Применение сферических металлических частиц в качестве добавок для лазерной маркировки герметизирующих уплотнительных материалов, или материалов покрытия, или красок, содержащих полимер, а также поддающийся лазерной маркировке герметизирующий уплотнительный материал, или материал покрытия, или поддающаяся лазерной маркировке краска, содержащие полимер

Формула / Реферат
1. Добавка для поддающегося лазерной маркировке уплотнительного материала, герметизирующего материала или материала покрытия, изготовленного из пластмассы, или для состава краски, изготовленной из пластмассы, где указанная добавка представляет собой сферические металлические частицы, которые не содержат сурьмы и/или соединений, содержащих сурьму, отличающаяся тем, что распределение по размерам указанных сферических металлических частиц, определяемое посредством лазерной гранулометрии, в форме объемно-усредненного кумулятивного распределения частиц не более указанного размера характеризуется D99<110 мкм, D90<75 мкм и D50<45 мкм.
2. Добавка по п.1, отличающаяся тем, что объемно-усредненное кумулятивное распределение сферических металлических частиц по размерам не более указанного размера характеризуется D99<70 мкм и D90<40 мкм, предпочтительно D99<65 мкм и D90<36 мкм.
3. Добавка по любому из предшествующих пунктов, отличающаяся тем, что металлические частицы содержат металлы или состоят из металлов, подбираемых из группы, в которую входят алюминий, медь, серебро, золото и цинк, олово, железо, титан, ванадий, магний и их сплавы.
4. Добавка по любому из предшествующих пунктов, отличающаяся тем, что металлические частицы характеризуются содержанием оксида металла не более 10 вес.% относительно общего веса металлических частиц.
5. Добавка по любому из предшествующих пунктов, отличающаяся тем, что металлические частицы имеют по меньшей мере один неорганический слой оксида металла.
6. Добавка по п.5, отличающаяся тем, что слой оксида металла содержит SiO2 или состоит из SiO2.
7. Герметизирующий или уплотнительный материал, изготовленный из пластмассы, содержащей добавку в соответствии с любым из пп.1-6.
8. Материал по п.7, отличающийся тем, что пластмасса уплотнительного или герметизирующего материала представляет собой термопластичный полимер, эластомер, термопластичный эластомер или термопластичный вулканизат.
9. Материал по п.7 или 8, отличающийся тем, что пластмасса подобрана из группы, в которую входят полиэтилен, сополимер этилена и низших алкенов, полипропилен, термопластичные эластомеры, сополимеры этилена и пропилена, кислотно-модифицированные сополимеры этилена и пропилена, эластомер стирол/бутадиен, карбоксилированный стирол/бутадиен, полиизопрен, блок-сополимеры стирол/изопрен/стирол, блок-сополимеры стирол/бутадиен/стирол, блок-сополимеры стирол/этилен/бутилен/стирол, блок-сополимеры полистирол/полиэтилен/пропилен, блок-сополимеры полистирол/полиэтилен/пропилен/полистирол, блок-сополимеры полистирол/полиэтилен/пропилен/стирол, полистирол, сополимеры и терполимеры этилен/винилацетат, сополимеры и терполимеры этилена и акриловой кислоты, сополимеры этилен/виниловый спирт, бутилэластомеры, сополимеры этилена, изготовленные из этилена и содержащего кислоту олефина, полимеры на основе поливинилхлорида или их смеси.
10. Материал по любому из пп.7-9, отличающийся тем, что пластмасса выбрана из группы, состоящей из ПВХ, термопластичных олефинов и термопластичных вулканизатов.
11. Материал по любому из пп.7-10, отличающийся тем, что пластмасса выбрана из группы, в которую входят LDPE, HDPE, РР и их сополимеры, сополимеры этилена, сополимеры стирола SIBS, SBS, SEBS, ТРЕ или TPV.
12. Материал по любому из пп.7-11, отличающийся тем, что он представляет собой герметизирующий материал для крончатой крышки, крышки, резьбовой крышки, стеклянной пробки, распылительной головки, сопла, противопылевого колпака, уплотнения для колпачка аэрозольного баллона, уплотнения клапана или уплотнения для спортивных напитков или поддающийся лазерной маркировке уплотнительный материал представляет собой крышку, пластиковую пробку, резьбовую крышку, противопылевой колпак, уплотнение для колпачка аэрозольного баллона, уплотнение клапана или уплотнение для спортивных напитков.
13. Материал покрытия, изготовленный из пластмассы, содержащей добавку по любому из пп.1-6.
14. Материал по п.13, где материал представляет собой краску.
15. Материал покрытия по п.13 или 14, отличающийся тем, что пластмасса выбрана из группы, в которую входят акриловые полимеры, стирольные полимеры и продукты их гидрогенизации, виниловые полимеры, полиолефины и продукты их гидрогенизации или эпоксидирования, альдегидные полимеры, эпоксидные полимеры, полиамиды, полиэфиры, полиуретаны, полимеры на основе сульфона, природные полимеры и их производные или их смеси.
16. Материал покрытия по п.13 или 14, отличающийся тем, что пластмасса выбрана из полиэфиров или эпоксидных красок.
17. Материал по п.14, отличающийся тем, что пластмасса выбрана из группы, в которую входят алкидная смола, хлорированный каучук, эпоксидная смола, акрилатная смола, полиэфир, полиуретан или сочетание основы из нитрата целлюлозы и основы из алкидной смолы.
18. Материал по любому из пп.14-17, отличающийся тем, что данный материал представляет собой порошковую краску, естественно высыхающую краску, радиационно-отверждаемую краску или реактивную краску, содержащую один или более компонентов.
19. Материал по любому из пп.14-18, отличающийся тем, что он является термоотверждающейся краской; защитной краской или грунтовкой для упаковочной пленки для пищевых продуктов и пластиковой упаковки или пленок для блистерной упаковки лекарственных средств; устойчивой к температуре стерилизации термоотверждающейся краской; защитной краской или грунтовкой для легких алюминиевых контейнеров и упаковочных пленок; наносимой изнутри или снаружи защитной краской для металлических поддонов; устойчивой к температуре стерилизации защитной краской для закупоривания фармацевтической продукции; клеевой краской или стойкой к абразивному износу наносимой снаружи краской для алюминиевых резьбовых крышек; наносимой снаружи защитной краской и полиуретановой клеевой краской для изолирующих обкладок или гидрофильной краской либо наносимой снаружи защитной краской для пластин теплообменников; клеевой краской или стойкой к абразивному износу наносимой снаружи краской для крончатых крышек или уплотнений; наносимой изнутри защитной краской и наносимой снаружи краской для жестяных банок; наносимой изнутри краской или наносимой снаружи защитной краской; устойчивой к температуре стерилизации термоотверждающейся краской или герметизирующим соединением для стандартного, ЕОЕ- и легко отслаиваемого уплотнения крышек жестяных банок; краской или герметизирующим соединением для аэрозольных жестяных баллонов, обладающей высокой гибкостью; и стойкой к абразивному износу защитной краской для жестяных банок или контейнеров для ювелирных изделий и сигар либо наносимой изнутри защитной краской или наносимой снаружи защитной краской для технической тары.
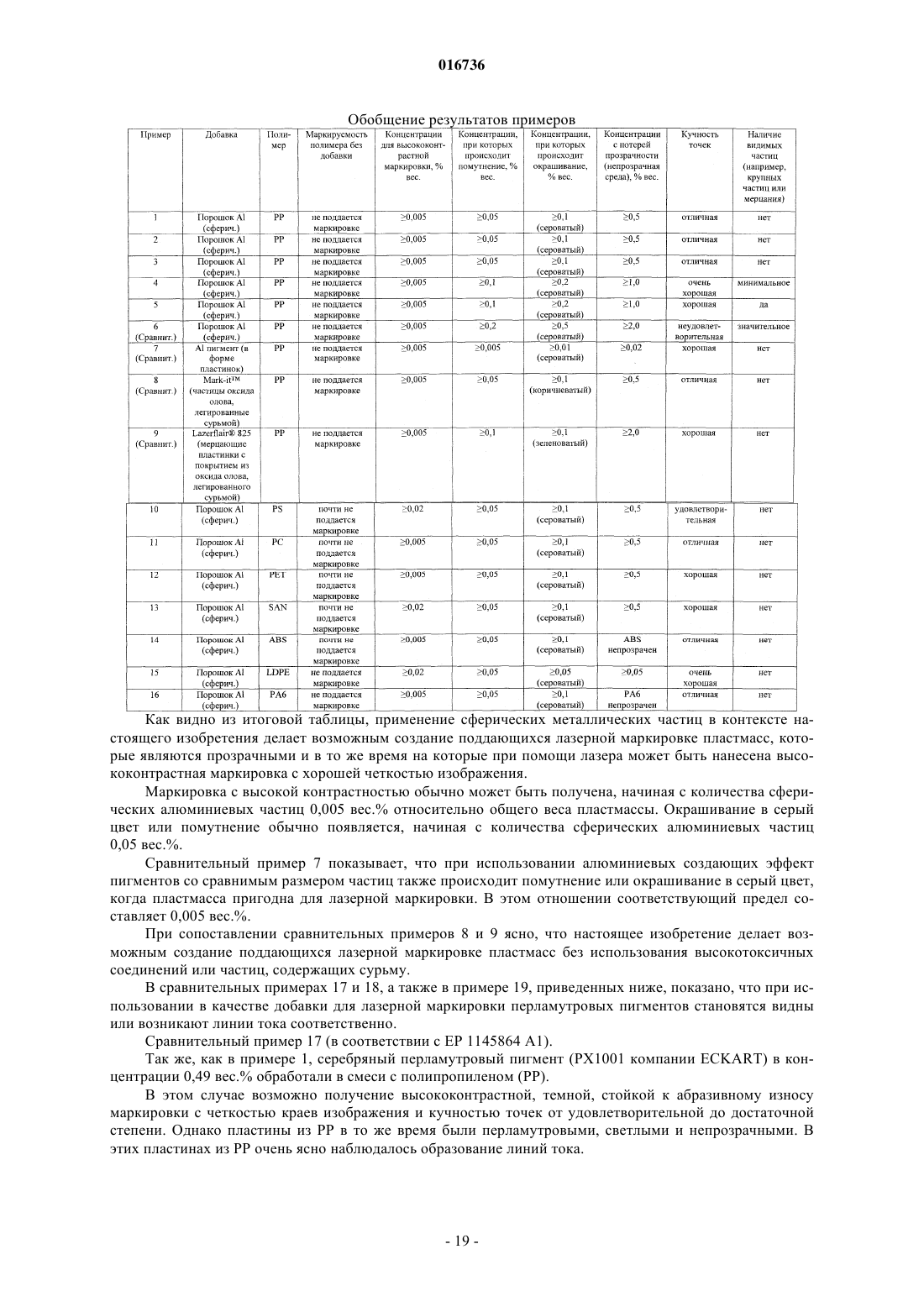
20. Материал по любому из пп.7-12 или по любому из пп.13-19, отличающийся тем, что содержание металлических частиц в пластмассе составляет от 0,0005 до 0,8 вес.%, предпочтительно от 0,001 до 0,5 вес.%, более предпочтительно от 0,005 до 0,5 вес.%, еще более предпочтительно от 0,01 до 0,1 вес.%, где указанные количества относятся к общему весу пластмассы.
21. Маркированное изделие, содержащее герметизирующий или уплотнительный материал по любому из пп.7-12 или материал покрытия по любому из пп.13-19, получаемое маркированием указанного герметизирующего материала или уплотнительного материала либо материала покрытия или краски путем облучения лазерным излучением.
22. Маркированное изделие по п.21, отличающееся тем, что маркировка необнаружима невооруженным глазом.
