Переработка углеводородного газа.
Номер патента: 813
Опубликовано: 24.04.2000
Авторы: Хадсон Хэнк М., Уилкинсон Джон Д., Куллар Кайл Т.
Формула / Реферат
1. Процесс разделения газового потока, содержащего метан, С2 компоненты, С3 компоненты и тяжелые углеводородные компоненты, на летучую остаточную газовую фракцию, содержащую большую порцию вышеупомянутого метана и C2 компонентов, и относительно менее летучую фракцию, содержащую большую порцию вышеупомянутого С3 компонентов и тяжелых углеводородных компонентов, в котором вышеупомянутый газовый поток обрабатывают в одном или нескольких теплообменниках и/или путем расширения до частичной конденсации, по крайней мере, порции из этого потока с получением, по крайней мере, первого парового потока и, по крайней мере, одного С3-содержащего жидкого потока, который также содержит легкие углеводороды, и, по крайней мере, один из вышеупомянутых С3-содержащих жидких потоков направляют в дистилляционную колонну, в которой вышеупомянутая жидкость разделяется на второй паровой поток, содержащий преобладающее количество метана и С2 компонентов и вышеупомянутую относительно менее летучую фракцию, состоящую из большой порции вышеупомянутых С3 компонентов и тяжелых углеводородных компонентов, отличающийся тем, что, по крайней мере, порцию вышеупомянутого первого парового потока направляют в среднюю часть вышеупомянутой дистилляционной колонны в качестве второй подачи материала, паровой дистилляционный поток выводят из вышеупомянутой дистилляционной колоны как вышеупомянутый первый паровой поток и охлаждают, чтобы сконденсировалась, по крайней мере, его часть с формированием третьего парового потока и потока конденсата, по крайней мере, порцию вышеупомянутого конденсата подают в верхнюю часть вышеупомянутой дистилляционной колонны для ее подпитки, по крайней мере, порцию вышеупомянутого второго парового потока направляют в теплообменник для взаимодействия с вышеупомянутым паровым дистилляционным потоком, чтобы снабдить, по крайней мере, порцию охлажденного первого парового потока, после чего освобождают, по крайней мере, порцию вышеупомянутого второго парового потока и вышеупомянутого третьего парового потока от вышеупомянутой остаточной газовой фракции и регулируют качество и температуру вышеупомянутых входных потоков в вышеупомянутую дистилляционную колонну, эффективных для сохранения температуры в верхней части вышеупомянутой дистилляционной колонны, при которой большая часть вышеупомянутых С3 компонентов и тяжелых углеводородных компонентов производится в вышеупомянутой относительно менее летучей фракции.
2. Процесс по п.1, отличающийся тем, что жидкий дистилляционный поток удаляют из вышеупомянутой дистилляционной колонны выше места удаления вышеупомянутого парового дистилляционного потока и нагревают, после чего его направляют в вышеупомянутую дистилляционную колонну как третье поступление в нее несколько ниже места удаления парового дистилляционного потока.
3. Процесс по п.1, отличающийся тем, что вышеупомянутый конденсат разделяют, по крайней мере, на первый жидкий поток и второй жидкий поток, вышеупомянутым первым жидким потоком подпитывают вышеупомянутую дистилляционную колонну на верхней части подачи, а вышеупомянутый второй жидкий поток подают в вышеупомянутую дистилляционную колонну как третий входной поток непосредственно в место удаления парового потока.
4. Процесс по п.3, отличающийся тем, что жидкий дистилляционный поток удаляют из вышеупомянутой дистилляционной колонны, затем его нагревают и после чего направляют в дистилляционную колонну как четвертый входной поток в место отбора парового дистилляционного потока.
5. Аппарат для разделения газа, содержащего метан, C2 компоненты, С3 компоненты и тяжелые углеводородные компоненты, на летучую остаточную газовую фракцию, содержащую большую порцию вышеупомянутых метана и С2 компонентов, и относительно менее летучую фракцию, содержащую большую порцию вышеупомянутых С3 компонентов и тяжелых компонентов, включающий в себя одно или более средств для первого теплообмена и/или средств для расширения, соединенных с получением, по крайней мере, одного частично сконденсированного газового потока, обеспечивая, по крайней мере, первый паровой поток и, по крайней мере, один С3-содержащий жидкий поток, который также содержит легкие углеводороды, и дистилляционную колонну, предназначенную для получения, по крайней мере, одного вышеупомянутого С3-содержащего жидкого потока, выполненную с обеспечением сепарирования вышеупомянутого потока на второй паровой поток, содержащий преимущественно метан и C2 компоненты, и вышеупомянутую относительно менее летучую фракцию, содержащую большую порцию вышеупомянутых С3 компонентов и тяжелых углеводородных компонентов, отличающийся тем, что он включает в себя соединительные средства, подсоединенные к вышеупомянутой дистилляционной колонне для подвода, по крайней мере, порции первого парового потока в среднюю ее часть, средства удаления пара, связанные с дистилляционной колонной для получения парового дистилляционного потока ниже нахождения вышеупомянутого парового потока, средства второго теплообмена, связанные со средствами удаления пара для получения вышеупомянутого парового дистилляционного потока и его охлаждения с целью получения конденсата, по крайней мере, из его части, средства для сепарации, связанные со средствами второго теплообмена, для получения вышеупомянутого частично сконденсированного дистилляционного потока и сепарирования его с образованием третьего парового потока и конденсата, при этом вышеупомянутые средства сепарации дополнительно связаны с вышеупомянутой дистилляционной колонной, чтобы подвести, по крайней мере, порцию конденсатного потока к верхней части дистилляционной колонны, причем вышеупомянутая дистилляционная колонна связана также с вышеупомянутыми средствами второго теплообмена для направления, по крайней мере, порции второго парового потока и его сепарации при теплообмене с вышеупомянутым паровым дистилляционным потоком, и контрольные средства, пригодные для регулирования качества и температур вышеупомянутых входных потоков в вышеупомянутую дистилляционную колонну для сохранения температуры в верхней части колонны, при которой большая часть С3 компонентов и тяжелых компонентов производится в вышеупомянутой в относительно менее летучей фракции.
6. Аппарат по п.5, отличающийся тем, что он включает в себя средства удаления жидкости, связанные с вышеупомянутой дистилляционной колонной с получением жидкого дистилляционного потока из вышеупомянутой дистилляционной колонны выше места расположения средств удаления пара, вышеупомянутые средства первого теплообмена, связанные со средствами удаления жидкости, для получения вышеупомянутого жидкого дистилляционного потока и его нагревания, при этом вышеупомянутые средства первого теплообмена дополнительно соединены с вышеупомянутой дистилляционной колонной для подвода вышеупомянутого нагретого потока, направляемого в колонну несколько ниже места расположения средств удаления пара.
7. Аппарат по п.5, отличающийся тем, что он включает в себя средства для разделения, связанные с вышеупомянутыми средствами для сепарации и получения сконденсированного потока и разделения его, по крайней мере, на первый и второй жидкие потоки, при этом разделительные средства дополнительно связаны с дистилляционной колонной, чтобы подвести первый жидкий поток в верхнюю часть дистилляционной колонны, и соединены с вышеупомянутой дистилляционной колонной для подвода жидкого потока в место расположения вышеупомянутых средств удаления пара на дистилляционной колонне.
8. Аппарат по п.7, отличающийся тем, что он включает в себя средства удаления жидкости, связанные с вышеупомянутой дистилляционной колонной для получения жидкого дистилляционного потока выше места размещения средств удаления пара, средства первого теплообмена, соединенные со средствами удаления жидкости, для получения вышеупомянутого дистилляционного жидкого потока и его нагревания, и вышеупомянутые средства первого теплообмена, дополнительно соединенные с вышеупомянутой дистилляционной колонной для подвюфр вышеупомянутого нагретого потока в вышеупомянутую дистилляционную колонну ниже места расположения средств удаления пара.

