Способ конверсии пропана и бутана в ароматические углеводороды
Номер патента: 22493
Опубликовано: 29.01.2016
Авторы: Мадгавкар Аджай Мадхав, Лауритзен Анн Мари, Ийер Махеш Венкатараман
Формула / Реферат
1. Способ конверсии бутана и/или пропана в ароматические соединения, который включает сначала взаимодействие бутанового и/или пропанового сырья в присутствии катализатора ароматизации в реакционных условиях первой стадии, которые делают максимальной конверсию пропана и/или бутана в ароматические реакционные продукты первой стадии и которые включают в себя температуру от 400 до 650°С, отделение этана, полученного в реакции ароматизации первой стадии, от ароматических реакционных продуктов первой стадии, взаимодействие этана в присутствии катализатора ароматизации в реакционных условиях второй стадии, которые максимизируют конверсию этана в ароматические реакционные продукты второй стадии и которые включают в себя температуру от 450 до 680°С.
2. Способ по п.1, который дополнительно включает в себя отделение этана от ароматических реакционных продуктов второй стадии.
3. Способ по пп.1 и 2, в котором реакционные условия первой стадии включают температуру от 420 до 650°С.
4. Способ по пп.1-3, в котором реакционные условия второй стадии включают температуру от 450 до 660°С.
5. Способ по пп.1-4, в котором реакционные продукты первой стадии получают по меньшей мере в двух реакторах, расположенных параллельно.
6. Способ по пп.1-5, в котором реакционные продукты второй стадии получают по меньшей мере в двух реакторах, расположенных параллельно.
7. Способ по пп.1-6, в котором на первой или второй стадии или на обеих стадиях также получают топливный газ и его отделяют от ароматических реакционных продуктов и этана.
8. Способ по п.1, в котором по меньшей мере часть этана, полученного в реакции ароматизации на первой стадии, смешивают с пропановым и/или бутановым сырьем, подаваемым в реактор ароматизации первой стадии.
Текст
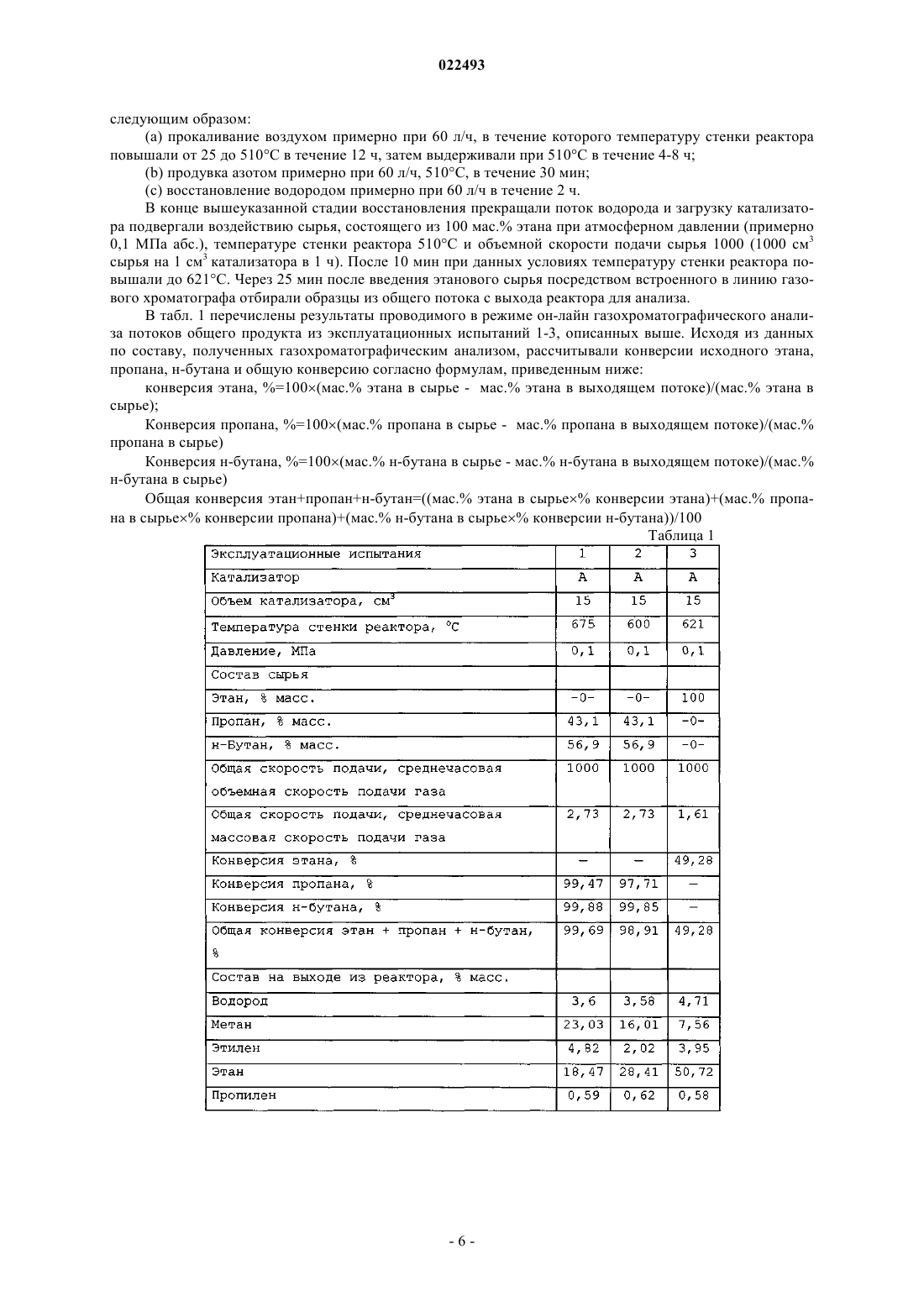
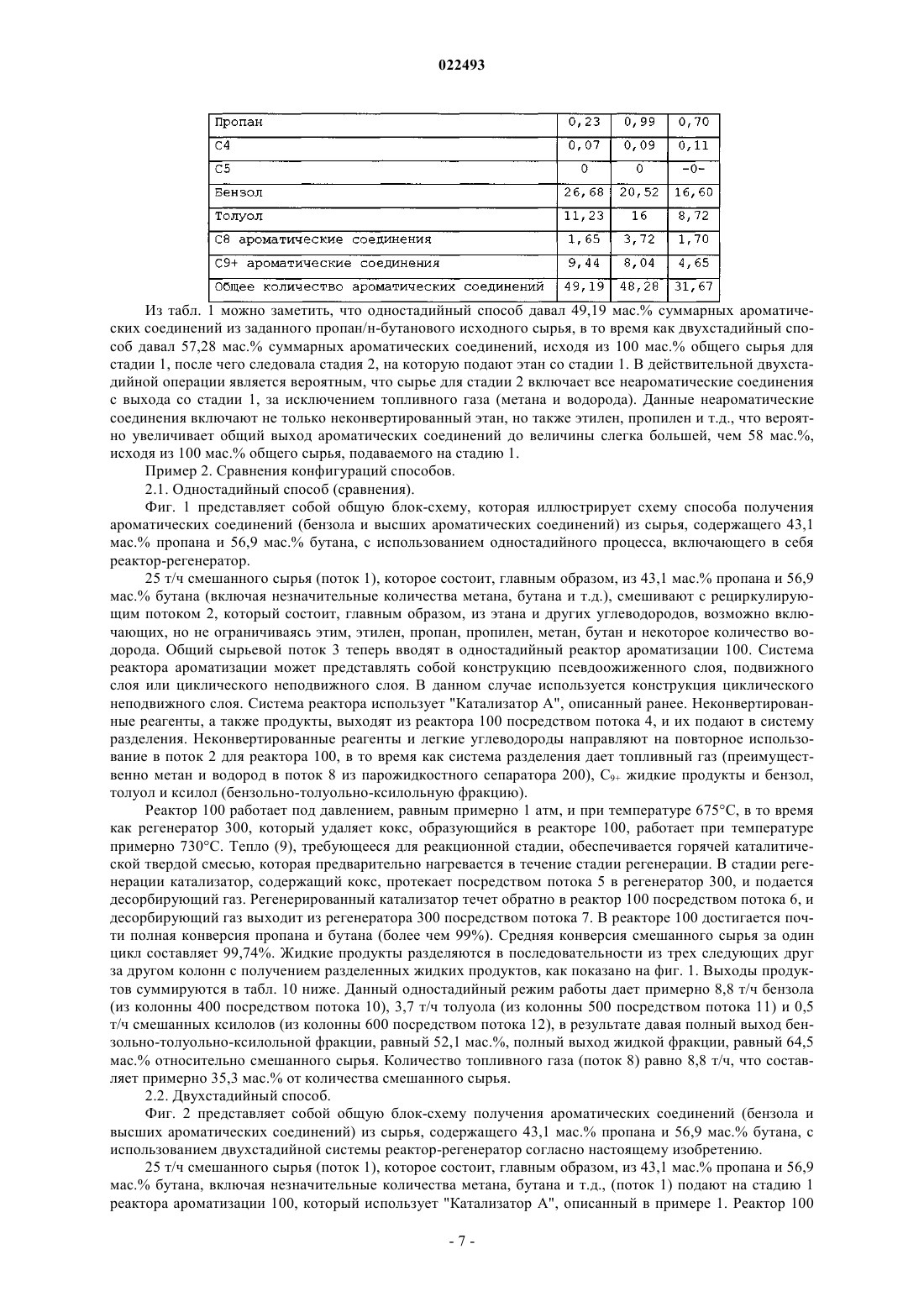
СПОСОБ КОНВЕРСИИ ПРОПАНА И БУТАНА В АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ В изобретении представлен способ конверсии пропана и/или бутана в ароматические соединения,который включает сначала взаимодействие пропанового и/или бутанового сырья в присутствии катализатора ароматизации при реакционных условиях, которые делают максимальной конверсию пропана и/или бутана в ароматические реакционные продукты первой стадии, отделение этана,полученного на реакции первой стадии, от ароматических реакционных продуктов первой стадии,взаимодействие этана в присутствии катализатора ароматизации в реакционных условиях, которые делают максимальной конверсию этана в ароматические реакционные продукты второй стадии, и,необязательно, отделение этана от ароматических реакционных продуктов второй стадии. Ийер Махеш Венкатараман,Лауритзен Анн Мари, Мадгавкар Аджай Мадхав (US) Медведев В.Н. (RU)(71)(73) Заявитель и патентовладелец: ШЕЛЛ ИНТЕРНЭШНЛ РИСЕРЧ МААТСХАППИЙ Б.В. (NL) Область, к которой относится изобретение Настоящее изобретение относится к способу получения ароматических углеводородов из пропана и/или бутана. Более конкретно, изобретение относится к двухстадийному способу для увеличения получения бензола из смеси пропана и бутана в способе дегидроароматизации. Уровень техники Существует прогнозируемый глобальный дефицит бензола, который необходим при изготовлении ключевых нефтехимических продуктов, таких как стирол, фенол, полиамид и полиуретаны, среди прочих. Обычно бензол и другие ароматические углеводороды получают, отделяя фракцию исходного сырья, которая обогащена ароматическими соединениями, такую как продукт реформинга, полученный посредством процесса каталитического реформинга, и пиробензины, полученные посредством процесса крекинга лигроина, от неароматических углеводородов, используя процесс экстракции растворителем. Чтобы преодолеть данный прогнозируемый дефицит снабжения, были исследованы многочисленные катализаторы и способы для целенаправленного получения ароматических соединений (включая бензол) из алканов, содержащих шесть или меньше атомов углерода на молекулу. Данные катализаторы обычно представляют собой бифункциональный материал, содержащий цеолит или молекулярное сито,для обеспечения кислотности, и один или несколько металлов, таких как Pt, Ga, Zn, Mo и т.д., чтобы обеспечить активность дегидрогенизации. Например, патент США 4350835 описывает способ превращения содержащего этан газообразного сырья в ароматические соединения с использованием кристаллического цеолитного катализатора семейства типа ZSM-5, содержащего незначительные количества Ga. В качестве другого примера патент США 7186871 описывает ароматизацию С 1-С 4-алканов с использованием катализатора, содержащего Pt и ZSM-5. В большинстве способов дегидроароматизации низших алканов реакцию осуществляют в одну стадию. Например, ЕР 0147111 описывает способ ароматизации, в котором С 3-С 4 сырье смешивают с этаном, и вся смесь взаимодействует друг с другом в одном реакторе. Меньшая часть данных способов включает две раздельные операции или стадии. Например, патент США 3827968 описывает способ, который включает в себя олигомеризацию, после которой следует ароматизация. Патенты США 4554393 и 4861932 описывают двухстадийные способы для пропана, включающие дегидрогенизацию, после которой следует ароматизация. Ни один из данных примеров не упоминает двухстадийный способ, в котором ароматизация низших алканов имеет место в обеих стадиях. Ароматизация пропана и бутана приводит к получению значительного количества побочных продуктов, представляющих собой этан и метан, посредством гидрогенолиза. Этан труднее конвертировать в бензол, чем пропан или бутан, поскольку он менее реакционноспособный. Как правило, побочный продукт, представляющий собой этан, не подвергают дальнейшему взаимодействию, что приводит к более низкому выходу ароматических соединений из пропанового и/или бутанового сырья. Было бы желательно добиться значительного уровня конверсии побочного продукта, представляющего собой этан, в ароматические соединения. Было бы выгодным предложить способ дегидроароматизации легких алканов, в котором (а) можно оптимизировать конверсию каждого компонента смешанного алканового сырья, (b) конечный выход бензола превышает выход любого другого отдельного ароматического продукта и (с) минимизировано образование нежелательного побочного продукта, представляющего собой метан. Сущность изобретения Вышеуказанная проблема решается разработкой двухстадийного способа, как описано ниже. Настоящее изобретение предлагает способ конверсии пропана и/или бутана в ароматические соединения, который включает сначала взаимодействие пропанового и/или бутанового сырья в присутствии катализатора ароматизации в реакционных условиях первой стадии, которые делают максимальной конверсию пропана и/или бутана в ароматические реакционные продукты первой стадии, отделение ароматических реакционных продуктов первой стадии от этана, который получен в реакции первой стадии,взаимодействие этана в присутствии катализатора ароматизации в реакционных условиях второй стадии,которые