Текст
ПРИМЕНЕНИЕ СФЕРИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В КАЧЕСТВЕ ДОБАВОК ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ ГЕРМЕТИЗИРУЮЩИХ УПЛОТНИТЕЛЬНЫХ МАТЕРИАЛОВ, ИЛИ МАТЕРИАЛОВ ПОКРЫТИЯ, ИЛИ КРАСОК, СОДЕРЖАЩИХ ПОЛИМЕР, А ТАКЖЕ ПОДДАЮЩИЙСЯ ЛАЗЕРНОЙ МАРКИРОВКЕ ГЕРМЕТИЗИРУЮЩИЙ УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ, ИЛИ МАТЕРИАЛ ПОКРЫТИЯ, ИЛИ ПОДДАЮЩАЯСЯ ЛАЗЕРНОЙ МАРКИРОВКЕ КРАСКА, СОДЕРЖАЩИЕ ПОЛИМЕР Изобретение относится к применению сферических металлических частиц, не содержащих сурьму, и/или соединений, содержащих сурьму, в качестве добавки для лазерной маркировки герметизирующего материала или уплотнительного материала, материала покрытия или краски, содержащих полимер, где распределение сферических металлических частиц по размерам, определяемое посредством лазерной гранулометрии, в форме объемно-усредненного кумулятивного распределения частиц не более указанного размера характеризуется D99110 мкм,D9075 мкм и D5045 мкм. Кроме того, изобретение относится к поддающемуся лазерной маркировке герметизирующему материалу или уплотнительному материалу, содержащим полимер,и к поддающемуся лазерной маркировке материалу покрытия или поддающейся лазерной маркировке краске, содержащим полимер, включающим в себя добавку для лазерной маркировки,состоящую из сферических металлических частиц, которые не содержат сурьму, и/или соединений, содержащих сурьму, где распределение сферических металлических частиц по размерам, определяемое посредством лазерной гранулометрии, в форме объемно-усредненного кумулятивного распределения частиц не более указанного размера характеризуется D99110 мкм,D9075 мкм и D5045 мкм.(71)(73) Заявитель и патентовладелец: АКТЕГА ДС ГМБХ (DE) 016736 Настоящее изобретение относится к применению сферических металлических частиц в качестве добавки для лазерной маркировки герметизирующих материалов, уплотнительных материалов, или материалов покрытий, или красок, изготовленных из пластмасс. Настоящее изобретение также относится к поддающемуся лазерной маркировке герметизирующему материалу или уплотнительному материалу,изготовленному из пластмассы, и к материалу покрытия или краске, изготовленным из пластмасс, каждый из которых содержит добавку для лазерной маркировки, соответствующую настоящему изобретению. Мечение пластмасс с использованием лазерной маркировки, а также сварка пластмассовых деталей при помощи энергии лазерного излучения, как таковые, хорошо известны. И то, и другое достигается благодаря поглощению лазерного излучения пластмассой либо непосредственно посредством взаимодействия с полимером, либо косвенно - с чувствительным к лазерному излучению агентом, который добавлен к пластмассе. Чувствительный к лазерному излучению агент может представлять собой органический краситель или пигмент, который вызывает местное видимое изменение цвета пластмассы в результате поглощения лазерного излучения. Он также может представлять собой соединение, которое при облучении лазерным излучением переходит из невидимой бесцветной формы в видимую форму. В случае лазерной сварки пластмасса нагревается вследствие поглощения энергии лазерного излучения в зоне контакта так, что материал плавится, и обе детали сплавляются друг с другом. Мечение промышленных изделий становится все более важным практически во всех областях промышленности в ходе повсеместного совершенствования производства. В частности, нужно наносить данные о продукте, номера партий, даты истечения срока хранения, опознавательные коды изделий,штрихкоды, фирменные этикетки и т.д. В противоположность обычным способам маркировки, таким как нанесение печати, тиснение, штемпелевание или прикрепление ярлыков, лазерная маркировка значительно быстрее, поскольку не требует контакта, точнее и без труда может быть нанесена на неплоские поверхности. Поскольку лазерная маркировка формируется под поверхностью материала, такая маркировка износостойкая, стабильная и в значительной степени застрахована от выцветания, изменения или даже фальсификации. Контакт с другими материалами, например в случае контейнеров для жидкостей и закупоривающих устройств, следовательно, также не является определяющим фактором - при само собой разумеющемся условии, что пластмассовая матрица является стойкой. Безопасность и износостойкость опознавательных кодов изделий, а также отсутствие загрязнения очень важны, например, в случае упаковки для фармацевтических препаратов, пищевых продуктов и напитков. Доказано, что технология лазерной маркировки особенно хорошо подходит для маркировки пластмасс. Для осуществления эффективной маркировки пластмассы необходимо обеспечить достаточное взаимодействие между пластмассой, подлежащей маркировке, и лазерным излучением. В связи с этим нужно, чтобы энергия, подведенная к пластмассе, не была слишком большой, поскольку в этом случае пластмассовое изделие или его структура могут быть разрушены. С другой стороны, лазерный луч не должен проходить сквозь пластмассу без значимого взаимодействия, поскольку в этом случае маркировка пластмассы невозможна. Для того чтобы усилить взаимодействие лазерного луча с пластмассой, используют пластмассы, содержащие поглощающие агенты, также известные как поглотители. Эти поглощающие агенты могут представлять собой, например, поддающиеся лазерной маркировке полимеры или перламутровые пигменты или пигменты на металлической основе. В случае перламутровых пигментов и пигментов на металлической основе эти пигменты нагреваются в результате облучения лазерным излучением. Непосредственно вокруг перламутровых пигментов и пигментов на металлической основе происходит термическая модификация пластмассы, например карбонизация или вспенивание пластмассы, что делает возможной маркировку или идентификацию этого пластмассового изделия. В DE 19726136 А 1 описано использование поддающихся лазерной маркировке полимеров в форме измельченных до микроразмера частиц - от 0,1 до 100 мкм. Недостатком таких поддающихся лазерной маркировке полимеров является то, что они могут расплавляться в ходе обработки пластмасс, содержащих добавки этих поддающихся лазерной маркировке полимеров. Поэтому необходимо, чтобы температурные интервалы плавления вводимых поддающихся лазерной маркировке полимеров и используемой пластмассы соответствовали друг другу. В DE 19810952 А 1 описано использование перламутровых пигментов или пигментов на металлической основе в качестве поглощающих агентов, вводимых в пластмассу. Недостатком использования перламутровых пигментов или пигментов на металлической основе (т.е. пигментов с металлическим блеском) является то, что для получения достаточного контраста лазерной маркировки количество пигмента должно быть увеличено настолько, что неизбежно возникает перламутровое или соответственно металлическое окрашивание пластмассы. Таким образом, используя перламутровые пигменты или пигменты на металлической основе соответственно, невозможно надлежащим образом нанести четкую контрастную лазерную маркировку без сопутствующего заметного окрашивания - в случае перламутровых пигментов (перламутровый эффект)-1 016736 или без заметного металлического окрашивания - в случае пигментов на металлической основе (эффект металлической основы) соответственно. Кроме того, пигменты на металлической основе и перламутровые пигменты относительно дороги. Кроме того, пластинчатой структуре перламутровых пигментов и пигментов на металлической основе соответственно присуще отрицательное свойство располагаться на одной линии в ходе инжекционного формования пластмассы вследствие ламинарного течения, возникающего в ходе этого процесса, в результате в производимом пластмассовом изделии возникают линии тока и нитчатые включения. В соответствии с ЕР 1145864 А 1, чтобы получить необходимый контраст лазерной маркировки пластмасс, используют смесь металлического или полуметаллического порошка соответственно и создающего эффект пигмента или нескольких создающих эффект пигментов на основе филлосиликатов. В этом случае также возникает нежелательное видимое окрашивание в случае светлых и прозрачных пластмасс или металлическое окрашивание пластмасс соответственно. Кроме того, перламутровые пигменты также вызывают образование в производимом пластмассовом изделии нитчатых включений или линий тока соответственно, что является недостатком. В DE 102004053376 А 1 приведено описание окрашенной лазерной маркировки пластмасс на основе сваривания содержащей полимер маркирующей среды с поверхностью пластмассы. В этом документе в качестве поглотителя энергии, пригодного для получения маркировки, упоминается, в числе других, сферический металлический порошок. Однако не указан размер частиц этого металлического порошка. В соответствии с DE 102004045305 А 1 существующая в известном уровне техники проблема, заключающаяся в том, что поглотители вызывают нежелательное окрашивание пластмасс, подлежащих маркировке, может быть решена путем введения в пластмассу борида, предпочтительно гексаборида лантана. Недостатком является то, что бориды, особенно гексаборид лантана, значительно влияют на стоимость. Следовательно, эти бориды непригодны для широкомасштабного использования в качестве добавки для лазерной маркировки. В соответствии с US 6693657 В 2, а также WO 2005/047009 для осуществления маркировки прозрачных пластмасс без окрашивания используют добавку для лазерной маркировки, содержащую смесь оксида сурьмы и оксида олова. В WO 2005/084956 описаны в высокой степени прозрачные пластмассы,поддающиеся лазерной маркировке и/или лазерной сварке благодаря использованию наноразмерных частиц оксида индия и олова или оксида сурьмы и олова. Недостаток состоит в том, что оксид сурьмы, а также любое другое соединение сурьмы токсичны. Следовательно, такая добавка для лазерной маркировки вызывает необходимость дополнительных мероприятий по защите окружающей среды и людей в ходе производства и обработки, а также при утилизации из-за использования элементарной сурьмы или содержащих сурьму соединений соответственно, и, наконец, пластмассовые изделия, содержащие сурьму и/или соединения сурьмы нужно, опять-таки, утилизировать. В WO 2002/055287 А 1 приведено описание способа производства составных сваренных лазером формованных изделий. В этом документе металлические хлопья и металлические порошки упоминаются в качестве наполнителей. Однако они используются в относительно высоких концентрациях от 1 до 60% относительно веса пластмассовой формованной детали. ЕР 0947352 А 1 относится к способу нанесения отпечатка на внутреннюю поверхность уплотнительного устройства, изготовленного из полиэтилена высокой плотности или пропилена, с использованием лазерного луча. Пластмасса уплотнительного устройства содержит от 0,10 до 1,5 вес.% добавки,поглощающей лазерное излучение. Приведено описание пригодной добавки, TiO2 и ZnO2 с примесью сурьмы. Форма и размер частиц добавки не описаны. Кроме того, металлические частицы в качестве добавки, поглощающей лазерное излучение, не описаны. В ЕР 1475238 А 1 приведено описание способа маркировки изделия, изготовленного из политетрафторэтилена, такого как уплотнительное кольцо, посредством лазерного облучения. В соответствии со способом ЕР 1475238 A1 нет необходимости в добавке для лазерной маркировки. Однако описаны различные наполнители, такие как бронзовый порошок, но форма и размер частиц наполнителей не описаны.WO 2006/067073 относится к композиции покрытия для маркировки основы. Эти композиции покрытия содержат краситель в количестве от 0,01 до 50%, соль металла и угольной кислоты в количестве от 0,01 до 50%, связующее в количестве от 1 до 80% и органический растворитель в количестве от 1 до 99%, во всех случаях относительно веса композиции. Покрытие, наносимое на основу, предпочтительно может быть маркировано с использованием лазерного излучения. Использование металлических частиц особого размера и формы в WO 2006/067073 не описано. ЕР 0993964 относится к покрытию для смол и активируемой окрашивающей системе для лазерной маркировки. В DE 10136479 описана цветная маркировка пластмасс, красок, включая порошковые краски, где окрашивающее вещество вводится в пластмассу или краску лазерными лучами посредством соединения, поглощающего лазерное излучение. DE 10217023 относится к полимерному порошку для нанесения покрытия на металлическую основу, содержащему соединение, чувствительное к лазерному излучению. Однако использование металлических частиц, особенно сферических металлических частиц определенного размера, в указанных выше патентных заявках не описано.-2 016736 Задачей настоящего изобретения является обеспечение добавки для лазерной маркировки, которая позволяет осуществлять маркировку герметизирующих материалов, уплотнительных материалов или материалов покрытий или красок, изготовленных из прозрачных пластмасс, с хорошим уровнем контрастности, высокой прецизионной точностью в сочетании с отсутствием нитчатой структуры. Хороший уровень контрастности предпочтительно достигается без неизбежного окрашивания пластмасс. Еще одной задачей настоящего изобретения является обеспечение таких материалов, содержащих токсически безвредную добавку для лазерной маркировки, которая является недорогой и доступной в больших количествах. Еще одной задачей настоящего изобретения является обеспечение таких материалов, содержащих добавку для лазерной маркировки, позволяющую выполнять маркировку с точным отображением падающего лазерного излучения. Еще одной задачей является обеспечение таких материалов, содержащих добавку для лазерной маркировки, в которых, по существу, не происходит помутнения или окрашивания из-за добавки для лазерной маркировки. Задачи, послужившие основой для настоящего изобретения, решены путем применения сферических металлических частиц, не содержащих сурьмы и/или соединений сурьмы, в качестве добавки для лазерной маркировки к герметизирующим материалам, уплотнительным материалам или материалам покрытий или красок, изготовленным из пластмасс, где распределение сферических металлических частиц по размерам, определяемое посредством лазерной гранулометрии, в форме объемно-усредненного кумулятивного распределения частиц не более указанного размера характеризуется D99110 мкм,D9075 мкм и D5045 мкм. Лазерная гранулометрия представляет собой метод анализа, в котором размер частиц определяется по дифракции лазерного излучения. Этот анализ по дифракции лазерного излучения выполняют, предпочтительно на приборе Helos компании Sympatec, Clausthal-Zellerfeld, Германия, в соответствии с инструкциями производителя. В предпочтительном варианте осуществления настоящего изобретения пластмасса герметизирующего материала или уплотнительного материала представляет собой термопластичный полимер, эластомер, термопластичный эластомер (ТРЕ) или термопластичный вулканизат (TPV). В другом предпочтительном варианте осуществления изобретения пластмасса герметизирующего материала или уплотнительного материала подобрана из группы, в которую входят полиэтилен, сополимер этилена и низших алкенов, полипропилен, термопластичные эластомеры, сополимеры этилена и пропилена, кислотно-модифицированные сополимеры этилена и пропилена, эластомер стирол/бутадиен,карбоксилированный стирол/бутадиен, полиизопрен, блок-сополимеры стирол/изопрен/стирол, блоксополимеры стирол/бутадиен/стирол, блок-сополимеры стирол/этилен/бутилен/стирол, блок-сополимеры полистирол/полиэтилен/пропилен, блок-сополимеры полистирол/полиэтилен/пропилен/полистирол,блок-сополимеры полистирол/полиэтилен/пропилен/стирол, полистирол, сополимеры и терполимеры этилен/винилацетат, сополимеры и терполимеры этилена и акриловой кислоты, сополимеры этилен/виниловый спирт, бутилэластомеры, сополимеры этилена, изготовленные из этилена и содержащего кислоту олефина, полимеры на основе поливинилхлорида и их смеси. В другом предпочтительном варианте осуществления настоящего изобретения пластмасса материала покрытия подобрана из группы, в которую входят акриловые полимеры, стирольные полимеры и продукты их гидрогенизации, виниловые полимеры, полиолефины и продукты их гидрогенизации или эпоксидирования, альдегидные полимеры, эпоксидные полимеры, полиамиды, полиэфиры, полиуретаны, полимеры на основе сульфона, природные полимеры и их производные или их смеси. В другом предпочтительном варианте осуществления изобретения пластмасса краски (связующее) подобрана из группы, в которую входят алкидная смола, хлорированный каучук, эпоксидная смола, акрилатная смола, полиэфир, полиуретан или сочетание основы из нитрата целлюлозы и основы из алкидной смолы. Другие предпочтительные варианты осуществления настоящего изобретения описаны в зависимых пунктах формулы изобретения. Задача, послужившая основой для настоящего изобретения, кроме того, решена путем обеспечения герметизирующего материала или уплотнительного материала, изготовленного из пластмассы, содержащей в качестве добавки для лазерной маркировки определенные выше сферические металлические частицы. В предпочтительном варианте осуществления изобретения поддающийся лазерной маркировке герметизирующий материал представляет собой герметизирующий материал для крончатой крышки,крышки, резьбовой крышки, стеклянной пробки, распылительной головки, сопла, противопылевого колпака, уплотнения для колпачка аэрозольного баллона, уплотнения клапана или уплотнения для спортивных напитков. Поддающийся лазерной маркировке уплотнительный материал представляет собой предпочтительно пластиковую пробку, крышку, резьбовую крышку, противопылевой колпак, уплотнение для колпачка аэрозольного баллона, уплотнение клапана или уплотнение для спортивных напитков.