Способ и устройство для изготовления минеральной ваты и изделий из минеральной ваты
Номер патента: 4609
Опубликовано: 24.06.2004
Авторы: Трабболь Марк, Йанг Ален, Ваньер Кристоф, Бофис Себастьен


Формула / Реферат
1. Способ изготовления стекловолоконного изоляционного изделия, отличающийся тем, что:
(a) обеспечивают по меньшей мере один материал из стекла,
(b) расплавляют указанный материал из стекла,
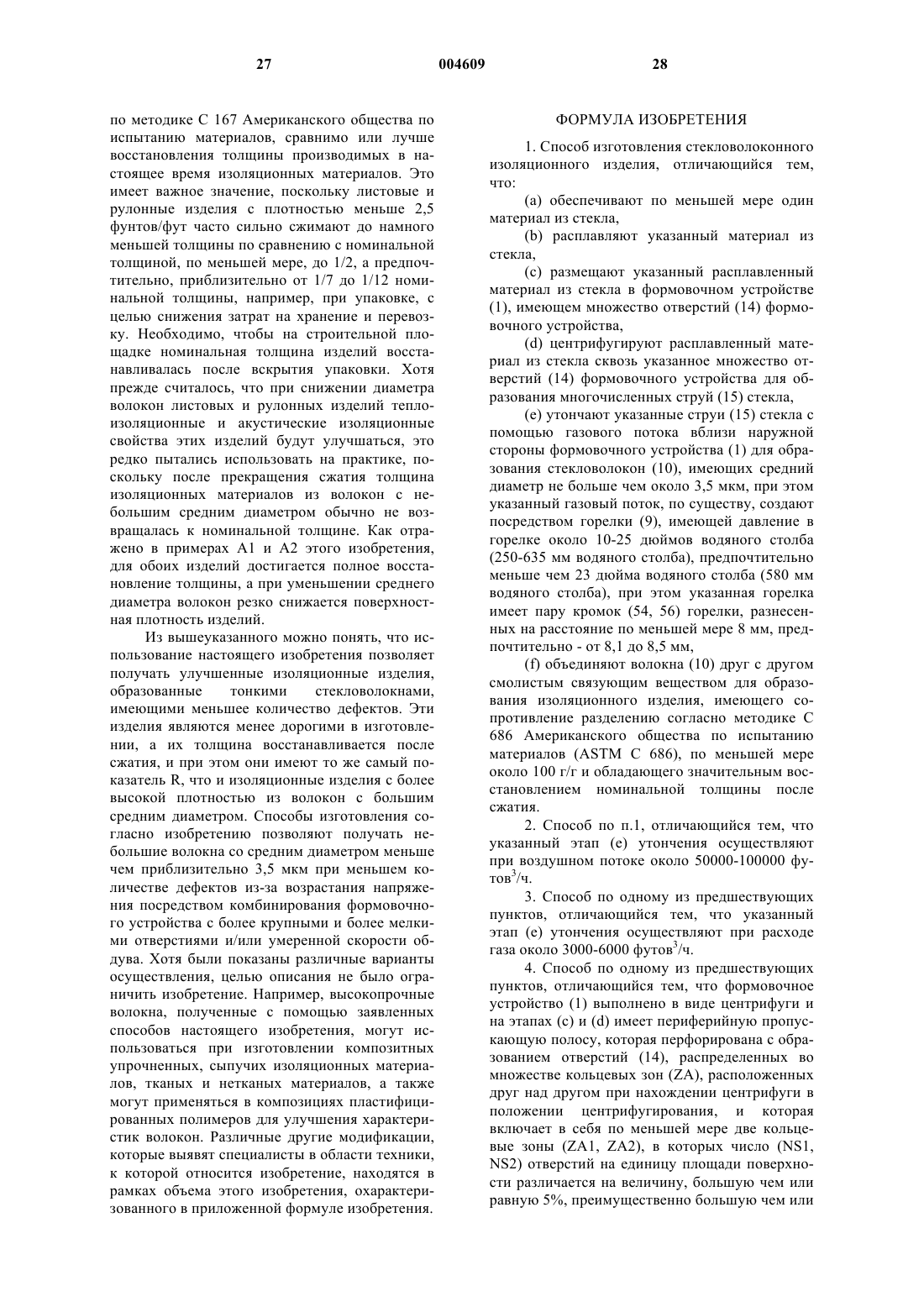
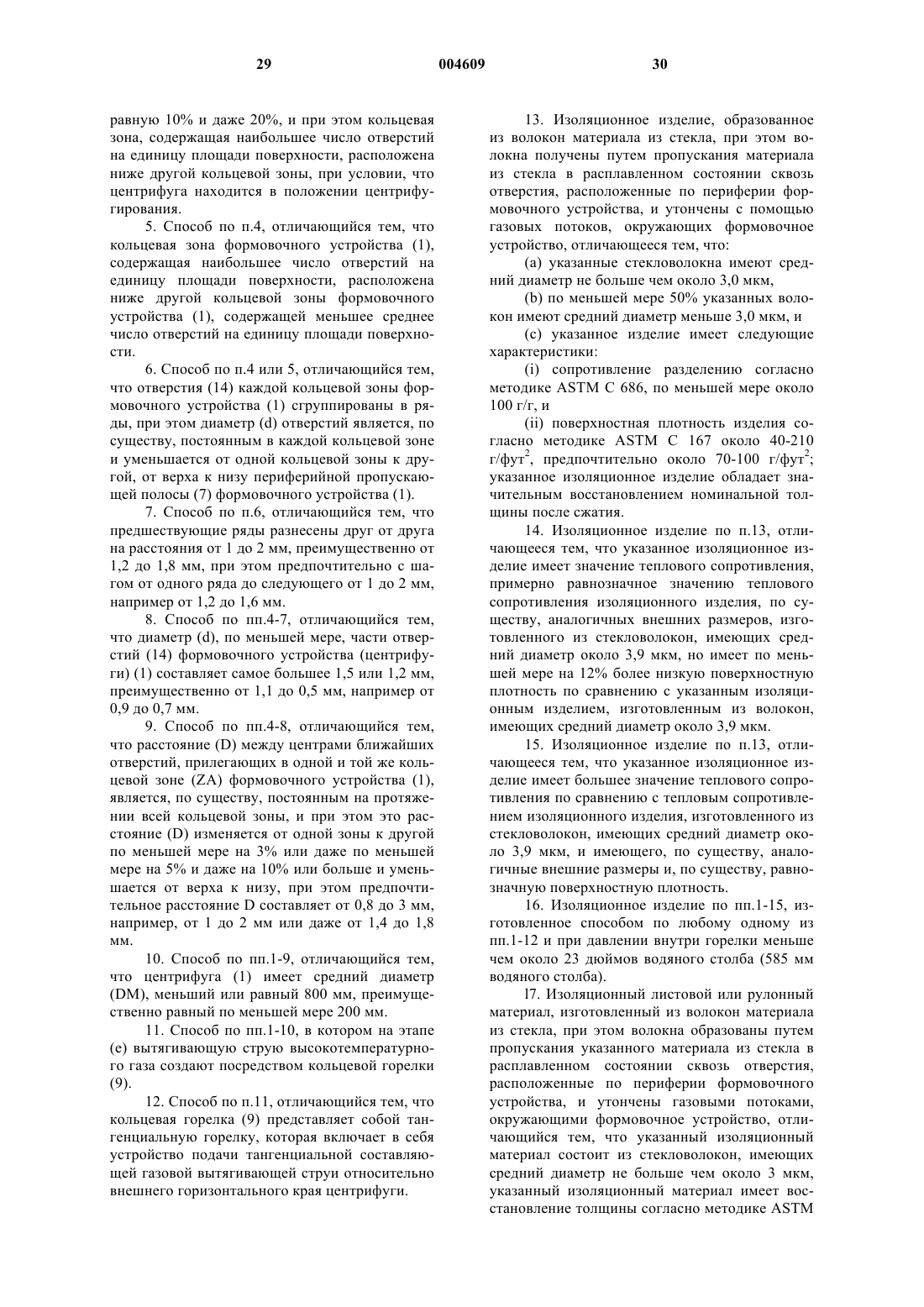
(c) размещают указанный расплавленный материал из стекла в формовочном устройстве (1), имеющем множество отверстий (14) формовочного устройства,
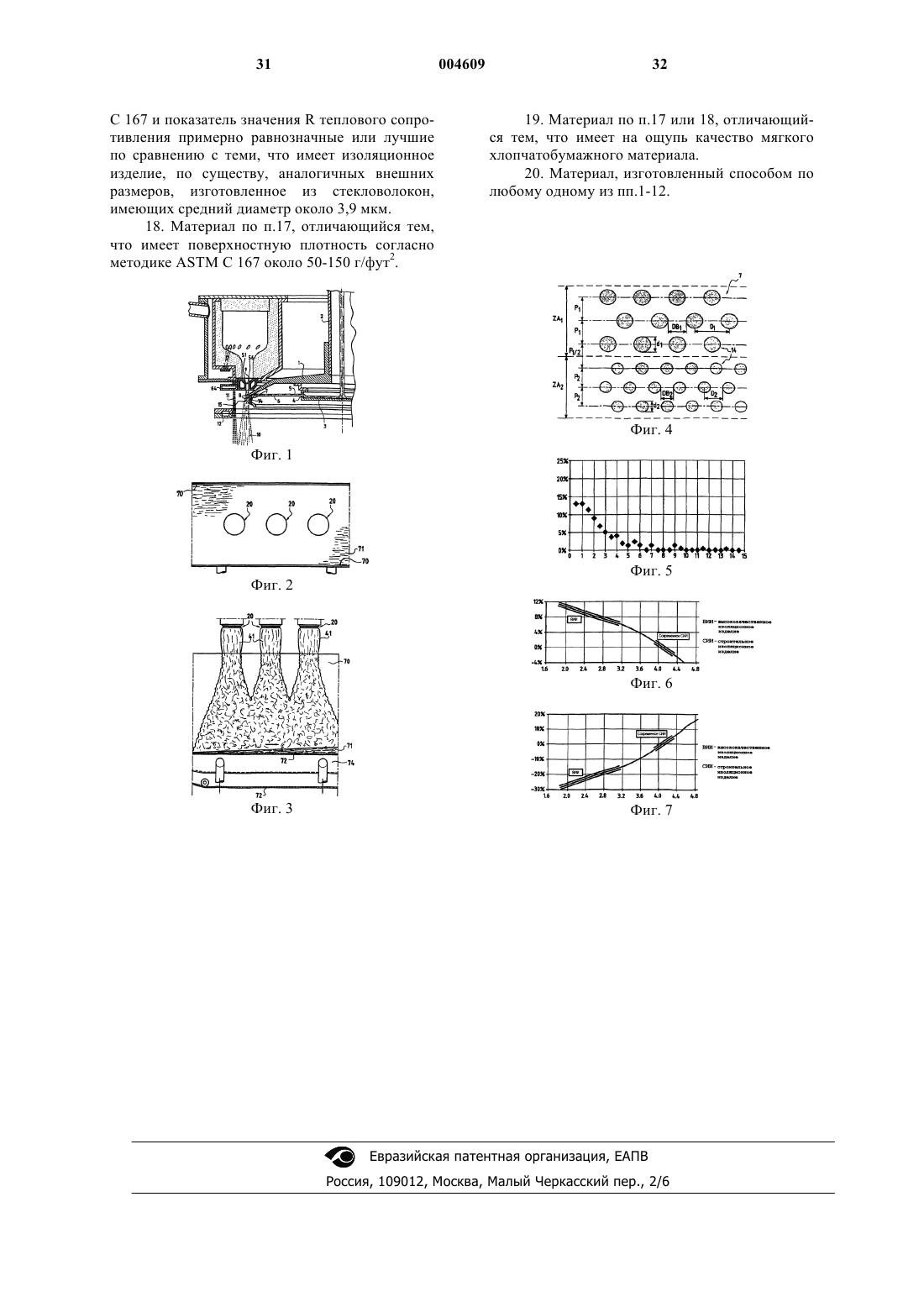
(d) центрифугируют расплавленный материал из стекла сквозь указанное множество отверстий (14) формовочного устройства для образования многочисленных струй (15) стекла,
(e) утончают указанные струи (15) стекла с помощью газового потока вблизи наружной стороны формовочного устройства (1) для образования стекловолокон (10), имеющих средний диаметр не больше чем около 3,5 мкм, при этом указанный газовый поток, по существу, создают посредством горелки (9), имеющей давление в горелке около 10-25 дюймов водяного столба (250-635 мм водяного столба), предпочтительно меньше чем 23 дюйма водяного столба (580 мм водяного столба), при этом указанная горелка имеет пару кромок (54, 56) горелки, разнесенных на расстояние по меньшей мере 8 мм, предпочтительно от 8,1 до 8,5 мм,
(f) объединяют волокна (10) друг с другом смолистым связующим веществом для образования изоляционного изделия, имеющего сопротивление разделению согласно методике C 686 Американского общества по испытанию материалов (ASTM C 686), по меньшей мере около 100 г/г и обладающего значительным восстановлением номинальной толщины после сжатия.
