Безопочная формовочная машина
Формула / Реферат
1. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, нижней формовочной опоки и нижней наполнительной рамы, при этом
отверстия для ввода формовочного песка расположены на боковых стенках верхней формовочной опоки и нижней наполнительной рамы; а
нижняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка и является сменным.
2. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой
формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы и нижней формовочной опоки;
отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней формовочной опоки;
верхняя наполнительная рама имеет элемент для ввода формовочного песка, при этом элемент имеет отверстие для ввода формовочного песка и является сменным.
3. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы, нижней формовочной опоки и нижней наполнительной рамы, причем
отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы;
по меньшей мере одна из верхней наполнительной рамы и нижней наполнительной рамы имеет элемент для ввода формовочного песка, при этом элемент имеет отверстие для ввода формовочного песка и является сменным.
4. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, нижней формовочной опоки и нижней наполнительной рамы, причем
отверстия для ввода формовочного песка расположены на боковых стенках верхней формовочной опоки и нижней наполнительной рамы; а
нижняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка; при этом положение отверстия для ввода формовочного песка относительно плоскости разъема может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка.
5. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы и нижней формовочной опоки, при этом
отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней формовочной опоки; а
верхняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка;
при этом положение отверстия для ввода формовочного песка относительно плоскости разъема может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка.
6. Безопочная формовочная машина, содержащая две формовочные опоки, которые имеют модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы, нижней формовочной опоки и нижней наполнительной рамы, при этом
отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы;
по меньшей мере одна из верхней наполнительной рамы и нижней наполнительной рамы имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка; при этом положение отверстия для ввода формовочного песка относительно плоскости разъема может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка.
7. Безопочная формовочная машина по п.1 или 4, содержащая:
(1) бункер для песка, подающий формовочный песок в каждое из пары пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздвоенные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах; и
(2) приводное средство, выполненное с возможностью перемещения нижней наполнительной рамы таким образом, чтобы получить совпадение отверстий для ввода формовочного песка элемента для ввода формовочного песка с отверстиями для подачи формовочного песка бункера для песка.
8. Безопочная формовочная машина по п.2 или 5, содержащая:
(1) бункер для песка, который подает формовочный песок в каждое из пары пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздвоенные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах; и
(2) приводное средство, выполненное с возможностью перемещения верхней наполнительной рамы таким образом, чтобы получить совпадение отверстий для ввода формовочного песка элемента для ввода формовочного песка с отверстиями для подачи формовочного песка бункера для песка.
9. Безопочная формовочная машина по п.3 или 6, содержащая:
(1) бункер для песка, который подает формовочный песок в каждое из пары пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздвоенные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах; и
(2) приводное средство, выполненное с возможностью перемещения по меньшей мере одной из нижней наполнительной рамы или верхней наполнительной рамы таким образом, чтобы получить совмещение отверстий для ввода формовочного песка элементов для ввода формовочного песка с отверстиями для подачи формовочного песка бункера для песка.
10. Безопочная формовочная машина по любому из пп.1-6, в которой модельная плита имеет пластинчатый элемент, образованный посредством соединения задних поверхностей двух плит с рисунком, причем одна специально подготовлена для верхней формовочной опоки, имея рисунок только на одной поверхности, а другая специально подготовлена для нижней формовочной опоки, имея рисунок только на одной поверхности.
11. Безопочная формовочная машина по любому из пп.1-6, в которой модельная плита, выполненная с возможностью одновременного изготовления верхнего и нижнего формовочных изделий, и которая имеет рисунки как на верхней, так и нижней поверхностях пластинчатого элемента.
12. Безопочная формовочная машина по п.1 или 4, в которой нижняя формовочная опока имеет модельную плиту, прикрепленную к ней, и нижняя формовочная опока и модельная плита, прикрепленная к нижней формовочной опоке, выполнены с возможностью вхождения и выхода из пространства посередине между верхней формовочной опокой и нижней наполнительной рамой.