-3 016736 Задача, послужившая основой для настоящего изобретения, кроме того, решена путем обеспечения поддающегося лазерной маркировке материала покрытия или поддающейся лазерной маркировке краски,изготовленных из пластмассы, в которой добавка для лазерной маркировки содержит определенные выше сферические металлические частицы. В предпочтительном варианте осуществления изобретения эта краска представляет собой порошковую краску, естественно высыхающую краску, радиационно-отверждаемую краску или реактивную краску, содержащую один или более компонентов. Кроме того, настоящее изобретение относится к маркированному изделию, которое может быть получено путем маркировки определенного выше герметизирующего материала или уплотнительного материала либо определенного выше материала покрытия или краски посредством лазерного облучения. Металлические порошки известны уже давно. Помимо прочего, их используют в качестве исходного материала для производства металлических пластин. Цинковый порошок, например, используют в качестве коррозионного пигмента. Неожиданно было обнаружено, что металлический порошок, называемый в настоящем описании"сферические металлические частицы", особенно пригоден в качестве добавки для лазерной маркировки. Довольно неожиданно, что сферические металлические частицы позволяют выполнять маркировку с высоким уровнем контрастности без неизбежного помутнения или окрашивания прозрачных пластмасс, таких как герметизирующие материалы, уплотнительные материалы или материалы покрытий или краски. Предположительно причина состоит в том, что из-за сферической формы металлических частиц падающее излучение отражается не направленно, в противоположность пластинчатым перламутровым пигментам или пигментам на пластинчатой металлической основе, и, следовательно, не воспринимается наблюдателем как сильно отражающий пигмент. С другой стороны, сферические металлические частицы способны поглощать лазерное излучение и, таким образом, превращать его в тепло. В контексте настоящего изобретения сферические металлические частицы не обязательно имеют совершенно концентрическую трехмерную структуру. В контексте настоящего изобретения сферические металлические частицы определяются как не имеющие пластинчатой формы, такой как в случае пигментов, создающих определенный эффект, например перламутровых пигментов или пигментов на металлической основе. Термин "сферическая форма" в настоящем изобретении также относится, например, к форме, которая только приблизительно является сферической или является "брызгообразной". Брызгообразная форма отличается, главным образом, тем,что, например, на поверхности непластинчатого тела могут присутствовать ветвящиеся отростки. Кроме того, поверхность может иметь неправильную форму. Такие сферические металлические частицы могут быть получены, например, путем аэрации разбрызгиванием или тонкого распыления расплавленного металла. Они производятся серийно в больших количествах и могут быть приобретены по низкой цене, например, у компании Ecka Granules (D-91235 Velden, Германия). В принципе, для лазерной маркировки могут быть применены сферические металлические частицы большого размера. Однако предпочтительно использовать более мелкие металлические частицы. Было неожиданно обнаружено, что при использовании более мелких частиц улучшается, особенно, прецизионная точность лазерной маркировки. Точность снижается, даже если присутствует небольшое количество слишком крупных металлических частиц. Сферические металлические частицы характеризуются гранулометрическим составом, который обычно имеет форму, подобную логарифмически нормальному распределению. Этот гранулометрический состав обычно определяют при помощи лазерной гранулометрии. В соответствии с этим методом измерение проводят, используя дисперсию металлических частиц в органическом растворителе. Рассеяние падающего лазерного излучения определяют в нескольких направлениях в пространстве и анализируют посредством программного обеспечения в соответствии с теорией дифракции Фраунгофера. В этом смысле при расчетах частицы рассматривают как сферы. Таким образом, полученные диаметры всегда относятся к эквивалентному диаметру сферы, усредненному по всем направлениям в пространстве независимо от реальной формы металлических частиц. Определяют гранулометрическое распределение, которое рассчитывают в объемно-усредненной форме (на основе эквивалентного диаметра сферы). Этот объемно-усредненный гранулометрический состав может быть представлен, помимо прочего, как кумулятивная кривая распределения размера частиц (по-немецки:Summendurchgangskurve). Кумулятивная кривая распределения размера частиц, в свою очередь, наиболее часто описывается в упрощенной форме посредством определенных характерных величин, например, D50 или D90. D90 относится к ситуации, когда 90% всех частиц имеют размер менее указанной величины. Другими словами, 10% всех частиц имеют размер более указанной величины. В случае D50 50% всех частиц имеют размер менее указанной величины и 50% всех частиц имеют размер более указанной величины. Сферические металлические частицы, соответствующие настоящему изобретению, имеют гранулометрический состав, в котором D99110 мкм, D9075 мкм и D5045 мкм. Особенно предпочтительны сферические металлические частицы настоящего изобретения с D50 в диапазоне от 0,5 до 45 мкм.-4 016736 В случае когда сферические металлические частицы слишком крупные с D99110 мкм иD9075 мкм, желательный контраст и особенно высокая прецизионная точность лазерной маркировки не достигаются. То же справедливо в случае, когда, например, гранулометрический состав сферических металлических частиц характеризуется D99110 мкм и D9075 мкм, но D5045 мкм. В таких металлических частицах количество мелкодисперсной фракции слишком мало и не обеспечивает преимуществ,описываемых в настоящем изобретении. Предпочтительно D9970 мкм и D9040 мкм. Это дает предпочтительно гранулометрический состав с D5025 мкм. При использовании таких более мелких металлических частиц прецизионная точность лазерной маркировки еще более повышается. Термин "прецизионная точность" означает приемлемое разрешение лазерной маркировки без наличия отдельных, особенно больших, мешающих точек. Такие мешающие точки появляются, в частности,при использовании крупных металлических частиц. Сферические металлические частицы добавляют к пластмассе и подвергают ее обработке, например экструзией. В ходе обработки отдельные частицы могут деформироваться в пластинки (мерцающие хлопья) под действием усилий сдвига, имеющих место в экструдере. Они могут быть заметны в пластмассе как яркие точки, например мерцающие металлическим блеском. В случае если такой эффект нежелателен, в предпочтительном варианте осуществления изобретения следует применять сферические металлические частицы с гранулометрическим распределением, в котором D9965 мкм и D9036 мкм. Тогда D50 этого гранулометрического распределения составляет предпочтительно 20 мкм. Особенно предпочтительно, чтобы сферические металлические частицы настоящего изобретения имели D50 в диапазоне от 0,55 до 25 мкм. Особенно предпочтительно применять сферические металлические частицы с гранулометрическим составом, в котором D9955 мкм и D9030 мкм. Такие сферические металлические частицы предпочтительно имеют гранулометрический состав, в котором D5018 мкм. В особенно предпочтительном варианте осуществления изобретения сферические металлические частицы настоящего изобретения имеют D50 в диапазоне от 0,6 до 18 мкм. При увеличении мелкодисперсности, т.е. с уменьшением размера сферических металлических частиц четкость изображения и прецизионная точность маркировки или изображения, наносимого посредством лазерной маркировки, могут быть еще более усовершенствованы. Особенно мелкодисперсные частицы позволяют обеспечить отчетливое, четкое изображение, точную и контрастную маркировку. Предполагается, что при использовании мелкодисперсных металлических частиц поглощение лазерного излучения и последующая передача энергии к материалу, окружающему металлические частицы,происходят в особенно четко определенном, небольшом ограниченном пространстве из-за высокой удельной поверхности поглощения лазерного излучения. Следовательно, лазерная маркировка соответствующим образом пигментированных пластмасс обладает описанными преимуществами. В особо предпочтительном варианте осуществления изобретения используются сферические металлические частицы настоящего изобретения с гранулометрическим составом, в котором D9940 мкм иD9020 мкм. Такие сферические металлические частицы предпочтительно имеют гранулометрический состав, в котором D5011 мкм. Особенно предпочтительно сферические металлические частицы настоящего изобретения имеют D50 в диапазоне от 0,65 до 11 мкм. Было неожиданно обнаружено, что для таких очень мелокодисперсных частиц лазерная маркировка с высоким уровнем контраста и прецизионной точностью может быть осуществлена с очень высокой скоростью печати лазерного устройства. Скорость печати лазерного устройства составляет от 120 до примерно 10000 мм/мин, предпочтительно от 150 до 8000 мм/мин, особенно предпочтительно от 200 до 2000 мм/мин, еще более предпочтительно от 230 до 1000 мм/мин. В этом отношении конкретная достижимая скорость печати зависит от различных параметров, в частности, однако, от выходной мощности лазера и частоты повторения импульсов. Учитывая пропускную способность линии лазерной маркировки изделий, это дает значительный выигрыш во времени. В соответствии с еще одним предпочтительным вариантом изобретения сферические металлические частицы настоящего изобретения характеризуются содержанием оксида металла не более 15 вес.% общего веса металлических частиц. Более предпочтительно, чтобы содержание оксида металла в металлических частицах не превышало 10 вес.%, еще более предпочтительно не превышало 5 вес.%. Было показано, что содержание оксида металла от примерно 0,3 до 6, особенно предпочтительно от 0,4 до 1,5 вес.% является особенно пригодным. Низкое содержание оксида металла благоприятно в силу быстрого подвода энергии падающего лазерного излучения к металлическим частицам. Нижний предел содержания оксида металла в 0,3 вес.% обусловлен естественно образующимися в металлах слоями оксидов. С одной стороны, содержание оксида металла металлических частиц может относиться к слою оксида металла, образующегося на поверхности. Например, на поверхности алюминиевых частиц имеется тонкий слой оксида алюминия.-5 016736 Следовательно, металлические частицы состоят предпочтительно примерно из 80 вес.%, более предпочтительно примерно 85 вес.%, еще более предпочтительно примерно 90 вес.%, даже еще более предпочтительно примерно 95 вес.% металла. Предпочтительно металлические частицы состоят из 98,5-99,6 вес.% металла. Металлические частицы предпочтительно содержат металл или состоят из металлов, подбираемых из группы, в которую входят алюминий, медь, серебро, золото, цинк, олово, железо, титан, ванадий, магний и их сплавы. Сплав не обязательно должен состоять исключительно из указанных выше металлов. В сплаве наряду с указанными выше металлами или их сплавами могут присутствовать дополнительные металлы, например в форме примесей. Было показано, что особенно пригодными металлами являются алюминий, серебро, медь и железо. Эти металлы обеспечивают надлежащую возможность нанесения лазерной маркировки даже в наименьших концентрациях, например латуни. Благодаря тому что металлические частицы характеризуются микроуровневым гранулометрическим распределением, добавка для лазерной маркировки настоящего изобретения обеспечивает особенно высокую прецизионную точность. После направления лазерного луча на пластмассу, содержащую добавку для лазерной маркировки настоящего изобретения, происходит селективный нагрев металлической микрочастицы, теплопередача к окружающей ее пластмассе и, в силу сопутствующего термического разложения полимера, карбонизация и/или вспенивание полимеров в пластмассовой матрице, окружающей металлическую частицу. В зависимости от типа используемого полимера и/или в зависимости от количества энергии, подводимой лазером, имеет место карбонизация и/или вспенивание. Карбонизация приводит к окрашиванию в черный цвет; вспенивание приводит к осветлению, которое может доходить до окрашивания в белый цвет. В большинстве случаев желателен четкий контраст с немаркированной пластмассой. Однако в дополнительных вариантах осуществления изобретения модификация пластмассы, вызванная термическим разложением полимера, может быть настолько незначительной, что не может быть воспринята или может только мимолетно восприниматься человеческим глазом, т.е. не может быть обнаружена невооруженным глазом. Выражение "необнаружимый невооруженным глазом", используемое в настоящем документе, в контексте настоящего изобретения означает, что (не укрупненная) маркировка невидима невооруженным глазом, но может, однако, быть обнаружена при помощи специальных считывающих устройств, таких как лупа или микроскоп или им подобные. Например, в этом смысле возможны знаки размером порядка 0,7 мм. Следовательно, такая, по существу, невидимая лазерная маркировка может быть использована, например, в качестве защитных знаков или отличительной маркировки продуктов с торговой маркой и т.д., например, с целью облегчения обнаружения подделок. Кроме того, возможно наносить на продукты, например, номера партии даже в тех случаях, когда видимая маркировка нежелательна по эстетическим причинам. Следующие варианты осуществления изобретения направлены на преднамеренное обесцвечивание пластмассы посредством добавления красителя, который может быть подвергнут целенаправленному разложению путем облучения лазерным излучением. Так, краситель может разложиться под действием лазерного излучения, и пластмасса может принять свой исходный цвет в дополнение к окрашиванию в черный цвет или осветлению бесцветных пластмасс или в случае, когда в пластмассу добавлены дополнительные красители, которые не подвержены разложению лазерным излучением, может принять свой основной цвет. Поскольку карбонизация и/или вспенивание происходят только непосредственно вокруг металлических микрочастиц, может быть выполнена маркировка с высоким уровнем прецизионной точности. Может иметь место высокая четкость изображения, в котором линия воспринимается не как совокупность отдельных точек, а как непрерывная прямая линия, состоящая из множества небольших точек, которые неразличимы для человеческого глаза. В этой связи было неожиданно обнаружено, что несмотря на тот факт, что взаимодействие сферических металлических частиц с видимым светом недостаточно сильное для возникновения серого оттенка (помутнения) пластмассы, взаимодействие с лазерным излучением, однако, достаточно для достижения желаемого уровня карбонизации и/или желаемой степени вспенивания полимерной матрицы, окружающей металлические частицы, и, следовательно, для обеспечения пластмассового изделия с высококонтрастной маркировкой. Сферические металлические микрочастицы особенно пригодны в качестве добавки для лазерной маркировки и/или добавки для лазерной сварки благодаря свойственному им сильному поглощению электромагнитного излучения в диапазоне от УФ до ИК, а также вследствие их высокой теплопроводности. В этом отношении их эффективность превосходит обычные частицы из оксидов металлов. Сферические металлические частицы могут быть добавлены в пластмассу в форме порошка. Однако более эффективно добавлять сферические металлические частицы в форме концентрата или маточной смеси. Было обнаружено, что использование концентратов или маточных смесей существенно облегчает включение сферических металлических частиц в пластмассы.