2. Способ по п.1, отличающийся тем, что указанный этап (e) утончения осуществляют при воздушном потоке около 50000-100000 футов3/ч.
3. Способ по одному из предшествующих пунктов, отличающийся тем, что указанный этап (e) утончения осуществляют при расходе газа около 3000-6000 футов3/ч.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что формовочное устройство (1) выполнено в виде центрифуги и на этапах (c) и (d) имеет периферийную пропускающую полосу, которая перфорирована с образованием отверстий (14), распределенных во множестве кольцевых зон (ZA), расположенных друг над другом при нахождении центрифуги в положении центрифугирования, и которая включает в себя по меньшей мере две кольцевые зоны (ZA1, ZA2), в которых число (NS1, NS2) отверстий на единицу площади поверхности различается на величину, большую чем или равную 5%, преимущественно большую чем или равную 10% и даже 20%, и при этом кольцевая зона, содержащая наибольшее число отверстий на единицу площади поверхности, расположена ниже другой кольцевой зоны, при условии, что центрифуга находится в положении центрифугирования.
5. Способ по п.4, отличающийся тем, что кольцевая зона формовочного устройства (1), содержащая наибольшее число отверстий на единицу площади поверхности, расположена ниже другой кольцевой зоны формовочного устройства (1), содержащей меньшее среднее число отверстий на единицу площади поверхности.
6. Способ по п.4 или 5, отличающийся тем, что отверстия (14) каждой кольцевой зоны формовочного устройства (1) сгруппированы в ряды, при этом диаметр (d) отверстий является, по существу, постоянным в каждой кольцевой зоне и уменьшается от одной кольцевой зоны к другой, от верха к низу периферийной пропускающей полосы (7) формовочного устройства (1).
7. Способ по п.6, отличающийся тем, что предшествующие ряды разнесены друг от друга на расстояния от 1 до 2 мм, преимущественно от 1,2 до 1,8 мм, при этом предпочтительно с шагом от одного ряда до следующего от 1 до 2 мм, например от 1,2 до 1,6 мм.
8. Способ по пп.4-7, отличающийся тем, что диаметр (d), по меньшей мере, части отверстий (14) формовочного устройства (центрифуги) (1) составляет самое большее 1,5 или 1,2 мм, преимущественно от 1,1 до 0,5 мм, например от 0,9 до 0,7 мм.
9. Способ по пп.4-8, отличающийся тем, что расстояние (D) между центрами ближайших отверстий, прилегающих в одной и той же кольцевой зоне (ZA) формовочного устройства (1), является, по существу, постоянным на протяжении всей кольцевой зоны, и при этом это расстояние (D) изменяется от одной зоны к другой по меньшей мере на 3% или даже по меньшей мере на 5% и даже на 10% или больше и уменьшается от верха к низу, при этом предпочтительное расстояние D составляет от 0,8 до 3 мм, например от 1 до 2 мм или даже от 1,4 до 1,8 мм.
10. Способ по пп.1-9, отличающийся тем, что центрифуга (1) имеет средний диаметр (DM), меньший или равный 800 мм, преимущественно равный по меньшей мере 200 мм.
11. Способ по пп.1-10, в котором на этапе (e) вытягивающую струю высокотемпературного газа создают посредством кольцевой горелки (9).
12. Способ по п.11, отличающийся тем, что кольцевая горелка (9) представляет собой тангенциальную горелку, которая включает в себя устройство подачи тангенциальной составляющей газовой вытягивающей струи относительно внешнего горизонтального края центрифуги.
13. Изоляционное изделие, образованное из волокон материала из стекла, при этом волокна получены путем пропускания материала из стекла в расплавленном состоянии сквозь отверстия, расположенные по периферии формовочного устройства, и утончены с помощью газовых потоков, окружающих формовочное устройство, отличающееся тем, что:
(a) указанные стекловолокна имеют средний диаметр не больше чем около 3,0 мкм,
(b) по меньшей мере 50% указанных волокон имеют средний диаметр меньше 3,0 мкм, и
(c) указанное изделие имеет следующие характеристики:
(i) сопротивление разделению согласно методике ASTM C 686, по меньшей мере около 100 г/г, и
(ii) поверхностная плотность изделия согласно методике ASTM C 167 около 40-210 г/фут2, предпочтительно около 70-100 г/фут2; указанное изоляционное изделие обладает значительным восстановлением номинальной толщины после сжатия.
14. Изоляционное изделие по п.13, отличающееся тем, что указанное изоляционное изделие имеет значение теплового сопротивления, примерно равнозначное значению теплового сопротивления изоляционного изделия, по существу, аналогичных внешних размеров, изготовленного из стекловолокон, имеющих средний диаметр около 3,9 мкм, но имеет по меньшей мере на 12% более низкую поверхностную плотность по сравнению с указанным изоляционным изделием, изготовленным из волокон, имеющих средний диаметр около 3,9 мкм.
15. Изоляционное изделие по п.13, отличающееся тем, что указанное изоляционное изделие имеет большее значение теплового сопротивления по сравнению с тепловым сопротивлением изоляционного изделия, изготовленного из стекловолокон, имеющих средний диаметр около 3,9 мкм, и имеющего, по существу, аналогичные внешние размеры и, по существу, равнозначную поверхностную плотность.
16. Изоляционное изделие по пп.1-15, изготовленное способом по любому одному из пп.1-12 и при давлении внутри горелки меньше чем около 23 дюймов водяного столба (585 мм водяного столба).
l7. Изоляционный листовой или рулонный материал, изготовленный из волокон материала из стекла, при этом волокна образованы путем пропускания указанного материала из стекла в расплавленном состоянии сквозь отверстия, расположенные по периферии формовочного устройства, и утончены газовыми потоками, окружающими формовочное устройство, отличающийся тем, что указанный изоляционный материал состоит из стекловолокон, имеющих средний диаметр не больше чем около 3 мкм, указанный изоляционный материал имеет восстановление толщины согласно методике ASTM C 167 и показатель значения R теплового сопротивления примерно равнозначные или лучшие по сравнению с теми, что имеет изоляционное изделие, по существу, аналогичных внешних размеров, изготовленное из стекловолокон, имеющих средний диаметр около 3,9 мкм.
18. Материал по п.17, отличающийся тем, что имеет поверхностную плотность согласно методике ASTM C 167 около 50-150 г/фут2.
19. Материал по п.17 или 18, отличающийся тем, что имеет на ощупь качество мягкого хлопчатобумажного материала.
20. Материал, изготовленный способом по любому одному из пп.1-12.

Текст
1 Изобретение относится к способам, предназначенным для образования минеральных волокон или других термопластичных материалов с помощью процессов внутреннего центрифугирования в сочетании с вытягиванием газовым потоком при высокой температуре. В частности, оно может применяться при промышленном производстве стекловаты, предназначенной для использования, например, в составе изделий для тепловой и/или акустической изоляции. Волокна небольшого диаметра из стекла и других термопластичных материалов находят разнообразное применение, в том числе в материалах для акустической или тепловой изоляции. Когда стекловолокна небольшого диаметра объединяют с образованием ткани (называемой в настоящем описании попеременно "полотном", "войлоком" или "ватной прокладкой"), то стекловолокна, которые по отдельности не обладают прочностью или жесткостью, могут быть связаны посредством смолы и преобразованы в войлок, который является очень прочным, легким, хорошо сжимаемым и упругим. Изолирующий войлок может быть отделанным с лицевой стороны бумагой или пластиком или неотделанным. Процесс образования волокон, к которому относится изобретение, включает в себя подачу тонкой струи стекломассы в центрифугу, также называемую волокнообразующим формовочным устройством, вращаемую с высокой частотой и перфорированную по окружности с образованием очень большого числа отверстий,сквозь которые под действием центробежной силы разбрызгивается стекло в виде нитей. Вдоль стенки центрифуги эти нити затем подвергаются воздействию высокотемпературного и высокоскоростного кольцевого вытягивающего потока. Этот поток вытягивает их книзу и преобразует их в волокна. Сформированные волокна переносятся вдоль этого газового вытягивающего потока по направлению к приемному устройству, обычно включающему в себя газопроницаемую ленту. Связующее вещество,необходимое для сцепления волокон с образованием ватного изделия, разбрызгивается на волокна по мере того, как они опускаются вниз. Затем волокна собираются и преобразуются в войлок. Этот процесс известен как "внутреннее центрифугирование". Обдув центрифуги, процесс формирования стекловолокон с утончением, в основном описанный выше, используется в промышленности в течение многих лет при изготовлении стекловолоконных строительных изолирующих войлоков и тканей, и значительный процент стекловолоконных изоляционных материалов, изготавливаемых в настоящее время, осуществляют с использованием этого процесса. Детальное описание этих процессов разнообразных видов раскрыто, например, в патентах США 24708 (заменяющий патент), 2984864, 2991507, 004609 2 3007196, 3017663, 3020586, 3084381, 3084525,3254977, 3304164, 3819345, 4203774, 4759974 и 5743932, которые посредством ссылок включены в настоящую заявку. Этот процесс претерпел несколько усовершенствований, некоторые из которых относятся, в частности, к волокнообразующему формовочному устройству, а другие - к устройству для формирования кольцевого вытягивающего потока с использованием, например, горелки особого типа. В частности, см. патентные документы ЕР-В-0189354, ЕР-В-0519797, WO 97/15532, относящиеся к этому последнему аспекту. Формирование волокон из стекла является чрезвычайно сложным процессом, и для его осуществления требуется согласование большого числа переменных параметров. Многие детали известных способов не будут повторяться в настоящем описании, вместо этого для их раскрытия сделаны ссылки на указанные выше патенты. Однако некоторые отдельные моменты,известные из уровня техники, будут рассмотрены, особенно те, которые касаются настоящего изобретения. В процессе утончения волокон путем обдува центрифуги давление в горелке, а также скорость утончающего газа вблизи стенки формовочного устройства, являются важными для оптимизации утончения волокон. Конструкция формовочного устройства и его работа также представляют собой важные характеристики,особенно если иметь в виду относительно короткий срок службы конструкций современных формовочных устройств и чрезвычайно высокую стоимость замены формовочного устройства. Что касается волокнообразующего формовочного устройства, то в патенте Франции 1382917 (заявленном 27 февраля 1963 г.) описано волокнообразующее устройство, принцип действия которого до сих пор широко используется: расплавленный материал подается в барабан, вертикальная стенка которого имеет отверстия, сквозь которые материал разбрызгивается на стенку вращающего кожуха, прикрепленного к барабану и имеющего очень много отверстий. Эта стенка называется "пропускающей полосой" волокнообразующего формовочного устройства. Для обеспечения хорошего качества волокнообразования отверстия распределены по кольцевым рядам, а диаметры отверстий изменяются соответственно рядам, к которым они принадлежат, при этом этот диаметр возрастает от верха пропускающей полосы к ее низу. В контексте изобретения "верх" центрифуги определяется по отношению к центрифуге,находящейся в положении центрифугирования,то есть соответственно, по существу, вертикальной оси (вращения). Формовочные устройства, использовавшиеся на начальной стадии разработки обору 3 дования для утончения волокна путем обдува центрифуги, обычно были диаметром около 200 мм и имели периферийную стенку, обычно снабженную 4000-6000 отверстиями, сквозь которые стекломасса проходила с образованием основных струй стекла, подвергавшихся утончению с помощью кольцевого обдува. При этом учитывалось