Композитная труба
Формула / Реферат
1. Композитная труба для применения при температурах свыше 700шС, состоящая по меньшей мере из одного коррозионно-устойчивого слоя и одного несущего элемента, отличающаяся тем, что коррозионно-устойчивый слой представляет собой сплав Cu-Al, содержащий 4-13% Al, с толщиной по меньшей мере 1 мм и несущий элемент представляет собой сплав на основе Fe, Ni или Со толщиной 1-15 мм.
2. Композитная труба по п.1, отличающаяся тем, что коррозионно-устойчивый слой расположен на внутренней стороне и/или на внешней стороне несущего элемента.
3. Композитная труба по п.1, отличающаяся тем, что коррозионно-устойчивый слой металлургически связан по меньшей мере с частью контактной поверхности предпочтительно по меньшей мере с 60% контактной поверхности несущего элемента.
4. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что Cu-Al сплав состоит из, вес.%:

баланс Cu и традиционные легирующие добавки и примеси.
5. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что сплав Cu-Al содержит 6-8% Al.
6. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что труба имеет внешний диаметр 10-400 мм, предпочтительно 35-200 мм.
7. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что труба имеет общую толщину стенки 2-20 мм.
8. Способ получения композитной трубы по любому из предыдущих пунктов, отличающийся тем, что обеспечивается несущая труба и коррозионно-устойчивая труба наносится на несущую трубу посредством сварочного плакирования.
9. Применение композитной трубы по любому из пп.1-7 в качестве конструктивного материала в средах, где активность углерода составляет около 1 или выше, для ингибирования металлического пылеобразования, цементации и/или коксования.
10. Применение по п.9, отличающееся тем, что коррозионно-устойчивый слой расположен наиболее близко к среде, где активность углерода составляет около 1 или выше.

Текст
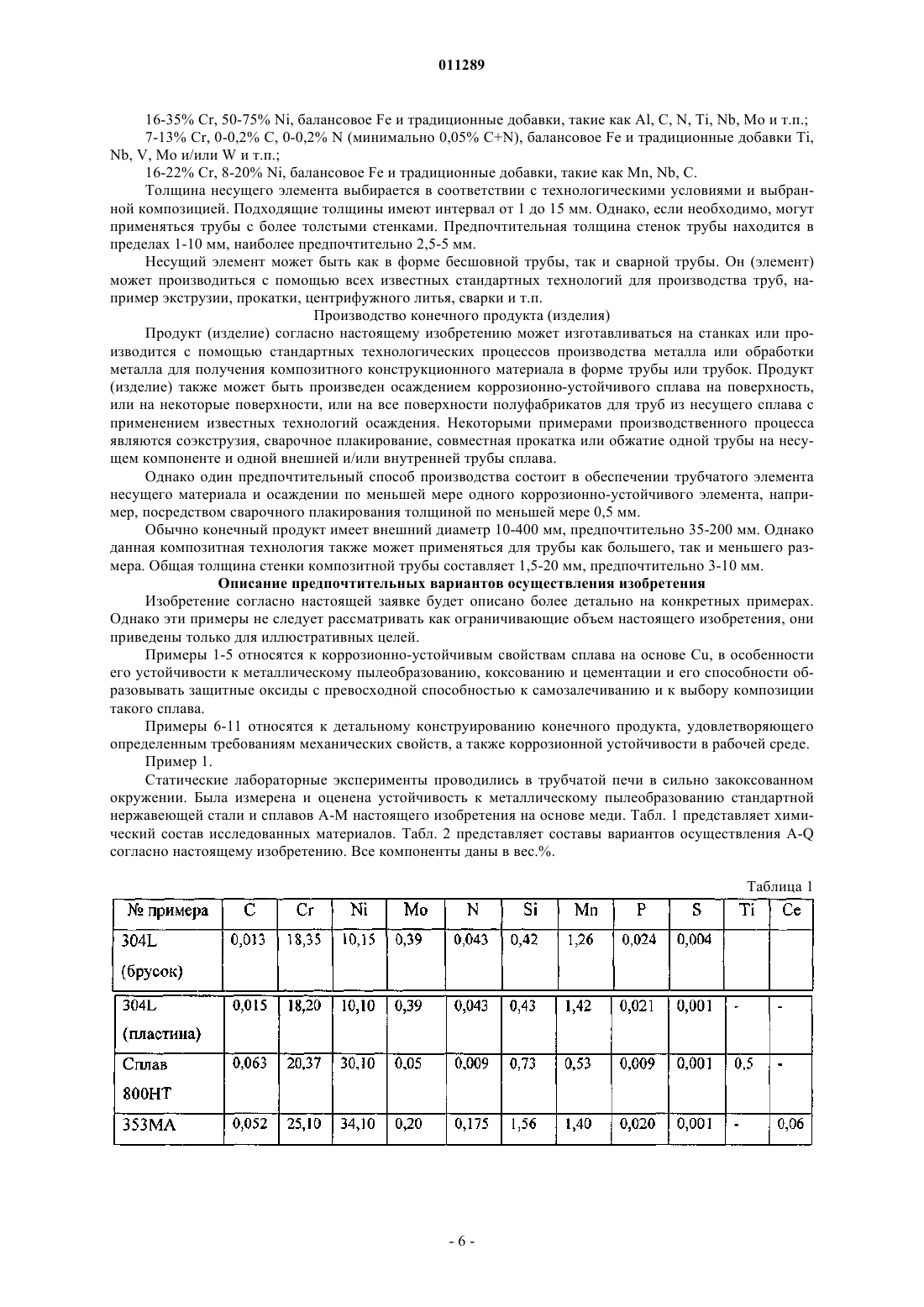
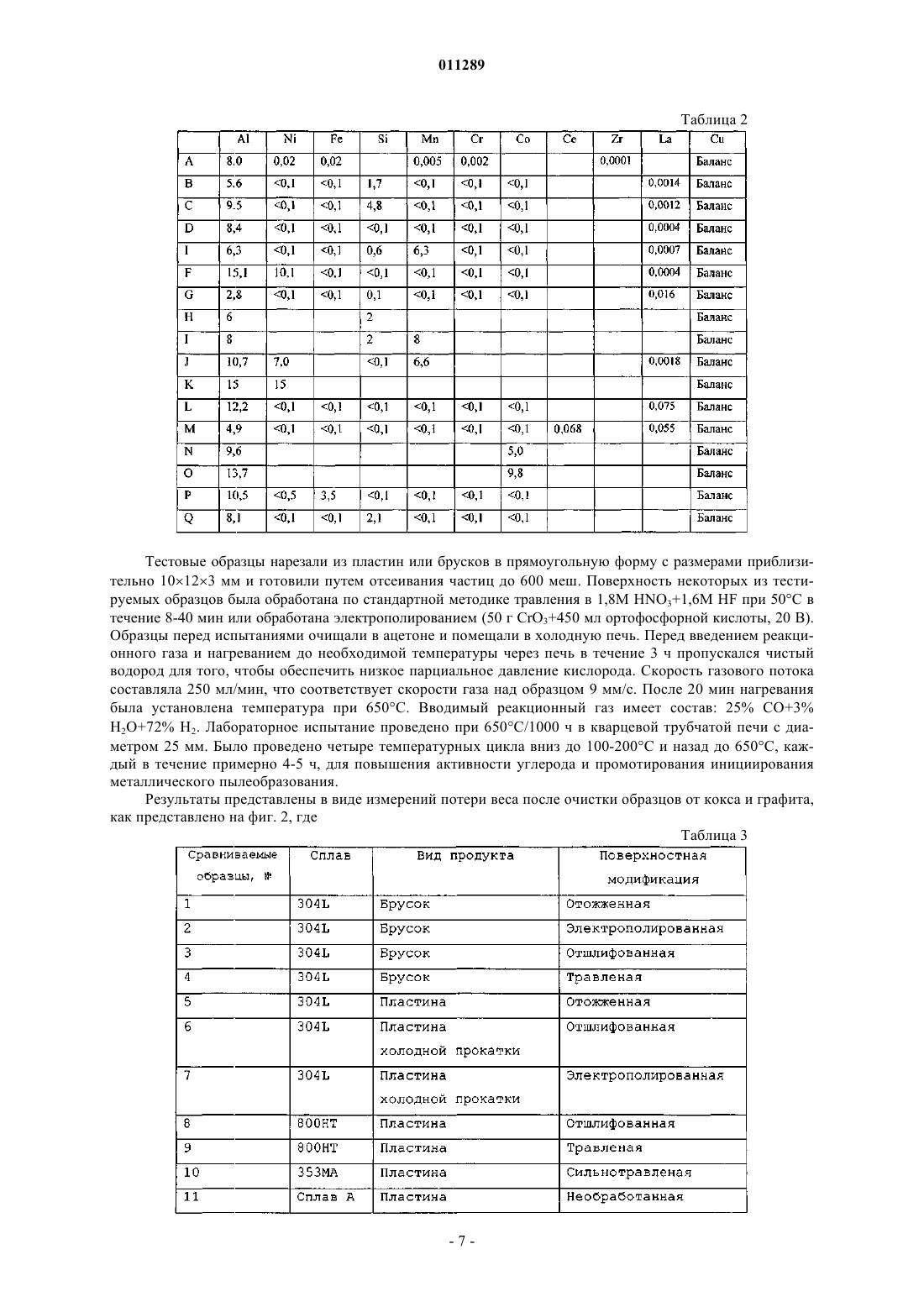
011289 Настоящее изобретение относится к композитной трубе, включающей по меньшей мере один коррозионно-устойчивый элемент и несущий элемент. Коррозионно-устойчивым элементом является сплав на основе Cu-Al с минимальной толщиной 0,5 мм. Более конкретно, изобретение относится к композитной трубе, которая применяется в среде с высоким риском металлического пылеобразования, коксования и цементации. Дополнительно, изобретение относится к производству таких труб и способу ингибирования металлического пылеобразования в среде, где активность углерода составляет 1 или выше. Предпосылки изобретения и уровень техники Развитие процессов реформинга в нефтехимической промышленности за последние годы привело к значительным усовершенствованиям эффективности процесса. Однако было установлено, что новые разработанные катализаторы чувствительны к отравлению серой и быстро дезактивируются водой. Поэтому были разработаны способы снижения содержания серы и воды. Однако условия с низким содержанием серы и воды привели к коксообразованию и закупорке внутри реакторной системы. Этот эффект, как было установлено позже, имеет обратное действие в жесткой форме разрушающего воздействия на металлические конструкционные материалы, которое отрицательно влияет на части оборудования, такие как, например, печные трубы, трубки, стенки реактора, сокращая срок службы целого завода. Такой разрушающий металлы механизм был известен уже в 1940-е годы как так называемое "металлическое пылеобразование". Известно, что процесс металлического пылеобразования замедляется (ингибируется) в присутствии серы в углеродсодержащих газах. Возросшие требования к охране окружающей среды и требования для новых разработанных катализаторов требуют снижения содержания серы, что приводит к нежелательному увеличению металлического пылеобразования. Металлическое пылеобразование является формой катастрофической цементации, при которой металл быстро разрушается в кокс и чистый металл или в другие виды обогащенных металлом продуктов реакции. В данном описании металлическое пылеобразование определяется как процесс, в котором на металл или сплав воздействуют газы с высоким содержанием углерода и развивается коррозия с образованием смеси кокс/углерод и частиц, обогащенных металлом. Металлическое пылеобразование обычно происходит в газах, которые вначале перенасыщены по отношению к углероду, т.е. имеющих активность углерода больше единицы. Продукты коррозии металлического пылеобразования представляют собой соединения, обогащенные металлом, и соединения, обогащенные углеродом. Соединения, обогащенные углеродом, обычно находятся в форме кокса, т.е. твердого углеродистого осадка, который может содержать различные концентрации, например водорода, азота, кислорода. Соединения, обогащенные металлом, могут различаться в зависимости от, например, содержания кислорода в системе и композиции сплава, а также от рабочих температуры и давления. Типичными соединениями, обогащенными металлом, являются карбиды металлов, металлические сплавы с растворенным углеродом и оксидами металлов, являющихся компонентами сплава. Металлическое пылеобразование происходит обычно, когда снижается температура, при которой углеродсодержащие газы находятся в состоянии равновесия или около него. Часто такое состояние равновесия достигается при помощи катализаторов, и это означает, что при первоначальном равновесии скорости газофазных реакций являются низкими. Во время охлаждения газы не способны к достижению равновесия из-за медленной кинетики, и, как следствие, газы сильно закоксовываются. В большинстве областей применения, где возникает проблема металлического пылеобразования, например в процессах конверсии водяным паром, газ охлаждают для того, чтобы сохранить достигнутое равновесие при высокой температуре над катализатором. Обязательным признаком такого процесса является протекание металлического пылеобразования, и невозможно провести процесс так, чтобы избежать металлического пылеобразования, цементации или коксования. Согласно P. Szakalos, "Mechanism of metal dusting onstainless steel", Licenciate, тезисы, 2002, ISBN 91-7283-260-6, металлическое пылеобразование, вероятно,происходит в тех компонентах, где охлаждается газ, таких как паровой котел, пароперегреватель и теплообменные преобразовательные блоки. Температурный диапазон, в котором происходит металлическое пылеобразование, составляет 400-800 С. Даже в случаях, где металлическое пылеобразование не происходит, каталитическая активность металлических компонентов на поверхности вызывает нежелательные изменения состава в газовом продукте во время охлаждения. Такая каталитическая активность может присутствовать не только в металлических поверхностях, но также у некоторых оксидов, образованных на металлических поверхностях, например оксидов типа шпинели (Fe, Ni, Mn, Cr)3O4, а также в цементированных поверхностях. Атомизированные частицы металла, полученные при металлическом пылеобразовании, могут переноситься с технологическим газом, накапливаться под действием нисходящего потока на различных частях реактора и, в целом, в реакторной системе, давать метастазы металлического коксования, которые могут заблокировать и также потенциально испортить катализатор. В целом, принимается во