-6 016736 Такая маточная смесь содержит описанные выше сферические металлические частицы и по меньшей мере одну диспергирующую среду. Содержание сферических металлических частиц в маточной смеси составляет от 0,001 до 99,9 вес.% относительно общего веса маточной смеси. Содержание сферических металлических частиц составляет предпочтительно от 0,5 до 95,0 вес.%, особенно предпочтительно от 1,0 до 95 вес.%, еще более предпочтительно от 5 до 80 вес.% относительно общего веса маточной смеси. Диспергирующая среда может содержать по меньшей мере один пластический компонент, воски,смолы, добавки, растворители и/или пластификаторы. В случае если маточная смесь при комнатной температуре (18-25 С) твердая, диспергирующая среда предпочтительно содержит пластические компоненты, воски, смолы и/или добавки. В этом отношении в качестве пластического компонента предпочтительно используют полимер, который совместим с пластмассой, в которую он должен быть включен, т.е. смешивается с ней. В соответствии с одной из предпочтительных альтернатив пластический компонент, используемый в маточной смеси настоящего изобретения, идентичен пластмассе, в которую должна быть введена добавка для лазерной маркировки. Предпочтительными восками являются воски разложения полиолефинов или полиалкиленовые воски, например полипропиленовые воски. Было показано, что особенно хорошо подходит полипропиленовый воск Licocene, Clariant, Швейцария. Предпочтительными смолами, которые могут быть использованы в маточной смеси настоящего изобретения, являются фенольные смолы или кетонные смолы, такие как, например, Laropal A81 производства BASF. В добавку для лазерной маркировки в качестве добавок могут быть введены стабилизаторы, поверхностно-активные вещества, пеногасители, диспергаторы, ингибиторы коррозии, например органические фосфорные кислоты или фосфоновые кислоты, и/или поверхностно-активные вещества. Эти добавки могут, например, улучшать включение маточной смеси в пластмассу. Посредством этих добавок предотвращается слипание или осаждение металлических частиц в маточной смеси. Добавки могут быть просто смешаны со сферическими металлическими частицами либо добавки могут быть нанесены на сферические металлические частицы соответственно. В соответствии с еще одним предпочтительным вариантом осуществления изобретения маточная смесь содержит добавки в количестве предпочтительно в диапазоне от 0,001 до 20 вес.% относительно общего веса маточной смеси. В соответствии с еще одним предпочтительным вариантом осуществления изобретения количество добавок составляет от 0,01 до 10 вес.%, более предпочтительно от 0,1 до 4 вес.% относительно общего веса маточной смеси. В случае если маточная смесь при комнатной температуре (18-25 С) жидкая, диспергирующая среда предпочтительно содержит растворитель и/или пластификаторы. В качестве растворителя особенно предпочтительно белое масло. В качестве пластификаторов используют обычные фталаты, адипаты,тримеллитаты, себацинаты, производные винной кислоты, сложные эфиры лимонной кислоты, полиэфиры, фосфаты или сложные эфиры жирных кислот. Предпочтительными примерами являются бис-2-этилгексилфталат, бис-2-этилгексиладипат, три-2-этилгексилтримеллитат или эпоксидированное соевое масло. Маточная смесь может содержать дополнительные компоненты, такие как, например, цветные пигменты и/или красители. Что касается концентрации сферических металлических частиц в маточной смеси, следует различать два разных предпочтительных диапазона. В одном случае количество сферических металлических частиц в маточной смеси составляет предпочтительно от 80 до 99 вес.%, особенно предпочтительно от 85 до 95 вес.% относительно общего веса маточной смеси. В этом случае в маточную смесь предпочтительно добавляют совместимые с полимером растворители, такие как белое масло, и/или пластические компоненты, а также диспергирующую среду. Количество пластического компонента в маточной смеси в этом случае предпочтительно составляет от 0,5 до 20 вес.%, предпочтительно от 1 до 15 вес.%, особенно предпочтительно от 2 до 10 вес.% относительно общего веса маточной смеси. В альтернативном варианте осуществления изобретения маточная смесь по своему составу уже во многом подобна поддающейся лазерной маркировке пластмассе, но в ней компоненты присутствуют в более концентрированной форме. В этом случае количество сферических металлических частиц в маточной смеси составляет предпочтительно от 0,001 до 5 вес.%, особенно предпочтительно от 0,5 до 2 вес.% относительно общего веса маточной смеси. В этом случае маточная смесь содержит преимущественно пластические компоненты. Количество пластического компонента в маточной смеси в этом случае предпочтительно соответствует диапазону от 50 до 99 вес.%, предпочтительно от 60 до 98 вес.%, особенно предпочтительно от 70 до 95 вес.% относительно общего веса маточной смеси. В этом случае маточную смесь либо предпочтительно смешивают с-7 016736 пластмассой перед экструдированием, либо загружают во время процесса экструзии. Кроме того, такая маточная смесь обычно содержит добавки и, необязательно, воски, цветные пигменты и/или красители. Возможно использование меньших концентраций маточной смеси, таких как 40% или даже меньше,например, для достижения однородного распределения металлических частиц в случае их небольшой концентрации. Маточную смесь изготавливают, например, в подходящем смесителе, например смесителе с качающимся барабаном. В этом случае сферические металлические частицы в виде порошка, а также, необязательно, дополнительные компоненты смешивают с пластмассой в виде гранул или порошка или исходной пластмассой в любой форме соответственно и затем, например, экструдируют. Маточная смесь также может быть изготовлена путем непосредственной загрузки сферических металлических частиц, а также, необязательно, дополнительных компонентов в расплав пластмассы во время процесса экструзии. Поскольку добавка для лазерной маркировки настоящего изобретения состоит, по существу, из сферических металлических частиц, смешивание также может производиться интенсивно. Деформирование металлических частиц в пластины, такие как в случае использования пигментов на металлической основе, может наблюдаться только для более крупных частиц. Полученную смесь можно непосредственно направить на дальнейшую обработку, например, в экструдер или устройство инжекционного формования. После получения пластмассового изделия нужной формы может быть выполнена маркировка при помощи лазерного луча. Поскольку являются предпочтительными металлические частицы с размером в микродиапазоне, по причине удобства манипулирования, а также из соображений охраны здоровья и обеспечения безопасности, добавка для лазерной маркировки настоящего изобретения или ее маточная смесь имеет форму композиции с низким пылевыделением, предпочтительно беспыльной композиции. Ввиду этого в еще одном предпочтительном варианте осуществления изобретения маточная смесь,содержащая, по меньшей мере, добавку для лазерной маркировки и пластический компонент, имеет компактную форму. К такой компактной форме относятся гранулы, таблетки, брикеты, пряди или шарики. Содержание растворителя в такой компактной форме составляет от 0,05 до 15 вес.%, предпочтительно от 0,001 до 5 вес.%, а также предпочтительно от 0,0 до 0,1 вес.% (для материалов, контактирующих с пищей) относительно общего веса компактной формы. При этом размер компактной формы соответствует диапазону от 50 мкм до 80 мм, предпочтительно от 200 мкм до 50 мм, более предпочтительно от 500 мкм до 25 мм. В высокой степени пригодный размер компактных форм добавки для лазерной маркировки настоящего изобретения или маточной смеси соответствует диапазону от 750 мкм до 10 мм. В этом отношении уплотнение может быть выполнено путем смешивания сферических металлических частиц и пластических компонентов и, необязательно, дополнительного связующего агента и последующего гранулирования, зернения, таблетирования, экструдирования, прессования и т.д. Это осуществляют, расплавляя пластический компонент при соответствующей температуре и соединяя его со сферическими металлическими частицами при сохранении нужной формы. В дополнительном варианте осуществления изобретения связующий агент растворяют в подходящем растворителе и смешивают с добавкой для лазерной маркировки и, необязательно, с другими добавками. После этого в одном из вариантов осуществления изобретения растворитель удаляют при перемешивании при пониженном давлении и/или повышенной температуре. Тем самым, создают трехмерные гранулы неправильной формы. В еще одном варианте осуществления изобретения пасту подвергают зернению или таблетированию, а затем сушат. Формы применения, описанные выше, обеспечивают безопасное манипулирование и введение в пластмассу, исключают опасность взрыва пыли или нанесения вреда здоровью. Особым преимуществом настоящего изобретения является то, что любое помутнение или появление серого оттенка пластмассы может быть без труда перекрыто путем добавления окрашивающих веществ. В соответствии с современным состоянием развития техники иногда возникающее окрашивание в коричневый или зеленый цвет едва ли может быть перекрыто, поскольку такие случаи окрашивания противоположны незначительному помутнению или появлению серого оттенка. В соответствии с дополнительным вариантом осуществления настоящего изобретения металлические частицы снабжены, поменьшей мере, неорганическим слоем оксида металла. Этот, по меньшей мере, неорганический слой оксида металла может быть нанесен на металлические частицы отдельно. Например, в качестве слоя оксида металла может быть нанесен слой SiO2, слой Al2O3 или слой TiO2. Кроме того, слои оксидов металлов могут быть нанесены в сочетании, например, сначала SiO2, затем TiO2 или сначала TiO2, затем SiO2. Предпочтительно в качестве слоя оксида металла наносят слой SiO2. Этот слой SiO2 предпочтительно наносят при помощи золь-гель-технологии. В качестве исходных соединений для слоя SiO2 предпочтительно используют тетраалкоксисиланы. К примерам таких соединений относятся: тетраметоксисилан, тетраэтоксисилан, тетрапропоксисилан,тетраизопропоксисилан или тетрабутоксисилан или их смеси. Тетраалкоксисилан сначала гидролизуют путем добавления воды предпочтительно при основном рН; после этого слой SiO2 осаждают на металлические частицы.-8 016736 Для катализа разложения SiO2 добавляют предпочтительно азотсодержащие основания, такие как аммиак, алкил- или диалкиламины. Пригодными соединениями являются метиламин, этиламин, диметиламин, диэтиламин, пиридин, пиперазин и т.д. В соответствии с еще одним предпочтительным вариантом осуществления изобретения на металлические частицы может быть нанесен органический модификатор поверхности. Между металлической частицей и органическим модификатором поверхности может быть расположен дополнительный слой оксида металла, например слой SiO2. В дополнительном варианте осуществления изобретения органический модификатор поверхности может представлять собой органическую полимерную матрицу, окружающую металлическую частицу. Эту матрицу предпочтительно наносят путем направленной полимеризации мономеров на металлической частице. Задача, послужившая основой для настоящего изобретения, кроме того, решена путем обеспечения поддающегося лазерной маркировке герметизирующего материала или уплотнительного материала. Герметизирующий материал или уплотнительный материал настоящего изобретения представляет собой поддающийся лазерной маркировке герметизирующий материал или уплотнительный материал, содержащий добавку для лазерной маркировки, описанную выше. Поддающийся лазерной маркировке герметизирующий материал или уплотнительный материал может дополнительно содержать маточную смесь,описанную выше. В предпочтительном варианте осуществления изобретения герметизирующий материал настоящего изобретения представляет собой герметизирующий материал для крончатой крышки, крышки, резьбовой крышки, стеклянной пробки, распылительной головки, сопла, противопылевого колпака, уплотнения для колпачка аэрозольного баллона, уплотнения клапана или уплотнения для спортивных напитков. В другом предпочтительном варианте осуществления изобретения уплотнительный материал настоящего изобретения представляет собой пластиковую пробку, крышку, резьбовую крышку, противопылевой колпак,уплотнение для колпачка аэрозольного баллона, уплотнение клапана или уплотнение для спортивных напитков. Соответствующий настоящему изобретению уплотнительный материал может быть монолитным или состоять из нескольких частей. Герметизирующий материал настоящего изобретения, например,входит в уплотнительное устройство, такое как резьбовая крышка, в виде облицовки. Материал уплотнения настоящего изобретения пригоден для использования в качестве уплотнительного устройства без специальной герметизации. Такие материалы, в принципе, известны в данной области техники и могут быть изготовлены, например, путем инжекционного формования или штамповки. Наглядные примеры способов производства герметизирующих материалов и уплотнительных материалов путем штамповки описаны, например, вWO 02/057063, WO 01/47679, WO 01/32390 и ЕР 0838326. Наглядные примеры способов производства герметизирующих материалов и уплотнительных материалов путем штамповки описаны, например, вWO 02/12087, US 4564113, US 4774134 и ЕР 0155976. Пригодные герметизирующие материалы описаны, например, в ЕР 0770559, WO 02/14171,WO 2004/087509, WO 02/094670 и WO 87/03205. Пригодные уплотнительные материалы описаны, например, в WO 03/066467, WO 99/05039, ЕР 0257623, WO 2006/013443, WO 2004/014724 и US 5356019. Напитки, пищевые продукты и т.