,чем температура экструдирования. Предложено несколько способов ориентации материала полиэтиленовой трубки, но ни один из них не имеет промышленного применения. Полиэтилен является высококристаллическим материалом, который может быть успешно ориентирован ниже его точки плавления кристаллитов только экструзией в твердом состоянии или при использовании очень высоких растягивающих усилий в периодическом способе фильерирования-вытяжки. Выше точки плавления кристаллитов ориентация может осуществляться в процессе экструзии трубки, но только в очень узком температурном интервале. Большая проблема в этом случае состоит в том, что ориентация быстро исчезает, и в том, что только тонкостенные продукты могут охлаждаться достаточно быстро для сохранения ориентации. Пример типичной линии получения тонкостенной усаживающейся полиэтиленовой трубки описывается в патенте ЕР 0507613. Деформирование сшитых полиэтиленовых трубок известно, например, из нескольких патентов, главным образом, касающихся термоусаживающихся изделий. Например, патент DE 2051390 описывает способ непрерывного изготовления трубок из сшитых полиолефинов, в котором полностью сшитый материал повторно нагревается после выхода из мундштука, растягивается и затем охлаждается в растянутом состоянии. Растяжение осуществляется с помощью дорна. Отсутствует упоминание о степени растяжения, и также нет упоминания об ориентации, осуществляемой растяжением. Степень сшивки после растяжения не устанавливается. Способ используется для изготовления усаживающихся трубок. Патент DE 2200964 описывает способ получения сшитых полимерных трубок. Обычно сшивка начинается в экструзионной головке или после выхода из мундштука. Патент DE 2719308 описывает способ изготовления усаживающихся трубок, где сшивка начинается после мундштука. Ориентация не используется для увеличения прочности продукта. Патент ЕР 0046027 описывает другой способ изготовления сшитых усаживающихся продуктов. Патент US 3201503 рассматривает способ получения сшитых усаживающихся пленок. В этом способе расплавленный полимер, содержащий перекись, экструдируется в отдельной сшивающей камере и затем раздувается в труб 000977 4 чатый элемент большого диаметра. Упоминается экструзия сшитых трубок для горячей воды,но эти трубки не являются ориентированными. Патент ЕР 0126118 описывает способ ориентации пластмассовой трубки, в котором трубка после выхода из экструзионной головки пропускается через полую нагревательную рубашку для того, чтобы сшить материал, и в котором сшитая трубка внутри рубашки раздувается после сшивки внутренним давлением до контактирования с внутренней стороной более широкой части рубашки. Отсутствует упоминание о температуре экструзии или о введении сшивающих агентов, и не рассматривается осевая ориентация и охлаждение пластмассовой трубки. Способ также требует трубки с длительным отпуском, так как трубка, в основном, нагревается тепловым потоком, идущим только снаружи рубашки. Патент GB 2089717 описывает экструдер для изготовления пластмассовых трубок с удлиненной торпедой, прикрепленной к концу шнека или смонтированной через шнек. Целью является исключение вредного влияния ножек поворотной крестовины в оснастке. В патенте упоминается ориентация, но не описывается, как способ способен дать непрерывную ориентацию изделия. Лежащая в основе концепция состоит в использовании внутреннего сдвига от внутреннего вращающегося дорна и наружного сдвига,вызванного потоком материала по оси (нигде не указывается, что поток может быть поршневым потоком). Хотя в патенте упоминается использование сшитых полимеров, отсутствует предположение, что сшивка будет увеличивать ориентацию. Отсутствует информация о том, где в экструдере будет иметь место сшивка. Целью является получение трубки для горячей воды,имеющей наружную поверхность с меньшей сшивкой для того, чтобы дать возможность проведения сварки. Ориентация, использующая гладкий дорн,также известна из патента ЕР 0563721. В этом способе заготовка одевается сверху дорна при использовании устройства для гофрирования. Хотя чертеж показывает конический дорн перед дорном ориентации, отсутствует упоминание о каких-либо преимуществах этого устройства. Дорн используется просто для приведения заготовки в контакт с формующими блоками. Кроме того, способ основан на растяжении заготовки после ее выхода из закрытой зоны мундштука. Патенты, имеющие описания, относящиеся к изготовлению трубок и/или изготовлению композитных металл/пластмассовых трубок,включают, например, швейцарский патент 434716, патенты US 4144111, DE 2606389, FR 1385944, швейцарский патент 655986, патенты ЕР 0067919, ЕР 0353977, DE 3209600, ЕР 0024220, US 3952937, GB 2111164, DE 2923544,DE 2017433, DE 1800262, DE 2531784, DE 2132310 и ЕР 691193. 5 Описания всех вышеуказанных патентов приводятся здесь в качестве ссылки в их полноте и для всех целей. Описанные выше существующие экструзионные способы, которыми получаются трубчатые изделия, состоящие, в основном, из термопластичных полимеров, являются непригодными для растяжения полимера и не могут быть для этого применены, по крайней мере, на 100% в направлении вдоль окружности при деформации сжимающего типа. Существующие способы получения рукавных или удлиненных трубчатых изделий относятся к способам экструзии расплава или пластицирующей экструзии, которые обычно приводят к получению неориентированных продуктов. Существующие способы получения сосудов большого диаметра относятся к способам растяжения или натяжения, в которых полимер растягивается, по крайней мере, на 100% в направлении вдоль окружности. Растяжение или натяжение вызывает неоднородную деформацию сферолитных кристаллических агрегатов в полимерной структуре. Сферолиты разрушаются и поворачиваются. Образуются микропустоты, микрофибриллы и, в конечном счете, фибриллы. Увеличиваются дефекты, такие как микропустоты, уже присутствующие в полимере. Конечные продукты являются высокоориентированными в направлении вдоль окружности, но имеют дефекты, образованные в структуре. Задачей изобретения является получение изделия, содержащего кристаллический или полукристаллический полимерный материал,который является постоянно ориентированным при температурах окружающей среды. Дополнительной задачей изобретения является создание способа деформирования, которое является сжимающим по природе, в результате чего, по существу, удается избежать проблем, связанных с неоднородной деформацией и вызванных этим дефектов изделия, и получается структура ориентированных сферолитных кристаллических агрегатов, практически свободная от таких дефектов. Еще одной дополнительной задачей изобретения является создание изделия, содержащего кристаллический термопластичный полимерный материал, которое является по существу свободным от дефектов, вызванных неоднородной деформацией полимера, является ориентированным как в направлении вдоль окружности,так и в осевом направлении и имеет особенно улучшенные разрывную прочность под действием внутреннего давления и ударную вязкость в интервале от температуры окружающей среды до низких температур и по существу сохраняет плотность полимера, из которого оно получается. Еще одной дополнительной задачей изобретения является создание изделия, содержащего кристаллический термопластичный поли 000977 6 мерный материал, которое растягивается, по крайней мере, на 100% в направлении вдоль окружности и растягивается, по крайней мере,на 50% в осевом направлении, имеет структуру,состоящую, в основном, из дискретных пластинчатых или вафлеподобных радиально сжатых сферолитных кристаллических агрегатов,которые являются ориентированными как в направлении вдоль окружности, так и в осевом направлении, является практически свободным от вводимых в процессе переработки дефектов,таких как микропустоты, и имеет плотность,которая является равной или выше плотности такого же полимера при переработке в изделие существующими способами, и которое имеет улучшенную ударную прочность по окружности и является менее чувствительным к дополнительным микроструктурным дефектам при последующем растяжении. Другие задачи данного изобретения будут более четко выявлены из последующего описания и чертежей. Краткое описание изобретения В первом аспекте изобретение касается изделия, содержащего кристаллический или полукристаллический термопластичный материал, в котором полимерный материал является сшитым или имеет привитые боковые цепи, создающие пространственное затруднение, и является постоянно ориентированным при температуре окружающей среды, так что предел прочности при растяжении полимерного материала в направлении или направлениях ориентации превышает предел прочности при растяжении неориентированного изделия, полученного из такого же полимерного материала. Во втором аспекте изобретение касается способа получения ориентированного кристаллического или полукристаллического термопластичного полимерного изделия, который включает:(i) нагревание кристаллического или полукристаллического термопластичного полимерного материала до температуры в или выше его точки плавления кристаллитов;(ii) формование полимерного материала в изделие при или выше его точки плавления кристаллитов;(iii) воздействие на полимерный материал сдвиговых усилий и/или растяжения либо в процессе, либо после формования изделия с осуществлением ориентации полимерного материала в продольном и/или поперечном направлениях;(iv) взаимодействие полимерного материала до, в процессе или после формования изделия, либо до, либо в процессе ориентации, или после ориентации, но до значительной релаксации ориентации с сшивающим агентом или с агентом привитой сополимеризации, в результате чего увеличивается пространственное затруднение движению полимерной цепи; 7 причем конечное изделие имеет предел прочности при растяжении в направлении или направлениях ориентации больше предела прочности при растяжении неориентированного изделия, полученного из такого же полимерного материала. В третьем аспекте изобретение касается экструзионного устройства для получения ориентированного экструдата полимерного материала, содержащего:a) пластицирующий экструдер для обеспечения расплава/расплавов или частичного расплава/расплавов полимерного материала/материалов и химически реакционноспособного вещества и подачи расплава или частичного расплава под давлением через выпускное отверстие экструдера;b) создающую растянутую модель потока матрицу, имеющую входное отверстие, соединяющее с выпускным отверстием экструдера матрицу потока, и выходное отверстие, причем относительные геометрические размеры матрицы потока и выходного отверстия являются такими, что в расплавленном полимерном материале, текущем из экструдера через матрицу,создается растянутая модель потока, которая вводит молекулярную ориентацию, по крайней мере, поперечно к направлению потока в расплавленный полимерный материал;c) поддерживающую ориентацию экструзионную головку с проходящим через нее отверстием мундштука, которое имеет входной и выходной концы, причем выходное отверстие матрицы открыто во входной конец отверстия мундштука так, что обеспечивается течение ориентированного расплавленного полимерного материала из матрицы в мундштук, причем выходное отверстие имеет поперечное сечение в пределах от 0,9 до 2,0 раз по отношению к поперечному сечению отверстия мундштука;d) средство регулирования температуры для поддержания температуры текущего расплавленного полимерного материала ниже температуры реакции химически реакционноспособного вещества в экструдере и, по крайней мере, в первой части матрицы и для поддержания температуры текущего расплавленного полимерного материала выше температуры реакции, по крайней мере, во второй части матрицы и/или во входном конце отверстия мундштука;e) факультативно, средство регулирования температуры для поддержания в отверстии мундштука осевого температурного градиента,убывающего в направлении течения через среднюю температуру мундштука, практически равную собственной точке плавления полимерного материала, так что затвердевание полимерного материала замедляется на участке входа мундштука и может начинаться в мундштуке;f) факультативно, приемно-тянущее устройство с переменной скоростью для отвода экструдата полимерного материала от выходно 000977 8 го конца отверстия мундштука с регулируемой скоростью вытяжки; причем конструкция является такой, что экструдат начинает затвердевать в мундштуке или после выхода из выходного конца отверстия мундштука, но прежде какого-либо значительного радиального разбухания экструдата. Изобретение, в частности, применимо для получения полых изделий, особенно растянутых полых изделий, таких как трубки, трубы, шланги и т.п., и будет более подробно описано здесь относительно получения таких изделий. Однако изобретение не ограничивается получением таких изделий и может найти применение в производстве бутылей, сосудов, прутков, изоляции проводов и кабелей, фитингов и другой полимерной продукции. В данной заявке точка плавления кристаллитов полимерного материала определяется как температура, при которой кристаллы начинают образовываться при охлаждении полимерного материала из расплава, и может быть определена в соответствии с методом ASTM D648. Изобретение основано частично на том,что для того, чтобы высокомолекулярная ориентация, созданная в полимерном материале, например, его растягиванием в потоке с помощью экструзионной головки или его растяжением,сохранилась в конечном изделии, необходимо"заморозить" такую ориентацию путем затвердевания полимерного материала прежде, чем у ориентированных молекул будет достаточно времени для релаксации. Из-за низкой теплопроводности полимеров в сочетании с малыми временами релаксации большинства расплавленных полимерных материалов вводимая в процессе течения ориентация обычно не может быть закреплена в конечной структуре с получением изделий со значительно улучшенными значениями модуля и прочности. В способе, согласно изобретению, химически активное вещество, которым может быть реакционноспособный полимер, мономер или другое соответствующее соединение, добавляется к полимерному материалу для облегчения ориентации материала и, таким образом, обеспечения способа ориентации, который является пригодным для практического промышленного использования. Химически реакционноспособным веществом может быть, например, сшивающий агент, агент привитой сополимеризации или реакционноспособного соединения,которое может присоединить большие концевые группы к полимерным молекулам. Добавление таких химически активных веществ, например перекисей для сшивки полиэтилена, известно как таковое для получения сшивки материала в экструзии труб для горячей воды. Обычно такие трубы, выполненные из полиэтиленов с ультравысокой молекулярной массой, сшиваются до уровня геля 60-80% в попытке добиться хорошего качества и низкой 9 ползучести при повышенных температурах. Однако даже если радиальное расширение трубы осуществляется в связи с экструзией, единственной целью добавления сшивающего агента является получение сшивки и поэтому улучшенной ползучести при повышенной температуре. Установлено, что добавление сшивающего агента даже при очень низких уровнях