Абсорбирующее изделие
Формула / Реферат
1. Абсорбирующее изделие (1) типа трусов, содержащее основу (2), имеющее взаимно отделенные передний элемент (4), задний элемент (5) и соединительный лист (6), где передний элемент (4) и задний элемент (5) взаимно соединены в боковых областях (1F) и взаимно соединены посредством соединительного листа (6), проходящего в направлении от передней к задней стороне (FR) в области ластовицы (1С), и
влагопоглощающую структуру (3), содержащую абсорбирующий элемент, которая перекрывает соединительный лист (6) и прикреплена к нему на внутренней стороне основы (2), в которой
соединительный лист (6) в области между передним элементом (4) и задним элементом (5) имеет изогнутую вовнутрь центральную часть (6SC) с обоих боковых краев (6S) в продольном направлении (LN), и оба края (6S) соединительного листа (6) проходят дальше внутрь к мнимой линии, проходящей по центру основы в продольном направлении, чем оба края (3S) влагопоглощающей структуры (3) в поперечном направлении (LT) в области между передним элементом (4) и задним элементом (5),
причем абсорбирующее изделие (1) содержит пару ножных отверстий (1L), каждое из которых ограничено краем (1LE), который образован нижним краем (4L) переднего элемента (4) и нижним краем (5L) заднего элемента (5), причем
края (6SE) соединительного листа (6) в поперечном направлении (LT) перекрыты передним элементом (4) или задним элементом (5) и расположены дальше внутрь к указанной мнимой линии, чем нижний край (4L) переднего элемента (4) и нижний край (5L) заднего элемента (5), которые ограничивают ножные отверстия (1L), а
края (6SE) соединительного листа (6) в поперечном направлении (LT) расположены дальше от указанной мнимой линии, чем оба края (3S) влагопоглощающей структуры (3) в поперечном направлении (LT) в области, где соединительный лист (6) перекрывает передний элемент (4) или задний элемент (5).
2. Абсорбирующее изделие (1) по п.1, содержащее незакрепленные области, где соединительный лист (6) и влагопоглощающая структура (3) не являются взаимно закрепленными, выполненные вокруг обоих краев соединительного листа (6) в поперечном направлении в области между передним элементом (4) и задним элементом (5).
3. Абсорбирующее изделие (1) по п.1 или 2, содержащее препятствующие просачиванию элементы (7), поднимающиеся вверх к телу пользователя при ношении изделия, выполненные на обеих сторонах влагопоглощающей структуры (3) в поперечном направлении.
4. Абсорбирующее изделие (1) по любому из пп.1-3, в котором передний элемент (4) или задний элемент (5) содержит поясную часть и растягивающуюся часть, которая проходит вниз от поясной части, причем соединительный лист (6) соединен с растягивающейся частью, и части нижнего края растягивающейся части, которые ограничивают ножные отверстия (1L), расположены под углом относительно поперечного направления, где упругий элемент, который обеспечивает упругое действие между боковыми областями (1F) и областью ластовицы (1С), присоединен к растягивающейся части в растянутом состоянии.
5. Абсорбирующее изделие (1) по п.4, в котором края, которые ограничивают ножные отверстия (1L), являются плавно изогнутыми.

Текст
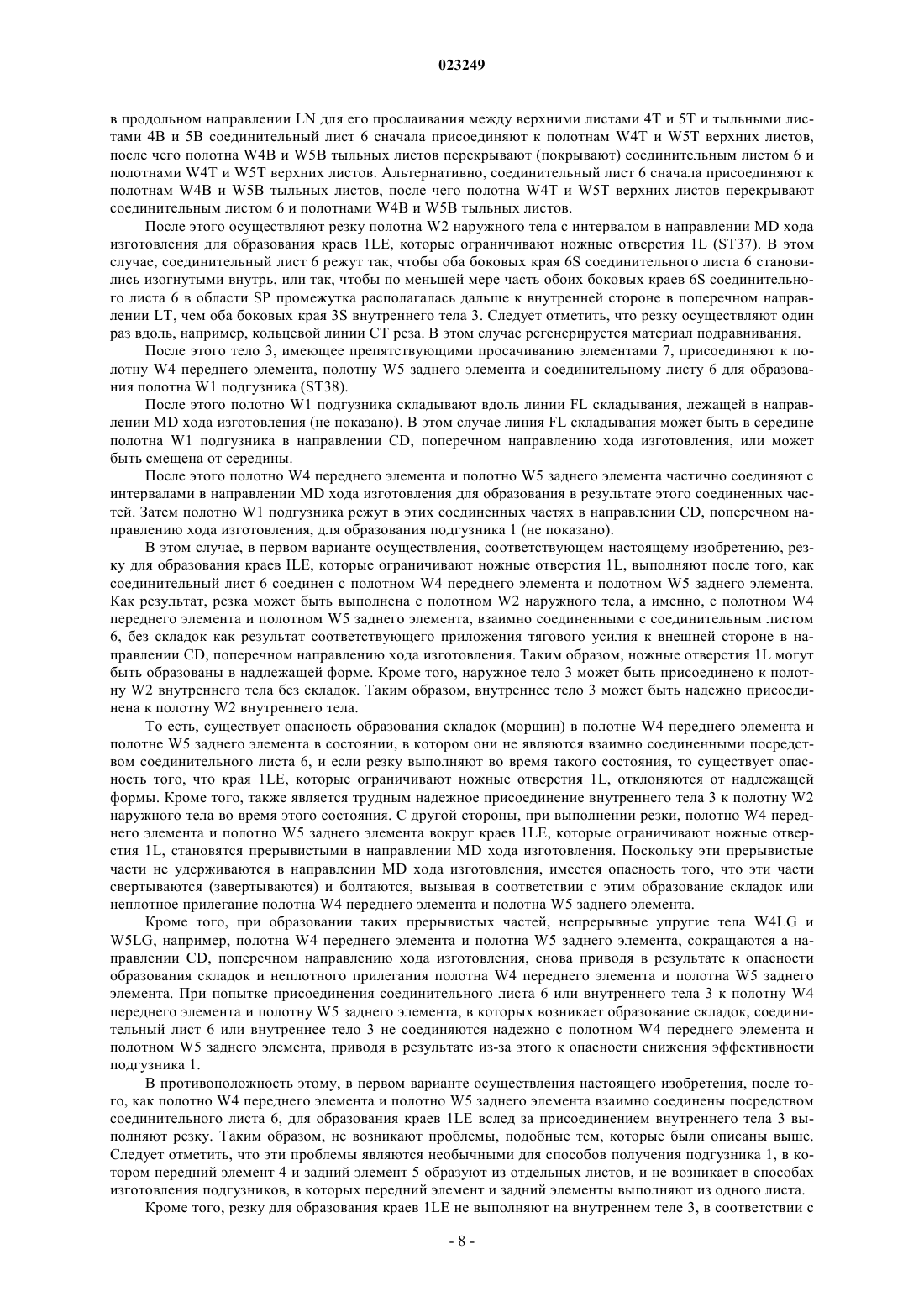
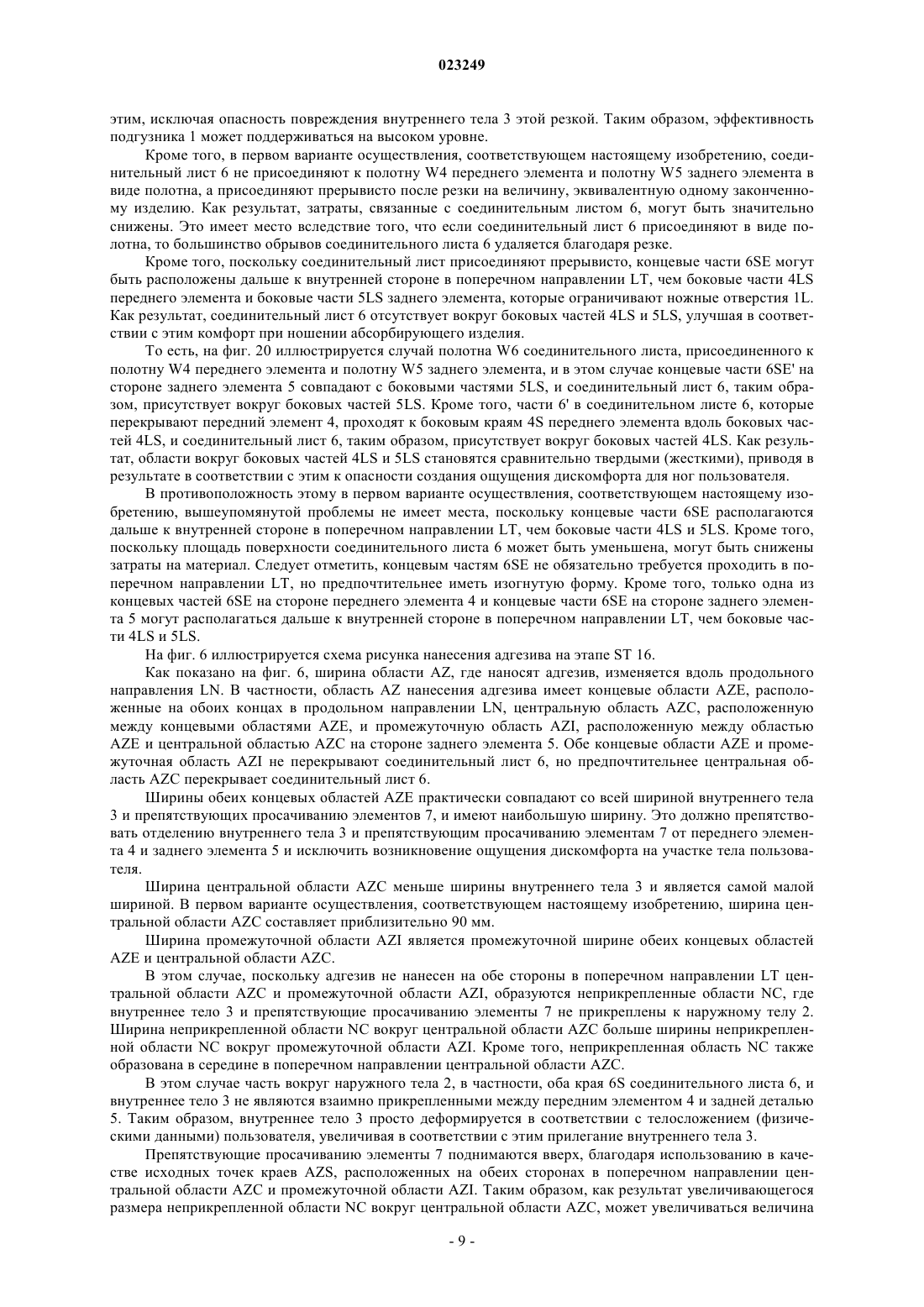
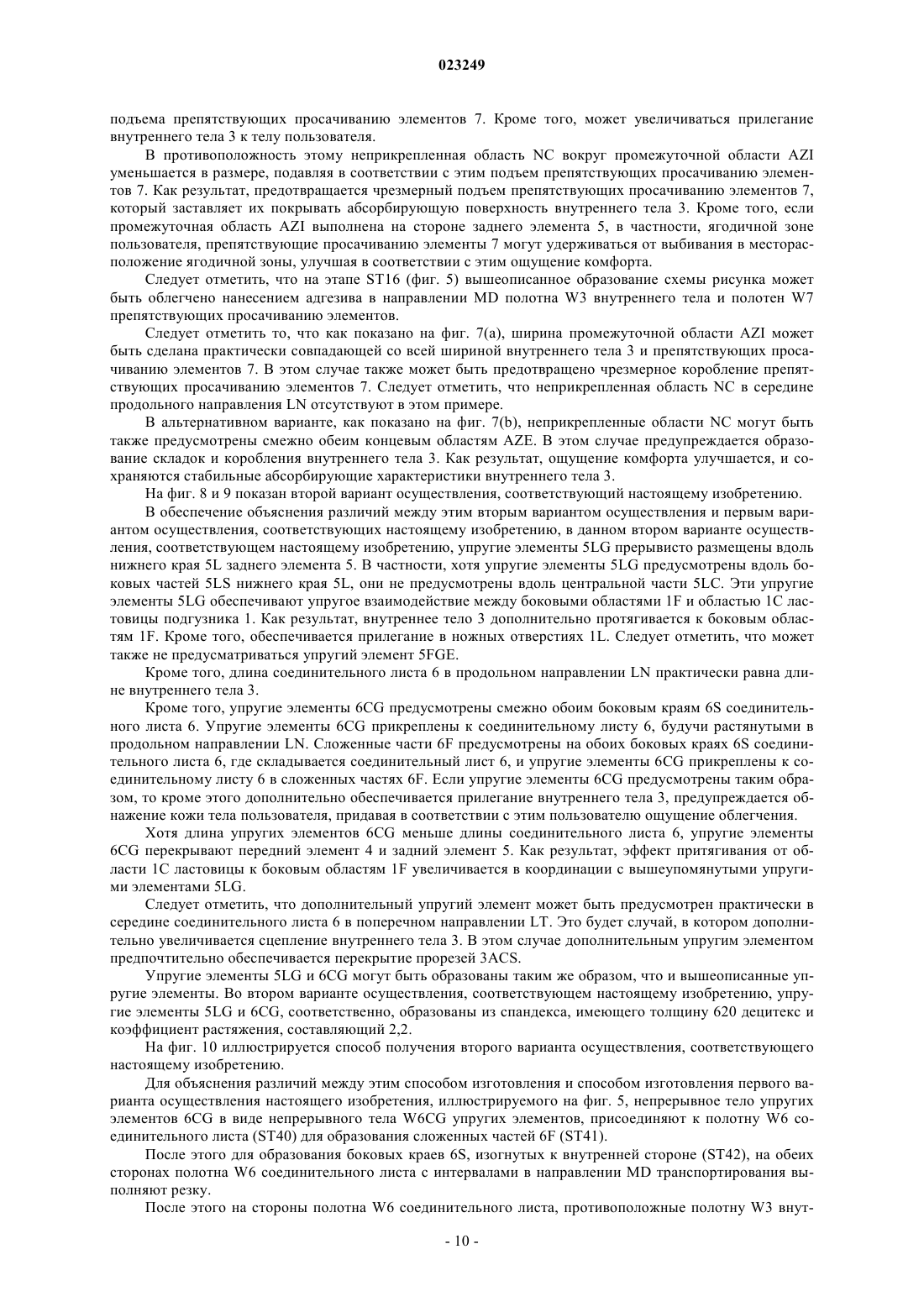
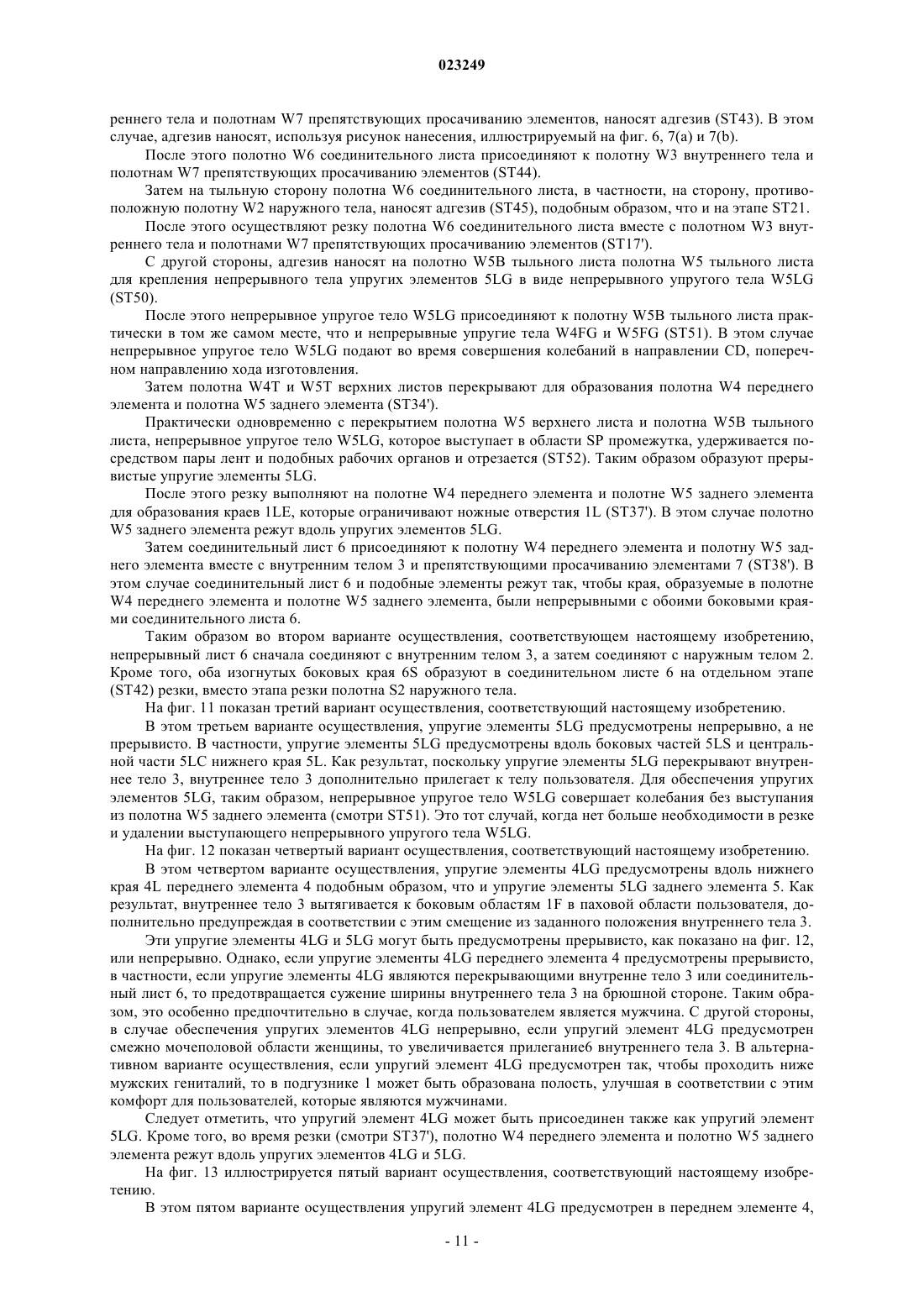
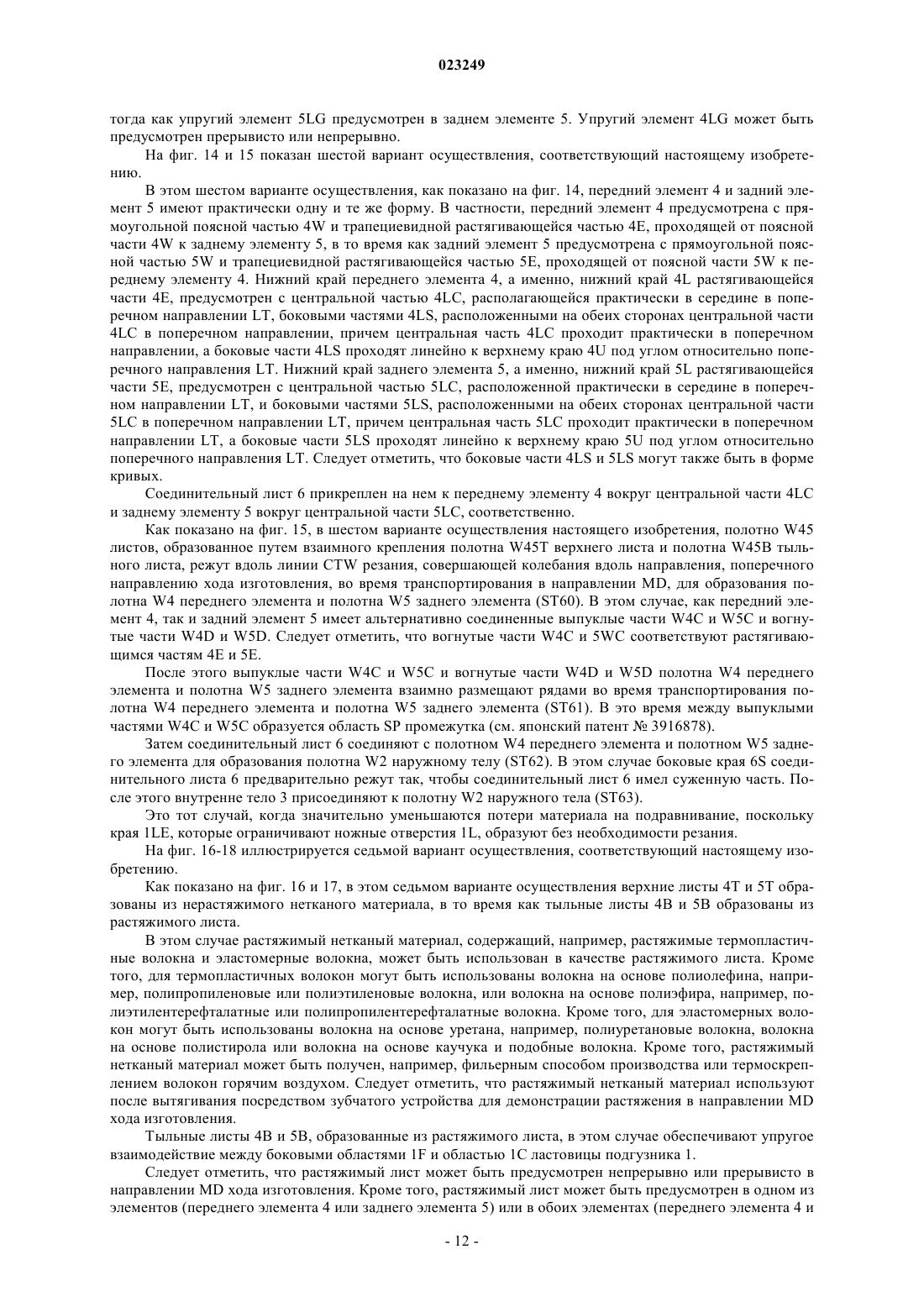
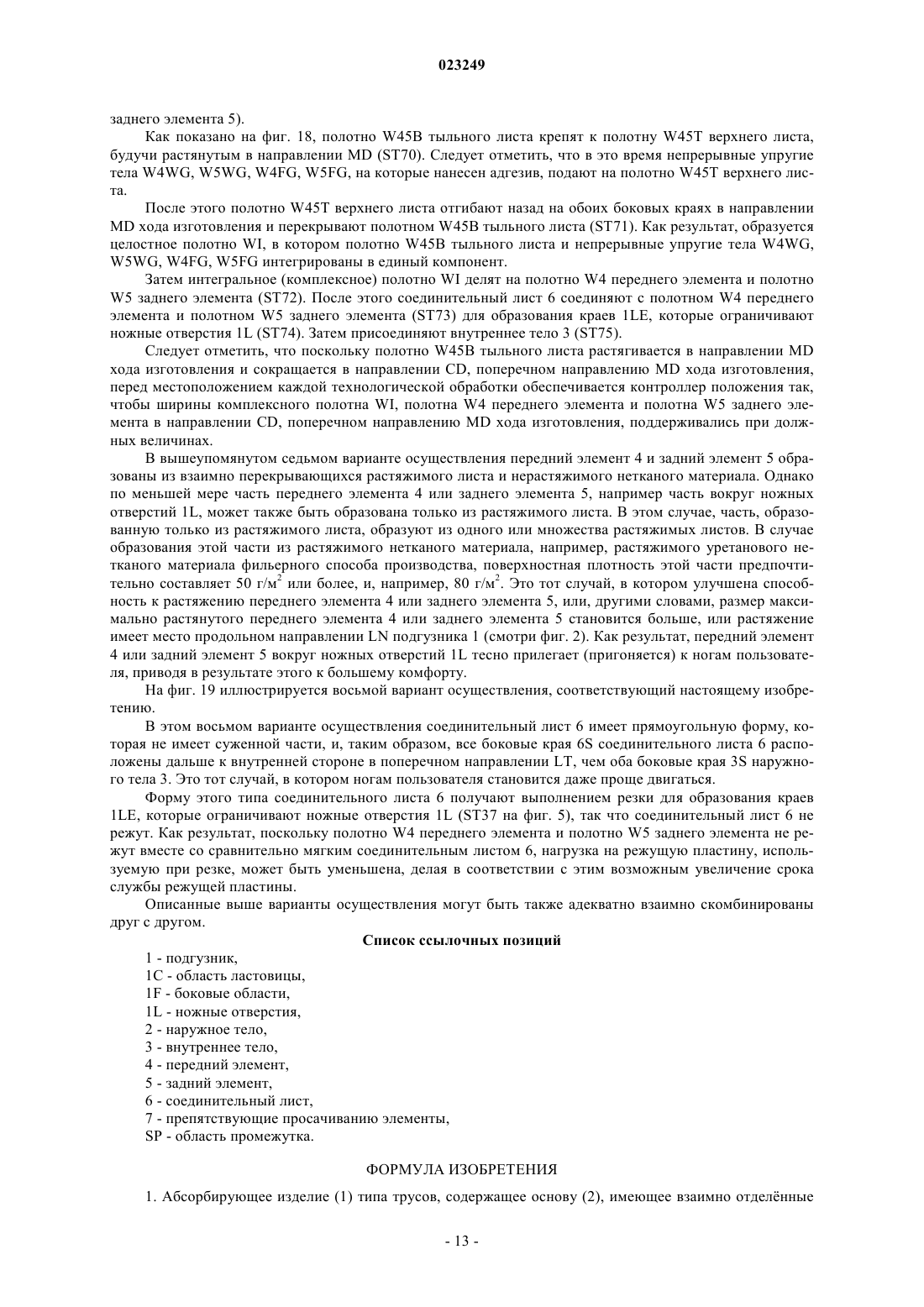
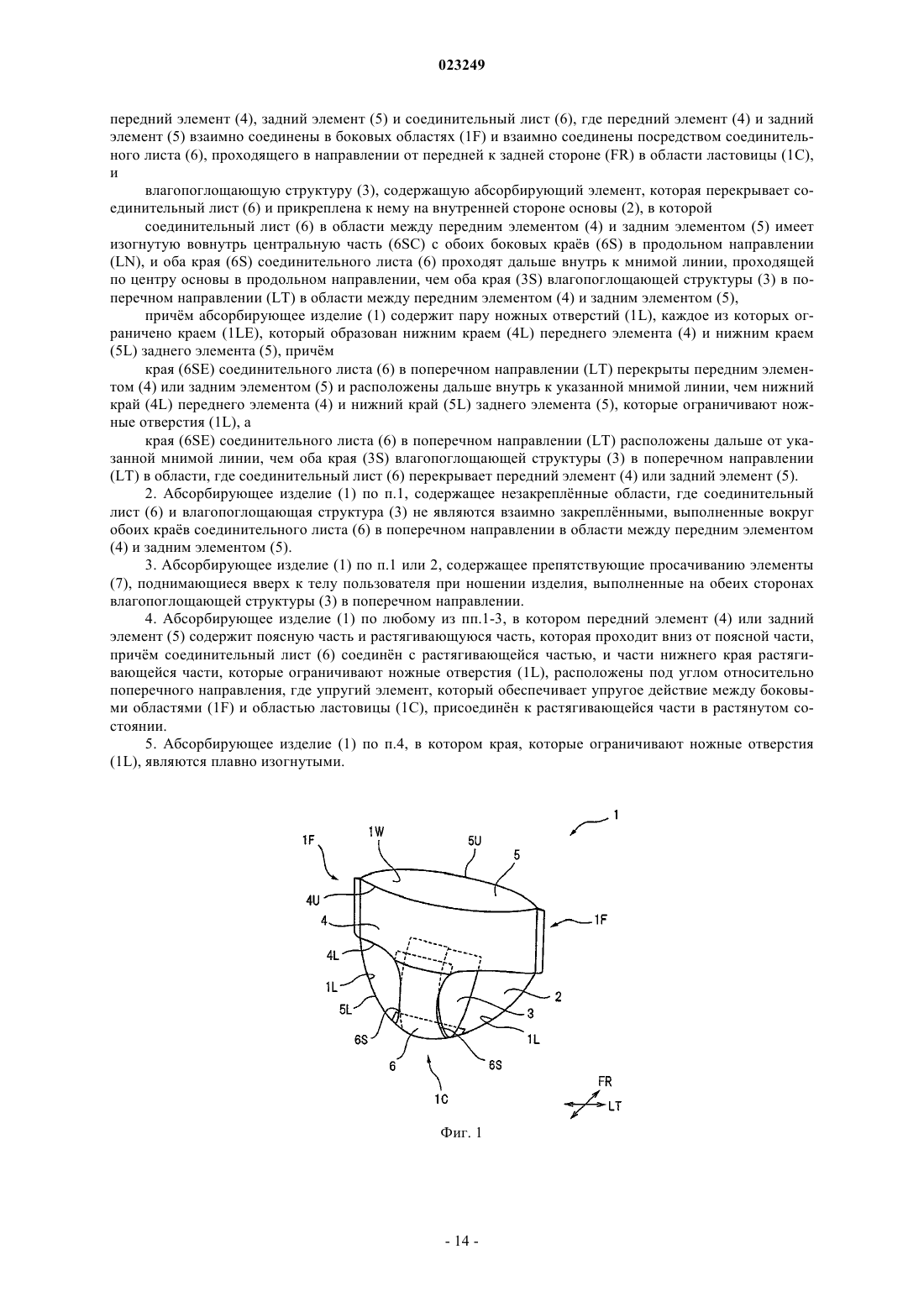
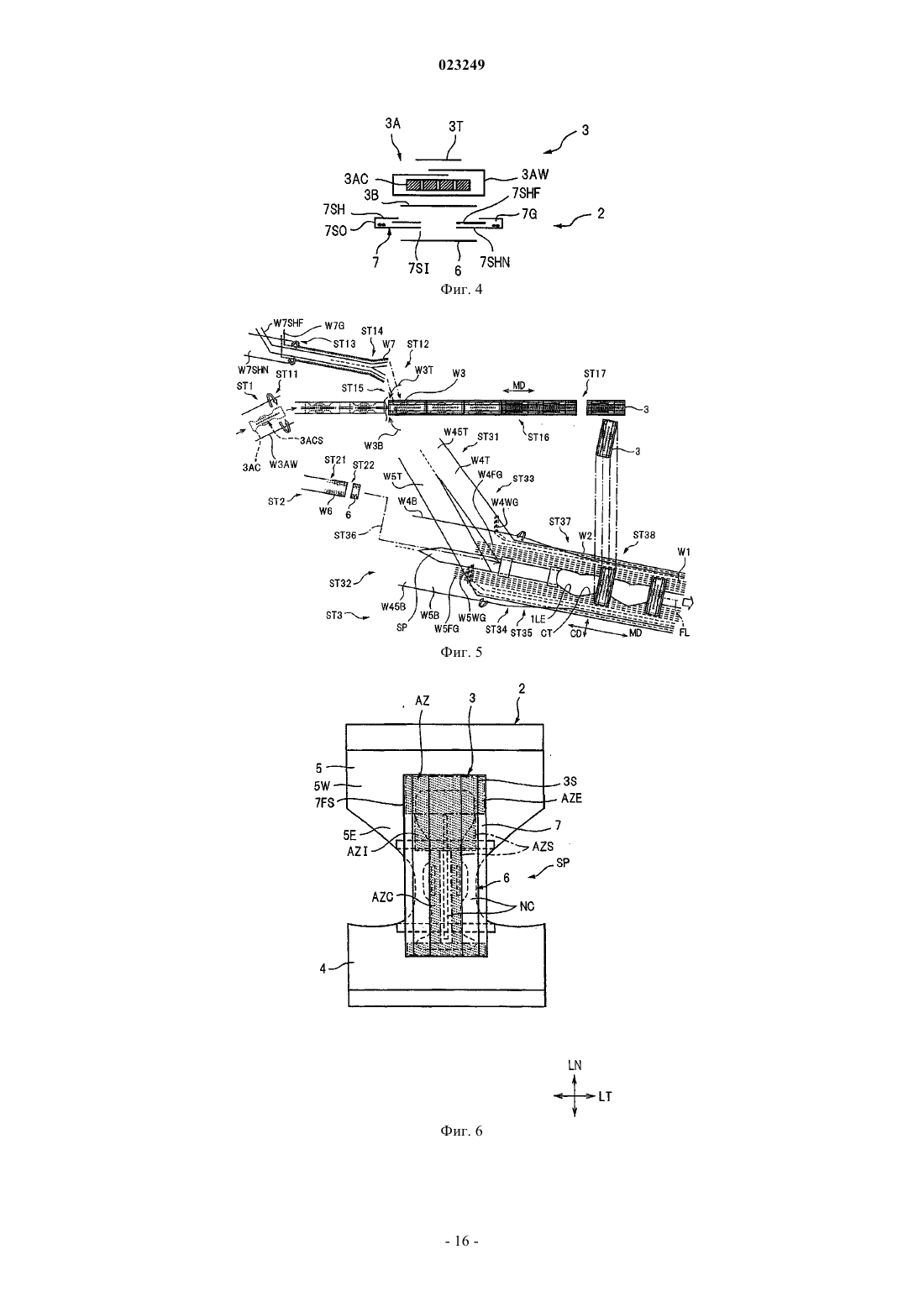
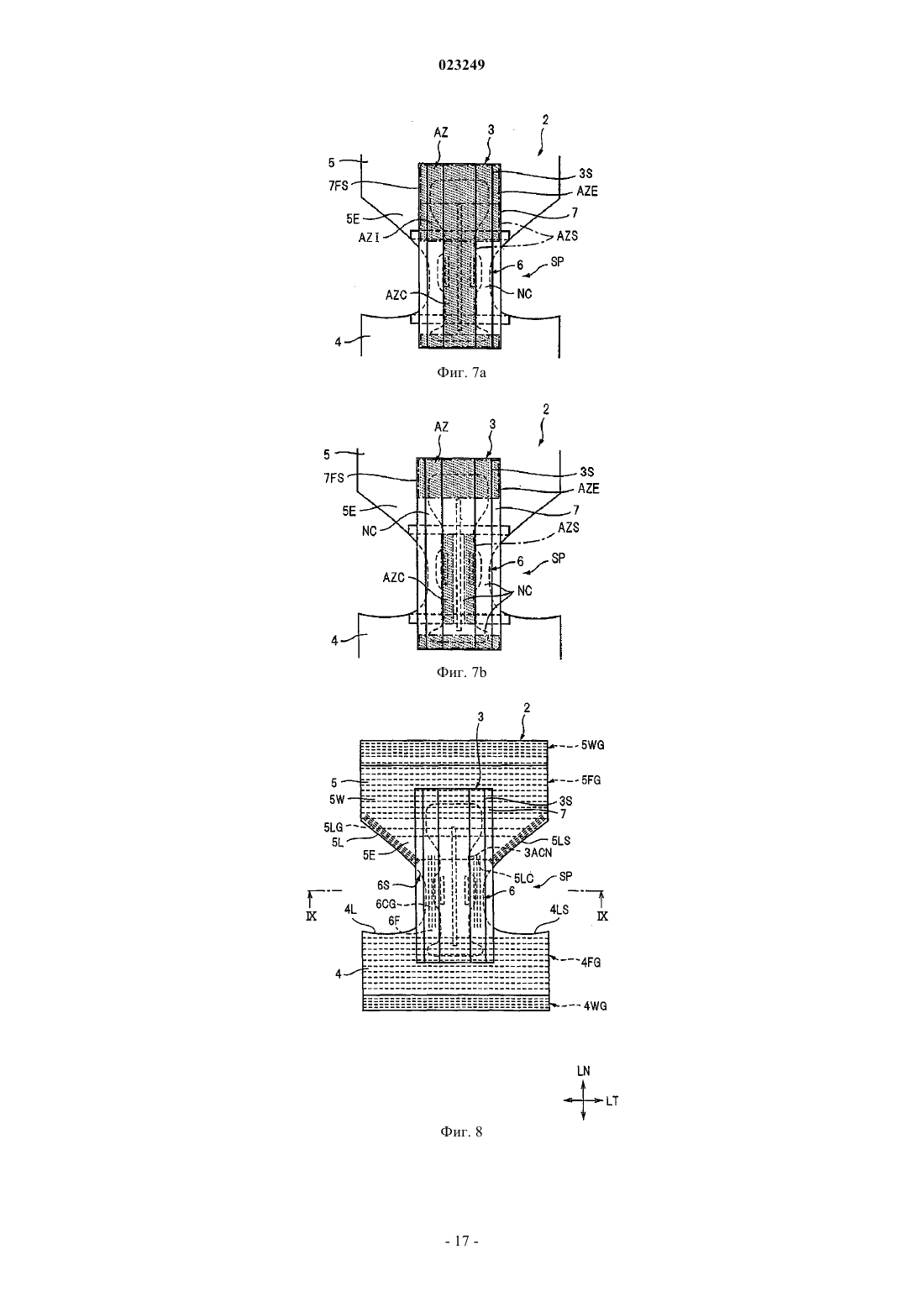
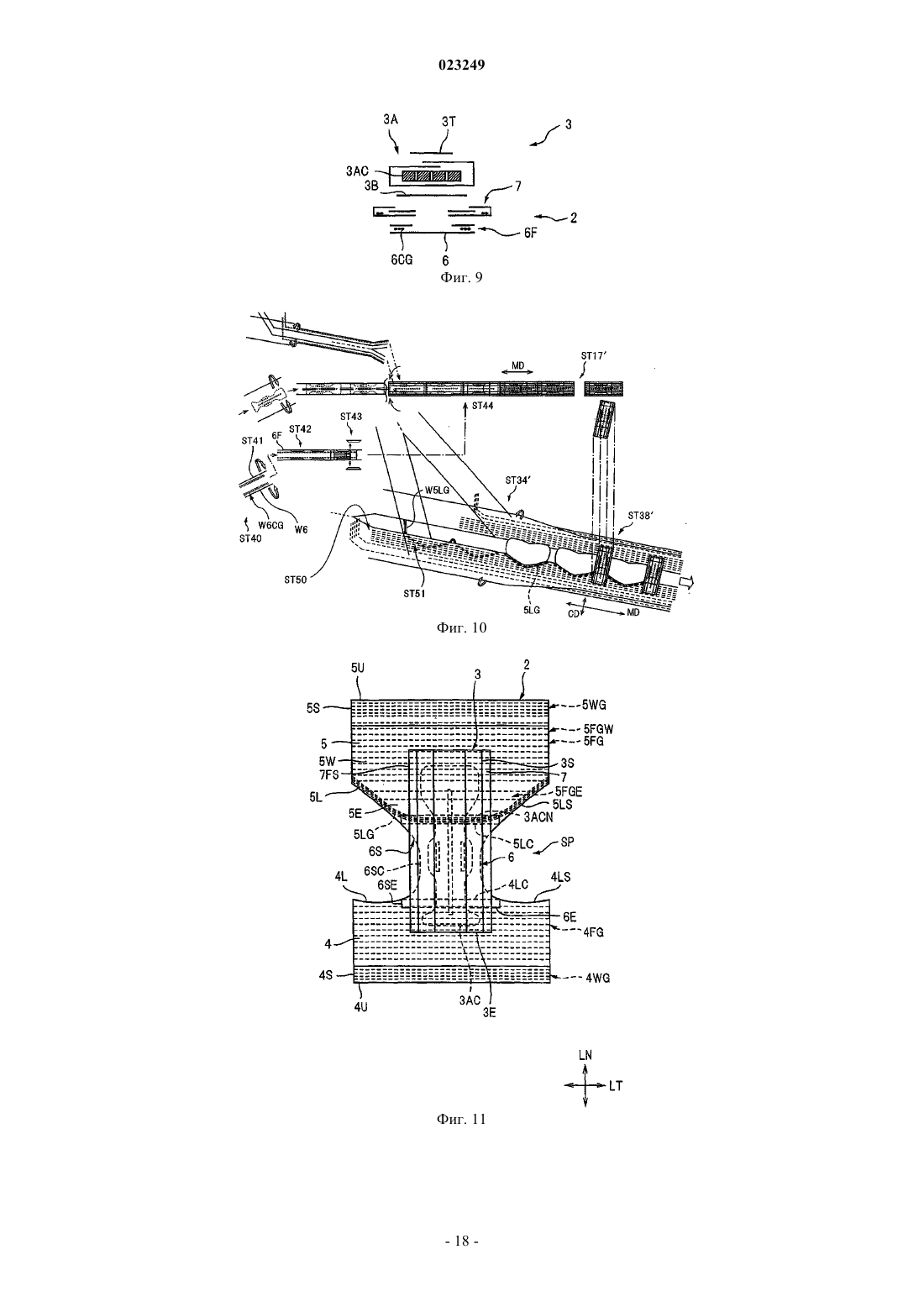
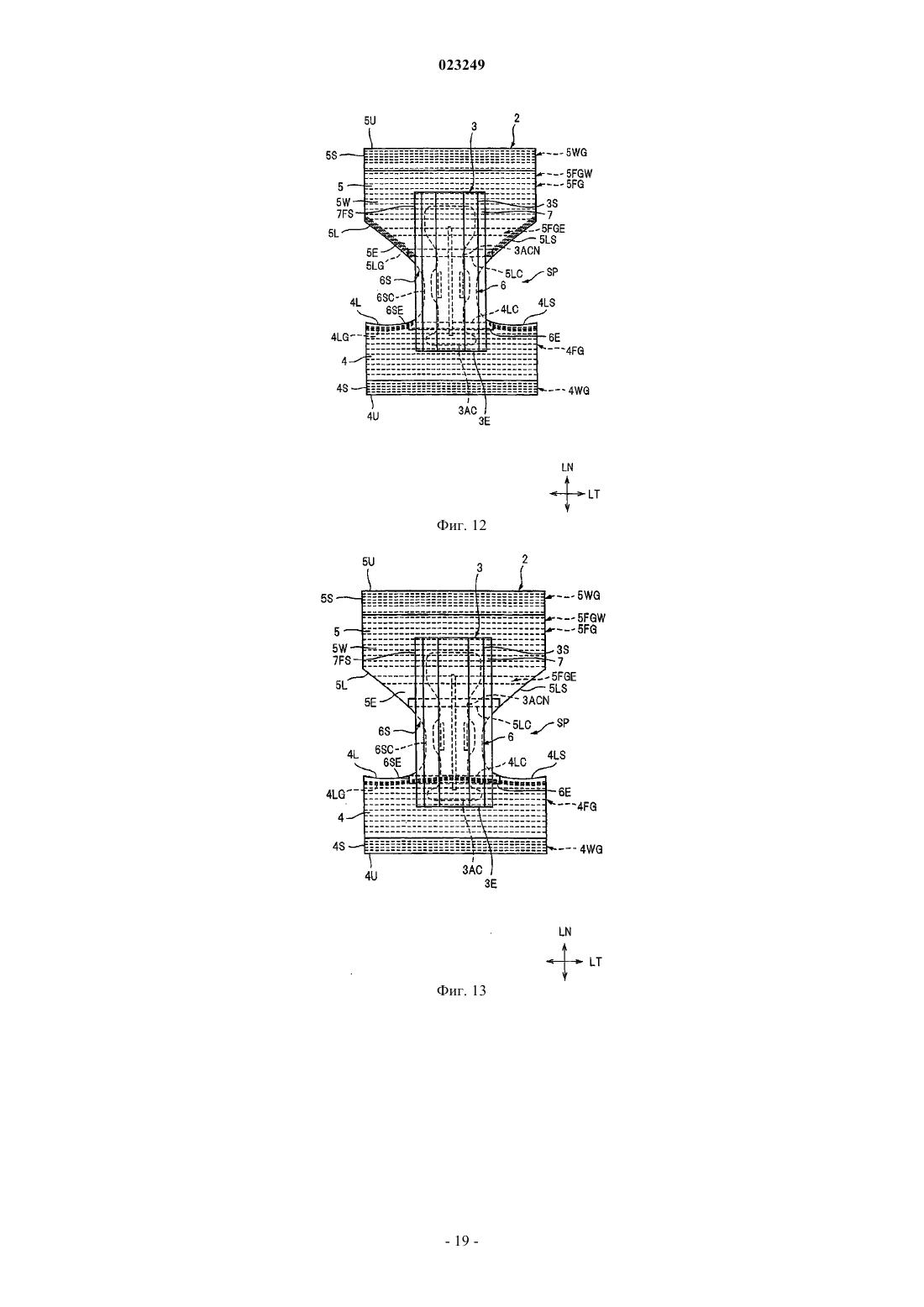
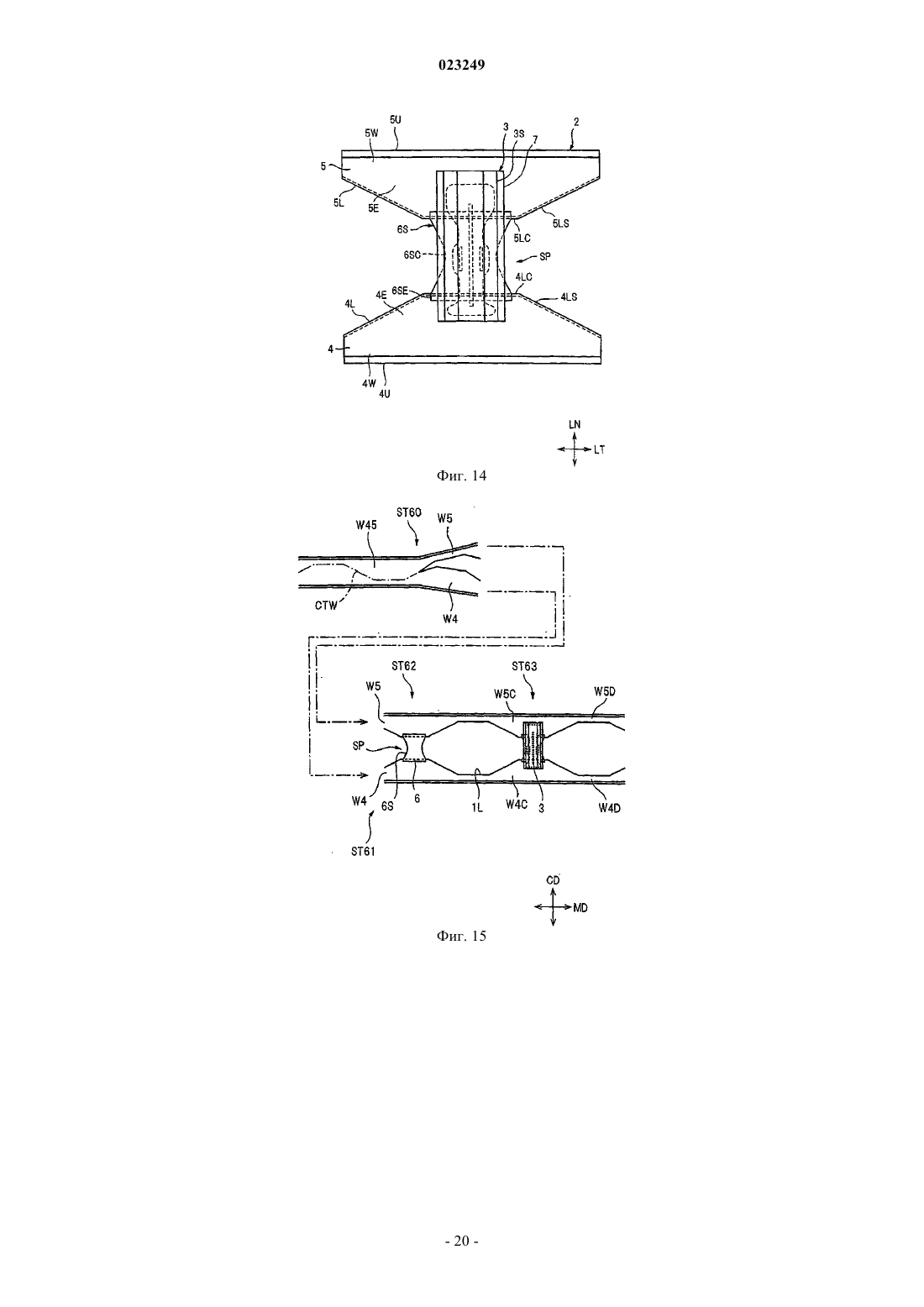
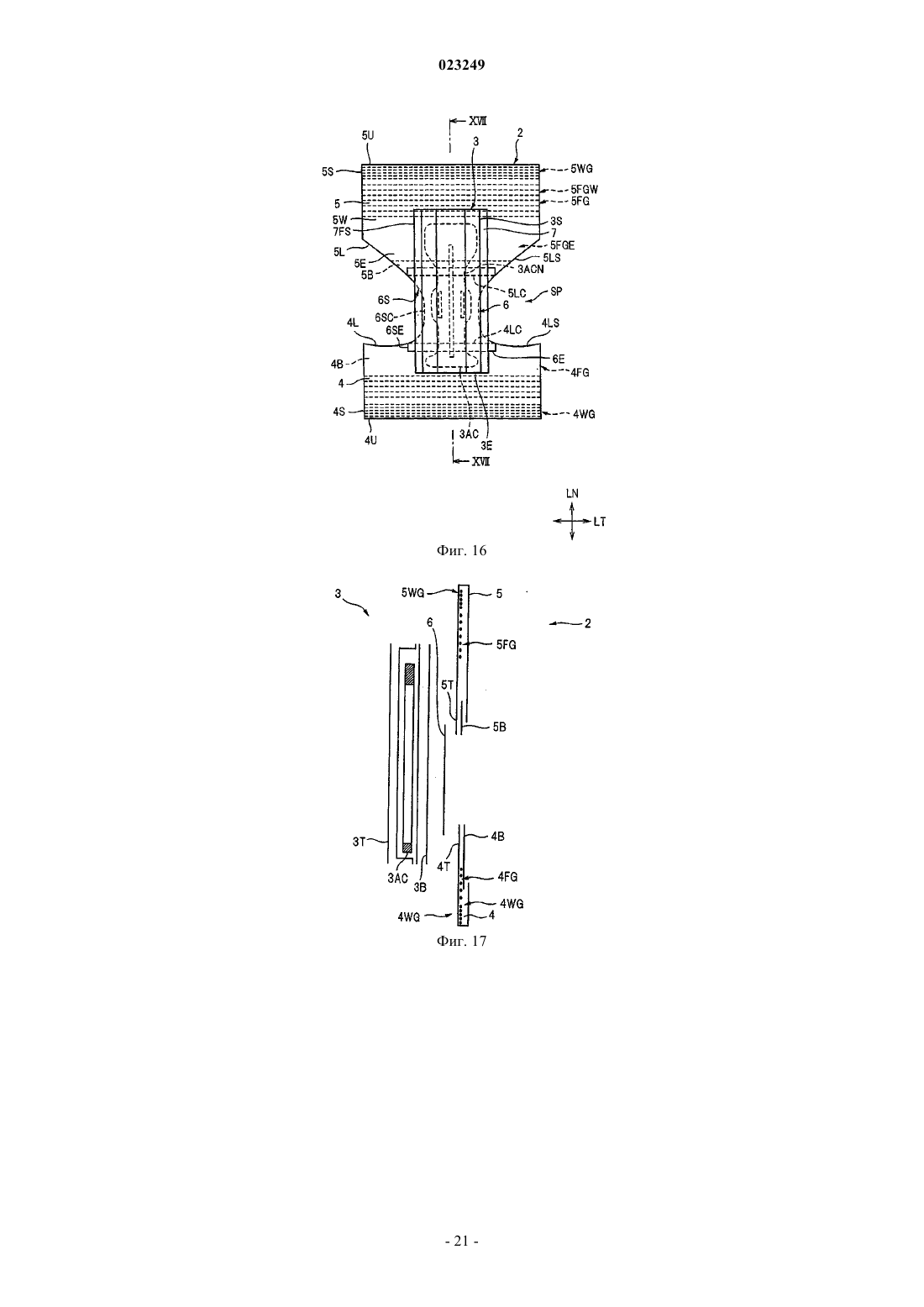
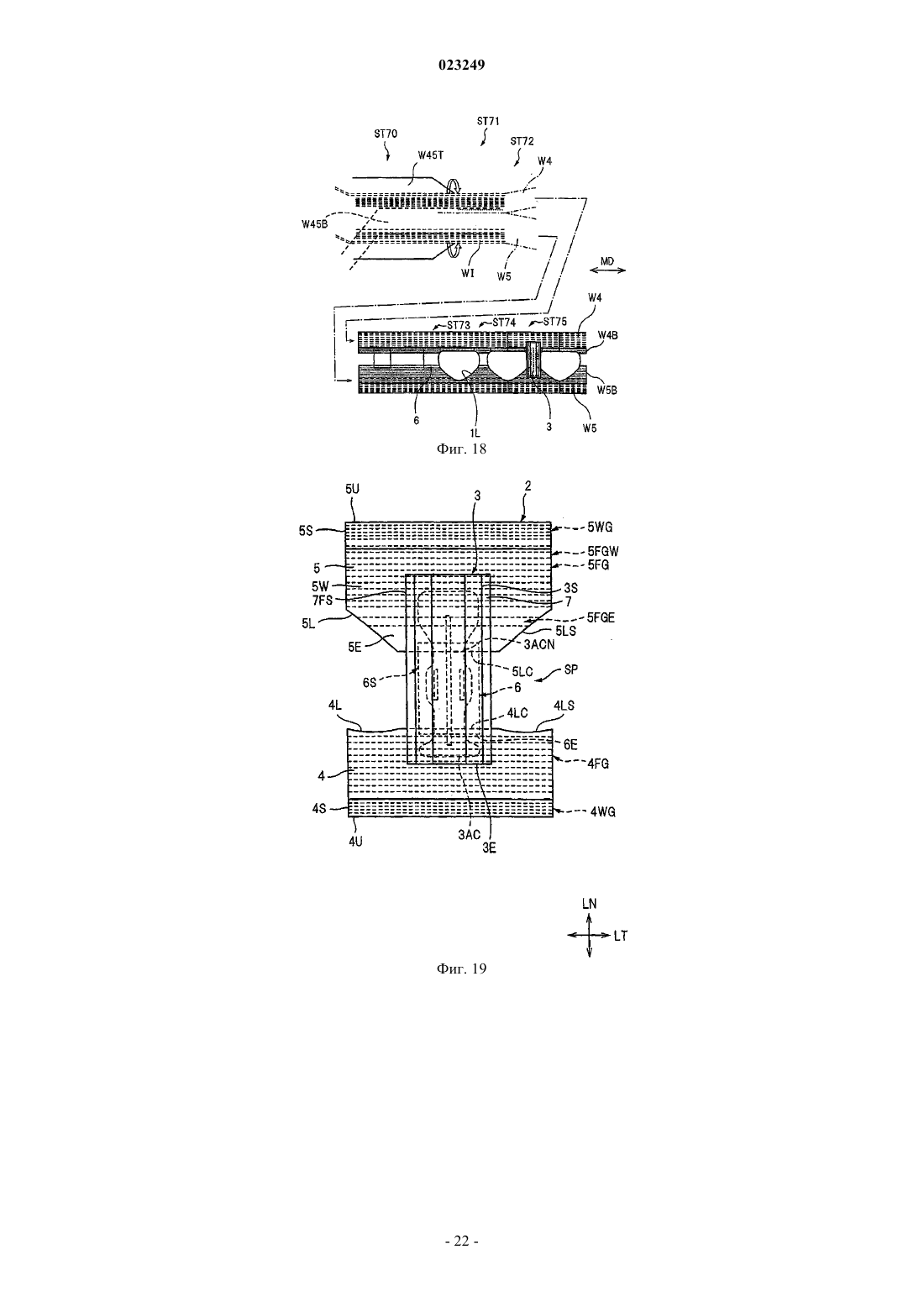
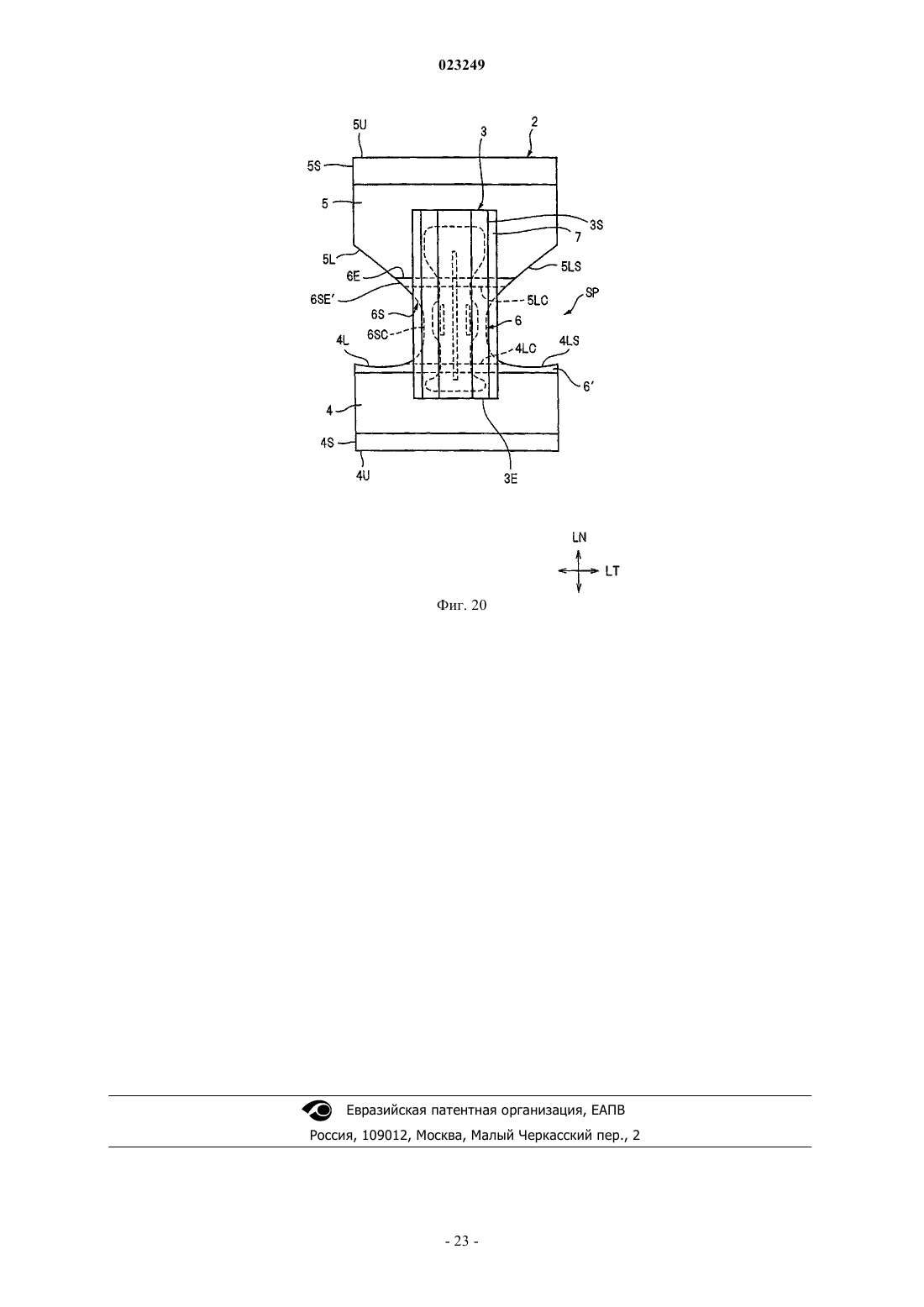
Абсорбирующее изделие типа трусов с наружным телом (2), имеющее взаимно отдельные передний элемент (4), задний элемент (5) и соединительный лист (6), в котором передний элемент (4) и задний элемент (5) взаимно соединены в боковых областях (1F) и взаимно соединены посредством соединительного листа (6), проходящего в направлении от передней к задней стороне (FR) в области (1 С) ластовицы, и внутреннее тело (3), содержащее абсорбирующий элемент, которое перекрывается соединительным листом (6) и крепится к соединительному листу (6) на внутренней стороне наружного тела (2). По меньшей мере часть обоих краев (6S) в поперечном направлении соединительного листа (6) расположена дальше к внутренней стороне в поперечном направлении,чем оба края (3S) в поперечном направлении внутреннего тела (3) в области (SP) между передним элементом (4) и задним элементом (5). Область техники, к которой относится настоящее изобретение Настоящее изделие относится к абсорбирующему изделию. Предшествующий уровень техники Из предшествующего уровня техники известно абсорбирующее изделие типа трусов, которое снабжено наружным (внешним) телом, в котором предусмотрены взаимно отдельные передний элемент, задний элемент и соединительный лист, и в которой передний элемент и задний элемент взаимно соединены в боковых областях и взаимно соединены посредством соединительного листа, проходящего в направлении от передней к задней стороне в области ластовицы, и с внутренним телом, содержащим абсорбирующий элемент, и которое перекрывается соединительным листом и крепится к нему на внутренней стороне наружного тела (см. патентную литературу, PLT 1). В этом абсорбирующем изделии ширина соединительного листа и ширина абсорбирующего тела являются практически равными, и поэтому оба края в поперечном направлении соединительного листа проходят вдоль обоих краев в поперечном направлении внутреннего тела в области между передним элементом и задним элементом. Оба края в поперечном направлении соединительного листа в области между передним элементом и задним элементом ограничивают ножные отверстия, и поэтому оба края контактируют (соприкасаются) с ногами и/или паховой областью пользователя. Перечень ссылок Патентная литература PLT 1: японский патент 3732459 Сущность изобретения Техническая проблема. Однако в абсорбирующем изделии, описанном в PLT 1, когда длина в поперечном направлении внутреннего тела, а именно, в направлении ширины, увеличивается для улучшения абсорбирующих характеристик внутреннего тела, ширина соединительного листа увеличивается, приводя в результате к риску ограничения движения ног пользователя. Если для решения этой проблемы ширины внутреннего тела и соединительного листа уменьшаются, то абсорбирующие характеристики концов внутреннего тела ухудшаются. Решение проблемы. В соответствии с настоящим изобретением предлагается абсорбирующее изделие типа трусов с наружным телом, имеющее взаимно отдельные передний элемент, задний элемент и соединительный лист,и в котором передний элемент и задний элемент взаимно соединены в боковых областях и взаимно соединены посредством соединительного листа, проходящего в направлении от передней к задней стороне в области ластовицы, и внутреннее тело, содержащее абсорбирующий элемент, и которое перекрывается соединительным листом и крепится к соединительному листу на внутренней стороне наружного тела, в котором, по меньшей мере, часть обоих краев в поперечном направлении соединительного листа расположена дальше к внутренней стороне в поперечном направлении, чем оба края в поперечном направлении внутреннего тела в области между передним элементом и задним элементом, и незакрепленные области, где соединительный лист и внутреннее тело не являются взаимно закрепленными, предусмотрены вокруг обоих краев в поперечном направлении соединительного листа в области между передним элементом и задним элементом. Предпочтительные технические результаты изобретения Ограничение движения ног пользователя может быть предотвращено, сохраняя в то же самое время благоприятные абсорбирующие характеристики внутреннего тела. Краткое описание сопроводительных чертежей Фиг. 1 - вид в перспективе подгузника первого варианта осуществления согласно настоящему изобретению. Фиг. 2 - вид сверху подгузника, который был развернут путем расстегивания соединительных частей, расположенных в боковых областях. Фиг. 3 - сечение в продольном направлении по линии III - III на фиг. 2. Фиг. 4 - сечение в боковом направлении по линии IV - IV на фиг. 2. Фиг. 5 - общий схематический вид для пояснения способа изготовления подгузников. Фиг. 6 - чертеж, иллюстрирующий схему рисунка нанесения адгезива. Фиг. 7(а) и фиг. 7(b) - чертежи других примеров схем рисунком нанесения адгезива. Фиг. 8 - вид сверху покомпонентно разделенных составных частей для пояснения второго варианта осуществления согласно настоящему изобретению. Фиг. 9 - сечение в боковом направлении по линии IX - IX на фиг. 8. Фиг. 10 - общий схематический вид для пояснения способа изготовления подгузника второго варианта осуществления согласно настоящему изобретению. Фиг 11 - чертеж, поясняющий третий вариант осуществления согласно настоящему изобретению. Фиг. 12 - чертеж, поясняющий четвертый вариант осуществления согласно настоящему изобретению. Фиг. 13 - чертеж, поясняющий пятый вариант осуществления согласно настоящему изобретению. Фиг. 14 - чертеж, поясняющий шестой вариант осуществления согласно настоящему изобретению. Фиг. 15 - общий схематический вид для пояснения способа изготовления подгузника шестого варианта осуществления согласно настоящему изобретению. Фиг. 16 - чертеж, поясняющий седьмой вариант осуществления согласно настоящему изобретению. Фиг. 17 - сечение в продольном направлении по линии XVII - XVII на фиг. 16. Фиг. 18 - общий схематический вид для пояснения способа изготовления подгузника седьмого варианта осуществления согласно настоящему изобретению. Фиг. 19 - вид сверху покомпонентно разделенных составных для пояснения восьмого варианта осуществления согласно настоящему изобретению. Фиг. 20 - вид сверху покомпонентно разделенных составных для пояснения