Текст
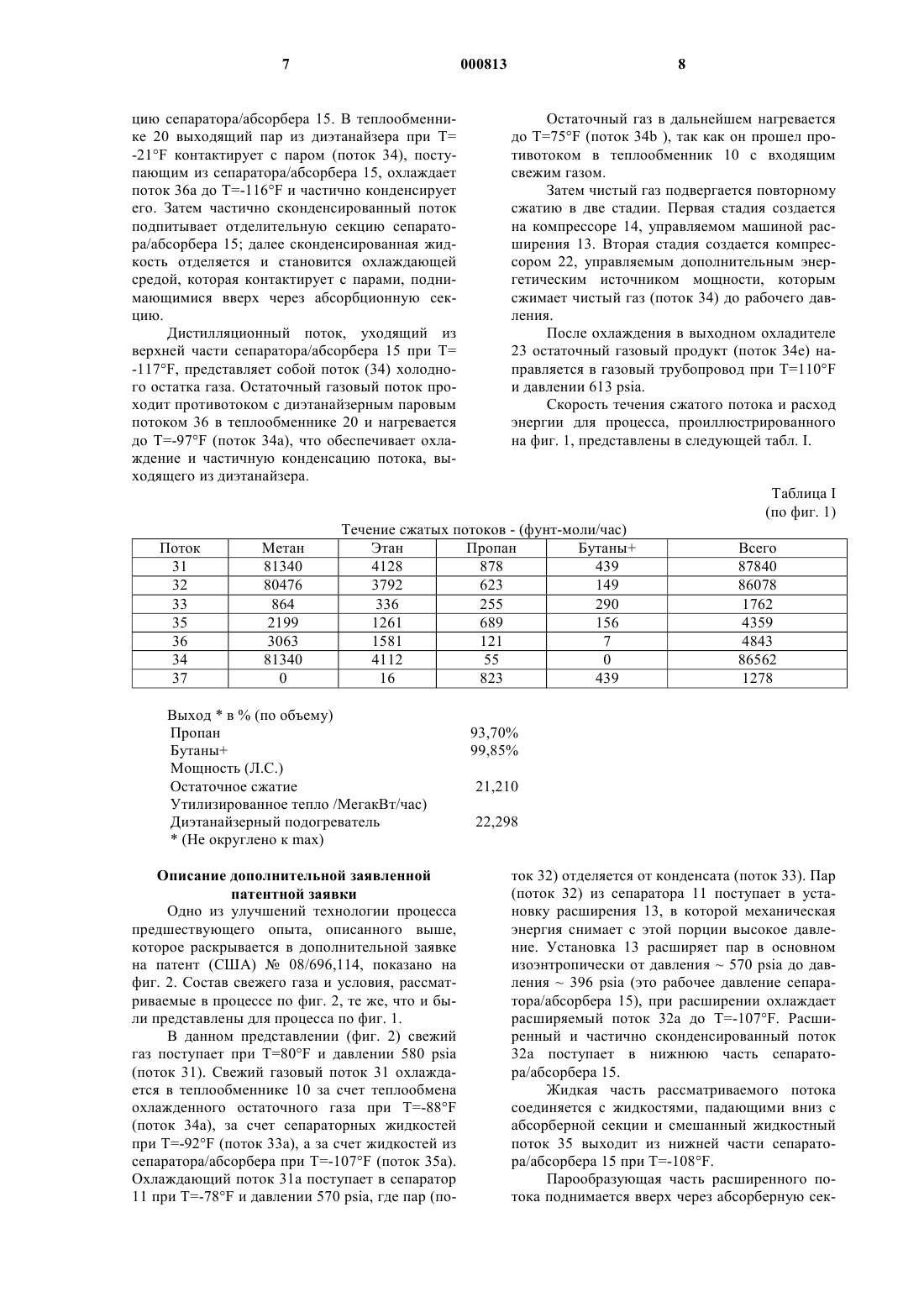
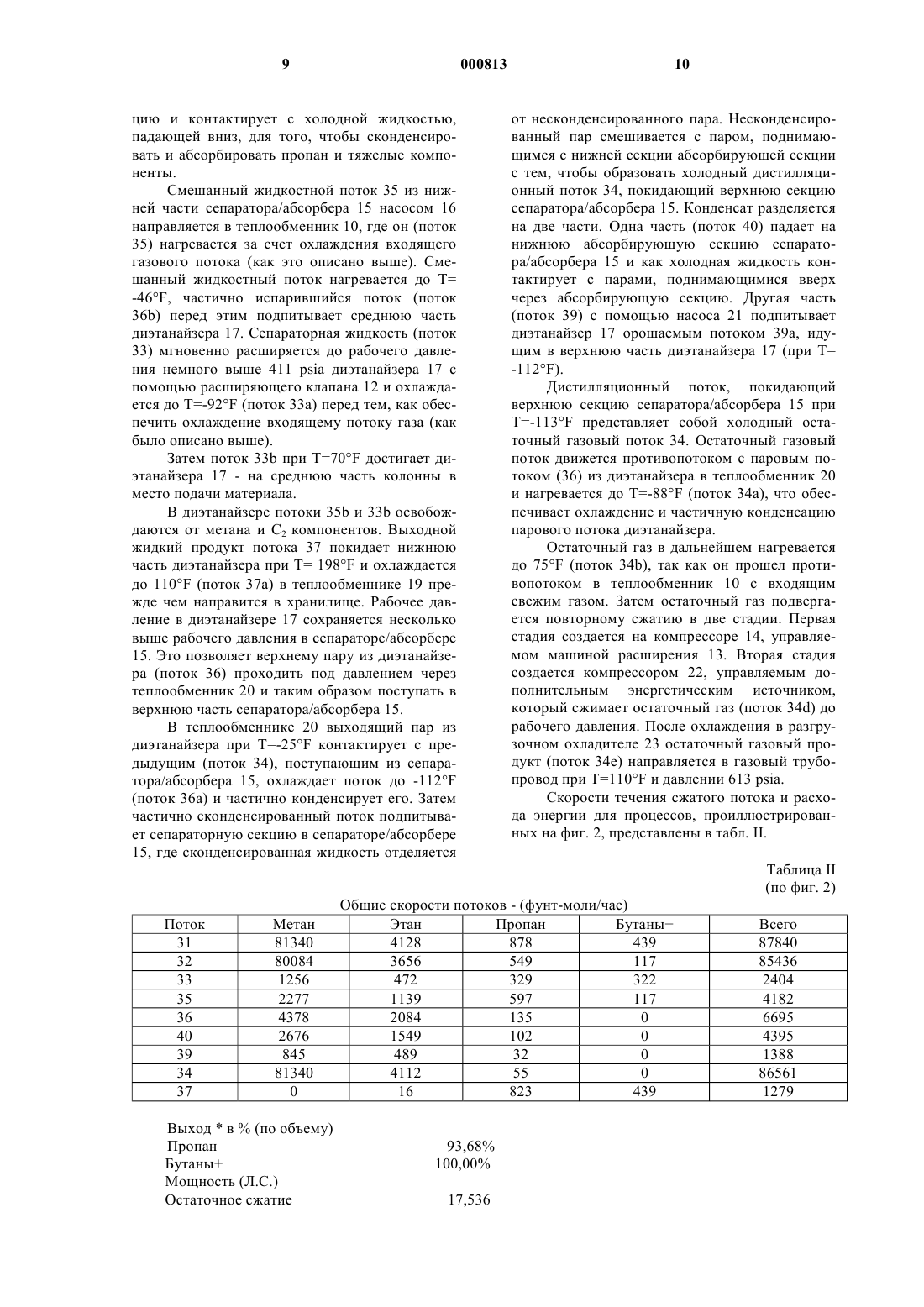
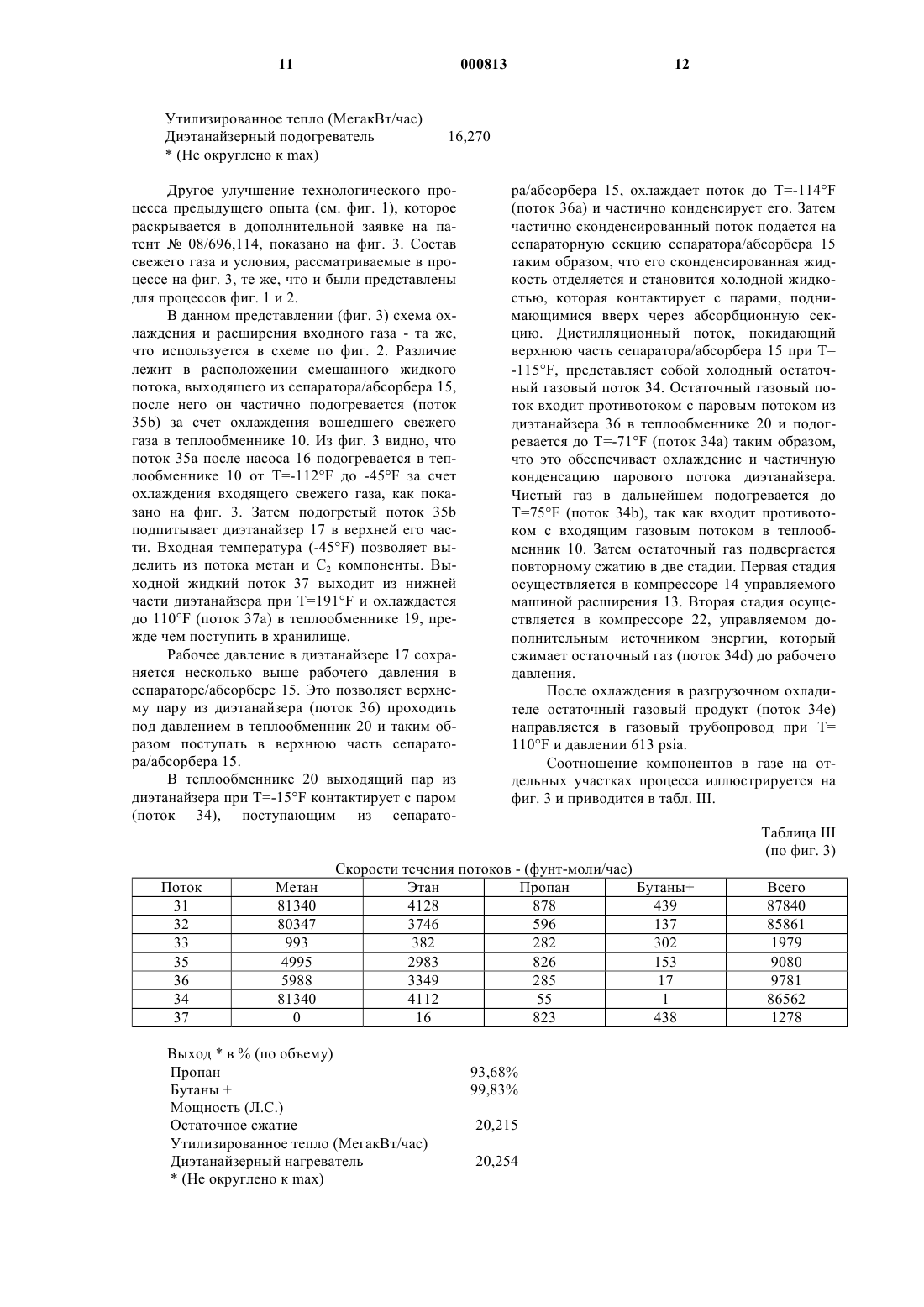
1 Это изобретение относится к процессу выделения из газа содержащихся в нем углеводородов. Пропилен, пропан и/или тяжелые углеводороды могут быть регенерированы из различных газов, таких как природный газ, очищенный газ и синтетические потоки газа, получаемые из других углеводородов, таких как уголь, сырая нефть, нафта, сланцевый деготь, гудроновые пески и бурый уголь. Обычно природный газ имеет большие доли метана и этана, т.е. доля метана и этана в газе, по крайней мере, составляет 50 мол.%. Этот газ также содержит сравнительно небольшое количество тяжелых углеводородов,таких как пропан, бутан, пентан и тому подобное, а также водород, азот, двуокись углерода и другие газы. Данное изобретение в основном имеет отношение к регенерации пропилена, пропана и тяжелых углеводородов из таких газовых потоков. Типичный анализ газового потока, перерабатываемого согласно данному изобретению,показал содержание в нем приблизительно следующих компонентов (в мольных процентах): 92,6% - метана, 4,7% - этана и других C2 компонентов, 1,0% - пропана и других С 3 компонентов, 0,2% изо-бутана, 0,2% нормального бутана,0,16% пентана плюс для образования баланса добавки в виде двуокиси углерода и азота. Исторически сложившиеся колебания в ценах природного газа и его жидкой составляющей были снижены за счет постоянно нарастающих цен на пропан и тяжелые компоненты в виде жидких продуктов. Это стало результатом повышенного спроса на переработку газа,которая может обеспечить эффективное получение этих продуктов. Используемые методы для выделения этих продуктов включают те,которые базируются на охлаждении и замораживании газа, масляной абсорбции и масляной абсорбции с использованием замораживания. Дополнительно к этому следует добавить,что криогенные процессы стали популярными в силу наличия экономичного оборудования, которое производит промышленность. При этих процессах одновременно происходит расширение газа и извлечение тепла из газа, идущего на переработку. Каждый из этих методов или комбинация этих методов могут быть использованы в зависимости от давления газового источника, обогащения газа (этаном и тяжелыми углеводородными составляющими) и необходимых конечных продуктов. В наши дни криогенный процесс с увеличением объема газа в общем случае является предпочтительным при получении пропана, потому что он обеспечивает максимально возможную простоту, легкость начального периода,производственную приспосабливаемость, доста 000813 2 точную эффективность, безопасность и высокую надежность. Ниже перечислены патенты, обновленные патенты и дополнительные заявки на изобретения в США, имеющие отношения к сути дела рассматриваемого процесса: патенты (с номерами) - 4157904, 4171964, 4251249, 4278457,4519824, 4617039, 4687499, 4689063, 4690702,4854955, 4869740, 4889545, 5275005, обновленные патенты US33408, дополнительные заявки на изобретения 08/337172, 08/696114. В типичном криогенном процессе с расширением поток газа, подаваемый под давлением, охлаждается за счет теплового обмена с другими потоками процесса и/или за счет внешних источников охлаждения, таких как, например,пропановая компрессорно-охлаждающая система (производство холода). Так как газ охлаждается, то образующийся при этом и находящийся под высоким давлением конденсат (который собирается в один или несколько сепараторов) содержит необходимые С 3+ компонент. В зависимости от обогащения газа и количества образовавшихся жидкостей последние могут расширяться при более низком давлении и разделяться на фракции. Испарение, имеющее место в процессе расширения жидкости, будет скомпенсировано при дальнейшем охлаждении потока. При некоторых условиях предварительное охлаждение находящейся под высоким давлением жидкости необходимо довести до расширения, так как дальнейшее понижение температуры является результатом расширения. Расширяющийся поток, находящийся под давлением и состоящий из смеси жидкости и пара, разделяется на фракции в дистилляционной колонне (диэтанайзере). В этой колонне расширенный и охлажденный поток(и) проходят перегонку с выделением чистого метана, этана, азота и других летучих газов, выходящих наверх и содержащих необходимые С 3 компоненты, и тяжелых углеводородных жидких компонентов, скапливающихся в нижней части дистилляционной колонны. Если же идущий на переработку газ в полном объеме не конденсируется, то пар, остающийся от частичной конденсации, может быть направлен на принудительное расширение в механическую или паровую установку, или же через дроссельный клапан. При этом за счет понижения давления будут сконденсированы дополнительные объемы жидкости как результат дальнейшего охлаждения потока. После расширения давление несколько ниже, чем рабочее давление в ректификационной колонне. Затем расширенный поток поступает в нижнюю секцию абсорбционной колонны и вступает в контакт с холодной жидкостью с целью абсорбции С 3 компонента и тяжелых уг 3 леводородов из парообразной части расширенного потока. Затем жидкости из абсорбционной колонны перекачиваются в верхнюю часть диэтанайзера. Самый верхний дистилляционный поток из диэтанайзера поступает в теплообменник, где контактирует с чистым газом, поступающим из абсорбера, охлаждается и конденсируется в определенном объеме. Охлажденный дистилляционный поток затем поступает в верхнюю секцию абсорбера, где холодные жидкости, содержащиеся в потоке, могут контактировать с парообразной порцией расширенного потока, как было описано выше. Обычно порция пара (если она имеется) охлажденного дистилляционного потока и верхние парообразные потоки абсорбера смешиваются в верхней сепараторной части абсорбера. В результате получается газовый продукт, состоящий из чистого метана и этана. Как альтернатива охлажденный дистилляционный поток может быть подан в сепаратор, чтобы обеспечить парообразные и жидкие потоки. Парообразная часть смешивается с верхними потоками абсорбера, а жидкая - подпитывает абсорбер. Разделение, которое имеет место в этом процессе (производство чистого газа, покидающего этот процесс, который содержит практически все компоненты метана и C2 компоненты с практическим отсутствием С 3 компонентов и тяжелых углеводородов; и нижняя фракция,покидающая диэтанайзер, содержит практически все С 3 компоненты и тяжелые углеводороды при полном отсутствии метана, C2 компонентов или более летучих компонентов), потребляет энергию для охлаждения входящего газа, для подогрева диэтанайзера, для орошения диэтанайзера и/или для повторного сжатия чистого газа. Настоящее изобретение дает возможность получить средства (пути) для достижения разделения (сепарации) при существенно низких капитальных вложениях благодаря наличию абсорбционной колонны и диэтанайзера, которые совмещены в единой ректификационной колонне. В некоторых случаях данное изобретение также обеспечивает улучшение получения конечного продукта и/или снижение требований к технологическим процессам (охлаждение, выпаривание, орошение и/или повторное сжатие),необходимых для получения конечных желаемых продуктов. Согласно настоящему изобретению было обнаружено, что выход С 3 компонентов по составу более чем 93% может быть обеспечен с практически полным выводом C2 компонента в потоке чистого газа. К тому же настоящее изобретение дает возможность получить практически 100%-ную сепарацию С 2 компонентов (и легкие компоненты из С 3 компонентов) и тяжелые углеводороды при сниженных энергетических потребностях. 4 Настоящее изобретение, несмотря на применение низкого давления и повышенной температуры, представляет особые преимущества,когда перерабатываемые газы находятся под давлением от 400-800 psia и выше при условиях,требующих поддержания температур в верхней части колонны - 50F или ниже. Для лучшего понимания настоящего изобретения приведена ссылка на ниже следующие примеры и чертежи. Фиг. 1 - схема охлаждения потока природного газа при переработке его способом на одной из первых установок, предложенной по патенту США 4617039; фиг. 2 - схема охлаждения расширенного потока природного газа при переработке его способом на альтернативной установке в соответствии с той же дополнительной заявкой США на изобретение 08/696114; фиг. 3 - схема охлаждения расширенного потока природного газа при переработке его способом на второй альтернативной установке в соответствии с той же дополнительной заявкой США на изобретение 08/696114; фиг. 4 - схема переработки потока природного газа на установке, предложенной в соответствии с настоящим изобретением; фиг. 5 - схема переработки природного газа, иллюстрирующая альтернативные способы применения настоящего изобретения; фиг. 6 - схема переработки потока природного газа, иллюстрирующая другие альтернативные способы применения настоящего изобретения. Последующие разъяснения приведенных выше схем снабжены таблицами, в которых показаны скорости потоков газа, рассчитанные для характерных условий процесса. В данных таблицах значения скорости потока (фунтмоли/час) округлены для удобства до целого числа. Значения общих скоростей потока, показанные в таблицах, включают все неуглеродные компоненты и поэтому они в общем случае больше по величине, чем скорости потока для углеводородных компонентов. Значения температур, указанных приблизительно, округлены до ближайших градусов. Следует также отметить, что расчеты планируемого (проекта) процесса, представленные для целей сравнения процессов, указанных на фиг. 1-6, базируются на допущении полного отсутствия утечки тепла в (из) окружающую среду из (в) среды процесса. Качество выпускаемых промышленностью изоляционных материалов делает это допущение вполне приемлемым и вполне реализуемым на практике. Описание уровня техники Обратимся