п., а также косметика, средства личной гигиены и моющие средства могут рассматриваться как наполнение контейнеров, изготовленных с использованием герметизирующего материала или уплотнительного материала настоящего изобретения. Помимо обычной упаковки для таких напитков, пищевых продуктов, косметики, средств личной гигиены и моющих средств, пригодны такие контейнеры, как жестяные банки, ведра, бочки, также пригодны составные конструкции, в которые входит или не входит металл, бумага, картон, пластмасса или полимеры, такие как полиолефины, сополимеры или полимеры нескольких различных полимеров, соответственно, РТЕ, PTV или каучук. Наглядными примерами использования краски или материалов покрытия являются термоотверждающаяся краска, защитная краска или грунтовка для упаковочной пленки для пищевых продуктов или пластиковой упаковки или пленок для блистерной упаковки лекарственных средств, устойчивая к температуре стерилизации термоотверждающаяся краска, защитная краска или грунтовка для легких алюминиевых контейнеров и упаковочных пленок, наносимая изнутри или снаружи защитная краска для металлических поддонов, устойчивая к температуре стерилизации защитная краска для закупоривания фармацевтической продукции, клеевая краска или стойкая к абразивному износу наносимая снаружи краска для алюминиевых резьбовых крышек, наносимая снаружи защитная краска и полиуретановая клеевая краска для изолирующих обкладок или гидрофильная краска или наносимая снаружи защитная краска для пластин теплообменников, клеевая краска или стойкая к абразивному износу наносимая снаружи краска для крончатых крышек или уплотнений, наносимая изнутри защитная краска и наносимая снаружи краска для жестяных банок, наносимая изнутри краска или наносимая снаружи защитная краска, устойчивая к температуре стерилизации термоотверждающаяся краска или герметизирующее соединение для стандартного, ЕОЕ- и легкоотслаиваемого уплотнения крышек жестяных банок, краска или герметизирующее соединение для аэрозольных жестяных баллонов, обладающая высокой гибкостью и стойкая к абразивному износу защитная краска для жестяных банок или контейнеров для ювелирных-9 016736 изделий и сигар или наносимая изнутри защитная краска или наносимая снаружи защитная краска для технической тары. Понятие краска в контексте настоящего изобретения не имеет определенных ограничений. Предпочтительнее этот термин относится ко всем известным специалистам в данной области краскам, таким как, например, автомобильная краска, краски промышленного назначения, краски для ремонта или порошковые краски. В группу пригодных красок входят, помимо прочих, порошковые краски, естественно высыхающие краски, радиационно-отверждаемые краски или реактивные краски, содержащие один или более компонентов, такие как, например, двухкомпонентная полиуретановая краска. Пригодные для герметизирующего материала, уплотнительного материала или материала покрытия или краски настоящего изобретения пластмассы не имеют определенных ограничений, в принципе, они известны в данной области. Настоящее изобретение, однако, без труда применимо к новым разработкам. Более того, в контексте настоящего изобретения могут быть использованы поддающиеся биоразложению полимеры и материалы. Заявляемые герметизирующие материалы, уплотнительные материалы или материалы покрытия или заявляемая краска отличаются от известных тем, что они содержат описанную выше добавку для лазерной маркировки. Пластмасса герметизирующего материала или уплотнительного материала не имеет определенных ограничений и может представлять собой, например, термопластичный полимер, эластомер, термопластичный эластомер или термопластичный вулканизат (TPV). Термопластичные эластомеры (ТРЕ) могут обрабатываться так же, как термопласты, однако обладают эластичными свойствами каучука. Пригодны блок-полимеры ТРЕ, привитые полимеры ТРЕ и полимеры сегментированных ТРЕ, включающие два или более мономерных звена. Особенно пригодными ТРЕ являются термопластичные полиуретановые эластомеры (TPE-U или TPU), олиго-блок-сополимеры стирола (TPE-S), такие как SBS (блок-сополимер стирол/бутадиен/стирол) и SEBS (блок-сополимер стирол/этилен/бутилен/стирол, получаемый при гидрогенизации SBS), термопластичные эластомеры полиолефинов (ТРЕ-О), термопластичные эластомеры полиэфиров (ТРЕ-Е), термопластичные эластомеры полиамидов (ТРЕ-А) и особенно термопластичные вулканизаты (TPE-V). Более подробную информацию в отношении ТРЕ специалисты в данной области могут найти в G. Holden и др., Thermoplastic Elastomers,2-е изд., Hanser Verlag, Munich 1996. Пластмассу герметизирующего материала или уплотнительного материала предпочтительно подбирают из группы, в которую входят полиэтилен, сополимер этилена с другими низшими алкенами, пропилен, термопластичные эластомеры, сополимеры этилена и пропилена, кислотно-модифицированные сополимеры этилена и пропилена, эластомер стирол/бутадиен, карбоксилированный стирол/бутадиен, полиизопрен, блок-сополимеры стирол/изопрен/стирол, блок-сополимеры стирол/бутадиен/стирол,блок-сополимеры стирол/этилен/бутилен/стирол, блок-сополимеры полистирол/полиэтилен/пропилен,блок-сополимеры полистирол/полиэтилен/пропилен/полистирол,блок-сополимеры полистирол/полиэтилен/пропилен/стирол, полистирол, сополимеры и терполимеры этилен/винилацетат, сополимеры и терполимеры этилена и акриловой кислоты, сополимеры этилен/виниловый спирт, бутилэластомеры, сополимеры этилена, изготовленные из этилена и содержащего кислоту олефина, полимеры на основе поливинилхлорида и их смеси. В контексте настоящего изобретения "низший алкен" означает олефин, предпочтительно -олефин,состоящий из 1-10, предпочтительно 1-8 атомов углерода. В контексте настоящего изобретения "содержащий кислоту олефин" включает кислотную функциональную группу или группу соответствующего ангидрида, такую как, например, группа малеиновой кислоты, ангидрида малеиновой кислоты, акриловой кислоты или метакриловой кислоты. В особенно предпочтительном варианте осуществления изобретения пластмассу герметизирующего материала или уплотнительного материала подбирают из группы, в которую входят ПВХ, термопластичный олефин или термопластичный вулканизат. Такие пластмассы для герметизирующего материала или уплотнительного материала известны в данной области и выпускаются серийно. Пригодный ПВХ, например, выпускается под торговой маркой SVELITH компанией DS-Chemie, Бремен, Германия. Пригодные термопластичные олефины выпускаются под торговыми марками SVELON, OXYLON иPOLYLINE также компанией DS-Chemie, Бремен, Германия. Пригодный термопластичный вулканизат выпускается под торговой маркой NOVISEAL компанией DS-Chemie. В еще одном особенно предпочтительном варианте осуществления изобретения пластмассу герметизирующего материала или уплотнительного материала подбирают из группы, в которую входят LDPE,HDPE, PP и их сополимеры, сополимеры этилена (такие как EVA, LLDPE, ЕЕА), сополимеры стиролаSIBS, SBS, SEBS или ТРЕ или TPV соответственно. Пригодные материалы покрытия не имеют определенных ограничений. Пластмасса материала покрытия может быть подобрана, например, из группы, в которую входят акриловые полимеры, стирольные полимеры и продукты их гидрогенизации, виниловые полимеры, полиолефины и продукты их гидрогенизации или эпоксидирования, альдегидные полимеры, эпоксидные полимеры, полиамиды, полиэфиры, полиуретаны, полимеры на основе сульфона, природные полимеры и их производные или их- 10016736 смеси. Особенно пригодны полиэфирные и эпоксидные краски. Материалы покрытия на основе смол являются традиционными. Смола может присутствовать в виде раствора в растворителе и наноситься на подлежащее обработке изделие способами, обычными в данной области. Примером пригодной смолы является смола на основе поликетона. Покрытие образуется в ходе испарения растворителя. Смола может быть термоотверждаемой или радиационно-отверждаемой смолой. К пригодным смолам относятся, например, акрилаты, эпоксидные смолы и виниловый эфир. Как известно в данной области, радиационно-отверждаемые смолы могут содержать фотоинициатор. Эти композиции наносят на подлежащую покрытию основу и отверждают, используя соответствующее излучение, такое как, например, УФ-излучение. Наряду с прочими, в качестве термоотверждаемых смол, которые наносят на подлежащую обработке основу в виде преполимера и отверждают нагреванием до соответствующей температуры, могут быть использованы ненасыщенные полиэфирные и эпоксидные смолы. Подходящие способы нанесения покрытий известны в данной области и включают, помимо прочего, например, нанесение жидкого, пульповидного или пастообразного материала способом нанесения кистью, окрашивания, покрытия лаком, покрытия дисперсией или покрытия расплавом, экструдирования, заливки, погружения, например, в горячий расплав, а также нанесение твердого, т.е. гранулированного или порошкообразного, материала способом порошковой окраски, газоплазменного напыления или спекания. Пластмасса поддающейся лазерной маркировке краски (связующее) настоящего изобретения не имеет определенных ограничений. Скорее, могут быть использованы краски, обычные в данной области. Например, в качестве связующего могут быть использованы очищенные естественные продукты,например из канифоли и масел или нитрата целлюлозы, и полностью искусственные смолы (синтетические смолы). Применимыми синтетическими смолами являются, например, фенольные смолы,аминосмолы (например, бензгуанамин, мочевинная смола, меламиновая смола), алкидные смолы, поливинилацетат, эпоксидные смолы, полиуретановые смолы, фенольные смолы, модифицированные с использованием канифоли, хлорированный каучук, хлорированный полипропилен, циклический каучук,кетонные смолы или акриловые смолы. В предпочтительном варианте осуществления изобретения связующее краски подбирают из группы, в которую входят алкидная смола, хлорированный каучук, эпоксидная смола, акрилатная смола, полиэфир, полиуретан или сочетание основы из нитрата целлюлозы и основы из алкидной смолы. Как часть связующего, краска может дополнительно содержать растворители, пигменты, наполнители и обычные адъюванты для красок, принятые в данной области. В зависимости от типа связующего, краска может содержать органический растворитель и/или воду или может не содержать органический растворитель и/или воду. Добавка для лазерной маркировки настоящего изобретения может быть с успехом введена в описанные выше материалы. Затем, путем термического формования полученной пластичной смеси, содержащей добавку для лазерной маркировки, могут быть произведены изделия нужной формы, такие как герметизирующие материалы и уплотнительные материалы и т.п. Производство и нанесение материалов покрытия настоящего изобретения и краски настоящего изобретения осуществляют, например, используя упомянутую пластичную смесь, содержащую добавку для лазерной маркировки, так, как это в принципе известно в данной области. Добавку для лазерной маркировки, содержащую сферические металлические частицы, как описано выше, вводят в пригодную пластмассу. Количество вводимых металлических частиц может быть отрегулировано в зависимости от используемой пластмассы и/или назначения изделия. Введение частиц в пластмассы может быть осуществлено в обычном смесителе, но также и в экструдере обычным образом. В соответствии с предпочтительным вариантом осуществления изобретения содержание металлических частиц в пригодных для лазерной маркировки и/или лазерной сварки пластмассах составляет от 0,0005 до 0,8 вес.%, предпочтительно от 0,001 до 0,5 вес.%, где указанные количества относятся к общему весу пластмассы. Было неожиданно обнаружено, что выигрышные свойства настоящего изобретения могут быть достигнуты уже при использовании очень небольших количеств добавки для лазерной маркировки. При менее 0,0005 вес.% добавки для лазерной маркировки преимущества настоящего изобретения нельзя обнаружить либо они наблюдаются очень ограниченным образом. Еще более предпочтительно, чтобы количество металлических частиц в пластмассе составляло от 0,005 до 0,5 вес.%, еще более предпочтительно от 0,01 до 0,2 вес.% относительно общего веса пригодной для лазерной маркировки пластмассы. Что касается используемых металлов, было обнаружено, что низкие концентрации частиц, особенно состоящих из алюминия, серебра, меди или железа, дают наилучшие результаты. Таким образом, еще один предпочтительный вариант осуществления изобретения относится к пластмассам, содержащим сферические металлические частицы, изготовленные из этих металлов или сплавов этих металлов предпочтительно в концентрациях от 0,0005 до 0,015 вес.% относительно общего веса пластмассы. Настоящее изобретение позволяет производить герметизирующие материалы или уплотнительные материалы, материал покрытия и краски из пластмассы, на которую маркировка высокой контрастности может быть нанесена при помощи лазерного луча. Начиная с количества 0,2 вес.% относительно общего веса пластмассы, материал может становиться непрозрачным. При содержании в диапазоне от 0,05 до- 11016736 0,2 вес.% может происходить начальное помутнение, которое может усиливаться с увеличением концентрации до появления серого оттенка материала. При содержании более 0,8 вес.% пластмасса является непрозрачной. Кроме того, никакого дополнительного преимущества в качестве лазерной маркировки не наблюдается. Таким образом, использование дополнительного количества добавки для лазерной маркировки может только неоправданно увеличить себестоимость. Количество сферических металлических частиц в пластмассе в отдельных случаях может быть отрегулировано в зависимости от толщины слоя материала, подлежащего маркировке, при этом предпочтительно количество сферических металлических частиц может быть увеличено при уменьшении толщины слоя. Так, толщина слоя пленки обычно соответствует диапазону от 20 мкм до примерно 5 мм. Толщина обрабатываемых инжекционным формованием пластмасс, например уплотнительных крышек и т.п. может достигать примерно 6 см. Надлежащее содержание сферических металлических частиц может быть без труда определено специалистом в данной области при помощи экспериментальных испытаний. Высококонтрастная маркировка пластмасс, как показано в демонстрационных примерах, возможна даже при использовании концентрации металлических частиц 0,005 вес.%. Величина концентрации в весовых процентах во всех случаях относится к общему весу материалов и металлических частиц. Когда толщина слоя пластмассы лежит в диапазоне от 20 до 500 мкм, количество металлических частиц предпочтительно соответствует диапазону от 0,005 до 0,2 вес.%, более предпочтительно от 0,02 до 0,05% относительно общего веса пластмассы и металлических частиц. В случае, когда толщина слоя пластмассы лежит в диапазоне от 500 мкм до 2 мм, количество металлических частиц предпочтительно соответствует диапазону от 0,001 до 0,1 вес.%, более предпочтительно от 0,005 до 0,05% относительно общего веса пластмассы и металлических частиц. Было неожиданно обнаружено, и это показано в демонстрационных примерах, что пластмасса, содержащая металлические частицы в количестве, соответствующем диапазону от 0,005 до 0,05 вес.%, совершенно прозрачна, на нее с успехом может быть нанесена высококонтрастная маркировка при помощи лазерного луча. Предпочтительно использовать металлические частицы в концентрации, соответствующей диапазону от 0,01 до 0,04 вес.%. Использование такого малого количества добавки для лазерной маркировки обнаруживает несколько преимуществ. Так, введение добавки для лазерной маркировки не влияет или по существу не влияет соответственно на характеристики материала - пластмассы. При использовании металлических частиц в количестве, соответствующем диапазону от 0,001 до 0,05 вес.%, в прозрачной или светлой пластмассе не происходит или по существу не происходит соответственно ухудшения прозрачности или цветовых характеристик соответственно материала, в который введена добавка для лазерной маркировки настоящего изобретения, при этом, однако, возможно нанесение при помощи лазерного луча лазерной маркировки с неожиданно высокой контрастностью. Кроме того, настоящее изобретение создает условия для рентабельного производства пластмасс,поскольку добавку для лазерной маркировки изготавливают из дешевых материалов и вводят в подлежащий маркировке материал в малых количествах. Это является существенным экономическим преимуществом настоящего изобретения. Для некоторых пользователей благоприятно, что герметизирующий материал, уплотнительный материал и материал покрытия настоящего изобретения и краска настоящего изобретения, изготовленные из пластмассы, по существу, не содержат перламутровых пигментов. Недостатки перламутровых пигментов в составе поддающихся лазерной маркировке пластмасс были описаны выше: перламутровые пигменты делают заметными в пластмассе нежелательные линии тока, которые чаще всего имеют место и приводят к изменению цвета, т.е. появлению перламутрового эффекта. Этот эффект в определенных случаях желателен по причине декоративности, однако во многих случаях добавка для лазерной маркировки не должна влиять на цветовые характеристики пластмассы, т.е. добавка для лазерной маркировки должна быть прозрачной. Сама по себе пластмасса также должна быть прозрачной и бесцветной или также может быть окрашена в один цвет (например, синий, красный, желтый и т.