внимание, что металлическое пылеобразование представляет серьезную проблему при производстве водорода и синтез-газа (смеси Н 2/СО). На этих заводах метан и различные другие высшие углеводороды преобразовывают или частично окисляют для получения в различных количествах водорода и монооксида углерода, которые применяются в производстве других высокомоле-1 011289 кулярных органических соединений. Повышенные реакционные и отводящие тепло эффективности процессов неизбежно ведут к тому, что рабочее оборудование находится в условиях, благоприятных для металлического пылеобразования. Необходимость увеличения отвода тепла в процессах синтеза аммиака приводит к проблемам металлического пылеобразования в секции отвода тепла системы реформинга, так же, как и в самой печи реформинга. Металлическое пылеобразование является также проблемой заводов прямого восстановления железа из руды, где реформинговый метан сушится и повторно нагревается для увеличения восстановительных свойств. Металлическое пылеобразование происходит в конверторе, нагревателе синтезгаза и в трубках верхнего потока восстановления руды. Нефтеперерабатывающие заводы сталкиваются с металлическим пылеобразованием в процессах, включающих гидродеалкилирование, и в узлах систем каталитической регенерации в процессах платформинга. Другие процессы, в которых происходит металлическое пылеобразование, представляют атомные станции, в которых применяется диоксид углерода для охлаждения оборудования, на контурах оборотного газа в элементах газификации угля, в огневых подогревателях при переработке углеводородов при повышенных температурах, в доменных печах для выплавки железа, в сталепрокатных цехах и топливных элементах, с применением расплавленных солей и углеводородов. В последние годы подчеркивалось, что технологические разработки для синтеза и реформинга делают возможным коммерческое использование труднодоступных запасов так называемых трудно извлекаемых газов. Ступенчатый синтез, основанный на дальнейшей разработке процесса Фишера-Тропша,потребует применения достаточно неблагоприятных вызывающих металлическое пылеобразование композиций синтез-газа с более низким отношением пар/углерод и более высоким отношением СО/СО 2, которые будут являться причиной неблагоприятного металлического пылеобразования. Однако из-за недостатка материалов, которые оказывают заметное сопротивление металлическому пылеобразованию,сделаны только маленькие шаги в разработке этого направления. Современное решение проблемы обеспечения защиты от металлического пылеобразования и уменьшения образования кокса состоит в применении перспективных сплавов на основе кобальта, никеля или железа с высоким содержанием хрома и определенных добавок алюминия. Испытаны некоторые способы модификации поверхности, которые основаны на методиках диффузионного покрытия или покрытия посредством сварочного плакирования, лазерного ядерного синтеза, химического осаждения из паровой фазы (CVD), физического осаждения из паровой фазы (PVD) или напыления. Многие из этих способов включают применение элементов на основе переходных металлов, таких как железо, никель и кобальт, которые, однако, известны своими каталитическими свойствами в отношении промотирования образования кокса. Известно, что такие металлы, как Cu и Sn, устойчивы или невосприимчивы к цементации и образованию кокса и не обладают каталитической активностью к углеродсодержащим газам. Sn имеет слишком низкую температуру плавления, которая не позволяет применять его выше 300 С. Cu при рабочих температурах выше 400 С представляет собой мягкий металл, подверженный значительной эрозии, если подвергается действию потоков газа с высокими скоростями или газов, содержащих твердые частицы и/или жидкости в виде капель и аэрозолей. Когда металлы, такие как медь и олово, которые имеют высокое давление паров при температурах выше 500 С, присутствуют на поверхности металла, они могут испаряться и перемещаться в реакционную систему, приводя к загрязнению, например, конструкционного материала, реакционных жидкостей и катализаторов, а также к уменьшению толщины защитного материала. Существуют методики покрытия конструкционных материалов тонкими слоями устойчивых или невосприимчивых металлов или металлов, устойчивых к образованию кокса, таких как Cu, Sn, и они описаны в US-A-5863418, ЕР-А-0903424 и WO 03014263 A1. Такие тонкие слои, приблизительно 200 мкм толщиной, будут расходоваться вследствие потери металла из-за эрозии и испарения, а также из-за реакции с субстратом конструкционного материала, приводя к недостаточному сроку службы при температурах выше примерно 500 С. Периодическое повторное покрытие поверхности, подвергнутой воздействию коррозионно-активных газов, требует или разборки оборудования, задействованного в процессе, или очистки покрываемых поверхностей, а затем нанесения покрытия или очистки повторного покрытия на поверхность оборудования, задействованного в процессе. Первый способ требует длительных периодов прекращения работы, второй - дорогостоящей реконструкции и разработки, на сегодняшний день не существует способов для in situ очистки и последующего нанесения покрытия, так же, как для контроля целостности полученных покрытий. Следовательно, периодическое повторное нанесение тонких покрытий является нетехнологичным и экономически невыгодным. Альтернативный способ для создания твердых элементов на основе меди, на который ссылаются в монографии ("The aluminium bronzes"), Macken P.J., Smith A.A. Copper development ASSN., 55 South Ardleystreet, Лондон W.I, вторая публикация 1966, CDA pub.31, p.263, 1966, не может быть выбран для температур выше приблизительно 500 С для деталей, обеспечивающих герметичность, или деталей, которые каким-либо иным образом должны поддерживать структурную целостность в течение всего срока экс-2 011289 плуатации, из-за недостаточной механической прочности сплавов меди выше 400-500 С. Применение таких временных решений, следовательно, не снимает превалирующего в настоящий момент ощущения неопределенности вокруг принципов эксплуатации, таких как предсказуемость поддержания стоимости и рисков вторичного повреждения, связанных с внезапным началом металлического пылеобразования на оборудовании или повышением каталитической активности конструкционных материалов со временем. В частности, такие решения, отличающиеся нанесением тонких покрытий на несущие элементы или конструкционные материалы, недолговечны и существенно отличаются в этом отношении от настоящего решения. Следовательно, первая цель изобретения состоит в том, чтобы предложить продукт, устойчивый к металлическому пылеобразованию, цементации и коксованию, в частности, в среде, где активность углерода близка к 1 или выше. Вторая цель изобретения состоит в том, чтобы предложить продукт, который способен выдержать механические нагрузки как при низких, так и высоких температурах, например по меньшей мере до 1000 С; а также является устойчивым к потере материала в результате эрозии и изнашивания под действием, например, высоких скоростей газа и суспендированных частиц в реакционном газовом потоке. Дальнейшая цель изобретения состоит в том, чтобы предложить продукт с предписанным длительным сроком эксплуатации в определенной среде, в