теперь к фиг. 1, имитирующей предыдущий опыт процесса переработки природного газа. Неочищенный входящий газ поступает на установку при температуре 80F и давлении 580 psia (поток 31). Если входящий газ 5 обогащен серосодержащими соединениями, которые будут по техническим условиям препятствовать потокам продуктов, то эти смеси удаляются при помощи предварительной обработки входящего газа (на черт. не показано). По условиям охлаждения в дополнение к вышесказанному поступающий поток газа обычно обезвоживается. Для этих целей используется твердый осушитель. Входной поток 31 охлаждается в теплообменнике 10 за счет теплового обмена с холодным остаточным газом при Т=-97F (поток 34 а) и с сепараторными жидкостями при Т=-91F(поток 33 а). (Решение об увеличении числа теплообменников для требуемой степени охлаждения будет зависеть от различных факторов,включающих, но не лимитирующих процесс,скорость потока входящего газа, размер теплообменника, температурные перепады и др.). Охлажденный поток 31 а поступает в сепаратор 11 при Т=-73F и давлении 570 psia, где парообразная часть потока (поток 32) отделяется от конденсата (поток 33). Пар (поток 32) из сепаратора 11 поступает в установку для расширения 13, в которой механическая энергия извлекается из этой порции потока, находящегося под большим давлением. Установка 13 расширяет пар в основном изоэнтропически от давления 570 psia до 353 psia, при расширении охлаждает расширяемый поток 32 а до Т=-110F. Расширенный и частично сконденсированный поток 32 а подпитывает абсорбционную секцию 15b в нижней части сепаратора/абсорбера 15. Жидкая часть расширенного потока соединяется с жидкостями, падающими вниз с абсорбционной части и смешанный жидкий поток 35 выходит из нижней части сепаратора/абсорбера 15 при Т=-110F. Парообразная часть расширенного потока поднимается вверх через абсорбционную часть и контактирует с холодной жидкостью, падающей вниз для конденсации и абсорбции пропана и тяжелых компонентов. Башня сепаратора/абсорбера 15 представляет собой серийную дистилляционную колонну, содержащую множество вертикально расположенных тарелок, одну или несколько насадок колонны или несколько комбинаций тарелок и насадок. В большинстве случаев для установок по переработке природного газа сепараторноабсорберная башня может состоять из двух секций. Верхняя секция 15 а представляет собой сепаратор, в котором любой пар, содержащийся в верхней части, отделяется от его сопровождающей жидкости, и в котором пар, поднимающийся из нижней дистилляционной или абсорбционной секции 15, смешивается с парообразной частью (если она есть) в верхней части для того, чтобы создать холодный дистилляцион 000813 6 ный поток 34, который выходит из верхней части башни. Нижняя, абсорбционная секция 15b содержит тарелки и/или насадки и обеспечивает необходимый контакт между жидкостями, падающими вниз, и парами, поднимающимися вверх, чтобы сконденсироваться и абсорбировать пропан и тяжелые компоненты. Смешанный жидкий поток 35 из днища сепаратора/абсорбера 15 закачивается как холодный верхний поток (см. 35 а) в диэтанайзер 17 насосом 16. Жидкость сепаратора (поток 33) мгновенно расширяется до рабочего давления более чем 368 psia в диэтанайзере 17 с помощью работы расширяющего клапана 12, как описано ранее. Охлажденный поток с Т=-91F (поток 33 а) перед этим обеспечивает охлаждение входящего необработанного газа. Теперь имеющий температуру T=65F поток 33b поступает в среднюю часть диэтанайзера 17 для выделения из него метана и С 2 компонентов. Диэтанайзер 17, работающий под давлением 368 psia, также является общепринятой дистилляционной колонной, содержащей множество вертикально расположенных тарелок, одну или несколько насадок, или некоторую комбинацию насадок и тарелок. Башня диэтанайзера также может состоять из двух секций. Верхняя секция 17 а, в которой любой пар располагается в верхней части, отделяется от его сопровождающей жидкой части, где пар, поднимающийся от нижней дистилляционной или диэтанайзерной секции 17b, смешивается с парообразующей частью (если она есть) в верхнем пространстве с тем, чтобы образовать дистилляционный поток 36, который выходит из верхней части башни. Нижняя (диэтанайзерная) секция 17b состоит из тарелок и/или насадок для того, чтобы обеспечить необходимый контакт между жидкостями,падающими вниз, и парами, поднимающимися вверх. Диэтанайзерная секция 17b содержит также испаритель (выпарной аппарат) 18, который нагревает и превращает в пар порции жидкости,собирающейся в нижней части колонны с тем,чтобы обеспечить выделение паров метана и C2 компонентов, которые находятся в жидком продукте (поток 37). Типичное требование к донному продукту(отстоя) - отношение этана к пропану (в молекулярном измерении) как 0,02:1. Жидкий продукт (поток 37) покидает днище диэтанайзера при T=186F до поступления в хранилище и охлаждается до T=110F (поток 37 а) в теплообменнике 19. Рабочее давление в диэтанайзере 17 поддерживается немного выше рабочего давления в сепараторе/абсорбере 15. Это позволяет верхнему пару диэтанайзера(поток 36) проходить под давлением через теплообменник 20 и 0 поступать в верхнюю сек 7 цию сепаратора/абсорбера 15. В теплообменнике 20 выходящий пар из диэтанайзера при Т=-21F контактирует с паром (поток 34), поступающим из сепаратора/абсорбера 15, охлаждает поток 36 а до T=-116F и частично конденсирует его. Затем частично сконденсированный поток подпитывает отделительную секцию сепаратора/абсорбера 15; далее сконденсированная жидкость отделяется и становится охлаждающей средой, которая контактирует с парами, поднимающимися вверх через абсорбционную секцию. Дистилляционный поток, уходящий из верхней части сепаратора/абсорбера 15 при Т=-117F, представляет собой поток (34) холодного остатка газа. Остаточный газовый поток проходит противотоком с диэтанайзерным паровым потоком 36 в теплообменнике 20 и нагревается до Т=-97F (поток 34 а), что обеспечивает охлаждение и частичную конденсацию потока, выходящего из диэтанайзера. 8 Остаточный газ в дальнейшем нагревается до Т=75F (поток 34b ), так как он прошел противотоком в теплообменник 10 с входящим свежим газом. Затем чистый газ подвергается повторному сжатию в две стадии. Первая стадия создается на компрессоре 14, управляемом машиной расширения 13. Вторая стадия создается компрессором 22, управляемым дополнительным энергетическим источником мощности, которым сжимает чистый газ (поток 34) до рабочего давления. После охлаждения в выходном охладителе 23 остаточный газовый продукт (поток 34 е) направляется в газовый трубопровод при Т=110F и давлении 613 psia. Скорость течения сжатого потока и расход энергии для процесса, проиллюстрированного на фиг. 1, представлены в следующей табл. I. Таблица I Течение сжатых потоков - (фунт-моли/час) Этан Пропан Бутаны+ 4128 878 439 3792 623 149 336 255 290 1261 689 156 1581 121 7 4112 55 0 16 823 439 Выходв % (по объему) Пропан Бутаны+ Мощность (Л.С.) Остаточное сжатие Утилизированное тепло /МегакВт/час) Диэтанайзерный подогреватель(Не округлено к mах) Описание дополнительной заявленной патентной заявки Одно из улучшений технологии процесса предшествующего опыта, описанного выше,которое раскрывается в дополнительной заявке на патент (США)08/696,114, показано на фиг. 2. Состав свежего газа и условия, рассматриваемые в процессе по фиг. 2, те же, что и были представлены для процесса по фиг. 1. В данном представлении (фиг. 2) свежий газ поступает при T=80F и давлении 580 psia(поток 31). Свежий газовый поток 31 охлаждается в теплообменнике 10 за счет теплообмена охлажденного остаточного газа при Т=-88F(поток 34 а), за счет сепараторных жидкостей при Т=-92F (поток 33 а), а за счет жидкостей из сепаратора/абсорбера при Т=-107F (поток 35 а). Охлаждающий поток 31 а поступает в сепаратор 11 при Т=-78F и давлении 570 psia, где пар (по Всего 87840 86078 1762 4359 4843 86562 1278 93,70% 99,85% 21,210 22,298 ток 32) отделяется от конденсата (поток 33). Пар(поток 32) из сепаратора 11 поступает в установку расширения 13, в которой механическая энергия снимает с этой порции высокое давление. Установка 13 расширяет пар в основном изоэнтропически от давления 570 psia до давления 396 psia (это рабочее давление сепаратора/абсорбера 15), при расширении охлаждает расширяемый поток 32 а до Т=-107F. Расширенный и частично сконденсированный поток 32 а поступает в нижнюю часть сепаратора/абсорбера 15. Жидкая часть рассматриваемого потока соединяется с жидкостями, падающими вниз с абсорберной секции и смешанный жидкостный поток 35 выходит из нижней части сепаратора/абсорбера 15 при Т=-108F. Парообразующая часть расширенного потока поднимается вверх через абсорберную сек 9 цию и контактирует с холодной жидкостью,падающей вниз, для того, чтобы сконденсировать и абсорбировать пропан и тяжелые компоненты. Смешанный жидкостной поток 35 из нижней части сепаратора/абсорбера 15 насосом 16 направляется в теплообменник 10, где он (поток 35) нагревается за счет охлаждения входящего газового потока (как это описано выше). Смешанный жидкостный поток нагревается до Т=-46F, частично испарившийся поток (поток 36b) перед этим подпитывает среднюю часть диэтанайзера 17. Сепараторная жидкость (поток 33) мгновенно расширяется до рабочего давления немного выше 411 psia диэтанайзера 17 с помощью расширяющего клапана 12 и охлаждается до Т=-92F (поток 33 а) перед тем, как обеспечить охлаждение входящему потоку газа (как было описано выше). Затем поток 33b при Т=70F достигает диэтанайзера 17 - на среднюю часть колонны в место подачи материала. В диэтанайзере потоки 35b и 33b освобождаются от метана и С 2 компонентов. Выходной жидкий продукт потока 37 покидает нижнюю часть диэтанайзера при Т= 198F и охлаждается до 110F (поток 37 а) в теплообменнике 19 прежде чем направится в хранилище. Рабочее давление