наличие практических ограничений, накладываемых на скорость вытягивания из каждого отверстия формовочного устройства,необходимых для поддержания приемлемого качества волокон, и максимальный выход из каждого отверстия находился в примерных пределах от 0,9 до 1,4 кг/сутки. Тем не менее экономические требования увеличения производства изделий данного вида обычно заканчивались повышением скорости вытягивания, несмотря на потерю качества изделий. Для увеличения выхода продукции из формовочного устройства заданного диаметра делались попытки увеличения числа отверстий в периферийной стенке формовочного устройства до около 23000 и увеличения диаметра формовочного устройства до около 400-600 мм. См. патент США 4759974. Хотя было достигнуто некоторое повышение скорости вытягивания волокон, в этой отрасли промышленности длительное время существует устоявшееся убеждение относительно того, что имеются практические пределы увеличения плотности отверстий, обусловленные такими факторами,как необходимость сохранения дискретных струй стекла, выходящих из периферийной части формовочного устройства, и другими возможными производственными проблемами. Осуществлялось усовершенствование основного принципа, что показано, в частности, в патенте Франции 2443436, в котором предложен механизм, обеспечивающий возможность получения ламинарного потока расплавленного материала от верха до низа пропускающей полосы формовочного устройства. Дальнейшим важным показателем является тонкость (средний диаметр) волокон. Установлено, что при заданной плотности полотна более тонкие волокна позволяют получить большее тепловое сопротивление слоя. Изоляционное изделие, содержащее более тонкие волокна, может быть соответственно более тонким при том же самом показателе изоляции, который имеет более толстое изделие из более грубых волокон. Или точно также изделие из более тонких волокон может быть сделано менее плотным, чем изделие из грубых волокон той же самой толщины, и может иметь тот же самый показатель изоляции. При перевозке и упаковке изоляционных войлочных и полотняных изделий предпочтительна высокая сжимаемость. Желательно сжимать войлок для перевозки, а затем использовать его быстро и надежно восстановленным до требуемого размера. Современные войлочные 4 изоляционные изделия имеют ограниченную возможную степень сжатия, при которой все еще сохраняется соответствующее восстановление. Когда изделие сжимают, связующее вещество остается прочным, тогда как сами волокна изгибаются. По мере того, как нагрузка на волокна возрастает вследствие избыточного сжатия, волокна разрушаются. Когда волокна разрушаются, в местах "дефектов из-за возрастания напряжения" обычно возникают трещины, такие как щели, поверхностные повреждения или другие слабые места в волоконном материале. Чем меньше диаметр волокон, тем быстрее трещина может распространиться по поперечному сечению от дефекта из-за возрастания напряжения и привести к разделению изделия на части. Хотя более тонкие волокна считаются желательными вследствие экономичности и высокой эффективности изоляции, использование современных способов обдува центрифуги не позволяет получать полотно, имеющее волокна со средним диаметром намного меньше 3,9 мкм,без неприемлемого снижения возможности такого полотна восстанавливаться после сжатия. Вне связи с какой-либо одной теорией считается, что конструкции современных формовочных устройств и горелок ограничивают производителей в изготовлении более тонких волокон без опасности появления большого числа дефектов из-за возрастания напряжения в волокнах. Эти небольшие трещины и нарушения структуры обычно препятствуют восстановлению толщины полотна или войлока, изготовленного из небольших волокон, до приемлемой степени относительно первоначальной толщины. Поэтому в промышленности сохраняется необходимость в волоконных изоляционных изделиях, таких как войлок и полотно, которые содержат волокна со средним диаметром меньше 4 мкм, но которые,кроме того, в достаточной степени восстанавливаются после сжатия, например, при скатывании в рулон или упаковке в полимерную пленку. В отрасли по производству изоляционных материалов также сохраняется необходимость в способе утончения обдувом центрифуги, предназначенном для получения более прочных, более тонких стеклянных и полимерных волокон. Поэтому задача изобретения заключается в усовершенствовании устройства и способа волокнообразования путем внутреннего центрифугирования минеральных волокон. Это усовершенствование в особенности направлено на повышение качества получаемых волокон и производительности способа. В соответствии с решением этой задачи волокна могут изготавливаться в менее агрессивной среде утончения волокон для обеспечения возможности получения волокон небольшого диаметра, меньше 3,5 мкм, предназначенных для использования в изоляционных изделиях, с сохранением высокого качества или приемлемого восстановления после сжатия. В дальнейшем 5 варианте осуществления способов изобретения получают материал из стекла, который расплавляют и размещают в формовочном устройстве. Материал из стекла центрифугируют сквозь большое количество отверстий для образования многочисленных струй стекла. Струи стекла утончают с помощью газового потока вблизи наружной стороны формовочного устройства для образования стекловолокна, имеющего средний диаметр не больше чем 3,5 мкм. Газовый поток формируют с помощью внутреннего давления горелки, не большего чем около 10-25 дюймов водяного столба (250-635 мм водяного столба) и предпочтительно меньше 23 дюймов водяного столба (580 мм водяного столба). Затем эти небольшие волокна объединяют с помощью смолы для образования изоляционного изделия, имеющего сопротивление разделению согласно методике С 686 Американского общества по испытанию материалов, по меньшей мере, около 100 г/г, обладающего значительным восстановлением номинальной толщины после сжатия. По сравнению с современными изоляционными изделиями, такими как изолирующий войлок, изготовленный из стекловолокон,имеющих средний диаметр около 3,9 мкм или больше, данные изоляционные изделия имеют на ощупь качество хлопчатобумажного материала, не вызывают заметного зуда или раздражения при контакте с кожей человека. Использованный здесь термин "изоляционные изделия" охватывает необлицованные или облицованные войлоки, полотна и рулоны. Желательно, чтобы изоляционные материалы включали в себя смолистое связующее вещество, но это требуется не всегда, поскольку изделие уже обладает некоторой связующей способностью и не является сыпучим изоляционным материалом. Изоляционные изделия могут быть использованы для усиления композитов, для звукоизоляции и могут быть сжаты или оштукатурены подобно доске путем введения добавок. Сравнение некоторых вариантов осуществления этого изобретения с обычными войлочными изоляционными изделиями показывает, что при той же самой плотности показатель теплоизоляции может быть повышен на 10% или плотность может быть снижена, по меньшей мере, на приблизительно 20% при том же самом показателе теплоизоляции, или значении R. Использование указанных усовершенствованных изделий обеспечивает большую экономию по сравнению с промышленными войлоками с тем же значением R вследствие меньших затрат на стеклянный материал. В другом примере настоящего изобретения стекловолоконное изоляционное изделие изготавливают путем расплавления стеклянного материала и центрифугирования его сквозь большое количество отверстий формовочного устройства для образования большого количества 6 струй стекла. Затем струи стекла утончают газовым потоком с образованием стекловолокон,имеющих средний диаметр не больше чем около 3,5 мкм, с последующим объединением волокон друг с другом с образованием изоляционного изделия, имеющего следующие характеристики: сопротивление разделению согласно методике С 686 Американского общества по испытанию материалов, по меньшей мере, около 100 г/г; поверхностная плотность изделия согласно методике С 167 Американского общества по испытанию материалов около 70-100 г/фут 2; и восстановление толщины согласно методике С 167 Американского общества по испытанию материалов, примерно равнозначное или лучшее по сравнению с изоляционным изделием, имеющим, по существу, аналогичные внешние размеры, изготовленным из стекловолокон, имеющих средний диаметр около 3,9 мкм, при этом с меньшим количеством пыли при резке и мучной пыли по сравнению с изделием с волокнами со средним диаметром 3,9 мкм. В предпочтительных способах реализации процессов центрифугирования, утончения обдувом, волокнообразования стекломассы, описанных в этом описании изобретения, использованы такие усовершенствования, как большее количество отверстий в формовочном устройстве для формирования более многочисленных и более тонких исходных струй стекла и/или более низкие скорости горячего газа, утончающего волокна, предпочтительно при обычных расходах воздуха, поступающего в зону горения, и стекла. Предполагается, что эти способы делают процесс утончения волокон более плавным и существенно снижают ударное воздействие на стекловолокна, так что они меньше ломаются,даже когда волокна изготавливают с очень небольшим диаметром, формально не используемым при производстве стекловолоконных листовых и рулонных изоляционных материалов. В предпочтительном способе использовано устройство согласно настоящему изобретению для внутреннего центрифугирования минеральных волокон, включающее центрифугу, снабженную периферийной пропускающей полосой,перфорированной с образованием отверстий,распределенных на протяжении большого количества кольцевых зон, расположенных друг над другом (в предположении, что центрифуга находится в положении центрифугирования), и эта пропускающая полоса включает в себя по меньшей мере две кольцевые зоны, в которых число (NS) отверстий на единицу площади поверхности различается на 5% или больше, преимущественно на 10% или больше и даже на 20%. В предпочтительном способе реализации изобретения кольцевая зона, имеющая наибольшее число отверстий на единицу площади поверхности, расположена ниже другой кольцевой зоны, имеющей меньшее среднее число от 7 верстий на единицу площади поверхности, в предположении, что центрифуга находится в положении волокнообразования. Термин "кольцевая зона" используется для задания зоны пропускающей полосы центрифуги, заключенной между двумя перпендикулярными плоскостями оси (вращения) центрифуги. В контексте изобретения такая кольцевая зона задается как область, в которой число отверстий на единицу площади поверхности является, по существу, постоянным на протяжении всей части периферии пропускающей полосы, относящейся к указанной кольцевой зоне. Число NS отверстий на единицу площади поверхности определяется как число отверстий,содержащихся в элементе поверхности кольцевой зоны, в частности, порядка квадратного сантиметра, отнесенных к площади поверхности элемента поверхности. Число отверстий на единицу площади поверхности считается, по существу, постоянным, если оно изменяется меньше чем на 0,5% в пределах всех элементов поверхности одной кольцевой зоны. Кольцевая зона может включать в себя одно отверстие на каждом вертикальном сегменте, но обычно она содержит несколько отверстий, преимущественно от 4 до 15. Термин "вертикальный сегмент" относится к части кольцевой зоны, ограниченной на вертикальной оси каждой из плоскостей, определенных выше, поскольку середина только одного отверстия обнаруживается на горизонтальной оси, в предположении, что центрифуга находится в положении волокнообразования. Обычно минеральные волокна получают посредством центрифуги, в которой число отверстий на единицу площади поверхности является постоянным на всем протяжении высоты пропускающей полосы центрифуги. Фактически обычную центрифугу перфорируют путем обработки электрическими разрядами