течение которого он будет оставаться устойчивым к металлическому пылеобразованию. Дополнительно, цель изобретения состоит в том, чтобы предложить продукт с приемлемой стоимостью. Другая цель изобретения состоит в том, чтобы предложить продукт, который имеет одну или более поверхностей, которые не являются каталитически активными в отношении образования твердого кокса или каталитического изменения направлений или равновесия газофазной реакции в среде, обогащенной углеродом. Еще одна цель изобретения - производство такого продукта. Сущность изобретения В настоящее время обнаружено, что трубчатый композитный элемент, состоящий из по меньшей мере одного слоя коррозионно-устойчивого элемента и одного слоя несущего элемента, может удовлетворять вышеизложенным требованиям. Коррозионно-устойчивый элемент состоит из сплава на основе Cu, включающего Al. Он имеет толщину стенки по меньшей мере 0,5 мм. Несущий элемент является сплавом на основе Fe, Ni или Со, имеющего минимальную толщину стенки по меньшей мере 1 мм, предпочтительно по меньшей мере 2,5 мм. Коррозионно-устойчивый элемент может располагаться на внутренней стороне несущего элемента,а также на внешней стороне. Согласно одному варианту осуществления изобретения коррозионно-устойчивый элемент находится на внутренней стороне несущего элемента, а другой коррозионно-устойчивый элемент находится на внешней стороне. Краткое описание фигур Фиг. 1 показывает теоретический профиль диффузии для Cu и Al после 4 лет выдержки при 750 СCu - 8% Al пленки с начальной толщиной 200 мкм. Фиг. 2 показывает диаграмму потери веса несколькими сравниваемыми образцами и один пример настоящего изобретения после выдержки при 650 С за период времени 1000 ч (4 цикла (RT в 25 СО+3 Н 2 О+Н 2. Фиг. 3 показывает изменение веса при окислении при выдержке на воздухе при 850 С семи различных коррозионно-стойких сплавов на основе Cu-Al. Фиг. 4 показывает парциальное давление молекул СО с различным изотопным составом в печи, содержащей образец сплава Q, при 650 С. Фиг. 5 показывает парциальное давление молекул СО с различным изотопным составом в пустой печи при 650 С. Фиг. 6 показывает часть фазовой диаграммы Cu-Ni-Al, рассчитанной с помощью программы Thermocalc,при содержании Al - 8 вес.%, где 1 - жидкость, 2 - AlNi, 3 - фаза с гранецентрированной кубической решеткой (FCC), 4 - фаза с объемно-центрированной кубической решеткой (ВСС). Фиг. 7 показывает растворимость углерода (г углерод/г сплава) в сплаве с 4 вес.% Al и различным соотношением Cu-Ni при 750 С. Детальное описание изобретения Композитная труба согласно изобретению составлена из по меньшей мере двух различных элементов с различными составами, как описано далее. Различные элементы должны удовлетворять различным требованиям: первый элемент - это несущий элемент, который обеспечивает механическую устойчивость при требуемых в процессе температуре и давлении. Поверхности, подвергающиеся металлическому пылеобразованию, цементации и коксованию, покрываются слоями коррозионно-устойчивого элемента значительной толщины. Коррозионно-устойчивый элемент Поверхности продукта (изделия), которые подвергаются металлическому пылеобразованию, цемен-3 011289 тации и коксованию, следует покрывать слоями коррозионно-устойчивого элемента. Он может находиться на внутренней стороне несущего элемента, на внешней стороне или как на внутренней стороне,так и на внешней стороне. Коррозионно-устойчивый элемент может быть связан с несущим элементом механически или металлургически. Однако согласно одному предпочтительному варианту осуществления изобретения коррозионно-устойчивый элемент, по меньшей мере, частично связан с поверхностью несущего элемента металлургически, например на 60-100%, предпочтительно на 75-100%. Металлургическая связь дает структурную целостность всего изделия и хорошую теплопроводность через стенки продукта (изделия). Толщина коррозионно-устойчивого элемента составляет по меньшей мере 0,5 мм. Однако необходимая толщина определяется потерями материала в результате испарения, окисления и эрозии, а также диффузией в несущий компонент и диффузией элемента из несущего компонента в коррозионно-устойчивый сплав. Диффузионный процесс, который иллюстрируется на фиг. 1, приводит к постепенному ухудшению антикоррозионных свойств продукта (изделия), если толщина коррозионно-устойчивого сплава слишком маленькая и происходит увеличение каталитической активности поверхности вследствие диффузии элементов, таких как Fe, Ni, Mn, из несущего элемента в коррозионно-устойчивый сплав. Следовательно, если продукт предназначен для применения в течение более длительного периода времени при температурах выше 700 С, толщина коррозионно-устойчивого сплава должна быть по меньшей мере 1 мм. При наличии других ухудшающих механизмов, таких как испарение меди и эрозия,даже при температурах 450-700 С минимальная толщина должна составлять 1 мм. В отсутствие таких механизмов при температурах ниже 650 С можно ограничиться толщиной 0,5 мм. Обычно толщина коррозионно-устойчивого элемента не должна превышать 5 мм. Предпочтительно толщина должна составлять 2 мм или меньше. Коррозионно-устойчивый элемент образуется сплавом на основе Cu-Al со следующей композицией(в вес.%): Al: 2-20 вес.%, предпочтительно 4-9 вес.%, более предпочтительно 6-8 вес.%. Сплав может содержать дополнительные элементы, для того чтобы оптимизировать устойчивость к окислению или технологичность: Si0-6 вес.%, предпочтительно 0,05-5 вес.%, более предпочтительно 0,5-3 вес.%, наиболее предпочтительно 0,5-2 вес.%. Суммарное содержание Fe, Ni, Co, Mn: 0-20 вес.%. Для оптимальной защиты от металлического пылеобразования суммарное содержание Fe+Ni+Co+Mn должно быть меньше 6,0 вес.% и количество любого из этих элементов должно быть менее 4,0 вес.%. Более предпочтительно суммарное содержание Fe+Ni+Co+Mn составляет меньше 1,0 вес.%. Действие легирующих элементов будет описано более детально. Алюминий Алюминий является необходимым компонентом сплава из-за его способности образовывать защитный слой оксида алюминия на поверхности сплава в температурном интервале от 300 до 1300 С даже в среде, которая содержит только примесные количества кислорода. Алюминий может добавляться в количествах до примерно 9 вес.%, что не приводит к заметным ухудшениям механических свойств. По оценкам, этот уровень достаточен, чтобы достигнуть необходимой коррозионной устойчивости в большинстве рассматриваемых областей применения. При необходимости можно применять более высокие уровни содержания Al, но в этих случаях способность сплава к холодной формовке ограниченна. Однако такие содержания могут быть применены, например, в секциях горячей экструзии, таких как круглые трубы, горячекатаные полосы или пластины. Алюминий следует добавлять в количествах 20 вес.%, предпочтительно до 13 вес.%, наиболее предпочтительно до 9 вес.%, но не меньше чем 2 вес.%, предпочтительно не меньше чем 4 вес.%. Кремний Кремний может применяться для промотирования защитного эффекта алюминия в таком типе сплава,путем образования алюмосиликатов, которые имеют более высокие скорости образования по сравнению с чистым оксидом алюминия. В таком типе сплава образованию защитного оксида благоприятствует понижение начальной температуры. Следовательно, кремний может добавляться к сплаву для ускорения образования оксида при низких температурах, особенно если содержание Al ниже приблизительно 8 вес.