13. Безопочная формовочная машина по п.11, в которой прессовые колодки содержат нижнюю прессовую колодку, выполненную с возможностью перемещения вверх и вниз, и верхнюю прессовую колодку, закрепленную в положении, которое расположено выше и напротив нижней прессовой колодки.
14. Безопочная формовочная машина по п.12, в которой нижняя наполнительная рама выполнена с возможностью перемещения вверх и вниз независимо от и одновременно с нижней прессовой колодкой.
15. Безопочная формовочная машина по любому из пп.1, 3, 4 или 6, в которой длина нижней наполнительной рамы в направлении высоты формовочного изделия больше, чем длина нижней формовочной опоки в направлении высоты формовочного изделия.
16. Безопочная формовочная машина по п.10, в которой толщина модельной плиты составляет 32 мм или меньше.
17. Безопочная формовочная машина по п.11, в которой толщина модельной плиты составляет 32 мм или меньше.
18. Безопочная формовочная машина по любому из пп.1, 3, 4 или 6, в которой высота нижней формовочной опоки в направлении высоты формовочного изделия составляет от 50 до 80 мм.
Текст
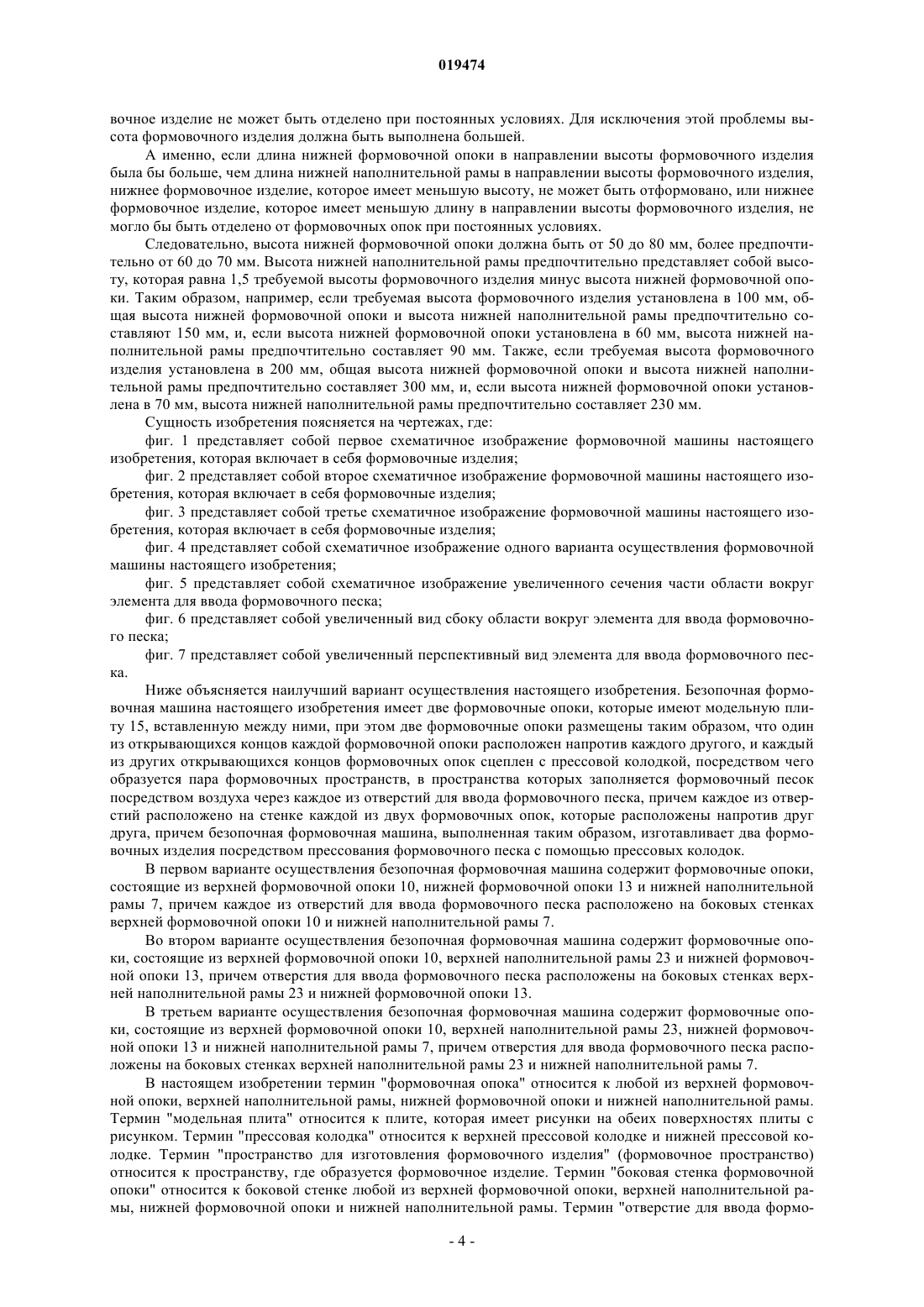
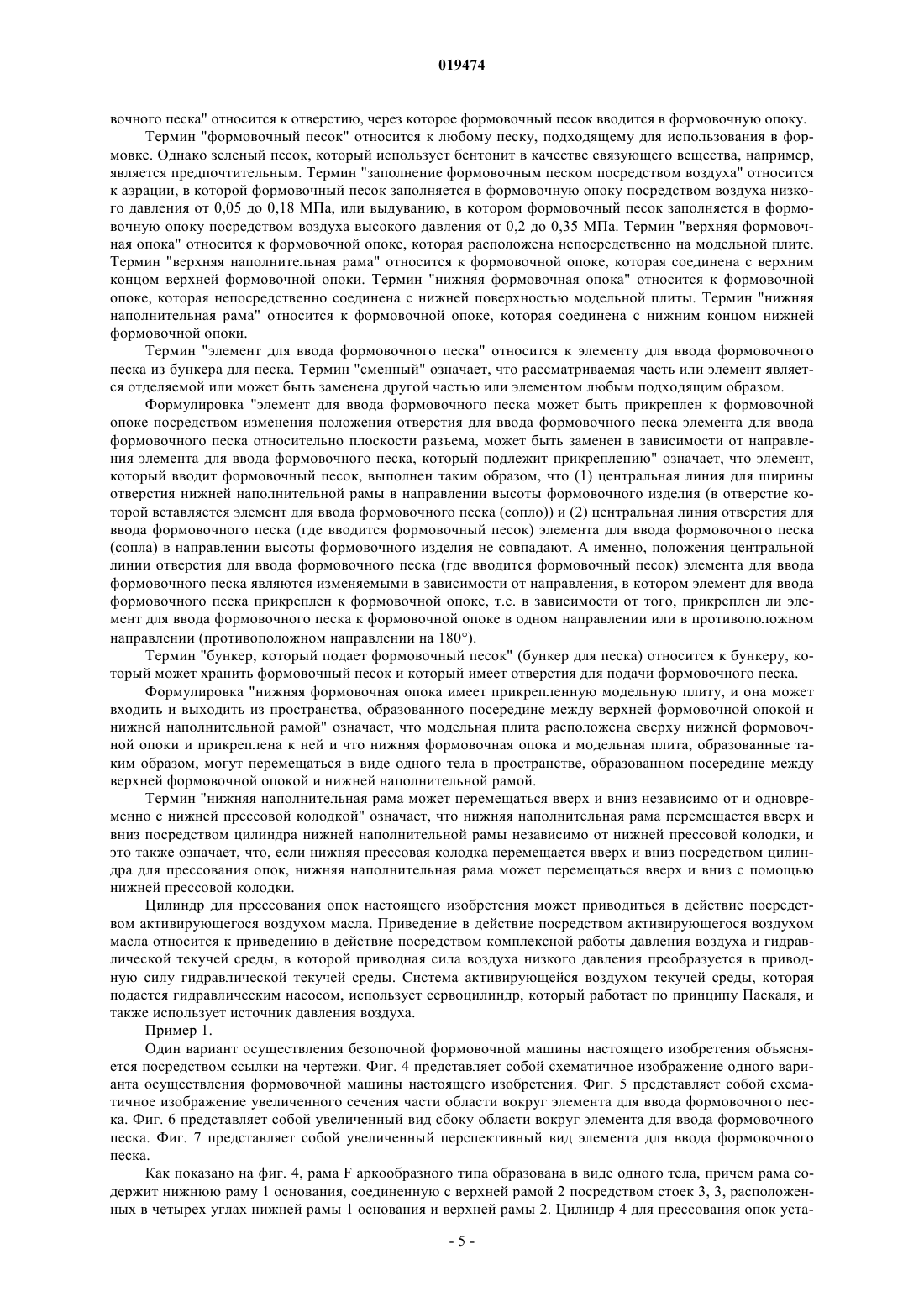
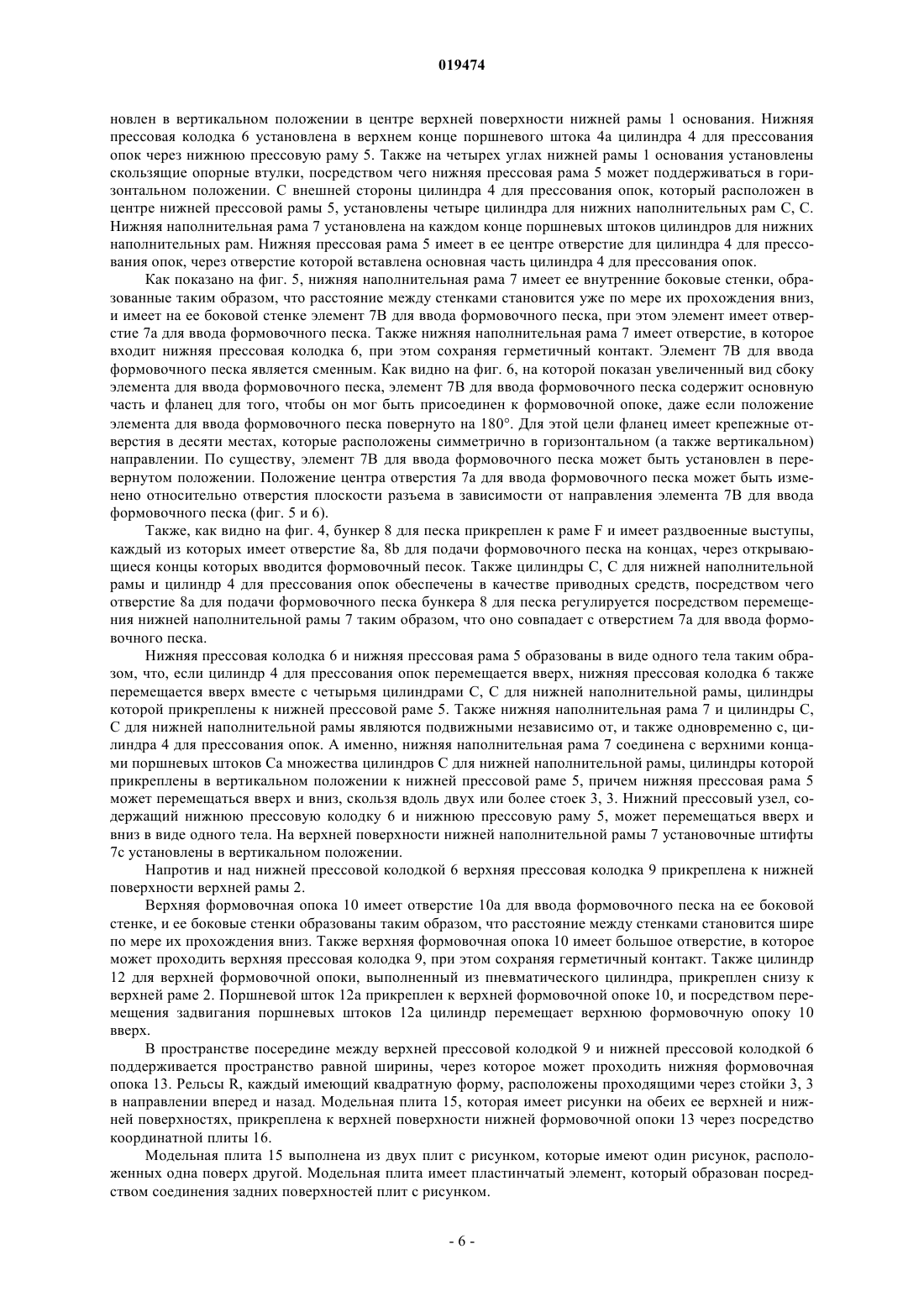
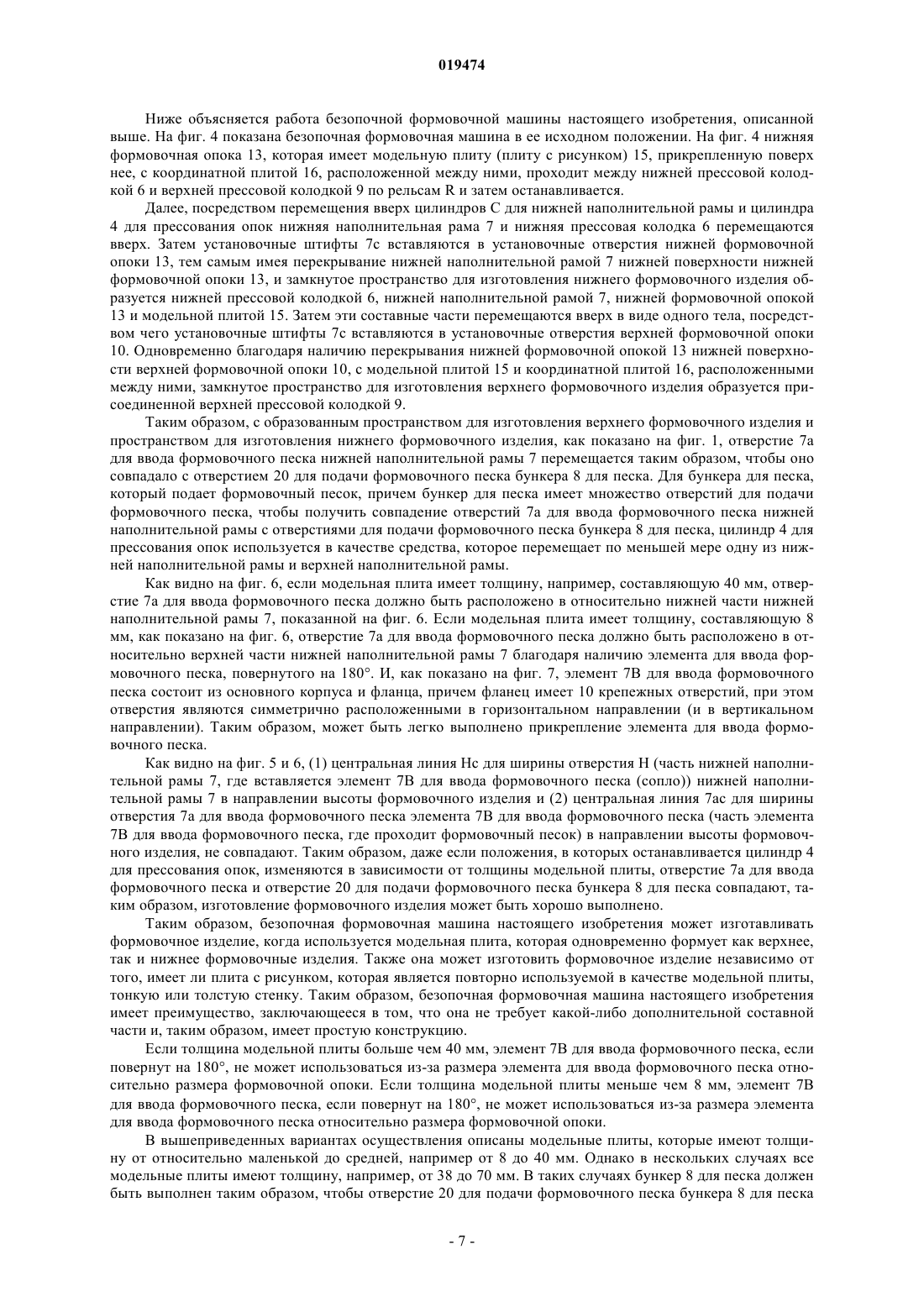
Изобретение предлагает безопочную формовочную машину, которая может использовать модельную плиту разных толщин. Безопочная формовочная машина имеет две формовочные опоки,которые имеют модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого, и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, и образуется пара пространств, в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, при этом безопочная формовочная