посредством гребенки, содержащей электроды, находящиеся на одной линии, при этом шаг между электродами является постоянным. После одновременного образования отверстий в виде вертикального столбца гребенку перемещают, чтобы осуществить перфорацию следующего столбца вслед за перемещением гребенки вдоль пропускающей полосы на расстояние, соответствующее горизонтальному промежутку между центрами последовательных отверстий. Этот способ позволяет осуществлять очень точную перфорацию, при этом разброс числа отверстий на единицу площади поверхности чрезвычайно мал, в частности, меньше 1 на тысячу. Как правило, обычная центрифуга содержит от 2000 до 40000 отверстий, а именно центрифуга со средним диаметром от 200 до 800 мм, соответственно. Заявители установили, что, используя устройство, изготовленное в соответствии с настоящим изобретением, можно существенно 8 повысить качество волоконной ткани, в частности, ее механические свойства, при значительном снижении расхода энергии и тем самым повысить производительность процесса волокнообразования. Этот эффект особенно заметен при постоянной скорости вытягивания, когда, как известно, расход энергии снижается при увеличении числа отверстий в случае сохранения той же самой высоты пропускающей полосы, поскольку большее количество расплавленного материала разделяется и требуется меньше энергии для его вытягивания. Однако, когда в обычной центрифуге число отверстий увеличивают при сохранении той же самой высоты пропускающей полосы, качество производимых волоконных тканей не повышается, и даже наблюдается тенденция его ухудшения, тогда как с помощью устройства, изготовленного в соответствии с изобретением, можно одновременно повысить качество изделий и производительность процесса. Напомним, что в описании упоминается центрифуга, наблюдаемая в положении центрифугирования, а именно с пропускающей полосой, включающей отверстия, расположенные, по существу, вертикально вокруг оси, вдоль которой во время волокнообразования перемещается расплавленный материал. В этом положении расплавленный материал вводится через "верхнюю часть" центрифуги. В этой конструкции основание центрифуги находится, по существу,в горизонтальном положении, а кольцевые зоны параллельны этому основанию и прилегают друг к другу. Предпочтительная центрифуга согласно изобретению содержит по меньшей мере две прилегающие кольцевые зоны, при этом нижняя кольцевая зона имеет большее число отверстий на единицу площади поверхности по сравнению с кольцевой зоной, расположенной выше. В предпочтительной реализации центрифуга включает в себя по меньшей мере три прилегающие кольцевые зоны, и каждая из этих зон имеет большее число отверстий на единицу площади поверхности, чем число отверстий на единицу площади поверхности в ближайшей кольцевой зоне, расположенной выше рассматриваемой кольцевой зоны. В соответствии с предпочтительным способом реализации отверстия в каждой зоне сгруппированы в ряды, при этом диаметр (d) отверстия является, по существу, постоянным в каждой кольцевой зоне и уменьшается от одной кольцевой зоны к другой, от верха к низу периферийной пропускающей полосы центрифуги в положении центрифугирования. Преимущество изобретения также заключается в том, что по меньшей мере в двух соседних рядах периферийной пропускающей полосы отверстия имеют различные диаметры, а точнее то, что в рядах от верха до низа перифе 9 рийной пропускающей полосы отверстия имеют уменьшающиеся диаметры (обычно все отверстия в одном ряду имеют один и тот же диаметр). Поэтому от верха до низа можно использовать ряд n (n рядов) отверстий заданного диаметра, затем ряд р (р рядов) отверстий меньшего диаметра, затем ряд t (t рядов) отверстий еще меньшего диаметра и т.д., при этом n, р и t1. Например, можно иметь первую кольцевую зону ZA1, состоящую из n рядов, вторуюZA2, состоящую из р рядов, и третью ZA3, состоящую из t рядов. При таким образом заданном виде уменьшающегося "градиента" размера волокон от верха к низу можно обеспечить улучшение качества волокнообразования. Поэтому можно уменьшить отличия путей, по которым при волокнообразовании приходят нити из самых верхних рядов и по которым приходят из самых нижних рядов: этот "градиент" обеспечивает возможность развития исходных нитей, выходящих из отверстий, и процесса вытягивания,который ограничивает пересечение траекторий и, следовательно, соударения между волокнами,вытягиваемыми из различных рядов отверстий,вследствие чего достигается повышение качества. Эта конфигурация особенно подходит для изготовления минеральной ваты. С другой стороны, в определенных случаях желательно поддерживать соударения между волокнами для уменьшения их длины. Эти случаи соответствуют получению плотной минеральной ваты, особенно пригодной для изготовления панелей, используемых в качестве кровельного покрытия. В этих случаях можно, например, выбрать другой порядок изменения размера отверстий от одной зоны к другой и поэтому можно использовать от верха к низу ряд n (n рядов) отверстий заданного диаметра,затем ряд р (р рядов) отверстий большего диаметра, после этого ряд t (t рядов) отверстий меньшего диаметра по сравнению с отверстиями рядов, расположенных выше, и т.д. Преимущественно иметь ряды, разнесенные на расстояния друг от друга от 1 до 2 мм,преимущественно от 1,2 до 1,8 мм с предпочтительным шагом одного ряда от другого от 1 до 2 мм, например, от 1,2 до 1,6 мм. Предпочтительно, чтобы диаметр (d), по меньшей мере, части отверстий центрифуги был самое большее от 1,5 до 1,2 мм, преимущественно от 1,1 до 0,5 мм, например, от 0,9 до 0,7 мм. В соответствии с другим способом реализации предпочтительного устройства согласно изобретению расстояние D между центрами ближайших отверстий в одной кольцевой зоне является, по существу, постоянным на протяжении всей одной кольцевой зоны, и это расстояние D изменяется от одной зоны к другой по меньшей мере на 3% или даже по меньшей мере 10 на 5% и даже на 10% или больше, и уменьшается от верха к низу, полагая, что центрифуга находится в положении волокнообразования. Предпочтительно, чтобы расстояние D было от 0,8 до 3 мм, например от 1 до 2 мм или даже от 1,4 до 1,8 мм. Предпочтительно, чтобы центрифуга согласно изобретению была выбрана со средним диаметром DM, меньшим или равным 800 мм,преимущественно, со средним диаметром по меньшей мере 200 мм. Предпочтительно, чтобы центрифуга очищалась со стороны дна в самой нижней части. В соответствии с этим способом реализации центрифуга соединена с барабаном, в который подается стекломасса, предпочтительно, чтобы она была соединена с ним при механической сборке. В соответствии с предпочтительным способом реализации предпочтительное устройство согласно изобретению включает в себя по меньшей мере одно устройство для формирования высокотемпературной газовой вытягивающей струи в виде кольцевой горелки, в частности, описанной заявителем в патентах ЕР 0189354 и ЕР 0519797. Предпочтительно, чтобы кольцевая горелка была тангенциальной горелкой, которая включает в себя устройство подачи тангенциальной составляющей газовой вытягивающей струи относительно внешнего горизонтального края центрифуги, в частности, описанное заявителем в патенте ЕР 0189354. Тем самым можно получить угол наклона газовой вытягивающей струи относительно оси горелки. Кроме того, можно использовать нагревательное устройство, "встроенное" в центрифугу,горелку внутреннего типа. Она может осуществлять различные функции, в частности, доводить до требуемого теплового состояния стекломассу в "барабане" центрифуги (термин пояснен ниже с использованием чертежей), поддерживая соответствующую температуру запаса стекла в центрифуге для повторного расплавления волокон, которые склонны прилипать к наружным стенкам центрифуги. Может быть предпочтительным комбинация способа "внешнего" подогрева посредством индукционной катушки кольцевого типа со способом внутреннего подогрева; это также обеспечивает возможность лучшего регулирования температуры запаса стекла и повторного расплавления прилипших волокон. Фактически было установлено, что при низких скоростях вытягивания обычно достаточно просто иметь внутреннюю горелку, тогда как при высоких скоростях вытягивания кольцевая индукционная катушка оказывается необходимой, а возможное добавление внутренней горелки является полезным. 11 При использовании упомянутой выше предпочтительной центрифуги преимущественно, чтобы вытягивание горячим газом осуществлялось посредством кольцевой горелки, рабочие характеристики которой можно выбрать следующим образом: предпочтительно, иметь возможность устанавливать температуру газов, выходящих из горелки по меньшей мере 1350 С, преимущественно 1400 С и, например, от 1400 до 1500 С,преимущественно от 1430 до 1470 С; затем температуру регулируют в соответствии с видом состава минеральных волокон, в частности,в соответствии с показателем вязкости; предпочтительно устанавливать скорость газов, выходящих из горелки, измеренную при выходе из кромок горелки по меньшей мере 200 м/с, преимущественно от 200 до 295 м/с. Можно прибегнуть к индукционной катушке для подогрева самой нижней зоны центрифуги, тем самым исключая или ограничивая градиент температуры по высоте центрифуги. Волокна с меньшим количеством дефектов из-за возрастания напряжения на поверхностях,и в поперечных сечениях являются более упругими при сжатии, в результате чего они имеют более высокий показатель восстановления толщины по сравнению с прогнозируемым для связанных смолой войлоков, имеющих волокна со средним диаметром 3,5 мкм или менее. Поэтому изделия, изготовленные с помощью этих способов, являются идеальными для хранения и транспортировки в сильно сжатом состоянии в соответствии с требованиями к упаковке современных изоляционных изделий. Ниже изобретение будет подробно описано путем использования не ограничивающих примеров и со ссылками на следующие сопровождающие чертежи, на которых на фиг. 1 представлен вид с разрезом устройства для центрифугирования в соответствии с изобретением; на фиг. 2 - схематичный вид в плане, иллюстрирующий множество формовочных устройств согласно изобретению, расположенных над транспортером; на фиг. 3 - схематичный вид сбоку узла формовочных устройств согласно фиг. 2; на фиг. 4 - вид с разрезом предпочтительной центрифуги в соответствии с изобретением; на фиг. 5 - графическое представление зависимости среднего диаметра волокон от численного процентного содержания волокон каждого размера в изделии, характеризующее предпочтительную номенклатуру волокон, предназначенных для изоляционного изделия согласно изобретению, в котором используются волокна со средним диаметром 2,1 мкм; на фиг. 6 - графическое представление зависимости изменений значений R от среднего диаметра волокон для типового промышленного войлочного изоляционного изделия и высокока 004609 12 чественного войлочного изоляционного изделия, изготовленного в соответствии с настоящим изобретением; и на фиг. 7 изображено графическое представление зависимости изменения плотности от среднего диаметра волокон для типового промышленного войлочного изоляционного изделия и высококачественного войлочного изоляционного изделия, изготовленного в соответствии с настоящим изобретением. Для целей этого описания предполагается,что использованный термин "стекло" охватывает любые стеклянные минеральные материалы,такие как куски горной породы, шлак и базальт,а также традиционные стекла, например, Естекло, S-стекло, E-CR-стекло, А-стекло, A.R.