другого примера концевой части. Описание вариантов осуществления Ниже приведено описание настоящего изобретения применительно к подгузнику типа трусов одноразового использования. Следует отметить, что настоящее изобретение может быть также применено для получения других абсорбирующих изделий типа трусов, носимых как предмет нижнего белья. Со ссылкой на фиг. 1, где иллюстрируется первый вариант осуществления согласно настоящему изобретению, подгузник 1 выполнен с наружным телом 2 и внутренним телом 3. Наружное тело 2 выполнен из взаимно отдельных переднего элемента 4, заднего элемента 5 и соединительного листа 6. Кроме взаимного соединения на боковых областях 1F, передний элемент элемент 4 и задний элемент 5 взаимно соединены посредством соединительного листа 6, проходящего в направлении FR от передней к задней стороне в области ластовицы 1 С. При ношении передний элемент 4 располагается на брюшной стороне пользователя, а задний элемент 5 располагается на задней стороне пользователя. Кроме того, подгузник 1 выполнен с отверстием для талии или поясным отверстием 1W, ограниченным верхним краем 4U переднего элемента 4 и верхним краем 5U заднего элемента 5, и с парой отверстий для ног или ножных отверстий 1L. В этом случае каждое ножное отверстие 1L ограничено краем 1LE, и этот край 1LE образован нижним краем 4L переднего элемента 4, нижним краем 5L заднего элемента 5 и обоими краями 6S в поперечном направлении LT соединительного листа 6. С другой стороны, внутреннее тело 3 содержит абсорбирующий элемент и перекрывается и крепится к соединительному листу 6 на внутренней стороне наружного тела 2. Как показано на фиг. 2, где представлен подгузник 1, когда он развернут (открыт), передний элемент 4 имеет прямоугольную форму. Верхний край 4U переднего элемента 4 проходит линейно в поперечном направлении LT. На другой стороне, нижний край 4L переднего элемента 4 выполнен с центральной частью 4LC, расположенной практически в середине в поперечном направлении LT, и боковыми частями 4LS на обеих сторонах в поперечном направлении LT центральной части 4LC, причем центральная часть 4LC проходит практически в поперечном направлении LT, а боковые части 4LS немного изогнуты к верхнему краю 4U. Кроме того, оба боковых края 4S в поперечном направлении переднего элемента 4 проходят практически в продольном направлении LN. Продольное направление LN является перпендикулярным поперечному направлению LT. Кроме того, задний элемент 5 имеет гексагональную форму, выступающую к переднего элемента 4. А именно, задний элемент 5 выполнен с прямоугольной поясной частью 5W и трапециевидной растягивающейся частью 5 Е, которая проходит от поясной части 5W переднего элемента 4. Верхний край заднего элемента 5, в частности верхний край 5U поясной части 5W, проходит, практически, в поперечном направлении LT. С другой стороны, нижний край заднего элемента 5, в частности нижний край 5L растягивающейся части 5 Е, выполнен с центральной частью 5LC, расположенной практически в середине в поперечном направлении LT, и с боковыми частями 5LS на обеих сторонах в поперечном направленииLT центральной части 5LC, причем центральная часть 5LC проходит практически в поперечном направлении LT центральной части 5LC, при этом центральная часть 5LC проходит практически в поперечном направлении LT, а боковые части 5LS немного изогнуты к верхнему краю 5U, проходя в то же самое время под углом относительно поперечного направления LT. Кроме того, оба боковых края 5S в поперечном направлении заднего элемента 5 проходят практически в продольном направлении LN. В развернутом состоянии, как показано на фиг. 2, передний элемент 4 и задний элемент 5 расположены так, что разделены промежутком SP, в продольном направлении LN, перпендикулярном поперечному направлению LT. Соединительный лист 6 проходит в продольном направлении LN, охватывая этот промежуток SP с двух сторон практически в центре в поперечном направлении LT переднего элемента 4 и заднего элемента 5, и, соответственно, крепится к переднему элементу 4 вокруг нижнего края 4L и заднему элементу 5 вокруг нижнего края 5L, в частности, растягивающейся части 5 Е. Соединительный лист 6 имеет форму, в которой суженные части выполнены в обеих сторонах прямоугольной формы практически в центре в продольном направлении LN. В этом случае длина и/или ширина соединительного листа 6 в поперечном направлении LT меньше ширины переднего элемента 4 и заднего элемента 5 в поперечном направлении LT, а длина соединительного листа 6 в продольном направлении LN также меньше длины внутреннего тела 3 в продольном направлении LN. Кроме того, боковые края 6S соединительного листа 6 выполнены с центральной частью 6SC практически в середине в продольном направлении LN и концевыми частями 6SE, расположенными на обеих сторонах в продоль-2 023249 ном направлении центральной части 6SC, причем центральная часть 6SC изогнута внутрь, а концевые части 6SE проходят практически в продольном направлении LN. Другими словами, концевые части 6SE не совпадают с краями наружного тела 2, которые ограничивают ножные отверстия 1L, а именно нижний край 4L переднего элемента 4 и нижний край 5L заднего элемента 5, а скорее располагаются дальше к внутренней стороне в поперечном направлении LT, чем нижние края 4L и 5L. Следует отметить, что концевые части 6SE соответствуют обоим краям в поперечном направлении LT частей соединительного листа 6, которые перекрываются передним элементом 4 и задним элементом 5. Кроме того, оба концевых края 6 Е в продольном направлении LN соединительного листа 6 проходят практически в поперечном направлении LT. С другой стороны, внутреннее тело 3 имеет прямоугольную форму, которое проходит в продольном направлении LN. Оба боковых края 3S в поперечном направлении LT внутреннего тела 3 проходят практически в продольном направлении LN, тогда как оба концевых края 3 Е в продольном направлении LN проходят практически в поперечном направлении. Кроме того, пара препятствующих просачиванию элементов 7 предусмотрена на обеих сторонах в поперечном направлении LT внутреннего тела 3 вдоль обоих боковых краев 3S внутреннего тела 3. Свободные края и/или внешние края 7SO в поперечном направлении LN препятствующих просачиванию элементов 7 проходят в продольном направлении LN. Как было описано выше, внутреннее тело 3 перекрывается соединительным листом 6 и крепится на нем. В этом случае внутреннее тело 3 проходит в продольном направлении LT за соединительный лист 6 и также крепится к переднему элементу 4 и заднему элементу 5. Кроме того, в этом случае по меньшей мере часть центральной части 6SC обоих боковых краев 6S соединительного листа 6 расположены дальше к внутренней стороне в поперечном направлении LT, чем внешние края 7SO препятствующих просачиванию элементов 7, и также расположены дальше к внутренней стороне в поперечном направлении LT, чем оба боковых края 3S внутреннего тела 3. В противоположность этому, концевые части 6SE обоих боковых краев 6S расположены дальше к внешней стороне в поперечном направлении LT, чем оба боковых края 3S внутреннего тела 3, и также расположены дальше к внешней стороне в поперечном направлении LT, чем внешние края 7SO препятствующих просачиванию элементов 7. Как показано на фиг. 3, передний элемент 4 выполнен с двумя листами, а именно, верхним листом 4 Т, который обращен к пользователю при ношении (абсорбирующего изделия), и тыльным листом 4 В,который обращен наружу при ношении (абсорбирующего изделия), причем верхний лист 4 Т и тыльный лист 4 В взаимно перекрываются. Аналогичным образом, задний элемент 5 также выполнен с двумя листами, а именно, с верхним листом 5 Т, который обращен к пользователю при ношении (абсорбирующего изделия), и с тыльным листом 5 В, который обращен наружу во время ношения (абсорбирующего изделия), причем верхний лист 5 Т и тыльный лист 5 В взаимно перекрываются. С другой стороны, соединительный лист 6 образован из одного листа. Лист в этом случае может быть проницаемым для жидкости или непроницаемым для жидкости. В этом случае, соединительный лист 6 мягче переднего элемента 4 и заднего элемента 5. Следует отметить, что количество, материал или поверхностная плотность и подобные параметры листа, который образует соединительный лист 6, могут быть выбраны так, чтобы он был мягче переднего элемента 4 и заднего элемента 5. Степень мягкости листового материала может быть измерена, например, консольным способом. Кроме того, в примере, показанном на фиг. 2, соединительный лист 6 присоединен к внутренней стороне и/или стороне пользователя переднего элемента 4 и заднего элемента 5, а именно, к верхним листам 4 Т и 5 Т. Однако соединительный лист 6 может быть также присоединен к внешней стороне переднего элемента 4 и заднего элемента 5, а именно, к тыльным листам 4 В и 5 В. В альтернативном варианте,области вокруг обоих концов в продольном направлении LN соединительного листа 6 могут быть образованы так, чтобы прослаиваться между верхними листами 4 Т и 5 Т и между тыльными листами 4 В и 5 В,Вследствие этого, обе области вокруг концов соединительного листа в продольном направлении LN не обнажены на сторонах верхних листов 4 Т и 5 Т или тыльных листов 4 В и 5 В, приводя в соответствии с этим в результате к более хорошему соприкосновению с кожей тела пользователя. Кроме того, соединительный лист 6 является более устойчивым к отделению от переднего элемента 4 и заднего элемента 5. Каждый из верхних листов 4 Т и 5 Т и тыльных листов 4 В и 5 В переднего элемента 4 и заднего элемента 5, а также соединительный лист 6 является нетканым материалом, образованным из синтетических волокон, например, волокон на основе полиолефина, например, волокон на основе полипропилена или полиэтилена, или полиэтилентерефталата, полученным фильерным способом производства или термоскрепление волокон горячим воздухом, и каждый имеет поверхностную плотность, составляющую, например, 13-30 г/м 2. В первом варианте осуществления