Смазочный состав с адаптивным коэффициентом трения для резьбового элемента составной части трубных резьбовых соединений
Формула / Реферат
1. Смазочный состав пленкообразующего действия для завинчивания резьбовых соединений, пригодный для покрытия по меньшей мере одной резьбы (FE, FI) и одного упора завинчивания (BVM, BVF) резьбового элемента (ЕМ, EF) составной части (Т2, Т1) трубного резьбового соединения (JF) пленкой в твердом состоянии, липнущей к указанной резьбе (FE, FI) и указанному упору завинчивания (BVM, BVF), при этом указанный упор завинчивания (BVM, BVF) предназначен для опоры на другой упор (BVF, BVM) второй составной части (T1, T2) указанного трубного резьбового соединения (JF) при завершении фазы завинчивания, причем указанный смазочный состав содержит матрицу, отличающийся тем, что он дополнительно содержит по меньшей мере одну тормозную присадку, диспергированную в матрице и выбранную таким образом, чтобы придавать указанному составу в дополнение к смазывающим свойствам коэффициент трения, такой, что величина усилия на стопоре составляет не менее 70% эталонной величины усилия на стопоре смазки типа API RP 5A3, причем указанная(ые) тормозная(ые) присадка(ки) состоит(ят) из дисперсий и/или растворов минеральных или органических частиц, имеющих относительно высокое усилие расслоения и/или высокую степень взаимодействия между частицами или связей притяжения между частицами, и/или твердость по шкале Мооса от средней до высокой, и/или реологические свойства, выраженные сопротивляемостью или противодействием движению.
2. Смазочный состав по п.1, отличающийся тем, что каждая тормозная присадка выбрана из группы, которая включает, по меньшей мере, оксид висмута, оксид титана, коллоидный кремнезем, акриловые полимеры и газовую сажу.
3. Смазочный состав по п.1, отличающийся тем, что тормозная(ые) присадка(ки) обеспечивает(ют) величину усилия на стопоре, по меньшей мере, равную 100% эталонной величины усилия на стопоре смазки типа API RP 5A3 для указанного трубного резьбового соединения (JF).
4. Смазочный состав по одному из пп.1-3, отличающийся тем, что весовой состав тормозных присадок следующий:

5. Смазочный состав по одному из пп.1-3, отличающийся тем, что тормозная присадка состоит только из газовой сажи.
6. Смазочный состав по одному из пп.1-3, отличающийся тем, что состав тормозной присадки включает только пирогенный сферический коллоидный кремнезем.
7. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что он включает частицы твердого(ых) смазочного(ных) вещества(ств), диспергированные в матрице вместе с указанной тормозной присадкой.
8. Смазочный состав по п.7, отличающийся тем, что указанные частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы смазочных веществ по меньшей мере одного из классов 1-4.
9. Смазочный состав по п.8, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 2 и по меньшей мере одного твердого смазочного вещества класса 1.
10. Смазочный состав по п.8, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 2 и по меньшей мере одного твердого смазочного вещества класса 4.
11. Смазочный состав по п.8, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 1, по меньшей мере одного твердого смазочного вещества класса 2 и по меньшей мере одного твердого смазочного вещества класса 4.
12. Смазочный состав по одному из пп.8-11, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат, по меньшей мере, частицы по меньшей мере одного твердого смазочного вещества класса 1, выбранного из оксида цинка и нитрида бора.
13. Смазочный состав по одному из пп.8-12, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 2, выбранного из фторида графита, сульфидов олова, сульфидов висмута и дисульфида вольфрама.
14. Смазочный состав по одному из пп.8-13, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат, по меньшей мере, частицы политетрафторэтилена в качестве твердого смазочного вещества класса 4.
15. Смазочный состав по одному из пп.8-14, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) включают, по меньшей мере, молекулы по меньшей мере одного фуллерена со сферической или трубчатой структурой.
16. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица имеет твердую консистенцию, является не липкой на ощупь и имеет реологические свойства, которые выбраны из группы, содержащей пластический или вязкопластичный тип.
17. Смазочный состав по п.16, отличающийся тем, что указанная матрица имеет точку плавления в пределах 80-400°С.
18. Смазочный состав по одному из пп.16 и 17, отличающийся тем, что указанная матрица содержит по меньшей мере один термопластический полимер.
19. Смазочный состав по п.18, отличающийся тем, что указанный термопластический полимер выбран из группы, включающей, по меньшей мере, полиэтилен и акриловое вяжущее.
20. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица содержит по меньшей мере одно термоотверждаемое вяжущее.