%. Однако кремний имеет свойство заметно уменьшать температуру плавления сплава. Практический максимум содержания кремния составляет 6%. Следовательно, содержание кремния в сплаве составляет 06 вес.%, предпочтительно 0,05-5 вес.%, более предпочтительно 0,5-3 вес.%, наиболее предпочтительно 0,5-2 вес.%. Никель, железо, кобальт, марганец Переходные металлы, особенно железо, никель и кобальт, как известно, имеют сильный каталитический эффект на образование кокса. Защитная способность слоя оксида алюминия, который формируется на поверхности сплава, позволяет содержать пропорционально высокие уровни этих элементов, но не более чем 20 вес.% железа, никеля и кобальта суммарно. Никель и в меньшей степени кобальт могут применяться для увеличения максимума применяемой температуры, причем температура плавления-4 011289 сплава повышается до приблизительно 1100 С, и, следовательно, появляется возможность применять технологию производства, включающую стадии, в которых температура превышает температуру плавления бинарного сплава Cu-Al, которая равна приблизительно 1030-1080 С, увеличивается механическая прочность сплава при повышении температуры от приблизительно 800 С до приблизительно 1100 С. Повышенное содержание никеля, кобальта, железа и/или марганца может привести к усилению процессов цементации и понижению сопротивляемости металлическому пылеобразованию и коксованию. Следовательно, содержание данных элементов должно быть низким настолько, насколько позволяет технология производства. Ожидается, что практический максимум, превышать который запрещается из-за ослабления коррозионной устойчивости, составляет 20 вес.%. Никель в сплаве можно полностью или частично заменить железом и/или кобальтом. Согласно настоящему изобретению чистый Cu-Al сплав имеет температуру плавления между 1030 и 1080 С, в зависимости от содержания Al. Если желательна оптимальная сопротивляемость металлическому пылеобразованию и коксованию,содержание каждого из элементов в группе Fe, Mn, Ni, Co должно быть меньше чем 4,0 вес.% на элемент. Общее содержание этих элементов в таком случае не должно превышать 6,0 вес.%, предпочтительно 1,0 вес.%. Железо может применяться для улучшения рабочих характеристик Cu-Al сплавов в горячем состоянии, и, следовательно, оно (железо) может добавляться в количествах до 10 вес.%, предпочтительно до 5 вес.%, наиболее предпочтительно до 0,5-4 вес.%. Реакционноспособные добавки Для дополнительного увеличения устойчивости к окислению при высоких температурах существует практика добавления определенных количеств реакционноспособных элементов, таких как редкоземельные металлы (РЗЭ - REM), например иттрий, гафний, цирконий, лантан и/или церий. Один или более из этой группы элементов следует добавлять в количестве, не превышающем 1,0 вес.% на элемент. Общее содержание таких элементов не должно превышать 3,0 вес.%, предпочтительно 0,5 вес.%, наиболее предпочтительно 0,01-0,2 вес.%. Медь Основным компонентом, который составляет баланс сплава по настоящему изобретению, является медь. Известно, что медь устойчива или не обладает каталитической активностью по отношению к коксованию. До сегодняшнего дня было невозможно применять чистую медь для целей настоящего изобретения из-за высокой скорости окисления при контакте с кислородом. Сплав включает до 98 вес.% Cu, но по меньшей мере 60 вес.% Cu, предпочтительно по меньшей мере 74 вес.% Cu, наиболее предпочтительно по меньшей мере 80 вес.% Cu. Дополнительно сплав включает обычно легирующие добавки и примеси. Также сплав включает обычно легирующие добавки и примеси. Они определяются следующим образом. Легирующие добавки Элементы, добавляемые в металлургическом производстве для очистки расплава, например, от S или О, или добавляемые для улучшения обработки литьевого материала. Примерами таких элементов являются В, Са, Mg. Для того, чтобы такие элементы не оказывали вредного воздействия на свойства сплава, содержание каждого элемента должно быть ниже чем 0,1%. Кроме того, некоторые из вышеупомянутых элементов, например Al, Si, Ce, Fe и Mn, могут добавляться для обеспечения процесса выплавки или горячей обработки металла. Дозволенные концентрации этих элементов определяются, как в предыдущих разделах. Примеси Примеси относятся к нежелательным добавкам элементов, поступающим из загрязнений в металлоломе, применяющемся в плавках, или загрязнений из оборудования, применяющегося в процессе. Примерами таких элементов являются Sn, Pb, As, P. Максимум содержания таких элементов составляет 0,1% для Sn, As, P, а также для других не упомянутых элементов. Максимум содержания для Pb составляет 0,5%. Общее количество таких элементов не должно превышать 0,5%. Несущий элемент Несущий элемент состоит из жаропрочного сплава на основе железа, кобальта или никеля, так как необходимо, чтобы применяющийся сплав имел достаточно высокую механическую прочность в технологических условиях. Примерами факторов, которые влияют на технологические условия, являются температура, перепад давления через стенку компонента и общая нагрузка продукта, определяемая как сумма нагрузки от несущего элемента и коррозионно-устойчивого элемента. Дополнительно требуется, чтобы сплав при его выпуске удовлетворял соответствующим стандартам, например, аттестованные аппараты высокого давления. Также, если все поверхности несущего элемента не покрываются коррозионноустойчивымсплавом, требуется, чтобы сплав сам по себе имел высокую коррозионную устойчивость к воздействию технологической среды. Примерами несущих материалов являются 18-25% Cr, 25-40% Ni, балансовое Fe и традиционные добавки, такие как Al, С, N, Ti, Nb, Mo и т.п.;-5 011289 16-35% Cr, 50-75% Ni, балансовое Fe и традиционные добавки, такие как Al, С, N, Ti, Nb, Mo и т.п.; 7-13% Cr, 0-0,2% С, 0-0,2% N (минимально 0,05% C+N), балансовое Fe и традиционные добавки Ti,Nb, V, Mo и/или W и т.п.; 16-22% Cr, 8-20% Ni, балансовое Fe и традиционные добавки, такие как Mn, Nb, С. Толщина несущего элемента выбирается в соответствии с технологическими условиями и выбранной композицией. Подходящие толщины имеют интервал от 1 до 15 мм. Однако, если необходимо, могут применяться трубы с более толстыми стенками. Предпочтительная толщина стенок трубы находится в пределах 1-10 мм, наиболее предпочтительно 2,5-5 мм. Несущий элемент может быть как в форме бесшовной трубы, так и сварной трубы. Он (элемент) может производиться с помощью всех известных стандартных технологий для производства труб, например экструзии, прокатки, центрифужного литья, сварки и т.