в диэтанайзере 17 сохраняется несколько выше рабочего давления в сепараторе/абсорбере 15. Это позволяет верхнему пару из диэтанайзера (поток 36) проходить под давлением через теплообменник 20 и таким образом поступать в верхнюю часть сепаратора/абсорбера 15. В теплообменнике 20 выходящий пар из диэтанайзера при T=-25F контактирует с предыдущим (поток 34), поступающим из сепаратора/абсорбера 15, охлаждает поток до -112F(поток 36 а) и частично конденсирует его. Затем частично сконденсированный поток подпитывает сепараторную секцию в сепараторе/абсорбере 15, где сконденсированная жидкость отделяется 10 от несконденсированного пара. Несконденсированный пар смешивается с паром, поднимающимся с нижней секции абсорбирующей секции с тем, чтобы образовать холодный дистилляционный поток 34, покидающий верхнюю секцию сепаратора/абсорбера 15. Конденсат разделяется на две части. Одна часть (поток 40) падает на нижнюю абсорбирующую секцию сепаратора/абсорбера 15 и как холодная жидкость контактирует с парами, поднимающимися вверх через абсорбирующую секцию. Другая часть(поток 39) с помощью насоса 21 подпитывает диэтанайзер 17 орошаемым потоком 39 а, идущим в верхнюю часть диэтанайзера 17 (при Т=-112F). Дистилляционный поток, покидающий верхнюю секцию сепаратора/абсорбера 15 при Т=-113F представляет собой холодный остаточный газовый поток 34. Остаточный газовый поток движется противопотоком с паровым потоком (36) из диэтанайзера в теплообменник 20 и нагревается до T=-88F (поток 34 а), что обеспечивает охлаждение и частичную конденсацию парового потока диэтанайзера. Остаточный газ в дальнейшем нагревается до 75F (поток 34b), так как он прошел противопотоком в теплообменник 10 с входящим свежим газом. Затем остаточный газ подвергается повторному сжатию в две стадии. Первая стадия создается на компрессоре 14, управляемом машиной расширения 13. Вторая стадия создается компрессором 22, управляемым дополнительным энергетическим источником,который сжимает остаточный газ (поток 34d) до рабочего давления. После охлаждения в разгрузочном охладителе 23 остаточный газовый продукт (поток 34 е) направляется в газовый трубопровод при T=110F и давлении 613 psia. Скорости течения сжатого потока и расхода энергии для процессов, проиллюстрированных на фиг. 2, представлены в табл. II. Таблица II Общие скорости потоков - (фунт-моли/час) Этан Пропан Бутаны+ 4128 878 439 3656 549 117 472 329 322 1139 597 117 2084 135 0 1549 102 0 489 32 0 4112 55 0 16 823 439 93,68% 100,00% 17,536 Другое улучшение технологического процесса предыдущего опыта (см. фиг. 1), которое раскрывается в дополнительной заявке на патент 08/696,114, показано на фиг. 3. Состав свежего газа и условия, рассматриваемые в процессе на фиг. 3, те же, что и были представлены для процессов фиг. 1 и 2. В данном представлении (фиг. 3) схема охлаждения и расширения входного газа - та же,что используется в схеме по фиг. 2. Различие лежит в расположении смешанного жидкого потока, выходящего из сепаратора/абсорбера 15,после него он частично подогревается (поток 35b) за счет охлаждения вошедшего свежего газа в теплообменнике 10. Из фиг. 3 видно, что поток 35 а после насоса 16 подогревается в теплообменнике 10 от Т=-112F до -45F за счет охлаждения входящего свежего газа, как показано на фиг. 3. Затем подогретый поток 35b подпитывает диэтанайзер 17 в верхней его части. Входная температура (-45F) позволяет выделить из потока метан и C2 компоненты. Выходной жидкий поток 37 выходит из нижней части диэтанайзера при Т=191F и охлаждается до 110F (поток 37 а) в теплообменнике 19, прежде чем поступить в хранилище. Рабочее давление в диэтанайзере 17 сохраняется несколько выше рабочего давления в сепараторе/абсорбере 15. Это позволяет верхнему пару из диэтанайзера (поток 36) проходить под давлением в теплообменник 20 и таким образом поступать в верхнюю часть сепаратора/абсорбера 15. В теплообменнике 20 выходящий пар из диэтанайзера при T=-15F контактирует с паром(поток 34), поступающим из сепарато ра/абсорбера 15, охлаждает поток до Т=-114F(поток 36 а) и частично конденсирует его. Затем частично сконденсированный поток подается на сепараторную секцию сепаратора/абсорбера 15 таким образом, что его сконденсированная жидкость отделяется и становится холодной жидкостью, которая контактирует с парами, поднимающимися вверх через абсорбционную секцию. Дистилляционный поток, покидающий верхнюю часть сепаратора/абсорбера 15 при Т=-115F, представляет собой холодный остаточный газовый поток 34. Остаточный газовый поток входит противотоком с паровым потоком из диэтанайзера 36 в теплообменнике 20 и подогревается до Т=-71F (поток 34 а) таким образом,что это обеспечивает охлаждение и частичную конденсацию парового потока диэтанайзера. Чистый газ в дальнейшем подогревается доT=75F (поток 34b), так как входит противотоком с входящим газовым потоком в теплообменник 10. Затем остаточный газ подвергается повторному сжатию в две стадии. Первая стадия осуществляется в компрессоре 14 управляемого машиной расширения 13. Вторая стадия осуществляется в компрессоре 22, управляемом дополнительным источником энергии, который сжимает остаточный газ (поток 34d) до рабочего давления. После охлаждения в разгрузочном охладителе остаточный газовый продукт (поток 34 е) направляется в газовый трубопровод при Т= 110F и давлении 613 psia. Соотношение компонентов в газе на отдельных участках процесса иллюстрируется на фиг. 3 и приводится в табл. III. Таблица III Скорости течения потоков - (фунт-моли/час) Этан Пропан Бутаны+ 4128 878 439 3746 596 137 382 282 302 2983 826 153 3349 285 17 4112 55 1 16 823 438 Выходв % (по объему) Пропан Бутаны + Мощность (Л.С.) Остаточное сжатие Утилизированное тепло (МегакВт/час) Диэтанайзерный нагреватель(Не округлено к max) 13 Во всех трех схемах переработки, описанных выше, используются две ректификационные колонны, абсорбер/сепаратор 15 и диэтанайзер 17. При этом достижение охлаждающего эффекта абсорбции имеет место внутри абсорбера/сепаратора 15, в котором насыщение паров, поднимающихся вверх через колонну благодаря выпариванию жидкого метана и этана,содержащихся в потоке 36 а, обеспечивается охлаждением колонны. Как результат, отметим, что как и пар, покидающий верхнюю часть колонны, так и жидкости, уходящие из нижней части колонны, более холодные, чем соответствующие входные потоки на тех же частях колонны. Охлаждающий эффект этой абсорбции позволяет верхнему погону колонны (поток 34) обеспечить охлаждение, необходимое для теплообменника 20, с целью частичной конденсации верхнего потока 36 (из диэтанайзера без действующего диэтанайзера 17 при давлении значительно большем, чем давление в сепараторе/абсорбере 15). Однако две колонны необходимы для того,чтобы обеспечить давление, позволяющее протолкнуть поток от диэтанайзера 17 (верхний поток 36) через теплообменник 20 и далее - в верхнюю приемную часть абсорбера/сепаратора. Типично, что этот верхний поток 36 является полностью сконденсированным и парообразная часть его просто смешивается с паром,распространяющимся вверх из абсорбционной секции 15b для создания холодного остаточного потока 34. Таким образом несконденсированная часть потока 36 не способствует абсорбционному охлаждению внутри абсорбера/сепаратора 15. Описание изобретения Пример 1. Фиг. 4 иллюстрирует схему технологического процесса в соответствии с настоящим изобретением по сравнению с процессом, показанным на фиг. 1. Состав входного газа и условия, рассматриваемые в схеме процесса фиг. 4,являются такими же, как и по схеме фиг. 1. Соответственно, процесс фиг. 4 может быть сравнен с процессом фиг. 1 для иллюстрации преимуществ настоящего изобретения. В представлении процесса на фиг. 4 свежий газ поступает (на переработку) при T=80F и давлении 580 psia (поток 31). Поступающий поток 31 охлаждается в теплообменнике 10 за счет теплового обмена холодного остаточного газа при Т=-97F (поток 34) и сепараторных жидкостей при Т=-91F ( поток 33 а). Охлажденный поток 31 а поступает в сепаратор 11 при Т=-73F и давлении 570 psia пар (поток 32) отделяется от конденсата (поток 33). Пар (поток 32) из сепаратора 11 поступает на установку расширения 13, в которой механическая энергия снимает давление паровой части. 14 Установка 13 расширяет пар в основном изонтропически от давления приблизительно 570psia до давления приблизительно 355 psia (рабочее давление диэтанайзерной колонны 17), при расширении охлаждает расширенный поток 32 а до температуры приблизительно -110F. Расширенный и частично сконденсированный поток 32 а оступает в диэтанайзер 17 на верхнюю часть средней позиции колонны. Диэтанайзер 17 в виде колонны представляет собой конвенционную дистилляционную колонну, содержащую множество вертикально расположенных тарелок, одну или несколько насадок или некоторую комбинацию тарелок и насадок. Колонна диэтанайзера состоит из двух секций. Верхняя абсорбционная (ректификационная) секция 17 а состоит из тарелок и/или насадок для того, чтобы обеспечить необходимый контакт между паровой частью расширенного потока 32 а, поднимающегося вверх, и холодной жидкостью, падающей вниз, с тем, чтобы сконденсировать и абсорбировать пропан и тяжелые компоненты. Нижняя секция для отгона легких фракций 17b состоит из тарелок и/или насадок для того,чтобы обеспечить контакт между жидкостями,падающими вниз, и парами, поднимающимися вверх. Диэтанайзерная отпарная секция 17b также включает в себя нагреватель 18, который нагревает и испаряет часть жидкости в нижней части колонны с тем, чтобы обеспечить отделение паров, которые, поднимаясь вверх, отделяются от жидкого продукта (поток 37), состоящего из метана и С 2 компонентов. Поток 32 а поступает в колонну 17 на верхнюю часть середины колонны, расположенной в нижней части абсорбционной секции 17 а. Жидкая часть