21. Смазочный состав по п.20, отличающийся тем, что указанное термоотверждаемое вяжущее выбрано из группы, включающей, по меньшей мере, эпоксидные смолы, полиуретан, силикон, алкид уретан и фенолоформальдегидные смолы.
22. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица содержит по меньшей мере одно минеральное вяжущее.
23. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица содержит по меньшей мере одно вяжущее хелатного типа.
24. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица имеет твердую консистенцию, является не липкой на ощупь и содержит по меньшей мере одно вяжущее с вязкоупругой характеристикой.
25. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере одно металлическое мыло.
26. Смазочный состав по п.25, отличающийся тем, что мыло выбрано из группы, содержащей, по меньшей мере, стеарат цинка, стеарат кальция, стеарат лития, стеарат алюминия, стеарат висмута.
27. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один воск растительного, животного, минерального или синтетического происхождения.
28. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один ингибитор коррозии.
29. Смазочный состав по п.28, отличающийся тем, что ингибитор коррозии выбран из группы, содержащей по меньшей мере одно производное сульфоната кальция и окисленного кальция.
30. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один жидкий полимер с кинематической вязкостью при 100°С, по меньшей мере равной 850 мм2/с.
31. Смазочный состав по п.30, отличающийся тем, что указанный жидкий полимер выбран из группы, включающей по меньшей мере один полиметакрилат алкила, полибутилен, полиизобутилен и полидиалкилсиолоксан.
32. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один краситель.
33. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере одно поверхностно-активное вещество для сцепления с поверхностью и однородности покрытия.
34. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере одну противоокислительную добавку.
35. Смазочный состав по одному из пп.1-34, отличающийся тем, что весовой состав матрицы является следующим:

36. Смазочный состав по одному из пп.1-34, отличающийся тем, что весовой состав термопластичной матрицы в виде водной эмульсии является следующим:

37. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим:

38. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим:

39. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим:

40. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим:

41. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав является следующим:

42. Смазочный состав по одному из пп.1-6, отличающийся тем, что указанная матрица имеет пастоподобную консистенцию и она включает по меньшей мере одну присадку экстремальной нагрузки химического действия.
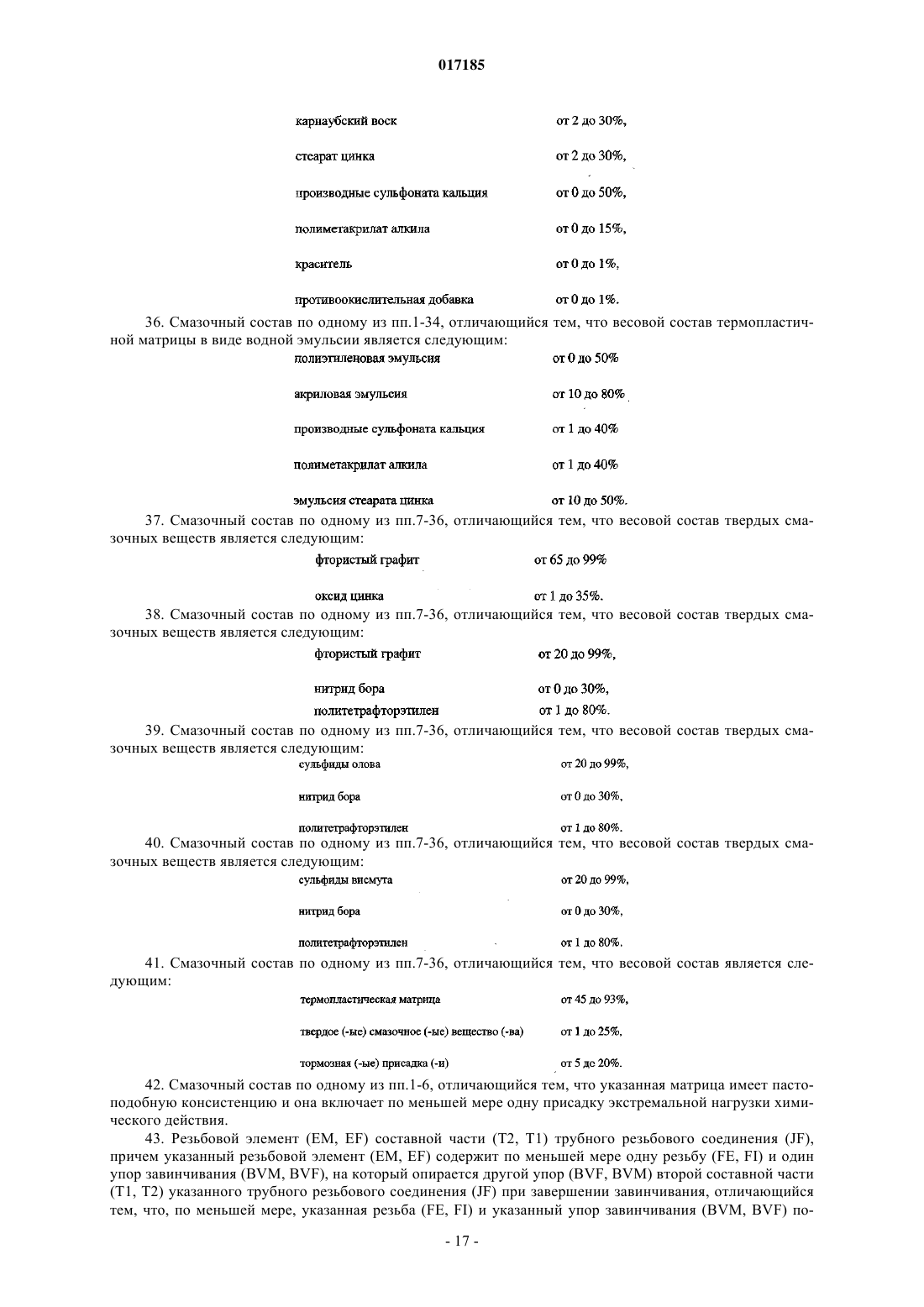
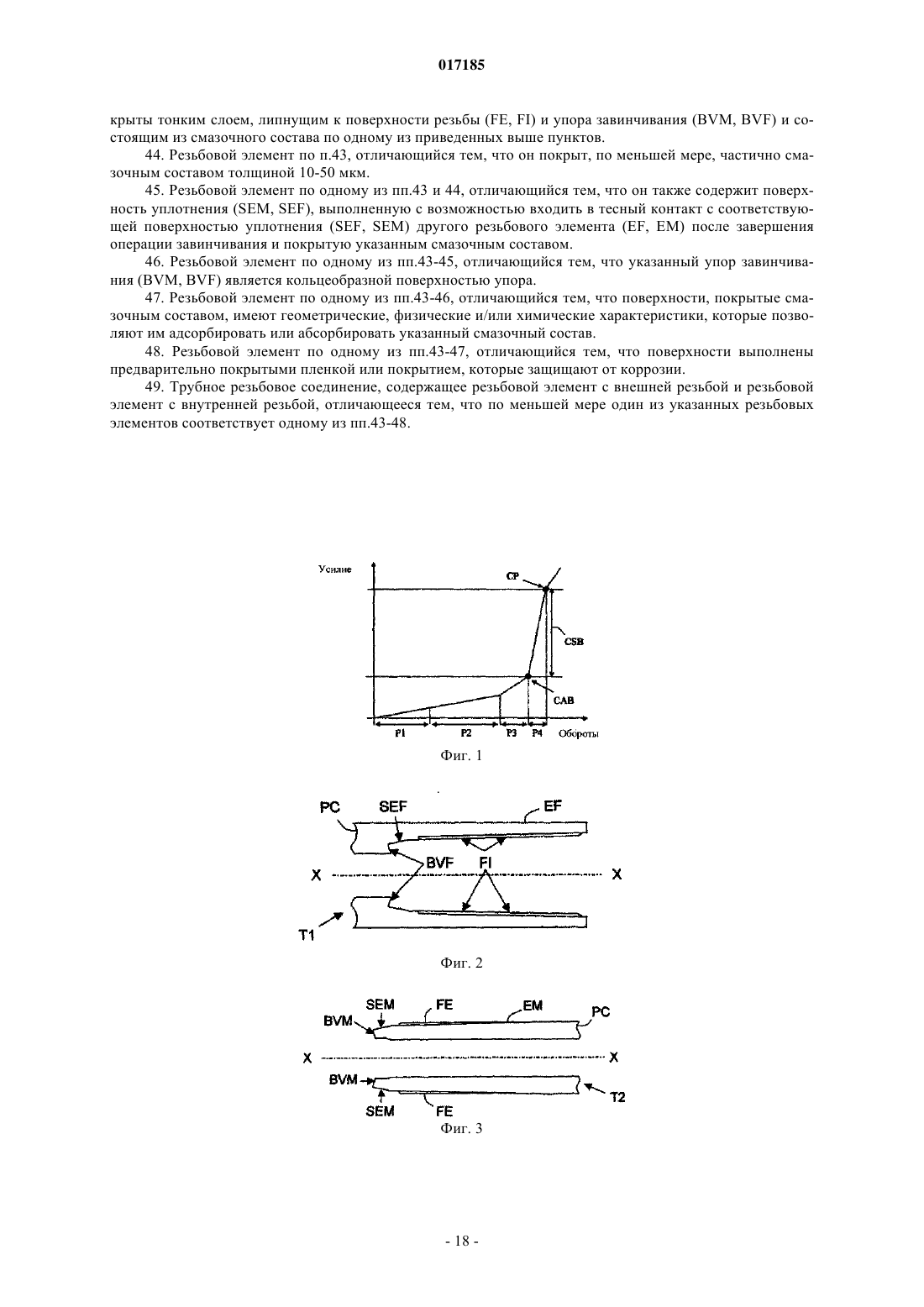
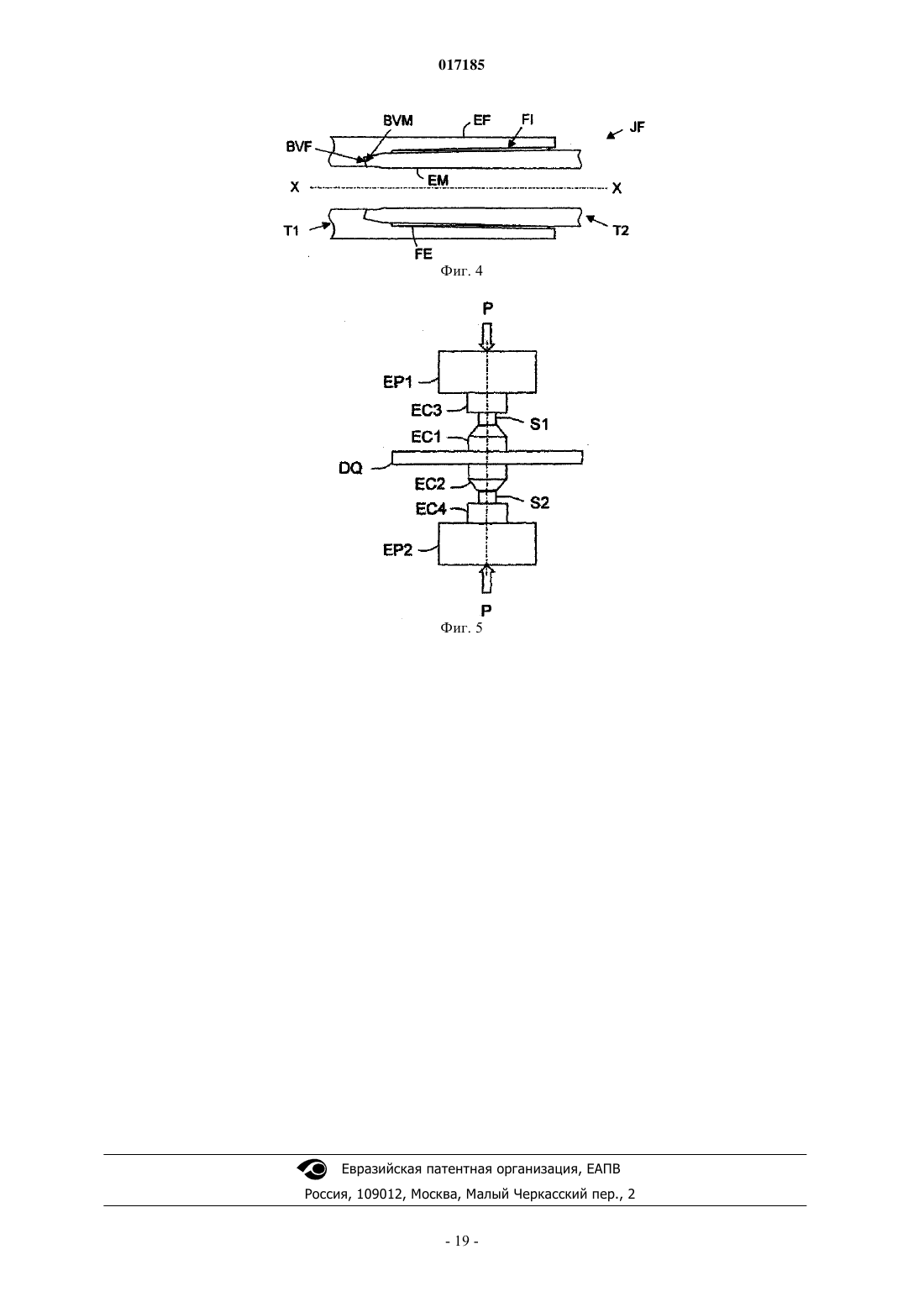
43. Резьбовой элемент (ЕМ, EF) составной части (Т2, Т1) трубного резьбового соединения (JF), причем указанный резьбовой элемент (ЕМ, EF) содержит по меньшей мере одну резьбу (FE, FI) и один упор завинчивания (BVM, BVF), на который опирается другой упор (BVF, BVM) второй составной части (T1, T2) указанного трубного резьбового соединения (JF) при завершении завинчивания, отличающийся тем, что, по меньшей мере, указанная резьба (FE, FI) и указанный упор завинчивания (BVM, BVF) покрыты тонким слоем, липнущим к поверхности резьбы (FE, FI) и упора завинчивания (BVM, BVF) и состоящим из смазочного состава по одному из приведенных выше пунктов.
44. Резьбовой элемент по п.43, отличающийся тем, что он покрыт, по меньшей мере, частично смазочным составом толщиной 10-50 мкм.
45. Резьбовой элемент по одному из пп.43 и 44, отличающийся тем, что он также содержит поверхность уплотнения (SEM, SEF), выполненную с возможностью входить в тесный контакт с соответствующей поверхностью уплотнения (SEF, SEM) другого резьбового элемента (EF, ЕМ) после завершения операции завинчивания и покрытую указанным смазочным составом.
46. Резьбовой элемент по одному из пп.43-45, отличающийся тем, что указанный упор завинчивания (BVM, BVF) является кольцеобразной поверхностью упора.
47. Резьбовой элемент по одному из пп.43-46, отличающийся тем, что поверхности, покрытые смазочным составом, имеют геометрические, физические и/или химические характеристики, которые позволяют им адсорбировать или абсорбировать указанный смазочный состав.
48. Резьбовой элемент по одному из пп.43-47, отличающийся тем, что поверхности выполнены предварительно покрытыми пленкой или покрытием, которые защищают от коррозии.
49. Трубное резьбовое соединение, содержащее резьбовой элемент с внешней резьбой и резьбовой элемент с внутренней резьбой, отличающееся тем, что по меньшей мере один из указанных резьбовых элементов соответствует одному из пп.43-48.