оказывает сильное воздействие на ориентируемость полимерных материалов. Например, при экструдировании и ориентировании полиэтиленовых труб при 200C не было пути достижения постоянной ориентации, потому что напряжение в материале сразу же релаксировало. Однако с легкой сшивкой полимерного материала до степени 1 или 2% или более предпочтительно 1020% перед ориентацией нами было установлено,что имеется еще значительное, например, более 50% увеличение прочностных свойств продукта после ориентации. Подобные эффекты получаются путем прививки больших боковых цепей молекул на полимерные цепи, как будет описано далее. В данной заявке степень сшивки выражается в значении содержания геля, как определяется по ANSI/ASTM D2765-68. Добавление сшивающего агента перед или в процессе экструзии полимерного материала для того, чтобы облегчить ориентацию, также описано и заявлено в одновременно рассматриваемой заявке заявителя на шведский патентSE 9503272-8, полное описание которой приводится здесь в качестве ссылки. По сравнению с существующей технологией, где температуры экструдирования значительно ниже 150C, в настоящем изобретении температурный интервал, выше которого может быть достигнута ориентация полиэтиленового материала, значительно расширяется: допустимые температуры в данном способе обычно находятся в интервале от 135 до 250 С, предпочтительно температура переработки составляет из практических соображений около 180 С. Также установлено, что изобретение является применимым для многих различных полимерных материалов. Раньше сорта полиэтилена(ПЭ), которые могли быть ориентированы, были специальными дорогостоящими полимерами со специальным молекулярно-массовым распределением и сравнительно высокой молекулярной массой. Способ данного изобретения дает возможность использовать намного более широкий ряд полимеров. Например, дешевый частично сшитый ПЭНП, смешанный с высокомолекулярным ПЭ, значительно улучшает свои способности к ориентации даже при низких концентрациях. В дополнительном варианте осуществления изобретение предусматривает реакционный экструзионный способ, при необходимости, с соответствующе приспособленными экструдерами или коническими мундштуками, что при 000977 10 водит к улучшенной ориентации полимерной матрицы, где фиксация молекулярных цепей достигается не сшивкой, а реакциями прививки или путем присоединения концевых групп, где к цепи присоединяется боковая или концевая группа значительного размера. Полученное таким образом пространственное затруднение улучшает ориентационные свойства матрицы. Это предоставляет широкие возможности, особенно в области биополимеров. Предпочтительными реакциями прививки являются, например,реакции свободнорадикальной прививки в расплаве, использующие мономеры, способные к введению объемных боковых групп. Соответствующие мономеры могут содержать, например,оксазолиновые группы, и отдельным примером является рицинолоксазолинмалеинат (ОХА). Реакция прививки, использующая полипропилен в качестве типового кристаллического термопластичного полимерного материала, иллюстрируется здесь на фиг. 6. В этой реакции деструкция с разрывом связей, предпочтительно,сводится к минимуму, например, при введении соответствующих хинонов или другим способом. Путем варьирования размера группы R свойства полимерного материала и влияние на ориентируемость могут быть оптимизированы. Процентное содержание реакционноспособных участков или концевых групп, связанных с полимерной цепью, может изменяться от 1 до 100%, как требуется. В процессе разработки нового полимерного изделия было открыто другое явление. Если подвижность молекулярных цепей может быть снижена, может быть получено более ориентированное изделие. Например, было установлено,что введение волокноподобных добавок в полимерную матрицу увеличивает прочность изделия в большей степени, чем было бы очевидно в обычных технологиях (без последующей молекулярной ориентации). Без желания быть связанными какой-либо конкретной теорией предполагается, что волокна, особенно при использовании новой экструзионной технологии, описанной в другом месте в данном описании,стремятся к фиксации части полимерной матрицы, таким образом форсируя дополнительную молекулярную ориентацию, генерируемую в дополнение к ориентации волокон. Каким-либо образом эти волокна могут действовать в качестве эффективных зародышеобразователей, которые создают благоприятную структуру в частично кристаллической ориентированной матрице. В предпочтительном варианте изобретения было дополнительно установлено, что при создании сдвиговой ориентации в матрице или при создании вытяжки в поперечном сечении перед тем, как имеет место сшивка или прививка, полимерный материал может стать даже прочнее. Предполагается, что этот вариант изобретения,где молекулы предварительно выпрямляются 11 термопластичной ориентацией перед сшиванием или прививкой, когда используются для изготовления ориентированных толстостенных продуктов, выявляет прочность молекулярных цепей лучше, чем в случае, когда матрица сшивается или прививается в беспорядочном состоянии (т.е. когда цепи сшиваются свободно), и кажется, что прочность С-С спрямленной цепи может быть больше прочности связей, полученных обычной сшивкой. Наконец, хотя изобретение не ограничивается никакой отдельной теорией, имеется в виду, что влияние сшивки или прививки на ориентацию относится по существу к принципу использования хорошо адгезированных волокон в качестве средства фиксации для матрицы. Сшивки, вероятно, работают как волокна "на месте". Это основное принципиальное средство,которое в настоящем изобретении также может дать возможность получить лучше предполагаемых ориентированные продукты при использовании жидкокристаллических пластиков(ЖКП) в матрице для того, чтобы увеличить молекулярную ориентацию. Также, например,можно смешать низковязкий ПЭ, пропитанный сшивающим агентом, с высоковязким ПЭ и экструдировать смесь из экструдера, дающего спиралевидное распределение массы, в результате чего в конечном ориентированном продукте получается область переплетающейся ориентации торможения сшитых молекул, главным образом, из ПЭНП, погруженного в частично ориентированную матрицу. Новые полимерные изделия настоящего изобретения устойчиво ориентируются при температуре окружающей среды, т.е. ориентация по существу сохраняется до тех пор, пока температура изделия не достигнет впоследствии повышенной температуры, при которой подвижность полимерных цепей снова станет явной. Степень ориентации в полимерном материале может быть определена любым подходящим методом, например, инфракрасной спектрометрией в сочетании с поляризатором с проволочной сеткой. Результаты измерения пиков поглощения могут быть проанализированы математически, и обратная связь может быть соединена с системой контроля процесса для экструзионного устройства, например, системой контроля для экструдера и нагревательных установок. Таким образом, можно сделать ориентацию полимерного материала регулируемой с помощью автоматической системы контроля процесса. Другие новые эффекты могут быть получены с использованием некоторых вариантов способа изобретения. Требуемый баланс между осевой вытяжкой и диаметральной вытяжкой может быть легко задан в этом способе. Обычно в ориентации меры осуществления этого балан 000977 12 са являются ограниченными. Одной возможностью является регулирование экструдирования или скорости транспортирования, но это легко приводит к неизбежно высокой ориентации в осевом направлении. В данном описании степень осевой вытяжки определяется как: новая длина после вытягивания : первоначальная длинакорень квадратный из степени диаметральной вытяжки,и степень диаметральной вытяжки определяется как: новый средний диаметр : первоначальный средний диаметр. Способ изобретения может быть использован, например, для получения новых ориентированных термопластичных трубок, имеющих регулируемые степени двухосной ориентации в осевом и кольцевом направлениях и, более конкретно, имеющих предел прочности при растяжении в кольцевом направлении по окружности,который является, например, по крайней мере,двойным пределом прочности при растяжении,измеренным в осевом направлении. Это сочетание представляет оптимальную комбинацию для прочности на разрыв под действием внутреннего давления свободной трубы. Способ изобретения, однако, дает почти неограниченные возможности регулирования. Например, при использовании создаваемой сдвигом начальной ориентации можно получить "исходное сырье" или заготовку, содержащую, главным образом,полностью по кольцу направленные молекулы. Когда эта заготовка затем (дополнительно) сшивается и растягивается на дорне, получается продукт с увеличенной радиальной ориентацией. Теперь, при выходе из мундштука скорость транспортирования может быть отрегулирована так, что кольцевая ориентация делается доступной в осевом направлении, с созданием сеткоподобной структуры переплетающейся ориентации, легкой для регулирования получения желаемых свойств. Потребности или ограничения отдельного способа больше не определяют свойства изделия и могут быть получены оптимизированные свойства. Например, когда используется закрытая мундштучная система, полимерный материал может проталкиваться поверх дорна, и осевая вытяжка не является необходимой. В особенно предпочтительном варианте способа изобретения полимерный материал ориентируется на множество стадий, которые могут, например, иметь место до и после сшивки или прививки. В другом аспекте, соответственно, изобретение предусматривает способ формования и непрерывного ориентирования изделия, содержащего полимерный материал/материалы, при температуре выше температуры плавления кристаллитов указанного материала/материалов, отличающийся тем, что он включает стадии:- добавления химически реакционноспособного вещества/веществ к полимерному материалу до или в процессе формования либо всего изделия, либо одного или более слоев многослойного изделия, либо осевых или спиральных полос изделия, либо некоторых сегментов изделия в осевом направлении;- пластикации и формования заготовки таким образом полученного полимерного материала/материалов при температуре, не выше достаточной для инициирования реакции указанного реакционноспособного вещества/веществ;- необязательно, создания сдвига, по крайней мере, в слое/слоях, куда введено химически реакционноспособное вещество/вещества, и/или растяжения еще мягкой заготовки в одном или обоих из двух направлений, одновременно или ступенчато, причем указанное растяжение включает осевую вытяжку с осуществлением термопластичной ориентации материала в продольном направлении заготовки и/или радиальное расширение с осуществлением термопластичной ориентации материала в кольцевом направлении заготовки;- снижения подвижности молекул в ориентированном слое/слоях инициированием химической реакции между химически реакционноспособным веществом/веществами и полимерным материалом/материалами, имеющим введенное в него химически реакционноспособное вещество/вещества,когда полимерный материал/материалы еще находятся в расплавленном состоянии в процессе экструзии, и обеспечения степени прохождения реакции/реакций в пределах от 1,0 до 100%, рассчитанной по числу химически реакционноспособных групп;- создания сдвига, по крайней мере, в изделии, слое/слоях, полосах или сегментах, в которые было введено химически реакционноспособное вещество/вещества, и/или растяжения еще мягкой, по крайней мере, частично прореагировавшей заготовки в одном или обоих из двух направлений, одновременно или ступенчато, причем указанное растяжение включает осевую вытяжку с осуществлением ориентации материала в продольном направлении заготовки и/или радиальное расширение с осуществлением ориентации материала в кольцевом направлении заготовки;- калибрования и охлаждения заготовки в ориентированном состоянии с получением устойчивой ориентации, по крайней мере, в слое/слоях, где имеет место химическая реакция/реакции. В другом предпочтительном варианте способа изобретения полимерный материал может подвергаться дополнительной сшивке на дополнительной стадии сшивки того, как имеет место начальная ориентация и сшивка или прививка. Было установлено, что, несмотря на то, что степень сшивки от 1 до 80%, предпочтительно от 14 не менее 2 до 80% является достаточной для увеличения температурного интервала ориентации довольно во многих случаях, дополнительная сшивка на от 99 до 20% может быть осуществлена для того, чтобы еще больше улучшить размерную стабильность. Дополнительная сшивка может быть осуществлена, например, путем облучения с использованием гамма-излучения или электроннолучевого излучения. Предпочтительно, однако,дополнительная сшивка осуществляется путем активации остаточного сшивающего агента в полимерном материале, например, при нагревании. Активируемый таким образом остаточный сшивающий агент может быть оставшейся частью сшивающего агента, включенного в реакцию начальной сшивки, или другим сшивающим агентом, который активируется при высокой температуре. Дополнительная сшивка необязательно должна проводиться во время изготовления полимерного изделия. Например, дополнительная сшивка может выполняться после того, как труба установлена и изогнута в желаемую форму. В этом случае дополнительная сшивка может быть выполнена, например, путем повторного нагревания трубы с помощью электрического нагревателя, который может быть введен в трубу в виде слоя проводящего металла или пластмасс в процессе изготовления. Электрический нагреватель может быть установлен для активации остаточных количеств сшивающего агента, например перекиси, преднамеренно оставленных в полимерном материале трубы. Еще в одном аспекте изобретения способ может быть использован для получения новых изделий, имеющих очень ценные новые свойства. Поскольку ориентация может быть "инициирована" в любой части или слое изделия, например, с помощью магнитного, диэлектрического или микроволнового индуцированного нагрева, могут быть разработаны изделия,имеющие специальные свойства. Например, могут быть получены трубчатые изделия с инертным внутренним слоем или внутренней стенкой, химически сшитым несущим нагрузку ориентированным слоем и сшитым с помощью радиационного или светового облучения наружным слоем. Аналогично, с этой новой технологией становится возможным изготовление трехслойных труб с сшитым пенополиэтиленом (ПЭ-Х) в среднем слое и внутренним слоем трубы из ориентированного материала. Могут использоваться как физические, так и химические вспенивающие агенты, как целесообразно, и после ориентирования тела полимерного материала, слой, содержащий вспенивающий агент, может быть расширен до размера,регулируемого путем любого внутреннего и наружного охлаждения после выхода из мундштука и с помощью любой использованной калибровочной установки. 