делают максимальной конверсию этана в ароматические реакционные продукты второй стадии и, необязательно, отделение непрореагировавшего этана от ароматических реакционных продуктов второй стадии. Топливный газ, который включает в себя, прежде всего, метан и водород, можно также получить на первой или второй стадии или на обеих стадиях. Топливный газ можно отделить от ароматических реакционных продуктов на любой стадии или на обеих стадиях. Таким образом, топливный газ может являться дополнительным продуктом способа по данному изобретению. Краткое описание чертежей Фиг. 1 представляет собой общую блок-схему, которая иллюстрирует схему способа получения ароматических соединений (бензола и высших ароматических соединений) из пропанового и бутанового сырья, включающую, по меньшей мере, использование одностадийного процесса, включающего в себя реактор-регенератор; фиг. 2 представляет собой общую блок-схему получения ароматических соединений (бензола и высших ароматических соединений) из пропанового и бутанового сырья, использующую двухстадийную систему реактор-регенератор; фиг. 3 представляет собой общую блок-схему получения ароматических соединений (бензола и высших ароматических соединений), использующую двухстадийную систему реактор-регенератор, из пропанового и бутанового сырья с одновременной подачей этана из рециркуляционного потока в реактор ароматизации первой стадии. Подробное описание изобретения Настоящее изобретение представляет собой способ получения ароматических углеводородов, который включает приведение в контакт исходного углеводородного сырья, содержащего пропан и/или бутан, предпочтительно по меньшей мере 20 мас.% пропана, и возможно другие углеводороды, такие как этан, и композиции катализатора, подходящей для содействия превращению таких углеводородов в ароматические углеводороды, такие как бензол, при температуре примерно от 400 до 700 С и давлении примерно от 0,01 до 1,0 МПа абс. Среднечасовая объемная скорость подачи газа (GHSV) в 1 ч может находиться в диапазоне примерно от 300 до 6000. Данные условия используются в каждой из стадий, но условия в данных стадиях могут быть одинаковыми или различными. Условия можно оптимизировать для конверсии пропана и бутана на первой стадии и этана на второй стадии. В первой стадии температура реакции предпочтительно находится в диапазоне примерно от 400 до 650 С, наиболее предпочтительно примерно от 420 до 650 С, а во второй стадии температура реакции предпочтительно находится в диапазоне примерно от 450 до 680 С, наиболее предпочтительно примерно от 450 до 660 С. Важнейшими желательными продуктами способа по данному изобретению являются бензол, толуол и ксилол(ВТХ). В одном варианте осуществления реакционные условия первой стадии можно оптимизировать для конверсии пропана и бутана в ароматические соединения. Во второй стадии реакционные условия можно оптимизировать для конверсии этана в ароматические соединения. Реакторы первой стадии и второй стадии могут функционировать в аналогичных условиях. Когда любой из реакторов работает при более высокой температуре, т.е. выше примерно 630-650 С, образуется больше топливного газа и меньше ароматических соединений, хотя чистая конверсия сырья за цикл для данной стадии может быть и выше. Поэтому лучше работать при более низкой температуре и конвертировать меньше сырья в течение каждого цикла каждой стадии, чтобы в итоге получить больше ароматических соединений. Работа в предпочтительном диапазоне помогает максимально увеличить получение ароматических соединений, минимизируя получение топливного газа. Использование более высоких температур может максимально увеличить образование топливного газа. Топливный газ может являться дополнительным продуктом способа по настоящему изобретению. Топливный газ включает, главным образом, метан и водород, которые получаются вместе с ароматическими соединениями. Топливный газ можно использовать для генерирования энергии и/или пара. Водород в топливном газе можно отделить и использовать для нефтепереработки или химических реакций,для которых требуется водород, включая гидродеалкилирование толуола и/или ксилола, как обсуждается ниже. Можно осуществить данный способ в периодическом режиме, используя разные реакторы для каждой стадии или используя один и тот же реактор для каждой стадии, но является особенно предпочтительным осуществлять его в непрерывном режиме в разных реакторах. Каждую стадию можно осуществить в одном реакторе или в двух или более реакторах, установленных параллельно. Предпочтительно в каждой стадии используют по меньшей мере два реактора, чтобы один реактор мог быть использован для ароматизации, в то время как другой реактор не подключен к системе, так что катализатор можно регенерировать. Система реактора ароматизации может представлять собой конструкцию псевдоожиженного слоя, подвижного слоя или циклического неподвижного слоя. Конструкция циклического неподвижного слоя является предпочтительной для использования в данном изобретении. Углеводороды в исходном сырье могут состоять из пропана и/или бутана, предпочтительно по меньшей мере примерно из 20 мас.% пропана. В одном варианте осуществления исходное сырье содержит примерно от 30 до 90 мас.% пропана и примерно от 10 до 50 мас.% бутана. Сырье может содержать небольшие количества С 2-С 4 олефинов, предпочтительно не более чем от 5 до 10 мас.%. Слишком много олефинов может вызвать неприемлемую величину коксообразования и деактивацию катализатора. Смешанный пропан/бутановый поток сырья можно получить, например, из обогащенного этан/пропан/бутаном потока, получаемого из природного газа, потоков нефтепереработки или нефтехимии, включая потоки отходов. Примеры потенциально подходящих потоков сырья включают (но не ограничиваются этим) остаточный пропан и бутан из очистки природного газа (метана), потоки чистого пропана и бутана (также известные как сжиженный углеводородный газ, LPG), совместно получаемые на установке сжиженного природного газа (LNG), потоки С 3-С 4 из попутных газов, совместно получаемых при добыче сырой нефти (количество которых обычно слишком мало, чтобы оправдать строительство завода по сжижению природного газа, но может быть достаточным для химического завода), непрореагировавшие потоки "отходов" из паровых крекинг-установок и поток побочных С 1-С 4 продуктов из установки для реформинга лигроина (последние два имеют низкую цену на некоторых рынках, таких как Ближний Восток). Обычно природный газ, включающий преимущественно метан, поступает на завод по сжижению природного газа при повышенных давлениях, и его предварительно обрабатывают, получая очищенное исходное сырье, подходящее для ожижения при криогенных температурах. Этан, пропан, бутан и другие газы отделяют от метана. Очищенный газ (метан) перерабатывают посредством множества стадий охлаждения, используя теплообменники, чтобы постепенно понизить его температуру, пока не будет достигнуто ожижение. Отделенные газы можно использовать в качестве потока сырья по настоящему изобретению. Потоки побочных продуктов, получаемые посредством способа по настоящему изобретению,можно охладить для хранения или повторного использования, и