стекло (щелочеустойчивое), L-стекло (свинцовое) , D-стекло (диэлектрическое), М-стекло (с высоким модулем упругости), при этом наиболее предпочтительным является промышленное С-стекло. Хотя материал из стекла является предпочтительным, в этом изобретении предпочтительно использовать термин "термопластичные материалы", которые в дополнение к стеклянным и другим минеральным волокнам включают в себя полимерные материалы, такие как полиэфирные, полиэтиленовые и полипропиленовые волокна. Предполагается, что в изоляционных изделиях этого изобретения как полимерные, так и стеклянные волокна могут использоваться одновременно. И наконец, хотя при этом могут использоваться однородные прямые волокна, в этом изобретении также предполагается применение "нерегулярных волокон", например, полых, изогнутых и скрученных волокон, и волокон, имеющих неравномерные или различные размеры и/или геометрии в поперечном сечении, такие как, например, в виде небольшой и большой окружностей, окружности и треугольника, неправильной формы и в виде окружности, прямоугольника и полости, излома и окружности и т.д. Такие нерегулярные формы и геометрии являются общепризнанными для получения более однородной структуры решетки и заполнения объема, и они позволяют получать более высокие коэффициенты восстановления после сжатия независимо от числа дефектов в самих волокнах. Кроме того, волокна нерегулярной формы обладают меньшим раздражающим действием,и можно получать менее пылеобразующие изделия. "Нерегулярность" можно также создать,используя стекломассы нескольких составов,имеющие разные коэффициенты теплового расширения, разные точки плавления, разные вязкости или разные механические прочности,для всех волокон одновременно или попеременно между группами различных волокон. Кроме того, понятно, что изоляционные изделия согласно изобретению могут быть заключены внутрь внешнего пластикового слоя,как описано в патенте США 5277955 (Schel 13horn et al.), который полностью включен в настоящую заявку посредством ссылки. Изоляционные изделия настоящего изобретения могут быть, например, покрыты защитным покрытием, уложены в кипу или свернуты в рулон. На фиг. 1 представлен вид с разрезом устройства для внутреннего центрифугирования с использованием вытягивания горячим газом,усовершенствованной по сравнению с установками, известными из уровня техники и описанными, в частности, в патентах ЕР 91866, ЕР 189354 и ЕР 519797, к которым можно обратиться для большей детализации общих принципов этого способа волокнообразования. Устройство включает в себя формовочное устройство или центрифугу 1, прикрепленную к валу 2. Вал и центрифуга приводятся в быстрое вращение посредством использования двигателя(не показан). Вал 2 выполнен полым, а стекло в расплавленном состоянии протекает из подающего устройства (не показано) в вал 2 вплоть до"барабана" 3, в котором стекломасса растекается. Барабан 3 также приводится во вращение таким образом, что стекломасса разбрызгивается на периферийную стенку 4, которая выполнена перфорированной, имеющей отверстия, а с нее в виде объемных струй 6 стекла на периферийную стенку 7, обычно называемую "пропускающей полосой" центрифуги 1, и на этой стенке образуется постоянный запас стекломассы,предназначенной для снабжения круговых отверстий 14, выполненных в указанной стенке. Эта стенка 7 наклонена под углом приблизительно от 5 до 10 по отношению к вертикали. Из очень многих круговых отверстий 14, расположенных рядами, выходящие конусы 8 потоков вытягиваются в предварительно сформованные волокна 15, выбрасываемые в кольцевой газовый поток, выпускаемый из горелки 9. Под действием этого потока эти предварительно сформованные волокна вытягиваются, при этом их конечные части образуют непрерывные волокна 10, которые затем собираются под центрифугой. В устройстве также имеется столб 11 обдува,который образует "облако газа", окружающее кольцевой газовый поток, создаваемый, горелкой 9. По усмотрению также используют кольцо 12 индукционного нагрева под центрифугой 1 и/или внутреннюю горелку (не показана). При типовых условиях промежуток между линиями, проходящими через центр двух параллельных рядов отверстий, называемый шагом,является постоянным на протяжении всей высоты пропускающей полосы. При этих условиях расстояние между центрами ближайших отверстий в одном и том же ряду также является постоянным. Таким образом, в типовой центрифуге число отверстий на единицу площади поверхности является постоянным на протяжении всей поверхности пропускающей полосы. 14 При типовых рабочих условиях такое устройство позволяет получать волокна со средним диаметром, по меньшей мере, 2 мкм, преимущественно, приблизительно от 3 до 12 мкм. Как рассмотрено ниже, число, размер и плотность отверстий 14 барабана, а также параметры утончающего газа являются важными для волокнообразования высокопрочных небольших волокон, имеющих средний диаметр меньше чем около 3,5 мкм и предпочтительный средний диаметр меньше чем около 3,0 мкм. Такие волокна желательно распределять в изоляционных материалах так, чтобы, по меньшей мере, около 40%, а предпочтительно, около 50-75% волокон имели размер или диаметр в поперечном сечении, который меньше заданного среднего диаметра или размера. Типичное распределение размеров стекловолокна со средним диаметром 2,1 мкм в войлочном изоляционном изделии,изготовленном в соответствии с принципами настоящего изобретения, приведено ниже в таблице 1. Таблица 1. Номенклатура волокон (средний диаметр образца 2,1 мкм) Диаметр (мкм) Содержание 0 23,1% 0,5 13,1% 1 13,1% 1,5 11,3% 2 9,1% 2,5 6,8% 3 5,0% 3,5 3,6% 4 4,1% 4,5 1,8% 5 1,4% 5,5 2,3% б 1,4% 6,5 0,0% 7 1,4% 7,5 0,0% 8 0,0% 8,5 0,0% 9 1,4% 9,5 0,5% 10 0,0% 10,5 0,0% 11 0,0% 11,5 0,5% 12 0,0% 12,5 0,0% 13 0,0% 13,5 0,5% 14 0,0% 14,5 0,0% 70% Для формирования газового потока могут быть использованы сжатый воздух, пар или любые продукты сгорания, полученные из "горелки", такой как электрический резистивный нагреватель, источник повторно используемого отработавшего газа, угольная, газовая или топливная мазутная печь или топка. Однако предполагается, что в этом предпочтительном варианте осуществления над стенкой барабана расположена кольцевая горелка 9 внутреннего сгорания, по существу, известной конструкции. 15 Горелка 9 включает в себя кольцевое газодувное сопло 64, расположенное выше периферийной стенки 7 барабана с тем, чтобы кольцевой обдув направлялся, предпочтительно вниз вблизи периферийной стенки 7 для удержания и утончения предварительно сформованных стеклянных волокон 15, выходящих из отверстий 14. Предпочтительно, чтобы горелка 9 включала в себя металлический кожух, окружающий огнеупорную облицовку, задающую кольцевую камеру, в которую воздушнотопливная смесь вводится через впускное отверстие. Газодувное сопло находится в сообщении с камерой сгорания и образовано внутренней и внешней кромками 54 и 56 сопла. Предпочтительно, чтобы кромки 54 и 56 соответственно газодувного сопла имели внутренние каналы для охлаждения, в которые через впускное отверстие вводится охлаждающая жидкость, например, вода, для прохождения к выпускному отверстию. В соответствии с основным существенным аспектом изобретения внутренняя и внешняя кромки 54 и 56 сопла разнесены на заданное расстояние друг от друга, как показано на фиг. 1, для обеспечения менее агрессивной утончающей среды для волокна при обычных расходах воздуха, поступающего в зону горения, и газа из обычно используемых горелок. Этого можно достигнуть путем небольшого увеличения расстояния между кромками горелки от около 7,7 мм до более чем приблизительно 8,0 мм, а предпочтительно до около 8,1-8,5 мм, что приводит к уменьшению скорости утончающего горячего газа, хотя расход воздуха и расход газа из горелки существенно не отклоняются от обычных пределов. Например, если в обычной горелке используются кромки горелки, расстояние между которыми около 7,7 мм, то расход воздуха составляет 64,938 фута 3/ч (1840 м 3/ч), а расход газа 4,038 фута 3/ч (114 м 3/ч), что показано ниже в табл. 2, при этом в горелке согласно изобретению скорость протекания газа может быть уменьшена даже при равнозначных расходах воздуха и газа, 67600 футов 3/ч (1915 м 3/ч) и 4000 футов 3/ч (113 м 3/ч) соответственно, путем увеличения расстояния между кромками горелки до примерно 8,2 мм. Это подтверждается давлением внутри горелки, которое составляет 8,2 мм. Это подтверждается давлением внутри горелки, которое стало известным благодаря проведению экспериментов, снижающимся от около 21,8 дюйма водяного столба (555 мм водяного столба) до около 18,8 дюйма водяного столба (480 мм водяного столба) для волокон размером 2,9 мкм и до приблизительно 21,6 дюйма водяного столба (550 мм водяного столба) для волокон размером 2,1 мкм. Это является неожиданным, поскольку ранее считалось, что повышение давления в горелке и скорости обдува для получения большего утончения является единственным адекватным способом получения более тонких волокон. См. патент США 164759974, колонку 7, стр. 49-57. Конечно,снижение расхода воздуха, расхода газа, увеличение размеров камеры сгорания и/или снижение степени или скорости сгорания также будут оказывать влияние на скорость утончающего газа и должны рассматриваться как практически эквивалентные увеличению расстояния между кромками горелки. Все эти способы регулирования скорости газового потока можно использовать совместно или раздельно. Сравнительные примеры даны в табл. 2, и они иллюстрируют эти неожиданные результаты. Таблица 2. Пример А: условия волокнообразования СовреОбщего ПредпочА 1 А 2 менное типа тительное изделие Объем вытянуто 22,0 го стекла(Мт/сутки) Расстояние между кромками 7,7 горелки(мм) Частота вращения формовоч 1975 ного устройства(фут 3/ч) Давление внутри горелки 21,8(дюйм водяного столба) Оцененный средний диа 3,9 метр волокон (мкм) Поверхностная плотность(3) 104 изделия по меньшей мере 8 по меньшей мере 2100-2300 2000 50000100000 256,237, 166,128, 17 направле 249 нии линии Образцы изделий 161,220,поперек 233,201,213 направления линии Среднеквадратиче 216 31 ское отклонение Уловленная ситом пыль из R-13: Пыль(6) при 0,0021 резке (г) Мучная 0,0250 пыль(6) (г) Летучая 0,0001 пыль(6) (г)(1) Этот объем выпуска вытянутого стекла выбран с целью сохранения равнозначного объема выпуска, выраженного в квадратных футах,при снижении плотности изделия.(3) Поверхностная плотность и восстановление толщины измерялись по стандартным тестовым методикам С 167 Американского общества по испытанию материалов, предназначенным для определения толщины и плотности полотняных или войлочных теплоизоляционных материалов.(4) Удельная теплопроводность измерялась по стандартной тестовой методике С 518 Американского общества по испытанию материалов, предназначенной для выполнения измерений установившегося теплового потока и характеристик теплопередачи посредством устройства для измерений теплового потока, и в соответствии со стандартным руководством С 653 Американского общества по испытанию материалов по определению теплового сопротивления изоляционных материалов низкой плотности полотняного типа из минеральных волокон.(5) Сопротивление разделению измерялось по стандартной тестовой методике CSP 686 Американского общества по испытанию материалов, предназначенной для определения сопротивления разделению изоляционных материалов типа минеральной огнестойкой стекловаты и полотна (а также по методике испытаний Т-502, предназначенной для определения сопротивления разделению минеральных полотняных и войлочных изоляционных материалов).(6) Для определения количества пыли при резке, мучной и летучей пыли использовалась собственная методика. Измерения количества пыли с использованием ситового устройстваGullfiber для сбора пыли, при этом волокна подсчитывались с помощью фазоконтрастного оптического микроскопа или растрового электронного микроскопа. Для сбора пыли, образующейся при резке, и мучной пыли использовалось вакуумное устройство для очистки,обеспечивавшее пропускание воздушного пото 18 ка 18 м 3/ч. Волокна собирались на фильтре для стекловолокна размером 70 мм типа WHATMAN GF/A. Для летучей пыли использовался фильтр размером 37 мм. Все фильтрывзвешивались до и после сбора пыли. Применялся резак размером 28 см, при этом максимальная толщина образца составляла 150 мм.