расширенного потока с другими жидкостями падает вниз из абсорбционной секции 17 а, а смешанная жидкость продолжает падать в отпарную секцию 17b диэтанайзерной колонны 17. Парообразная часть расширенного потока поднимается вверх через абсорбционную секцию и контактирует с холодной жидкостью,падающей вниз, чтобы сконденсироваться и абсорбировать пропан и тяжелые компоненты. Часть дистилляционного пара (поток 36) выходит из верхней части отпарной секции 17b. Этот поток затем охлаждается и частично конденсируется (поток 36 а) в теплообменнике 20 за счет теплового обмена холодного верхнего потока 38 из диэтанайзера, который выходит из нижней части диэтанайзера 17 при Т=-117F,охлажденный в диэтанайзере верхний поток до приблизительно -97F охлаждает поток 36 от температуры -24F до 116F (поток 36 а). Рабочее давление в оросительном сепараторе 15 сохраняется слегка выше рабочего давления диэтанайзерной колонны 17. Это позволяет протолкнуть дистилляционный паровой поток 36 через теплообменник 20 и таким образом войти в оросительный сепаратор 15, где конденсат (поток 39) отделяется от несконденсировавшегося пара (поток 42). Несконденсировавшийся паровой поток 42 смешивается с нагретым верхним потоком 38 а из диэтанайзера в теплообменнике 20 с тем,чтобы создать холодный остаточный газ (поток 34). Жидкий поток 39 из оросительного сепаратора 15 сжимается насосом 21 до давления несколько выше рабочего давления диэтанайзера 17, и поток 39 а затем становится подпитывающим как холодный ороситель для диэтанайзерной колонны 17. Этот холодный жидкий ороситель обеспечивает тот же самый охлаждающий эффект абсорбции в абсорбционной (ректификационной) секции 17 а колонны 17, как в абсорбере/сепараторе 15 схемы (фиг. 1) в то время, как он абсорбирует и конденсирует пропан и тяжелые компоненты, поднимающиеся снизу вверх. В отпарной секции 17b диэтанайзерной колонны 17 во входящих потоках выделяют метан и С 2 компоненты. Конечный жидкий продукт (поток 37) выходит из нижней части диэтанайзера при температуре 182F и охлаждается до температуры 110F (поток 37 а) в теплообменнике 19 перед тем, как направиться на хранение. Холодный остаточный газовый поток 34 нагревается до 75F (поток 34 а) за счет того, что входит противотоком с входящим газом в теплообменник 10. Затем остаточный газ повторно сжимается в две стадии. Первую стадию осуществляет компрессор 22, приводимый в действие установкой расширения 13. Вторую стадию осуществляет компрессор 22, приводимый в действие дополнительным энергетическим источником,который сжимает остаточный газ (поток 34 с) до рабочего давления. После охлаждения в разгрузочном охладителе 23 остаточный газовый продукт (поток 34d) направляется в газовый трубопровод при Т= 110F и давлении 613 psia. Общие скорости газовых потоков и энергетические расходы технологического процесса,проиллюстрированного на фиг. 4, приведены в нижерасположенной табл. IV. Таблица IV(по фиг. 4) Скорости течения потоков - (фунт-моли/час) Метан Этан Пропан Бутаны+ Всего 81340 4128 878 439 87840 80447 3782 616 146 86029 893 346 262 293 1811 3130 1604 117 7 4930 932 49 0 0 991 2198 1555 117 7 3939 80408 4062 52 0 85569 81340 4111 52 0 86560 0 17 826 439 1280 Выходв % (по объему) Пропан Бутаны+ Мощность (Л.С.) Остаточное сжатие Утилизированное тепло (МегакВт/час) Диэтанайзерный нагреватель(Не округлено к max) В сущности процесс, представленный на фиг. 4, позволяет парообразной части потока 36 а (см. фиг. 1) обходить процесс в теплообменнике 20, тем самым создавать возможность соединять абсорбционную секцию 15b абсорбера/сепаратора 15 (по фиг. 1) с процессом в диэтанайзер 17 (по фиг. 4) на абсорбционную секцию 17 а. В то же время это сокращает несколько (по отношению к количеству/объему /потока 34 по фиг. 1) количество верхнего потока 38 диэтанайзера, который поступает в теплообменник 20 (по фиг. 4), позволяет абсорбционной секции 17 а и отпарной секции 17b работать по 93,96% 100,00% 21,210 22,060 существу при том же самом давлении. Это создает более благоприятное равновесие системы пар-жидкость в колонне, которое значительно компенсирует небольшие потери охлаждения в теплообменнике 20. Фактически, сравнение данных, представленных в табл. I (для процесса по фиг. 1), с данными табл. IV (для процесса по фиг. 4) показывает, что процесс по фиг. 4 позволяет достичь на 0,3% лучшего по объему выхода продукта, чем по процессу, представленному на фиг. 1 при тех же самых остаточных мощностях, затрачиваемых на сжатие. В то же самое время процесс по 17 фиг. 4 значительно уменьшает капитальные вложения на установку в целом. Две ректификационные колонны, применяемые в процессе по фиг. 1, совмещаются в одну колонну (по процессу фиг. 4), что экономит затраты на оборудование и его монтаж. Кроме того, оросительный сепаратор 15(по процессу фиг. 4) меньше по диаметру, чем верхняя секция сепаратора 15 а абсорбера/сепаратора 15 (по процессу фиг. 1), что также обеспечивает экономию в будущем. Пример 2. Фиг. 5 иллюстрирует схему потока технологического процесса в соответствии с заявкой,обеспечивающей преимущество по настоящему изобретению по отношению к процессу, показанному на фиг. 2. Состав входящего газа и условия, рассматриваемые в процессе по фиг. 5, остаются неизменными по отношению к процессу, показанному на фиг. 2. Соответственно, процесс (по фиг. 5) может быть сравним с процессом (по фиг. 2) с тем, чтобы проиллюстрировать преимущества настоящего изобретения. В представлении процесса по фиг. 5 свежий газ поступает на переработку при Т=80F и давлении 580 psia (поток 31). Поступающий поток 31 охлаждается в теплообменнике 10 за счет теплового обмена с остаточным холодным газом при Т=-90F (поток 34), за счет сепараторных жидкостей при Т=-94F (поток 33 а) и за счет жидкостей диэтанайзера при Т=-108F (поток 35). Охлажденный поток 31 а входит в сепаратор 11 при Т=-78F и давлении 570 psia, где пар (поток 32) отделяется от жидкого конденсата (поток 33). Пар (поток 32) из сепаратора 11 поступает на установку расширения 13, в которой механическая энергия освобождает эту порцию потока от высокого давления. Установка 13 расширяет пар в основном изоэнтропически от давления приблизительно 570 psia до давления приблизительно 396 psia(рабочее давление диэтанайзера 17), при расширении охлаждает расширенный поток 32 а до температуры приблизительно минус 107F. Расширенный и частично сконденсированный поток 32 а поступает в нижнюю часть абсорбционной (ректификационной) секции диэтанайзера 17. Жидкая часть расширенного в объеме потока смешивается с жидкостями, падающими вниз из абсорбционной секции, затем смешанная жидкость поступает вниз в отпарную секцию диэтанайзера 17. Паровая часть расширенного потока поднимается через абсорбционную (поглотительную) секцию и контактирует с холодной жидкостью, падающей вниз с тем, чтобы сконденсировать и абсорбировать пропан и тяжелые компоненты. Жидкий поток 35 из диэтанайзера удаляется из верхней части отпарной секции 17b и на 000813 18 правляется к теплообменнику 10, где он нагревается, что обеспечивает охлаждение входящего газа, как это описано выше. Обычно поток этой жидкости из диэтанайзера направляется через термосифонную циркуляцию с использованием насоса. Жидкий поток нагревается до Т=-56F (как результат - частично испарившийся поток 35 а) перед тем, как возвращается на среднюю часть диэтанайзера 17,обычно в среднюю часть отпарной секции. Сепараторная жидкость (поток 33) мгновенно расширяется при давлении немного выше 396 psia (рабочее давление диэтанайзера 17) за счет работы расширяющего клапана 12, охлажденный поток 33 при T=-94F (поток 33 а) перед этим обеспечивает охлаждение для входящего газа, как описано выше. Поток 33b, теперь при Т=71F, затем поступает диэтанайзер 17 на нижнюю часть средней секции. В диэтанайзере потоки 35 а и 33b лишаются(десорбируют) метан и С 2 компоненты. Конечный жидкий продукт (поток 37) выходит из нижней части диэтанайзера при T=194F и охлаждается до T=110F (поток 37 а) в теплообменнике 19 перед поступлением в хранилище. Порция дистилляционного пара (поток 36) удаляется с верхней части отпарной секции диэтанайзера 17. Затем поток охлаждается и частично конденсируется (поток 36 а) за счет теплового обмена с холодным верхним паровым потоком 38, который уходит из верхней части диэтанайзера 17 при температуре около минус 113F. Верхний поток диэтанайзера 17 нагревается приблизительно до температуры -89F, так как он охлаждает поток 36 от температуры -28F до -112F (поток 36 а). Рабочее давление в диэтанайзере 17 сохраняется несколько выше рабочего давления оросительного сепаратора 15. Это позволяет дистилляционному паровому потоку 36 протолкнуться под давлением через теплообменник 20 и таким образом попасть в оросительный сепаратор 15, в котором конденсат (поток 39) отделяется от несконденсированного пара (поток 42). Этот пар смешивается с подогретым верхним потоком 38 а, идущим из теплообменника 20 с тем, чтобы охладить остаточный газовый поток 34. Конденсат (поток 39) прокачивается насосом 21 под давлением несколько выше рабочего давления диэтанайзера 17. Затем прокачанный поток 39 а разделяется, по крайней мере,на две порции. Первая порция (поток 40) направляется вверх как ороситель для диэтанайзера 17 и как холодная жидкость контактирует с парами, поднимающимися вверх через абсорбционную (ректификационную) секцию. Вторая порция (поток 41) подпитывает диэтанайзер 17 в его средней части, а именно в верхней позиции выпарной (отпарной) секции с тем, чтобы обеспечить частичную ректификацию дистилляционного парового потока 36. Холодный остаточный газовый поток 34 подогрет до T=75F (поток 34 а) за счет того, что он входит противотоком с входящим газовым потоком в теплообменник 10. Остаточный газ затем повторно сжимается в две стадии. Первая стадия обеспечивается компрессором 14, управляемым расширительной установкой 13. Вторая стадия обеспечивается компрессором 22, управляемым дополнительным источником энергии, который осуществляет сжатие 20 остаточного газового потока 34 а до рабочего давления. После охлаждения в разгрузочном охладителе 23 остаточный газовый продукт (поток 34d) направляется при температуре 110F и давлении 613 psia в газовый трубопровод. Скорости течения газового потока и энергетические затраты для процесса, иллюстрированного на фиг. 5, приведены в нижеследующей табл. V. Таблица V Скорости течения сжатых потоков (фунт-моли/час) Этан Пропан Бутаны+ 4128 878 439 3650 546 116 478 332 323 1114 583 120 2019 113 0 44 1 0 1975 112 0 1531 87 0 444 25 0 4068 49 0 4112 50 0 16 828 439 Выходв % (по объему) Пропан Бутаны+ Мощность (Л.