д.). В этих случаях декоративное окрашивание с перламутровым эффектом нежелательно. Следовательно, пластмассы настоящего изобретения должны содержать перламутровые пигменты,самое большее, в количествах, в которых они все еще воспринимаются как прозрачные и не выделяют линий тока. Соответственно, поддающиеся лазерной маркировке материалы настоящего изобретения,изготовленные из пластмасс, могут включать в себя перламутровые пигменты в концентрациях от 0 до 0,1 вес.%, предпочтительно от 0,0 до 0,05 вес.% относительно общего веса пластмассы. Точные концентрации, при которых неблагоприятные характеристики перламутровых пигментов уже нельзя заметить,естественно, определяются дополнительными параметрами, такими как, в особенности, толщина слоя пластмассы, однако могут быть без труда определены специалистами в данной области. Более предпочтительно, чтобы такие поддающиеся лазерной маркировке пластмассы настоящего изобретения, по существу, не содержали перламутровых пигментов. Особенно предпочтительно, чтобы такие поддающиеся лазерной маркировке пластмассы настоящего изобретения не содержали перламут- 12016736 ровых пигментов. Поддающиеся лазерной маркировке материалы настоящего изобретения, изготовленные из пластмасс, могут дополнительно содержать обычные добавки. Эти добавки могут быть подобраны, например,из группы, в которую входят наполнители, добавки, пластификаторы, смазывающие вещества или деформирующие агенты, добавки, увеличивающие ударную прочность, цветные пигменты, красители, ингибиторы горения, антистатики, оптические отбеливатели, антиоксиданты, бактерицидные биостабилизаторы, химические вспениватели или органические вещества, образующие поперечные связи, а также другие добавки или их смеси. Примерами пригодных наполнителей являются CaCO3 (например, Omya, Kln; Ulmer FllstoffLuh, Walluf), глиммер (Norwegian Talc; Dorfner, Hirschau), полевой шпат (Omya, Paris), силикатные шарики (Langer, Ritterhude), оксид кремния (ср. силикаты), BaSO4 (Sachtleben, Duisburg; Scheruhn, Hof),Al2O3 или Al(OH)3 (оба - Martinswerk, Bergheim). Добавки могут, например, содержать диспергирующие присадки, антиоксиданты, деактиваторы металлов и/или свето- и УФ-стабилизаторы. Пригодными антиоксидантами (термостабилизаторами) являются, например, стерически затрудненные фенолы, гидрохиноны, ароматические амины, фосфиты, различные замещенные производные этих групп, а также их смеси. Они выпускаются серийно, например, как Topanol (ICI, London),Igrafos, Igranox (оба - Ciba-Geigy, Basel), Hostanox (Clariant, Frankfurt) или Naugard (Uniroyal, GB). Примерами пригодных деактиваторов металлов являются амиды карбоновых кислот, гидразоны,гидразины, производные меламина, бензотриазол, сложный эфир фосфоновой кислоты и/или производные тиазола. Конкретными примерами являются Hostanox (Clariant, Frankfurt), Igranox (Ciba-Geigy,Basel), Naugard (Uniroyal, GB). Примерами пригодных свето- и УФ-стабилизаторов являются бензофеноны, бензотриазолы, органические соединения никеля, сложные эфиры салициловой кислоты, сложные эфиры цианокоричной кислоты, малонаты бензилидина, сложные эфиры бензойной кислоты, оксаланимиды и/или стерически затрудненные амины, которые могут быть мономерными или полимерными. Их конкретными примерами являютс: Chimasorb, Tinuvin (оба - Ciba-Geigy, Basel), Cyasorb (American Cyanamid), Hostavin (Clariant,Frankfurt), Uvinul (BASF, Ludwigshafen). Примерами пригодных пластификаторов являются сложные эфиры фталевой кислоты, сложные эфиры фосфорной кислоты, сложные эфиры адипиновой кислоты, сложные эфиры азелаиновой кислоты,сложные эфиры глутаровой кислоты, сложные эфиры себациновой кислоты, сложные эфиры жирных кислот, предпочтительно олеаты, стеараты, ризинолеаты, лаураты и/или октаноаты, с пентаэритритолом,гликолями, глицеринами и т.д., эпоксидированные сложные эфиры жирных кислот, сложные эфиры лимонной кислоты, полиэфиры, сложные эфиры бензойной кислоты, сложные эфиры тримеллитовой кислоты, сложные эфиры сульфоновой кислоты, амиды сульфокислот, анилиды, полимеризаты, поликонденсаты, полиэтиленгликоли, сложные эфиры абиетиновой кислоты и/или производные, сложные эфиры уксусной, пропионовой, масляной, этилмасляной и/или этилкапроновой кислоты. Примеры: Carbowax (DOW, Belgium), Cetamoll (BASF, Ludwigshafen), Edenol (Henkel, Dsseldorf),Elvaloy (DuPont de Nemours, USA), Lankroflex (Lankro, GB), Palamoll, Palatinol (оба - BASF,Ludwigshafen). Примеры пригодных смазывающих веществ: спирты жирного ряда, сложные эфиры дикарбоновых кислот, сложные эфиры жирных кислот и глицерина и других низших спиртов, жирные кислоты, амиды жирных кислот, соли металлов и жирных кислот, олигомерные сложные эфиры жирных кислот, сложные эфиры жирных кислот и жирных спиртов, восковые кислоты и сложные эфиры и продукты их омыления,полярные полиэтиленовые воски и их вторичные продукты, неполярные полиолефиновые воски, природные и синтетические парафины, силиконовые масла и/или фторполимеры. Конкретные примеры:Licowax, Ceridust, Licolab, Licomont (все - Clariant, Frankfurt), Igrawax (Ciba-Geigy, Basel), Loxiol (Henkel,Dsseldorf), Brolub (Brlocher, Mnchen). Примерами пригодных добавок, увеличивающих ударную прочность, являются эластомеры (ЕРМ или EPDM соответственно), полиакрилаты, полибутадиен, текстильное стекловолокно, арамидное волокно и/или углеродное волокно. Красящие вещества могут включать неорганические пигменты, и/или органические пигменты,и/или органические красители. Однако создающие эффект пигменты, по существу, не используются. Примерами пригодных для использования ингибиторов горения являются, например, галогенированные соединения, известные специалистам в данной области, отдельно или вместе с триоксидом сурьмы или фосфорсодержащими соединениями, гидроксид магния, красный фосфор, а также другие общеизвестные соединения или их смеси. Известными ингибиторами горения являются, например, такие соединения фосфора, как фосфаты, например триарилфосфаты, такие как трис-крезилфосфат, фосфиты,- 13016736 например триарилфосфиты или фосфониты, которые описаны в DE-A-19632675 или в Энциклопедии химической технологии под редакцией R. Kirk и D. Othmer, т. 10, 3-е изд., Wiley, Нью-Йорк, с. 340-420. В качестве фосфонитов обычно используют бис-(2,4-ди-трет-бутилфенил)фенилфосфонит,трис-(2,4-ди-трет-бутилфенил)фосфонит,тетракис-(2,4-ди-трет-бутил-6-метилфенил)-4,4'-бифенилилендифосфонит,тетракис-(2,4-ди-трет-бутилфенил)-4,4'-бифенилилендифосфонит,тетракис-(2,4-диметилфенил)-1,4-фенилилендифосфонит,тетракис-(2,4-ди-трет-бутилфенил)-1,6-гексилилендифосфонит и/или тетракис-(3,5-диметил-4-гидроксифенил)-4,4'-бифенилилендифосфонит,тетракис-(3,5-ди-трет-бутил-4-гидроксифенил)-4,4'-бифенилилендифосфонит. Конкретными примерами являются: Fire Fighters (Great Lakes Chemicals), Fyrol (Dead Sea Bromine,Israel), Martinal (Martinswerk, Bergheim), Reofos (Ciba-Geigy, Basel), Phosflex (Akzo Chemicals, USA). Примерами пригодных для использования антистатиков являются этоксилированные амины жирного ряда, алифатические сульфонаты, соединения четвертичного аммония и/или сложные эфиры полярных жирных кислот. Их конкретные применимые примеры - это Brostat (Brlocher, Mnchen), Dehydat(Henkel, Dsseldorf), Hostastat (Clariant, Frankfurt), Irgastat (Ciba-Geigy, Basel). Примерами пригодных оптических отбеливателей являются бис-бензотриазол, производные фенилкумарина, бис-стирилбифенилы и/или пирентриазины. Конкретные примеры: Hostalux (Clariant,Frankfurt), Uvitex (Ciba-Geigy, Basel). Бактерицидные биостабилизаторы (биоциды) известны в данной области. Их примеры - это 10,10'(окси-бис-феноксазин, н-(тригалогенметилтио)фталимид, Cu-8-гидроксихинолин, оксид трибутилолова и/или его производные, например Cunilat (Ventron, В), Preventol (Bayer, Leverkusen), Fungitrol (Tenneco,США). Примерами применимых химических вспенивателей являются водородкарбонат или лимонная кислота + NaHCO3, например Hydrocerol 8 (Bhringer, Ingelheim). Примерами пригодных органических веществ, образующих поперечные связи, являются диаралкилпероксиды, алкиларалкилпероксиды, диалкилпероксиды, трет-бутилпероксибензоат, диацилпероксиды и/или пероксикетали, например Interox (Peroxidchemie, Hllriegelskreuth), Luperco, Luperox (Luperox,Gnzburg). Таким образом, настоящее изобретение позволяет осуществлять не поддающуюся изменению маркировку герметизирующих материалов и уплотнительных материалов настоящего изобретения, изготовленных из пластмассы, бесконтактным образом, а также не поддающуюся изменению бесконтактную маркировку изделий, которые покрыты или окрашены соответственно материалом покрытия настоящего изобретения или краской, изготовленными из пластмассы. Например, контейнер, в том числе контейнер для пищевых продуктов, может быть укупорен или покрыт материалом настоящего изобретения. Маркировка может быть выполнена до или после внесения в него содержимого. Поддающийся лазерной маркировке герметизирующий материал и уплотнительный материал, изготовленные из пластмассы, а также поддающийся лазерной маркировке материал покрытия и поддающаяся лазерной маркировке краска, изготовленные из пластмассы в соответствии с настоящим изобретением, могут являться частью изделия, которое, само по себе, не обязательно должно быть пригодно для лазерной маркировки и/или лазерной сварки. Маркировку с использованием обычного лазера осуществляют путем размещения образца изделия на пути оптического луча лазера. Получаемая маркировка зависит от длительности воздействия (или числа импульсов в случае импульсного лазера), соответственно, и мощности излучения лазера, а также типа пластмассы. Используемая мощность лазера зависит от конкретного применения и в частном случае может быть без труда определена специалистом в данной области. В принципе, пригодны все обычные лазеры, например газовые лазеры и твердотельные лазеры. Газовые лазеры (типичная длина волны испускаемого излучения приведена в скобках): лазер на диоксиде углерода (10,6 нм),лазер на аргоне (488 и 514,5 нм),лазер на смеси неона и гелия (543, 632,8, 1150 нм),лазер на криптоне (330-360 нм, 420-800 нм),лазер на водороде (2600-3000 нм) и лазер на азоте (337 нм). Твердотельные лазеры (типичная величина испускаемого излучения приведена в скобках): лазер на алюмоиттриевом гранате с неодимом (Nd:YAG) (Nd3+Y3Al5O12) (1064 нм),высокоэффективный полупроводниковый лазер (800-1000 нм),лазер на рубиновом кристалле (694 нм),эксимерный лазер на F2 (157 нм), эксимерный лазер на ArF (193 нм), эксимерный лазер на KrCl(222 нм), эксимерный лазер на KrF (248 нм), эксимерный лазер на XeCl (308 нм), эксимерный лазер на- 14016736 лазер Nd:YAG с умножением частоты, характеризующийся длинами волн 532 нм (удвоенная частота), 355 нм (утроенная частота) или 266 (учетверенная частота). Предпочтительными лазерами для нанесения лазерной маркировки являются лазер Nd:YAG(Nd3+Y3Al5O12) (1064 нм), а также высокоэффективный полупроводниковый лазер (800-1000 нм), излучение которых, и того, и другого, лежит в коротковолновой ИК-области. Используемые лазеры обычно обладают мощностью от 1 до 400, предпочтительно от 5 до 100, особенно от 10 до 50 Вт. Удельная энергия используемых лазеров, как правило, соответствует диапазону от 0,3 до 50 мДж/см 2, предпочтительно от 0,3 до 10 мДж/см 2. При использовании импульсных лазеров частота импульсов, как правило, соответствует диапазону от 1 до 30 кГц. Соответствующие лазеры, которые могут быть использованы для указанных выше целей, выпускаются серийно. Колоссальным преимуществом добавки для лазерной маркировки настоящего изобретения является то, что длина волны лазера необязательно должна быть специально подобрана в соответствии со сферическими металлическими частицами. В противоположность оксидам металлов, металлы обладают поглощающей способностью в широком диапазоне, поэтому для выполнения лазерной маркировки пластмасс, содержащих материал для лазерной маркировки настоящего изобретения, могут быть использованы различные лазеры с разными длинами волн. Оксиды металлов, такие как оксид олова, легированный сурьмой, отчасти используются в данной области в качестве поглощающих материалов. Несмотря на токсическую опасность, эти оксиды вынуждают использовать определенную длину волны лазерного излучения для выполнения маркировки, что увеличивает трудности, возникающие при манипулировании с ними. Использование поддающегося лазерной маркировке герметизирующего материала или уплотнительного материала настоящего изобретения, изготовленных из пластмассы, и поддающихся лазерной маркировке материалов покрытия и поддающейся лазерной маркировке краски настоящего изобретения возможно в различных областях, где применяются герметизирующие материалы, уплотнительные материалы, материалы покрытия и краски, и в этом отношении не ограничивается. Например, настоящее изобретение может быть использовано в случае контейнеров для средств личной гигиены или косметики. Изделия настоящего изобретения могут быть маркированы при помощи лазерного излучения даже в труднодоступных зонах. Кроме того, возможно использование в области пищевых продуктов или игрушек. Маркировка в контексте настоящего изобретения особенно отличается тем, что является стойкой к размазыванию и царапанию, стабильной в ходе последующих процессов стерилизации и гигиеничной,т.е. применимой для маркирования. Технические преимущества сферических металлических частиц, используемых в настоящем изобретении, поясняются приводимыми ниже примерами, но ими не ограничиваются. Пример 1. Порошок сферических алюминиевых частиц (компании ECKART GmbHCo. KG, Frth, Германия) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos компании Sympatec, Германия) был обработан способом инжекционного формования в смеси с термопластичным полипропиленом (РР) (R 77110; компании DOW, Германия, Wesseling) с получением пластин (площадь 4260 мм, толщина 2 мм). Производство 1%-ной по весу смеси выполнили следующим образом. 495 г гранулированного полипропилена и 5 г алюминиевого порошка смешали в смесителе с качающимся барабаном, после чего подвергли обработке в двухчервячном экструдере (компании Bersdorff,Германия, диаметр 25 мм, 28L/D (отношение длины к диаметру без введения дополнительных добавок при температуре обработки 230 С с получением гранулята. Этот гранулят затем обработали на литьевой машине (Arburg Allrounder 221-55-250) при соответствующей данному материалу температуре обработки(например, РР 260 С) с получением пластин образцов указанного выше размера. Путем добавления 1,0, 0,5, 0,2, 0,1, 0,05, 0,02, 0,01, 0,005 и 0 вес.% сферических алюминиевых частиц в полипропилен подготовили серию концентраций и получили соответствующие пластины, которые подвергли маркировке при помощи лазера Nd:YAG (длина волны: 1064 нм; мощность: 8 Вт, частота импульсов: 5 кГц, скорость печати: 50-250 мм/с). Величины в весовых процентах даны в отношении к общему весу алюминиевых частиц и PP. Пластины из РР, не содержащие сферических алюминиевых частиц, не поддавались маркировке лазера Nd:YAG. При использовании сферических алюминиевых частиц, начиная с количества в 0,005 вес.% в РР,была получена высококонтрастная, темная и стойкая к абразивному износу маркировка, характеризующаяся четкостью краев изображения и кучностью точек. В то же время пластины из РР оставались прозрачными, нейтрального цвета. При количестве сферических алюминиевых частиц в диапазоне 0,05-0,5 вес.% все в большей степени наблюдалось окрашивание в серый цвет с соответствующей потерей прозрачности. РР с содержанием сферических алюминиевых частиц более 0,5 вес.% были серыми и непрозрачными.- 15016736 Наличия мешающих грубых частиц с эффектом мерцания не наблюдалось. Кроме того, уже в диапазоне низких концентраций (0,005-0,02 вес.%) при высокой скорости печати (150-200 мм/с, 8 Вт, частота импульсов: 5 кГц) лазера было возможно получение отличной кучности точек и высокого контраста изображения. В пластинах из РР, содержащих сферические алюминиевые частицы, не наблюдалось линий тока и нитчатых включений. Пример 2. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 2,50 мкм, величиной D90 5,46 мкм и величиной D99 11,6 мкм (определенными с использованием прибора Helos, как в примере 1) был обработан в смеси с РР так же, как в примере 1. Полученные результаты соответствуют результатам, описанным в примере 1. Пример 3. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 2,27 мкм, величиной D90 3,83 мкм и величиной D99 5,28 мкм (определенными с использованием прибора Helos, как в примере 1) был обработан в смеси с РР так же, как в примере 1. Полученные результаты соответствуют результатам, описанным в примере 1. Пример 4. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 17,5 мкм, величиной D90 34,5 мкм и величиной D99 62,0 мкм (определенными с использованием прибора Helos, как в примере 1) был обработан в смеси с РР так же, как в примере 1. Начиная с содержания сферических алюминиевых частиц в РР 0,005 вес.%, можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку, характеризующуюся четкостью краев изображения и кучностью точек. В то же время пластины из РР оставались прозрачными, нейтрального цвета. При использовании сферических алюминиевых частиц в количестве, соответствующем 0,1-1,0 вес.%, все в большей степени наблюдалось окрашивание в сероватый цвет с соответствующей потерей прозрачности. Пластины из РР с содержанием сферических алюминиевых частиц более 1,0 вес.% были серыми и непрозрачными. В этом случае мерцающий блеск наблюдался лишь в малой степени. В пластинах из РР, содержащих сферические алюминиевые частицы, не наблюдалось линий тока и нитчатых включений. Пример 5. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 39,3 мкм, величиной D90 69,1 мкм и величиной D99 104 мкм (определенными с использованием прибора Helos, как в примере 1) был обработан в смеси с РР так же, как в примере 1. При использовании сферических алюминиевых частиц в РР в количестве 0,005-0,1 вес.% можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку, характеризующуюся четкостью краев изображения и кучностью точек. В то же время пластины из РР оставались прозрачными, нейтрального цвета. При использовании сферических алюминиевых частиц в количестве, соответствующем 0,1-1,0 вес.%, все в большей степени наблюдалось окрашивание в сероватый цвет с соответствующей потерей прозрачности. Пластины из РР с содержанием сферических алюминиевых частиц более 1,0 вес.% были серыми и непрозрачными. Для всего диапазона концентраций отчасти наблюдались частицы и мерцающий блеск. В пластинах из РР, содержащих сферические алюминиевые частицы, не наблюдалось линий тока и нитчатых включений. Сравнительный пример 6. Сферические алюминиевые частицы (компании ECKART) с величиной D50 140 мкм и величинойD90 230 мкм (величина D99 не поддается измерению) (определенными с использованием прибора Helos,как в примере 1) были обработаны в смеси с РР так же, как в примере 1. При использовании сферических алюминиевых частиц в РР в количестве, начиная с 0,05 вес.%,можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку, характеризующуюся низкой четкостью краев изображения и кучностью точек, которые, таким образом, были неудовлетворительны. В то же время пластины из РР оставались прозрачными, нейтрального цвета. При использовании сферических алюминиевых частиц в количестве, соответствующем диапазону 0,2-2,0 вес.% все в большей степени наблюдалось окрашивание в сероватый цвет с соответствующей потерей прозрачности. Пластины из РР с содержанием сферических алюминиевых частиц более 2,0 вес.% были серыми и непрозрачными. Во всем диапазоне концентраций наблюдались крупные частицы и значительный мерцающий блеск. В пластинах из РР, содержащих сферические алюминиевые частицы, не наблюдалось линий тока и нитчатых включений. Сравнительный пример 7. Тонкодисперсные алюминиевые создающие эффект пигменты в форме пластинок (PC 200 компании Eckart GmbHCo. KG, Fth, Германия) с величиной D10 1,51 мкм, величиной D50 4,02 мкм и величиной D90 10,0 мкм (определенными с использованием прибора Helos, как в примере 1) были обработаны в смеси с РР так же, как в примере 1.- 16016736 Выполнение маркировки было возможно при использовании количества сферических алюминиевых частиц 0,005 вес.%. В то же время пластины из РР становились мутно-серыми даже при использовании указанных количеств алюминиевых создающих эффект пигментов. При использовании алюминиевых создающих эффект пигментов в количестве 0,01 вес.% окрашивание в серый цвет было сравнимо с окрашиванием в серый цвет, полученным в примере 1 при количестве сферических алюминиевых частиц 0,1 вес.% При содержании алюминиевых создающих эффект пигментов 0,02 вес.% пластины были серыми и непрозрачными. Нанесенная маркировка была высококонтрастной, темной и стойкой к абразивному износу, однако по сравнению с примером 1 характеризовалась сниженной кучностью точек. Наблюдались линии тока и нитчатые включения соответственно, типичные для продуктов, полученных способом инжекционного формования пластмасс с использованием пигментов в форме пластинок. Сравнительный пример 8. Частицы оксида олова, легированные сурьмой (пигменты Mark-it компании Engelhard Corporation,США) обработали в смеси с РР так же, как в примере 1. Полученные пластины из РР обладали свойствами, сравнимыми со свойствами пластин из РР, изготовленных в примерах 1 и 2, однако характеризовались немного пониженной кучностью точек. Вместо окрашивания в серый цвет, полученного в примерах 1-3, наблюдалось окрашивание в коричневый цвет при содержании пигмента 0,1 вес.%. Образования линий тока или нитчатых включений не наблюдалось. Однако использованные пигменты Mark-it содержали высокотоксичную сурьму. Сравнительный пример 9. Мерцающие пластинки с покрытием из оксида олова, легированного сурьмой (Lazerflair 825 компании Е. Merck KGaA, Германия) обработали в смеси с РР так же, как в примере 1. Эти пластины из РР обладали свойствами, сравнимыми со свойствами пластин из РР, изготовленных в примерах 1 и 2. Однако на всем диапазоне концентраций наблюдалась хорошая, но по сравнению с примерами 1-3 и 8 пониженная кучность точек, помутнение появилось при концентрациях 0,1 вес.%,среда была непрозрачной при концентрациях 2,0 вес.%. Вместо окрашивания в серый цвет, полученного при содержании алюминиевых частиц 0,1 вес.% в примерах 1 и 2, в случае пигментов Lazerflair 825 наблюдалось аналогичное окрашивание в зеленоватый цвет. В пластинах, полученных инжекционным формованием, наблюдались линии тока и нитчатые включения соответственно, типичные для пластмасс, полученных способом инжекционного формования с использованием пигментов в форме пластинок. Пигменты Lazerflair 825 также содержат токсичную сурьму. Пример 10. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным полистиролом (PS) (Styron 678-Е; компании DOW, США) с получением пластин (площадь 4260 мм, толщина 2 мм) так же, как в примере 1. Пластины из PS, не содержащие сферических алюминиевых частиц, почти не поддавались маркировке. При использовании сферических алюминиевых частиц нанесение маркировки лазером было возможно при содержании сферических алюминиевых частиц 0,005 вес.%. Начиная с содержания сферических алюминиевых частиц 0,02 вес.%, можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку, характеризующуюся удовлетворительной четкостью краев изображения и кучностью точек. В то же время пластины из PS оставались прозрачными, нейтрального цвета. При использовании сферических алюминиевых частиц в количестве, соответствующем 0,05-0,5 вес.%, все в большей степени наблюдалось окрашивание пластин из PS в сероватый цвет с соответствующей потерей прозрачности. Пластины из PS с содержанием сферических алюминиевых частиц, начиная с 0,5 вес.%,были серыми и непрозрачными. Линий тока и нитчатых включений не наблюдалось. Пример 11. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным поликарбонатом (PC) (Calibre 201 TNT; компании DOW, США) так же, как в примере 1, с получением пластин (площадь 4260 мм, толщина 2 мм). Пластины из PC, не содержащие сферических алюминиевых частиц, почти не поддавались маркировке. Начиная с количества сферических алюминиевых частиц 0,005 вес.%, можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку. Результаты в других диапазонах количества частиц соответствовали результатам, полученным в примере 1.- 17016736 Пример 12. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным полиэтилентерефталатом (PET) (Suka 5141; компании DuPont, США) так же,как в примере 1, с получением пластин (площадь 4260 мм, толщина 2 мм). Пластины из PET, не содержащие сферических алюминиевых частиц, почти не поддавались маркировке. При использовании 0,005 вес.% сферических алюминиевых частиц пластины из PET поддавались маркировке. Начиная с содержания 0,005 вес.%, можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку. Результаты в других диапазонах количества частиц соответствовали результатам, полученным в примере 1, при хорошей, но меньшей кучности точек. Пример 13. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным стиролакрилонитрилом (SAN) (Tyril 867 Е; компании DOW, США) так же, как в примере 1, с получением пластин (площадь 4260 мм, толщина 2 мм). Пластины из SAN, не содержащие сферических алюминиевых частиц, почти не поддавались маркировке. При использовании 0,01 вес.% сферических алюминиевых частиц пластины из SAN поддавались маркировке. Начиная с количества сферических алюминиевых частиц 0,02 вес.%, можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку. Результаты в других диапазонах количества частиц соответствовали результатам, полученным в примере 1, при хорошей, но меньшей кучности точек. Пример 14. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным сополимером акрил/бутадиен/стирол (ABS) (Magnum 8433; компании DOW,США) так же, как в примере 1, с получением пластин (площадь 4260 мм, толщина 2 мм). Пластины из ABS, не содержащие сферических алюминиевых частиц, почти не поддавались маркировке. При использовании 0,005 вес.% сферических алюминиевых частиц можно получить высококонтрастную, темную и стойкую к абразивному износу маркировку светлого ABS, характеризующуюся отличной четкостью краев изображения и кучностью точек. В то же время пластины из ABS оставались нейтральными по цвету, поскольку ABS является материалом, который сам по себе непрозрачен. При использовании сферических алюминиевых частиц в количестве, соответствующем диапазону 0,05-0,1 вес.%, все в большей степени наблюдалось окрашивание в сероватый цвет. Пластины из ABS с содержанием сферических алюминиевых частиц 0,2 вес.% были серыми. Линий тока и нитчатых включений не наблюдалось. Пример 15. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан в смеси с полиэтиленом низкой плотности(LDPE) (LDPE 410-Е; компании DOW, США) при помощи пленочного экструдера типа Scientific (компании LabTech, Таиланд) с получением экструзией с раздувкой пленки толщиной 100 мкм. Путем добавления 1,0, 0,5, 0,2, 0,1, 0,05, 0,02, 0,01, 0,005 и 0 вес.% сферических алюминиевых частиц в полипропилен подготовили серию концентраций. Пленки из LDPE, не содержащие сферических алюминиевых частиц, не поддавались маркировке. В диапазоне содержания сферических алюминиевых частиц 0,02-0,5 вес.% при обработке лазером возможно получение на прозрачных пленках чистого цвета высококонтрастной, темной и стойкой к абразивному износу маркировки. Наблюдалась отличная кучность точек и четкость изображения. При использовании сферических алюминиевых частиц в количестве 0,5 вес.% наблюдалось усиливающееся окрашивание пленок в серый цвет. Пример 16. Порошок сферических алюминиевых частиц (компании ECKART) с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибора Helos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным полиамидом РА 6 (Gerstamid R 200 S; компании Resin Express, Германия) так же, как в примере 1, с получением пластин (площадь 4260 мм, толщина 2 мм). Пластины из РА 6, не содержащие сферических алюминиевых частиц, не поддавались маркировке. Результаты в других диапазонах количества частиц соответствовали результатам, полученным в примере 14. В размещенной ниже таблице сведены данные примеров и их результаты. Как видно из итоговой таблицы, применение сферических металлических частиц в контексте настоящего изобретения делает возможным создание поддающихся лазерной маркировке пластмасс, которые являются прозрачными и в то же время на которые при помощи лазера может быть нанесена высококонтрастная маркировка с хорошей четкостью изображения. Маркировка с высокой контрастностью обычно может быть получена, начиная с количества сферических алюминиевых частиц 0,005 вес.% относительно общего веса пластмассы. Окрашивание в серый цвет или помутнение обычно появляется, начиная с количества сферических алюминиевых частиц 0,05 вес.%. Сравнительный пример 7 показывает, что при использовании алюминиевых создающих эффект пигментов со сравнимым размером частиц также происходит помутнение или окрашивание в серый цвет,когда пластмасса пригодна для лазерной маркировки. В этом отношении соответствующий предел составляет 0,005 вес.%. При сопоставлении сравнительных примеров 8 и 9 ясно, что настоящее изобретение делает возможным создание поддающихся лазерной маркировке пластмасс без использования высокотоксичных соединений или частиц, содержащих сурьму. В сравнительных примерах 17 и 18, а также в примере 19, приведенных ниже, показано, что при использовании в качестве добавки для лазерной маркировки перламутровых пигментов становятся видны или возникают линии тока соответственно. Сравнительный пример 17 (в соответствии с ЕР 1145864 А 1). Так же, как в примере 1, серебряный перламутровый пигмент (РХ 1001 компании ECKART) в концентрации 0,49 вес.% обработали в смеси с полипропиленом (РР). В этом случае возможно получение высококонтрастной, темной, стойкой к абразивному износу маркировки с четкостью краев изображения и кучностью точек от удовлетворительной до достаточной степени. Однако пластины из РР в то же время были перламутровыми, светлыми и непрозрачными. В этих пластинах из РР очень ясно наблюдалось образование линий тока.- 19016736 Сравнительный пример 18 (в соответствии с ЕР 1145864 А 1). Так же, как в примере 1, серебряный перламутровый пигмент (РХ 1001 компании ECKART) в концентрации 0,49 вес.% и цинковый порошок гранулометрического состава с D10 1,9 мкм; D50 3,4 мкм;D90 6 мкм (цинковый порошок 17640, производитель - компания Norzinko GmbH, Германия) в концентрации 0,0098 вес.% обработали в смеси с полипропиленом (РР). Результаты точно соответствовали результатам сравнительного примера 17. Сравнительный пример 19. Так же, как в примере 1, цинковый порошок (цинковая пыль 17640 компании Norzinko GmbH,Goslar, Германия) обработали в смеси с полипропиленом (РР). При использовании цинкового порошка,начиная с количества 0,005% относительно РР, возможно получение высококонтрастной, темной, стойкой к абразивному износу маркировки с удовлетворительной четкостью краев изображения и кучностью точек. Начиная с количества добавки 0,05 вес.%, были получены очень хорошие кучность точек и четкость краев изображения. В то же время пластины из РР оставались прозрачными и нейтральными по цвету. Начиная с количества цинкового порошка 0,05 вес.%, все в большей степени наблюдалось окрашивание в сероватый цвет с соответствующей потерей прозрачности. Пластины из РР, в которых количество цинкового порошка превышало 1,0 вес.%, были серыми и непрозрачными. Однако хорошая маркировка с очень хорошей кучностью точек и высоким контрастом могла быть получена только при малой скорости печати лазером Nd:YAG (50 мм/с, 8 Вт, частота импульсов 5 кГц). В пластинах из РР, содержащих сферические алюминиевые частицы, не наблюдалось наличия линий тока или нитчатых включений. Пример 20. Так же, как в примере 1, серебряный перламутровый пигмент (РХ 1001 компании ECKART) в концентрации 0,05 вес.% и цинковый порошок (цинковая пыль 17640 компании Norzinko GmbH, Goslar,Германия) в концентрации 0,25 и 0,05 вес.