Текст
СМАЗОЧНЫЙ СОСТАВ С АДАПТИВНЫМ КОЭФФИЦИЕНТОМ ТРЕНИЯ ДЛЯ РЕЗЬБОВОГО ЭЛЕМЕНТА СОСТАВНОЙ ЧАСТИ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ Изобретение относится к клейкому тонкому смазочному составу для покрытия по меньшей мере одной резьбы (FI) и упора завинчивания (BVF) резьбового элемента (EF) составной части (Т 1) трубного резьбового соединения (JF). Упор завинчивания опирается на другой упор (BVM) другой составной части (Т 2) трубного резьбового соединения (JF) в конце фазы завинчивания. Смазочный состав содержит матрицу, которая имеет по меньшей мере одну тормозную присадку,диспергированную в указанной матрице и выбранную таким образом, чтобы обеспечить получение величины усилия на стопоре, равной пороговой величине.(71)(73) Заявитель и патентовладелец: ВАЛЛУРЕК МАННЕСМАНН ОЙЛ ЭНД ГЕС ФРАНС (FR); СУМИТОМО МЕТАЛ ИНДАСТРИС, ЛТД. (JP) 017185 Изобретение относится к составным частям трубных резьбовых соединений, применяемых, например, при добыче нефти, а точнее к смазке части (ей) резьбового (ых) элемента (ов) составных частей трубных резьбовых соединений, имеющих упор завинчивания. Под "составной частью" подразумевается любой элемент или дополнительное приспособление,присоединяемые по резьбе к другой составной части, для составления с другой составной частью трубного резьбового соединения. Составной частью может быть, например, относительно длинная труба (в том числе длиной около десяти метров), соединительная трубная муфта, длиной несколько десятков сантиметров, дополнительные приспособления труб (устройство для подвешивания или "hanger", деталь для перехода с одного сечения на другое или "cross-over", предохранительный клапан, соединитель бурильной трубы "tool joint" и т.д.). Подобная составная часть может применяться для бурения и эксплуатации скважины. В этом случае, составные части присоединяются одна к другой для спуска в нефтяные или подобные им скважины и образуют бурильную колонну, колонну обсадных труб ("casing"), тюбинговую крепь ("liner") или колонну насосно-компрессорных труб ("tubing") (эксплуатационные колонны). Резьбовые элементы, выполненные на концах составной части (трубы или муфты), должны быть защищены от коррозии, прежде всего, на протяжении перевозки и складирования на буровой площадке,поэтому при отправке с завода они обычно покрываются смазочными веществами или защитными маслами. На скважине они подвергаются многочисленным операциям завинчивания и отвинчивания. Операция завинчивания определяется профилем (или кривой), выражающим усилие завинчивания (или затяжки) в зависимости от количества совершенных оборотов. Пример профиля усилия завинчивания, соответствующий верхнему резьбовому соединению (premium) с конической резьбой, представлен схематически на фиг. 1. Как видно, профиль усилия свинчивания можно разделить на четыре части. Первая часть Р 1, на протяжении которой внешняя резьба элемента с внешней резьбой (или "pin") первой составной части трубного резьбового соединения не имеет соответствующего радиального сжатия во внутренней резьбе элемента с внутренней резьбой (или "box"), соответствующей второй составной части одного трубного резьбового соединения. Вторая часть Р 2, на протяжении которой геометрическое взаимодействие между нитками резьбы резьбовых элементов с наружной и внутренней резьбой вызывает радиальное сжатие, которое возрастает по мере затягивания (производя незначительное, но возрастающее усилие завинчивания). Третья часть Р 3, на протяжении которой поверхность уплотнения на внешней окружности конечной части элемента с наружной резьбой радиально взаимодействует с соответствующей ей поверхностью уплотнения элемента с внутренней резьбой для осуществления уплотнения металл/металлу. Четвертая часть Р 4, на протяжении которой фронтальная поверхность конечной части элемента с наружной резьбой аксиально упирается в кольцеобразную поверхность упора завинчивания элемента с внутренней резьбой. Данная четвертая часть Р 4 соответствует конечной фазе завинчивания. Усилие завинчивания CAB, которое соответствует окончанию третей части Р 3 и началу четвертой части Р 4, называется стопорным усилием стыковки (или "shouldering torque"). Усилие завинчивания СР,которое соответствует окончанию четвертой части Р 4, называется усилием пластификации (или "plastification torque"). Сверх этого усилия пластификации СР, считается, что упор наружной резьбы (торцевая часть элемента с наружной резьбой) и/или упор внутренней резьбы (участок, находящийся за кольцеобразной поверхностью элемента с внутренней резьбой) становится объектом пластической деформации,которая может вызвать ухудшение показателей герметичности контакта между поверхностями уплотнения. Разница между величинами усилия пластификации СР и стопорного усилия стыковки CAB называется усилием на стопоре (или "torque on shoulder resistance") CSB (CSB = CP-CAB). Трубное резьбовое соединение обеспечивает оптимальное сжатие при окончательном завинчивании, что служит залогом оптимального механического сопротивления резьбового соединения, например усилиям растяжения, равно как и неожиданному отвинчиванию при эксплуатации и оптимальным показателям герметичности. Разработчик резьбового соединения стремится к точному определению с оптимальной величины усилия затяжки для данного типа соединения, которая для всех сборок подобного типа должна быть ниже усилия пластификации (во избежание пластификации упоров и нежелательных последствий, которые из этого следуют), и превосходить величину стопорного усилия стыковки CAB. Окончательное завинчивание с усилием ниже показателя CAB действительно не может гарантировать правильное относительное расположение элементов с внешней и внутренней резьбой, равно как и достаточное сжатие их поверхностей уплотнения. Для одного и того же типа соединений действующее значение стопорного усилия стыковки CAB значительно колеблется от одной сборки к другой, так как оно зависит от фактического диаметра витков резьбы и поверхностей уплотнения с внешней и внутренней резьбой, следовательно, оптимальное усилие завинчивания должно быть значительно выше, чем стопорное усилие стыковки CAB. Таким образом, чем выше величина усилия на стопоре CSB, тем выше запас оптимального усилия затяжки и тем надежнее резьбовое соединение будет сопротивляться нагрузкам при работе. Для защиты уязвимых частей от заклинивания при операциях завинчивания и отвинчивания резьбовые части обычно очищаются от защитной смазки и покрывают специальными смазками, такими какAPI RP 5A3 (ранее API Bull. 5A2). Применение таких смазок с наполнителями из тяжелых и/или токсичных металлов, например свинца, имеет другой недостаток - необходимость повторной смазки на скважине, что может вызвать загрязнение скважин и окружающей среды, при выбросе с резьбы избытка смазки при завинчивании. Были предложены другие типы защиты. Так, в документе US 6933264 предлагается заменить два последовательных нанесения смазки одним нанесением тонкого слоя смазочного вещества пастоподобной или восковидной консистенции при производстве резьбовых соединений (так называемого полусухого или "semi-dry"), в котором содержится по крайней мере одна присадка экстремальных нагрузок химического действия. Подобный тонкий слой представляет собой полусухое покрытие, что является неудобством, связанным с необходимостью механической защиты против загрязнения пылью или песком при перевозке и складировании. Другие документы, например US 4414247, US 4630849, US 6027145, US 6679526 B2, US 2004/0166341 A1 и WO 2004/033951 предлагают заменить смазки разнообразными твердыми защитными покрытиями, которые наносятся при производстве резьбовых элементов и содержат твердотельную матрицу, плотно прилегающую к подложке, в которой рассеяны частицы твердого (ых) смазочного (ных) вещества (в), среди них чаще всего упоминается дисульфид молибдена MoS2. В документе WO 2006/104251 раскрывается резьбовое соединение, имеющее слой вязкого смазывающего вещества, покрытого сухой прочной пленкой. Пленка не является смазывающим веществом. Слой смазывающего вещества не является твердым. Также было предложено твердое защитное покрытие с меньшей степенью загрязнения. Оно состоит из матрицы смазывающего вещества с вязкопластичными свойствами на основе термопластичных материалов, в частности, включающих частицы твердого (ых) смазочного (ых) вещества (в) по крайней мере двух различных классов. Кроме того, подобное покрытие решает проблемы последовательных завинчивания и отвинчивания в условиях забоя, равно как и проблемы защиты резьбовых элементов от коррозии. Кроме того, оно обеспечивает смазывание очень высокого качества. К сожалению, заявитель заметил,что при эксплуатации, особенно в условиях забоя, смазывание было настолько хорошим, что оно не позволяло затянуть концы с внутренней и внешней резьбой трубного резьбового соединения в соответствии с усилием затяжки, определенным для данного трубного соединения. Иными словами, это покрытие значительно уменьшает трение на упоре завинчивания при его окончании с большими нагрузками Герца,называемыми "предельным давлением", и при низких скоростях трения, и настолько хорошо, что усилие пластификации достигается намного быстрее, что приводит к значительно меньшим величинам усилия на стопоре, нежели величины, полученные в качестве образца при применении смазки API RP 5A3. Следовательно, необходимо уменьшить величину оптимального усилия затяжки, рассчитанного для данного типа соединения и смазки API, взятой в качестве образца, и в крайних случаях функция упора не обеспечивается. Целью данного изобретения является улучшение сложившегося положения дел, а именно получение смазочного состава (или покрытия), имеющего выбранный коэффициент трения, для того, чтобы обеспечить искомую величину усилия на упоре, определяемую исходя из усилия полученного для того же резьбового соединения с теми же самыми резьбовыми элементами, покрытыми стандартной смазкойAPI RP 5A3, для того, чтобы позволить применять стандартную величину оптимального усилия затяжки(стандартная величина, определенная с применением смазки API RP 5A3). Для этого предлагается пленкообразующий смазочный состав для сборки резьбовых соединений,который предназначается для покрытия по меньшей мере одной из резьбовых поверхностей и одного упора завинчивания резьбового элемента одной из составных частей трубного резьбового соединения липкой пленкой по резьбе и прилегающему упору завинчивания, причем данный упор завинчивания должен упираться на упор другой составной части трубного резьбового соединения на конечной фазе завинчивания, при этом данный смазочный состав включает матрицу (тип которой не имеет значения). Данный смазочный состав навинчивания резьбовых соединений отличается тем, что он содержит по меньшей мере одну из тормозных присадок (предназначенную для поднятия коэффициента трения до более высоких величин при попадании в систему смазки), диспергированную в матрице и выбранную таким образом, чтобы придать составу, помимо смазывающих свойств, коэффициент трения, выбираемый так, чтобы получить величину усилия на стопоре, равную пороговой величине. Другими словами, изобретение предлагает смазочный состав для навинчивания резьбовых соединений, эффект "торможения" которого может быть выбран в зависимости от нагрузок Герца, которым подвергается элемент при окончании операции завинчивания и которые состав частично перекрывает. Эффект торможения может быть выбран в зависимости от скорости трения. В соответствии с конкретными вариантами применения состав может быть представлен в отдельном виде, в частности в твердом виде для пульверизации в расплавленном состоянии, или в виде дисперсии или эмульсии, растворенных в органическом соединении или воде. Смазочный состав для завинчивания резьбовых соединений может быть представлен многочисленными вариантами, при этом, по меньшей мере, некоторые их признаки могут комбинироваться между собой, а именно-2 017185 тормозная (ые) присадка (и), например, может быть выбрана таким образом, чтобы обеспечить получение величины усилия на стопоре, которая равняется, по меньшей мере, пороговой величине и которая, например, может равняться 70% эталонной величины усилия на стопоре со смазкой типа API RP 5A3, но может и превосходить или равняться 100% эталонной величины; тормозная (ые) присадка (и) может состоять из дисперсий и/или растворов минеральных или органических частиц, которые имеют относительно большую величину усилия расслоения (т.