(7) Эти результаты были получены посредством формовочного устройства типа IS-4 при объеме выпуска вытянутого стекла 14 Мт/сутки на той же самой производственной линии. Для поддержания теплосодержания формовочного устройства и волокон во время утончения можно предусмотреть необязательное кольцо 12 нагрева высокочастотным индукционным током непосредственно под формовочным устройством, расположенное концентрически по отношению к нему и для исключения взаимодействия с опускающимся вниз потоком волокон, увлекаемых кольцевым обдувом,имеющее несколько больший внутренний диаметр по сравнению с диаметром формовочного устройства. Необязательный вспомогательный кольцевой обдув может создаваться кольцевой обдувающей головкой 64, расположенной за пределами кромок 54 и 56 сопла и соединенной с источником сжатого газа, такого, как воздух,пар или газообразные продукты сгорания. Предпочтительно, чтобы полый вал 2 включал в себя несколько фиксированных концентрических внутренних трубок. Самая внутренняя пара этих трубок задает кольцевой охлаждающий канал, по которому протекает охлаждающая вода, тогда как самая отдаленная от центра пара задает кольцевой канал, по которому может пропускаться горючая смесь, поджигаемая для подогрева барабана 3 до начала работы формовочного устройства. Как схематично показано на фиг. 2 и 3, волокна 41, образуемые формовочным устройством, под действием газового обдува проходят вниз в приемную камеру или в приемную шахту 70 и осаждаются в виде полотна 71 на сетчатый транспортер 72. Для отведения обычным образом большого объема газов,проходящих сквозь транспортер, под транспортером 72 может быть расположен необязательный всасывающий резервуар 74. Как показано на фиг. 2 и 3, для изготовления полотна 71 обычно используют несколько волокнообразующих станций, каждая из которых имеет формовочное устройство 20, и в предпочтительной форме изобретения их располагают на одной линии вдоль продольной оси транспортера 72. В промышленной установке число формовочных устройств 20, направляющих волокна на транспортер, обычно может быть от шести до десяти или больше. Для работы описанной установки центрифугу 1, включая ее барабан 3, подогревают хорошо известным из уровня техники способом,используя газообразные продукты сгорания,проходящие через вал 2, при этом, когда необ 19 ходимо, можно использовать теплоту горелки 9,кольца 12 индукционного тока и аналогичных дополнительных источников. При барабане,вращающемся с заданной скоростью, и горелке 9, отрегулированной на создание давления в камере сгорания, обеспечивающего скорость обдува, достаточную для получения требуемого утончения и достижения заданной тонкости волокон, струю стекломассы вводят в полый вал 2 формовочного устройства из подогревательной камеры или из другого источника стекломассы,расположенного над формовочным узлом. После достижения барабана 3 струя стекломассы под действием центробежной силы протекает по дну барабана и проходит сквозь отверстия барабана 3 в виде струй 6 стекла, которые направлены на верхнюю часть периферийной стенки 7 формовочного устройства. Под действием большей центробежной силы, проявляющейся на стенке 7, стекло проходит сквозь множество небольших отверстий 14 и выходит наружу из периферийной стенки 7 в виде множества струй или предварительно сформованных волокон 15, при этом предпочтительно, чтобы они сразу же подвергались воздействию утончающей силы обдува из горелки 9 внутреннего сгорания, направленного по внешней стороне стенки. Предварительно сформованные волокна 15 утончаются при повышенной температуре обдува в течение времени, достаточного для их утончения. Тонкость утончаемых волокон регулируется главным образом путем управления скоростью обдува, которая, в свою очередь, является функцией давления в горелке. Установлено, что в настоящем изобретении при обычных или более низких значениях давления в горелке и скорости обдува не только получаются более тонкие волокна, но более тонкие волокна, которые имеют меньше дефектов из-за возрастания напряжения. Против ожидания эти способы осуществляются в предпочтительном варианте осуществления без существенного изменения расходов воздуха, поступающего в зону горения горелки 9, и газа,состава стекла или общих принципов построения существующего оборудования. В результате небольшие волокна, в среднем значительно меньшие по сравнению с используемыми в настоящее время в войлоках и полотнах, могут использоваться без ущерба для восстановления толщины, хотя их плотность или поверхностная плотность ниже по меньшей мере на 15%. В настоящем изобретении число, размеры и распределение отверстий в формовочном устройстве представляют собой важные показатели в предпочтительных вариантах осуществления способов. Наряду с указанным частоту вращения (число оборотов в минуту) формовочного устройства желательно повышать от около 1975 до около 2250, как в примерах А 1 и А 2 настоящего изобретения, что не проявляется в уменьшении срока службы формовочного устройства, 004609 20 но предоставляет возможность получения более длинных волокон. Обнаружено, что волокнообразование небольших, менее чем около 3,5 мкм в диаметре стекловолокон, можно существенно улучшить путем увеличения суммарного количества отверстий от около 23000 до по меньшей мере около 25000, но предпочтительно, чтобы отверстий было около 25000-40000, а наиболее предпочтительно, чтобы было по меньшей мере около 30000 отверстий, наряду с уменьшением среднего диаметра отверстий от около 0,86 мм до меньше чем около 0,8 мм, предпочтительно до около 0,78 мм. В дополнение к этому предпочтительно, чтобы все отверстия имели максимальный размер в поперечном сечении меньше 1 мм. При указанных параметрах формовочного устройства образуется намного больше струй стекломассы, которые являются более мелкими, для создания намного меньших волокон. Примеры эксплуатационных характеристик формовочного устройства, в том числе существующих в настоящее время (контрольных), приведены ниже в табл. 3. Таблица 3. Дополнительные характеристики формовочного устройства Формо- Всего Всего Отвер- Диа Диаметр отверстий и вочные рядов отвер- стий в метр соответствующие устройстий ряду ряды, образованные от ства верха к низу 1 0,9 0,8 0,7 Средмм мм мм мм ний размер Совре 600 0,86 менное 23 23000 1000 4 6 13 мм мм(контрольное) 1047 Пример 600 0,78 26 31846 1178 6 8 12 А 1 мм мм 1345 Пример 600 0,80 23 23000 1000 5 13 5 А 2 мм ммв примере А 1 использовано формовочное устройство, описанное более подробно в табл. 4. Как показано на фиг. 2 и 3, перемещение утонченных волокон в приемную камеру или в приемную шахту 70 сопровождается всасыванием значительного количества воздуха. Хотя всасываемый воздух сначала способствует ограничению расширения вуали из волокон, выходящих из формовочного устройства, быстрое замедление волокон внутри приемной камеры вызывает значительное расширение вуали из волокон и создает относительно равномерное распределение волокон в изделии и по ширине транспортера. Хотя обычно в верхней части приемной камеры на утонченные волокна известным способом воздействуют струей связующего вещества, такого как фенолоальдегидный полимер, на фиг. 2 и 3 опущено устройство для нанесения связующего вещества. Сравнительные примеры А 1 и А 2 относятся к изолирующим войлокам, полученным в соответствии с условиями волокнообразования, 21 указанными в табл. 2, и техническими характеристиками формовочного устройства, приведенными в табл. 3. В то время как для измерений поверхностной плотности и восстановления толщины, удельной теплопроводности и сопротивления разделению имелись методики Американского общества по испытанию материалов, такие методики отсутствовали для пыли при резке, мучной пыли и летучей пыли, вследствие чего эти измерения проводились по внутренним заводским методикам с использованием ситового устройства Gullfiber для сбора пыли. Для изделий, сформированных одинаковым образом, типа R-13 было также замечено,что по сравнению с изделием, изготовленным из стекловолокон обычного диаметра 3,9 мкм, изделия, изготовленные из волокон со средним диаметром 2,9 мкм (пример А 1) и из волокон со средним диаметром 2,1 мкм (пример А 2), имеют значительно меньшую поверхностную плотность, а именно, поверхностная плотность снижалась от около 104 до 89 г/фут 2 в примере А 1 и до 81 г/фут 2 в примере 2. Это уменьшение поверхностной плотности означает потенциальную возможность существенного снижения стоимости материалов. В предпочтительном варианте осуществления этого изобретения использован способ волокнообразования с измененным распределением отверстий в пропускающей полосе 7 центрифуги. В контексте этой задачи изобретения сделаны существенные изменения, показанные на фиг. 4. На фиг. 4 представлен фронтальный вид с разрезом пропускающей полосы 7 центрифуги 1, где отверстия 14, выполненные в указанной пропускающей полосе, затенены. На этой фигуре изображены две прилегающие друг к другу кольцевые зоны ZA1 иZA2, при этом ZA2 находится ниже ZA1, если смотреть на устройство в положении волокнообразования. В показанном случае каждая из этих кольцевых зон имеет три ряда круговых отверстий 14. В кольцевой зоне ZA1 ряды имеют шаг Р 1, отверстия диаметром d1, при этом расстояние D1 отделяет центры ближайших отверстий 14, расстояние между ближайшими краями соседних отверстий равно DB1, а число отверстий на единицу площади поверхности в зоне ZA1 составляет NS1. В кольцевой зоне ZA2 этими параметрами соответственно являются Р 2, d2, D2, DB2 и NS2. Шаг между ZA1 и ZA2 обозначен как Р 1/2. Заметно, что d2 меньше dl и что Р 2 и D2 соответственно меньше, чем Р 1 и D1. В результате этого NS2 намного больше по сравнению сNS1. Это представление не является ограничивающим, и пропускающая полоса 7 центрифуги 1 может включать в себя более чем две кольцевые зоны, при этом каждая из указанных зон 22 может иметь по меньшей мере один ряд отверстий 14. Чтобы показать значение центрифуги согласно изобретению, были проведены сравнительные испытания с использованием, с одной стороны, типовой центрифуги и центрифуги согласно изобретению, с другой стороны. Характеристики двух центрифуг, которые были выбраны так, что имели одинаковые средние диаметры и одну и ту же площадь поверхности пропускающих полос, а также одинаковую высоту перфорированной пропускающей полосы,представлены в табл. 4. Каждая из этих центрифуг включала в себя три кольцевые зоны, каждая из которых имела несколько рядов отверстий постоянного диаметра, расположенных в ряд. Таблица 4. Характеристики центрифуги из примера В Типовая цен- Центрифуга из трифуга (кон- примера В изотрольная) бретения Диаметр (мм) 600 600 Высота перфорированной 34,25 34,25 полосы (мм) Число кольцевых зон (ZA) 3 3 Первая кольцевая зона ZA1- шаг Р 1/2 1,49 1,75 Вторая кольцевая зона ZA2- шаг Р 2/3 1,49 1,55 Третья кольцевая зона ZA3 Число отверстий в ряду обозначено NO, а число отверстий на единицу площади поверхности- NS и в данном случае определяется как число отверстий на 1 мм 2, где NS=NO/(диаметрвысота). Отметим, что в типовой центрифуге число отверстий на единицу площади поверхности является постоянной величиной. В случае центрифуги согласно изобретению оно изменяется в зависимости от кольцевой зоны, и в самой верхней кольцевой зоне ZA1 это число NS меньше, чем в типовой центрифуге, в других кольцевых зонах, ZA2 и ZA3, больше, чем в типовой центрифуге. Отметим, что в центрифуге согласно изобретению число отверстий на 23 единицу площади поверхности возрастает от верхней зоны центрифуги к нижней приблизительно на 25-30% при переходе от одной зоны к другой. Две центрифуги были изготовлены из одинакового сплава, известного под названиемSEVA. Типовая центрифуга