% обработали в смеси с полипропиленом (РР). Полученные результаты сравнимы с описанными для примера 19, однако наблюдалось некоторое снижение кучности точек. При указанных концентрациях пластины оставались прозрачными, однако уже наблюдалось образование линий тока. Очевидно, что результаты примеров 19 и 20 превосходят результаты сравнительных примеров 17 и 18 при использовании металлических частиц без перламутровых пигментов или только с небольшим их количеством. В обоих сравнительных примерах 17 и 18 не подтверждено преимущество использования цинкового порошка. Сравнение результатов примеров 19 и 20 показывает, что линии тока возникают уже при низких концентрациях перламутровых пигментов. В примерах 21-24, приведенных ниже, показана специфическая пригодность металлических частиц в качестве добавки для лазерной сварки. Пример 21. Порошок сферических алюминиевых частиц с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибораHelos, как в примере 1) был обработан способом инжекционного формования в смеси с термопластичным полипропиленом (R 771-10; компании DOW, США) с получением пластин (аналогичных пластинам примера 1, площадь 4260 мм, толщина 2 мм). Полученную таким образом пластину накрыли соответствующей, не содержащей пигментов пластиной из термопластичного полипропилена (R 771-10; компании DOW, США) и воздействовали излучением лазера Nd:YAG (1064 нм; 8 Вт, частота импульсов 5 кГц; скорость печати 50 мм/с) на площади 1010 мм. Таким образом, достигли сплавления пластин друг с другом в области их контакта на облученном участке. Место сварки можно было снова разнять только с приложением усилия. Сравнительный пример 22. Так же, как в примере 20, обработали две пластины из термопластичного полипропилена (R 771-10; компании DOW, США), не содержащие пигментов. В этом случае не удалось достичь сплавления пластин друг с другом. Пример 23. Порошок сферических алюминиевых частиц с величиной D50 1,57 мкм, величиной D90 3,37 мкм и величиной D99 7,55 мкм (определенными методом лазерной гранулометрии с использованием прибораHelos, как в примере 1) был обработан в смеси с 0,5 вес.% полиэтилена низкой плотности (LDPE) (LDPE 410-Е компании DOW, США) с целью получения экструзией с раздувкой пленок толщиной 100 мкм при помощи пленочного экструдера типа Scientific компании LabTech, Таиланд. Кусок пленки (11070 мм) накрыли соответствующей пленкой LDPE, не содержащей пигментов, и обработали так же, как в примере 21. Тем самым, достигли сплавления пленок друг с другом в области их контакта на облученном участке. Место сварки можно было снова разнять только с приложением усилия, при этом пленки в месте сварки рвались.- 20016736 Сравнительный пример 24. Так же, как в примере 22, обработали две пленки из полиэтилена низкой плотности (LDPE) (LDPE 410-Е компании DOW, США), не содержащие пигментов. В этом случае не удалось достигнуть сплавления пленок друг с другом. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Добавка для поддающегося лазерной маркировке уплотнительного материала, герметизирующего материала или материала покрытия, изготовленного из пластмассы, или для состава краски, изготовленной из пластмассы, где указанная добавка представляет собой сферические металлические частицы, которые не содержат сурьмы и/или соединений, содержащих сурьму, отличающаяся тем, что распределение по размерам указанных сферических металлических частиц, определяемое посредством лазерной гранулометрии, в форме объемно-усредненного кумулятивного распределения частиц не более указанного размера характеризуется D99110 мкм, D9075 мкм и D5045 мкм. 2. Добавка по п.1, отличающаяся тем, что объемно-усредненное кумулятивное распределение сферических металлических частиц по размерам не более указанного размера характеризуется D9970 мкм иD9040 мкм, предпочтительно D9965 мкм и D9036 мкм. 3. Добавка по любому из предшествующих пунктов, отличающаяся тем, что металлические частицы содержат металлы или состоят из металлов, подбираемых из группы, в которую входят алюминий, медь,серебро, золото и цинк, олово, железо, титан, ванадий, магний и их сплавы. 4. Добавка по любому из предшествующих пунктов, отличающаяся тем, что металлические частицы характеризуются содержанием оксида металла не более 10 вес.% относительно общего веса металлических частиц. 5. Добавка по любому из предшествующих пунктов, отличающаяся тем, что металлические частицы имеют по меньшей мере один неорганический слой оксида металла. 6. Добавка по п.5, отличающаяся тем, что слой оксида металла содержит SiO2 или состоит из SiO2. 7. Герметизирующий или уплотнительный материал, изготовленный из пластмассы, содержащей добавку в соответствии с любым из пп.1-6. 8. Материал по п.7, отличающийся тем, что пластмасса уплотнительного или герметизирующего материала представляет собой термопластичный полимер, эластомер, термопластичный эластомер или термопластичный вулканизат. 9. Материал по п.7 или 8, отличающийся тем, что пластмасса подобрана из группы, в которую входят полиэтилен, сополимер этилена и низших алкенов, полипропилен, термопластичные эластомеры,сополимеры этилена и пропилена, кислотно-модифицированные сополимеры этилена и пропилена, эластомер стирол/бутадиен, карбоксилированный стирол/бутадиен, полиизопрен, блок-сополимеры стирол/изопрен/стирол,блок-сополимеры стирол/бутадиен/стирол,блок-сополимеры стирол/этилен/бутилен/стирол, блок-сополимеры полистирол/полиэтилен/пропилен, блок-сополимеры полистирол/полиэтилен/пропилен/полистирол, блок-сополимеры полистирол/полиэтилен/пропилен/стирол,полистирол, сополимеры и терполимеры этилен/винилацетат, сополимеры и терполимеры этилена и акриловой кислоты, сополимеры этилен/виниловый спирт, бутилэластомеры, сополимеры этилена, изготовленные из этилена и содержащего кислоту олефина, полимеры на основе поливинилхлорида или их смеси. 10. Материал по любому из пп.7-9, отличающийся тем, что пластмасса выбрана из группы, состоящей из ПВХ, термопластичных олефинов и термопластичных вулканизатов. 11. Материал по любому из пп.7-10, отличающийся тем, что пластмасса выбрана из группы, в которую входят LDPE, HDPE, РР и их сополимеры, сополимеры этилена, сополимеры стирола SIBS, SBS,SEBS, ТРЕ или TPV. 12. Материал по любому из пп.7-11, отличающийся тем, что он представляет собой герметизирующий материал для крончатой крышки, крышки, резьбовой крышки, стеклянной пробки, распылительной головки, сопла, противопылевого колпака, уплотнения для колпачка аэрозольного баллона, уплотнения клапана или уплотнения для спортивных напитков или поддающийся лазерной маркировке уплотнительный материал представляет собой крышку, пластиковую пробку, резьбовую крышку, противопылевой колпак, уплотнение для колпачка аэрозольного баллона, уплотнение клапана или уплотнение для спортивных напитков. 13. Материал покрытия, изготовленный из пластмассы, содержащей добавку по любому из пп.1-6. 14. Материал по п.13, где материал представляет собой краску. 15. Материал покрытия по п.13 или 14, отличающийся тем, что пластмасса выбрана из группы, в которую входят акриловые полимеры, стирольные полимеры и продукты их гидрогенизации, виниловые полимеры, полиолефины и продукты их гидрогенизации или эпоксидирования, альдегидные полимеры,эпоксидные полимеры, полиамиды, полиэфиры, полиуретаны, полимеры на основе сульфона, природные полимеры и их производные или их смеси. 16. Материал покрытия по п.13 или 14, отличающийся тем, что пластмасса выбрана из полиэфиров- 21016736 или эпоксидных красок. 17. Материал по п.14, отличающийся тем, что пластмасса выбрана из группы, в которую входят алкидная смола, хлорированный каучук, эпоксидная смола, акрилатная смола, полиэфир, полиуретан или сочетание основы из нитрата целлюлозы и основы из алкидной смолы. 18. Материал по любому из пп.14-17, отличающийся тем, что данный материал представляет собой порошковую краску, естественно высыхающую краску, радиационно-отверждаемую краску или реактивную краску, содержащую один или более компонентов. 19. Материал по любому из пп.14-18, отличающийся тем, что он является термоотверждающейся краской; защитной краской или грунтовкой для упаковочной пленки для пищевых продуктов и пластиковой упаковки или пленок для блистерной упаковки лекарственных средств; устойчивой к температуре стерилизации термоотверждающейся краской; защитной краской или грунтовкой для легких алюминиевых контейнеров и упаковочных пленок; наносимой изнутри или снаружи защитной краской для металлических поддонов; устойчивой к температуре стерилизации защитной краской для закупоривания фармацевтической продукции; клеевой краской или стойкой к абразивному износу наносимой снаружи краской для алюминиевых резьбовых крышек; наносимой снаружи защитной краской и полиуретановой клеевой краской для изолирующих обкладок или гидрофильной краской либо наносимой снаружи защитной краской для пластин теплообменников; клеевой краской или стойкой к абразивному износу наносимой снаружи краской для крончатых крышек или уплотнений; наносимой изнутри защитной краской и наносимой снаружи краской для жестяных банок; наносимой изнутри краской или наносимой снаружи защитной краской; устойчивой к температуре стерилизации термоотверждающейся краской или герметизирующим соединением для стандартного, ЕОЕ- и легко отслаиваемого уплотнения крышек жестяных банок; краской или герметизирующим соединением для аэрозольных жестяных баллонов, обладающей высокой гибкостью; и стойкой к абразивному износу защитной краской для жестяных банок или контейнеров для ювелирных изделий и сигар либо наносимой изнутри защитной краской или наносимой снаружи защитной краской для технической тары. 20. Материал по любому из пп.7-12 или по любому из пп.13-19, отличающийся тем, что содержание металлических частиц в пластмассе составляет от 0,0005 до 0,8 вес.%, предпочтительно от 0,001 до 0,5 вес.%, более предпочтительно от 0,005 до 0,5 вес.%, еще более предпочтительно от 0,01 до 0,1 вес.%, где указанные количества относятся к общему весу пластмассы. 21. Маркированное изделие, содержащее герметизирующий или уплотнительный материал по любому из пп.7-12 или материал покрытия по любому из пп.13-19, получаемое маркированием указанного герметизирующего материала или уплотнительного материала либо материала покрытия или краски путем облучения лазерным излучением. 22. Маркированное изделие по п.21, отличающееся тем, что маркировка необнаружима невооруженным глазом.
МПК / Метки
МПК: C08K 7/18, B41M 5/26, B65D 33/00, C08K 3/08
Метки: полимер, применение, содержащие, частиц, краска, материалов, добавок, лазерной, содержащих, также, сферических, материал, красок, маркировки, герметизирующих, поддающийся, покрытия, герметизирующий, маркировке, поддающаяся, уплотнительный, уплотнительных, качестве, металлических
Код ссылки
<a href="https://eas.patents.su/23-16736-primenenie-sfericheskih-metallicheskih-chastic-v-kachestve-dobavok-dlya-lazernojj-markirovki-germetiziruyushhih-uplotnitelnyh-materialov-ili-materialov-pokrytiya-ili-krasok-soderzh.html" rel="bookmark" title="База патентов Евразийского Союза">Применение сферических металлических частиц в качестве добавок для лазерной маркировки герметизирующих уплотнительных материалов, или материалов покрытия, или красок, содержащих полимер, а также поддающийся лазерной маркировке герметизирующий уплотнительный материал, или материал покрытия, или поддающаяся лазерной маркировке краска, содержащие полимер</a>
Композитный материал, в частности стоматологический пломбировочный материал, ультразвуковое отверждение стоматологических пломбировочных материалов и популяция частиц диоксида циркония
Номер патента: 11375
Опубликовано: 27.02.2009
Авторы: Ван Лелиевелль Александер, Серенсен Бент Фруерлунн, Линдерот Серен, Алмдаль Кристоффер
МПК: A61K 6/027, A61K 6/083
Метки: материалов, композитный, пломбировочный, отверждение, стоматологических, ультразвуковое, циркония, пломбировочных, стоматологический, диоксида, частности, популяция, материал, частиц
Формула / Реферат:
1. Композитный материал с низкой объемной усадкой, включающий один или более наполнителей и полимеризуемую полимерную основу, в котором по меньшей мере один из наполнителей включает по меньшей мере один ингредиент, который находится в метастабильной первой фазе и способен претерпевать мартенситное превращение в стабильную вторую фазу, и объемное соотношение между указанной стабильной второй фазой и указанной метастабильной первой фазой...
Ферментированный высушенный материал, способ его получения и его применение для получения фармацевтической композиции и диетической добавки, а также фармацевтическая композиция и диетическая добавка,содержащие указанный материал
Номер патента: 3090
Опубликовано: 26.12.2002
Авторы: Хидвеги Мате, Рашо Эржебет, Сенде Бела, Лапиш Карой, Темешкезине Фаркаш Рита
МПК: A61P 37/04, A23L 1/172, A61K 35/78...
Метки: фармацевтической, применение, композиция, композиции, добавки, диетической, получения, ферментированный, добавка,содержащие, способ, диетическая, высушенный, фармацевтическая, указанный, материал, также
Формула / Реферат:
1. Ферментированный высушенный материал, являющийся иммуностимулятором и ингибирующий метастазы, который получают из сбраживаемой жидкости посредством ферментации пшеничного зерна с применением Saccharomyces cerevisiae в водной среде, который имеет ВЭЖХ-хроматограмму, по существу соответствующую представленной на фиг. 3, и содержание в нем 2,6-диметоксипарабензохинона составляет 0,12-0,52 мг/г сухого материала, а содержание...
Поддающийся растяжению нетканый материал, поглощающее изделие и способ получения поглощающего изделия
Номер патента: 15784
Опубликовано: 30.12.2011
Авторы: Киношита Акиоши, Хашимото Татсуя, Нома Шинджи, Года Хайдефуми, Тсуджи Томоко, Мукаи Хиротомо, Томиока Масахару
МПК: D04H 1/42, D04H 3/00, D04H 1/54...
Метки: изделие, поглощающее, нетканый, способ, поддающийся, материал, получения, растяжению, изделия, поглощающего
Формула / Реферат:
1. Поддающийся растяжению нетканый материал, содержащийподдающиеся растяжению термопластичные волокна;термоадгезивные волокна, имеющие более низкую температуру плавления, чем поддающиеся растяжению термопластичные волокна; изоны низкой способности к растяжению в средней области материала, образованные посредством сплавления между собой, по меньшей мере, термоадгезивных волокон, в которых способность к растяжению ниже, чем способность к...
Уплотнительный прокладочный материал (варианты)
Номер патента: 15955
Опубликовано: 30.12.2011
Авторы: Карпушкин Виталий Николаевич, Канецкий Сергей Борисович, Сахнович Дмитрий Валерьевич
МПК: F02F 11/00, F16J 15/12
Метки: уплотнительный, материал, варианты, прокладочный
Формула / Реферат:
1. Уплотнительный прокладочный материал, включающий две пластины из мягкого материала, размещенный между ними армирующий металлический перфорированный сердечник с двусторонним расположением заусенцев перфораций и металлический перфорированный каркас с односторонним взаимно противоположным расположением заусенцев перфораций, смонтированный на наружных поверхностях пластин из мягкого материала, отличающийся тем, что поверхности металлического...
Уплотнительный узел для материалов с разными коэффициентами теплового расширения
Номер патента: 9317
Опубликовано: 28.12.2007
Автор: Минфорд Эрик
МПК: F16L 23/02, F16J 15/00, F16L 19/00...
Метки: разными, материалов, уплотнительный, теплового, коэффициентами, расширения, узел
Формула / Реферат:
1. Уплотнительный узел, содержащий: (a) два или более уплотнительных элементов, при этом каждый элемент имеет первую поверхность, вторую поверхность, по существу, параллельную первой поверхности, и ось, ортогональную к первой и второй поверхностям, при этом уплотнительные элементы уложены в стопу таким образом, что прилегающие поверхности параллельны и оси параллельны или совпадают, при этом каждый из уплотнительных элементов выполнен из...
Предыдущий патент: Крепежное приспособление для закрепления предметов на основании
Следующий патент: Устройство защиты здоровых глаз и лечебно-профилактическое устройство (варианты)
Случайный патент: Способ гранулирования при производстве гранулированного удобрения, способ гранулирования исходного сырья удобрения (варианты) и гранулированное удобрение