С.) Остаточное сжатие Утилизированное тепло (МегакВт/час) Диэтанайзерный нагреватель(Не округлено к max) Сравнение данных, приведенных в табл. 2 для процесса по фиг. 2, с данными, приведенными в табл. 5 для процесса по фиг. 5, снова показывают, что, предоставляя возможность паровой порции потока 36 а (процесса по фиг. 2) обходить теплообменник 20, разделение, обеспечиваемое абсорбером/сепаратором 15 и диэтанайзером 17 для процесса по фиг. 2, может быть скомбинировано в единственной колоннедиэтанайзере 17, принятой для процесса по фиг. 5. Использование бокового отвода жидкости из колонны обеспечивает частичное охлаждение входящего газа в теплообменнике 10 и с помощью разделения жидкий поток 39 а из оросительного сепаратора 15 входит в два приемника диэтанайзера. Это дает то же самое улучшение в выходе конечного продукта, что и при реализации технологического процесса по фиг. 2. Фактически, так как разделение имеет место в одной единственной колонне, то колонна может действовать при более низком давлении,что приводит к созданию более благоприятного равновесия системы пар-жидкость. 94,24% 100,00% 17,534 16,000 Производительность установки по увеличению выхода конечного продукта для рассматриваемого случая выше на 0,56% по существу при тех же самых требованиях по силовым затратам на повторное сжатие и более низким требованиям технического обслуживания нагревателя по сравнению с процессом, предлагаемым на фиг. 2. Как и в примере 1, система с одной ректификационной колонной будет обеспечивать значительное сокращение капитальных вложений. Кроме того, по сравнению с процессом, показанным на фиг. 2, единая ректификационная колонна упраздняет абсорберно-сепараторный насос, что тоже сказывается на будущих капитальных и текущих расходах. Сравнение данных, приведенных в табл. 4 и 5, соответственно, для процессов, показанных на фиг. 4 и 5, показывает преимущество реализации (по фиг. 5) настоящего изобретения по сравнению с реализацией по фиг. 4. Реализация разветвленных оросительных потоков 40 и 41(по фиг. 5) позволяет за счет двух - ректифика 21 ционного верхнего потока 38 и частично разделенного дистилляционного парового потока 36 уменьшить количество С 3 компонентов и тяжелых компонентов в обоих потоках по сравнению с реализацией, предлагаемой по фиг. 4. Это (по реализации фиг. 5) дает более высокий выход пропана. Кроме того, используется на 17% меньше энергии на остаточное сжатие и затраты на техническое обслуживание нагревателя на 27% меньше, чем по тем же показателям при реализации по фиг. 4. Соответственно, процесс, представленный на фиг. 5, является предпочтительной реализацией настоящего изобретения. Пример 3. Фиг. 6 иллюстрирует схему потока процесса в соответствии с заявкой на настоящее изобретение на сравнительном фоне с процессом, представленным на фиг. 3. Состав поступающего газа и условия, рассматриваемые по процессу (фиг. 6), - те же самые, что и по процессу фиг. 3. Соответственно оба процесса сравниваются между собой, чтобы проиллюстрировать преимущества настоящего изобретения. В представлении процесса (фиг. 6) поступающий газ имеет температуру 80F и давление 580 psia (поток 31). Входящий поток 31 охлаждается в теплообменнике 10 за счет теплового обмена с холодным остаточным газом при Т=-70F (поток 34). За счет сепараторных жидкостей при Т=-93F (поток 33 а) и за счет жидкостей диэтанайзера при Т=-112F (поток 35). Охлажденный поток 31 а поступает в сепаратор 11 при Т=-75F и давлении 570 psia, где пар (поток 32) отделяется от конденсата (поток 33). Пар (поток 32) из сепаратора 11 поступает в расширительную установку 13, в которой механическая энергия снимает высокое давление с этой порции пара. Установка 13 расширяет пар в основном изоэнтропически от давления приблизительно 570 psia до давления приблизительно 371 psia (рабочее давление диэтанайзера 17), при расширении охлаждает расширенный поток 32 а до Т=-109F. Расширенный и частично сконденсированный поток 32 а поступает в нижнюю часть абсорбционной (ректификационной) секции диэтанайзера 17. Жидкая часть расширенного потока смешивается с жидкостями, падающими вниз из абсорбционной секции и смешанная жидкость протекает вниз в отпарную секцию диэтанайзера 17. Паровая часть расширенного потока поднимается вверх через абсорбционную секцию и контактирует с холодной жидкостью, падающей вниз, с тем, чтобы сконденсировать пропан и тяжелые компоненты. Жидкий поток 35 из диэтанайзера удаляется с верхней части отпарной секции и направляется в теплообменник 10, где он подогревается, 000813 22 охлаждение осуществляется за счет входящего газа по принципу, описанному выше. Обычно поток этой жидкости из диэтанайзера направляется через термосифонную циркуляцию с использованием насоса. Жидкостной поток нагревается до Т=-46F и частично испаряется (поток 35 а) прежде чем попасть на среднюю часть диэтанайзера 17 (обычно на верхнюю часть отпарной секции). Сепараторная жидкость (поток 33) мгновенно увеличивается в объеме при небольшом превышении давления относительно рабочего давления 371 psia диэтанайзера за счет расширительного клапана 12, за счет охлажденного потока 33 до Т=-93F (поток 33 а), перед этим он обеспечивает охлаждение входящего газа, как описано выше. Поток 33b при Т=71F поступает в диэтанайзер 17 на нижнюю часть средней секции колонны. В диэтанайзере потоки 35 а и 33b выделяют свои метан и C2 компоненты. Конечный жидкий продукт (поток 37) выходит из нижней части диэтанайзера при Т=187F и охлаждается до Т=110F (поток 37 а) в теплообменнике 19 перед тем, как направиться на хранение. Порция дистилляционного пара (поток 36) удаляется из верхней части отпарной секции в диэтанайзер 17. Этот поток охлаждается и частично конденсируется (поток 36 а) за счет теплового обмена с холодным паровым потоком 38,который выходит из верхней части диэтанайзера 17 при Т=-115F (приблизительно). Верхний поток в диэтанайзере нагревается приблизительно до Т=-70F, так как поток 36 охлаждается с Т=-25F до Т=-114F (поток 36 а). Рабочее давление в диэтанайзере 17 сохраняется несколько выше рабочего давления оросительного сепаратора 15. Это позволяет дистилляционному паровому потоку 36 под давлением проходить через теплообменник 20 и таким образом входить в оросительный сепаратор 15, где конденсат 39 отделяется от несконденсировавшегося пара (поток 42). Этот пар смешивается с теплым верхним потоком 38 а, поступившим из теплообменника 20 для образования холодного остаточного газового потока 34. Конденсат 39 из оросительного сепаратора 15 прокачивается насосом 21 под давлением несколько выше рабочего давления диэтанайзера 17. Затем прокачанный поток 39 а направляется на верхний приемник (ороситель) диэтанайзера 17 в качестве холодной жидкости, которая контактирует с парами, подымающимися вверх через абсорбционную часть. Холодный остаточный газовый поток 34 нагревается до Т=75F (поток 34 а), так как он входит противотоком с входящим газовым потоком в теплообменник 10. После охлаждения в выходном охладителе 23 остаточный газовый продукт (поток 34d) направляется в эксплуатационный газопровод при Т=110F и давлении 613 psia. Скорости течения газового потока и энергетические затраты для процесса, иллюстрированного фиг. 6, представлены в нижеследующей табл. VI. Таблица VI(по фиг.6) Скорости течения потоков - (фунт-моли/час) Этан Пропан Бутаны+ Всего 4128 878 439 87840 3742 594 136 85844 386 284 303 1996 3089 826 152 9380 3459 285 17 10097 39 0 0 806 3420 285 17 9291 4073 53 0 85755 4112 53 0 86561 16 825 439 1279 Затем остаточный газ повторно сжимается в две стадии. Первая стадия создается компрессором 14,управляемым расширительной установкой 13. Вторая стадия осуществляется через компрессор 22, управляемый дополнительным энергетическим источником, который сжимает газ (поток 34 с) до рабочего давления. Выходв % (по объему) Пропан Бутаны+ Мощность (Л.С.) Чистое сжатие Утилизированное тепло /МегакВт/час) Диэтанайзерный нагреватель(Не округлено к max) Сравнение данных, представленных в табл. 3 для процесса по фиг. 3, с данными, представленными в табл. 6 для процесса по фиг. 6, снова показывает, что, допуская паровую порцию потока 36 а процесса по фиг. 3 в обход теплообменника 20, разделение, обеспечиваемое абсорбером/сепаратором 15 и диэтанайзером 17 по процессу (фиг. 3), может быть скомбинировано одной единственной колонной по процессу(фиг. 6). Использованием бокового отвода жидкости из колонны обеспечивается частичное охлаждение входящего газа в теплообменнике 10,что равносильно улучшению выхода конечного продукта и утилизации энергии при процессе(фиг. 3). И опять, так как разделение происходит в одной колонне, колонна может работать при более низком давлении, что благоприятно сказывается на равновесии системы пар-жидкость. Это приводит к повышению регенерации(возвращению) продукта на 0,18% при практически тех же условиях по мощности повторного сжатия и более низких условиях по техническому обслуживанию нагревателя по сравнению с процессом по фиг. 3. Как и в примере 1, описанном выше, эта простая ректификационная колонна будет так же обеспечивать более низкие капитальные вложения. 