охлаждение можно осуществить, применяя теплообменники, используемые для охлаждения очищенного метанового газа. Чтобы содействовать превращению пропана и бутана в ароматические углеводороды, можно использовать любой из множества катализаторов. Один такой катализатор описывается в патенте США 4899006, который настоящим включается ссылкой во всей своей полноте. Композиция описанного в нем катализатора включает алюмосиликат, на котором осажден галлий, и/или алюмосиликат, в котором катионы могут быть обменены на ионы галлия. Молярное отношение оксида кремния к оксиду алюминия составляет по меньшей мере 5:1. Другой катализатор, который можно использовать в способе по настоящему изобретению, описывается в ЕР 0244162. Данный катализатор включает катализатор, описанный в предыдущем параграфе, и металл группы VIII, выбранный из родия и платины. Заявляется, что алюмосиликаты предпочтительно представляют собой структуры типа MFI или MEL и могут представлять собой ZSM-5, ZSM-8, ZSM-11,ZSM-12 или ZSM-35. Другие катализаторы, которые можно использовать в способе по настоящему изобретению, описываются в патентах США 7186871 и 7186872, каждый из которых включается сюда ссылкой во всей своей полноте. Первый из данных патентов описывает содержащий платину ZSM-5 кристаллический цеолит,синтезированный посредством приготовления цеолита, содержащего алюминий и кремний в каркасе,осаждения платины на цеолит и прокаливания цеолита. Второй патент описывает такой катализатор, который содержит галлий в каркасе и, по существу, не содержит алюминия. Предпочтительно, чтобы катализатор состоял из цеолита, благородного металла из платиновой группы для содействия реакции дегидрирования и второго инертного или менее активного металла, который будет ослаблять тенденцию благородного металла катализировать гидрогенолиз высших углеводородов в сырье до метана и/или этана. Ослабляющие металлы, которые можно использовать, включают металлы, описанные ниже. Дополнительные катализаторы, которые можно использовать в способе по настоящему изобретению, включают катализаторы, описанные в патенте США 5227557, настоящим включенном ссылкой во всей своей полноте. Данные катализаторы содержат цеолит MFI плюс, по меньшей мере один благородный металл, выбранный из металлов платиновой группы, и по меньшей мере один дополнительный металл, выбранный из группы, состоящей из олова, германия, свинца и индия. Один предпочтительный катализатор для использования в данном изобретении описывается в заявке на патент США 12/371787, поданной 16 февраля 2009 г., озаглавленной "Способ конверсии этана в ароматические углеводороды". Данная заявка настоящим включается ссылкой во всей своей полноте. Данная заявка описывает катализатор, включающий (1) от 0,005 до 0,1 мас.% платины в расчете на металл, предпочтительно от 0,01 до 0,05 мас.%, (2) количество ослабляющего металла, выбранного из группы, состоящей из олова, свинца и германия, которое составляет предпочтительно не более чем 0,2 мас.% катализатора в расчете на металл, и где количество платины может превышать количество ослабляющего металла не более чем на 0,02 мас.%; (3) от 10 до 99,9 мас.% алюмосиликата, предпочтительно цеолита, в расчете на алюмосиликат, предпочтительно от 30 до 99,9 мас.%, предпочтительно выбранного из группы, состоящей из ZSM-5, ZSM-11, ZSM-12, ZSM-23 или ZSM-35, предпочтительно конвертированного в Н+ форму, предпочтительно имеющего молярное отношение SiO2/Al2O3 от 20:1 до 80:1, и (4) связующего, предпочтительно выбранного из кремнезема, оксида алюминия и их смесей. Другой предпочтительный катализатор для использования в данном изобретении описывается в предварительной заявке на патент США 61/029939, поданной 20 февраля 2008 г., озаглавленной "Способ конверсии этана в ароматические углеводороды". Данная заявка настоящим включается ссылкой во всей своей полноте. Заявка описывает катализатор, включающий (1) от 0,005 до 0,1 мас.% платины, исходя из металла, предпочтительно от 0,01 до 0,06 мас.%, наиболее предпочтительно от 0,01 до 0,05 мас.%, (2) количество железа, которое равно количеству платины или превышает его, но составляет не более чем 0,5 мас.% катализатора, предпочтительно не более чем 0,2 мас.% катализатора, наиболее предпочтительно не более чем 0,1 мас.% катализатора в расчете на металл; (3) от 10 до 99,9 мас.% алюмоси-3 022493 ликата, предпочтительно цеолита, в расчете на алюмосиликат, предпочтительно от 30 до 99,9 мас.%,предпочтительно выбранного из группы, состоящей из ZSM-5, ZSM-11, ZSM-12, ZSM-23 или ZSM-35,предпочтительно конвертированного в Н+ форму, предпочтительно имеющего молярное отношениеSiO2/Al2O3 от 20:1 до 80:1, и (4) связующего, предпочтительно выбранного из кремнезема, оксида алюминия и их смесей. Другой предпочтительный катализатор для использования в данном изобретении описывается в заявке на патент США 12/371803, поданной 16 февраля 2009 г., озаглавленной "Способ конверсии этана в ароматические углеводороды". Данная заявка настоящим включается ссылкой во всей своей полноте. Данная заявка описывает катализатор, включающий (1) от 0,005 до 0,1 мас.% платины, исходя из металла, предпочтительно от 0,01 до 0,05 мас.%, наиболее предпочтительно от 0,02 до 0,05 мас.%, (2) количество галлия, которое равно количеству платины или превышает его, предпочтительно не более чем 1 мас.%, наиболее предпочтительно не более чем 0,5 мас.%, исходя из металла; (3) от 10 до 99,9 мас.% алюмосиликата, предпочтительно цеолита, исходя из алюмосиликата, предпочтительно от 30 до 99,9 мас.%, предпочтительно выбранного из группы, состоящей из ZSM-5, ZSM-11, ZSM-12, ZSM-23 илиZSM-35, предпочтительно конвертированного в Н+ форму, предпочтительно имеющего молярное отношение SiO2/Al2O3 от 20:1 до 80:1, и (4) связующего, предпочтительно выбранного из кремнезема, оксида алюминия и их смесей. Одним из нежелательных продуктов реакции ароматизации является кокс, который может деактивировать катализатор. В то время как катализаторы, рабочие условия и реакторы выбирают так, чтобы минимизировать образование кокса, обычно является необходимым регенерировать катализатор в какойто момент в течение его срока службы. Регенерация может увеличить срок службы катализатора. Регенерацию закоксованных катализаторов коммерчески осуществляли на практике в течение десятилетий, и специалистам в данной области известны различные методы регенерации. Регенерацию катализатора можно осуществить в реакторе ароматизации, или в отдельном резервуаре, или реакторе регенерации. Например, катализатор можно регенерировать, сжигая кокс при высокой температуре в присутствии кислородсодержащего газа, как описывается в патенте США 4795845, который настоящим включается ссылкой во всей своей полноте. Регенерация воздухом и азотом показана в примере патента США 4613716, который настоящим включается ссылкой во всей своей полноте. Другой возможный метод включает прокаливание в воздухе, восстановление водородом и обработку серой или сульфирующим материалом. Для содействия сжиганию кокса, осажденного на таких катализаторах, использовались платиновые катализаторы. Предпочтительный температурный диапазон регенерации для использования в настоящем