согласно настоящему изобретению, верхние листы 4 Т и 5 Т, соответственно, образованы из нетканого материала типа SMS, имеющего поверхностную плотность 15 г/м 2, образованного из полипропилена, тыльные листы 4 В и 5 В, соответственно, образованы из нетканого материала фильерного способа производства, имеющего поверхностную плотность 17 г/м 2, из полипропиленовых волокон, а соединительный лист 6 образован из нетканого материала типа SMS,-3 023249 имеющего поверхностную плотность 15 г/м 2, и полипропиленовых волокон. Кроме того, упругий (эластичный) элемент 4WG предусмотрен в переднем элементе 4 вокруг верхнего края 4U, а упругий элемент 4FG предусмотрен в переднем элементе 4 между упругим элементом 4WG и нижним краем 4L. Как показано на фиг. 3, сложенная часть 4F образована вокруг верхнего края 4U, в котором тыльный лист 4 В сложен к стороне верхнего листа 4 Т, а упругий элемент 4WG закреплен между тыльными листами 4 В в сложенной части 4F. С другой стороны, упругий элемент 4FG закреплен между верхним листом 4 Т и тыльным листом 4 В. Аналогично, упругий элемент 5WG предусмотрен в заднем элементе 5 вокруг верхнего края 5U, а упругий элемент 5FG предусмотрен в заднем элементе 5 между упругим элементом 5WG и нижним краем 5L. Сложенная часть 5F образована вокруг верхнего края 5U, в котором тыльный лист 5 В сложен к стороне верхнего листа 5 Т, а упругий элемент 5WG закреплен между тыльными листами 5 В в сложенной части 5F. С другой стороны, упругий элемент 5FG закреплен между верхним листом 5 Т и тыльным листом 5 В. Эти упругие элементы 4WG, 4FG, 5WG и 5FG выполнены в виде нитей, например, и присоединяются к переднему элементу 4 и заднему элементу 5, будучи растянутыми в поперечном направленииLT. В этом случае упругий элемент 5FG включает в себя упругий элемент 5FGW, предусмотренный в поясной части 5W заднего элемента 5, и упругий элемент 5FGE, предусмотренный в растягивающейся части 5 Е. Как может быть очевидным из фиг. 2, упругий элемент 5FGE предусмотрен перекрывающим внутреннее основное тело 3 и препятствующий просачиванию элемент 7. Этот упругий элемент 5FGE обеспечивает упругое взаимодействие между боковыми областями 1F и областью ластовицы 1 С подгузника 1 при ношении абсорбирующего изделия. Следует отметить, что верхние края верхних листов 4 Т и 5 Т расположены приблизительно вдоль нижних краев упругих элементов 4WG и 5WG, тогда как нижние края верхних листов 4 Т и 5 Т расположены приблизительно вдоль нижних краев тыльных листов 4 В и 5 В. Упругие элементы 4WG, 4FG, 5WG и 5FG выполнены из упругих нитей из природного каучука,синтетического каучука или нитей спандекса и имеют коэффициент растяжения, например, в диапазоне 1,3-3,5. В том случае, если упругие элементы 4WG, 4FG, 5WG и 5FG образованы из спандекса, то толщина упругих элементов 4WG, 4FG, 5WG и 5FG, например, составляет 300-1200 децитекс. В первом варианте осуществления, соответствующем настоящему изобретению, упругие элементы 4WG и 5WG, соответственно, образованы из спандекса, имеющего толщину 780 децитекс и коэффициент растяжения 2,5. Кроме того, упругий элемент 4WG и 5WG, соответственно, содержат 5 нитей спандекса, упругий элемент 4FG содержит 10 нитей спандекса, упругий элемент 5FG поясной части 5W содержит 11 нитей спандекса, а упругий элемент 5FGE растягивающейся части 5 Е содержит 2 нити спандекса. Следует отметить, что упругие элементы 4WG, 4FG, 5WG и 5FG могут также быть образованы из эластичных листов. Как показано на фиг. 3 и 4, внутреннее тело 3 выполнено с проницаемым для жидкости верхним листом 3T, непроницаемым для жидкости тыльным листом 3B и абсорбирующим элементом 3A, расположенным между верхним листом 3T и тыльным листом 3B. Кроме того, абсорбирующий элемент 3A выполнен с абсорбирующим веществом-наполнителем 3AC и обертывающим листом 3AW, который обертывает абсорбирующее вещество-наполнитель 3AC. Уширенные части образованы на обоих концах в направлении длины и/или продольном направлении LN абсорбирующего вещества-наполнителя 3AC и в промежуточной части между обоими концами,и эти расширенные части взаимно соединены посредством суженных частей 3ACN. Кроме того, множество прорезей 3ACS предусмотрено в абсорбирующем веществе-наполнителе 3AC, которые проходят в направлении длины и/или в продольном направлении LN. Эти прорези 3ACS включают в себя центральную прорезь, расположенную практически в середине в поперечном направлении LT, и боковые прорези, расположенные по обеим сторонам центральной прорези. В первом варианте осуществления, согласно настоящему изобретению, длина центральной прорези составляет 320 мм, а ширина составляет 12 мм, в то время как длина боковых прорезей составляет 80 мм, а ширина составляет 10 мм. В этом случае абсорбирующее вещество-наполнитель 3AC просто изгибается вдоль прорезей 3ACS, в соответствии с чем облегчается сцепление абсорбирующего тела 3A с пользователем. Верхний лист 3T образован из гидрофильного нетканого материала, образованного из волокон на основе полиолефина или волокон полиэтилентерефталата и подобных волокон, полученного производственным способом, например, фильерным способом производства или термоскреплением волокон горячим воздухом. Тыльный лист 3B образован из водостойкой и влагопроницаемой пленки, образованной из полиэтилена и подобного материала. Абсорбирующее вещество-наполнитель 3AC образовано из волокнистой массы, сверхабсорбирующего полимера (SAP) или их смеси. Обертывающий лист 3AW образован из гидрофильного нетканого материала, образованного из волокон на основе полиолефина или волокон полиэтилентерефталата и подобного материала, который получен с помощью производственного способа, например, фильерным способом производства или термоскреплением волокон горячим воздухом. В первом варианте осуществления, соответствующем настоящему изобретению, верхний лист 3T образован из нетканого материала, полученного термоскреплением волокон горячим воздухом и имею-4 023249 щего поверхностную плотность 25 г/м 2, тыльный лист 3B образован из влагопроницаемой полиэтиленовой пленки, имеющей поверхностную плотность 22 г/м 2, абсорбирующее вещество-наполнитель 3AC образовано из одного смешанного слоя волокнистой массы, имеющего поверхностную плотность 250 г/м 2, и сверхабсорбирующего полимера, имеющего поверхностную плотность 200 г/м 2, а обертывающий слой 3AW образован из нетканого материала типа SMS, имеющего поверхностную плотность 13 г/м 2. Как показано на фиг. 4, каждый из препятствующих просачиванию элементов 7 имеет закрепленные края и/или внутренние края 7SI, прикрепленные к наружному телу 2 или внутреннему телу 3, и свободные края и/или внешние края 7SO, не прикрепленные к наружному телу 2 или внутреннему телу 3. Кроме того, каждый из препятствующих просачиванию элементов 7 включает в себя непроницаемый для жидкости лист 7SH и упругие элементы 7G, и непроницаемый для жидкости лист 7SH включает в себя препятствующий просачиванию нетканый материал 7SHN и упругие элементы 7G, причем непроницаемый для жидкости лист 7SH включает в себя препятствующий просачиванию нетканый материал 7SHN и препятствующую просачиванию пленку 7SHF. Во внешних краях 7SO каждого из препятствующих просачиванию элементов 7 препятствующий просачиванию нетканый материал 7SHN сложен, и перекрывает внешние края препятствующей просачиванию пленки 7SHF, а упругие элементы 7G закреплены между сложенным препятствующим просачиванию нетканым материалом 7SHN. Следует отметить, что внешние препятствующие просачиванию пленки 7SHF не доходят до внешних краев 7SO препятствующих просачиванию элементов 7. С другой стороны, во внутренних краях 7SI каждого из препятствующих просачиванию элементов 7, края препятствующего просачиванию нетканого материала 7SHN и препятствующей просачиванию пленки 7SHF практически расположены рядами. При ношении абсорбирующего изделия каждый из препятствующих просачиванию элементов 7 поднимается вверх к пользователю, чтобы действовать в качестве препятствующих просачиванию барьеров. Препятствующий просачиванию нетканый материал 7SHN образован из волокон на основе полиолефина и подобного материала и получен, например, фильерным способом производства. Препятствующая просачиванию пленка 7SHF образована из полиэтилена или полиэтилентерефталата и подобного материала. В первом варианте осуществления, соответствующем настоящему изобретению, препятствующий просачиванию нетканый материал 7SHN образован из влагопроницаемой полиэтиленовой пленки, имеющей поверхностную плотность 18 г/м 2. Упругие элементы 7G образованы из упругих нитей природного каучука, синтетического каучука или нитей спандекса. В первом варианте осуществления, соответствующем настоящему изобретению, упругие элементы 7G образованы из двух нитей спандекса,имеющих толщину 620 децитекс и коэффициент растяжения, составляющий 2,2. Соединение и/или крепление этих элементов выполняют, например, посредством термосварки, ультразвуковой сварки или адгезива и подобными способами. В качестве адгезива может быть использован термоплавкий адгезив, например, типа стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS) или стирол-этилен-бутадиен-стирол (SEBS). Более конкретно, верхние листы 4 Т и 5 Т и тыльные листы 4 В и 5 В переднего элемента 4 и заднего элемента 5 взаимно соединены с упругими элементами 4WG, 4FG, 5WG и 5FG посредством предварительно нанесенного термоплавкого адгезива. Кроме того, в тех местах, где упругие элементы 4WG, 4FG,5WG и 5FG являются немногочисленными, в частности, где интервал между упругими элементами составляет, например, 10 мм или более, термоплавкий адгезив наносят на верхние листы 4 Т и 5 Т и тыльные листы 4 В и 5 В способом нанесения покрытий в виде спирали или регулируемого слоя. Кроме того, термоплавкий адгезив также наносят на верхние листы 4 Т и 4 В и тыльные листы 4 В и 5 В вокруг нижних краев 4L и 5L для предотвращения отделения. Кроме того, соединительный лист 6 соединен с передним элементом 4 и задним элементом 