93,86% 100,00% 20,215 19,770 Сравнение данных, приведенных в табл. 4 и 6 соответственно для процессов по фиг. 4 и 6 показывает, что реализация настоящего изобретения может дать тот же выход продукта, что и реализация для процесса по фиг. 4 со значительно меньшим уровнем потребления энергии(для остаточного сжатия и затрат на обслуживание диэтанайзерного нагревателя). Сравнение данных, приведенных в табл. 5 и 6 соответственно для процессов по фиг. 5 и 6 показывает, что реализация процесса по фиг. 6 настоящего изобретения не может сравниться по эффективности с реализацией процесса по фиг. 5. И простая схема реализации процесса по фиг. 6 может давать преимущества по капитальным вложениям, которые перевешивают ее высокие затраты по обслуживанию. Выбор между реализациями процессов, показанных по фиг. 4,5 и 6, для настоящего изобретения будет часто зависеть от таких факторов: размер установки,имеющееся оборудование и экономический баланс между капитальными вложениями и операционными расходами. Другие варианты выполнения изобретения В соответствии с этим изобретением оно несет с собой определенный риск в плане расчета (проектирования) абсорбционной (ректификационной) секции диэтанайзера с учетом множества теоретических разделительных стадий. 25 Однако выгоды от настоящего изобретения могут быть достигнуты, по крайней мере, на одной теоретической стадии и ему должны поверить, так как даже эквивалент ректификационной теоретической стадии может позволить достичь этих преимуществ. Например, все или часть жидкого конденсата (потока 39), покидающего оросительный сепаратор 15, и все или часть жидкого конденсата (потока 32 а), выходящего из расширительной установки 13 могут быть смешаны (так же как и в трубопроводе, соединяющем расширительную установку с диэтанайзером), и если тщательно смешанные пары и жидкости будут смешиваться вместе, то и отделяться они будут в зависимости от относительной летучести различных компонентов общих смешанных потоков. Именно такое смешивание будет рассматриваться для данного изобретения как основание создания абсорбционной секции. Как описано выше, в предпочтительном варианте (по фиг. 5) дистилляционный паровой поток 36 является частично сконденсированным и используется как конечный конденсат для абсорбции значимых С 3 компонентов и тяжелых компонентов из паров, покидающих установку расширения. Однако настоящее изобретение не ограничивается по данному варианту. Оно может иметь преимущества, например, при обработке только порции выходящих паров из расширительной машины по данной схеме, или при использовании только порции конденсата как абсорбента, а также в других случаях, когда проектные соображения предполагают порционные выходы расширительной установки, или,когда конденсат должен обходить абсорбционную секцию диэтанайзера. Состав входящего газа, размер установки,располагаемое оборудование и другие факторы могут указывать, что исключение расширительной установки 13 или замена ее другим устройством (таким, как расширительный клапан) осуществимы, или, что общая конденсация дистилляционного парового потока 36 в теплообменнике 20 возможна или предпочтительна. Следует также заметить, что состав газа оказывает влияние на предпочтительность использования наружного охлаждения для обеспечения частичного охлаждения дистилляционного потока пара 36 в теплообменнике 20. В практическом воплощении настоящего изобретения необходимо иметь незначительное различие в давлениях диэтанайзера и оросительного сепаратора, которые должны быть приняты в расчет. Если дистилляционный паровой поток 36 проходит через теплообменник 20 и входит в сепаратор 15 без какого-либо увеличения давления, то сепаратор необходимо рассчитывать на рабочее давление несколько ниже,чем рабочее давление в диэтанайзере 17. В этом случае жидкий поток удаляется из сепаратора с помощью насоса в диэтанайзер. Альтернатива 26 состоит в том, чтобы обеспечить повышенный отток для дистилляционного парового потока 36 с помощью подъема рабочего давления в теплообменнике 20 и сепараторе 15 в достаточном размере с таким расчетом, чтобы жидкий поток 39 мог служить подпиткой диэтанайзера 17 без подкачки его насосом. Использование и распределение сепараторных жидкостей, боковой отток жидкости у диэтанайзера, особенная подготовка теплообменника для входного газа и охлаждение входного потока диэтанайзера, а также выбор процессных потоков для обслуживания теплового обмена должны быть оценены для каждого индивидуального применения. Кроме того, использование наружного источника охлаждения как дополнение к имеющимся источникам охлаждения, особенно в том случае, когда входной газ значительно богаче по составу, чем в примере 1. Также должно быть признано, что соответственное количество подачи материала, заложенное в каждом ответвлении жидкого конденсата, содержащегося в потоке 39 а, который делят между двумя питающими колоннами по фиг. 5 будут зависеть от нескольких факторов,включая давление газа, состав подаваемого газа и качество имеющихся мощностей. Оптимальный раздел не может быть определен в общем случае без оценки определенных обстоятельств для специфического применения настоящего изобретения. Подача материала на средние части колонны, указанные на фиг. 4 по отношению к фиг. 6, являются предпочтительными входным образованием для процесса в рабочих условиях. Однако относительное размещение входов на средней части колонны может во многом зависеть от состава входящего газа и других факторов, таких как требуемый уровень выхода продукта и т.д. Однако два или более входных потока или порции могут смешиваться при условии относительной температуры и качества определенных потоков, а смешанные потоки затем направляются в среднюю часть колонны. Реализация процесса по фиг. 4 по отношению к процессу по фиг. 6 является предпочтительной для показанных ранее состава и условий по давлению. И хотя расширение отдельного потока осуществляется в определенных расширительных устройствах, альтернативные средства расширения могут быть использованы по необходимости. Например, для расширения сконденсированного жидкого потока 33 должны быть приняты гарантированные условия для таких устройств. Настоящее изобретение обеспечивает улучшенный выход С 3 компонентов в расчете на количество расходов на обслуживание, требуемых для функционирования процесса. Оно также обеспечивает снижение капитальных затрат при условии, что все разделение будет осуществляться в одной колонне. Умень 27 шение расходов на обслуживание, требуемых для функционирования диэтанайзерного процесса может быть осуществлено в форме уменьшения энергии, требуемой для сжатия или повторного сжатия, уменьшения энергии по наружному охлаждению, уменьшения энергии для работы нагревателей или их комбинации. Альтернативно, по желанию, увеличенный выход С 3 компонента может быть получен при фиксированных эксплуатационных расходах. Тогда, как здесь было описано, такие варианты изобретения являются предпочтительными и, те, кто опытен в производстве, поймут, что другие и будущие модификации процесса могут быть сделаны, т.е. может быть произведена адаптация данного изобретения к различным условиям, способам подачи и другим требованиям без изменения духа настоящего изобретения, определяемого следующими заявленными притязаниями. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Процесс разделения газового потока, содержащего метан, С 2 компоненты, С 3 компоненты и тяжелые углеводородные компоненты, на летучую остаточную газовую фракцию, содержащую большую порцию вышеупомянутого метана и C2 компонентов, и относительно менее летучую фракцию, содержащую большую порцию вышеупомянутого С 3 компонентов и тяжелых углеводородных компонентов, в котором вышеупомянутый газовый поток обрабатывают в одном или нескольких теплообменниках и/или путем расширения до частичной конденсации,по крайней мере, порции из этого потока с получением, по крайней мере, первого парового потока и, по крайней мере, одного С 3 содержащего жидкого потока, который также содержит легкие углеводороды, и, по крайней мере, один из вышеупомянутых С 3-содержащих жидких потоков направляют в дистилляционную колонну, в которой вышеупомянутая жидкость разделяется на второй паровой поток, содержащий преобладающее количество метана и С 2 компонентов, и вышеупомянутую относительно менее летучую фракцию, состоящую из большой порции вышеупомянутых С 3 компонентов и тяжелых углеводородных компонентов, отличающийся тем, что, по крайней мере,порцию вышеупомянутого первого парового потока направляют в среднюю часть вышеупомянутой дистилляционной колонны в качестве второй подачи материала, паровой дистилляционный поток выводят из вышеупомянутой дистилляционной колоны как вышеупомянутый первый паровой поток и охлаждают, чтобы сконденсировалась, по крайней мере, его часть с формированием третьего парового потока и потока конденсата, по крайней мере, порцию вышеупомянутого конденсата подают в верхнюю часть вышеупомянутой дистилляционной ко 000813 28 лонны для ее подпитки, по крайней мере, порцию вышеупомянутого второго парового потока направляют в теплообменник для взаимодействия с вышеупомянутым паровым дистилляционным потоком, чтобы снабдить, по крайней мере, порцию охлажденного первого парового потока, после чего освобождают, по крайней мере, порцию вышеупомянутого второго парового потока и вышеупомянутого третьего парового потока от вышеупомянутой остаточной газовой фракции и регулируют качество и температуру вышеупомянутых входных потоков в вышеупомянутую дистилляционную колонну,эффективных для сохранения температуры в верхней части вышеупомянутой дистилляционной колонны, при которой большая часть вышеупомянутых С 3 компонентов и тяжелых углеводородных компонентов производится в вышеупомянутой относительно менее летучей фракции. 