15 Также при использовании, например, способа, аналогичного способу, описанному в патенте WO 90/08024, если центральный дорн выполнен коническим, и к экструдированному изделию прилагается усилие, как описано, например, в патенте WO 93/25372, могут быть получены ориентированные колена труб. Согласно еще одному аспекту изобретения облегчается изготовление других новых полых изделий, например, труб с заданными свойствами. Изготавливаемым изделием может быть,например, композитное изделие, такое как многослойная труба, в которой слои могут быть из различных полимерных материалов, или труба с продольными полосами из различных полимерных материалов. Слои или полосы могут быть сшитыми или несшитыми, и, когда они являются сшитыми, они могут включать различные сшивающие агенты. Выражение "различные материалы" также включает материалы того же химического состава, но сшитые с различной степенью сшивки в пределах от 0 до 100%. Путем введения сшивающего агента только в часть изделия, которая должна ориентироваться, могут быть получены изделия со значительно отличающимися свойствами, такие как изделия, в которых, например, внутренний слой выполнен из неориентированного материала,чтобы иметь лучшую износостойкость, тогда как наружный слой пигментированного неориентированного материала может быть обусловлен преимущественно лучшими сварочными свойствами. В другом аспекте настоящего изобретения могут быть получены удлиненные композитные трубчатые изделия, такие как трубы, содержащие ориентированный кристаллический или полукристаллический полимерный слой и трубчатый слой другого материала, например, металлический слой. Трубчатый слой из другого материала может быть сформован предварительно, например,экструзией, или сформован на месте спиральной намоткой листа или ленты материала и сваркой,например, непрерывной стыковой сваркой или ультразвуковой сваркой, или механическим скреплением смежных участков краев. Когда другой материал составляет металлическую трубу, которая формуется на месте, металлический лист или лента могут формоваться в трубу смежно с отверстием экструдера так, что полимерный материал экструдируется внутрь уже сформованной металлической трубы. Например,ориентируемый полимерный материал может экструдироваться из расплава в экструзионном устройстве, содержащем кольцевое диаметрально расходящейся формы отверстие, в результате чего расплавленный полимерный материал ориентируется по окружности и прижимается к внутренней стенке металлической трубки или трубы, например, при использовании дорна. Альтернативно, металлическая лента может 16 быть спирально намотана вокруг экструдированной трубы ориентированного полимерного материала, например, при вращении экструдированной трубы. В последнем случае может быть необходимо опереть экструдируемую трубу на дорн, который может также быть использован для расширения и ориентации полимерного материала. Пригодным материалом для формования металлической трубки или трубы является алюминиевая фольга, которая может иметь толщину в пределах, например, от 0,2 до 5 мм. Предпочтительно металл покрывается активатором адгезии. Внутренняя поверхность металлической ленты или листа, предпочтительно, также является шероховатой или рифленой для того, чтобы улучшить адгезивные свойства. Если требуется,можно также использовать гофрированные лист или ленту для формования намотанной металлической трубы. Когда другой материал составляет предварительно формованную металлическую трубу,труба может действовать как теплоотвод для отвода тепла от слоя ориентированного полимерного материала более быстро и способствовать сохранению его ориентации. Способ изобретения может быть преимущественно применен, например, к способу получения многослойных металлкомпозитных полых изделий, как описано в нашей одновременно рассматриваемой заявке на Международный патент PCT/FI96/00359, полное описание которой приводится здесь в качестве ссылки. В дополнительном варианте осуществления изобретения композитное трубчатое изделие может быть получено путем экструдирования полимерного материала поверх растянутого элемента, содержащего другой материал, например трубчатого элемента, такого как металлическая труба, или твердого сердечника, например металлического кабеля. В этом варианте также металлическая труба или кабель могут действовать в качестве теплоотвода, охлаждая экструдированный полимерный материал, когда он приходит в контакт с трубой или кабелем. Когда полимерный материал экструдируется в контакте с металлической трубкой или трубой, полимерный материал может быть затем ориентирован или дополнительно ориентирован путем транспортирования трубки или трубы со скоростью, большей скорости экструдирования, в результате придавая осевую вытяжку экструдированному полимерному материалу. Осевая вытяжка может быть, например,порядка 100-400%, и дополнительное наружное охлаждение может быть предусмотрено, когда требуется. Когда металлический слой является наружным слоем, он может быть защищен нанесением другого экструдированного слоя полимерного материала, например, с использованием 17 дополнительной экструзионной линии и смещенного мундштука. Экструдированное наружное покрытие полимерного материала охлаждается и адгезирует к металлическому слою, а также может быть вытянуто так, что покрытие образует сильно ориентированный в осевом направлении полимерный наружный слой. Аналогично могут быть получены растянутые композитные трубчатые изделия, содержащие внутренний или наружный слой ориентированного полимерного материала, и другой материал, содержащий волокнистый слой, полимерный слой с армированным волокном, или композитный слой, содержащий множественные слои алюминия и полимерного материала. Композитные металлические трубы, как описано выше, использующие комбинированные прочностные и физические свойства металлического слоя и слоя ориентированного полимерного материала, могут обладать очень высокой гидростатической прочностью и могут иметь очень высокую непроницаемость и превосходную ударную прочность. В комбинации с вспененным изоляционным слоем, как описано здесь, эти свойства могут сделать их особенно пригодными для крупных буровых для добычи нефти и газа. Например, они особенно используются в магистральных трубопроводах высокого давления, работающих при давлении около 6000 кПа. Комбинированная кольцевая жесткость слоев металла и ориентированного полимерного материала может обеспечить трубу,упруго реагирующую на большие деформации,например, воздействие грунта, без разрушения. Хотя можно использовать способ данного изобретения для получения ориентированных труб, которые являются стабильными как при температуре окружающей среды, так и при повышенных температурах (т.е. нетермоусаживающимися), в другом аспекте изобретение может быть использовано для изготовления термоусаживающихся изделий с полезными свойствами. Такие изделия являются стабильными при температуре окружающей среды, но когда достигают повышенной температуры, они принимают новую форму. Например, в многослойной трубе, имеющей слои из различных материалов, слои могут иметь различные усадочные свойства, что заставляет трубу вести себя особым образом при нагревании, особенно, если используется технология с вращающимся мундштуком. Например, если труба имеет ориентированный наружный слой из сшитого полиэтилена (ПЭ-Х) и внутренний слой из несшитого полиэтилена (ПЭ), композитная труба будет слегка изгибаться при нагревании выше температуры стеклования (Тс) в зависимости от относительной толщины стенки и центрирования слоев. Кроме того, внутренний ПЭ слой может способствовать предохранению целого колена трубы от потери внутреннего диаметра при на 000977 18 гревании, если он сделан достаточно прочным при использовании наполнителей. Введение наполнителей в, по крайней мере, несшитый слой многослойного изделия часто является выгодным, потому что улучшенная теплопроводность улучшает охлаждение и увеличивает возможность предотвращения быстрой релаксации, в результате делая постоянную ориентацию более достижимой. Вообще, введение волокон может очень эффективно задержать тенденцию ПЭ-Х к обратной усадке (релаксации), что также делает более легкими операции последующего формования, подобные муфтовому соединению труб. Однако можно видеть, что труба, которая армирована волокном, сшита и ориентирована, обладает оптимизированным набором свойств, необходимых для ряда применений труб. Введение волокон в высоковязкие сополимеры олефинов является не очень легким, и поэтому отдельный слой более мягкого материала, в котором смешение может быть выполнено более легко, иногда является весьма выгодным. Соответствующий способ получения изделия, содержащего полимерный материал, содержащий ориентированные волокна, описан и заявлен в нашей одновременно рассматриваемой заявке на финский патент FI960768,полное описание которой приводится здесь в качестве ссылки. По сравнению с однородными неориентированными трубами, которые имеют одинаковый модуль во всех направлениях, ориентированные трубы изобретения являются уже улучшением, потому что, например, при варьировании направлений и степеней вытяжки можно легко получить кольцевую прочность двойной к осевой прочности, общее требование к трубопроводам, работающим под давлением. При введении наполнителей во много раз увеличиваются возможности увеличения прочности композита. Это особенно справедливо для чешуйчатых наполнителей, подобных слюде, например, которые имеют лучшие, чем обычно,барьерные свойства при заделке в сшитую структуру. Многослойный продукт, имеющий внутренний неориентированный слой и ориентированный наружный слой ПЭ-Х, может также придать полезные свойства, если, например,внутренний слой имеет более высокую температуру плавления, чем температура размягчения ПЭ-Х, которая составляет примерно 130 С. Внутренний материал может быть, например,сортом полипропилена (ПП), который дополнительно обладает свойством очень быстрого размягчения. Эта комбинация может использоваться в качестве быстроусаживающейся и/или электрооплавляемой гильзы, которая дополнительно может генерировать высокие усадочные усилия. Адгезия между внутренним слоем и наружным слоем может быть достигнута, на 19 пример, при использовании промежуточного адгезивного слоя между внутренним и наружным слоями. Соответствующий адгезивный слой может содержать, например, смесь ПЭ и ПП, имеющих одинаковые температуры плавления вместе с совместителем. Использование поверхностных слоев несшитого материала на обеих сторонах ориентированного изделия может значительно улучшить процесс ориентации, потому что эти слои могут быть использованы для сведения к минимуму трения относительно инструмента. Когда,например, силиконовое масло смешивается только с тонким поверхностным пленочным слоем, оно практически не нарушает процесс сшивки, и его расход значительно снижается по сравнению со смешением со всей массой продукта. Типичной проблемой в экструдировании труб из ПЭ-Х является то, что остатки перекиси собираются в экструзионной головке и должны быть удалены на повседневной основе. Эта проблема может быть преодолена путем обеспечения несшитым материалом обеих сторон продукта. Принимая во внимание качество питьевой воды, особенно преимущественной альтернативой для внутреннего несшитого материала является полимер, который является непроницаемым для остатков, которые образуются в сшитой секции продукта в результате химических реакций в процессе сшивки. При обычной ориентации полиолефинов молекулярные цепи являются растянутыми и напряженными под действием растягивающего усилия. С другой стороны, это явление уравновешивается так называемой релаксацией, которая стремится возвратить молекулярные цепи в свернутое разупорядоченное состояние. В способе изобретения поперечные связи и взаимодействие между цепями предотвращают чрезмерно быструю релаксацию, так что скорость вытяжки не должна поэтому ограничиваться для получения соответственно сбалансированных значений. Однако ориентируемый материал после сшивки при температуре переработки может находиться в стеклообразном состоянии и поэтому является довольно хрупким. Отсюда, скорость растяжения не должна быть слишком высокой, потому что в противном случае расплав может реагировать упруго и разрушаться из-за своей хрупкости. Было установлено, что полиолефиновые композиции с широким молекулярно-массовым распределением не разрушаются так легко. Было установлено, что, когда материал выбран правильно, поверхностные слои на изделии значительно увеличивают допустимые скорости растяжения, и можно подвергать воздействию хрупкий слой без разрушения. Хрупкость самого сшитого слоя может быть также уменьшена тщательным выбором молекулярномассового распределения полимерного материала или применением известных в технике 20 добавок, которые улучшают прочность расплава. При подобных условиях способ, который не рассчитан на слишком большое растяжение,является предпочтительным. Степень сшивки, % 22 33 60 87 Таблица Увеличение разрывной прочности, % 75 88 116 128 Приведенная выше таблица иллюстрирует улучшение, полученное способом изобретения. Колонка с правой стороны показывает увеличение предела прочности при растяжении для образцов ПЭ-Х, сшитых и одноосно растянутых на 100% при 170 С в процессе ориентации материала по сравнению с сшитыми нерастянутыми образцами. Таблица показывает постоянное различие в прочности образцов как функцию от степени сшивки. Она также показывает, что получение постоянной ориентации и повышенных прочностных свойств при высоких температурах вытяжки является наиболее маловероятным,если молекулы не связаны, например, сшивкой перед вытяжкой. В дополнительном примере, когда образец ПЭ-Х толщиной 0,8 мм сшивается до 80% сшивки и вытягивается при температуре 200 С до удлинения 500%, получается предел прочности при растяжении 182 МПа. Во многих экспериментах было установлено, что предел прочности при растяжении ориентированного материала является линейной функцией от скорости вытяжки. В приведенных выше примерах плотность исходного несшитого полиэтиленового материала составляет 955 кг/м 3. Плотность сшитого(содержание геля 70%) образца того же ПЭ составляет 929 кг/м 3. Соответствующая плотность сшитого и ориентированного образца составляет 938 кг/м 3. Таким образом, можно видеть, что способ изобретения дает продукты, имеющие более высокую плотность, чем продукты, полученные без ориентации полимерного материала. Изобретение является особенно применимым для получения относительно толстостенных труб, особенно таких, у которых отношение толщины стенки к диаметру составляет не менее 1:100, предпочтительно более 2:100, наиболее предпочтительно более 3:100. Размеры пластмассовых труб и сосудов,работающих под давлением, определяются с использованием основы гидростатического конструирования, установленной по данным устойчивости к длительному воздействию давления и регрессионного анализа. Обычные сорта ПЭВП имеют расчетную основу 6,3 МПа, а самые лучшие высокомолекулярные современные полиэтилены имеют расчетную основу (MRS) 10 21 МПа. Опыты, показанные выше в таблице, были выполнены с сшитым ПЭ, имеющим обычно расчетную основу 8. Образцы ориентированных труб из того же материала, полученные в соответствии с изобретением, могут иметь расчетную основу от не менее 12 до 16 МПа или выше. Одной из проблем, встречающихся при конструировании пластмассовых труб с высокими характеристиками для использования под давлением и под давлением сточных вод, является то, что даже если высокое расчетное значение сигма (расчетное долговременное напряжение в стенке), которое является основой для определения размера стенки трубы, чтобы выдерживать давление, обеспечит получение довольно экономичных труб с относительно небольшой толщиной стенки, сама труба не найдет практического применения из-за других ограничений. Например, если значение сигма увеличивается от сегодняшнего 8 Н/мм 2 (ПЭ 100) до уровня 16 или 20, который возможен с ориентацией согласно настоящему изобретению, толщина стенки получается такой тонкой, что кольцевая жесткость трубы, установленной под землей,может вызывать искривление трубы под воздействием скачков давления. Хотя модуль материала до некоторой степени увеличивается благодаря ориентации, это является недостаточным для компенсации сниженной толщины стенки,поскольку кольцевая жесткость представляет третью силу стенки. Хотя наполнители, например волокна и т.