машина, выполненная таким образом,способна формовать два формовочных изделия посредством прессования формовочного песка с помощью прессовых колодок. Настоящее изобретение относится к безопочной формовочной машине. Более конкретно, оно относится к безопочной формовочной машине, которая может одновременно формовать безопочное верхнее формовочное изделие и безопочное нижнее формовочное изделие, т.е. верхнее формовочное изделие и нижнее формовочное изделие, которые извлекаются из опок и которые могут использовать не только стандартную модельную плиту, но также плиту с рисунком, которая является повторно используемой в качестве модельной плиты. Известна безопочная формовочная машина, которая использует модельную плиту, причем для того,чтобы повторно использовать плиту с рисунком, модельная плита, имеющая пластинчатый элемент, изготавливается посредством соединения задней поверхности плиты с рисунком, имеющей рисунок только на одной стороне и специально использующейся для верхней формовочной опоки, и задней поверхности плиты с рисунком, имеющей рисунок только на одной стороне и специально использующейся для нижней формовочной опоки (см., например, патентный документ 1). Безопочная формовочная машина патентного документа 1 имеет две формовочные опоки, которые имеют модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что каждый один из открывающихся концов каждой формовочной опоки расположен напротив каждого другого и каждый из других открывающихся концов каждой формовочной опоки сцеплен с прессовой плитой (колодкой), посредством чего образуется пара формовочных пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, в пространства которых заполняется формовочный