изобретении составляет примерно от 450 до 788 С. Предпочтительный температурный диапазон для регенерации на первой стадии составляет примерно от 470 до 788 С. Предпочтительный температурный диапазон для регенерации во второй стадии составляет примерно от 500 до 788 С. Непрореагировавший метан и побочные углеводороды можно использовать в других стадиях, хранить и/или повторно использовать. Может быть необходимым охлаждение данных продуктов для их ожижения. Когда источником пропана и бутана является завод по сжижению природного газа, в результате очистки природного газа, по меньшей мере, некоторое количество данных побочных продуктов можно охладить и подвергнуть ожижению, используя теплообменники, применяемые для ожижения очищенного природного газа (метана). Толуол и ксилол можно конвертировать в бензол гидродеалкилированием. Реакция гидродеалкилирования включает взаимодействие толуола, ксилолов, этилбензола и высших ароматических соединений с водородом для отрыва алкильных групп от ароматического цикла с получением дополнительного бензола и легких фракций, включающих метан и этан, которые отделяют от бензола. Данная стадия значительно увеличивает общий выход бензола и, таким образом, является весьма предпочтительной. Из уровня техники известны как термические, так и каталитические способы гидродеалкилирования. Способы гидродеалкилирования описываются в опубликованной заявке на патент США 2009/0156870, которая настоящим включается ссылкой во всей своей полноте. Интегрированный способ по данному изобретению может также включать взаимодействие бензола с пропиленом для получения кумена, который, в свою очередь, можно конвертировать в фенол и/или ацетон. Пропилен можно получить отдельно в устройстве дегидрогенизации пропана, или его источником могут быть сбрасываемые потоки из процесса, протекающего в олефиновой крекинг-установке, или другие источники. Методы осуществления взаимодействия бензола с пропиленом для получения кумена описываются в опубликованной заявке на патент США 2009/0156870, которая настоящим включается ссылкой во всей своей полноте. Интегрированный способ по данному изобретению может также включать взаимодействие бензола с олефинами, такими как этилен. Этилен можно получить отдельно в устройстве дегидрогенизации этана, или его источником могут быть сбрасываемые потоки из процесса, протекающего в олефиновой крекинг-установке, или другие источники. Этилбензол представляет собой органическое химическое соединение, которое является ароматическим углеводородом. Он в основном используется в нефтехимической промышленности в качестве промежуточного соединения для получения стирола, который, в свою очередь, используется для изготовления полистирола, широко применяемого пластика. Методы осуществления взаимодействия бензола с этиленом для получения этилбензола описываются в опубликованной заявке на патент США 2009/0156870, которая настоящим включается ссылкой во всей своей полноте. Затем дегидрогенизацией этилбензола можно получить стирол. Один способ получения стирола описывается в патенте США 4857498, который настоящим включается ссылкой во всей своей полноте. Другой способ получения стирола описывается в патенте США 7276636, который настоящим включается ссылкой во всей своей полноте. Примеры Следующие ниже примеры предоставляются только для целей иллюстрации и не имеют целью ограничивать объем изобретения. Пример 1. В данном примере результаты лабораторных тестов используются для сопоставления одностадийного способа ароматизации с двухстадийным способом, использующим такой же катализатор в каждой стадии. Содержащее низшие алканы исходное сырье согласно данному примеру состоит из 43,1 мас.% пропана и 56,9 мас.% бутана, и температура второй стадии выше, чем температура первой стадии. Катализатор А изготавливали на цилиндрических частицах экструдата диаметром 1,6 мм, содержащих 80 мас.% порошка цеолита ZSM-5 CBV 2314 (мольное отношение SiO2/Al2O3 равно 23:1, поставляемого Zeolyst International) и 20 мас.% связующего, представляющего собой оксид алюминия. Образцы экструдата прокаливали на воздухе вплоть до 650 С для удаления остаточной влаги перед использованием для приготовления катализатора. Дозировки целевых металлов для катализатора А составляли 0,025 мас.% Pt и 0,09 мас.% Ga. Металлы осаждали на 25-100-граммовые образцы вышеописанного экструдата ZSM-5/оксид алюминия, сначала объединяя соответствующие количества исходных водных растворов нитрата тетраминплатины и нитрата галлия(III), разбавляя данную смесь деионизированной водой до объема достаточного только для заполнения пор экструдата, и импрегнируя экструдат данным раствором при комнатной температуре и атмосферном давлении. Импрегнированные образцы подвергали старению при комнатной температуре в течение 2-3 ч и затем сушили в течение ночи при 100 С. Свежие 15 см 3 загрузки катализатора А подвергали эксплуатационным испытаниям, как описано ниже. Эксплуатационное испытание 1 проводили при условиях, которые можно было бы использовать для одностадийного способа ароматизации со смешанным пропан/бутановым сырьем. Эксплуатационное испытание 2 проводили при условиях, которые можно было бы использовать для первой стадии двухстадийного способа ароматизации со смешанным пропан/бутановым сырьем согласно настоящему изобретению. Эксплуатационное испытание 3 проводили при условиях, которые можно было бы использовать для второй стадии двухстадийного способа ароматизации согласно настоящему изобретению. Для каждого из трех эксплуатационных испытаний 15 см 3 загрузки свежего (ранее не тестированного) катализатора загружали "без дополнительной обработки", без дробления, в трубу из нержавеющей стали типа 316 Н (внутренний диаметр 1,40 см) и располагали в четырехзонной печи, соединенной с газопоточной системой. Перед эксплуатационным испытанием 1 свежую загрузку катализатора А предварительно нагревалиin situ при атмосферном давлении (приблизительно 0,1 МПа абс.) следующим образом:(a) прокаливание воздухом примерно при 60 л/ч, в течение которого температуру стенки реактора повышали от 25 до 510 С в течение 12 ч, затем выдерживали при 510 С в течение 4-8 ч, затем дополнительно повышали от 510 до 630 С в течение 1 ч, затем выдерживали при 630 С в течение 30 мин;(b) продувка азотом примерно при 60 л/ч, 630 С, в течение 20 мин;(c) восстановление водородом примерно при 60 л/ч в течение 30 мин, во время которого температуру стенки реактора повышали от 630 до 675 С. В конце вышеуказанной стадии восстановления прекращали поток водорода и загрузку катализатора подвергали воздействию сырья, состоящего из 50 мас.% этана и 50 мас.% пропана при атмосферном давлении (примерно 0,1 МПа абс.), при температуре стенки реактора 675 С и объемной скорости подачи сырья 1000 (1000 см 3 сырья на 1 см 3 катализатора в 1 ч). Через 3 мин после введения сырья, посредством встроенного в линию газового хроматографа отбирали образцы из общего потока с выхода реактора для анализа. Эксплуатационное испытание 2 проводили таким же образом и при таких же условиях, как при эксплуатационном испытании 1 выше за исключением того, что конечная температура, достигаемая в течение стадии предварительной обработки прокаливанием на воздухе, составляла 600 С, стадии продувки азотом и восстановления водородом осуществляли при 600 С и пропан/н-бутановое сырье вводили при температуре стенки реактора 600 С. Это моделировало первую стадию двухстадийного способа. Эксплуатационное испытание 3 осуществляли, чтобы моделировать вторую стадию двухстадийного способа согласно настоящему изобретению. Для эксплуатационного испытания 3 свежую загрузку катализатора А предварительно нагревали in situ при атмосферном давлении (приблизительно 0,1 МПа абс.)