е. имеют расслоение, которое требует средних и высоких величин сдвига или напряжения) и/или высокое значение взаимодействия между частицами или связей притяжения между частицами, и/или твердость по шкале Мооса от средней до высокой (но не абразивного характера), и/или реологические свойства, выраженные сопротивляемостью или противодействием движению; каждая тормозная присадка выбирается из группы, содержащей, по меньшей мере, окись висмута,окись титана, коллоидный кремний, газовую сажу и акриловые полимеры; весовое соотношение тормозных присадок может быть таким: в первом варианте состав тормозной присадки может состоять исключительно из газовой сажи; во втором варианте состав тормозной присадки может состоять исключительно из пирогенного сферического коллоидного кремния; частицы твердой (ых) смазки (ок) могут быть диспергированы в матрице с тормозной (ыми) присадкой (-ами); частицы твердой (ых) смазки (ок) могут включать в свой состав частицы смазочного вещества по меньшей мере одного (предпочтительно двух) из классов 1, 2, 3 и 4; например, частицы твердой (ых) смазки (ок) могут включать в свой состав частицы, по меньшей мере, твердого смазочного вещества из класса 2 и твердого смазочного вещества из класса 1; альтернативно, частицы твердой (ых) смазки (ок) могут включать в свой состав частицы, по меньшей мере, твердого смазочного вещества из класса 1 и твердого смазочного вещества из класса 4; как вариант, частицы твердой (ых) смазки (ок) могут включать в свой состав частицы, по меньшей мере, твердого смазочного вещества из класса 1, по меньшей мере, твердого смазочного вещества из класса 2 и, по меньшей мере, твердого смазочного вещества из класса 4; как вариант или как дополнение, частицы твердой (-ых) смазки (-ок) могут включать в свой состав частицы, по меньшей мере, твердого смазочного вещества из класса 1, который выбирается между нитритом бора и оксидом цинка; как вариант или как дополнение, частицы твердой (-ых) смазки (-ок) могут включать в свой состав частицы, по меньшей мере, твердого смазочного вещества из класса 2, который выбирается из фторида графита, сульфида олова и сульфида висмута; как вариант или как дополнение, частицы твердой(ых) смазки(ок) могут включать в свой состав, по меньшей мере, частицы политетрафторэтилена, в качестве твердого смазочного вещества из класса 4; частицы твердых смазок могут содержать, по меньшей мере, молекулы фуллерена сферического или трубочного сечения; матрица может быть твердой консистенции, не липкой на ощупь и иметь реологические свойства пластического или вязкопластичного типа; точка плавления матрицы расположена между 80 и 400 С; матрица может содержать по меньшей мере один термопластический полимер, такой как, например,полиэтилен или акриловое вяжущее; матрица может содержать термореактивное вяжущее, такое как, например, эпоксидные смолы, полиуретан, силикон, алкид уретан и фенолформальдегидные смолы; матрица может содержать по меньшей мере одно минеральное вяжущее, например щелочной силикат; матрица может содержать по меньшей мере одно вяжущее хелатного типа, например титанат или органический силикат; матрица может быть твердой консистенции, не липкой на ощупь и включать по меньшей мере одно вязкоупругое вяжущее, например эластомер или латекс; матрица может содержать по меньшей мере одно металлическое мыло, например стеарат цинка,стеарат кальция, стеарат лития, стеарат алюминия, стеарат висмута; матрица может содержать по меньшей мере один воск или смолу природного, животного, минерального или синтетического происхождения; смола может содержать сложный эфир канифоли для увеличения адгезии с основой и уменьшения отслаивания; матрица может содержать по меньшей мере один ингибитор коррозии, например производное сульфоната кальция или окисленный кальций; матрица может содержать по меньшей мере один жидкий полимер с кинематической вязкостью при 100 С, равной по меньшей мере 850 мм 2/с, например полиметакрилат алкила, полибутилен, полиизобу-3 017185 тилен или полидиалкилсилоксан; матрица может содержать по меньшей мере один краситель; матрица может содержать по меньшей мере одно поверхностно-активное вещество (модификатор поверхностного натяжения), например силикон или его производное, модифицированное или нет, видоизмененное или нет, предназначенное для обеспечения сцепления с поверхностью и однородности покрытия; матрица может содержать по меньшей мере одну противоокислительную добавку; весовой состав термопластичной матрицы может быть таким: в варианте весового состава термопластичной матрицы в виде водной эмульсии он может быть таким: весовой состав твердых смазочных веществ может быть таким: в первом варианте весовой состав твердых смазочных веществ может быть таким: во втором варианте весовой состав твердых смазочных веществ может быть, например, таким: в третьем варианте весовой состав твердых смазочных веществ может быть, например, таким: в четвертом варианте весовой состав твердых смазочных веществ может состоять только из фтористого графита;-4 017185 в пятом варианте весовой состав твердых смазочных веществ может состоять только из сульфида олова; в шестом варианте весовой состав твердых смазочных веществ может состоять только из сульфида висмута; в седьмом варианте весовой состав твердых смазочных веществ может состоять только из оксида цинка; его собственный весовой состав может быть, например, таким: в еще одном варианте матрица может быть вязкой консистенции (иметь точку каплепадения). В подобном случае смазочный состав может включать только присадку экстремальных нагрузок химического действия. Изобретением предлагается также резьбовой элемент составной части трубного резьбового соединения, состоящего из резьбы и упора завинчивания, в который упирается другой упор другой составной части того же самого трубного резьбового соединения в конце операции завинчивания и в котором, по меньшей мере, резьба и упор завинчивания покрыты тонким слоем, плотно прилегающим к резьбе и упору завинчивания и состоящим из смазочного состава представленного выше типа. Резьбовой элемент по данному изобретению может быть представлен многочисленными вариантами, причем, по меньшей мере, некоторые их признаки могут комбинироваться между собой, а именно он может, по меньшей мере, частично покрываться составом смазки с толщиной 10-50 мкм; он может также содержать поверхность уплотнения, предназначенную для нахождения в тесном контакте с соответствующей поверхностью уплотнения другого резьбового элемента после операции завинчивания и покрытую смазочным составом; его упор завинчивания может иметь круговую поверхность упора; его поверхности, покрытые смазочным составом, могут иметь геометрические, физические и/или химические характеристики, которые делают их способными адсорбировать или абсорбировать указанный смазочный состав; его поверхности могут быть предварительно покрыты покрытием или пленкой, предназначенной для защиты от коррозии. Изобретением предлагается также трубное резьбовое соединение, состоящее из резьбовых элементов с наружной резьбой и с внутренней резьбой, причем хотя бы один из них соответствует тому представленному выше типу. Другие признаки и преимущества изобретения будут очевидны из последующего подробного описания и прилагаемого графического материала, в котором: на фиг. 1 изображен схематический вид примера профиля усилия затяжки (усилие в зависимости от количества оборотов); на фиг. 2 - схематический вид в поперечном разрезе по продольной оси XX варианта осуществления элемента с внутренней резьбой первой составной части трубного резьбового соединения типа VAM ТОР; на фиг. 3 - схематический вид в поперечном разрезе по продольной оси XX варианта осуществления элемента с внешней резьбой второй составной части трубного резьбового соединения типа VAMTOP; на фиг. 4 - схематический вид в поперечном разрезе по продольной оси XX варианта осуществления трубного резьбового соединения типа VAM ТОР, собранного из элементов с внешней и внутренней резьбой, изображенных на фиг. 2 и 3; на фиг. 5 - схематический и функциональный вид варианта осуществления устройства Бриджмена. Прилагаемые чертежи не только дополняют изобретение, но и могут послужить, при необходимости, для его определения. Целью данного изобретения является создание пленкообразующего смазочного состава (или покрытия), используемого при завинчивании резьбовых соединений, с коэффициентом трения, выбранным таким образом, чтобы позволить получить величину усилия на стопоре, равную, по меньшей мере, пороговой величине на резьбовом элементе составной части трубного резьбового соединения, соответствующего профилю усилия затяжки, определенного, в частности, данной величиной усилия на стопоре. Из сказанного следует, что составная часть предназначается для бурения или эксплуатации нефтяных скважин и что, по меньшей мере, она снабжается резьбовым элементом с внешней или внутренней резьбой трубного резьбового соединения из класса VAM [торговая марка] или эквивалентного. Однако данное изобретение не ограничивается ни данным типом применения, ни указанным типом трубного соединения. В действительности изобретение относится к любому типу составной части трубного резь-5 017185 бового соединения, в независимости от его применения, если только он содержит, по меньшей мере,резьбовой элемент с внешней или внутренней резьбой и упор завинчивания, которые нужно смазывать данным смазочным составом (или покрытием). В начале завинчивания скорость вращения может составлять около 10-30 и 2-5 об./мин в конце завинчивания. Обычно диаметры колеблются в пределах 50-400 мм, при этом в начале завинчивания линейная скорость составляет 0,3 и 0,005 мс-1 в конце завинчивания. Кроме того, контактное давление в начале завинчивания является слабым, а при окончании завинчивания в зонах уплотнения и упора очень высоким. На уровне ниток резьбы промежутки трения в резьбовом соединении очень незначительны от начала к концу завинчивания. Предусмотрено, что смазочный состав способен выдерживать экстремальные давления, например, около 1,5 ГПа при окончании завинчивания и низкие скорости, что уменьшает износ резьбы при трении. Повышение трения при сильном спаде скорости и возрастании нагрузок Герца представляет интерес. Для проверки рассмотренных смазочных составов подходит тест Бриджмена, тогда как другие тесты, например, на устройстве Амслера не подходят для применения в области завинчивания, так как оно относится к режиму качения, отсутствующему при закручивании соединения. Из-за особенных требований к закручиванию, имеющему зоны уплотнения, сразу же следует исключить смазочные составы, которые созданы для других применений. Как изображено на фиг. 2 и 3, составные части Т 1 или Т 2 содержат корпус или узел PC, заканчивающийся резьбовым элементом (конец) с внутренней EF или внешней резьбой ЕМ. Резьбовой элемент с внутренней резьбой EF (см. фиг. 2) содержит, по меньшей мере, внутреннюю резьбу FI и упор завинчивания BVF, который выполнен, например, в виде кольцеобразной поверхности(конической и выпуклой, в случае резьбового соединения типа VAM ТОР), расположенной ниже внутренней резьбы FI. Свободный конец резьбового элемента EF с внутренней резьбой служит точкой отсчета. Следовательно, все, что находится за свободным концом, считается находящимся ниже его. В случае, представленном на фиг. 2, внутренняя резьба FI находится ниже свободного конца, но выше упора завинчивания BVF. В данном описании под "внутренней" подразумевается часть, которая располагается на поверхности (или поверхность), направленной к продольной оси XX резьбового элемента с внутренней резьбойEF. Как изображено на фиг. 2, резьбовой элемент с внутренней резьбой EF может содержать уплотнительную поверхность металл/металл SEF, располагающуюся между внутренней резьбой FI и упором завинчивания BVF. Резьбовой элемент с внешней резьбой ЕМ (см. фиг. 3) содержит, по меньшей мере, внешнюю резьбу FE и упор завинчивания BVM, который выполнен, например, в виде кольцеобразной торцевой поверхности (конической и вогнутой, в случае резьбового соединения типа VAM ТОР), расположенной выше внешней резьбы FE на свободном конце. Свободный конец резьбового элемента с внешней резьбой ЕМ в этом случае служит точкой отсчета. Следовательно, все, что находится за свободным концом, считается находящимся ниже его. В данном описании под "внешней" подразумевается часть, которая располагается на поверхности(или поверхность), направленной в направлении от продольной оси XX резьбового элемента с внешней резьбой ЕМ. Как изображено на фиг. 3, резьбовой элемент с внешней резьбой ЕМ может содержать уплотнительную поверхность металл/металл SEM, располагающуюся между упором завинчивания BVM и внешней