п. Производство конечного продукта (изделия) Продукт (изделие) согласно настоящему изобретению может изготавливаться на станках или производится с помощью стандартных технологических процессов производства металла или обработки металла для получения композитного конструкционного материала в форме трубы или трубок. Продукт(изделие) также может быть произведен осаждением коррозионно-устойчивого сплава на поверхность,или на некоторые поверхности, или на все поверхности полуфабрикатов для труб из несущего сплава с применением известных технологий осаждения. Некоторыми примерами производственного процесса являются соэкструзия, сварочное плакирование, совместная прокатка или обжатие одной трубы на несущем компоненте и одной внешней и/или внутренней трубы сплава. Однако один предпочтительный способ производства состоит в обеспечении трубчатого элемента несущего материала и осаждении по меньшей мере одного коррозионно-устойчивого элемента, например, посредством сварочного плакирования толщиной по меньшей мере 0,5 мм. Обычно конечный продукт имеет внешний диаметр 10-400 мм, предпочтительно 35-200 мм. Однако данная композитная технология также может применяться для трубы как большего, так и меньшего размера. Общая толщина стенки композитной трубы составляет 1,5-20 мм, предпочтительно 3-10 мм. Описание предпочтительных вариантов осуществления изобретения Изобретение согласно настоящей заявке будет описано более детально на конкретных примерах. Однако эти примеры не следует рассматривать как ограничивающие объем настоящего изобретения, они приведены только для иллюстративных целей. Примеры 1-5 относятся к коррозионно-устойчивым свойствам сплава на основе Cu, в особенности его устойчивости к металлическому пылеобразованию, коксованию и цементации и его способности образовывать защитные оксиды с превосходной способностью к самозалечиванию и к выбору композиции такого сплава. Примеры 6-11 относятся к детальному конструированию конечного продукта, удовлетворяющего определенным требованиям механических свойств, а также коррозионной устойчивости в рабочей среде. Пример 1. Статические лабораторные эксперименты проводились в трубчатой печи в сильно закоксованном окружении. Была измерена и оценена устойчивость к металлическому пылеобразованию стандартной нержавеющей стали и сплавов А-М настоящего изобретения на основе меди. Табл. 1 представляет химический состав исследованных материалов. Табл. 2 представляет составы вариантов осуществления А-Q согласно настоящему изобретению. Все компоненты даны в вес.%. Таблица 1 Тестовые образцы нарезали из пластин или брусков в прямоугольную форму с размерами приблизительно 10123 мм и готовили путем отсеивания частиц до 600 меш. Поверхность некоторых из тестируемых образцов была обработана по стандартной методике травления в 1,8 М HNO3+1,6 М HF при 50 С в течение 8-40 мин или обработана электрополированием (50 г CrO3+450 мл ортофосфорной кислоты, 20 В). Образцы перед испытаниями очищали в ацетоне и помещали в холодную печь. Перед введением реакционного газа и нагреванием до необходимой температуры через печь в течение 3 ч пропускался чистый водород для того, чтобы обеспечить низкое парциальное давление кислорода. Скорость газового потока составляла 250 мл/мин, что соответствует скорости газа над образцом 9 мм/с. После 20 мин нагревания была установлена температура при 650 С. Вводимый реакционный газ имеет состав: 25% СО+3% Н 2 О+72% Н 2. Лабораторное испытание проведено при 650 С/1000 ч в кварцевой трубчатой печи с диаметром 25 мм. Было проведено четыре температурных цикла вниз до 100-200 С и назад до 650 С, каждый в течение примерно 4-5 ч, для повышения активности углерода и промотирования инициирования металлического пылеобразования. Результаты представлены в виде измерений потери веса после очистки образцов от кокса и графита,как представлено на фиг. 2, где Таблица 3-7 011289 Как показано на фиг. 2, все сравниваемые стали (примеры 1-10) подвержены металлическому пылеобразованию с образованием ямок и закоксовыванию в течение 1000 ч испытания, что продемонстрировано в виде функции увеличения веса. Однако сплав по настоящему изобретению (пример 11), практически, не реагировал в такой атмосфере, не изменял вес и не образовывал кокс. В случае примера 11 сплав был испытан в сходной атмосфере в течение 4000 ч (41000 ч при 650 С). Пример 2. Сплавы согласно примерам В-О, имеющие составы согласно табл. 2, получали плавлением в защитной атмосфере аргона, после чего следовало литье. Эти сплавы в окислительной атмосфере в диапазоне температур от 300 до 1050 С могут образовывать защитный слой оксида алюминия или смешанного алюминийсодержащего оксида, который ограничивает дальнейшее окисление сплава и испарение меди из сплава, что делает сплав более устойчивым к потере материала вследствие испарения меди. Это иллюстрируется табл. 4, которая показывает изменение среднего веса за час (г/(м 2 ч после циклического оксидирования на воздухе для семи различных сплавов на основе меди в течение времени от 48 до 454 ч и демонстрирует, что при температурах 400 и 550 С различные сплавы почти не отличаются. Сплав D уступает другим сплавам в отношении окисления при высокой температуре. Оксид, образовавшийся на сплаве Е, подвержен растрескиванию при охлаждении от 850 С. Превосходная устойчивость сплавов В,L и N к окислению при 850 С иллюстрируется фиг. 3. Результаты показывают, что оптимальная устойчивость к окислению достигается в сплавах, содержащих по меньшей мере 9 вес.% Al или комбинацииAl и Si, такой, что Al+2Si (в вес.%) равно или превышает 9. В последнем случае сплав В показывает, что содержания Si 1,7 вес.% достаточно, чтобы обеспечить адекватную устойчивость сплава, содержащего 5,6 вес.% Al, к окислению. Содержание Со на уровне 5 вес.% не снижает устойчивость к окислению, но при 10 вес.% содержании Со устойчивость к окислению немного ухудшается. Аналогично, присутствие 6,3 вес.% Mn делает сплав чувствительным к окислительному растрескиванию. Можно ожидать, что железо и никель будут влиять на устойчивость к окислению подобно марганцу и кобальту. Таким образом, можно сделать вывод, что оптимальной устойчивостью к окислению обладает сплав, содержащий 5-12 вес.% Пример 3. Сплав согласно примеру Q, имеющий состав согласно табл. 2, получали плавлением в защитной атмосфере аргона, после чего следовало литье. Этот сплав подвергали действию 23 мбар газообразного СО при температуре 600 С в течение 465 ч. Газообразный СО изначально состоял из смеси молекул СО, состоящих из изотопов 13 С и 18 О, и молекул СО, состоящих из изотопов 12 С и 16O. Посредством измерения скорости превращения 13 С 18 О и 12 С 16 О в 13C16O и 12 С 18 О можно определить каталитическую активность сплава Q по отношению к расщеплению и рекомбинации СО. Считается, что реакция расщепления является важной как первая стадия в процессах металлического пылеобразования, цементации и коксования. Превращение 13 С 18 О и 12 С 16 О в присутствии сплава Q, измеренное методом масс-спектрометрии,изображено на фиг. 4. Для сравнения на фиг. 5 проиллюстрировано превращение тех же газов в пустой печи. Материал печи представляет собой кремнезем. Сплав Q и пустая печь из кремнезема не отличаются существенно по каталитической активности. Кремнезем, в свою очередь, можно рассматривать как инертный материал, то есть Q полностью лишен какой-либо каталитической активности по отношению к СО и, следовательно, может рассматриваться как материал, высокоустойчивый или нечувствительный в отношении металлического пылеобразования, цементации и коксования в газах, содержащих СО. Пример 4. Лабораторное испытание проводили в трубчатой печи в атмосфере, вызывающей сильную цементацию. Относительную склонность к коксованию при 1000 С оценивали, сравнивая