д., эффективно увеличивают модуль, более эффективный путь состоит именно в увеличении толщины стенки. Это становится, однако, дорогостоящим, и требуется новый способ получения жестких ориентированных труб, разработанных под давлением. Вышеуказанная проблема может быть легко решена, как описано ранее в данном описании, путем использования стенки трубы, имеющей многослойную конструкцию. Эта конструкция может иметь один или несколько ориентированных слоев в изделии, которые обеспечивают устойчивость к давлению, средний слой которого состоит из пенопласта, а наружный слой защищает всю структуру. Это может быть сделано путем экструдирования и ориентирования всей структуры. Внутренний слой устойчиво ориентируется, потому что введенный сшивающий агент активируется. Средний слой, состоящий, например, из полиэтилена вместе с вспенивающим агентом, который также начинает реагировать благодаря повышенной температуре, образует вспененный слой вокруг сердечника трубы, работающей под давлением. Наружный слой, который обычно состоит из более мягкого материала, подвергается расширению в процессе ориентации и последующей стадии вспенивания и образует наружный защитный слой, который обычно также содержит все необходимые стабилизаторы, красители и т.д. 22 Конечная труба может быть также покрыта или обеспечена смазками и другим смазывающим слоем, который впоследствии может быть отслоен. Обычные степени вспенивания достигают 50% (от первоначальной плотности среднего слоя). Но также могут быть получены превосходно работающие под давлением трубы с очень легкой пеной, имеющие плотности пены менее 500 кг/м 3, например плотности, сниженные до 30 кг/м 3. В этом последнем случае мягкий средний слой действует также подобно хорошему амортизатору против динамических нагрузок, вызванных после прокладки трубы. В проведенных опытах пены, содержащие одновременно волокна или волокноподобные материалы, такие как волластонит, показали себя обладающими исключительно хорошими прочностными характеристиками. Также можно экструдировать ориентированные трубы, имеющие более одного вспененного слоя, используя способ изобретения. Например, может быть экструдирована многослойная труба, имеющая два вспененных слоя различной плотности. Также могут быть получены многослойные трубы, содержащие металлический слой и один или более вспененных слоев. Примеры таких продуктов включают: многослойную трубу, содержащую ориентированный внутренний слой ПЭ-Х, адгезионный слой, который может быть вспененным, промежуточный металлический слой, второй адгезивный слой, который может быть вспененным, и наружный защитный слой, и многослойную работающую под давлением трубу для сточных вод, которая содержит тонкий ориентированный внутренний слой ПЭ-Х, первый промежуточный слой, содержащий жесткую пену, необязательно включающую наполнители, например, не менее 10%, предпочтительно около 25% карбоната кальция для увеличения ее кольцевой жесткости, второй промежуточный слой, содержащий защитную эластичную пену, и наружный защитный слой, предпочтительно включающий УФ стабилизатор, который может быть дополнительно стойким к растрескиванию слоем ПЭХ. Особенно пригодными для использования в трубах для сточных вод являются трубы,имеющие тонкий ориентированный внутренний слой, наполненный минеральными волокнами,вспененный средний слой и сшитый наружный слой. Сшитый наружный слой может быть выполнен из устойчивого к царапинам полимерного материала, который позволяет "не песочить" установку, средний слой может быть твердым с относительно высокой жесткостью, а внутренний слой может обеспечить устойчивую к давлению стенку водовода. Дополнительное применение таких труб может быть в "незакапывающих" способах установки, в которых труба проталкивается через грунт. 23 Настоящее изобретение может быть также использовано для получения многослойной ориентированной пластмассовой трубы, содержащей внутреннюю трубу и наружную трубу, образующие внутренний слой и наружный слой,соответственно, и между указанными слоями промежуточный слой из более мягкого материала, чем внутренняя труба. Такая труба и способ ее изготовления описаны и заявлены в наших одновременно рассматриваемых финских заявках FI955960 и 961822, полные описания которых приводятся здесь в качестве ссылки. Было также установлено, что не только ориентированные изделия согласно изобретению являются чрезвычайно прочными, но что во многих случаях значительно улучшается прозрачность изделия. Например, полностью прозрачные изделия могут быть получены с сшитым полиэтиленом (ПЭ-Х), которые могут найти применение для бутылей и других целей. Изделия из ПЭ-Х обычно не являются прозрачными. Прозрачные ориентированные сшитые полиэтиленовые изделия, полученные в соответствии с изобретением, могут найти многие применения благодаря низкой проницаемости материала. Как сшивка, так и ориентация улучшают диффузионные свойства материала. Изобретение облегчает соединение труб,имеющих вставляемый конец, охватываемый раструбом, и конец с раструбом, которые получаются способом согласно изобретению. Герметизирующее кольцо устанавливается на вставляемом в раструб конце одной трубы и устанавливается в заданном положении с помощью захвата, например металлического кольца, или с помощью двухсторонней шлифовальной бумаги, обернутой вокруг трубы. Раструбный конец другой трубы расширяется механически, и вставляемый конец с герметизирующим кольцом вставляется в раструб. Через короткий интервал времени, например около 15 с, раструбный конец возвращается в свое первоначальное положение, защемляя герметизирующее кольцо между внутренней стороной раструбного конца и наружной стороной вставляемого конца с большим усилием, чем в обычных трубах из ПЭ-Х. В одном предпочтительном варианте устройства согласно изобретению изделие получается экструдированием расплава полимера в устройстве, включающем кольцевое отверстие,имеющее диаметрально расходящуюся геометрию и (предпочтительно, но не существенно) сходящиеся стенки и площадь отверстия, поэтому полимер по существу одновременно растягивается по окружности и по оси. Для понимания тех вариантов настоящего изобретения, в которых ориентация имеет место в замкнутом мундштуке, должны быть приняты во внимание два влияющих фактора. Во-первых,поскольку релаксация ориентированных молекул требует расширения потока в объеме или в 24 поперечном сечении, она не может легко иметь место в отверстии экструзионного мундштука устройства изобретения благодаря радиально затрудняющему действию его стенок. Однако как только полимерный материал выходит из выпускного конца экструзионного мундштука,он больше не подвергается такому радиальному стеснению, и любые незатвердевшие ориентированные молекулы будут стремиться к релаксации, вызывая поэтому радиальное разбухание продукта, если, как в настоящем изобретении,не имеется присутствующий толстый достаточно жесткий поверхностный слой и/или ограничивается подвижность полимерной цепи. Вовторых, чем ближе ориентированный расплавленный полимерный материал находится к своей температуре плавления, тем большим является промежуток времени, необходимый для того,чтобы имела место релаксация. В другом предпочтительном варианте изобретения, в котором продукт ориентируется в кольцевом направлении с использованием замкнутого мундштука, отвод изделия из экструдера используется только для сбалансирования свойств изделия. Этот способ является очень легким для выполнения по сравнению с существующими способами и может давать непрерывную ориентацию практически всех термопластичных полимерных материалов, от биополимеров и каучуков до конструкционных пластмасс. К тому же, тот же принцип может быть использован, например, для изготовления ориентированных литьевых деталей без линий сварки,для получения ориентированных армированных волокном пневмоформованных изделий, покрытых кабельных структур или двухосноориентированных пленок или листов и для изготовления толстых листов с использованием технологии каландрования. Ориентированные полимерные изделия изобретения могут быть соединены с помощью любой подходящей традиционной технологии,например, при использовании механических фитингов, термоусаживающихся муфт и фитингов и технологии сплавления, включая сварку и,особенно, электросплавление фитингов и стыков. Способ изобретения может быть также использован для получения фитингов ориентированных полимерных труб, например, литьем под давлением. В особенно предпочтительном варианте изобретение предусматривает получение ориентированных электросплавляемых фитингов труб литьевым формованием ориентированного полимерного материала вокруг нагревающего элемента электросплавления. Примеры(неориентированных) электросплавляемых фитингов труб, которые могут быть получены способом изобретения в ориентированной форме,описываются в патентах ЕР 0591245, ЕР 0260014, ЕР 0243062, ЕР 0353912, ЕР 01899918 25 и WO 95/07432, полное описание которых приводится здесь в качестве ссылки. Ориентированные электросплавляемые фитинги труб согласно изобретению могут быть использованы для соединения неориентированных пластмассовых труб, но нашли особенное применение для соединения ориентированных труб, которые также были получены с использованием способа изобретения. Преимущество таких ориентированных электросплавляемых фитингов труб состоит в том, что они могут быть намного прочнее традиционных неориентированных фитингов, а также в том, что давление, которое требуется развить в процессе электросплавления, может быть увеличено силой обратного действия(усадки), которая может быть генерирована в результате тенденции ориентированного полимерного материала корпуса фитинга восстанавливаться при нагревании с помощью нагревающего элемента электросплавления. Для соединения многослойных композитных полимерных изделий, согласно изобретению, например труб, имеющих промежуточный металлический слой, который, если он не защищен, может быть подвергнут коррозии, может быть использован новый способ изготовления концов труб. В этом способе крайние слои трубы могут быть удалены, предпочтительно на заводе, а внутренний слой свариваемого полимерного материала будет оставаться открытым. Этот внутренний слой затем может быть отогнут назад на 180 поверх конца трубы так, что он закрывает и защищает конец трубы и приваривается к наружной стенке трубы. Таким образом, первый внутренний слой трубы становится самым крайним слоем, что дает хорошую герметизацию против коррозии и обеспечивает хорошую сваривающуюся поверхность для обычной технологии сварки и соединения, такой как электросплавление. Подробное описание изобретения Варианты устройства согласно изобретению описываются подробно ниже путем примера со ссылкой на прилагаемые чертежи, из которых на фиг. 1 представлен первый вариант линии экструзии трубки для осуществления способа изобретения в осевом поперечном разрезе; на фиг. 2 - аналогичный вид другого варианта линии экструзии трубки для осуществления способа изобретения; на фиг. 3 - аналогичный вид дополнительного варианта линии экструзии трубки для осуществления способа изобретения; на фиг. 4 - осевой поперечный разрез варианта устройства литьевого формования для осуществления способа изобретения; на фиг. 5 (а) и (b) показаны схематически два варианта устройства согласно изобретению для изготовления композитной металлпластмассовой трубки. 26 На чертежах сам экструдер не показан, хотя в большинстве случаев может использоваться традиционный шнековый экструдер. Некоторые материалы с очень высокой молекулярной массой могут требовать плунжерных экструдеров(поршневых экструдеров) или им подобных вместо традиционных шнековых экструдеров. Кроме того, многослойные изделия могут экструдироваться с помощью плунжерных экструдеров с использованием соответствующей технологии с угловой головкой. На фиг. 1, 2, 3 и 5 трубка радиально расширяется с использованием дорна, который предпочтительно крепится на первом конце корпуса экструдера, например, при использовании неподвижного элемента, проходящего через шнек экструдера, и/или факультативно на втором конце калибровочного устройства, например, в котором дорн или его неподвижный элемент опирается на затвердевшую стенку экструдера полимерного материала, проходящего через калибровочное устройство. Важно, чтобы, по крайней мере, ориентируемый слой предпочтительно экструдировался с помощью инструментальной системы, которая полностью свободна от крестовины, например,дорн крепится выше по ходу течения материала и сразу дает поток без линий сварки. Необходимость этого обусловлена хрупкостью многих сшитых полимеров в стеклообразном состоянии. Любые крестовины в потоке материала,который начинает сшиваться, оказывают отрицательное влияние на прочность изделия в кольцевом направлении, и это становится ясно видно при попытке расширить заготовку. Очень эффективными для сведения к минимуму вредного воздействия линий сварки являются некоторые угловые головки с вращающимися мундштуками. Вращающийся дорн с противовращающейся втулкой также может дать желаемую ориентацию волокна в кольцевом направлении,когда волокна вводятся в полимерный материал. Примеры соответствующих устройств могут быть найдены, например, в патентах FI 83184,GB 2089717, GB 1325468, US 3244781, WO 90/15706, WO 84/04070, ЕР 057613, полное описание которых приводится здесь в качестве ссылки.