резьбой FE. Следует отметить, что внутренняя резьба FI, так же как и внешняя резьба FE могут быть расположены на одной или на многих различных резьбовых частях, отдаленных одна от другой аксиально или радиально, и на поверхности цилиндрической или конической формы. Как изображено на фиг. 4, трубное резьбовое соединение JF образуется при помощи навинчивания резьбового элемента с внутренней резьбой EF первой составной части Т 1 на элемент с внешней резьбой ЕМ второй составной части Т 2. Это навинчивание определяется профилем усилия завинчивания, изображенного на фиг. 1, характеризующегося наличием стопорного усилия стыковки CAB, усилия пластификации СР и усилия на стопоре CSB (определения которых приводились во вводной части). Завинчивание происходит при условии, что, по меньшей мере, на упор завинчивания BVF и/илиBVM и внутренняя резьба FI и/или внешняя резьба FE, и факультативно поверхности уплотнения металл/металл SEF и SEM на резьбовом элементе с внутренней резьбой EF и/или резьбовом элементе с внешней резьбой ЕМ было предварительно нанесено смазывающие покрытие (или состав) по данному изобретению. Смазывающее покрытие (или состав) наносится преимущественно на резьбовые элементы с внутренней резьбой EF и/или на элементы с внешней резьбой ЕМ при их изготовлении. Смазочный состав по данному изобретению имеет пленкообразующий характер. Он способен формировать на основании тонкий слой (пленку), предназначенный для сцепления с поверхностью. Он содержит матрицу, в которой диспергирована по меньшей мере одна тормозная присадка. Как это станет видимым далее, подобный смазочный состав предназначен для появления свойства "смазанного тормо-6 017185 жения" во время режима трения при пластификации упора завинчивания (иными словами при окончании фазы завинчивания). Матрица, также называемая вяжущим, позволяет зафиксировать или перенести активное вещество в определенное место. Она также служит связующим веществом неоднородной системы и может иметь функции, дополняющие функции активных веществ, которые она объединяет или несет. Она может быть любого типа, в частности твердой консистенции, не липнущей к рукам или же пастоподобной консистенции (т.е. иметь точку каплепадения). Однако предпочтительно, чтобы она имела реологические свойства пластического или вязкопластичного типа и признаки смазывающего вещества. В данном описании под "твердой консистенцией" подразумевается консистенция (или состояние),не являющееся ни жидкой, ни газообразной, ни пастоподобной. Более точно, матрица (или пленка) рассматривается в данном описании в твердом состоянии (или консистенции), когда она имеет точку плавления, превосходящую температуры, которым подвержены составные части при складировании или использовании, для того, чтобы избежать наслоения атмосферной пыли из-за липких свойств, и/или загрязнения поверхностей, находящихся в контакте с матрицей (или пленкой), и/или загрязнения окружающей среды при перемещении, утечке или выбросе под давлением при завинчивании/отвинчивании. Механизмы трения при завинчивании и отвинчивании трубных резьбовых соединений являются сложными из-за большого разнообразия встречающихся скоростей трения. Действительно при завинчивании скорости могут быть относительно высокими и весьма незначительными при окончании завинчивания (фаза затягивания) или же в начале отвинчивания (фаза ослабления). С другой стороны, нагрузки Герца являются весьма важными в одни и те же периоды трения, приводящие к предельным режимам. Следует напомнить, что под "нагрузками (давлением) Герца" подразумевается нагрузка, распределяемая по поверхности, которая возникает при соприкосновении с поверхностью (и которая вызывает на ней упругую деформацию). При значительных нагрузках Герца непластичные твердые вещества могут подвергаться внутреннему сдвигу, который укорачивает их срок службы из-за усталости материала, тогда как пластичные твердые вещества подвергаются этому сдвигу по законам пластической текучести при появлении поверхностей трения. Для разрешения проблем, вызванных кинетическими нагрузками, о которых шла речь раньше, выгоднее применять матрицу, свойства которой имеют пластический характер с вязкотекучими свойствами при нагрузках для соответствия любой скорости. Матрица, созданная из множества составляющих, более эффективна при наличии большого количества деформаций сдвига. Она действительно позволяет удерживать активные элементы и способствует образованию устойчивых тонких слоев или пленок. Для получения реологического свойства вязкопластичного типа возможно, например, использовать матрицу в твердом состоянии, содержащую по меньшей мере один термопластичный полимер (или смолу), входящий в число вязкопластичных полимеров, как, например, полиэтилен или акриловое вяжущее. Полиэтилен представляет интерес, так как он не вызывает трудностей в применениях, связанных с высокой вязкостью в расплавленном состоянии, по сравнению с остальными вязкопластичными полимерами,такими как полиамид 6, полиамид 11 и полипропилен. Из числа полиэтиленов наиболее преимущественно применять те, которые имеют точки плавления свыше 105 С. Допускается применение матрицы с точкой плавления между 80 и 400 С включительно. Напомним, что термин термопластический квалифицирует плавкий полимер как способный обратимым способом размягчаться и затем расплавляться при нагревании и достижении соответствующих температур TG и TF (температура стеклования и температура плавления) и отвердевать и полимеризоваться при охлаждении. Термопластические полимеры трансформируются при отсутствии химической реакции в отличие от термоотверждаемых полимеров. Термопластические полимеры применяются в изобретении для получения трения вязкой текучести при нагрузке, сохраняя статичность, прочной, сухой(не липнущей к рукам) и устойчивой структуры. Кроме того, термоотверждаемые полимеры под действием нагрузок не имеют или имеют незначительную характеристику вязкости. Отметим также, что когда матрица должна иметь твердую консистенцию и механические свойства высокой прочности, она может содержать вяжущие термоотверждаемого типа, например эпоксидную смолу, полиуретан, силикон, алкид уретан, фенолоформальдегидную смолу. Как вариант матрицы возможно также применять минеральные вяжущие, например силикаты или хелаты, такие как титанаты и органические силикаты. В этих случаях состав также не липнет к рукам. Матрица может тоже иметь твердую консистенцию, не липнущую к рукам и вязкоупругие свойства. В этом случае она содержит эластомер или латекс. Для того чтобы соответствовать в квазистатической обстановке предельным потребностям смазывания в сочетании с очень высокими нагрузками трения, допускается диспергирование в матрице по меньшей мере одного вида твердой смазки. В данном описании под "твердой смазкой" подразумевается твердое и устойчивое вещество, которое будучи помещенным между двумя трущимися поверхностями позволяет снизить коэффициент трения и уменьшить износ и повреждение поверхностей. Эти вещества могут классифицироваться в различных категориях в зависимости от их механизма действия и структуры. Класс 1: твердые вещества, которые обязаны своим смазывающим свойствам их кристаллической-7 017185 структуре, имеющие способность расслоения под действием незначительного усилия сдвига между кристаллическим плоскостями, например графит, оксид цинка (ZnO) или нитрит бора (BN). Класс 2: твердые вещества, которые обязаны своим смазывающим свойствам, с одной стороны, их кристаллической структуре, как это отмечалось для класса, а с другой стороны, химическим элементам их состава, реагирующими с металлическими поверхностями, что придает им дополнительное свойство закрепления на поверхности, способствующее созданию относительно устойчивого смазывающего слоя,например сернистый молибден MoS2, фторид графита, сульфид олова, сульфид висмута и дисульфид вольфрама. Класс 3: твердые вещества, которые обязаны своим смазывающим свойствам их химической реакционной способности с металлическими поверхностями и способные создавать сложные смазочные соединения, пластичные или подверженные расслоению, например некоторые химические составы типа тиосульфатов или Desilube 88, продаваемый Desilube Technologies Inc. Класс 4: твердые вещества, которые обязаны своим смазывающим свойствам их пластическому или вязкопластичному характеру под действием напряжения трения, особенно когда они подвержены усилию сдвига, например политетрафторэтилен (PTFE), полиэтилены, полипропилены, полиацетаты или полиамиды. Подобная классификация, например, известна из документа "Les lubrifiants solides", Mr Eric Gardl'Ecole Nationale Suprieure des Petroles et Moteurs (Франция). Помимо этих классов существует отдельная категория фуллеренов, которая относится к подклассу класса 1 под номенклатурой 1-3. Следует напомнить, что молекулы фуллеренов имеют сферическую или трубчатую форму, однослойную или многослойную структуру, при этом они имеют свойство понижать трение и образовывать устойчивые передаточные пленки на поверхностях трения. Они включают использование, например, фуллеренов углерода или фуллеренов дисульфидов металлов. Как известно специалисту в данной области техники, твердые смазывающие вещества в режиме сухой и гидродинамической смазки при диспергировании в жидком или вязкопластичном веществе имеют тенденцию закрепляться на поверхностях стабильным образом, изменяя ее характеристики трения. Они переносятся на поверхность и связываются с ней химической или физико-химической связью, что вызывает большую сопротивляемость износу и улучшение характеристик трения. В соответствии с характером твердых веществ подобное состояние придает поверхностям защиту от износа, характеристики сопротивляемости и износоустойчивости под крайними давлениями, появляющимися под воздействием сильных нагрузок на поверхности (напряжение Герца) и низком коэффициенте трения в широком спектре нагрузок и скоростей трения. Эти свойства создавать передаточные пленки (слои) применяются для такого типа трения, когда поверхности часто подвергаются воздействию, как это происходит при завинчивании и отвинчивании трубных резьбовых соединений. Смазочный состав по данному изобретению содержит всего лишь одно твердое смазывающее вещество, например только фторид графита, только сульфид олова или только сульфид висмута либо только оксид цинка. Тем не менее, комбинированное применение по крайней мере двух твердых смазывающих веществ,принадлежащих к различным классам, позволяет получить их совместное действие, а следовательно,очень высокие показатели смазывания. В данном описании под "совместным действием" подразумевается ситуация, в которой сочетание твердых смазывающих веществ, обладающих основными показателями, приводит к результатам, которые превосходят сочетание основных свойств данных твердых смазывающих веществ, взятых отдельно друг от друга. Применяемые в данном изобретении твердые смазывающие вещества предпочтительно содержат,по меньшей мере, соединения класса 2, мало рассматриваемого до настоящего момента, такие как фторид графита, сульфиды олова или висмута. Они отличаются от обычных твердых смазывающих веществ,таких как графит (способствующий появлению коррозии), сернистый молибден (известный своей неустойчивостью, особенно в присутствии влаги, и способностью выделять окись серы, вызывающую коррозию стали, или сернистый водород, который может вызвать трещины в стали под влиянием водорода("sulfid stress cracking" или SSC или дисульфид вольфрама, за счет их высокой способности соединения с металлами и их свойств, проявляющихся при сверхвысоких давлениях. Применяемые совместно с твердыми смазывающими веществами остальных классов они позволяют достигнуть весьма заметных показателей. Соединения указанного класса 2 могут использоваться в виде частиц с частицами твердого смазывающего вещества по меньшей мере одного из классов 1, 3 и 4. Таким образом, возможно применение частиц одного из твердых смазывающих веществ класса 2 и одного из твердых смазывающих веществ класса 4, или частицы одного из твердых смазывающих веществ класса 1 и одного из твердых смазывающих веществ класса 2, или частицы одного из твердых смазывающих веществ класса 2 и одного из твердых смазывающих веществ класса 3, или еще частицы одного из твердых смазывающих веществ класса 1, одного из твердых смазывающих веществ класса 2 и одного из твердых смазывающих веществ класса 4.