нержавеющую сталь стандартных марок и некоторые сплавы на основе меди, составы которых приведены в табл. 1 и 2. Испытываемые образцы вырезали из отливок в виде прямоугольной формы размером приблизительно 10 153 мм и готовили путем отсеивания частиц до 600 меш. Перед испытанием образцы промывали ацетоном и помещали в холодную печь. Для достижения низкого парциального давления кислорода перед введением реакционного газа и нагреванием до необходимой температуры через печь в течение 3 ч пропускался чистый водород. Скорость газового потока составляла 250 мл/мин, которая соответ-8 011289 ствует скорости газа над образцом 9 мм/с. После 30 мин нагревания была установлена температура 1000 С. Вводимый реакционный газ имеет состав 83% СО+17% Н 2. Лабораторное испытание проведено при 1000 С/100 ч в кварцевой трубчатой печи с диаметром 25 мм. Результаты тестов по коксованию образцов представлены в табл. 5 как отношение увеличения веса образцов из-за образования кокса/графита к площади поверхности образца. Таблица 5 Очевидно, что даже относительно маленькие количества Со, Ni и Fe ухудшают устойчивость к образованию кокса сплава на основе Cu. Следовательно, становится ясно, что для получения оптимальных свойств общее количество Fe+Ni+Co+Mn должно быть меньше 3 вес.%. Однако, даже если общее содержание Fe+Ni+Co+Mn будет достигать 6 вес.%, сплав останется лучшим по сравнению со стандартным сплавом 800 НТ. Пример 5. Фиг. 6 показывает часть фазовой диаграммы Cu-Ni-Al, рассчитанной с помощью программы Thermocalc,при содержании Al 8 вес.%. Кривая 1 показывает температуру солидус/ликвидус, кривая 2 показывает область стабильности фазы AlNi, кривая 3 показывает область стабильности фазы твердого раствора меди и никеля с кубической плотно упакованной решеткой, которая также может содержать незначительное количество, например, алюминия. Кривая 4 показывает область стабильности фазы, которая называется -фазой в чистой Cu-Al системе. Фиг. 6 и табл. 6 показывают влияние различного содержания меди, никеля и алюминия в сплаве,состоящем из 92 вес.% (Cu+Ni) и 8 вес.% Al при температурах солидуса и ликвидуса. Фиг. 6 показывает,что только при увеличении содержания никеля выше 20 вес.% температура плавления может превысить 1100 С. Фиг. 7 и табл. 6 показывают влияние содержания Ni, Cu и Al на температуру солидуса и растворимость углерода в сплаве Cu-Al-Ni. Диаграмма показывает, что при содержании никеля выше приблизительно 10 вес.% растворимость углерода сильно возрастала при повышении содержания никеля. Скорость цементации сплава в высокой степени определяется растворимостью углерода в сплаве, и к тому же явления металлического пылеобразования и закоксовывания, по-видимому, усиливаются при повышении содержания углерода. Следовательно, желательно, чтобы растворимость углерода в сплаве была как можно более низкой. Следствием этого является то, что содержание никеля должно быть ниже 10 вес.%,чтобы достичь оптимальной устойчивости к цементации, коксообразованию и металлическому пылеобразованию, предпочтительно ниже 1 вес.%. Причиной такого низкого уровня содержания никеля, которое необходимо, чтобы получить оптимальные свойства, является то, что кроме влияния на растворимость углерода никель также катализирует коксобразование, что нежелательно.- 10011289 Пример 6. Продукт находится в форме труб или трубок, где несущий слой покрывается на одной или обеих поверхностях сплавом на основе Cu, описанным в предыдущих примерах. Некоторые из способов, которые могут применяться для получения композитного раствора, сплава и несущего элемента, представляют собой соэкструзию, сварочное плакирование, совместную прокатку или обжатие одной трубы на несущий компонент и одной внешней и/или внутренней трубы сплава согласно изобретению с возможной последующей тепловой обработкой для получения металлургического связывания компонентов. Композитные трубы также могут быть получены сваркой взрывом двух или более труб несущего элемента и сплава на основе Cu согласно настоящему изобретению. Внешний и/или внутренний компонент можно наносить на несущий элемент с помощью порошковой металлургической технологии, такой как HIP (горячее изостатическое прессование) или CIP (холодное изостатическое прессование). После прессования полученный композит будет подвергнут дальнейшей обработке, например, горячей экструзией и/или сваркой, прокаткой и ковкой. Другие способы производства композитных труб представляют собой электролитическое осаждение меди и алюминия на несущий компонент, за которым, возможно, следует отжиг с целью получения однородного покрытия или осаждения из газовой фазы меди и алюминия, например, посредством испарения, пакетной цементации, распыления, химического осаждения из паровой фазы (CVD) или других методов. Алюминий и медь также можно осаждать на несущий элемент посредством погружения в расплав или сварочного плакирования. Эти способы можно применять для того, чтобы получать покрытия как на внутренней, так и на внешней сторонах трубы. Отдельные методы получения покрытий могут применяться для подачи меди и алюминия в сплав. В таких случаях требуется заключительная тепловая обработка для придания сплаву однородности с целью сохранить его антикоррозионные свойства. Композитные полосы или композитные пластины из сплава на основе Cu и несущего сплава могут быть сварены вместе в продольные сварные или спиральные сварные композитные трубы со сплавом на основе Cu на внешней и/или внутренней стороне трубы. Подходящие несущие элементы в вышеупомянутом продукте изготовлены из таких высокотемпературных сплавов, которые применяются вследствие их механической прочности и устойчивости к окислению в нужном диапазоне температур, но которые характеризуются неудовлетворительной устойчивостью к металлическому пылеобразованию, цементации или коксованию при использовании в средах, к которым относится настоящее изобретение. При температуре ниже 700 С оно включает мартенситные, или бейнитные, или ферритные сплавы железа с добавками, например, хрома, молибдена, ванадия, ниобия, вольфрама, углерода и/или азота для обеспечения механической прочности при высокой температуре. При температурах выше приблизительно 500 С в обычной практике во многих случаях применяют аустенитные железохромникелевые сплавы,которые можно применять как механически нагруженные силовые элементы при сплавлении с молибденом, ванадием, ниобием, вольфрамом, углеродом и/или азотом. В каждой из этих групп сплавов хром и,иногда, алюминий и/или кремний применяют для придания несущему элементу повышенной коррозионной устойчивости. В тех случаях, где продукт согласно настоящему изобретению составлен из такого несущего элемента, покрытого с обеих сторон коррозионно-устойчивым сплавом на основе Cu, основной сплав на основе Cu будет обеспечивать необходимое сопротивление коррозии. С помощью таких способов сплавы, для которых максимальная температура применения в других приложениях ограничена коррозионной стойкостью, можно будет применять в качестве несущих элементов при более высоких температурах, чем в других случаях. В тех случаях, где продукт согласно настоящему изобретению покрыт только с одной стороны несущего элемента коррозионно-устойчивым сплавом на основе Cu, необходимо, чтобы несущий элемент сам по себе обладал коррозионной стойкостью в среде, в которой находится его свободная поверхность. Пример 7. В качестве примера того, как продукт в виде трубы, предназначенной для применения в условиях,вызывающих металлическое пылеобразование, сконструирован в соответствии с различными требованиями к такому продукту, описание такого конечного продукта в виде трубы следует ниже. Труба, предназначенная для применения в приложениях, где поток газа, вызывающего коррозию,обменивается теплом стаким же потоком из другой стадии процесса через стенку трубы, состоящей из несущего элемента, изготовленного из сплава 800 НТ (UNS N08811), с защитным слоем из сплава на основе Cu следующего состава: Cu - 8,5 вес.