(i) Ориентация после экструзионной головки На фиг. 1 фрагментарно показаны мундштук 10 и неподвижный сердечник 11, которые образуют часть экструзионной головки традиционного экструдера для получения трубки(плунжерного или шнекового экструдера) и определяют кольцевое отверстие мундштука. Внутренний сердечник выступает из экструзионной головки и образует свободный конец дорна 11 А. Материал сополимера олефина вместе с соответствующим количеством сшивающего агента пластицируется в экструдере и выходит из конца экструдера в виде цилиндрического 27 трубчатого экструдата 12, имеющего относительно большую толщину стенки. Вокруг выпускного отверстия экструзионной головки предусматривается нагреватель 10 А, такой как радиационный нагреватель, для нагревания трубчатого экструдата до температуры, которая является достаточной для сшивки его материала со степенью сшивки в пределах от 1 до 100%. Ниже по ходу от нагревателя 10 А по движению трубчатого экструдата выполнены две вращающиеся в противоположном направлении цепи из связанных половинок форм 13, которые двигаются по замкнутому пути поверх тянущего зубчатого барабана 14. Вдоль пути трубчатого экструдата полуформы управляются устройством (не показано) так, чтобы подойти вместе к дорну 11 А и образовать состоящую из двух частей форму, образующую цилиндрическую полость формы, заключающую в себе экструдат. Полуформы расположены вдоль пути трубчатого экструдата в направлении его движения с такой же скоростью, как скорость экструдата. Дорн 15 размещается внутри трубчатого экструдата и присоединяется к экструзионной головке с помощью штанги 16. Через канал в штанге газообразный поток, такой как воздух или инертный газ, подается внутрь трубчатого экструдата в пространство, определяемое между дорном 11 А и дорном 15, для того, чтобы поддержать стенку трубчатого экструдата, находящуюся в контакте с поверхностями матрицы формы из двух половин. Полуформы 13 нагреваются в соответствующей позиции на их замкнутом пути циркуляции, например в позиции 17,соответствующим нагревательным устройством,работающим с топливными горелками или элементами электрического сопротивления. При контактировании стенки экструдата с нагретыми двухполовинчатыми формами тепло будет подаваться к полиэтиленовому материалу с поддержанием указанного материала при температуре сшивки в течение периода, достаточного для достижения желаемой степени сшивки. Ниже по ходу от дорна 15 расположена пробка 18, предпочтительно баллонного типа, в трубчатом экструдате, причем пробка наглухо скреплена с дорном 15 с помощью штанги 19. Находящийся под давлением газ подается в баллонную пробку через каналы в штангах 16 и 19 с поддержанием накаченной пробки в герметизирующем контакте с внутренней поверхностью трубчатого экструдата. В пространстве между дорном 15 и пробкой 18 давление поддерживается с помощью газа, такого как воздух или инертный газ, подаваемого в указанное пространство через каналы в штангах 16 и 19, причем давление является более высоким, чем давление, поддерживаемое в трубчатом экструдате между дорном 11 А и дорном 15. Трубчатый экструдат, который является все еще мягким, подвергается свободному радиальному расширению, обеспечивающему кольцевое растяжение 28 его стенки под влиянием этого высокого давления, с образованием трубчатого элемента с диаметром, который является больше диаметра экструдата, выходящего из экструдера, и с толщиной стенки, которая уменьшается по отношению к толщине стенки экструдата. Наружные опорные ролики 20, которые могут быть соединена с приводным механизмом для улучшения возможностей регулирования процесса, выполнены на дорне 15 с герметичным сцеплением трубчатого элемента по отношению к дорну, а калибровочное устройство 21 выполнено на пути трубчатого элемента, расположенного в позиции, где трубка расширяется. Калибровочное устройство 21 образует канал,определяющий наружный диаметр конечного трубчатого элемента, и обеспечивает охлаждение трубчатого элемента подачей холодной воды, которая распределяется по наружной поверхности трубчатого элемента через отверстия 22 в поверхности калибровочного устройства,которое находится в контакте с движущимся трубчатым элементом. В другом варианте калибровочное устройство может быть опущено и заменено традиционным калибровочным устройством в случае, когда получается калиброванная ориентированная трубка. Охлаждение трубчатого элемента является достаточным для затвердевания полимерного материала, так, что трубчатый элемент при выходе из калибровочного устройства 21 является жесткой трубкой ниже по ходу от калибровочного устройства. Предусматривается приемнотянущее устройство 23, которое захватывает наружную поверхность жесткой трубки и работает с сообщением трубке осевой тяги. Скорость приемно-тянущего устройства предпочтительно должна регулироваться так, чтобы можно было регулировать положительное тянущее усилие,приложенное к движущейся трубке. Необходимо отметить, что в специальных случаях тянущее усилие также может быть отрицательным,поскольку трубка, если не тянется, получается более короткой в процессе расширения. После кольцевого растяжения материала,по крайней мере, частично сшитого сополимера олефина при расширении трубчатого элемента между дорном 15 и калибровочным устройством 21 и осевого растяжения трубки, выполненного приемно-тянущим устройством 23, конечная трубка должна предпочтительно иметь соотношение между толщиной стенки и диаметром, которое составляет не менее 1:100, предпочтительно около 2:100 или более, например более или равно 3:100. Кольцевое растяжение материала трубки вызывает ориентацию материала сополимера олефина в кольцевом направлении, и это растяжение предпочтительно находится в пределах от 25 до 400% и предпочтительно составляет около 100%. Осевое растяжение материала трубки предпочтительно находится в пределах от 0 до 400%, более предпоч 29 тительно около 30% и вызывает ориентацию материала сополимера олефина в осевом направлении. При ориентации в двух направлениях материала сополимера трубке придается повышенная прочность, и поскольку сополимерный материал является, по крайней мере, частично сшитым при осуществлении ориентации,такая ориентация может осуществляться и сохраняться в широком температурном интервале обычно от 135 до 250 С. Дополнительная сшивка может осуществляться после расширения трубчатого элемента в расширенную трубку в позиции между калибровочным устройством 21 и баллонной пробкой 18. Это может осуществляться, например,гамма-облучением или электронным облучением трубки, но предпочтительно получается при нагревании экструдированной трубки в указанной позиции, при условии, что имеется достаточное количество сшивающего агента, оставшегося в материале после начальной сшивки,полученной при нагревании сополимерного материала в формах из двух половин. Такое повторное нагревание может осуществляться с помощью циркулирования группы нагретых соединенных полуформ, как описано ранее, и последующего калибрования и охлаждения между калибровочным устройством 21 и баллонной пробкой 18. Дополнительная сшивка после ориентации сополимерного материала может дать улучшенную размерную стабильность по сравнению со снятием ориентации при более высоких температурах. Можно обойтись без нагревания трубчатого элемента непосредственно вниз по ходу экструзионной головки, если сополимерный материал нагревается в экструдере дополнительно для того, чтобы находиться при необходимой температуре в течение времени, достаточного для того, чтобы перед ориентацией имела место сшивка в желаемой степени. Необходимо также понимать, что может быть использовано иное средство поддержания температуры экструдированного трубчатого элемента или повторного нагревания трубки, соответственно, чем нагретые циркулирующие полуформы, например нагревающая ванна или диэлектрическое нагревание. Однако циркулирующие полуформы являются предпочтительными, например, в изготовлении ориентированных ребристых трубок. Радиальное расширение в мундштуке Свободное радиальное расширение трубчатого элемента используется в варианте, описанном выше, но расширение может также быть осуществлено на дорне внутри рубашки или подобного устройства, окружающего трубчатый элемент, как показано на фиг. 2. Дорн 11 крепится предпочтительно через экструдер для того, чтобы избежать ножек крестовины, которые оставляют слабые пятна на материале, который начинает сшиваться. Диа 000977 30 метр дорна выдерживается постоянным или увеличивается непрерывно или ступенчато до тех пор, пока на головке дорна 11 В не начинается конечное расширение. Важно, чтобы горячий поток из горячего формующего инструмента 10, 11 был предохранен от достижения низкотемпературной зоны устройства, содержащего экструдер и вход дорна. При необходимости должна быть предусмотрена соответствующая изоляция. Обычно разность температур между концом шнека экструдера устройства и самой горячей концевой частью формующего инструмента составляет 50 С или более. В варианте осуществления изобретения на фиг. 2 дорн 11 удлиняется с образованием головки дорна 11 В, которая расширяется конически в направлении течения трубчатого экструдата 12 с расширением указанного экструдата радиально с тем, чтобы растянуть полимерный материал в кольцевом направлении. Коническая часть головки дорна 11 В соединяется с цилиндрической частью для внутреннего калибрования трубки, образованной при расширении трубчатого экструдата. Головка дорна, таким образом,имеет практически S-образный контур. Соответствующие углы конической части зависят от скорости экструдирования. Соответствующие значения находятся в пределах от 5 до 30. Более высокие значения углов могут легко привести к слишком высокой скорости деформации,которая обуславливает ухудшение свойств ориентированного изделия. Практически используемые и предпочтительные скорости деформации находятся в интервале от 0,002 до 5 с 1. Мундштук 10 удлиняется с образованием рубашки 10A, охватывающей трубчатый экструдат, при прохождении от экструдера к и на коническую часть головки дорна 11 В. Таким образом видно, что головка дорна 11 В и рубашка 10A определяют пространство для радиального расширения проходящего трубчатого экструдата. Поверхности, определяющие указанное пространство, могут покрываться материалом с низким коэффициентом трения, таким как, например, политетрафторэтилен. Радиальное расширение на дорне после мундштука В данном варианте рубашка с фиг. 2 может заканчиваться близко к точке, где начинается коническая часть. В этом случае вблизи головки дорна 11 В могут быть предусмотрены ролики с регулируемой скоростью. Рубашка 10A может быть снабжена нагревательными электрическими элементами на ее наружной стороне для нагревания трубчатого экструдата, когда это может быть необходимо для того, чтобы придать указанному экструдату температуру, необходимую для того, чтобы имела место желаемая сшивка, когда трубчатый экструдат пропускается через рубашку. В этом случае дополнитель 31 ная сшивка может быть легко достигнута путем увеличения нагреваемой длины головки дорна 11 В. Кроме того, концевая часть рубашки 10A может охлаждаться для того, чтобы получить блестящую наружную поверхность трубки, и с целью блокирования (предотвращения) чрезмерного мундштучного разбухания. Также головка дорна 11 В может нагреваться выше ее конической расширяющейся части и может охлаждаться ниже по ходу от указанной части рядом различных охлаждающих контуров. Охлаждение необходимо для замораживания ориентации, но также потому что оно придает внутренней стороне изделия хорошую отделку поверхности. Во всех случаях избежание движения потока рывками является критическим, и корректированные температуры поверхностей скольжения являются важными для поддержания их скользкими. Факультативная штанга 19 соединяется с головкой дорна 11 В и крепит баллонную пробку 18 к экструдеру, причем головка размещается на входном конце приемно-тянущего устройства 23. Как и в описанном ранее варианте, в штанге 19 имеются каналы для подачи газа, такого, как воздух или инертный газ, под давлением в баллонную пробку 18 и внутрь трубки, образованной после расширения трубчатого элемента. Между головкой дорна 11 В и баллонной пробкой 18 выполнены насадки 24 для разбрызгивания охлаждающей воды поверх трубки как в том случае, когда она проходит выше цилиндрической части головки дорна 11 В, так и в том случае, когда она выходит из указанной части, для того, чтобы получить жесткую калиброванную трубку. Преимущество описанного способа с использованием дорна состоит в том, что он может быть легко использован как для трубок с внутренней калибровкой (охлаждающее расширение головки дорна 11 В), так и для трубок с наружной калибровкой (с устройством, аналогичным устройству, показанному на фиг. 1). Необходимость в пробке 18 зависит до некоторой степени от системы смазки. В предпочтительном варианте газ под давлением между пробкой 18 и головкой дорна 11 В, который может использоваться для форсированной подачи еще мягкого трубчатого элемента по отношению к наружному калибровочному устройству,может действовать как смазка, по крайней мере,для пусковой фазы между внутренней стороной элемента и наружной стороной дорна и пробки,соответственно. Процесс сшивки может инициироваться уже на конце экструдера, например внутри мундштука 10, любым подходящим способом,например ультрафиолетовым облучением, если мундштук 10 выполнен из стекла. Кроме того,могут использоваться радиационная или электронно-лучевая сшивка. Тогда главная часть сшивки осуществляется в мундштуке или в 32 формах из двух половин. Точный момент, когда охлаждение трубчатого элемента начинается после расширения, должен выбираться в зависимости от желаемой сшивки в расширенном состоянии. Длинная горячая секция в головке дорна 11 В служит для вторичной сшивки продукта, обеспечивая увеличение его размерной стабильности. Известные способы растяжения пластмассовых трубок, например способ, рассмотренный в патенте DE 2357210, наиболее часто включают довольно длинный конический дорн. Для того чтобы добиться высоких скоростей ориентации,интерес могут представлять более короткие конические части. С другой стороны, если ориентация имеет место свободное, т.