-8 017185 В условиях строительной площадки наблюдалось увеличение на 50% количества циклов завинчивания и отвинчивания, когда система содержала классы 1, 2 и 4 в отличие от совместных действий класса 2/класса 4. В качестве примера частицы твердого смазывающего вещества класса 1 могут быть частицами нитрита бора или оксида цинка. Другой пример, частицы твердого смазывающего вещества класса 2 могут быть частицами фторида графита, сульфида олова, сульфида вольфрама или сульфида висмута. Частицами класса 3 могут быть частицы Desilube 88 (доступного от Desilube Technologies Inc.). По-прежнему в качестве примера частицами твердого смазывающего вещества класса 4 могут быть частицы политетрафторэтилена (PTFE). Наиболее эффективными являются комбинированные применения, полученные в следующих комбинациях: фторид графита (класс 2)/PTFE (класс 4)/нитрит бора (класс 1), сульфид олова (класс 2)/PTFE(класс 2)/ZnO (класс 1)/PTFE (класс 4). Как это отмечалось ранее, смазочный состав по данному изобретению содержит в дополнение к матрице (или вяжущему) и любым частицам твердого (-ых) смазывающего (-их) вещества (-в) по меньшей мере одну тормозную присадку (или пигмент). Тормозная присадка (пигмент) является диспергированной в матрице. Тормозная (-ые) присадка (-ки) (или пигмент) выбирается в зависимости от профиля усилия завинчивания трубного резьбового соединения, в котором она хотя бы частично покрывает один из элементов с внешней ЕМ или внутренней EF резьбой. С большей точностью она (-они) избирается (-ются) таким образом, чтобы придать составу в дополнение к его смазочным свойствам коэффициент трения, выбранный для обеспечения величины усилия на стопоре CSB, равного, по меньшей мере, пороговой величине. Например, если рассматривать как эталонную величину усилия на стопоре CSB ту величину, которая определяется профилем усилия завинчивания определенного трубного резьбового соединения, частично покрытого смазкой API RP 5A3 (или API Bull. 5A2), тогда пороговая величина усилия на стопореCSB для того же самого трубного резьбового соединения может избираться равной по меньшей мере 70% эталонной величины. Разумеется, что в зависимости от типа применения предпочтительно, чтобы величина усилия на стопоре CSB составляла около 70% (имела большую или равную величину) эталонной величины или около 100% эталонной величины, или более 100% эталонной величины. Величина в 70% избирается для того, чтобы сохранить достаточный запас для того, чтобы позволить применение наименьшего усилия завинчивания, позволяющего осуществить качественную затяжку. Пороговые величины усилия на стопоре ниже 70% эталонной величины могут, естественно, применяться в некоторых случаях. Но они являются недостаточными для случаев, в которых трубные резьбовые соединения завинчиваются с относительно высокими усилиями. Действительно, в подобном случае становится невозможным собрать резьбовое соединение с применением стандартного номинального усилия (предусматривающего нанесение на резьбовые элементы стандартной смазки API) из-за риска, в некоторых случаях, что упор завинчивания одного из или же обоих элементов с внешней ЕМ или внутренней EF резьбой подвергнется пластической деформации (необратимой) или же критерий правильного завинчивания (соотношение между стопорным усилием стыковки CAB и оптимальным усилием) перестанет соблюдаться. Понятно, что каждая тормозная присадка выбирается в зависимости от специфичных физических особенностей, чтобы придать составу по данному изобретению способность "тормозить" движение при завинчивании в режиме смазки в соответствии с профилем усилия завинчивания трубного резьбового соединения и соответственно и от способа его сборки. Действительно, два вещества, трущиеся один относительно другого и разделенные третьим промежуточным веществом (в данном случае смазочным составом), обязаны своим свойствам по меньшей мере двум факторам: реологическим свойствам третьего вещества и свойствам некоторых твердых веществ, включенных в состав указанного третьего вещества. Реологические свойства третьего вещества могут быть гидродинамическими, как в случае с маслом,вязкопластичными в случае с некоторыми восками и некоторыми полимерами, гранулированными в случае с некоторыми непластичными минеральными составляющими или очень высокой твердости. Свойства некоторых твердых соединений, входящих в состав третьего вещества, изменяются согласно некоторым параметрам: концентрации третьего вещества в гидродинамической или вязкопластичной среде; твердости или же способности деформации под сжатием частиц твердых соединений, характеризующихся при помощи величины твердости по шкале Мооса; способности расслоения кристаллов твердых соединений при приложении более или менее слабых усилий, от которых зависит главным образом кристаллическая структура; взаимодействие между частицами, которое зависит от формы и поверхностной энергии частиц твердых соединений и способности взаимосвязей между этими частицами (притяжение между атомами через взаимодействие Ван-дер-Ваальса, в зависимости от химической природы частиц); когда частицы противостоят движению;-9 017185 обратные реологические свойства (с обратной тиксотропией) некоторых органических присадок с высокой молекулярной массой, позволяющих противостоять усилию сдвига, следовательно, и движению. Предпочтительно каждая тормозная присадка состоит из дисперсий и/или растворов минеральных или органических частиц, которые имеют, при необходимости, относительно высокий показатель расслоения (т.е. которые требуют средних или высоких величин сдвига или напряжения для расслоения) и/или сильное взаимодействие между частицами или сильные связи притяжения между частицами, и/или твердость по шкале Мооса от средней до высокой (без проявления абразивного характера), и/или реологические свойства сопротивления или противодействия движению в растворе. В смазочном составе допускается смешивание тормозных присадок, имеющих различные физические свойства, которые совместно способствуют торможению. Следовательно, в случае термопластической матрицы (или вязкопластичной) возможно, например (не ограничиваясь им только), использовать комбинацию диоксида титана, структурный характер которого имеет тормозящие свойства (расслоение с большим сопротивлением), и триоксида висмута со средней твердостью по шкале Мооса, чтобы не повредить резьбовые элементы трубного резьбового соединения. Использование подобной комбинации позволяет получить величину усилия на стопоре CSB около 70-80%. В качестве иллюстративного примера, не ограничивающего применение данного изобретения, весовая комбинация тормозных присадок может быть нижеследующей: Само собой разумеется, что помимо триоксида висмута и диоксида титана могут применяться и другие тормозные присадки, особенно в комбинациях. Например, коллоидный кремний, например, пирогенного сферического типа, размер частиц которого исчисляется несколькими десятками нанометров(который имеет высокую степень взаимодействия между частицами и высокую твердость по шкале Мооса), и газовая сажа с теми же гранулометрическими характеристиками (имеющая высокую степень взаимодействия между частицами). Применяя только коллоидный кремний как тормозную присадку, возможно получить величину усилия на стопоре CSB около 90-100%. При применении газовой сажи как тормозной присадки в сочетании с тормозной присадкой Aerosil (доступную от Degussa) можно получить величину усилия на стопоре CSB около 110-130%. При применении чистой газовой сажи как тормозной присадки можно получить величину усилия на стопоре CSB около 120-140%. Также возможно применять как тормозную присадку акриловый полимер. В следующем далее изложении рассматривается то, что смазочный состав содержит твердотельную матрицу, одно или несколько твердое (ых) смазочное (ых) вещество (ств) и одну или несколько тормозную (ых) присадку (ок). Кроме того, изобретение относится также и к смазочному составу, называемому полусухим (или "semi-dry"), содержащему пастоподобную матрицу и по меньшей мере одну присадку экстремальной нагрузки химического действия (как это, в частности, описывается в патенте US 6993264) и одну или несколько тормозную (ых) присадку (ок) по данному изобретению. Важно отметить, что соответствующие пропорции трех типов составляющих смазочного состава зависят главным образом от типа примененной твердотельной матрицы (термопластический, термоотверждаемый или другой). Например, при твердотельной матрице термопластического типа смазочный состав может содержать матрицу, составляющую от около 45 до около 93%, твердое (ые) смазочное (ые) вещество (ва), составляющее от около 1 до около 25% и тормозную (ые) присадку (ки), составляющую от около 5 до около 20%. В качестве показательного примера, не ограничивающего данное изобретение, весовой состав термопластической матрицы может быть примерно таким: Также в качестве показательного примера, не ограничивающего данное изобретение, весовой состав термопластической матрицы в виде водной эмульсии может быть примерно таким: С другой стороны, понятно, что относительные колебания весового состава трех типов составляющих смазочного состава зависят, в частности, от типов резьбового трубного соединения, которые состав должен частично покрывать, и от напряжений, которым подвергается соединение, особенно в условиях забоя. Определение весовых составов каждого из трех типов составляющих (твердая матрица, твердое(ые) смазочное (ые) вещество (ва), тормозная (ые) присадка (и смазочного состава можно осуществить по средствам теоретического моделирования, произведенного при помощи программы, установленной на компьютере, и трибологических исследований, проведенных при помощи устройства, которое известно специалисту в данной области (специалист по трибологии) под названием устройства Бриджмена. Этот тип устройства описывается, в частности, в статье D. Kuhlmann-Wilsdorf "Plasic flow between Bridgmananvils under high pressures", J. Mater. Res., vol. 6,12, Dec. 1991. Схематический пример устройства Бриджмена изображен на фиг. 5. Это устройство содержит диск DQ, который может вращаться с определенной скоростью,первую наковальню ЕС 1, желательно конусного типа, жестко соединенную с первой стороной диска DQ,вторую наковальню ЕС 2, желательно конусного типа, жестко соединенную со второй стороной диска DQ и находящуюся напротив первой стороны,первый ЕР 1 и второй ЕР 2 элемент давления, например поршни, способные осуществлять заданные осевые давления Р,третью наковальню ЕС 3, желательно цилиндрического типа, жестко соединенную со стороной первого элемента давления ЕР 1,четвертую наковальню ЕС 4, желательно цилиндрического типа, жестко соединенную со стороной второго элемента давления ЕР 2. Для исследования смазочного состава им покрываются два куска вещества, идентичного тому, из которого состоит резьбовой элемент, тем самым, получая первый S1 и второй S2 образцы. Затем первый образец S1 вставляется между свободными сторонами первой ЕС 1 и третьей ЕС 3 наковален, а второй образец 2 вставляется между свободными сторонами второй 2 и четвертой 4 наковален. После чего дискDQ приводится в движение с выбранной скоростью и подается выбранное осевое давление Р (например,порядка 1,5 ГПа) посредством первого ЕР 1 и второго ЕР 2 элемента давления, и производится измерение усилия завинчивания, которому подвергаются каждый из образцов S1 и S2. Осевое давление, скорость вращения и угол вращения избираются в испытаниях Бриджмена для симуляции давления Герца и относительной скорости поверхностей упора при окончании завинчивания. Благодаря подобному устройству возможно разместить разнообразные пары, чтобы измерить соответствующие усилия завинчивания образцов S1 и S2, и проверить, таким образом, совпадают ли приблизительно образцы S1 и S2 с профилем данного усилия затяжки, а особенно, позволяют ли они получить величину усилия на стопоре CSB равной, по меньшей мере, пороговой величине, избранной из этого профиля. Понятно, что испытания при помощи устройства Бриджмена позволяют установить взаимосвязь между усилием, измеренным для образцов, покрытых смазочным составом по данному изобретению, и процентное соотношение усилия на стопоре CSB, полученное при операциях завинчивания резьбовых элементов, покрытых тем же смазочным составом. Для улучшения некоторых отдельных свойств состава, описанного в изобретении, его матрица может содержать дополнительные элементы, такие как те, которые будут описаны далее в качестве примеров. Так, улучшение пластичности матрицы состава может быть получено добавлением химических компонентов, типа металлического мыла, например мыла (или стеараты) кальция, лития, алюминия, висмута и цинка, которые в условиях забоя показывают замечательные результаты по количеству завинчиваний и отвинчиваний, а так же повторное