5, например, посредством ультразвуковой сварки или адгезива. В первом варианте осуществления, соответствующем настоящему изобретению, термоплавкий адгезив предварительно наносят на тыльную сторону соединительного листа 6 способом нанесения покрытий, например, с помощью щелевого устройства для нанесения покрытий. С другой стороны, во внутреннем теле 3 верхняя поверхность и тыльная поверхность абсорбирующего вещества-наполнителя 3AC соединены с обертывающим листом 3AW вещества-наполнителя посредством адгезива, например термоплавкого адгезива. В этом случае, адгезив наносят способом нанесения покрытия, например спирального покрытия, щелевого покрытия, регулируемого слоя, капельного покрытия или покрытия, наносимого поливом, так, чтобы иметь поверхностную плотность 1,5-10 г/м 2. В первом варианте осуществления, соответствующем настоящему изобретению, термоплавкий адгезив наносят способом нанесения спирального покрытия так, чтобы иметь поверхностную плотность 5 г/м 2. Кроме того, термоплавкий адгезив (НМА) наносят на тыльный лист 3B внутреннего тела 3 или боковую поверхность препятствующих просачиванию элементов 7, обращенную к наружному телу 2, посредством способа нанесения регулируемого слоя, и, как результат этого, внутреннее тело 3 и препятствующие просачиванию элементы 7 крепят к переднему элементу 4, заднему элементу 5 и соединительному листу 6. На препятствующие просачиванию элементы 7 термоплавкий адгезив наносят на упругие элементы 7G щелевым сопловым способом, и упругие элементы 7G крепят к препятствующему просачиванию нетканому материалу 7SHN посредство термоплавкого адгезива. Кроме того, препятствующий просачиванию нетканый материал 7SHN и препятствующую просачиванию пленку 7SHF взаимно соединяют путем нанесения термоплавкого адгезива на препятствующий просачиванию нетканый материал 7SHN способом спирального нанесения покрытия. Следует отметить, что в боковых областях 1F подгузника 1 передний элемент 4 вокруг обоих боковых краев 4S и задний элемент 5 вокруг обоих боковых краев 5S взаимно соединены, например, термосваркой или ультразвуковой сваркой. Следует отметить, что передний элемент 4 и задний элемент 5 могут быть соединены посредством застежки с возможностью многократного застегивания, и в этом случае могут быть использованы механические застежки типа "крючки и петли" (застежка липучка). Края 1LE, которые ограничивают ножные отверстия 1L, образованы боковыми частями 4LS нижнего края 4L переднего элемента 4, боковыми частями 5LS нижнего края 5L заднего элемента 5, и обоими краями 6S соединительного листа 6. В этом случае края 1LE образованы посредством одной операции резания, и являются плавно изогнутыми и непрерывными. В первом варианте осуществления, соответствующем настоящему изобретению, по меньшей мере часть обоих боковых краев 6S соединительного листа 6 расположена дальше к внутренней стороне в поперечном направлении LT, чем оба боковых края 3S внутреннего тела 3 в области промежутка SP между передним элементом 4 и задним элементом 5, как было описано ранее. Таким образом, диапазон движения ног пользователя может быть увеличен, сохраняя в то же самое время большую абсорбирующую поверхность для внутреннего тела 3. А именно, затруднение, с которым сталкивается пользователь при движении, может устраняться при сохранении благоприятных абсорбирующих характеристик внутреннего тела 3. В то же самое время концевые части 6SE соединительного листа 6 располагаются "дальше к внешней стороне в поперечном направлении LT, чем оба боковых края 3S внутреннего тела 3 (фиг. 2). Как результат, передний элемент 4 и задний элемент 5 могут быть надежно соединены с соединительным листом 6, облегчая в то же самое время движение ног пользователя. Кроме того, поскольку растягивающаяся часть 5 Е, имеющая упругий элемент 5FGE, предусмотрена в заднем элементе 5, форма подгузника 1 может быть сделана такой, как у трусов, и вся ягодичная область пользователя покрывается задним элементом 5. Таким образом, просачивание может быть сдержано и опасение пользователя в отношении просачивания может быть уменьшено. Кроме того, поскольку внутреннее тело 3 протягивается к боковым областям 1F (фиг. 1) упругими элементами 5FGE, коробление внутреннего тела к внутренней стороне сдерживается, сохраняя в соответствии с этим абсорбирующие характеристики внутреннего тела 3. Кроме того, поскольку края 1LE, которые ограничивают ножные отверстия 1L, являются непрерывными благодаря плавному изгибанию, они имеют изогнутую форму, которая соответствует ногам пользователя, увеличивая таким образом сцепление с пользователем. В этом случае степень прилегания дополнительно увеличивается посредством упругих элементов 4LG и 5LG. Кроме того, длина соединительного листа 6 может быть меньше длины внутреннего тела 3. Таким образом, может быть уменьшена величина соединительного листа 6, делая в соответствии с этим возможным уменьшение цены изделия. Кроме того, соединительный лист 6 мягче переднего элемента 4 и заднего элемента 5, как было описано выше. Как результат, по сравнению со случаем наличия двух листов в области 1 С ластовицы,как результата всего наружного тела 2, выполненного с верхним листом и тыльным листом, соединительный лист 6 и/или внутреннее тело 2 создает мягкое соприкосновение с ногами и/или паховой областью пользователя, и ногам пользователя становится проще двигаться. Кроме того, даже если наружное тело 2 коробится и сморщивается, менее вероятно, что пользователь почувствует стесненность. Кроме того, поскольку соединительный лист 6 образован из одного листа, стоимость изделия может быть снижена по сравнению со случаем, когда все наружное тело 2 образовано из верхнего листа и тыльного листа. Кроме того, поскольку соединительный лист 6 может быть образован из материала, отличающегося от материала переднего элемента 4 и заднего элемента 5, могут быть улучшены стоимостные показатели подгузника 1. А именно, если соединительный лист 6 образован из влагопроницаемого или влагопоглощающего материала, то может быть улучшена воздухопроницаемость в области 1 С ластовицы. Нетканый материал, содержащий волокна на основе целлюлозы, например, вискозы или волокнистой массы и полиэфирные волокна, может быть использован в качестве влагопоглощающего материала. Более конкретно, используется нетканый материал, содержащий вискозу, волокна на основе полиолефина и полиэфирные волокна (например, нетканый материал, полученный фильерным способом производства и имеющий поверхностную плотность 26 г/м 2) или нетканый материал, содержащий волокнистую массу и полиэфир(например, нетканый материал фильерного способа производства, имеющий поверхностную плотность 40 г/м 2). Кроме того, коробление внутреннего тела 3 к внутренней стороне может быть подавлено наличием соединительного листа 6. Следовательно, препятствующие просачиванию элементы 7 надежно подни-6 023249 маются вверх к пользователю. В частности, соединительный лист 6 обеспечивает исходную точку для подъема препятствующих просачиванию элементов 7 вверх к пользователю. Далее со ссылкой на фиг. 5 будет описан способ изготовления подгузника 1 первого варианта осуществления, соответствующего настоящему изобретению. Как показано на фиг. 5, способ получения абсорбирующего изделия первого варианта осуществления, соответствующего настоящему изобретению, предусматривает этап ST1 образования внутреннего тела 3, с препятствующими просачиванию элементами 7, этап ST2 образования соединительного листа 6 и этап ST3 образования непрерывного тела подгузника 1 в виде полотна W1 подгузников. На этапе ST1 абсорбирующее вещество-наполнитель 3AC, в котором предварительно были образованы прорези 3ACS, сначала обертывают непрерывным телом оберточного листа 3AW в виде полотнаW3AW оберточного листа (ST11). Следует отметить, что в этом случае абсорбирующее веществонаполнитель 3AC транспортируют так, чтобы прорези 3ACS были параллельными направлению MD хода изготовления. После этого, непрерывные тела верхнего листа 3T и тыльного листа 3B в виде полотна W3T верхнего листа и полотна W3B тыльного листа, соответственно, крепят к верхней поверхности и нижней поверхности оберточного полотна W3AW, обернутого вокруг абсорбирующего вещества-наполнителя 3AC для образования непрерывного тела внутреннего тела 3 в виде полотна W3 внутреннего тела (ST12). С другой стороны, непрерывное тело, эквивалентное двум препятствующим просачиванию пленкам 7SHF в виде полотна W7SHF препятствующей просачиванию пленки и непрерывного тела упругих элементов 7G в виде непрерывных упругих тел W7G, присоединяют к непрерывному телу, эквивалентному двум препятствующим просачиванию нетканым материалам 7SHN в виде полотна W7SHN препятствующего просачиванию нетканого материала (ST13). Затем полотно W7SHN препятствующего просачиванию нетканого материала делят вдоль направления MD хода изготовления для образования непрерывного тела препятствующих просачиванию элементов 7 в виде полотен W7 препятствующих просачиванию элементов (ST14). После этого каждое полотно W7 препятствующих просачиванию элементов крепят к тыльной стороне полотна W3 внутреннего тела, а именно, к полотну W3B тыльного листа (ST15). После этого на тыльную сторону полотна W3 внутреннего тела и полотен W7 препятствующих просачиванию элементов, а именно, на сторону, противоположную полотну W2 наружного тела, по заданной схеме рисунка (расположения) наносят термоплавкий адгезив (ST16). После этого полотно W3 внутреннего тела и полотен W7 препятствующих просачиванию элементов режут до длины одного законченного изделия для образования внутреннего тела 3, имеющего препятствующие просачиванию элементы 7 (ST17). На этапе ST2 на нижнюю сторону непрерывного тела соединительного листа 6 в виде полотна W6 соединительного листа наносят термоплавкий адгезив (ST21). После этого полотно W6 соединительного листа режут до длины одного законченного изделия для образования соединительного листа 6 (ST22). На этапе ST3 полотно