%, Al - 1,0 вес.%, Si - 0,5 вес.% и Fe, как на внешней, так и внутренней поверхностях. Одним примером такой трубы является труба диаметром 60,3 мм и общей толщиной 3,91 мм. В этом конечном продукте внешний антикоррозионный слой имеет толщину 1,0 мм, а внутренний антикоррозионный слой имеет толщину 0,7 мм, тогда как несущий элемент имеет толщину 2,2 мм. Это означает, что при 900 С максимальный допустимый перепад давления согласно правилам эксплуатации котлов и аппаратов высокого давления ASME, раздел VIII, часть I, составляет приблизительно 5,5 бар. Поскольку газ обменивается теплом сам с собой, ожидается, что перепад давления через стенку трубы будет меньше 5 бар даже в процессах, в которых применяется абсолютное давление 10-100 бар. Таким образом, описанный в предыдущей части продукт удовлетворяет необходимым требованиям для- 11011289 применения при 900 С. Специалистам в данной области техники должно быть понятно, что продукт в виде трубы, который покрыт коррозионно-устойчивым сплавом только изнутри или только снаружи, также может в широких пределах отличаться размерами и составами сплава на основе Cu и сплава, из которого сделан несущий элемент. Пример 8. Примером композитной трубы, требующей только одного антикоррозионного элемента, служит труба, через которую проходит газ с активностью углерода больше единицы при температуре 450-700 С в ее внешнем и в ее внутреннем пространстве и охлаждается воздухом до температуры 200-700 С. По этой причине внутренняя поверхность такой трубы покрывается устойчивым к металлическому пылеобразованию сплавом на основе Cu, а внешняя поверхность должна иметь заметную устойчивость к окислению в горячем воздухе. Применение испытанного сплава, такого как сплав 600 (UNS N 06600) с толщиной стенки 6 мм, и сплава, состоящего из Cu - 7 вес.%, Al - 0,2 вес.%, Si - 0,5 вес.% и Ni, толщиной 2 мм на внутренней поверхности позволяет по меньшей мере в течение 10 лет эксплуатировать изделие при внутреннем давлении 10 бар. Пример 9. Дополнительный пример представляет трубу, через внутреннюю часть которой проходит поток водяного пара, которая нагревается с внешней стороны газом с активностью углерода более единицы в температурном интервале 200-600 С. В этом случае внешняя поверхность испытывается в условиях металлического пылеобразования, в то время как внутренняя поверхность не подвергается никакой связанной с углеродом коррозии. Вследствие этого внешняя поверхность такой трубы покрывается устойчивым к пылеобразованию сплавом на основе Cu, а сплав с достаточным сопротивлением коррозии в потоке и механической прочностью применяется в качестве несущего элемента. Единственным сплавом, который удовлетворяет этим требованиям, является сплав 800 НТ (UNS N08811). Внешний диаметр трубы составляет 50 мм, толщина стенки составляет 3,7 мм, на внешней поверхности трубы нанесен слой толщиной 0,9 мм, который имеет следующий состав: Cu - 5,8 вес.%, Al - 1,0 вес.% и Si. В том случае, если толщина сплава 800 НТ составляет 2,8 мм, это означает, что максимальное допустимое давление внутреннего потока водяного пара составляет 100 бар. Пример 10. Дополнительный пример представляет изделие в виде трубы для применения в теплообменных аппаратах, в которых газовая смесь, например смесь пар/метан, частично реагирует в эндотермических условиях при температуре от 400 до 900 С внутри заполненной катализатором трубы или в заполненном катализатором пространстве между двумя трубами. Реакция конверсии завершается в отдельном высокотемпературном реакторе частичным окислением углеводородного остатка в газе из теплообменного реформера в смесь СО+Н 2 внутри отдельного высокотемпературного реактора. Газообразный продукт из такого реактора, имеющий температуру 800-1100 С, направляется на внешнюю сторону теплообменника, где он отдает тепло газу, проходящему через катализатор, обеспечивая, таким образом, тепло, необходимое для конверсии. В такой системе потенциально все поверхности, особенно те, которые контактируют с нагретым до высокой температуры газом на стадии неполного окисления, могут подвергаться металлическому пылеобразованию. Кроме того, для получения требуемого состава газообразного продукта каталитическая активность всех поверхностей должна быть минимизирована, включая поверхности, контактирующие с газом, подвергшимся частичной конверсии. Согласно настоящему изобретению трубы теплообменника, изготовленные для применения в такой аппаратуре, имеют внешний диаметр от 30 до 350 мм и общую толщину стенок от 1,5 до 20 мм. Сплав для несущей конструкции представляет собой сплав на основе железа, никеля и кобальта, такой как сплав 690, сплав 601, сплав 600, сплав 347, Т 91. Как внешняя, так и внутренняя поверхности покрыты сплавом на основе Cu согласно изобретению слоем толщиной не менее 0,5 мм. Кроме того, труба кожуха, через которую поток частично окисленного газа выводится из теплообменника, вероятно, подвергается металлическому пылеобразованию, и трубы, изготовленные согласно настоящему изобретению, могут иметь внешний диаметр от 40 до 400 мм и общую толщину стенок от 1,5 до 20 мм. Сплав для несущей конструкции представляет собой сплав на основе железа, никеля и кобальта, такой как сплав 690, сплав 601, сплав 600, сплав 347, Т 91. Как внешняя, так и внутренняя поверхности покрыты сплавом на основе Cu согласно изобретению слоем толщиной не менее 0,5 мм. Пример 11. Дополнительный пример представляет изделие в виде трубыдля применения в теплообменных аппаратах, в которых газовая смесь, например смесь пар/метан, частично реагирует в эндотермических условиях при температуре от 400 до 900 С внутри заполненной катализатором трубы или в заполненном катализатором пространстве между двумя трубами. Необходимое тепло для реакции конверсии может быть получено с помощью частично окисленной смеси газообразных углеводородов при высокой температуре с кислородом в виде чистого кислорода,- 12011289 или воздуха, и/или водяного пара. Полученная смесь газов подается в теплообменник при температуре 800-1100 С, где она обеспечивает тепло для реакции частичного превращения. Как в реакции неполной конверсии, так и в реакции неполного окисления производятся смеси синтез-газа (Н 2+Со) и существуют различные схемы для двух потоков. Например, можно частично превратить газ, подаваемый в устройство для подачи в реактор неполного окисления. Различные схемы смешивания приводят к разному использованию тепла реакции и к различным произведенным газовым смесям,вычисленным как отношение