агломерирование осколков. Следует напомнить, что под "металлическим мылом" подразумеваются плавкие составляющие, такие как мыла щелочных, щелочноземельных и иных металлов. Например, возможно применять металлическое мыло, такое как стеарат цинка, который сочетается с некоторыми ингибиторами коррозии. Например, для улучшения смазочных качеств состава, особенно для оптимизации его свойств по блокировке и повторному агломерированию осколков при операциях завинчивания-отвинчивания, матрица может содержать природный жир, такой как воск растительного, животного, минерального или- 11017185 синтетического происхождения. Стоит напомнить, что в данном описании под "воском" подразумеваются плавкие вещества различного происхождения (особенно минеральной природы, получаемые при перегонке нефти, растительные, животного происхождения или синтетические), более или менее пастоподобной консистенции или твердые, а их точка каплепадения может изменяться в значительных пределах в зависимости от их природы. Например, можно использовать растительный воск. Матрица может иметь повышенную адгезию, когда она содержит смолу (минеральную, растительную или синтетическую), например терпеновую смолу или ее производные. Следует заметить, что в зависимости от необходимого процентного содержания ингибиторов коррозии может наблюдаться ухудшение способностей улавливания и повторного агломерирования осколков. Для устранения этого недостатка следует применять очень вязкие полимеры, например полиметакрилат алкила (РАМА), полибутилен, полиизобутилен, полисилоксан. Так при применении РАМА получают великолепные результаты повторного агломерирования осколков при его кинематической вязкости 850 мм 2/с при 100 С, который доступен от ROHMAX под названием VISCOPLEX 6-950. Например, чтобы улучшить защиту поверхности, которую нужно покрыть составом для защиты от разнообразных видов коррозии, в состав матрицы вносят ингибитор коррозии. Напомним, что под "ингибитором коррозии" подразумевается присадка, придающая жидкому или твердому веществу, нанесенному на поверхность, способность защитить ее через химический, электрохимический или физикохимический принцип действия. В качестве примера можно использовать производное сульфоната кальция или оксида кальция, в особенности одно из тех, что происходит от объединения оксида кальция и сульфоната кальция в среде, состоящей из восков, нефтяных смол или парафинов, такие как продукты,доступные от LUBRIZOL под названием ALOX2211 Y и ALOX606. Однако могут также применяться и другие компоненты, такие как амин, аминоборат, четвертичный амин, сверх алкализированный сульфонат полиальфаолефин, фосфосиликат стронция, фосфосиликат цинка, борат карбоксилат. Сопротивляемость коррозии может быть дополнительно улучшена добавлением к выбранному ингибитору коррозии блокирующих коррозию составляющих другого типа действия. Как упоминалось ранее, стеарат цинка демонстрирует способности совместного действия с ингибиторами коррозии и весьма способствует смазочным свойствам матрицы. Основным тестом на антикоррозийную защиту является тест в солевом тумане, производимый по нормам ISO 9227, с результатом, оцененным по показателю склонности к коррозии ISO EN 2846-3, на пластине, обработанной марганцовым фосфатированием (слой от 8 до 20 г/м 2 фосфата). Однако можно улучшить показатели теста в солевом тумане в соответствии с этими нормами (увеличение на 20% времени появления коррозии) через подачу в простом водном растворе частиц оксида цинка нанометрического размера (в среднем 200 нм). Например, для того чтобы предоставить составу возможность постоянно блокировать участки, которые были образованы шероховатостями, и блокировать процесс повреждения поверхностей и его распространение, создающее непрерывные структуры типа расслаивающейся поверхности, состав может включать сферические молекулы фуллеренов. Следует напомнить, что "фуллерены" имеют структуру в виде замкнутых или раскрытых трубок или замкнутых сфер, однослойную или многослойную. Сферические фуллерены имеют размер в несколько десятков нанометров при одном слое и приблизительно 100 нм, когда они многослойны. Следует заметить, что из-за размеров и их способности к взаимодействию фуллерены могут оказывать воздействие на реологию среды, придавая ей дополнительное явление вязкой сопротивляемости движению. Например, чтобы визуально отличить обработанные поверхности, матрица должна содержать по меньшей мере одно красящее вещество. Любой из известных типов органических красителей может быть применен, в случае если его содержание не уменьшит показателей трения. Возможное процентное содержание красителей составляет около 1%. Например, чтобы уберечь покрытие от разрушения из-за окисления, например жары и облучения ультрафиолетовыми лучами, матрица состава должна, по меньшей мере, содержать противоокислительную добавку. Следует напомнить, что полифенольные составляющие, производные нафтиламина и органические фосфиты представляют основные классы противоокислительных добавок. Например, возможно применить смесь составов IRGANOXL150 (комбинация противоокислительных добавок и полифенольных и аминовых) и IRGAFOS168 (фосфит трис-(2,4-ди-трет-бутилфенил компании Ciba-Geigy. Подготовка под смазку поверхностей частей элементов с внешней ЕМ и внутренней EF резьбой является предпочтительной. Действительно, испытания завинчивания и отвинчивания показывают, что для правильного расположения передающей пленки предпочтительно преобразовать покрываемую поверхность таким образом, чтобы она могла адсорбировать и абсорбировать смазочный состав при помощи механической обработки, такой как пескоструйная или дробеструйная обработка, или при помощи физического или химического изменения поверхности реактивной или нереактивной обработкой на основе нанесения кристаллических минералов на поверхность, например, химической атакой кислотой, обработкой фосфатацией с цинком или марганцем, или оксалацией, приводящей к химическому преобразованию покрывающей поверхности. Из всех этих обработок поверхности предпочтительным является фос- 12017185 фатирование, так как оно позволяет получить хорошую поверхность сцепления, приводящую к образованию устойчивой и прочной передаточной пленки при трении, а также к образованию основной защиты против коррозии. Также предпочтительным является дополнительная подготовка поверхности, заключающаяся в пропитывании пор поверхности наноматериалами, размер которых позволяет им проникать в поры. Цель данного пропитывания состоит в блокировке и насыщении участков, созданных пористостью материала,для пассивной защиты поверхности от коррозии при сохранении хорошего сцепления поверхности покрытия. Далее представлены два не ограничивающих примера составов. Эти примеры адаптируются под резьбовые трубные соединения типа VAM ТОР НС номинального диаметра 177,8 мм (7 фут) и линейной массой 43,15 кг/м (29 фунтов/фут) из слабо легированной стали (класс L80) по паспорту, выданномуOCTG компании VallourecMannesmann Tubes. Резьбовой элемент с наружной резьбой, например, перед нанесением покрытия (состава) подвергли фосфатации цинком (масса слоя между 4 и 20 г/м 2), а резьбовой элемент с внутренней резьбой подвергли фосфатации марганцем (масса слоя между 8 и 20 г/м 2). Резьбовые элементы с наружной ЕМ и внутренней резьбой EF предварительно подогревают до 130 С, а затем на них наносят слой смазочного состава толщиной в 35 мкм при помощи термического напыления, при температуре 150 С, имеющий следующий весовой состав: В этом примере матрица вязкопластичного типа, твердые смазывающие вещества состоят из оксида цинка и фторида графита, а тормозные присадки представлены диоксидом титана (с высоким показателем расслоения) и триоксидом висмута (с умеренной твердостью по шкале Мооса). В одном из вариантов смазочный состав содержит от 1 до 60 вес.%, а предпочтительно от 5 до 30 вес.% эфирной смолы канифоли, например DERTOLYNE P2L от компании LES DERIVES RESINIQUES ЕТ TERPENTIQUES (DRT). Состав может быть следующим: Как вариант возможно, например, нанести термическим напылением на резьбовые элементы с наружной ЕМ и внутренней резьбой EF предварительно разогретый до 130 С слой смазочного состава толщиной в 35 мкм, в расплавленном состоянии при температуре 150 С, имеющий следующий весовой состав: В таком варианте матрица является вязкопластичного типа, твердое смазывающее вещество содержит фторида графита, тормозную присадку, содержащую диоксид титана. Упомянутая техника распыления в расплавленном состоянии заключается в подержании высокой температуры и расплавленного состояния смазочного состава и его нанесении при помощи пистолета со стабильной температурой. Смазочный состав нагревается до температуры на 10-50 С выше его температуры плавления и распыляется на предварительно нагретую поверхность до температуры, превосходящей его температуру плавления для того, чтобы получить однородное покрытие поверхности. Вместо данной техники распыления в расплавленном состоянии возможно, например, нанесение в виде водного раствора. Эмульсия и основа могут иметь температуру окружающей среды, но понадобится время для их высыхания. Это время высыхания может быть сильно сокращено, если смазочный состав нагреть предварительно от 60 до 80 С и/или же саму поверхность от 50 до 150 С. Изобретение не ограничивается примерами смазочного состава и резьбовыми элементами (с внешней или внутренней резьбой), описанными ранее исключительно в качестве примера, но оно распространяется на все варианты, которые может предусмотреть специалист в данной области техники, не выходя за пределы приведенной ниже формулы изобретения. Также изобретение относится и к другим типам резьбовых элементов, а не только к тем, которые были описаны ранее (VAM ТОР). Например, оно относится также к резьбовым элементам трубных резьбовых соединений с внутренним упором в составе соединительных муфт (например, соединения типаNEW VAM, VAM АСЕ, DINOVAM, VAM HW ST) или цельных "flush" или "semi-flush" (например, соединения типа VAM SL, VAM MUST, VAM HP, VAM HTF). Изобретением могут также рассматриваться элементы резьбовых соединений бурильных труб и других бурильных вращающихся составных частей, которые приведены в спецификации API 7 или в более точных спецификациях некоторых производителей (например, верхние резьбовые соединения VAMEIS, VAM TAURUS, TORQMASTER TM4 и их производные и новинки). Кроме того, выше описывается в основном смазочный состав, содержащий матрицу с твердой консистенцией, одно или несколько твердое(ых) смазочное(ых) вещество(в) и одну или несколько тормозную(ых) присадку(ок). Также изобретение рассматривает полусухой смазочный состав, содержащий матрицу пастоподобной консистенции, по меньшей мере одну присадку экстремальной нагрузки химического действия и одну или несколько тормозную(ых) присадку(ок). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Смазочный состав пленкообразующего действия для завинчивания резьбовых соединений, пригодный для покрытия по меньшей мере одной резьбы (FE, FI) и одного упора завинчивания (BVM, BVF) резьбового элемента (ЕМ, EF) составной части (Т 2, Т 1) трубного резьбового соединения (JF) пленкой в твердом состоянии, липнущей к указанной резьбе (FE, FI) и указанному упору завинчивания (BVM,BVF), при этом указанный упор завинчивания (BVM, BVF) предназначен для опоры на другой упор(BVF, BVM) второй составной части (T1, T2) указанного трубного резьбового соединения (JF) при завершении фазы завинчивания, причем указанный смазочный состав содержит матрицу, отличающийся тем, что он дополнительно содержит по меньшей мере одну тормозную присадку, диспергированную в матрице и выбранную таким образом, чтобы придавать указанному составу в дополнение к смазывающим свойствам коэффициент трения, такой, что величина усилия на стопоре составляет не менее 70% эталонной величины усилия на стопоре смазки типа API RP 5A3, причем указанная(ые) тормозная(ые) присадка(ки) состоит(ят) из дисперсий и/или растворов минеральных или органических частиц, имеющих относительно высокое усилие расслоения и/или высокую степень взаимодействия между частицами или связей притяжения между частицами, и/или твердость по шкале Мооса от средней до высокой, и/или реологические свойства, выраженные сопротивляемостью или противодействием движению. 2. Смазочный состав по п.1, отличающийся тем, что каждая тормозная присадка выбрана из группы,которая включает, по меньшей мере, оксид висмута, оксид титана, коллоидный кремнезем, акриловые полимеры и газовую сажу. 3. Смазочный состав по п.1, отличающийся тем, что тормозная(ые) присадка(ки) обеспечивает(ют) величину усилия на стопоре, по меньшей мере, равную 100% эталонной величины усилия на стопоре смазки типа API RP 5A3 для указанного трубного резьбового соединения (JF). 