W45T верхнего листа делят вдоль направления MD хода изготовления для образования непрерывного тела верхнего листа 4 Т переднего элемента 4 в виде полотна W4T верхнего листа и непрерывного тела верхнего листа 5 Т заднего элемента 5 в виде полотна W5T верхнего листа(ST31). Аналогично, полотно W45B тыльного листа делят вдоль направления MD хода изготовления для образования непрерывного тела тыльного листа 4 В переднего элемента 4 в виде полотна W4B тыльного листа, и непрерывного тела тыльного листа 5 В заднего элемента 5 в виде полотна W5B тыльного листа(ST32). Полотно W4T верхнего листа и полотно W5B тыльного листа транспортируют вдоль направления MD хода изготовления, разделнными областью SP промежутка в направлении CD, поперечном направлению хода изготовления, практически перпендикулярном направлению MD хода изготовления. Кроме того, непрерывные тела упругих элементов 4WG и 5WG в виде непрерывных упругих телW4WG и W5WG, а также непрерывные тела упругих элементов 4FG и 5FG в виде непрерывных упругих тел W4FG и W5FG, соответственно, присоединяют к полотнам W4B и W5B тыльных листов, будучи растянутыми в направлении MD (ST33). После этого полотна W4T и W5T верхних листов, соответственно, перекрывают и прижимают к полотнам W4B и W5B тыльных листов для образования непрерывных тел переднего элемента 4 и заднего элемента 5 в виде полотна W4 переднего элемента и полотна W5 заднего элемента(ST 34). Как результат,непрерывные упругие тела W4WG, W5WG, W4FG, W5FG удерживаются на полотнах W4B и W5B тыльных листов и полотнах W4T и W5T верхних листов. Кроме того, внешние края полотен W4B и W5B тыльных листов складывают для образования сложенных частей 5F (ST35). Кроме того, соединительный лист 6 присоединяют к полотну W4 переднего элемента и полотну W5 заднего элемента с интервалами в направлении хода изготовления так, чтобы охватывать с двух сторон область SP промежутка. Как результат, образуют непрерывное тело наружного тела 2 в виде полотна W2 наружного тела (ST36). Следует отметить, что в случае образования областей вокруг обоих концов соединительного листа 6 в продольном направлении LN для его прослаивания между верхними листами 4 Т и 5 Т и тыльными листами 4 В и 5 В соединительный лист 6 сначала присоединяют к полотнам W4T и W5T верхних листов,после чего полотна W4B и W5B тыльных листов перекрывают (покрывают) соединительным листом 6 и полотнами W4T и W5T верхних листов. Альтернативно, соединительный лист 6 сначала присоединяют к полотнам W4B и W5B тыльных листов, после чего полотна W4T и W5T верхних листов перекрывают соединительным листом 6 и полотнами W4B и W5B тыльных листов. После этого осуществляют резку полотна W2 наружного тела с интервалом в направлении MD хода изготовления для образования краев 1LE, которые ограничивают ножные отверстия 1L (ST37). В этом случае, соединительный лист 6 режут так, чтобы оба боковых края 6S соединительного листа 6 становились изогнутыми внутрь, или так, чтобы по меньшей мере часть обоих боковых краев 6S соединительного листа 6 в области SP промежутка располагалась дальше к внутренней стороне в поперечном направлении LT, чем оба боковых края 3S внутреннего тела 3. Следует отметить, что резку осуществляют один раз вдоль, например, кольцевой линии СТ реза. В этом случае регенерируется материал подравнивания. После этого тело 3, имеющее препятствующими просачиванию элементами 7, присоединяют к полотну W4 переднего элемента, полотну W5 заднего элемента и соединительному листу 6 для образования полотна W1 подгузника (ST38). После этого полотно W1 подгузника складывают вдоль линии FL складывания, лежащей в направлении MD хода изготовления (не показано). В этом случае линия FL складывания может быть в середине полотна W1 подгузника в направлении CD, поперечном направлению хода изготовления, или может быть смещена от середины. После этого полотно W4 переднего элемента и полотно W5 заднего элемента частично соединяют с интервалами в направлении MD хода изготовления для образования в результате этого соединенных частей. Затем полотно W1 подгузника режут в этих соединенных частях в направлении CD, поперечном направлению хода изготовления, для образования подгузника 1 (не показано). В этом случае, в первом варианте осуществления, соответствующем настоящему изобретению, резку для образования краев ILE, которые ограничивают ножные отверстия 1L, выполняют после того, как соединительный лист 6 соединен с полотном W4 переднего элемента и полотном W5 заднего элемента. Как результат, резка может быть выполнена с полотном W2 наружного тела, а именно, с полотном W4 переднего элемента и полотном W5 заднего элемента, взаимно соединенными с соединительным листом 6, без складок как результат соответствующего приложения тягового усилия к внешней стороне в направлении CD, поперечном направлению хода изготовления. Таким образом, ножные отверстия 1L могут быть образованы в надлежащей форме. Кроме того, наружное тело 3 может быть присоединено к полотну W2 внутреннего тела без складок. Таким образом, внутреннее тело 3 может быть надежно присоединена к полотну W2 внутреннего тела. То есть, существует опасность образования складок (морщин) в полотне W4 переднего элемента и полотне W5 заднего элемента в состоянии, в котором они не являются взаимно соединенными посредством соединительного листа 6, и если резку выполняют во время такого состояния, то существует опасность того, что края 1LE, которые ограничивают ножные отверстия 1L, отклоняются от надлежащей формы. Кроме того, также является трудным надежное присоединение внутреннего тела 3 к полотну W2 наружного тела во время этого состояния. С другой стороны, при выполнении резки, полотно W4 переднего элемента и полотно W5 заднего элемента вокруг краев 1LE, которые ограничивают ножные отверстия 1L, становятся прерывистыми в направлении MD хода изготовления. Поскольку эти прерывистые части не удерживаются в направлении MD хода изготовления, имеется опасность того, что эти части свертываются (завертываются) и болтаются, вызывая в соответствии с этим образование складок или неплотное прилегание полотна W4 переднего элемента и полотна W5 заднего элемента. Кроме того, при образовании таких прерывистых частей, непрерывные упругие тела W4LG иW5LG, например, полотна W4 переднего элемента и полотна W5 заднего элемента, сокращаются а направлении CD, поперечном направлению хода изготовления, снова приводя в результате к опасности образования складок и неплотного прилегания полотна W4 переднего элемента и полотна W5 заднего элемента. При попытке присоединения соединительного листа 6 или внутреннего тела 3 к полотну W4 переднего элемента и полотну W5 заднего элемента, в которых возникает образование складок, соединительный лист 6 или внутреннее тело 3 не соединяются надежно с полотном W4 переднего элемента и полотном W5 заднего элемента, приводя в результате из-за этого к опасности снижения эффективности подгузника 1. В противоположность этому, в первом варианте осуществления настоящего изобретения, после того, как полотно W4 переднего элемента и полотно W5 заднего элемента взаимно соединены посредством соединительного листа 6, для образования краев 1LE вслед за присоединением внутреннего тела 3 выполняют резку. Таким образом, не возникают проблемы, подобные тем, которые были описаны выше. Следует отметить, что эти проблемы являются необычными для способов получения подгузника 1, в котором передний элемент 4 и задний элемент 5 образуют из отдельных листов, и не возникает в способах изготовления подгузников, в которых передний элемент и задний элементы выполняют из одного листа. Кроме того, резку для образования краев 1LE не выполняют на внутреннем теле 3, в соответствии с этим, исключая опасность повреждения внутреннего тела 3 этой резкой. Таким образом, эффективность подгузника 1 может поддерживаться на высоком уровне. Кроме того, в первом варианте осуществления, соответствующем настоящему изобретению, соединительный лист 6 не присоединяют к полотну W4 переднего элемента и полотну W5 заднего элемента в виде полотна, а присоединяют прерывисто после резки на величину, эквивалентную одному законченному изделию. Как результат, затраты, связанные с соединительным листом 6, могут быть значительно снижены. Это имеет место вследствие того, что если соединительный лист 6 присоединяют в виде полотна, то большинство обрывов соединительного листа 6 удаляется благодаря резке. Кроме того, поскольку соединительный лист присоединяют прерывисто, концевые части 6SE могут быть расположены дальше к внутренней стороне в поперечном направлении LT, чем боковые части 4LS переднего элемента и боковые части 5LS заднего элемента, которые ограничивают ножные отверстия 1L. Как результат, соединительный лист 6 отсутствует вокруг боковых частей 4LS и 5LS, улучшая в соответствии с этим комфорт при ношении абсорбирующего изделия. То есть, на фиг. 20 иллюстрируется случай полотна W6 соединительного листа, присоединенного к полотну W4 переднего элемента и полотну W5 заднего элемента, и в этом случае концевые части 6SE' на стороне заднего элемента 5 совпадают с боковыми частями 5LS, и соединительный лист 6, таким образом, присутствует вокруг боковых частей 5LS. Кроме того, части 6' в соединительном листе 6, которые перекрывают передний элемент 4, проходят к боковым краям 4S переднего элемента вдоль боковых частей 4LS, и соединительный лист 6, таким образом, присутствует вокруг боковых частей 4LS. Как результат, области вокруг боковых частей 4LS и 5LS становятся сравнительно твердыми (жесткими), приводя в результате в соответствии с этим к опасности создания ощущения дискомфорта для ног пользователя. В противоположность этому в первом варианте осуществления, соответствующем настоящему изобретению, вышеупомянутой проблемы не имеет места, поскольку концевые части 6SE располагаются дальше к внутренней стороне в поперечном направлении LT, чем боковые части 4LS и 5LS. Кроме того,поскольку площадь поверхности