2. Процесс по п.1, отличающийся тем, что жидкий дистилляционный поток удаляют из вышеупомянутой дистилляционной колонны выше места удаления вышеупомянутого парового дистилляционного потока и нагревают,после чего его направляют в вышеупомянутую дистилляционную колонну как третье поступление в нее несколько ниже места удаления парового дистилляционного потока. 3. Процесс по п.1, отличающийся тем, что вышеупомянутый конденсат разделяют, по крайней мере, на первый жидкий поток и второй жидкий поток, вышеупомянутым первым жидким потоком подпитывают вышеупомянутую дистилляционную колонну на верхней части подачи, а вышеупомянутый второй жидкий поток подают в вышеупомянутую дистилляционную колонну как третий входной поток непосредственно в место удаления парового потока. 4. Процесс по п.3, отличающийся тем, что жидкий дистилляционный поток удаляют из вышеупомянутой дистилляционной колонны,затем его нагревают и после чего направляют в дистилляционную колонну как четвертый входной поток в место отбора парового дистилляционного потока. 5. Аппарат для разделения газа, содержащего метан, C2 компоненты, С 3 компоненты и тяжелые углеводородные компоненты, на летучую остаточную газовую фракцию, содержащую большую порцию вышеупомянутых метана и С 2 компонентов, и относительно менее летучую фракцию, содержащую большую порцию вышеупомянутых С 3 компонентов и тяжелых компонентов, включающий в себя одно или более средств для первого теплообмена и/или средств для расширения, соединенных с получением, по крайней мере, одного частично сконденсированного газового потока, обеспечивая, по крайней мере, первый паровой поток и,по крайней мере, один С 3-содержащий жидкий поток, который также содержит легкие углево 29 дороды, и дистилляционную колонну, предназначенную для получения, по крайней мере,одного вышеупомянутого С 3-содержащего жидкого потока, выполненную с обеспечением сепарирования вышеупомянутого потока на второй паровой поток, содержащий преимущественно метан и C2 компоненты, и вышеупомянутую относительно менее летучую фракцию, содержащую большую порцию вышеупомянутых С 3 компонентов и тяжелых углеводородных компонентов, отличающийся тем, что он включает в себя соединительные средства, подсоединенные к вышеупомянутой дистилляционной колонне для подвода, по крайней мере, порции первого парового потока в среднюю ее часть,средства удаления пара, связанные с дистилляционной колонной для получения парового дистилляционного потока ниже нахождения вышеупомянутого парового потока, средства второго теплообмена, связанные со средствами удаления пара для получения вышеупомянутого парового дистилляционного потока и его охлаждения с целью получения конденсата, по крайней мере,из его части, средства для сепарации, связанные со средствами второго теплообмена, для получения вышеупомянутого частично сконденсированного дистилляционного потока и сепарирования его с образованием третьего парового потока и конденсата, при этом вышеупомянутые средства сепарации дополнительно связаны с вышеупомянутой дистилляционной колонной,чтобы подвести, по крайней мере, порцию конденсатного потока к верхней части дистилляционной колонны, причем вышеупомянутая дистилляционная колонна связана также с вышеупомянутыми средствами второго теплообмена для направления, по крайней мере, порции второго парового потока и его сепарации при теплообмене с вышеупомянутым паровым дистилляционным потоком, и контрольные средства,пригодные для регулирования качества и температур вышеупомянутых входных потоков в вышеупомянутую дистилляционную колонну для сохранения температуры в верхней части колонны, при которой большая часть С 3 компонентов и тяжелых компонентов производится в вышеупомянутой в относительно менее летучей фракции. 30 6. Аппарат по п.5, отличающийся тем, что он включает в себя средства удаления жидкости,связанные с вышеупомянутой дистилляционной колонной с получением жидкого дистилляционного потока из вышеупомянутой дистилляционной колонны выше места расположения средств удаления пара, вышеупомянутые средства первого теплообмена, связанные со средствами удаления жидкости, для получения вышеупомянутого жидкого дистилляционного потока и его нагревания, при этом вышеупомянутые средства первого теплообмена дополнительно соединены с вышеупомянутой дистилляционной колонной для подвода вышеупомянутого нагретого потока, направляемого в колонну несколько ниже места расположения средств удаления пара. 7. Аппарат по п.5, отличающийся тем, что он включает в себя средства для разделения,связанные с вышеупомянутыми средствами для сепарации и получения сконденсированного потока и разделения его, по крайней мере, на первый и второй жидкие потоки, при этом разделительные средства дополнительно связаны с дистилляционной колонной, чтобы подвести первый жидкий поток в верхнюю часть дистилляционной колонны, и соединены с вышеупомянутой дистилляционной колонной для подвода жидкого потока в место расположения вышеупомянутых средств удаления пара на дистилляционной колонне. 8. Аппарат по п.7, отличающийся тем, что он включает в себя средства удаления жидкости,связанные с вышеупомянутой дистилляционной колонной для получения жидкого дистилляционного потока выше места размещения средств удаления пара, средства первого теплообмена,соединенные со средствами удаления жидкости,для получения вышеупомянутого дистилляционного жидкого потока и его нагревания, и вышеупомянутые средства первого теплообмена,дополнительно соединенные с вышеупомянутой дистилляционной колонной для подвода вышеупомянутого нагретого потока в вышеупомянутую дистилляционную колонну ниже места расположения средств удаления пара.
МПК / Метки
Метки: переработка, газа, углеводородного
Код ссылки
<a href="https://eas.patents.su/19-813-pererabotka-uglevodorodnogo-gaza.html" rel="bookmark" title="База патентов Евразийского Союза">Переработка углеводородного газа.</a>
Способ удаления углекислого газа, этана и более тяжелых компонентов из природного газа
Номер патента: 759
Опубликовано: 24.04.2000
Авторы: Клейн Нагелворт Роберт, Робертсон Гари Алан
Метки: тяжелых, газа, удаления, способ, углекислого, более, этана, природного, компонентов
Формула / Реферат:
1. Способ удаления углекислого газа, этана и более тяжелых компонентов из потока, находящегося под высоким давлением природного газа, включающего метан, углекислый газ, этан и более тяжелые компоненты, причем этот способ включает: (a) частичную конденсацию и расширение потока, находящегося под высоким давлением природного газа для получения потока, обогащенного метаном и углекислым газом, и, по меньшей мере, одного потока жидкости, обогащенного...
Способ регулирования получения горючего газа и устройство для получения горючего газа
Номер патента: 184
Опубликовано: 24.12.1998
Авторы: Либиш Гюнтер, Хан Дитер, Топф Норберт, Райхерт Гюнтер
МПК: C10J 3/26
Метки: устройство, способ, горючего, газа, получения, регулирования
Формула / Реферат:
1. Способ регулирования получения горючего газа из углеродсодержащих твердых веществ, в частности соответствующим образом отсортированных или подготовленных побочных продуктов и отходов, путем газообразования с помощью газифицирующего средства, состоящего из воздуха или газовой смеси, содержащей кислород в газообразующем аппарате, при котором подлежащие газификации твердые вещества пропускают сверху вниз через газообразующий аппарат и...
Горизонтальная тарелка и колонна для контактирования газа и жидкости
Номер патента: 131
Опубликовано: 27.08.1998
Автор: Конейн Геррит
МПК: B01D 3/22, B01D 3/26, B01D 3/18...
Метки: тарелка, жидкости, колонна, газа, горизонтальная, контактирования
Формула / Реферат:
1. Горизонтальная тарелка (3) для использования в типичной вертикальной колонне (1) для противоточного контактирования газа и жидкости, содержащая верхнюю горизонтальную плиту (6), нижнюю горизонтальную плиту (7), пространство (8) для подвода жидкости, ограниченное плитами (6, 7), трубу (10) для подачи жидкости, открытую в пространство (8) для подвода жидкости, и вертикальное устройство (13) для контактирования и сепарации, при этом устройство...
Способ и установка для удаления из газа газообразной элементарной ртути
Номер патента: 771
Опубликовано: 24.04.2000
Автор: Аллгулин Туркель
МПК: B01D 53/64
Метки: удаления, газа, способ, ртути, элементарной, газообразной, установка
Формула / Реферат:
1. Способ удаления газообразной элементарной ртути из газа, в котором может содержаться двуокись серы, при этом газ обрабатывают в промывочной колонне промывочной жидкостью, которая циркулирует в замкнутой системе и которая содержит 0,01-300 ммоль/л ионов ртути (II) и, по крайней мере, в два раза большее количество ионов хлорида, а элементарная ртуть, содержащаяся в газе, окисляется с образованием твердого хлорида ртути (I), отличающийся тем,...
Регулятор давления газа (варианты)
Номер патента: 325
Опубликовано: 29.04.1999
Авторы: Баженов Владимир Александрович, Нетёса Юрий Дмитриевич
МПК: G05D 16/06
Метки: газа, давления, регулятор, варианты
Формула / Реферат:
1. Регулятор давления газа, содержащий корпус (1), полость (2) высокого давления, соединенную с входным каналом (3), внутреннюю полость (4) низкого давления, соединенную с выходным каналом (7) и образующую центральный канал (5), регулирующий дроссель (8), разделяющий полости высокого (2) и низкого (4) давления и образованный седлом (9) и запорным органом (10), поджатым к седлу (9) с помощью упругого элемента (11), демпфирующую камеру (12),...
Предыдущий патент: Арочный мост с ездой поверху.
Следующий патент: Устройство крыла самолета
Случайный патент: Устройство для очистки дымовых газов с разделенным сборником орошающей жидкости