песок посредством воздуха через отверстия для подачи песка. Каждое из отверстий расположено на стенке каждой из двух формовочных опок, которые образуют пару формовочных пространств и которые расположены в положениях, противоположных относительно друг друга, как описано выше. Безопочная формовочная машина, выполненная таким образом,является способной формовать два формовочных изделия посредством прессования формовочного песка с помощью прессовых плит (колодок), причем такая безопочная формовочная машина содержит приводное средство, которое перемещает по меньшей мере одну из формовочных опок, в зависимости от толщины модельной плиты, и приводное средство, которое перемещает по меньшей мере одно из воронок или воронок-сопел, при этом он перемещает положения отверстий для подачи песка, расположенных на стенках формовочных опок, таким образом, что положения воронок или воронок-сопел совпадают с положениями отверстий для подачи песка. Однако безопочная формовочная машина патентного документа 1 должна дополнительно включать в себя составные элементы больших размеров, такие как цилиндр, элемент для установки, части для приводного средства и т.д., которые перемещают бункер, в который подают песок. Также, так как безопочная формовочная машина требует два бункера, это будет увеличивать затраты на бункеры и их требующиеся приспособления по сравнению с безопочной формовочной машиной, которая использует только один бункер. Более того, если добавлено приводное средство, это невыгодным образом делает конструкцию безопочной формовочной машины сложной. Документ предшествующего уровня техники Патентный документ. Патентный документ 1: патент Японии 4341021. Для решения вышеприведенной