соединительного листа 6 может быть уменьшена, могут быть снижены затраты на материал. Следует отметить, концевым частям 6SE не обязательно требуется проходить в поперечном направлении LT, но предпочтительнее иметь изогнутую форму. Кроме того, только одна из концевых частей 6SE на стороне переднего элемента 4 и концевые части 6SE на стороне заднего элемента 5 могут располагаться дальше к внутренней стороне в поперечном направлении LT, чем боковые части 4LS и 5LS. На фиг. 6 иллюстрируется схема рисунка нанесения адгезива на этапе ST 16. Как показано на фиг. 6, ширина области AZ, где наносят адгезив, изменяется вдоль продольного направления LN. В частности, область AZ нанесения адгезива имеет концевые области AZE, расположенные на обоих концах в продольном направлении LN, центральную область AZC, расположенную между концевыми областями AZE,и промежуточную область AZI, расположенную между областьюAZE и центральной областью AZC на стороне заднего элемента 5. Обе концевые области AZE и промежуточная область AZI не перекрывают соединительный лист 6, но предпочтительнее центральная область AZC перекрывает соединительный лист 6. Ширины обеих концевых областей AZE практически совпадают со всей шириной внутреннего тела 3 и препятствующих просачиванию элементов 7, и имеют наибольшую ширину. Это должно препятствовать отделению внутреннего тела 3 и препятствующим просачиванию элементам 7 от переднего элемента 4 и заднего элемента 5 и исключить возникновение ощущения дискомфорта на участке тела пользователя. Ширина центральной области AZC меньше ширины внутреннего тела 3 и является самой малой шириной. В первом варианте осуществления, соответствующем настоящему изобретению, ширина центральной области AZC составляет приблизительно 90 мм. Ширина промежуточной области AZI является промежуточной ширине обеих концевых областейAZE и центральной области AZC. В этом случае, поскольку адгезив не нанесен на обе стороны в поперечном направлении LT центральной области AZC и промежуточной области AZI, образуются неприкрепленные области NC, где внутреннее тело 3 и препятствующие просачиванию элементы 7 не прикреплены к наружному телу 2. Ширина неприкрепленной области NC вокруг центральной области AZC больше ширины неприкрепленной области NC вокруг промежуточной области AZI. Кроме того, неприкрепленная область NC также образована в середине в поперечном направлении центральной области AZC. В этом случае часть вокруг наружного тела 2, в частности, оба края 6S соединительного листа 6, и внутреннее тело 3 не являются взаимно прикрепленными между передним элементом 4 и задней деталью 5. Таким образом, внутреннее тело 3 просто деформируется в соответствии с телосложением (физическими данными) пользователя, увеличивая в соответствии с этим прилегание внутреннего тела 3. Препятствующие просачиванию элементы 7 поднимаются вверх, благодаря использованию в качестве исходных точек краев AZS, расположенных на обеих сторонах в поперечном направлении центральной области AZC и промежуточной области AZI. Таким образом, как результат увеличивающегося размера неприкрепленной области NC вокруг центральной области AZC, может увеличиваться величина подъема препятствующих просачиванию элементов 7. Кроме того, может увеличиваться прилегание внутреннего тела 3 к телу пользователя. В противоположность этому неприкрепленная область NC вокруг промежуточной области AZI уменьшается в размере, подавляя в соответствии с этим подъем препятствующих просачиванию элементов 7. Как результат, предотвращается чрезмерный подъем препятствующих просачиванию элементов 7,который заставляет их покрывать абсорбирующую поверхность внутреннего тела 3. Кроме того, если промежуточная область AZI выполнена на стороне заднего элемента 5, в частности, ягодичной зоне пользователя, препятствующие просачиванию элементы 7 могут удерживаться от выбивания в месторасположение ягодичной зоны, улучшая в соответствии с этим ощущение комфорта. Следует отметить, что на этапе ST16 (фиг. 5) вышеописанное образование схемы рисунка может быть облегчено нанесением адгезива в направлении MD полотна W3 внутреннего тела и полотен W7 препятствующих просачиванию элементов. Следует отметить то, что как показано на фиг. 7(а), ширина промежуточной области AZI может быть сделана практически совпадающей со всей шириной внутреннего тела 3 и препятствующих просачиванию элементов 7. В этом случае также может быть предотвращено чрезмерное коробление препятствующих просачиванию элементов 7. Следует отметить, что неприкрепленная область NC в середине продольного направления LN отсутствуют в этом примере. В альтернативном варианте, как показано на фиг. 7(b), неприкрепленные области NC могут быть также предусмотрены смежно обеим концевым областям AZE. В этом случае предупреждается образование складок и коробления внутреннего тела 3. Как результат, ощущение комфорта улучшается, и сохраняются стабильные абсорбирующие характеристики внутреннего тела 3. На фиг. 8 и 9 показан второй вариант осуществления, соответствующий настоящему изобретению. В обеспечение объяснения различий между этим вторым вариантом осуществления и первым вариантом осуществления, соответствующих настоящему изобретению, в данном втором варианте осуществления, соответствующем настоящему изобретению, упругие элементы 5LG прерывисто размещены вдоль нижнего края 5L заднего элемента 5. В частности, хотя упругие элементы 5LG предусмотрены вдоль боковых частей 5LS нижнего края 5L, они не предусмотрены вдоль центральной части 5LC. Эти упругие элементы 5LG обеспечивают упругое взаимодействие между боковыми областями 1F и областью 1 С ластовицы подгузника 1. Как результат, внутреннее тело 3 дополнительно протягивается к боковым областям 1F. Кроме того, обеспечивается прилегание в ножных отверстиях 1L. Следует отметить, что может также не предусматриваться упругий элемент 5FGE. Кроме того, длина соединительного листа 6 в продольном направлении LN практически равна длине внутреннего тела 3. Кроме того, упругие элементы 6CG предусмотрены смежно обоим боковым краям 6S соединительного листа 6. Упругие элементы 6CG прикреплены к соединительному листу 6, будучи растянутыми в продольном направлении LN. Сложенные части 6F предусмотрены на обоих боковых краях 6S соединительного листа 6, где складывается соединительный лист 6, и упругие элементы 6CG прикреплены к соединительному листу 6 в сложенных частях 6F. Если упругие элементы 6CG предусмотрены таким образом, то кроме этого дополнительно обеспечивается прилегание внутреннего тела 3, предупреждается обнажение кожи тела пользователя, придавая в соответствии с этим пользователю ощущение облегчения. Хотя длина упругих элементов 6CG меньше длины соединительного листа 6, упругие элементы 6CG перекрывают передний элемент 4 и задний элемент 5. Как результат, эффект притягивания от области 1 С ластовицы к боковым областям 1F увеличивается в координации с вышеупомянутыми упругими элементами 5LG. Следует отметить, что дополнительный упругий элемент может быть предусмотрен практически в середине соединительного листа 6 в поперечном направлении LT. Это будет случай, в котором дополнительно увеличивается сцепление внутреннего тела 3. В этом случае дополнительным упругим элементом предпочтительно обеспечивается перекрытие прорезей 3ACS. Упругие элементы 5LG и 6CG могут быть образованы таким же образом, что и вышеописанные упругие элементы. Во втором варианте осуществления, соответствующем настоящему изобретению, упругие элементы 5LG и 6CG, соответственно, образованы из спандекса, имеющего толщину 620 децитекс и коэффициент растяжения, составляющий 2,2. На фиг. 10 иллюстрируется способ получения второго варианта осуществления, соответствующего настоящему изобретению. Для объяснения различий между этим способом изготовления и способом изготовления первого варианта осуществления настоящего изобретения, иллюстрируемого на фиг. 5, непрерывное тело упругих элементов 6CG в виде непрерывного тела W6CG упругих элементов, присоединяют к полотну W6 соединительного листа (ST40) для образования сложенных частей 6F (ST41). После этого для образования боковых краев 6S, изогнутых к внутренней стороне (ST42), на обеих сторонах полотна W6 соединительного листа с интервалами в направлении MD транспортирования выполняют резку. После этого на стороны полотна W6 соединительного листа, противоположные полотну W3 внут- 10023249 реннего тела и полотнам W7 препятствующих просачиванию элементов, наносят адгезив (ST43). В этом случае, адгезив наносят, используя рисунок нанесения, иллюстрируемый на фиг. 6, 7(а) и 7(b). После этого полотно W6 соединительного листа присоединяют к полотну W3 внутреннего тела и полотнам W7 препятствующих просачиванию элементов (ST44). Затем на тыльную сторону полотна W6 соединительного листа, в частности, на сторону, противоположную полотну W2 наружного тела, наносят адгезив (ST45), подобным образом, что и на этапе ST21. После этого осуществляют резку полотна W6 соединительного листа вместе с полотном W3 внутреннего тела и полотнами W7 препятствующих просачиванию элементов (ST17'). С другой стороны, адгезив наносят на полотно W5B тыльного листа полотна W5 тыльного листа для крепления непрерывного тела упругих элементов 5LG в виде непрерывного упругого тела W5LG(ST50). После этого непрерывное упругое тело W5LG присоединяют к полотну W5B тыльного листа практически в том же самом месте, что и непрерывные упругие тела W4FG и W5FG (ST51). В этом случае непрерывное упругое тело W5LG подают во время совершения колебаний в направлении CD, поперечном направлению хода изготовления. Затем полотна W4T и W5T верхних листов перекрывают для образования полотна W4 переднего элемента и полотна W5 заднего элемента (ST34'). Практически одновременно с перекрытием полотна W5 верхнего листа и полотна W5B тыльного листа, непрерывное упругое тело W5LG, которое выступает в области SP промежутка, удерживается посредством пары лент и подобных рабочих