была перфорирована путем электроэрозионной обработки, описанной выше, тогда как отверстия в центрифуге согласно изобретению были образованы путем бомбардировки электронами. Лазерная перфорация также может быть приемлемой. Посредством каждой из центрифуг изделия изготавливались при одинаковых условиях вытягивания. Виды полученных продуктов, условия волокнообразования и измеренные механические характеристики изделий, полученных в этих примерах, приведены ниже в табл. 5. Таблица 5. Характеристики изделий из примера В Типовая цен- Центрифуга сотрифуга (кон- гласно примеру А трольная) изобретения Вид изделия: Номинальная толщина (мм) 80 80 Плотность (кг/м 3) 9,5 9,5 Микропоток воздуха 13,4 13,5(л/мм, 5 г) 41,6 41,2(мВт/мК) Условия волокнообразования. Вытягивание (t/d) 23 23 Горелка тангенциальная тангенциальная Барабан типовой типовой Давление в горелке (мм 668 562 водяного столба) 1953 1743 Подача воздуха (Нм 3/ч) 120 111 Подача газа (Нм 3/ч) Механические характеристики изделия Восстановление толщины,126 131 спустя двенадцать суток Восстановление толщины,116 126 спустя один месяц Прочность на растяжение 180 220 после изготовления(грамм-сила/г) Прочность на растяжение после обработки в авто 126 150 клаве в течение 15 мин В табл. 5 также осуществлено сравнение измеренных характеристик изделий одного и того же типа для каждой центрифуги. Восстановление толщины определяется как отношение (в %) толщины после испытания на сжатие к номинальной толщине. Следует отметить, что толщина изготовленного изделия до испытания на сжатие больше номинальной толщины. Для случая проведения указанного испытания толщина изготовленного изделия составляла 144 мм при номинальной толщине 80 мм. Из табл. 5 можно сделать вывод, что волоконный коврик, с которого снята нагрузка после 12 суток испытания на сжатие, имеет толщину, 004609 24 составляющую около 90% первоначальной толщины (производственной толщины) волоконного коврика, полученного посредством центрифуги согласно изобретению, и около 80% первоначальной толщины коврика, полученного посредством типовой центрифуги. Для осуществления указанных выше испытаний на сжатие, после изготовления волоконных ковриков из них делали панели и нагружали до достижения степени сжатия 8/1, то есть в упомянутом случае толщина при сжатии была около 18 мм. После прохождения заданного времени сжатия (12 суток, 1 месяц) с панелей снимали нагрузку (за один период времени испытывали 4 панели) и определяли среднюю толщину после испытания на сжатие. Прочность на растяжение определяли на контрольном образце в виде кольца, вырезанном пробойником из коврика, изготовленного из волокнистого продукта. "Прочность на растяжение" определяется как предел растягивающей силы (разрушающей силы, разрывающей кольцо под действием двух круговых и параллельных оправок с радиусом 12,5 мм при скорости нагрузки 300 мм/мин) относительно массы контрольного образца и выражается в значениях грамм-силы на грамм. Нагруженный контрольный образец в начале испытаний представлял собой, по существу, эллиптическое тороидальное кольцо с большой осью 122 мм, малой осью 76 мм и толщиной тора 26 мм. Испытывались 15 образцов изделий. Это испытание соответствует нормам 5012-76 Британского института инженерной технологии и методике С 681-76 Американского общества по испытанию материалов. Прочность на растяжение измерялась после изготовления изделия, а для того, чтобы оценить старение изделия, - после испытания в автоклаве. Длительность испытания в автоклаве составляла 15 мин при температуре 107 С, давлении 0,8 бар и относительной влажности 100%. Из табл. 5 можно видеть, что при использовании устройства согласно примеру А получалось изделие с резко улучшенными механическими характеристиками по сравнению с изделием того же вида, когда для его получения использовалось типовое устройство, а энергия,необходимая для производства волокон существенно снижалась. Фактически давление в горелке приблизительно на 20% ниже при использовании центрифуги согласно примеру А по сравнению с результатами при использовании типовой центрифуги. В то же самое время подачи жидкости,воздуха и газа имеют относительно меньшие значения, примерно на 10%. Поэтому при использовании центрифуги согласно этому примеру энергетический выход процесса весьма выгодно возрастает. Улучшение механических характеристик относится как к восстановлению толщины, ко 25 торая приблизительно на 10% больше при использовании центрифуги согласно изобретению по сравнению с изделиями, полученными при использовании типовой центрифуги, так и к прочности на растяжение, которая возрастает приблизительно на 20%. В дополнение к этим удивительным результатам следует отметить, что неожиданно увеличение числа отверстий в центрифуге не оказало отрицательного влияния на срок службы центрифуги при изготовлении последней согласно данным этого примера. При условиях волокнообразования, указанных в табл. 5, срок службы центрифуги согласно изобретению был 370 ч, а срок службы типовой центрифуги составлял около 300 ч. Точно так же следует отметить, что качество изделий существенно не изменялось со временем использования формовочного устройства для волокнообразования, хотя можно было бы опасаться того, что увеличение числа отверстий на единицу площади поверхности может привести к ускоренному старению центрифуги,сопровождающемуся быстрым ухудшением характеристик изделия при волокнообразовании посредством одного и того же формовочного устройства. Отметим, что описанное выполнение центрифуги согласно примеру в табл. 4 является особенно преимущественным с геометрической точки зрения. Фактически при увеличении числа отверстий в центрифуге заявитель получил геометрическую конфигурацию, в которой промежуток DB1 между краями отверстий увеличен по сравнению с промежутком в типовой центрифуге с кольцевой зоной ZA1, при этом отверстия имеют больший диаметр D1 там, где коррозия и эрозия действуют наиболее активно. В средней кольцевой зоне ZA2 промежуток между краями отверстий DB2 идентичен в обеих конструкциях, а в кольцевой зоне ZA3 с отверстиями наименьшего диаметра D3 выбрана конфигурация, обеспечивающая уменьшение расстояния DB3 между краями отверстий, что не является опасным, поскольку здесь коррозия и эрозия не так сильны. Поэтому с большим преимуществом механические характеристики центрифуги сохраняются, а ее срок службы остается прежним или увеличивается по сравнению со сроком службы типовой центрифуги, наряду со значительным увеличением числа отверстий. Основные преимущества изобретения можно также проиллюстрировать с помощью оценки тепловых характеристик (при фиксированной плотности) или плотности при фиксированном значении R в зависимости от изменения среднего диаметра волокон. Можно осуществить сравнительную оценку поверхностной плотности высококачественных изоляционных изделий (ВИИ), например, из примеров А 1 и А 2,и промышленных строительных изоляционных 26 изделий (СИИ), "современных СИИ" или "контрольных", из числа наиболее популярных изделий, для которых нормируется значение R (тепловое сопротивление, или "показатель R", измеряемый как отношение толщины изделия (в дюймах) к удельной теплопроводности(БТЕдюйм/фут/ч/F). Результаты для производимых в настоящее время строительных изоляционных изделий ("современное СИИ") и для высококачественных изоляционных изделий("ВИИ") представлены на фиг. 6 и 7. При фиксированной плотности изделия уменьшение среднего диаметра стекловолокон может обеспечить возможность увеличения значения R. На фиг. 6 показаны оценки изменений теплоизоляционных характеристик (изменений значений R в %), рассчитанных для одинаковой плотности,в зависимости от среднего диаметра стекловолокон (в микрометрах). Пределы изменений для современного СИИ отражают реальную ситуацию для теплоизоляционной продукции фирмыCertainTeed, имеющейся на рынке. Пределы изменений для ВИИ отражают улучшение характеристик теплового сопротивления, обеспечиваемое этим изобретением. Аналогично фиг. 6 на фиг. 7 показаны оценки изменений плотности(в %) для фиксированного значения R в зависимости от среднего диаметра стекловолокна (в микрометрах); при фиксированном значении R поверхностная плотность или плотность может быть снижена при уменьшении среднего диаметра стекловолокон. Изготовленные в соответствии с этим изобретением изделия из более мелких волокон имеют более низкую поверхностную плотность при улучшенных характеристиках изоляции. Кривые на фиг. 6 и 7 соответствуют характеру оценки данных, приведенных в табл. 6. Таблица 6. Сравнение поверхностной плотности изоляционных материалов Вид строи- Поверхностная Поверхностная Снижение тельного плотность плотность поверхностизоляцион- ВИИ (г/фут 2) СИИ (г/фут 2) ной плотности ного изделия При использовании параметров процесса из примеров А 1 и А 2 получались войлоки, которые были мягкими на ощупь и с фактурой жатой хлопчатобумажной ткани. Они имели такие же высокие значения теплового сопротивления, как и современные промышленные изделия из волокон со средним диаметром 3,9 мкм, но результаты испытаний показали, что при том же самом значении R поверхностная плотность или плотность снижается, по меньшей мере, на 12%,а в предпочтительном случае приблизительно на 15-28%. Восстановление толщины изоляционных изделий из примеров А 1 и А 2, измеренное 27 по методике С 167 Американского общества по испытанию материалов, сравнимо или лучше восстановления толщины производимых в настоящее время изоляционных материалов. Это имеет важное значение, поскольку листовые и рулонные изделия с плотностью меньше 2,5 фунтов/фут часто сильно сжимают до намного меньшей толщины по сравнению с номинальной толщиной, по меньшей мере, до 1/2, а предпочтительно, приблизительно от 1/7 до 1/12 номинальной толщины, например, при упаковке, с целью снижения затрат на хранение и перевозку. Необходимо, чтобы на строительной площадке номинальная толщина изделий восстанавливалась после вскрытия упаковки. Хотя прежде считалось, что при снижении диаметра волокон листовых и рулонных изделий теплоизоляционные и акустические изоляционные свойства этих изделий будут улучшаться, это редко пытались использовать на практике, поскольку после прекращения сжатия толщина изоляционных материалов из волокон с небольшим средним диаметром обычно не возвращалась к номинальной толщине. Как отражено в примерах А 1 и А 2 этого изобретения,для обоих изделий достигается полное восстановление толщины, а при уменьшении среднего диаметра волокон резко снижается поверхностная плотность изделий. Из вышеуказанного можно понять, что использование настоящего изобретения позволяет получать улучшенные изоляционные изделия,образованные тонкими стекловолокнами,имеющими меньшее количество дефектов. Эти изделия являются менее дорогими в изготовлении, а их толщина восстанавливается после сжатия, и при этом они имеют то же самый показатель R, что и изоляционные изделия с более высокой плотностью из волокон с большим средним диаметром. Способы изготовления согласно изобретению позволяют получать небольшие волокна со средним диаметром меньше чем приблизительно 3,5 мкм при меньшем количестве дефектов из-за возрастания напряжения посредством комбинирования формовочного устройства с более крупными и более мелкими отверстиями и/или умеренной скорости обдува. Хотя были показаны различные варианты осуществления, целью описания не было ограничить изобретение. Например, высокопрочные волокна, полученные с помощью заявленных способов настоящего изобретения, могут использоваться при изготовлении композитных упрочненных, сыпучих изоляционных материалов, тканых и нетканых материалов, а также могут применяться в композициях пластифицированных полимеров для улучшения характеристик волокон. Различные другие модификации,которые выявят специалисты в области техники,к которой относится изобретение, находятся в рамках объема этого изобретения, охарактеризованного в приложенной формуле изобретения. 