е. при воздействии разности давлений на стенку трубчатого элемента, тогда указанный элемент может принимать S-образную форму, как показано в патенте ЕР 0563721, где он используется для свободного расширения после мундштука, причем поперечное сечение близко по форме к обратной гиперболе или параболе. Эта форма часто наблюдается при раздувке пленки и является результатом баланса модуля, скорости вытяжки,температуры, толщины стенки и степени вытяжки. Эта форма является эффективной в качестве формы дорна в замкнутой мундштучной системе настоящего изобретения, как показано на фиг. 3. Без желания быть связанным какой-либо конкретной теорией, предполагается, что необязательный гидравлический смазывающий агент,который может впрыскиваться на обе стороны трубчатого элемента, образует с этой формой естественную, хорошо сбалансированную гидродинамическую подушку. Преимущество этой формы состоит в том, что вероятность задерживания материала на дорне снижается. Установлено, что преимущество также имеется там, где смазывающие агенты не используются, но стабильный поршневой поток достигается с покрытиями или при использовании внутренних смазок. Тенденция высокомолекулярного материала течь в так называемом режиме "рывками" должна быть сведена к минимуму. При анализе экструдированных трубок наблюдается, что некондиционные трубки неизменно показывают модель потока на своих поверхностях (невидимую невооруженным глазом), которая по данным анализа методом преобразования Фурье имеет амплитуду 0,8 мм или более. В кондиционных трубках со стабильным поршневым потоком в формующем инструменте такая модель не наблюдается. В этих случаях адекватными могут быть покрытия, которые имеют хорошие смазывающие свойства, например политетрафторэтилен. Низкое трение в зоне матрицы является важным в процессе работы. Очень хорошие результаты получаются при использовании матрицы, имеющей грубую металлическую поверх 33 ность, которая имеет алмазоподобную поверхность (АПП), в которой любые неоднородности заполнены Тефлоном. Могут использоваться жидкие покрытия,но обычно они имеют очень ограниченную долговечность. Гидравлические смазывающие агенты, например силиконовое масло или гликоль,могут, однако, дать превосходные результаты. Кроме того, может быть осуществлено внутреннее смазывание полимерного материала. Соответствующие внутренние смазки зависят от перерабатываемого материала, но могут быть использованы, например, Эйкьюфлэу (торговая марка), фторированные каучуковые соединения,такие как Вайтон (торговая марка) и Дайнеймар(торговая марка). На фиг. 3 показана экструзионная линия,на которой полимерный материал ориентируется или выпрямляется в термопластичном состоянии до сшивки и конечной ориентации. Конический экструдер 31, например, как описанный в патенте ЕР 0422042, показан схематически. Этот экструдер позволяет крепить дорн через экструдер, что является предпочтительным в некоторых вариантах изобретения. К тому же, экструдер может при необходимости изготавливать многослойные изделия. Конечно,могут использоваться другие соответствующие экструдеры по назначению. Цифрами 33 а и 33b схематически показаны питатели различных материалов к экструдеру, а 32 показывает вращающийся двойной шнек. Полый вал 42 через экструдер соединяется с дорном 41. Осевое движение вала может регулироваться с помощью гайки 44. Температура материала в экструдере поддерживается ниже температуры реакции (сшивки) до выходного отверстия экструдера 43. После выхода 43 полимерный материал поступает в матрицу 35, определяемую дорном 41 и наружной рубашкой 48. В этой секции диаметр дорна 41 увеличивается для того, чтобы ориентировать молекулы полимерного материала. Вначале, однако, температура еще поддерживается значительно ниже реакционной температуры. Около середины дорна 41 или по направлению к концу его конической секции температура полимерного материала повышается с помощью нагревателей 46 вокруг окружающей наружной рубашки 48. Дополнительно или альтернативно нагреватели могут быть расположены внутри дорна 41 (не показано). Может использоваться любой способ нагревания, например, наружная рубашка может содержать секции из материала, прозрачного для ИКизлучения и красного излучения от соответствующих источников тепла. В этой нагретой секции начинается реакция. Время реакции может определяться длиной второй цилиндрической части дорна 41 а. В некоторых случаях цилиндрическая часть 41 а может опускаться или заме 000977 34 няться секцией, имеющей плавное увеличение или ступенчатое увеличение диаметра. Полимерный материал выходит из выпускного отверстия 35 а матрицы и входит в впускной конец 36 а отверстия мундштука 36 в экструзионной головки 36. Экструзионная головка 36 содержит дорн конечной ориентации 45, который соединен с дорном 41 и также нагревается. Дорн 45 имеет плавно увеличивающийся диаметр и кривую,практически параболическую, наружную поверхность, как показано. Альтернативно, весь конический мундштук может быть плавно коническим с увеличением диаметра от зоны потока А 1 к зоне потока A3, например, с углом конусности от примерно 3 до 30. Экструзионная головка может быть также факультативно снабжена средством регулирования температуры для поддержания в отверстии мундштука осевого градиента температуры, убывающего в направлении потока через среднюю температуру мундштука, фактически равную обычной точке плавления полимерного материала, так что затвердевание полимерного материала будет замедляться в впускном конце 36 а отверстия мундштука и может начинаться в отверстии мундштука 36 в, например, по направлению к выходу мундштука 37. Нагретый дорн 45 соединяется с охлаждающим дорном 47, который дает гладкую внутреннюю стенку экструдату, а также замораживает ориентацию, полученную в полимерном материале. Для подобной цели наружная рубашка 48 обеспечивается короткими охлаждающими кольцами 49 на выходе мундштука 37. В примере зона потока А 1 на выходе экструдера практически является такой же, как зоны потока А 2 в выпускном отверстии полости иA3 на выходе мундштука, и эта конфигурация, в которой практически нет увеличения площади поперечного сечения потока, является предпочтительной. В некоторых случаях, однако, зоны А 2 и A3 могут быть меньше А 1. В основном,зоны потока А 2 и A3 составляют от 0,9 до 2,0 раз от зоны А 1. Предпочтительно, конструкция является такой, что ориентируемый материал ограничен по отношению к его природной тенденции терять свою молекулярную ориентацию при радиальном разбухании. Когда полимерный материал выходит из выхода мундштука 37 (в A3), может еще проходить некоторая сшивка. Это может быть преимуществом, так как она может снизить тенденцию к обратной усадке. После выхода из выхода мундштука 37 экструдированная полимерная трубка контактирует с охлаждающим дорном 47 и от охлаждающего дорна полимерная трубка входит в калибровочную втулку 50. В калибровочной втулке 50 или вблизи ее трубка может поддерживаться пробкой баллонного типа (не показано) для целей введения давления газа по отно 35 шению к калибровочной втулке. Для того чтобы снизить трение стенки по отношению к калибровочной втулке, может использоваться смазывание водой. Сама калибровочная втулка может иметь зазубренную внутреннюю поверхность,которая может быть покрыта, например, снижающим трение покрытием, таким как тефлон или алмаз. Транспортирующее устройство и охлаждающая ванна имеют традиционную конструкцию и не показаны на чертеже. Ориентация в процессе литьевого формования На фиг. 4 представлен пример соответствующего устройства для литьевого формования сшитого ориентированного колена пластмассовой трубы. Устройство для литьевого формования 60 включает корпус 66, окружающий дорн 61, 62, 63 в трех секциях. Первая секция 61 дорна обеспечивает неориентированный внутренний размер колена трубы. Вторая секция 62 является нагретой конической секцией, поэтому полимерный материал радиально расширяется и ориентируется. Третья секция является нагретой цилиндрической секцией, поэтому может иметь место дополнительная сшивка полимерного материала. Полимерный материал остается в канале 64 между корпусом 66 и первой секцией 61 и проходит под действием шнека экструдера (не показано) в канал 67 через конический канал 62 а между корпусом 66 и секцией дорна 62, где он ориентируется и сшивается. Ориентированный и сшитый полимерный материал, полученный в канале 67, затем нагнетается под действием поршня втулки 65 (показана в его отведенном положении) в литьевую форму 70. Форма имеет литниковое отверстие 72 "краевого типа" в матрице 68 формы и имеет сердечник 69. Как показано, форма также имеет секцию стакана 71 для колена трубы, которая может быть снабжена разборным сердечником (не показано). Подобное устройство может быть предусмотрено в соответствии с изобретением для получения ориентированного изделия способом пневмоформования. В этом случае секция дорна 63, сердечник 69 и разборный сердечник секции стакана 71 могут быть заменены газом под давлением. Примеры дополнительных экструзионного устройства и полученных изделий, которые могут быть преимущественно использованы и получены способом настоящего изобретения, описаны и заявлены в наших одновременно рассматриваемых заявках на Международный патент PCT/FI96/00261 и PCT/FI96/00359,описания которых приводятся здесь в качестве ссылки. На фиг. 5(а) и (b) фрагментарно показано поперечное сечение двух устройств для изготовления металл-пластмассовой композитной трубы. На фиг. 5(а) экструдированная сшивающаяся заготовка 80, выходящая из выхода 36 мундштука экструдера 81, прижимается к металлической трубе 82 с помощью конического нагретого дорна 83. Нагретый дорн повышает температуру заготовки до температуры сшивки и одновременно ориентирует полимерный материал заготовки путем придания ей диаметральной вытяжки. Металлическая труба формуется спиральной намоткой металлической ленты и сваркой или механической подгонкой боковых концов 84 ленты. Металлическая труба может перемещаться с той же скоростью, что и скорость экструдирования, или быстрее, если это требуется для придания осевой вытяжки полимерному материалу. На фиг. 5(b) показано альтернативное устройство, в котором ориентированная пластмассовая труба 90 формуется путем экструдирования сшиваемой заготовки полимерного материала из мундштука экструдера 91 и сшивки и одновременно придания диаметральной вытяжки полимерному материалу заготовки с помощью конического нагретого дорна 92. Наружная металлическая или армированная волокном пластмассовая гильза 94 формуется поверх ориентированной пластмассовой трубы спиральной намоткой ленты 93 из металла или (армированного волокнами) полимерного материала любого подходящего поперечного сечения. Материалы Кристаллическим или полукристаллическим термопластичным полимерным материалом может быть, например, сополимер олефина,который везде в данном описании включает гомополимеры олефинов, сополимеры или смеси расплавов двух или более сополимеров, которые либо по своей природе, либо как следствие смешения в расплаве имеют требуемую устойчивость к натяжению в процессе отвода из экструдера, молекулярную массу и характеристики молекулярно-массового распределения. Предпочтительно, экструдируемый сополимер олефинов должен иметь плотность, которая составляет не менее 900 кг/м 3, более предпочтительно более 920 кг/м 3 и наиболее предпочтительно от 930 до 960 кг/м 3. Определение полиэтилена в этом контексте включает сополимеры этилена с самое большое 5 мас.% алкена-1 с 3 или более углеродными атомами. В предпочтительном варианте, как описано ниже, материалом является полиэтилен высокой плотности с введением органических перекисей в качестве сшивающих агентов для сшивки в процессе экструзии и фенольных антиоксидантов. Предпочтительно добавки перекисей и антиоксидантов составляют каждая суммарно от 0,1 до 1% от массы полимерного материала,предпочтительно 0,3-0,5%. Вообще сшиваемым или вулканизуемым материалом может быть любой сшивающийся экструдируемый материал, такой как полиолефины, сополимеры этилена, виниловые полимеры, полиамиды, полиэфиры, полиуретаны, фто 37 рированные полимеры или сополимеры и эластомеры, в частности, этиленпропиленовые эластомеры и некоторые синтетические каучуковые соединения. Предпочтительно, ориентируемым кристаллическим или поликристаллическим термопластичным полимерным материалом является полукристаллический полимер,такой как полиэтилен, полипропилен или поливинилиденфторид, аморфный кристаллизующийся полимер, такой как полиметилметакрилат, или кристаллизуемый полимер, такой как поливинилхлорид, полиэфиры или поликарбонаты. Исходные материалы могут быть в гранулированном или порошкообразном виде. Используемыми полимерами или сополимерами, которые могут смешиваться с ориентируемым термопластичным полимерным материалом (особенно полиолефиновой матрицей) перед экструзией для того, чтобы улучшить свойства ориентированного конечного продукта, включают, например, этиленвинилацетат,ЭПДМ-терполимеры, полибутадиены, сополимеры изобутиленов с сопряженными диенами,моно- и полифункциональные акрилаты и метакрилаты, парафиновые воски, малеинаты,особенно рицинолоксазолинмалеинат (ОХА),малеиновый ангидрид, стирол и т.д. Типичными сшивающими агентами являются различные перекиси, такие как перекись дикумила, и некоторые диметакрилаты и азосоединения. Кроме того, силаны могут быть использованы в качестве сшивающих агентов для сшивки секций материала конечного продукта в водяной печи. Для наружной стороны изделия доступной также является сшивка облучением или с помощью фотоиницируемых систем. Какой бы ни использовался способ сшивки, может быть предпочтительно вводить один или более совулканизующих агентов, например полиненасыщенных мономеров, таких как триаллилцианурат, диаллилфталат, бензохинон и этиленгликольдиметакрилат. Сшивающий агент предпочтительно добавляется к полимерному материалу в количестве не менее 0,01 мас.%, более предпочтительно от 0,1 до 5 мас.%, наиболее предпочтительно от 0,1 до 1,5 мас.%, например от 0,3 до 0,5 мас.%. При введении наполнителей, таких как волокна или чешуйки (например, слюды), в сшитые слои и в несшитые слои или только в некоторые слои, например, температура теплового прогиба (ТТП) изделия может быть увеличена. Может использоваться любое дискретное волокно. Волокна, которые армируют матрицы,обычно включают волокна, имеющие среднее отношение длины к диаметру 10-3000. Различные типы органических и неорганических волокон являются пригодными либо в виде моноволокна, либо в виде пучка. Иллюстративные примеры пригодных дискретных волокон включают полиамид, искусственный шелк, полиэфир, стекло, асбесты, нержавеющую сталь, 000977 38 углерод, волластонит и керамические усы. Обычные уровни их содержания составляют от 10 до 30%. Примеры используемых слоистых наполнителей включают слюду, тальк и графитовые чешуйки. Мел, двуокись кремния и летучая зола могут также быть включены. Количество наполнителя или волокна, которое может быть преимущественно введено, зависит от природы наполнителя, но применимо может вводиться до 50%. Особенно применимыми наполнителями являются, например, такие, которые делают полимер проводящим, такие как углеродная сажа,взаимодействуют с диэлектрическими методами нагревания, такими как индукционное или микроволновое нагревание, или являются ферромагнитными по природе. Обращается внимание на все материалы и документы, которые поданы одновременно или ранее данного описания в связи с данной заявкой и которые являются открытыми для общего доступа с данным описанием, и содержание всех таких материалов и документов приводится здесь в качестве ссылки. Все характеристики, рассмотренные в данном описании (включая любые прилагаемые пункты формулы изобретения, реферат и чертежи), и/или все стадии любого способа или процесса, также рассмотренного, могут комбинироваться в любом сочетании, исключая комбинации, где, по крайней мере, некоторые из таких характеристик и/или стадий являются взаимоисключающими. Каждая характеристика, рассмотренная в данном описании (включая прилагающиеся формулу изобретения, реферат и чертежи), может быть заменена альтернативными характеристиками, служащими той же эквивалентной или подобной цели, если не указано иное. Таким образом, если не указано иное, каждая рассмотренная характеристика является только одним примером общего ряда эквивалентных или подобных характеристик. Изобретение не ограничивается деталями приведенных выше вариантов. Изобретение охватывает любую новую характеристику или любую новую комбинацию характеристик, рассмотренных в данном описании (включая прилагающиеся формулу изобретения, реферат и чертежи), или любую новую стадию или любую новую комбинацию стадий любого также описанного способа или процесса. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формования и непрерывного ориентирования изделия, содержащего кристаллический или полукристаллический термопластичный полимерный материал/материалы, при температуре, большей температуры плавления кристаллитов указанного материала/материалов,отличающийся тем, что он включает стадии:- введения химически реакционноспособного вещества/веществ в полимерный материал до или в процессе формования либо всего изделия, либо одного или более слоев многослойного изделия, либо осевых или спиральных полос изделия, либо некоторых сегментов изделия в осевом направлении;- пластицирования и формования заготовки таким образом полученного полимерного материала/материалов при температуре, не превышающей достаточную для инициирования реакции реакционноспособного вещества/веществ;- факультативно, создания сдвига, по крайней мере, в слое/слоях, куда было введено химически реакционноспособное вещество/вещества, и/или растяжения еще мягкой заготовки в одном из двух или в обоих направлениях, одновременно или ступенчато, причем растяжение включает осевую вытяжку с осуществлением термопластичной ориентации материала в продольном направлении заготовки и/или радиальное расширение с осуществлением термопластичной ориентации материала в кольцевом направлении заготовки;- снижения подвижности молекул в ориентируемом слое/слоях путем инициирования химической реакции между химически реакционноспособным веществом/веществами и полимерным материалом/материалами, имеющим введенное химически реакционноспособное вещество/вещества,когда полимерный материал/материалы находится/находятся еще в расплавленном состоянии;- создания сдвига, по крайней мере, в изделии, слое/слоях, полосах или сегментах, в которые было введено химически реакционноспособное вещество/вещества, и/или растяжения еще мягкой, по крайней мере, частично прореагировавшей заготовки в двух направлениях, одновременно или ступенчато, причем растяжение содержит осевую вытяжку с осуществлением ориентации материала в продольном направлении заготовки и радиальную вытяжку с осуществлением ориентации материала в поперечном направлении заготовки;- калибрования и охлаждения заготовки в ориентированном состоянии, чтобы сделать ориентацию постоянной, по крайней мере, в слое/слоях, где имеет место химическая реакция/реакции. 2. Способ по п.1, отличающийся тем, что химически реакционноспособное вещество/вещества, будучи активировано, вызывает реакцию с полимерным материалом/материалами так, что новые молекулы имеют сниженную подвижность в расплавленном состоянии благодаря пространственному затруднению. 3. Способ по п.1 или 2, отличающийся тем,что химически реакционноспособное вещество/вещества содержит сшивающий агент, кото 000977 40 рый является способным сшивать молекулярные цепи полимера. 4. Способ по пп.1-3, отличающийся тем,что реакцию, необходимую для получения материала в постоянно ориентированном состоянии, инициируют дополнительным нагреванием или облучением после начальной термопластичной ориентации. 5. Способ по пп.1-4, отличающийся тем,что подвижность молекулярной цепи снижается,по крайней мере, в одном из слоев, близких к ориентируемому слою, или в одном ориентируемом слое при введении неорганических или органических чешуйчатых минералов или волокон или такого материала, который фибриллируется в процессе ориентации. 6. Способ по пп.1-5, отличающийся тем,что прочность расплава заготовки, необходимая для осевой или радиальной вытяжки, увеличивается при введении в одну или более частей изделия органических и/или неорганических наполнителей, например волокон или чешуйкообразных минералов, которые также могут быть ориентированы и которые действуют подобно зародышеобразователям для ориентированных кристаллитов, если смешиваются с материалом в ориентированном слое. 7. Способ по пп.1-6, отличающийся тем,что, по крайней мере, в слои, близкие к или в каждый ориентируемый слой вводят волокна и/или минералы, которые реагируют на диэлектрическое нагревание, и это тепло используется для быстрого повышения температуры в слое,содержащем реакционноспособное вещество/вещества для инициирования реакции/реакций. 8. Способ по пп.1-7, отличающийся тем,что, по крайней мере, в неориентируемые слои вводят органические и/или неорганические волокна или чешуйкообразные минералы в количестве до 10-50 мас.%, и/или указанный слой дополнительно сшивают таким же способом сшивки, как в процессе вытяжки, или другим способом в процессе переработки, а после достигаются его конечные размеры с дополнительным уровнем содержания геля до 80%. 9. Способ по пп.1-8, отличающийся тем,что заготовку сначала растягивают в термопластичном состоянии для получения молекулярных цепей, структурированных и значительно спрямленных, и затем снова в процессе после реакционной фазы, и эта общая вытяжка, по крайней мере, в осевом направлении составляет до 600%. 10. Способ по пп.1-9, отличающийся тем,что заготовку экструдируют в виде трубчатого элемента, имеющего соотношение между толщиной стенки и диаметром, которое составляет более 2:100, и осевая и кольцевая ориентация имеются в одинаковых или различных слоях изделия. 41 11. Способ по п.10, отличающийся тем, что трубчатый элемент подвергают после начальной ориентации внутри экструзионного инструмента свободному осевому и/или радиальному растяжению, которое облегчается действием перепада давления газа на стенку трубчатого элемента. 12. Способ по пп.1-11, отличающийся тем,что изделие формуют раздувом, и после выхода из мундштука заготовку дополнительно растягивают и ориентируют при раздуве в полости формы, а внутреннее избыточное давление подают в полость формы через экструдер. 13. Способ по пп.1-10, отличающийся тем,что изделие формуют литьем под давлением. 14. Способ по пп.1-11, отличающийся тем,что заготовку прижимают в процессе дополнительной сшивки к форме/формам, которая может перемещаться с элементом, а указанные формы нагревают для поддержания материала при температуре сшивки. 15. Способ по пп.1-11, отличающийся тем,что ориентацию осуществляют в замкнутом мундштуке. 16. Способ по пп.1-11 и 15, отличающийся тем, что заготовку подвергают радиальному расширению на непрерывно или ступенчато расширяющемся дорне путем вытяжки заготовки на дорне. 17. Способ по пп.1-11, 15 и 16, отличающийся тем, что заготовку помещают в рубашку,которая либо нагревается, либо охлаждается, а материал заготовки продавливается давлением экструдирования через матрицу мундштука,определяемую дорном и рубашкой, при этом материал радиально и по оси ориентируется в матрице мундштука, а дополнительная осевая вытяжка, факультативно, применяется к расширенному экструдату, выходящему из матрицы мундштука. 18. Способ по пп.1-11 и 15-17, отличающийся тем, что заготовку охлаждают по существу в мундштуке интегральным охлаждающим дорном фактически того же диаметра, что и растягивающий дорн, и который может выступать из мундштука. 19. Способ по пп.1-11 и 15-18, отличающийся тем, что подвижность молекулярных цепей снижается, что уменьшает разбухание экструдируемого потока при немедленном слабом охлаждении заготовки, выходящей из мундштука, водяной струей или воздушным потоком перед входом в калибровочную втулку. 20. Способ по пп.1-19, отличающийся тем,что степень, до которой изделие сшивается и ориентируется, частично регулируется выбором начальной точки охлаждения относительно точки, где достигается конечный размер изделия,например, путем перекрытия или приведения в действие контуров охлаждающей среды, соединенных с рубашкой и дорном по п.16. 21. Способ по пп.1-20, отличающийся тем,что сшиваемым полимерным материалом явля 000977 42 ется полиолефиновая композиция, содержащая имеющий высокую скорость течения расплава полимер или сополимер олефина, имеющий среднюю молекулярную массу (Мw) в пределах от 30000 до 1000000 г/моль, и имеющий низкую скорость течения расплава полимер или сополимер олефина, имеющий молекулярную массу более 600000 г/моль, где различие в вязкости составляет не менее 10 раз. 22. Способ получения ориентированного кристаллического или полукристаллического термопластичного полимерного изделия, который включает:(i) нагревание кристаллического или полукристаллического термопластичного полимерного материала до температуры, равной или выше его точки плавления кристаллитов;(ii) формование полимерного материала в изделие при температуре, равной или выше его точки плавления кристаллитов;(iii) воздействие на полимерный материал усилий сдвига и/или растяжение либо в процессе, либо после формования изделия с осуществлением ориентации полимерного материала в продольном и поперечном направлениях;(iv) взаимодействие полимерного материала либо до, либо в процессе, либо после формования изделия и либо до, либо в процессе ориентации, или после ориентации, но прежде, чем имеет место значительная релаксация ориентации, с сшивающим агентом или агентом привитой сополимеризации, в результате чего увеличивается пространственное затруднение движению полимерных цепей; причем получающееся изделие имеет предел прочности при растяжении в направлениях ориентации больше, чем предел прочности при растяжении неориентированного изделия, полученного из того же полимерного материала. 23. Способ по п.22, в котором изделием является растянутое полое изделие. 24. Способ по п.22 или 23, в котором изделием является полое трубчатое изделие, полученное экструзией. 25. Способ по пп.22-24, в котором полимерный материал смешивают со сшивающим агентом или агентом привитой сополимеризации в экструдере. 26. Способ по пп.22-25, в котором изделие имеет толщину стенки более 0,8 мм, предпочтительно более 2 мм. 27. Способ по пп.22-26, в котором изделием является трубчатое изделие, а ориентацию осуществляют как в продольном, так и в кольцевом направлениях. 28. Способ по пп.22-27, в котором термопластичный кристаллический полимерный материал взаимодействует с сшивающим агентом или агентом привитой сополимеризации на первой стадии, а затем подвергается воздействию усилий сдвига и/или растяжению с осуществлением ориентации материала на второй стадии. 43 29. Способ по пп.22-27, в котором кристаллический термопластичный полимерный материал подвергается воздействию усилий сдвига и/или растяжению с осуществлением ориентации материала на первой стадии и затем взаимодействует с сшивающим агентом или агентом привитой сополимеризации на второй стадии прежде, чем имеет место значительная релаксация ориентации. 30. Способ по пп.22-27, в котором кристаллический термопластичный полимерный материал подвергается одновременно воздействию усилий сдвига и/или растяжению с осуществлением ориентации материала и сшивке или прививке с увеличением пространственного затруднения движения полимерных цепей. 31. Способ по п.27, в котором кристаллический термопластичный полимерный материал подвергают радиальному расширению с осуществлением ориентации материала в кольцевом направлении. 32. Способ по п.28 или 29, в котором кристаллический термопластичный полимерный материал взаимодействует с сшивающим агентом или агентом привитой сополимеризации в экструдере или в мундштуке экструдера, причем степень сшивки полимерного материала в точке,где экструдат выходит из мундштука, составляет не менее 2%. 33. Способ получения многослойного трубчатого изделия, содержащего ориентированное кристаллическое или полукристаллическое термопластичное полимерное изделие, который включает формование первого материала в трубчатую форму путем свертывания в продольном направлении или спиральной намотки листа из первого материала и затем облицовки полученной таким образом наружной первой заготовки одно- или многослойной второй внутренней заготовкой, содержащей кристаллический или полукристаллический полимерный материал, где полимерный материал подвергается воздействию усилий сдвига и/или растяжению с осуществлением ориентации полимерного материала в продольном и/или кольцевом направлениях и приводится при температуре,равной или выше его точки плавления кристаллитов, в контакт с внутренней поверхностью первой заготовки с использованием конического инструмента, пока по существу сохраняется ориентация полимерного материала. 34. Способ по п.33, в котором наружный слой внутренней заготовки формуют из адгезионного полимерного материала, предпочтительно привитого полиэтилена, который содержит вспенивающий агент, и этот наружный слой вспенивается, по крайней мере, до такой степени, что, когда ориентированный внутренний слой внутренней заготовки усаживается до его диаметра при температуре окружающей среды,вспененный наружный слой заполняет полость,образованную между внутренней поверхностью 44 наружной заготовки и наружной поверхностью внутреннего слоя. 35. Способ по п.33 или 34, в котором вспененный наружный слой также содержит один или более наполнителей, поэтому модуль упругости вспененного слоя увеличивается так, что,когда внутренний слой внутренней заготовки подвергают воздействию давления, внутренний слой усиливается наружной заготовкой через вспененный наружный слой. 36. Способ по пп.33-35, в котором первый материал содержит металлический лист или ленту. 37. Способ по пп.33-36, в котором полимерный материал экструдируют в контакте с первой заготовкой, и первую наружную заготовку перемещают со скоростью выше скорости экструдирования, поэтому полимерный материал, идущий в контакте с первой заготовкой,подвергается осевой вытяжке и ориентации. 38. Способ по любому из пп.22-37 с введением любого из признаков по пп.1-21. 39. Изделие, содержащее кристаллический или полукристаллический полимерный материал, отличающееся тем, что, по крайней мере,часть изделия является сшитой или имеет привитые боковые цепи или концевые группы, создающие пространственное затруднение, и является постоянно двухосно ориентированной при температуре окружающей среды, причем изделие имеет предел прочности при растяжении в направлениях ориентации больше предела прочности неориентированного изделия, полученного из того же полимерного материала. 40. Изделие по п.39, которое является полым растянутым изделием. 41. Изделие по п.39 или 40, отличающееся тем, что указанная часть образует одну или более полос вдоль оси изделия предпочтительно в спиралевидной форме. 42. Изделие по п.39, отличающееся тем,что указанная часть образует концентрические слои вокруг оси изделия. 43. Изделие по п.40, отличающееся тем,что оно имеет стенку, которая содержит, по крайней мере, два слоя, которые являются сшитыми различными способами и которые имеют различные степени ориентации. 44. Изделие по пп.39-43, отличающееся тем, что изделие образует полый геометрический профиль, имеющий соотношение между толщиной стенки и средним диаметром, которое составляет более 1:100, предпочтительно более 2:100. 45. Изделие по пп.39-44, отличающееся тем, что оно содержит ориентированный сшитый структурный слой, выполненный из полиэтилена, имеющий сопротивление давлению при температуре окружающей среды, равное гидростатической расчетной основе не менее 12 МПа, предпочтительно не менее 16 МПа. 45 46. Изделие по пп.39-45, отличающееся тем, что ориентированная и сшитая часть или части составляют более половины объема изделия. 47. Изделие по п.45, отличающееся тем,что изделие имеет наружную оболочку из полимерного материала, который является по существу неориентированным, причем оболочка имеет толщину 0,01-3 мм и высокую проницаемость. 