органов и отрезается (ST52). Таким образом образуют прерывистые упругие элементы 5LG. После этого резку выполняют на полотне W4 переднего элемента и полотне W5 заднего элемента для образования краев 1LE, которые ограничивают ножные отверстия 1L (ST37'). В этом случае полотноW5 заднего элемента режут вдоль упругих элементов 5LG. Затем соединительный лист 6 присоединяют к полотну W4 переднего элемента и полотну W5 заднего элемента вместе с внутренним телом 3 и препятствующими просачиванию элементами 7 (ST38'). В этом случае соединительный лист 6 и подобные элементы режут так, чтобы края, образуемые в полотнеW4 переднего элемента и полотне W5 заднего элемента, были непрерывными с обоими боковыми краями соединительного листа 6. Таким образом во втором варианте осуществления, соответствующем настоящему изобретению,непрерывный лист 6 сначала соединяют с внутренним телом 3, а затем соединяют с наружным телом 2. Кроме того, оба изогнутых боковых края 6S образуют в соединительном листе 6 на отдельном этапе(ST42) резки, вместо этапа резки полотна S2 наружного тела. На фиг. 11 показан третий вариант осуществления, соответствующий настоящему изобретению. В этом третьем варианте осуществления, упругие элементы 5LG предусмотрены непрерывно, а не прерывисто. В частности, упругие элементы 5LG предусмотрены вдоль боковых частей 5LS и центральной части 5LC нижнего края 5L. Как результат, поскольку упругие элементы 5LG перекрывают внутреннее тело 3, внутреннее тело 3 дополнительно прилегает к телу пользователя. Для обеспечения упругих элементов 5LG, таким образом, непрерывное упругое тело W5LG совершает колебания без выступания из полотна W5 заднего элемента (смотри ST51). Это тот случай, когда нет больше необходимости в резке и удалении выступающего непрерывного упругого тела W5LG. На фиг. 12 показан четвертый вариант осуществления, соответствующий настоящему изобретению. В этом четвертом варианте осуществления, упругие элементы 4LG предусмотрены вдоль нижнего края 4L переднего элемента 4 подобным образом, что и упругие элементы 5LG заднего элемента 5. Как результат, внутреннее тело 3 вытягивается к боковым областям 1F в паховой области пользователя, дополнительно предупреждая в соответствии с этим смещение из заданного положения внутреннего тела 3. Эти упругие элементы 4LG и 5LG могут быть предусмотрены прерывисто, как показано на фиг. 12,или непрерывно. Однако, если упругие элементы 4LG переднего элемента 4 предусмотрены прерывисто,в частности, если упругие элементы 4LG являются перекрывающими внутренне тело 3 или соединительный лист 6, то предотвращается сужение ширины внутреннего тела 3 на брюшной стороне. Таким образом, это особенно предпочтительно в случае, когда пользователем является мужчина. С другой стороны,в случае обеспечения упругих элементов 4LG непрерывно, если упругий элемент 4LG предусмотрен смежно мочеполовой области женщины, то увеличивается прилегание 6 внутреннего тела 3. В альтернативном варианте осуществления, если упругий элемент 4LG предусмотрен так, чтобы проходить ниже мужских гениталий, то в подгузнике 1 может быть образована полость, улучшая в соответствии с этим комфорт для пользователей, которые являются мужчинами. Следует отметить, что упругий элемент 4LG может быть присоединен также как упругий элемент 5LG. Кроме того, во время резки (смотри ST37'), полотно W4 переднего элемента и полотно W5 заднего элемента режут вдоль упругих элементов 4LG и 5LG. На фиг. 13 иллюстрируется пятый вариант осуществления, соответствующий настоящему изобретению. В этом пятом варианте осуществления упругий элемент 4LG предусмотрен в переднем элементе 4,- 11023249 тогда как упругий элемент 5LG предусмотрен в заднем элементе 5. Упругий элемент 4LG может быть предусмотрен прерывисто или непрерывно. На фиг. 14 и 15 показан шестой вариант осуществления, соответствующий настоящему изобретению. В этом шестом варианте осуществления, как показано на фиг. 14, передний элемент 4 и задний элемент 5 имеют практически одну и те же форму. В частности, передний элемент 4 предусмотрена с прямоугольной поясной частью 4W и трапециевидной растягивающейся частью 4 Е, проходящей от поясной части 4W к заднему элементу 5, в то время как задний элемент 5 предусмотрена с прямоугольной поясной частью 5W и трапециевидной растягивающейся частью 5 Е, проходящей от поясной части 5W к переднему элементу 4. Нижний край переднего элемента 4, а именно, нижний край 4L растягивающейся части 4 Е, предусмотрен с центральной частью 4LC, располагающейся практически в середине в поперечном направлении LT, боковыми частями 4LS, расположенными на обеих сторонах центральной части 4LC в поперечном направлении, причем центральная часть 4LC проходит практически в поперечном направлении, а боковые части 4LS проходят линейно к верхнему краю 4U под углом относительно поперечного направления LT. Нижний край заднего элемента 5, а именно, нижний край 5L растягивающейся части 5 Е, предусмотрен с центральной частью 5LC, расположенной практически в середине в поперечном направлении LT, и боковыми частями 5LS, расположенными на обеих сторонах центральной части 5LC в поперечном направлении LT, причем центральная часть 5LC проходит практически в поперечном направлении LT, а боковые части 5LS проходят линейно к верхнему краю 5U под углом относительно поперечного направления LT. Следует отметить, что боковые части 4LS и 5LS могут также быть в форме кривых. Соединительный лист 6 прикреплен на нем к переднему элементу 4 вокруг центральной части 4LC и заднему элементу 5 вокруг центральной части 5LC, соответственно. Как показано на фиг. 15, в шестом варианте осуществления настоящего изобретения, полотно W45 листов, образованное путем взаимного крепления полотна W45T верхнего листа и полотна W45B тыльного листа, режут вдоль линии CTW резания, совершающей колебания вдоль направления, поперечного направлению хода изготовления, во время транспортирования в направлении MD, для образования полотна W4 переднего элемента и полотна W5 заднего элемента (ST60). В этом случае, как передний элемент 4, так и задний элемент 5 имеет альтернативно соединенные выпуклые части W4C и W5C и вогнутые части W4D и W5D. Следует отметить, что вогнутые части W4C и 5WC соответствуют растягивающимся частям 4 Е и 5 Е. После этого выпуклые части W4C и W5C и вогнутые части W4D и W5D полотна W4 переднего элемента и полотна W5 заднего элемента взаимно размещают рядами во время транспортирования полотна W4 переднего элемента и полотна W5 заднего элемента (ST61). В это время между выпуклыми частями W4C и W5C образуется область SP промежутка (см. японский патент 3916878). Затем соединительный лист 6 соединяют с полотном W4 переднего элемента и полотном W5 заднего элемента для образования полотна W2 наружному телу (ST62). В этом случае боковые края 6S соединительного листа 6 предварительно режут так, чтобы соединительный лист 6 имел суженную часть. После этого внутренне тело 3 присоединяют к полотну W2 наружного тела (ST63). Это тот случай, когда значительно уменьшаются потери материала на подравнивание, поскольку края 1LE, которые ограничивают ножные отверстия 1L, образуют без необходимости резания. На фиг. 16-18 иллюстрируется седьмой вариант осуществления, соответствующий настоящему изобретению. Как показано на фиг. 16 и 17, в этом седьмом варианте осуществления верхние листы 4 Т и 5 Т образованы из нерастяжимого нетканого материала, в то время как тыльные листы 4 В и 5 В образованы из растяжимого листа. В этом случае растяжимый нетканый материал, содержащий, например, растяжимые термопластичные волокна и эластомерные волокна, может быть использован в качестве растяжимого листа. Кроме того, для термопластичных волокон могут быть использованы волокна на основе полиолефина, например, полипропиленовые или полиэтиленовые волокна, или волокна на основе полиэфира, например, полиэтилентерефталатные или полипропилентерефталатные волокна. Кроме того, для эластомерных волокон могут быть использованы волокна на основе уретана, например, полиуретановые волокна, волокна на основе полистирола или волокна на основе каучука и подобные волокна. Кроме того, растяжимый нетканый материал может быть получен, например, фильерным способом производства или термоскреплением волокон горячим воздухом. Следует отметить, что растяжимый нетканый материал используют после вытягивания посредством зубчатого устройства для демонстрации растяжения в направлении MD хода изготовления. Тыльные листы 4 В и 5 В, образованные из растяжимого листа, в этом случае обеспечивают упругое взаимодействие между боковыми областями 1F и областью 1 С ластовицы подгузника 1. Следует отметить, что растяжимый лист может быть предусмотрен непрерывно или прерывисто в направлении MD хода изготовления. Кроме того, растяжимый лист может быть предусмотрен в одном из элементов (переднего элемента 4 или заднего элемента 5) или в обоих элементах (переднего элемента 4 и заднего элемента 5). Как показано на фиг. 18, полотно W45B тыльного листа крепят к полотну W45T верхнего листа,будучи растянутым в направлении MD (ST70). Следует отметить, что в это время непрерывные упругие тела W4WG, W5WG, W4FG, W5FG, на которые нанесен адгезив, подают на полотно W45T верхнего листа. После этого полотно W45T верхнего листа отгибают назад на обоих боковых краях в направленииMD хода изготовления и перекрывают полотном W45B тыльного листа (ST71). Как результат, образуется целостное полотно WI, в котором полотно W45B тыльного листа и непрерывные упругие тела W4WG,W5WG, W4FG, W5FG интегрированы в единый компонент. Затем интегральное (комплексное) полотно WI делят на полотно W4 переднего элемента и полотноW5 заднего элемента (ST72). После этого соединительный лист 6 соединяют с полотном W4 переднего элемента и полотном W5 заднего элемента (ST73) для образования краев 1LE, которые ограничивают ножные отверстия 1L (ST74). Затем присоединяют внутреннее тело 3 (ST75). Следует отметить, что