28 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления стекловолоконного изоляционного изделия, отличающийся тем,что:(a) обеспечивают по меньшей мере один материал из стекла,(b) расплавляют указанный материал из стекла,(c) размещают указанный расплавленный материал из стекла в формовочном устройстве(1), имеющем множество отверстий (14) формовочного устройства,(d) центрифугируют расплавленный материал из стекла сквозь указанное множество отверстий (14) формовочного устройства для образования многочисленных струй (15) стекла,(e) утончают указанные струи (15) стекла с помощью газового потока вблизи наружной стороны формовочного устройства (1) для образования стекловолокон (10), имеющих средний диаметр не больше чем около 3,5 мкм, при этом указанный газовый поток, по существу, создают посредством горелки (9), имеющей давление в горелке около 10-25 дюймов водяного столба(250-635 мм водяного столба), предпочтительно меньше чем 23 дюйма водяного столба (580 мм водяного столба), при этом указанная горелка имеет пару кромок (54, 56) горелки, разнесенных на расстояние по меньшей мере 8 мм, предпочтительно - от 8,1 до 8,5 мм,(f) объединяют волокна (10) друг с другом смолистым связующим веществом для образования изоляционного изделия, имеющего сопротивление разделению согласно методике С 686 Американского общества по испытанию материалов (ASTM С 686), по меньшей мере около 100 г/г и обладающего значительным восстановлением номинальной толщины после сжатия. 2. Способ по п.1, отличающийся тем, что указанный этап (е) утончения осуществляют при воздушном потоке около 50000-100000 футов 3/ч. 3. Способ по одному из предшествующих пунктов, отличающийся тем, что указанный этап (е) утончения осуществляют при расходе газа около 3000-6000 футов 3/ч. 4. Способ по одному из предшествующих пунктов, отличающийся тем, что формовочное устройство (1) выполнено в виде центрифуги и на этапах (с) и (d) имеет периферийную пропускающую полосу, которая перфорирована с образованием отверстий (14), распределенных во множестве кольцевых зон (ZA), расположенных друг над другом при нахождении центрифуги в положении центрифугирования, и которая включает в себя по меньшей мере две кольцевые зоны (ZA1, ZA2), в которых число (NS1,NS2) отверстий на единицу площади поверхности различается на величину, большую чем или равную 5%, преимущественно большую чем или 29 равную 10% и даже 20%, и при этом кольцевая зона, содержащая наибольшее число отверстий на единицу площади поверхности, расположена ниже другой кольцевой зоны, при условии, что центрифуга находится в положении центрифугирования. 5. Способ по п.4, отличающийся тем, что кольцевая зона формовочного устройства (1),содержащая наибольшее число отверстий на единицу площади поверхности, расположена ниже другой кольцевой зоны формовочного устройства (1), содержащей меньшее среднее число отверстий на единицу площади поверхности. 6. Способ по п.4 или 5, отличающийся тем,что отверстия (14) каждой кольцевой зоны формовочного устройства (1) сгруппированы в ряды, при этом диаметр (d) отверстий является, по существу, постоянным в каждой кольцевой зоне и уменьшается от одной кольцевой зоны к другой, от верха к низу периферийной пропускающей полосы (7) формовочного устройства (1). 7. Способ по п.6, отличающийся тем, что предшествующие ряды разнесены друг от друга на расстояния от 1 до 2 мм, преимущественно от 1,2 до 1,8 мм, при этом предпочтительно с шагом от одного ряда до следующего от 1 до 2 мм,например от 1,2 до 1,6 мм. 8. Способ по пп.4-7, отличающийся тем,что диаметр (d), по меньшей мере, части отверстий (14) формовочного устройства (центрифуги) (1) составляет самое большее 1,5 или 1,2 мм,преимущественно от 1,1 до 0,5 мм, например от 0,9 до 0,7 мм. 9. Способ по пп.4-8, отличающийся тем,что расстояние (D) между центрами ближайших отверстий, прилегающих в одной и той же кольцевой зоне (ZA) формовочного устройства (1),является, по существу, постоянным на протяжении всей кольцевой зоны, и при этом это расстояние (D) изменяется от одной зоны к другой по меньшей мере на 3% или даже по меньшей мере на 5% и даже на 10% или больше и уменьшается от верха к низу, при этом предпочтительное расстояние D составляет от 0,8 до 3 мм,например, от 1 до 2 мм или даже от 1,4 до 1,8 мм. 10. Способ по пп.1-9, отличающийся тем,что центрифуга (1) имеет средний диаметр(DM), меньший или равный 800 мм, преимущественно равный по меньшей мере 200 мм. 11. Способ по пп.1-10, в котором на этапе(е) вытягивающую струю высокотемпературного газа создают посредством кольцевой горелки(9). 12. Способ по п.11, отличающийся тем, что кольцевая горелка (9) представляет собой тангенциальную горелку, которая включает в себя устройство подачи тангенциальной составляющей газовой вытягивающей струи относительно внешнего горизонтального края центрифуги. 30 13. Изоляционное изделие, образованное из волокон материала из стекла, при этом волокна получены путем пропускания материала из стекла в расплавленном состоянии сквозь отверстия, расположенные по периферии формовочного устройства, и утончены с помощью газовых потоков, окружающих формовочное устройство, отличающееся тем, что:(a) указанные стекловолокна имеют средний диаметр не больше чем около 3,0 мкм,(b) по меньшей мере 50% указанных волокон имеют средний диаметр меньше 3,0 мкм, и(c) указанное изделие имеет следующие характеристики:(i) сопротивление разделению согласно методике ASTM С 686, по меньшей мере около 100 г/г, и(ii) поверхностная плотность изделия согласно методике ASTM С 167 около 40-210 г/фут 2, предпочтительно около 70-100 г/фут 2; указанное изоляционное изделие обладает значительным восстановлением номинальной толщины после сжатия. 14. Изоляционное изделие по п.13, отличающееся тем, что указанное изоляционное изделие имеет значение теплового сопротивления,примерно равнозначное значению теплового сопротивления изоляционного изделия, по существу, аналогичных внешних размеров, изготовленного из стекловолокон, имеющих средний диаметр около 3,9 мкм, но имеет по меньшей мере на 12% более низкую поверхностную плотность по сравнению с указанным изоляционным изделием, изготовленным из волокон,имеющих средний диаметр около 3,9 мкм. 15. Изоляционное изделие по п.13, отличающееся тем, что указанное изоляционное изделие имеет большее значение теплового сопротивления по сравнению с тепловым сопротивлением изоляционного изделия, изготовленного из стекловолокон, имеющих средний диаметр около 3,9 мкм, и имеющего, по существу, аналогичные внешние размеры и, по существу, равнозначную поверхностную плотность. 16. Изоляционное изделие по пп.1-15, изготовленное способом по любому одному из пп.1-12 и при давлении внутри горелки меньше чем около 23 дюймов водяного столба (585 мм водяного столба).l7. Изоляционный листовой или рулонный материал, изготовленный из волокон материала из стекла, при этом волокна образованы путем пропускания указанного материала из стекла в расплавленном состоянии сквозь отверстия,расположенные по периферии формовочного устройства, и утончены газовыми потоками,окружающими формовочное устройство, отличающийся тем, что указанный изоляционный материал состоит из стекловолокон, имеющих средний диаметр не больше чем около 3 мкм,указанный изоляционный материал имеет восстановление толщины согласно методике ASTM С 167 и показатель значения R теплового сопротивления примерно равнозначные или лучшие по сравнению с теми, что имеет изоляционное изделие, по существу, аналогичных внешних размеров, изготовленное из стекловолокон,имеющих средний диаметр около 3,9 мкм. 18. Материал по п.17, отличающийся тем,что имеет поверхностную плотность согласно методике ASTM С 167 около 50-150 г/фут 2. 32 19. Материал по п.17 или 18, отличающийся тем, что имеет на ощупь качество мягкого хлопчатобумажного материала. 20. Материал, изготовленный способом по любому одному из пп.1-12.
МПК / Метки
МПК: C03B 37/04
Метки: изделий, минеральной, устройство, ваты, способ, изготовления
Код ссылки
<a href="https://eas.patents.su/17-4609-sposob-i-ustrojjstvo-dlya-izgotovleniya-mineralnojj-vaty-i-izdelijj-iz-mineralnojj-vaty.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления минеральной ваты и изделий из минеральной ваты</a>
Транспортный блок изделий из минеральной ваты, в особенности сложенных в стопу изоляционных плит из минеральной ваты
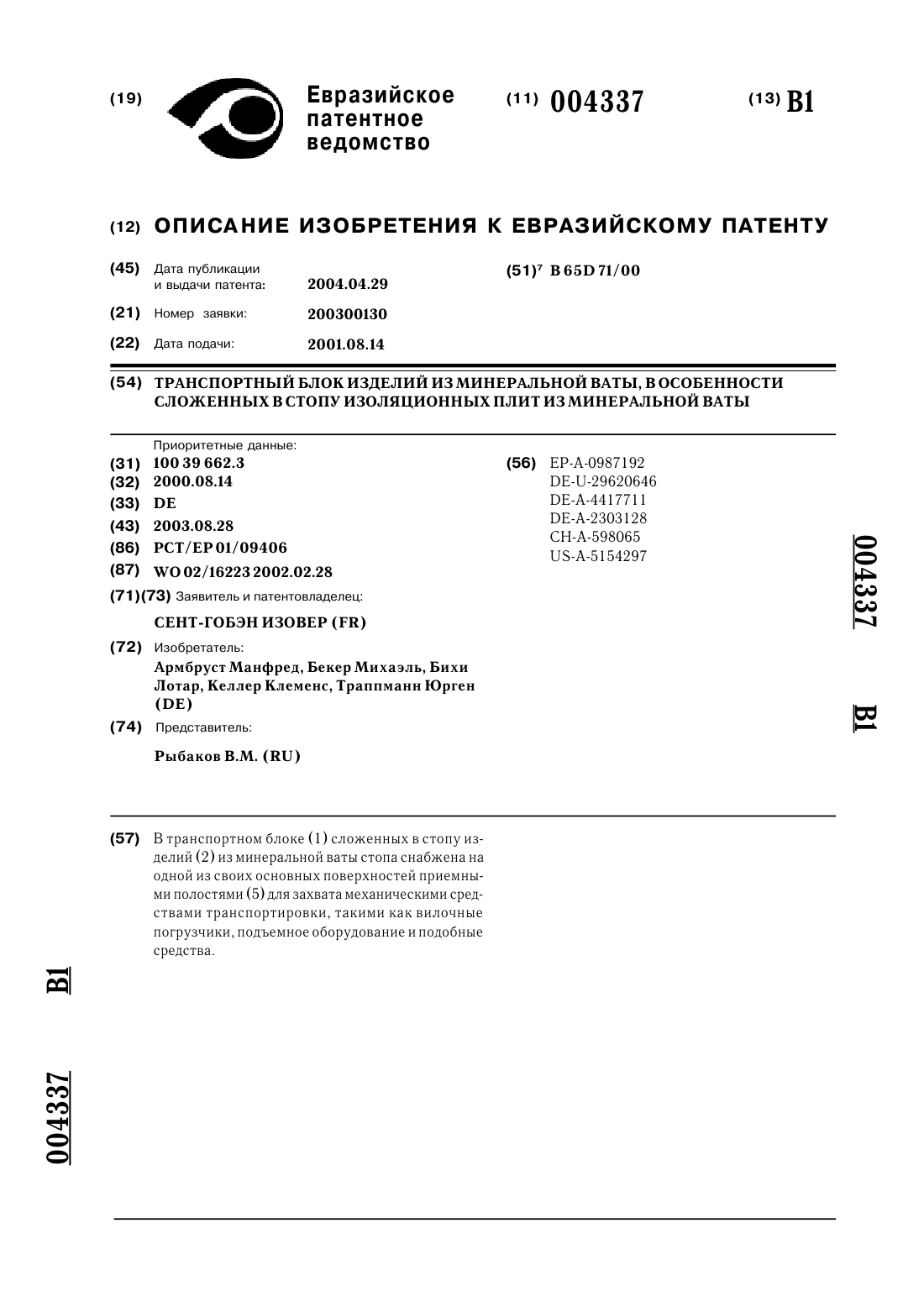
Номер патента: 4337
Опубликовано: 29.04.2004
Авторы: Бекер Михаэль, Траппманн Юрген, Армбруст Манфред, Келлер Клеменс, Бихи Лотар
МПК: B65D 71/00
Метки: плит, изоляционных, стопу, сложенных, ваты, блок, особенности, транспортный, изделий, минеральной
Формула / Реферат:
1. Транспортный блок изделий из минеральной ваты, в особенности уложенных в стопу изоляционных плит (2) из минеральной ваты, отличающийся тем, что стопа снабжена по меньшей мере на одной из своих основных поверхностей приемными полостями для манипулирования транспортным блоком с помощью механических средств транспортировки, таких как вилочные погрузчики, подъемное оборудование и подобные средства. 2. Транспортный блок по п.1, отличающийся тем,...
Способ приготовления материала на основе минеральной ваты
Номер патента: 379
Опубликовано: 24.06.1999
Авторы: Хейс Матейс Йоханнус Антониус Мария, Кюйперс Жан Мари Вильхельмус, Хусемон Тор
МПК: C03C 25/02
Метки: способ, материала, минеральной, основе, приготовления, ваты
Формула / Реферат:
1. Способ приготовления материала на основе минеральной ваты, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6, аммиак и сахар, нанесение этой дисперсии на минеральную вату и отверждение. 2. Способ по п.1, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6 и аммиак, смешивание...
Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты
Номер патента: 4191
Опубликовано: 26.02.2004
Авторы: Бофис Себастьен, Калеро Клэр, Ковентри-Сейлор Кэтлин Х.
МПК: C03C 25/24
Метки: теплоизоляционное, минеральной, изделие, звукоизоляционное, основе, ваты
Формула / Реферат:
1. Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты типа стекловаты или ваты из асбеста или базальта, имеющее дополнительное покрытие, отличающееся тем, что, по меньшей мере, часть наружной поверхности этого изделия свободна от дополнительного покрытия, а также тем, что поверхность этого изделия обработана, по меньшей мере, на части этой его наружной поверхности при помощи состава, обладающего смягчающими свойствами и...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: компонентов, изготовления, устройство, литья, изделий, двух, способ, давлением
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Способ и устройство для изготовления труб или иных длинномерных полых изделий
Номер патента: 3076
Опубликовано: 26.12.2002
Авторы: Володин Владимир Анатольевич, Сысков Юрий Михайлович, Рапапорт Анатолий Цезаревич, Королев Николай Вячеславович
МПК: B29C 53/56, B29D 23/00, B32B 1/08...
Метки: изделий, изготовления, длинномерных, иных, полых, способ, устройство, труб
Формула / Реферат:
1. Способ изготовления труб или иных длинномерных полых изделий, согласно которому пропитывают связующим наполнитель, наматывают наполнитель на формообразующее тело (оправку), производят отверждение полимерного материала, обеспечивают непрерывный сход трубы с формообразующего тела (оправки), а сходящее изделие поддерживают на опоре, отличающийся тем, что непрерывный сход готового изделия (трубы) обеспечивают путем сообщения формообразующему телу...
Предыдущий патент: Зажимное приспособление
Следующий патент: Способ и устройство для получения минеральной ваты
Случайный патент: Стабильно сладкий безалкогольный напиток, концентрат, сироп с дипептидным подсластителем и фруктаном и способ поддержания их сладости