между произведенным СО и Н 2 и количеством нежелательных молекул,например СО 2 и углеводородного остатка. В зависимости от вариантов применения синтез-газа требуются различные соотношения Н 2/СО. В таких системах потенциально все поверхности, особенно те, которые находятся в контакте с сильно нагретым газом, поступающим со стадии неполного окисления, могут подвергаться металлическому пылеобразованию. К тому же для того, чтобы произведенная газовая композиция соответствовала требованиям, каталитическая активность поверхности должна быть сведена к минимуму, включая те поверхности, которые контактируют с частично превращенным газом. Трубы теплообменника согласно изобретению для применения в таких устройствах конструируются с внешним диаметром между 30 и 400 мм и общей толщиной стенок между 1,5 и 20 мм. Несущий сплав представляет собой сплав на основе железа, никеля и кобальта, такой как сплав 690, сплав 601,сплав 600, сплав 347, Т 91. Внешняя и, необязательно, внутренняя поверхности покрыты сплавом на основе Cu согласно изобретению слоем толщиной на каждой стороне не менее 0,5 мм. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Композитная труба для применения при температурах свыше 700 С, состоящая по меньшей мере из одного коррозионно-устойчивого слоя и одного несущего элемента, отличающаяся тем, что коррозионно-устойчивый слой представляет собой сплав Cu-Al, содержащий 4-13% Al, с толщиной по меньшей мере 1 мм и несущий элемент представляет собой сплав на основе Fe, Ni или Со толщиной 1-15 мм. 2. Композитная труба по п.1, отличающаяся тем, что коррозионно-устойчивый слой расположен на внутренней стороне и/или на внешней стороне несущего элемента. 3. Композитная труба по п.1, отличающаяся тем, что коррозионно-устойчивый слой металлургически связан по меньшей мере с частью контактной поверхности предпочтительно по меньшей мере с 60% контактной поверхности несущего элемента. 4. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что Cu-Al сплав состоит из, вес.%: баланс Cu и традиционные легирующие добавки и примеси. 5. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что сплав Cu-Al содержит 6-8% Al. 6. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что труба имеет внешний диаметр 10-400 мм, предпочтительно 35-200 мм. 7. Композитная труба по любому из предыдущих пунктов, отличающаяся тем, что труба имеет общую толщину стенки 2-20 мм. 8. Способ получения композитной трубы по любому из предыдущих пунктов, отличающийся тем,что обеспечивается несущая труба и коррозионно-устойчивая труба наносится на несущую трубу посредством сварочного плакирования. 9. Применение композитной трубы по любому из пп.1-7 в качестве конструктивного материала в средах, где активность углерода составляет около 1 или выше, для ингибирования металлического пылеобразования, цементации и/или коксования. 10. Применение по п.9, отличающееся тем, что коррозионно-устойчивый слой расположен наиболее близко к среде, где активность углерода составляет около 1 или выше.
МПК / Метки
МПК: F16L 9/02, C10G 75/00, F16L 9/16, C10G 9/20, B32B 15/18, B32B 15/20, C10G 35/00, C10G 9/14, C22C 9/10, C22C 9/01
Метки: труба, композитная
Код ссылки
<a href="https://eas.patents.su/16-11289-kompozitnaya-truba.html" rel="bookmark" title="База патентов Евразийского Союза">Композитная труба</a>
Композитная полоса, наматываемая с образованием спиральной трубы, и способ ее получения
Номер патента: 7054
Опубликовано: 30.06.2006
Авторы: Айсэл Галкэй, Бейтман Айан Роджер
МПК: F16L 9/16, B29C 53/78, B29C 63/32...
Метки: образованием, получения, трубы, спиральной, полоса, способ, наматываемая, композитная
Формула / Реферат:
1. Композитная полоса, наматываемая с образованием спиральной трубы для транспортировки текучей среды и содержащая удлиненную пластмассовую полосу, имеющую основание, нижняя сторона которого ограничивает внутреннюю поверхность, а верхняя сторона ограничивает внешнюю поверхность, и по меньшей мере одно ребро, проходящее в продольном направлении и выступающее от внешней поверхности основания; и удлиненную упрочняющую полосу, проходящую в...
Труба трубопровода для транспортировки сред
Номер патента: 8231
Опубликовано: 27.04.2007
Авторы: Райтер Ульрих, Трике Кристиан, Гейер Кристоф, Мельхер Вальтер, Концалла Маттиас
МПК: F16L 9/147
Метки: трубопровода, труба, сред, транспортировки
Формула / Реферат:
1. Труба трубопровода для транспортировки сред, состоящая из металлической внутренней трубы (2) и облицовки (5) из термопластичной пластмассы, отличающаяся тем, что облицовка (5) изготовлена из пластмассы из группы полиолефинов с функциональными группами, при этом отношение толщины (D1) стенки (6) облицовки (5) к толщине (D) стенки (4) внутренней трубы (2) составляет от 2:1 до 14:1, а отношение толщины (D) стенки (4) внутренней трубы (2) к ее...
Прокладочная шайба и композитная пленка для закрытия емкости
Номер патента: 3180
Опубликовано: 27.02.2003
Авторы: Тромбах Хорст, Вининг Хайнц-Рудольф
МПК: B65D 77/20
Метки: пленка, прокладочная, композитная, шайба, емкости, закрытия
Формула / Реферат:
1 .Композитная пленка для закрытия емкости с отверстием, ограниченным краем, состоящая из нескольких слоев, и между верхним слоем и лежащим под ним слоем, по крайней мере, на части поверхности помещен клеевой слой, характеризующаяся тем, что верхний слой композитной пленки имеет направленный наверх выступ. 2. Композитная пленка по п.1, характеризующаяся тем, что она состоит, по крайней мере, из трех слоев, где нижний слой является...
Цилиндрическая труба для промышленных химических установок
Номер патента: 4604
Опубликовано: 24.06.2004
Авторы: Одельстам Томас, Энгрен Клаэс, Матинласси Ульф, Лундберг Матс
МПК: C22C 38/40
Метки: труба, установок, промышленных, цилиндрическая, химических
Формула / Реферат:
1. Цилиндрическая труба для использования в печи, в которой среду, образованную газом и жидкостью, пропускают под давлением по такой трубе от ее входного конца к противоположному концу, одновременно подвергая существенному нагреванию и разложению, содержащая корпус; гладкую внешнюю поверхность и профильную внутреннюю поверхность; причем корпус выполнен из нержавеющего сплава на базе железа, никеля и хрома, содержащего, вес.%: макс. 0,08% C,...
Гибкое трубчатое устройство, в частности гофрированная труба
Номер патента: 7264
Опубликовано: 25.08.2006
Авторы: Петерсен Хенри, Олсен Сёрен Б., Нильсен Карл Брайан
МПК: F16L 11/15
Метки: гофрированная, труба, частности, гибкое, устройство, трубчатое
Формула / Реферат:
1. Гибкое трубчатое устройство, в частности гофрированная труба, с внутренним диаметром до 60 мм, которое включает один или более волнообразных гофров (2), обладающих, в целом, колоколообразной формой с закругленными верхними участками (Т) и закругленными нижними участками (В, В'), где кривизна наружной поверхности гофров (2) численно меньше в верхних участках (Т), чем в нижних участках (В, В'), причем эту кривизну создает кривая (6),...
Предыдущий патент: Способ удержания плазмы, имеющей электроны и ионы, в камере
Следующий патент: Препаративные формы пероральных лекарственных форм мемантина с немедленным высвобождением
Случайный патент: Композиция местного применения по уходу за кожей и способ лечения