(a) прокаливание воздухом примерно при 60 л/ч, в течение которого температуру стенки реактора повышали от 25 до 510 С в течение 12 ч, затем выдерживали при 510 С в течение 4-8 ч;(b) продувка азотом примерно при 60 л/ч, 510 С, в течение 30 мин;(c) восстановление водородом примерно при 60 л/ч в течение 2 ч. В конце вышеуказанной стадии восстановления прекращали поток водорода и загрузку катализатора подвергали воздействию сырья, состоящего из 100 мас.% этана при атмосферном давлении (примерно 0,1 МПа абс.), температуре стенки реактора 510 С и объемной скорости подачи сырья 1000 (1000 см 3 сырья на 1 см 3 катализатора в 1 ч). После 10 мин при данных условиях температуру стенки реактора повышали до 621 С. Через 25 мин после введения этанового сырья посредством встроенного в линию газового хроматографа отбирали образцы из общего потока с выхода реактора для анализа. В табл. 1 перечислены результаты проводимого в режиме он-лайн газохроматографического анализа потоков общего продукта из эксплуатационных испытаний 1-3, описанных выше. Исходя из данных по составу, полученных газохроматографическим анализом, рассчитывали конверсии исходного этана,пропана, н-бутана и общую конверсию согласно формулам, приведенным ниже: конверсия этана, %=100(мас.% этана в сырье - мас.% этана в выходящем потоке)/(мас.% этана в сырье); Конверсия пропана, %=100(мас.% пропана в сырье - мас.% пропана в выходящем потоке)/(мас.% пропана в сырье) Конверсия н-бутана, %=100(мас.% н-бутана в сырье - мас.% н-бутана в выходящем потоке)/(мас.% н-бутана в сырье) Общая конверсия этан+пропан+н-бутан=мас.% этана в сырье% конверсии этана)+(мас.% пропана в сырье% конверсии пропана)+(мас.% н-бутана в сырье% конверсии н-бутана/100 Таблица 1 Из табл. 1 можно заметить, что одностадийный способ давал 49,19 мас.% суммарных ароматических соединений из заданного пропан/н-бутанового исходного сырья, в то время как двухстадийный способ давал 57,28 мас.% суммарных ароматических соединений, исходя из 100 мас.% общего сырья для стадии 1, после чего следовала стадия 2, на которую подают этан со стадии 1. В действительной двухстадийной операции является вероятным, что сырье для стадии 2 включает все неароматические соединения с выхода со стадии 1, за исключением топливного газа (метана и водорода). Данные неароматические соединения включают не только неконвертированный этан, но также этилен, пропилен и т.д., что вероятно увеличивает общий выход ароматических соединений до величины слегка большей, чем 58 мас.%,исходя из 100 мас.% общего сырья, подаваемого на стадию 1. Пример 2. Сравнения конфигураций способов. 2.1. Одностадийный способ (сравнения). Фиг. 1 представляет собой общую блок-схему, которая иллюстрирует схему способа получения ароматических соединений (бензола и высших ароматических соединений) из сырья, содержащего 43,1 мас.% пропана и 56,9 мас.% бутана, с использованием одностадийного процесса, включающего в себя реактор-регенератор. 25 т/ч смешанного сырья (поток 1), которое состоит, главным образом, из 43,1 мас.% пропана и 56,9 мас.% бутана (включая незначительные количества метана, бутана и т.д.), смешивают с рециркулирующим потоком 2, который состоит, главным образом, из этана и других углеводородов, возможно включающих, но не ограничиваясь этим, этилен, пропан, пропилен, метан, бутан и некоторое количество водорода. Общий сырьевой поток 3 теперь вводят в одностадийный реактор ароматизации 100. Система реактора ароматизации может представлять собой конструкцию псевдоожиженного слоя, подвижного слоя или циклического неподвижного слоя. В данном случае используется конструкция циклического неподвижного слоя. Система реактора использует "Катализатор А", описанный ранее. Неконвертированные реагенты, а также продукты, выходят из реактора 100 посредством потока 4, и их подают в систему разделения. Неконвертированные реагенты и легкие углеводороды направляют на повторное использование в поток 2 для реактора 100, в то время как система разделения дает топливный газ (преимущественно метан и водород в поток 8 из парожидкостного сепаратора 200), С 9+ жидкие продукты и бензол,толуол и ксилол (бензольно-толуольно-ксилольную фракцию). Реактор 100 работает под давлением, равным примерно 1 атм, и при температуре 675 С, в то время как регенератор 300, который удаляет кокс, образующийся в реакторе 100, работает при температуре примерно 730 С. Тепло (9), требующееся для реакционной стадии, обеспечивается горячей каталитической твердой смесью, которая предварительно нагревается в течение стадии регенерации. В стадии регенерации катализатор, содержащий кокс, протекает посредством потока 5 в регенератор 300, и подается десорбирующий газ. Регенерированный катализатор течет обратно в реактор 100 посредством потока 6, и десорбирующий газ выходит из регенератора 300 посредством потока 7. В реакторе 100 достигается почти полная конверсия пропана и бутана (более чем 99%). Средняя конверсия смешанного сырья за один цикл составляет 99,74%. Жидкие продукты разделяются в последовательности из трех следующих друг за другом колонн с получением разделенных жидких продуктов, как показано на фиг. 1. Выходы продуктов суммируются в табл. 10 ниже. Данный одностадийный режим работы дает примерно 8,8 т/ч бензола(из колонны 400 посредством потока 10), 3,7 т/ч толуола (из колонны 500 посредством потока 11) и 0,5 т/ч смешанных ксилолов (из колонны 600 посредством потока 12), в результате давая полный выход бензольно-толуольно-ксилольной фракции, равный 52,1 мас.%, полный выход жидкой фракции, равный 64,5 мас.% относительно смешанного сырья. Количество топливного газа (поток 8) равно 8,8 т/ч, что составляет примерно 35,3 мас.% от количества смешанного сырья. 2.2. Двухстадийный способ. Фиг. 2 представляет собой общую блок-схему получения ароматических соединений (бензола и высших ароматических соединений) из сырья, содержащего 43,1 мас.% пропана и 56,9 мас.% бутана, с использованием двухстадийной системы реактор-регенератор согласно настоящему изобретению. 25 т/ч смешанного сырья (поток 1), которое состоит, главным образом, из 43,1 мас.% пропана и 56,9 мас.% бутана, включая незначительные количества метана, бутана и т.