48. Изделие по пп.45-47, отличающееся тем, что изделие имеет внутреннюю оболочку из полимерного материала, который является по существу неориентированным, причем оболочка имеет толщину от 0,01 до 10 мм и содержит несшитый слой, имеющий барьерные свойства,отличные от барьерных свойств ориентированного и сшитого слоя/слоев, и предпочтительно является непроницаемой для побочных продуктов, генерированных в химической реакции,например сшивки других слоев изделия. 49. Изделие по пп.39-48, отличающееся тем, что неориентированная часть или части и ориентированная часть или части выполняются из одного и того же полимерного материала. 50. Изделие по пп.39-49, отличающееся тем, что полимерный материал ориентированной и сшитой части или частей содержит полиолефиновую композицию, содержащую полимер или сополимер олефина, имеющий среднюю молекулярную массу (Mw) в пределах от 30000 до 1000000, и полимер или сополимер олефина, имеющий молекулярную массу более 600000 г/моль. 51. Изделие по пп.39-50, отличающееся тем, что одна или более частей изделия содержат дискретные волокна или чешуйки, которые также являются ориентированными. 52. Изделие по пп.39-51, отличающееся тем, что изделие является многослойным двухосно ориентированным изделием, в котором, по крайней мере, в одном слое изделия имеется область переплетения ориентации, в которой полимерный материал ориентирован или направлен по спирали с образованием сеткоподобной армирующей структуры в полом изделии. 53. Изделие по п.52, отличающееся тем,что область переплетения ориентации содержит ориентированные жидкокристаллические пластики и/или сшитые ориентированные волокноподобные молекулярные цепи полиэтилена. 54. Изделие по пп.39-53, отличающееся тем, что при нагревании до температуры выше его точки плавления кристаллитов оно усаживается в меньшей степени, чем прогнозируется на основании его степени вытяжки. 55. Изделие по пп.39-54, отличающееся тем, что плотность ориентированного слоя является более высокой, чем плотность слоя в его неориентированном состоянии. 46 56. Изделие по пп.39-55, отличающееся тем, что оно содержит трубу, в которой, по крайней мере, один из слоев является также вспененным и предпочтительно сшитым. 57. Изделие по пп.39-56, отличающееся тем, что оно содержит дополнительный металлический слой. 58. Изделие по п.57, отличающееся тем,что металлический слой содержит трубу или трубку, образованную свертыванием или намоткой металлического листа или ленты. 59. Изделие по п.57 или 58, отличающееся тем, что оно содержит внутренний слой из ориентированного полимерного материала. 60. Изделие по пп.57-59, отличающееся тем, что оно содержит наружный металлический слой, промежуточный вспененный адгезионный слой и внутренний ориентированный полимерный слой. 61. Изделие по пп.39-56, отличающееся тем, что оно содержит сшитое ориентированное колено трубы. 62. Изделие по пп.39-60, отличающееся тем, что оно содержит многослойную трубу,содержащую ориентированный толстостенный внутренний слой, вспененный промежуточный слой и защитный наружный слой. 63. Изделие по п.62, отличающееся тем,что плотность пены составляет менее 500 кг/см 3 и кольцевая жесткость наружного слоя является более низкой, чем кольцевая жесткость внутреннего слоя. 64. Композитное трубчатое изделие, содержащее спираль или намотанный спиралью лист или ленту из металла, имеющие толщину от 0,2 до 5 мм, и экструдированный трубчатый полимерный материал, расположенный в один или более слоев, причем изделие имеет улучшенные прочностные свойства и, по крайней мере, часть полимерного материала является как сшитой, так и поcтоянно ориентированной при температуре окружающей среды. 65. Композитное изделие по п.64, в котором изделие является полым изделием и в котором кольцевая жесткость слоя полимерного материала является достаточно высокой по отношению к кольцевой жесткости металлического слоя так, что, когда полое изделие деформируется и деформационное напряжение снимается,полое изделие упруго восстанавливает, по крайней мере, частично свою первоначальную форму. 66. Композитное изделие по п.64 или 65, в котором изделие является полым изделием и в котором снаружи металлического слоя предусмотрен слой вспененного полимерного материала толщиной от 1 до 100 мм, который обеспечивает как изоляционную, так и механическую защиту. 67. Композитное изделие по пп.64-66, в котором изделие является электросплавляемым фитингом трубы, лист, лента или спираль ме 47 талла содержит нагревательный элемент электросопротивления, и фитинг имеет корпус, содержащий ориентированный сшитый полимерный материал. 68. Композитное изделие по любому из пп.64-67, имеющее любой из признаков по пп.39-63. 69. Экструзионное устройство для получения ориентированного экструдата полимерного материала, содержащее а) пластицирующий экструдер для обеспечения расплава/расплавов или частичного расплава/расплавов полимерного материала/материалов и химически реакционноспособного вещества и подачи расплава под давлением через выпускное отверстие экструдера; в) создающую модель растянутого потока матрицу, имеющую входное отверстие, соединенное с выпускным отверстием экструдера,матрицу потока и выходное отверстие, причем относительные геометрические размеры матрицы потока и выходного отверстия являются такими, чтобы создавать в расплавленном полимерном материале, текущем из экструдера через матрицу, модель растянутого потока, которая вводит молекулярную ориентацию, по крайней мере, поперечно к направлению потока в расплавленном полимерном материале;c) поддерживающую ориентацию экструзионную головку с проходящим через нее отверстием мундштука, которое имеет входной и выходной концы, причем выходное отверстие матрицы открыто во входной конец отверстия мундштука так, что обеспечивается прохождение потока ориентированного расплавленного полимерного материала из матрицы в мундштук, при этом выходное отверстие имеет площадь поперечного сечения в пределах от 0,9 до 2,0 раз кратное площади поперечного сечения отверстия мундштука;d) средство регулирования температуры для поддержания температуры текущего расплавленного полимерного материала ниже температуры реакции химически реакционноспособного вещества в экструдере и, по крайней мере, в первой части матрицы и для поддержания температуры текущего расплавленного полимерного материала выше температуры, по крайней мере, во второй части матрицы и/или в входном конце отверстия мундштука;e) факультативно, средство регулирования температуры для поддержания в отверстии мундштука осевого температурного градиента,уменьшающегося в направлении потока через среднюю температуру мундштука, фактически равную нормальной температуре плавления полимерного материала, так что затвердевание полимерного материала будет задерживаться в входной зоне мундштука и может начинаться в мундштуке; иf) факультативно, приемно-тянущее устройство с варьируемой скоростью для отвода 48 экструдата полимерного материала от выходного конца отверстия мундштука с регулируемой скоростью вытяжки; причем конструкция является такой, что экструдат начинает затвердевать в мундштуке или после выхода из выходного конца отверстия мундштука, но до того, как имеет место какоелибо значительное радиальное разбухание экструдата. 70. Экструзионное устройство по п.69, в котором отверстие мундштука имеет диаметрально расходящуюся форму и сходящиеся стенки и площадь отверстия, в результате чего полимерный материал по существу одновременно растягивается по окружности и по оси. 71. Экструзионное устройство по п.69, отличающееся тем, что матрица содержит дорн,который крепится таким образом, что поперечное сечение матрицы потока поддерживается фактически постоянным от конца шнека экструдера до точки, где начинается растяжение полимерного материала. 72. Экструзионное устройство по п.71, отличающееся тем, что дорн крепится с помощью корпуса экструдера через шнек и/или, факультативно, через затвердевшую стенку экструдата полимерного материала с помощью калибровочного устройства. 73. Экструзионное устройство по пп.69-72,отличающееся тем, что проход потока является свободным от препятствий, способных образовать сварные линии в экструдате, по крайней мере, в нагретых участках, где температура превышает температуру реакции. 74. Экструзионное устройство по пп.69-73,отличающееся тем, что диаметр дорна является фактически постоянным от выхода экструдера до точки, где начинается растяжение, и, факультативно, в его других крайних точках является фактически постоянным от точки, в которой экструдат начинает затвердевать, до калибровочного устройства. 75. Экструзионное устройство по пп.69-74,отличающееся тем, что дорн образует конически расширяющуюся часть. 76. Экструзионное устройство по п.75, отличающееся тем, что наружная рубашка заходит, по крайней мере, частично поверх конически расширяющейся части. 77. Экструзионное устройство по п.75 или 76, отличающееся тем, что дорн нагревается поверх части, включающей конически расширяющуюся часть, а ниже по ходу от нее охлаждается. 78. Изделие по пп.39-63, которое было получено с использованием способа по пп.1-37. 79. Способ по пп.1-38, в котором используется экструзионное устройство по пп.69-77. 80. Устройство для изготовления ориентированного пластмассового изделия, по существу, как описано выше со ссылкой на чертежи 49 и/или как представлено на прилагающихся чертежах. 81. Ориентированное пластмассовое изделие, по существу, как описано выше. 82. Способ изготовления ориентированного пластмассового изделия, по существу, как описано выше. 83. Применение, по крайней мере, частично сшитого кристаллического или полукристаллического термопластичного полимерного материала, который является двухосноориентированным, в качестве материала труб, работающих под давлением. 84. Применение по п.83, в котором полимерным материалом является полиолефин. 85. Применение по п.84, в котором полиолефином является полиэтилен. 86. Применение по пп.83-85, в котором работающая под давлением труба является многослойной конструкцией, причем, по крайней мере, один из слоев содержит, по крайней мере, 000977 50 частично сшитый двухосноориентированный кристаллический или полукристаллический термопластичный полимерный материал. 87. Применение по пп.83-86, в котором ориентация осуществляется при температуре в интервале от 135 до 250 С. 88. Применение по пп.83-87, в котором полимерный материал ориентируется в кольцевом направлении при растяжении на от 25 до 400% и в осевом направлении при растяжении на до 400%. 89. Применение по пп.83-88, в котором полимерный материал трубы, работающей под давлением, дополнительно сшивается после ориентации. 90. Способ по пп.1-38, в котором ориентация осуществляется при температуре в интервале от 135 до 250 С. 91. Способ по п.1 для получения проволочной и кабельной изоляции. 52 Механизм прививки на полипропилене Фиг. 6. Свободнорадикальная прививка в расплаве. Мономер, содержащий оксазолиновую группу - рицинолоксазолинмалеинат (ОХА), его структура
МПК / Метки
МПК: B32B 15/08, B29C 55/24
Метки: изделия, ориентированные, полимерные
Код ссылки
<a href="https://eas.patents.su/27-977-orientirovannye-polimernye-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Ориентированные полимерные изделия</a>
Состав для печати изображения на поверхности изделия каучукового латекса, способ печати изображения и изделия из каучукового латекса
Номер патента: 164
Опубликовано: 29.10.1998
Авторы: Маттески Генри, Гаггер Джеймс
МПК: C09D 11/02
Метки: состав, изделия, каучукового, изображения, печати, способ, поверхности, латекса
Формула / Реферат:
1. Состав для печати изображения на поверхности изделия из каучукового латекса, которое устойчиво к истиранию и химическому воздействию, содержащий натуральный каучук, растворитель натурального каучука и пигмент, отличающийся тем, что включает в качестве компонентов: a) композицию для формирования прозрачного слоя, состоящую из натурального каучука и его растворителя, b) предварительно смешанную композицию, включающую ароматический...
Пропиленовые полимерные композиции c улучшенной ударной прочностью
Номер патента: 642
Опубликовано: 29.12.1999
Авторы: Уайт Дональд Эндрю, Ван Сянь-Чан
МПК: C08L 23/10
Метки: прочностью, улучшенной, пропиленовые, ударной, композиции, полимерные
Формула / Реферат:
1. Твердая ударопрочная термопластичная полимерная композиция, обладающая хорошей прозрачностью и представляющая собой приготовленную в расплавленном состоянии смесь: а) кристаллического пропиленового полимера; б) сополимера С4-С7изомоноолефина, содержащего 0,5-20 мол.% сополимеризованного параалкилстирола, причем этот сополимер содержится в композиции в количестве от примерно 1 до 35 мас.% в пересчете на общее количество полимера в такой...
Стойкий к излучению полипропилен и изделия из него.
Номер патента: 908
Опубликовано: 26.06.2000
Авторы: Портной Роберт, Козимор Рини
МПК: C08L 23/10, C08L 23/04
Метки: него, стойкий, излучению, изделия, полипропилен
Формула / Реферат:
1. Изделие, пригодное для радиационной стерилизации его самого или его деталей или обработанное облучением, достаточным для такой стерилизации, и состоящее из смеси 50-99 мас.% полипропилена и 1-50 мас.% полиэтилена, причем ММР этого полиэтилена составляет 1-4, а ПШКР составляет более 45%. 2. Изделие по п.1, которое представляет собой пленку, упаковочный материал или медицинское устройство. 3. Изделие по п.2, где упаковочный материал...
Термопластичный композитный материал и способ получения декоративного изделия на его основе
Номер патента: 832
Опубликовано: 24.04.2000
Авторы: Дэнси Скотт Э., Робертс Дэниел Ли, Копп Дэннис Аллен, Кларк Анжелика Ховард, Трайсон Глен Р., Чатурведи Чару М., Ликиби Жан Мари Парфе
МПК: B32B 27/36
Метки: материал, термопластичный, композитный, изделия, получения, основе, декоративного, способ
Формула / Реферат:
1. Термопластичный композитный материал, в частности, в виде экструдируемого термоформуемого самонесущего листового материала, имеющий наружный декоративный химически устойчивый и регенерируемый наполненный полиэфирный слой и примыкающий внутренний несущий термопластичный слой для усиления заданных механических свойств композитного материала. 2. Композитный материал по п.1, отличающийся тем, что указанный декоративный наружный полиэфирный слой...
Изделия из искусственного стекловолокна, способы и устройство для их изготовления
Номер патента: 274
Опубликовано: 25.02.1999
Авторы: Есперсен Пауль Хольст, Тондер Флемминг Веисс
МПК: D04H 3/03, C03B 37/05
Метки: изделия, способы, стекловолокна, устройство, изготовления, искусственного
Формула / Реферат:
1. Устройство для изготовления изделий из искусственного стекловолокна, содержащеецентрифугальный механизм (1) для вытягивания нити, имеющий переднюю часть, первый вращаемый ротор (43) или ряд вращаемых роторов, включающий первый ротор (43) и один или более последующих роторов (44, 45 и 46), в котором ротор или роторы установлены с возможностью вращения относительно горизонтальной оси перед передней частью, в результате чего расплав, выливаемый...
Предыдущий патент: Композиция для снятия боли и способ снятия боли
Следующий патент: Способ производства асептического потребительского молока
Случайный патент: Способ изготовления пучкового перехода, пучковый преобразователь электромагнитного излучения