поскольку полотно W45B тыльного листа растягивается в направлении MD хода изготовления и сокращается в направлении CD, поперечном направлению MD хода изготовления,перед местоположением каждой технологической обработки обеспечивается контроллер положения так,чтобы ширины комплексного полотна WI, полотна W4 переднего элемента и полотна W5 заднего элемента в направлении CD, поперечном направлению MD хода изготовления, поддерживались при должных величинах. В вышеупомянутом седьмом варианте осуществления передний элемент 4 и задний элемент 5 образованы из взаимно перекрывающихся растяжимого листа и нерастяжимого нетканого материала. Однако по меньшей мере часть переднего элемента 4 или заднего элемента 5, например часть вокруг ножных отверстий 1L, может также быть образована только из растяжимого листа. В этом случае, часть, образованную только из растяжимого листа, образуют из одного или множества растяжимых листов. В случае образования этой части из растяжимого нетканого материала, например, растяжимого уретанового нетканого материала фильерного способа производства, поверхностная плотность этой части предпочтительно составляет 50 г/м 2 или более, и, например, 80 г/м 2. Это тот случай, в котором улучшена способность к растяжению переднего элемента 4 или заднего элемента 5, или, другими словами, размер максимально растянутого переднего элемента 4 или заднего элемента 5 становится больше, или растяжение имеет место продольном направлении LN подгузника 1 (смотри фиг. 2). Как результат, передний элемент 4 или задний элемент 5 вокруг ножных отверстий 1L тесно прилегает (пригоняется) к ногам пользователя, приводя в результате этого к большему комфорту. На фиг. 19 иллюстрируется восьмой вариант осуществления, соответствующий настоящему изобретению. В этом восьмом варианте осуществления соединительный лист 6 имеет прямоугольную форму, которая не имеет суженной части, и, таким образом, все боковые края 6S соединительного листа 6 расположены дальше к внутренней стороне в поперечном направлении LT, чем оба боковые края 3S наружного тела 3. Это тот случай, в котором ногам пользователя становится даже проще двигаться. Форму этого типа соединительного листа 6 получают выполнением резки для образования краев 1LE, которые ограничивают ножные отверстия 1L (ST37 на фиг. 5), так что соединительный лист 6 не режут. Как результат, поскольку полотно W4 переднего элемента и полотно W5 заднего элемента не режут вместе со сравнительно мягким соединительным листом 6, нагрузка на режущую пластину, используемую при резке, может быть уменьшена, делая в соответствии с этим возможным увеличение срока службы режущей пластины. Описанные выше варианты осуществления могут быть также адекватно взаимно скомбинированы друг с другом. Список ссылочных позиций 1 - подгузник,1 С - область ластовицы,1F - боковые области,1L - ножные отверстия,2 - наружное тело,3 - внутреннее тело,4 - передний элемент,5 - задний элемент,6 - соединительный лист,7 - препятствующие просачиванию элементы,SP - область промежутка. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Абсорбирующее изделие (1) типа трусов, содержащее основу (2), имеющее взаимно отделнные передний элемент (4), задний элемент (5) и соединительный лист (6), где передний элемент (4) и задний элемент (5) взаимно соединены в боковых областях (1F) и взаимно соединены посредством соединительного листа (6), проходящего в направлении от передней к задней стороне (FR) в области ластовицы (1 С),и влагопоглощающую структуру (3), содержащую абсорбирующий элемент, которая перекрывает соединительный лист (6) и прикреплена к нему на внутренней стороне основы (2), в которой соединительный лист (6) в области между передним элементом (4) и задним элементом (5) имеет изогнутую вовнутрь центральную часть (6SC) с обоих боковых крав (6S) в продольном направлении(LN), и оба края (6S) соединительного листа (6) проходят дальше внутрь к мнимой линии, проходящей по центру основы в продольном направлении, чем оба края (3S) влагопоглощающей структуры (3) в поперечном направлении (LT) в области между передним элементом (4) и задним элементом (5),причм абсорбирующее изделие (1) содержит пару ножных отверстий (1L), каждое из которых ограничено краем (1LE), который образован нижним краем (4L) переднего элемента (4) и нижним краем(5L) заднего элемента (5), причм края (6SE) соединительного листа (6) в поперечном направлении (LT) перекрыты передним элементом (4) или задним элементом (5) и расположены дальше внутрь к указанной мнимой линии, чем нижний край (4L) переднего элемента (4) и нижний край (5L) заднего элемента (5), которые ограничивают ножные отверстия (1L), а края (6SE) соединительного листа (6) в поперечном направлении (LT) расположены дальше от указанной мнимой линии, чем оба края (3S) влагопоглощающей структуры (3) в поперечном направлении(LT) в области, где соединительный лист (6) перекрывает передний элемент (4) или задний элемент (5). 2. Абсорбирующее изделие (1) по п.1, содержащее незакреплнные области, где соединительный лист (6) и влагопоглощающая структура (3) не являются взаимно закреплнными, выполненные вокруг обоих крав соединительного листа (6) в поперечном направлении в области между передним элементом(4) и задним элементом (5). 3. Абсорбирующее изделие (1) по п.1 или 2, содержащее препятствующие просачиванию элементы(7), поднимающиеся вверх к телу пользователя при ношении изделия, выполненные на обеих сторонах влагопоглощающей структуры (3) в поперечном направлении. 4. Абсорбирующее изделие (1) по любому из пп.1-3, в котором передний элемент (4) или задний элемент (5) содержит поясную часть и растягивающуюся часть, которая проходит вниз от поясной части,причм соединительный лист (6) соединн с растягивающейся частью, и части нижнего края растягивающейся части, которые ограничивают ножные отверстия (1L), расположены под углом относительно поперечного направления, где упругий элемент, который обеспечивает упругое действие между боковыми областями (1F) и областью ластовицы (1 С), присоединн к растягивающейся части в растянутом состоянии. 5. Абсорбирующее изделие (1) по п.4, в котором края, которые ограничивают ножные отверстия
МПК / Метки
МПК: A61F 13/494, A61F 13/496, A61F 13/15
Метки: изделие, абсорбирующее
Код ссылки
<a href="https://eas.patents.su/24-23249-absorbiruyushhee-izdelie.html" rel="bookmark" title="База патентов Евразийского Союза">Абсорбирующее изделие</a>
Абсорбирующее изделие
Номер патента: 17778
Опубликовано: 29.03.2013
Авторы: Накаджима Кайо, Минато Хиронао, Нитта Рейко
МПК: A61F 13/15, A61F 13/494, A61F 13/49...
Метки: абсорбирующее, изделие
Формула / Реферат:
1. Абсорбирующее изделие для ношения пользователем, содержащее корпус, имеющий направление спереди назад, соответствующее переднезаднему направлению тела пользователя, и поперечное направление, перпендикулярное указанному направлению спереди назад, переднюю поясную область, заднюю поясную область и промежностную область, проходящую между передней и задней поясными областями, влагопоглощающую структуру, расположенную в промежностной области,...
Абсорбирующее изделие
Номер патента: 18076
Опубликовано: 30.05.2013
Авторы: Хашино Акира, Кудо Джун, Киношита Хидэюки
МПК: A61F 13/472, A61F 13/494, A61F 13/15...
Метки: изделие, абсорбирующее
Формула / Реферат:
1. Абсорбирующее изделие, выполненное протяженным в продольном направлении, содержащее верхний слой, включающий верхний лист, нижний слой, содержащий задний лист, и абсорбирующий слой, расположенный между этими двумя слоями и содержащий абсорбирующую сердцевину, выполненную протяженной в продольном направлении, а также содержащее пару стенок для защиты от протекания, расположенных вблизи противоположных боковых кромок абсорбирующей сердцевины...
Абсорбирующее изделие
Номер патента: 20719
Опубликовано: 30.01.2015
Авторы: Хашимото Тацуя, Оцубо Тошифуми, Ишикава Шиничи, Окуда Дзюн
МПК: A61F 13/496
Метки: абсорбирующее, изделие
Формула / Реферат:
1. Абсорбирующее изделие, имеющее продольное направление Y и поперечное направление X, перпендикулярное продольному направлению, содержащееоснову;поясное отверстие;два отверстия для ног,причем основа содержитпервую поясную область, сформированную из волокнистого нетканого материала, содержащего, по меньшей мере, термопластические волокна, имеющую первые боковые края, расположенные противоположно в указанном поперечном направлении, и первый...
Абсорбирующее изделие
Номер патента: 22149
Опубликовано: 30.11.2015
Авторы: Тандзи Хиройуки, Маеда Йуки, Такино Сюнсукэ
МПК: A61F 13/49
Метки: изделие, абсорбирующее
Формула / Реферат:
1. Абсорбирующее изделие, имеющее вертикальное направление, продольное направление и окружное направление и содержащее поясные элементы, образующие кольцеобразно переднюю поясную область и заднюю поясную область в окружном направлении, и влагопоглощающую структуру, образующую промежностную область, проходящую между указанными передней и задней поясными областями, причем поясные элементы оснащены эластичными средствами, окружающими поясное...
Абсорбирующее изделие и способ его изготовления
Номер патента: 18042
Опубликовано: 30.05.2013
Авторы: Кашиваги Масахиро, Окада Саори
МПК: A61F 13/511, A61F 13/472, A61F 13/15...
Метки: изделие, абсорбирующее, изготовления, способ
Формула / Реферат:
1. Абсорбирующее изделие, имеющее внутреннюю сторону, обращенную к коже пользователя, внешнюю сторону, обращенную к одежде пользователя, влагопроницаемый верхний лист, образующий сторону, обращенную к коже пользователя, и сформированный с отверстиями, влагонепроницаемый оборотный лист, образующий сторону, обращенную к одежде пользователя, влагопоглощающую структуру, расположенную между указанными верхним и оборотным листами, и подушечный лист,...
Предыдущий патент: Фармацевтические субстанции на основе митохондриально-адресованных антиоксидантов
Следующий патент: Система уплотнения фланцев
Случайный патент: Система электронного голосования