д., (поток 1) подают на стадию 1 реактора ароматизации 100, который использует "Катализатор А", описанный в примере 1. Реактор 100 первой стадии работает под давлением, равным примерно 1 атм, и при температуре 600 С, в то время как регенератор 200 стадии 1, который удаляет кокс, образующийся в реакторе 100, работает примерно при 730 С. Тепло, требующееся для реакционной стадии, обеспечивается горячей каталитической твердой смесью, которая предварительно нагревается в течение стадии регенерации. В реакторе 100 достигается почти полная конверсия бутана и 98% конверсия пропана. Выходящий поток 3 а из реактора затем смешивается с выходящим потоком из реактора 300 второй стадии (поток 3b), который описан ниже. Объединенный выходящий поток из обеих реакторных стадий (поток 4) затем подают в систему разделения,где неконвертированные реагенты и легкие углеводороды, которые состоят, главным образом, из этана и некоторых других углеводородов, которые могут включать этилен, пропан, пропилен, метан, бутан и некоторое количество водорода, используются в качестве сырья (поток 2) для реактора ароматизации 300 стадии 2, который использует "Катализатор А", описанный выше. Реактор 300 второй стадии работает под давлением, равным примерно 1 атм, и при температуре примерно 620 С, в то время как регенератор 400, который удаляет кокс, образующийся в реакторе, работает при температуре примерно 730 С. Тепло, требующееся для реакционной стадии, обеспечивается горячей каталитической твердой смесью, которая предварительно нагревается в течение стадии регенерации. Реактор 300 второй стадии конвертирует почти половину подаваемого в него этана, как было в случае эксплуатационного испытания 3 в табл. 1 выше. Выходящий поток из реактора 300 второй стадии(поток 3b) смешивается с выходящим потоком из реактора 100 первой стадии, как описано выше. Как стадия-1, так и стадия-2 системы реактора ароматизации использует конструкцию циклического неподвижного слоя. Среднюю конверсию за один цикл для смешанного сырья получают из совокупной конверсии пропана и бутана (сырья) в ходе обеих стадий и вычисляют, что она составляет 99,95%. Жидкие продукты разделяют в последовательности из трех следующих друг за другом колонн, получая разделенные жидкие продукты, как показано на фиг. 2. Выходы продуктов суммируются в табл. 2 ниже. Данный двухстадийный режим работы дает примерно 8,1 т/ч бензола (из колонны 600 посредством потока 10), 5,6 т/ч толуола (из колонны 700 посредством потока 11) и 1,2 т/ч ксилолов (из колонны 800 посредством потока 12), в результате давая полный выход бензольно-толуольно-ксилольной фракции, равный 59,7 мас.%, и полный выход жидкой фракции, равный 71,1 мас.%, относительно смешанного сырья. Количество нежелательного топливного газа (поток 8 из парожидкостного сепаратора 500) равно 7,1 т/ч, что составляет примерно 28,6 мас.% от количества смешанного сырья. 2.3. Сравнение конфигураций способов. Табл. 2 ниже показывает сравнение эксплуатационных характеристик системы для одностадийного и двухстадийного способов. Способы сравниваются для условий, приводящих к постоянной полной конверсии сырья. Из табл. 2 очевидно, что двухстадийный технологический режим приводит к лучшим выходам продукта по бензолу, толуолу, смешанным ксилолам и С 9+ жидкостям с более низким количеством нежелательного топливного газа по сравнению с одностадийным способом. Примечание. Все выходы выражены в виде отношения тонн продукта на тонну смешанного сырья, поступающего в процесс в целом, выраженного в процентах. Среднюю конверсию за цикл для двухстадийного способа рассчитывают как(общая конверсия пропанамол. доля пропана в смешанном сырье)+(общая конверсия бутанамол. доля бутана в смешанном сырье). Пример 3. В данном примере результаты лабораторных тестов используются для представления одностадийного способа ароматизации относительно двухстадийного способа, использующего такой же катализатор в каждой стадии, причем температура второй стадии была выше температуры первой стадии. Для моделирования способа, в котором повторно используется неконвертированный продукт, исходное сырье,содержащее низшие алканы, из данного примера состоит из 31,6 мас.% этана, 29,5 мас.% пропана и 38,9 мас.% н-бутана. Свежие 15 см 3 загрузки катализатора А (приготовленного, как описано в примере 1) подвергали эксплуатационным испытаниям, как описано ниже. Эксплуатационное испытание 4 проводили при условиях, которые можно было бы использовать для одностадийного способа ароматизации со смешанным этан/пропан/бутановым сырьем. Эксплуатационное испытание 5 проводили при условиях, которые можно было бы использовать для первой стадии двухстадийного способа ароматизации со смешанным этан/пропан/бутановым сырьем. Эксплуатационное испытание 3 (описанное в примере 1) проводили при условиях, которые можно было бы использовать для второй стадии двухстадийного способа ароматизации согласно настоящему изобретению. Эксплуатационное испытание 4 проводили таким же образом и при таких же условиях, как при эксплуатационном испытании 1 (описанном в примере 1) за исключением того, что сырье для эксплуатационного испытания 4 состояло из 31,6 мас.% этана, 29,5 мас.% пропана и 38,9 мас.% н-бутана. Эксплуатационное испытание 5 проводили таким же образом и при таких же условиях, как при эксплуатационном испытании 2 (описанном в примере 1), за исключением того, что сырье для эксплуатационного испытания 5 состояло из 31,6 мас.% этана, 29,5 мас.% пропана и 38,9 мас.% н-бутана. В табл. 3 перечислены результаты онлайн газохроматографического анализа потоков общего продукта из эксплуатационных испытаний 4, 5 и 3. Исходя из данных по составу, полученных из газохроматографического анализа, рассчитывали конверсии исходного этана, пропана, н-бутана и общую конверсию согласно формулам, приведенным в примере 1 выше. Таблица 3 Отрицательное значение, записанное для % конверсии этана в табл. 3 для эксплуатационного испытания 5, показывает, что количество этана, получаемого в качестве побочного продукта конверсии пропана и/или бутана, превышает количество этана, превращенного в данном испытании. Тем не менее, из табл. 3 можно заметить, что одностадийный способ давал 49,57 мас.% суммарных ароматических соединений из заданного этан/пропан/н-бутанового исходного сырья, в то время как двухстадийный способ давал 53,20 мас.% суммарных ароматических соединений, исходя из 100 мас.% общего сырья для стадии 1, после чего следовала стадия 2, которое подают с этаном из стадии 1. В действительной двухстадийной операции является вероятным, что сырье для стадии 2 включает все неароматические соединения с выхода со стадии 1, за исключением топливного газа (метана и водорода). Данные неароматические соединения включают не только этан, но также этилен, пропилен и т.д., что вероятно увеличивает общий выход ароматических соединений до величины слегка большей, чем 54 мас.%, исходя из 100 мас.% общего сырья, подаваемого на стадию 1. Пример 4. Сравнения конфигураций способов. 4.1. Одностадийный способ (сравнения). Фиг. 1 представляет собой общую блок-схему, которая иллюстрирует схему способа получения ароматических соединений (бензола и высших ароматических соединений) из сырья, содержащего 43,1 мас.% пропана и 56,9 мас.% бутана, с использованием одностадийного процесса, включающего в себя реактор-регенератор. 25 т/ч смешанного сырья (поток 1), которое состоит, главным образом, из 43,1 мас.% пропана и 56,9 мас.% бутана (включая незначительные количества метана, бутана и т.