4. Смазочный состав по одному из пп.1-3, отличающийся тем, что весовой состав тормозных присадок следующий: 5. Смазочный состав по одному из пп.1-3, отличающийся тем, что тормозная присадка состоит только из газовой сажи. 6. Смазочный состав по одному из пп.1-3, отличающийся тем, что состав тормозной присадки включает только пирогенный сферический коллоидный кремнезем. 7. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что он включает частицы твердого(ых) смазочного(ных) вещества(ств), диспергированные в матрице вместе с указанной тормозной присадкой. 8. Смазочный состав по п.7, отличающийся тем, что указанные частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы смазочных веществ по меньшей мере одного из классов 1-4. 9. Смазочный состав по п.8, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 2 и по меньшей мере одного твердого смазочного вещества класса 1. 10. Смазочный состав по п.8, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 2 и по меньшей мере одного твердого смазочного вещества класса 4. 11. Смазочный состав по п.8, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 1, по меньшей мере одного твердого смазочного вещества класса 2 и по меньшей мере одного твердого смазочного вещества класса 4. 12. Смазочный состав по одному из пп.8-11, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат, по меньшей мере, частицы по меньшей мере одного твердого смазочного вещества класса 1, выбранного из оксида цинка и нитрида бора.- 15017185 13. Смазочный состав по одному из пп.8-12, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат частицы по меньшей мере одного твердого смазочного вещества класса 2, выбранного из фторида графита, сульфидов олова, сульфидов висмута и дисульфида вольфрама. 14. Смазочный состав по одному из пп.8-13, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) содержат, по меньшей мере, частицы политетрафторэтилена в качестве твердого смазочного вещества класса 4. 15. Смазочный состав по одному из пп.8-14, отличающийся тем, что частицы твердого(ых) смазочного(ных) вещества(ств) включают, по меньшей мере, молекулы по меньшей мере одного фуллерена со сферической или трубчатой структурой. 16. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица имеет твердую консистенцию, является не липкой на ощупь и имеет реологические свойства, которые выбраны из группы, содержащей пластический или вязкопластичный тип. 17. Смазочный состав по п.16, отличающийся тем, что указанная матрица имеет точку плавления в пределах 80-400 С. 18. Смазочный состав по одному из пп.16 и 17, отличающийся тем, что указанная матрица содержит по меньшей мере один термопластический полимер. 19. Смазочный состав по п.18, отличающийся тем, что указанный термопластический полимер выбран из группы, включающей, по меньшей мере, полиэтилен и акриловое вяжущее. 20. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица содержит по меньшей мере одно термоотверждаемое вяжущее. 21. Смазочный состав по п.20, отличающийся тем, что указанное термоотверждаемое вяжущее выбрано из группы, включающей, по меньшей мере, эпоксидные смолы, полиуретан, силикон, алкид уретан и фенолоформальдегидные смолы. 22. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица содержит по меньшей мере одно минеральное вяжущее. 23. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица содержит по меньшей мере одно вяжущее хелатного типа. 24. Смазочный состав по одному из пп.1-15, отличающийся тем, что указанная матрица имеет твердую консистенцию, является не липкой на ощупь и содержит по меньшей мере одно вяжущее с вязкоупругой характеристикой. 25. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере одно металлическое мыло. 26. Смазочный состав по п.25, отличающийся тем, что мыло выбрано из группы, содержащей, по меньшей мере, стеарат цинка, стеарат кальция, стеарат лития, стеарат алюминия, стеарат висмута. 27. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один воск растительного, животного, минерального или синтетического происхождения. 28. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один ингибитор коррозии. 29. Смазочный состав по п.28, отличающийся тем, что ингибитор коррозии выбран из группы, содержащей по меньшей мере одно производное сульфоната кальция и окисленного кальция. 30. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один жидкий полимер с кинематической вязкостью при 100 С, по меньшей мере равной 850 мм 2/с. 31. Смазочный состав по п.30, отличающийся тем, что указанный жидкий полимер выбран из группы, включающей по меньшей мере один полиметакрилат алкила, полибутилен, полиизобутилен и полидиалкилсиолоксан. 32. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере один краситель. 33. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере одно поверхностно-активное вещество для сцепления с поверхностью и однородности покрытия. 34. Смазочный состав по любому из предыдущих пунктов, отличающийся тем, что указанная матрица содержит по меньшей мере одну противоокислительную добавку. 35. Смазочный состав по одному из пп.1-34, отличающийся тем, что весовой состав матрицы является следующим: 36. Смазочный состав по одному из пп.1-34, отличающийся тем, что весовой состав термопластичной матрицы в виде водной эмульсии является следующим: 37. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим: 38. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим: 39. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим: 40. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав твердых смазочных веществ является следующим: 41. Смазочный состав по одному из пп.7-36, отличающийся тем, что весовой состав является следующим: 42. Смазочный состав по одному из пп.1-6, отличающийся тем, что указанная матрица имеет пастоподобную консистенцию и она включает по меньшей мере одну присадку экстремальной нагрузки химического действия. 43. Резьбовой элемент (ЕМ, EF) составной части (Т 2, Т 1) трубного резьбового соединения (JF),причем указанный резьбовой элемент (ЕМ, EF) содержит по меньшей мере одну резьбу (FE, FI) и один упор завинчивания (BVM, BVF), на который опирается другой упор (BVF, BVM) второй составной части(T1, T2) указанного трубного резьбового соединения (JF) при завершении завинчивания, отличающийся тем, что, по меньшей мере, указанная резьба (FE, FI) и указанный упор завинчивания (BVM, BVF) по- 17017185 крыты тонким слоем, липнущим к поверхности резьбы (FE, FI) и упора завинчивания (BVM, BVF) и состоящим из смазочного состава по одному из приведенных выше пунктов. 44. Резьбовой элемент по п.43, отличающийся тем, что он покрыт, по меньшей мере, частично смазочным составом толщиной 10-50 мкм. 45. Резьбовой элемент по одному из пп.43 и 44, отличающийся тем, что он также содержит поверхность уплотнения (SEM, SEF), выполненную с возможностью входить в тесный контакт с соответствующей поверхностью уплотнения (SEF, SEM) другого резьбового элемента (EF, ЕМ) после завершения операции завинчивания и покрытую указанным смазочным составом. 46. Резьбовой элемент по одному из пп.43-45, отличающийся тем, что указанный упор завинчивания (BVM, BVF) является кольцеобразной поверхностью упора. 47. Резьбовой элемент по одному из пп.43-46, отличающийся тем, что поверхности, покрытые смазочным составом, имеют геометрические, физические и/или химические характеристики, которые позволяют им адсорбировать или абсорбировать указанный смазочный состав. 48. Резьбовой элемент по одному из пп.43-47, отличающийся тем, что поверхности выполнены предварительно покрытыми пленкой или покрытием, которые защищают от коррозии. 49. Трубное резьбовое соединение, содержащее резьбовой элемент с внешней резьбой и резьбовой элемент с внутренней резьбой, отличающееся тем, что по меньшей мере один из указанных резьбовых элементов соответствует одному из пп.43-48.
МПК / Метки
МПК: F16L 15/00, C10N 30/06, C10M 169/04, C10N 30/12
Метки: смазочный, составной, части, состав, соединений, трения, трубных, элемента, адаптивным, резьбовых, резьбового, коэффициентом
Код ссылки
<a href="https://eas.patents.su/20-17185-smazochnyjj-sostav-s-adaptivnym-koefficientom-treniya-dlya-rezbovogo-elementa-sostavnojj-chasti-trubnyh-rezbovyh-soedinenijj.html" rel="bookmark" title="База патентов Евразийского Союза">Смазочный состав с адаптивным коэффициентом трения для резьбового элемента составной части трубных резьбовых соединений</a>
Биоразлагаемый смазочный состав и его применение, в частности, в буровом растворе
Номер патента: 5587
Опубликовано: 28.04.2005
Авторы: Брейе Франсуа, Кассьер Ян, Регер Рене, Женюи Бертран, Янссен Мишель
МПК: C09K 7/06, C10M 169/04, C10M 111/02...
Метки: смазочный, применение, состав, растворе, биоразлагаемый, буровом, частности
Формула / Реферат:
1. Биоразлагаемый смазочный состав на основе минерального углеводородного масла и сложного эфира, отличающийся тем, что содержит большую часть, от 95 до 60 вес.%, углеводородной минеральной фракции, практически не содержащей ароматических соединений, при этом указанная фракция содержит нормальные парафины в количестве, меньшем или равном 10 вес.%, и изопарафины в количестве, превышающем или равном 35 вес.%, и меньшую часть, от 5 до 40 вес.%, по...
Электрический кабель, имеющий поверхность с уменьшенным коэффициентом трения
Номер патента: 16504
Опубликовано: 30.05.2012
Авторы: Диксон Марк Д., Куммер Ранди Д., Лам Хай, Карлсон Джон Р., Рис Дейвид, Сасс Филип
МПК: H01B 13/26, H01B 13/06, H01B 13/10...
Метки: уменьшенным, имеющий, коэффициентом, электрический, трения, кабель, поверхность
Формула / Реферат:
1. Способ обеспечения готового электрического кабеля для установки через коммуникации здания, включающего по меньшей мере один электрический провод и по меньшей мере одну наружную оболочку электрической изоляции, окружающей указанный по меньшей мере один провод, при этом способ включает экструдирование наружной оболочки из пластического материала, отличающийся тем, что перед формированием наружной оболочки в пластический материал наружной...
Новый способ проектирования и обработки трубных соединений
Номер патента: 13333
Опубликовано: 30.04.2010
Автор: Рейнолдс Харрис А.
МПК: F16L 15/00
Метки: новый, соединений, способ, трубных, проектирования, обработки
Формула / Реферат:
1. Резьбовое соединение трубных изделий для нефтяной промышленности, содержащее уплотнение металл-металл и цинкфосфатное покрытие, содержащее частицы, средний размер которых составляет по меньшей мере 50 мкм.2. Соединение по п.1, отличающееся тем, что Р-отношение для цинкфосфатного покрытия не превышает 0,6.3. Соединение по п.1, отличающееся тем, что Р-отношение для цинкфосфатного покрытия не превышает 0,4.4. Соединение по п.1, отличающееся тем,...
Трубный резьбовой элемент и трубное резьбовое соединение, выполненное на основе резьбового элемента
Номер патента: 3718
Опубликовано: 28.08.2003
Автор: Вердиллон Лионель
МПК: F16L 15/06
Метки: резьбовое, трубное, резьбовой, основе, трубный, соединение, выполненное, элемента, резьбового, элемент
Формула / Реферат:
1. Трубный резьбовой элемент, охватываемый или охватывающий (1, 2), предназначенный для трубного резьбового соединения (100, 300), выполненный на конце трубы (101, 102, 202, 301, 302) и содержащий наружную охватываемую резьбу (3, 303, 303') или внутреннюю охватывающую резьбу (4, 304, 304') в зависимости от того, является данный резьбовой элемент охватываемым или охватывающим, профиль витков которой (11, 12) на виде в продольном сечении по...
Устройство для запирания резьбовых соединений труб
Номер патента: 8135
Опубликовано: 27.04.2007
Автор: Аас Бриньюлв
МПК: E21B 17/043
Метки: соединений, резьбовых, труб, запирания, устройство
Формула / Реферат:
1. Устройство для запирания резьбовых соединений труб, в которых предусмотрены два резьбовых соединительных модуля (7, 8), имеющих свинчиваемые вместе участки, соответственно, с внутренней и наружной резьбой, содержащее первое запорное кольцо (1) и второе запорное кольцо (2), имеющие первую и вторую стороны, для запирания соединительных модулей в радиальном направлении относительно друг друга, отличающееся тем, что первая и вторая стороны...
Предыдущий патент: Контактное устройство и способ монтажа батареи топливных элементов по меньшей мере из одного контактного устройства
Следующий патент: Множественный анализ образцов крови
Случайный патент: Бициклические тиазолы в качестве аллостерических модуляторов рецепторов mglur5