проблемы настоящее изобретение предлагает безопочную формовочную машину, которая может использовать не только модельную плиту, которая может использоваться для одновременной формовки верхнего формовочного изделия и нижнего формовочного изделия, но также плиту с рисунком, которая может повторно использоваться в качестве модельной плиты независимо от того, является ли ее ширина маленькой или большой. Таким образом, безопочная формовочная машина имеет простую конструкцию и не требует каких-либо дополнительных средств для формовки. Для решения вышеописанной задачи безопочная формовочная машина настоящего изобретения имеет две формовочные опоки, которые имеют модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого, и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (в дальнейшем формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина, выполненная таким образом, является способной формовать два формовочных изделия посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, нижней формовочной опоки и нижней наполнительной рамы и в которой отверстия для ввода формовочного песка расположены на боковых стенках верхней формовочной опоки и нижней наполнительной рамы. В одном варианте осуществления безопочная формовочная машина настоящего изобретения имеет отверстия для ввода формовочного песка, при этом каждое расположено на боковой стенке каждой из верхней формовочной опоки и нижней наполнительной рамы. Таким образом, даже если модельная плита является толстой, положения отверстий для ввода формовочного песка могут перемещаться в зависимости от толщины модельной плиты (фиг. 1). Таким образом, безопочная формовочная машина настоящего изобретения имеет