д.), смешивают с рециркулирующим потоком 2, который состоит, главным образом, из этана и других углеводородов, возможно включающих, но не ограничиваясь этим, этилен, пропан, пропилен, метан, бутан и некоторое количество водорода. Общий сырьевой поток 3 теперь вводят в одностадийный реактор ароматизации 100. Система реактора ароматизации может представлять собой конструкцию псевдоожиженного слоя, подвижного слоя или циклического неподвижного слоя. В данном случае используется конструкция циклического неподвижного слоя. Система реактора использует "Катализатор А", описанный ранее. Неконвертированные реагенты, а также продукты, выходят из реактора 100 посредством потока 4 и их подают в систему разделения. Неконвертированные реагенты и легкие углеводороды направляют на повторное использование в поток 2 для реактора 100, в то время как система разделения дает топливный газ (преимущественно метан и водород в поток 8 из парожидкостного сепаратора 200), С 9+ жидкие продукты и бензол,толуол и ксилол (бензольно-толуольно-ксилольную фракцию). Реактор 100 работает под давлением примерно 1 атм и при температуре 675 С, в то время как регенератор 300, который удаляет кокс, образующийся в реакторе 100, работает при температуре примерно 730 С. Тепло (9), требующееся для реакционной стадии, обеспечивается горячей каталитической твердой смесью, которая предварительно нагревается в течение стадии регенерации. В стадии регенерации катализатор, содержащий кокс, протекает посредством потока 5 в регенератор 300 и подается десорбирующий газ. Регенерированный катализатор течет обратно в реактор 100 посредством потока 6, а десорбирующий газ выходит из регенератора 300 посредством потока 7. В реакторе 100 достигается почти полная конверсия пропана и бутана (более чем 99%). Средняя конверсия смешанного сырья за один цикл составляет 99,74%. Жидкие продукты разделяются в последовательности из трех следующих друг за другом колонн с получением разделенных жидких продуктов, как показано на фиг. 1. Выходы продуктов суммируются в табл. 10 ниже. Данный одностадийный режим работы дает примерно 8,8 т/ч бензола (из колонны 400 посредством потока 10), 3,7 т/ч толуола (из колонны 500 посредством потока 11) и 0,5 т/ч смешанных ксилолов (из колонны 600 посредством потока 12), в результате давая полный выход бензольно-толуольно-ксилольной фракции, равный 52,1 мас.%, полный выход жидкой фракции, равный 64,5 мас.% относительно смешанного сырья. Количество топливного газа (поток 8) равно 8,8 т/ч, что составляет примерно 35,3 мас.% от количества смешанного сырья. 4.2. Двухстадийный способ. Фиг. 3 представляет собой общую блок-схему получения ароматических соединений (бензола и высших ароматических соединений) из сырья, содержащего 43,1 мас.% пропана и 56,9 мас.% бутана, с использованием двухстадийной системы реактор-регенератор согласно настоящему изобретению. 25 т/ч свежего смешанного сырья (поток 1), которое состоит, главным образом, из 43,1 мас.% пропана и 56,9 мас.% бутана, включая незначительные количества метана, бутана и т.д., смешивают с частью рециркулирующего потока (2b), так что объединенный смешанный поток (1b) содержит примерно 31,6 мас.% этана, 29,5 мас.% пропана и 38,9 мас.% бутана, включая незначительные количества метана,бутана. Затем объединенный смешанный поток (1b) подают на стадию 1 реактора ароматизации 100, который использует "Катализатор А", описанный в примере 3 выше. Реактор 100 первой стадии работает под давлением примерно 1 атм и при температуре 600 С, в то время как регенератор 200 стадии 1, который удаляет кокс, образующийся в реакторе 100, работает при температуре примерно 730 С. Тепло, требующееся для реакционной стадии, обеспечивается горячей каталитической твердой смесью, которая предварительно нагревается в течение стадии регенерации. В реакторе 100 достигается почти полная конверсия бутана и 98% конверсия пропана. Выходящий поток 3 а из реактора затем смешивается с выходящим потоком из реактора 300 второй стадии (поток 3b), который описан ниже. Объединенный выходящий поток из обеих реакторных стадий (поток 4) затем подают в систему разделения, где неконвертированные реагенты и легкие углеводороды, которые состоят, главным образом, из этана и некоторых других углеводородов, которые могут включать этилен, пропан, пропилен, метан, бутан и некоторое количество водорода, формируют основной рециркулирующий поток (поток 2). Данный поток затем разделяют на две части, так что примерно 48 мас.% данного рециркулирующего потока используют в качестве сырья (поток 2 а) для реактора ароматизации 300 стадии 2, который использует "Катализатор А", описанный выше. Остающиеся 52% рециркулирующего потока (2b) объединяют с первичным смешанным сырьем (поток 1), формируя сырьевой поток для реактора первой стадии (поток 1b), описанного ранее. Реактор 300 второй стадии работает под давлением примерно 1 атм и при температуре примерно 620 С, в то время как регенератор 400, который удаляет кокс, образующийся в реакторе, работает при температуре примерно 730 С. Тепло, требующееся для реакционной стадии, обеспечивается горячей ка- 11022493 талитической твердой смесью, которая предварительно нагревается в течение стадии регенерации. Реактор 300 второй стадии конвертирует почти половину подаваемого в него этана, как было в случае эксплуатационного испытания 3 в табл. 3 выше. Выходящий поток из реактора 300 второй стадии (поток 3b) смешивается с выходящим потоком из реактора 100 первой стадии, как описано выше. Как стадия 1, так и стадия 2 системы реактора ароматизации использует конструкцию циклического неподвижного слоя. Среднюю конверсию за один цикл для смешанного сырья получают из совокупной конверсии пропана и бутана (сырья) в ходе обеих стадий и вычисляют, что она составляет 98,95%. Жидкие продукты разделяют в последовательности из трех следующих друг за другом колонн с получением разделенных жидких продуктов, как показано на фиг. 3. Выходы продуктов суммируются в табл. 4 ниже. Данный двухстадийный режим работы дает примерно 8,7 т/ч бензола (из колонны 600 посредством потока 10),5,9 т/ч толуола (из колонны 700 посредством потока 11) и 1,3 т/ч ксилолов (из колонны 800 посредством потока 12), в результате давая полный выход бензольно-толуольно-ксилольной фракции, равный 63,4 мас.% и полный выход жидкой фракции, равный 72,8 мас.%, относительно смешанного сырья. Количество нежелательного топливного газа (поток 8 из парожидкостного сепаратора 500) равно 6,7 т/ч, что составляет примерно 26,9 мас.% от количества смешанного сырья. 4.3. Сравнение конфигураций способов. Табл. 4 ниже показывает сравнение эксплуатационных характеристик системы для одностадийного и двухстадийного способов. Способы сравниваются для условий, приводящих к постоянной полной конверсии сырья. Из табл. 4 очевидно, что двухстадийный технологический режим приводит к лучшим выходам продукта по бензолу, толуолу, смешанным ксилолам и С 9+ жидкостям с более низким количеством нежелательного топливного газа по сравнению с одностадийным способом. Более того, при сравнении двухстадийных способов из табл. 2 и 4 очевидно, что одновременная подача этана вместе со смешанным пропан/бутановым сырьем, как показано в табл. 4, приводит к увеличенным выходам бензольнотолуольно-ксилольной фракции, С 9+ жидкостей с более низким количеством нежелательного топливного газа. Примечание. В реактор стадии 1 одновременно подают этан посредством рециркулирующего потока. Все выходы выражены в виде отношения тонн продукта на тонну смешанного сырья, поступающего в процесс в целом, выраженного в процентах. Среднюю конверсию за цикл для двухстадийного процесса рассчитывают как(общая конверсия пропанамол. доля пропана в смешанном сырье)+(общая конверсия бутанамол. доля бутана в смешанном сырье). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ конверсии бутана и/или пропана в ароматические соединения, который включает сначала взаимодействие бутанового и/или пропанового сырья в присутствии катализатора ароматизации в реакционных условиях первой стадии, которые делают максимальной конверсию пропана и/или бутана в ароматические реакционные продукты первой стадии и которые включают в себя температуру от 400 до 650 С, отделение этана, полученного в реакции ароматизации первой стадии, от ароматических реакционных продуктов первой стадии, взаимодействие этана в присутствии катализатора ароматизации в реакционных условиях второй стадии, которые максимизируют конверсию этана в ароматические реакционные продукты второй стадии и которые включают в себя температуру от 450 до 680 С. 2. Способ по п.1, который дополнительно включает в себя отделение этана от ароматических реакционных продуктов второй стадии. 3. Способ по пп.1 и 2, в котором реакционные условия первой стадии включают температуру от 420 до 650 С. 4. Способ по пп.1-3, в котором реакционные условия второй стадии включают температуру от 450 до 660 С. 5. Способ по пп.1-4, в котором реакционные продукты первой стадии получают по меньшей мере в двух реакторах, расположенных параллельно. 6. Способ по пп.1-5, в котором реакционные продукты второй стадии получают по меньшей мере в двух реакторах, расположенных параллельно. 7. Способ по пп.1-6, в котором на первой или второй стадии или на обеих стадиях также получают топливный газ и его отделяют от ароматических реакционных продуктов и этана. 8. Способ по п.1, в котором по меньшей мере часть этана, полученного в реакции ароматизации на первой стадии, смешивают с пропановым и/или бутановым сырьем, подаваемым в реактор ароматизации первой стадии.
МПК / Метки
МПК: C07C 15/00
Метки: углеводороды, бутана, конверсии, способ, ароматические, пропана
Код ссылки
<a href="https://eas.patents.su/16-22493-sposob-konversii-propana-i-butana-v-aromaticheskie-uglevodorody.html" rel="bookmark" title="База патентов Евразийского Союза">Способ конверсии пропана и бутана в ароматические углеводороды</a>
Способ конверсии смесей низших алканов в ароматические углеводороды
Номер патента: 22457
Опубликовано: 29.01.2016
Авторы: Мадгавкар Аджай Мадхав, Ийер Махеш Вехкатараман, Лауритзен Анн Мари
МПК: C07C 15/00
Метки: конверсии, смесей, ароматические, способ, углеводороды, алканов, низших
Формула / Реферат:
1. Способ конверсии смеси низших алканов в ароматические соединения, который включает в себя первоначальное взаимодействие исходной смеси, включающей С2-С4 низшие алканы, содержащей, по меньшей мере, пропан и этан, в присутствии катализатора реакции ароматизации и в условиях реакции согласно первой ступени, которые способствуют максимальной конверсии пропана в ароматические продукты реакции согласно первой ступени; отделение этана от...
Способ конверсии этана или смешанных низших алканов в ароматические углеводороды
Номер патента: 18886
Опубликовано: 29.11.2013
Авторы: Мадгавкар Аджай Мадхав, Лауритзен Анн Мари
МПК: C07C 2/76, C07C 15/04, C07C 15/46...
Метки: алканов, способ, конверсии, этана, смешанных, ароматические, низших, углеводороды
Формула / Реферат:
1. Способ производства ароматических углеводородов, который включает в себя:a) разделение сырья, содержащего этан, или сырья, содержащего смесь низших алканов, на первый и второй потоки, содержащие этан или смесь низших алканов, где сырье, содержащее смесь низших алканов, представляет собой сырье, которое содержит алканы С2, С3, С4 и/или С5+;b) каталитический или термический крекинг первого потока, содержащего этан или смесь низших алканов, с...
Способ разделения продуктов дегидроциклодимеризации пропана и бутана
Номер патента: 8932
Опубликовано: 26.10.2007
Авторы: Фалькевич Генрих Семёнович, Виленский Леонид Михайлович, Иняева Галина Викторовна, Ростанин Николай Николаевич, Ростанина Елена Дмитриевна
МПК: C07C 15/00, C07C 7/12
Метки: разделения, бутана, способ, продуктов, пропана, дегидроциклодимеризации
Формула / Реферат:
Способ разделения продуктов дегидроциклодимеризации парафинов С3-С4, содержащих водород, метан, этан, пропан, бутан и ароматические углеводороды С6-C8, включающий частичную конденсацию компонентов С3+, их выделение хотя бы в одной зоне парожидкостной сепарации с получением жидкофазного потока, содержащего углеводороды С3, С4 и ароматические углеводороды, и парофазного потока, содержащего водород, метан и этан, а также углеводороды С3+, выделение...
Способ превращения природного газа в ароматические углеводороды с электрохимическим отделением водорода
Номер патента: 20384
Опубликовано: 30.10.2014
Авторы: Аренс Зебастиан, Вентинк Аннебарт Энгберт, Хайдеманн Томас, Панченко Александр, Коэльё Тцу Йоана
МПК: C01B 3/50, C07C 15/04, C07C 2/76...
Метки: электрохимическим, отделением, превращения, природного, способ, водорода, газа, углеводороды, ароматические
Формула / Реферат:
1. Способ превращения алифатических углеводородов с 1-4 С-атомами в ароматические углеводороды, который включает стадии:a) превращение исходного потока Е, который содержит как минимум один алифатический углеводород с 1-4 С-атомами, в присутствии катализатора при не окислительных условиях в продуктный поток Р, содержащий ароматические углеводороды и водород, иb) электрохимическое отделение как минимум части образовавшегося при превращении...
Способ превращения природного газа в ароматические углеводороды с электрохимическим отделением водорода и с получением электрического тока и водорода
Номер патента: 20383
Опубликовано: 30.10.2014
Авторы: Панченко Александр, Вентинк Аннебарт Энгберт, Хайдеманн Томас, Аренс Зебастиан, Кельхо Тсоу Жоана
МПК: C07C 7/144, C07C 15/04, C07C 2/76...
Метки: углеводороды, тока, способ, отделением, электрохимическим, получением, водорода, электрического, превращения, газа, ароматические, природного
Формула / Реферат:
1. Способ превращения алифатических углеводородов, содержащих 1-4 С-атома, в ароматические углеводороды, включающий следующие стадии:a) превращение исходного потока Е, который содержит как минимум один алифатический углеводород с 1-4 С-атомами, в присутствии катализатора при неокислительных условиях в продуктный поток Р, содержащий ароматические углеводороды и водород;b) электрохимическое отделение как минимум части образовавшегося при...
Предыдущий патент: Многослойный лист неорганического стекла и его применение
Следующий патент: Соединения хинолинамида в качестве положительных аллостерических модуляторов мускаринового рецептора m1
Случайный патент: Применение кальций-пептидной композиции для профилактики и/или лечения сахарного диабета ii типа