простую конструкцию и может использовать пластинчатую модельную плиту, имеющую толщину 8 мм или больше и 40 мм или меньше, точно как и в случае плиты с рисунком, которая является повторно используемой. В другом варианте осуществления также безопочная формовочная машина настоящего изобретения, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы и нижней формовочной опоки, может иметь отверстия для ввода формовочного песка, расположенные на боковых стенках верхней наполнительной рамы и нижней формовочной опоки (фиг. 2). Безопочная формовочная машина настоящего изобретения имеет отверстия для ввода формовочного песка,расположенные на боковых стенках верхней наполнительной рамы и нижней формовочной опоки таким образом, что положения отверстий для ввода формовочного песка, расположенных на боковых стенках верхней наполнительной рамы и нижней формовочной опоки, могут перемещаться в зависимости от толщины модельной плиты, даже если модельная плита является толстой. Таким образом, даже если пластинчатая модельная плита имеет толщину 8 мм или больше и 40 мм или меньше, аналогично модельной плите, которая является повторно используемой плитой с рисунком, безопочная формовочная машина настоящего изобретения, которая использует такую модельную плиту, может иметь простую конструкцию. В еще одном варианте осуществления также безопочная формовочная машина настоящего изобретения, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы, нижней формовочной опоки и нижней наполнительной рамы, может иметь отверстия для ввода формовочного песка, расположенные на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы (фиг. 3). Безопочная формовочная машина настоящего изобретения имеет отверстия для ввода формовочного песка, расположенные на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы таким образом, что положения отверстий для ввода формовочного песка,расположенных на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы, могут перемещаться в зависимости от толщины модельной плиты, даже если модельная плита является толстой. Таким образом, даже если пластинчатая модельная плита имеет толщину 8 мм или больше и 40 мм или меньше, аналогично модельной плите, которая является повторно используемой плитой с рисунком,безопочная формовочная машина настоящего изобретения, которая использует такую модельную плиту,может иметь простую конструкцию. В дополнительном варианте осуществления безопочная формовочная машина настоящего изобретения выполнена таким образом, что по меньшей мере одна из верхней наполнительной рамы и нижней наполнительной рамы имеет элемент для ввода формовочного песка, при этом элемент имеет отверстие для ввода формовочного песка и является сменным (часть со штриховкой на фиг. 1-3). Таким образом,бункер, который подает формовочный песок (в дальнейшем "бункер для песка"), не требует дополнительных частей или составных элементов. Кроме того, так как может использоваться традиционный элемент для ввода формовочного песка, безопочная формовочная машина настоящего изобретения не требует дополнительных затрат на модернизацию. Более того, безопочная формовочная машина настоящего изобретения выполнена таким образом,что по меньшей мере одна из верхней наполнительной рамы и нижней наполнительной рамы имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка, в которой положение отверстия для ввода формовочного песка относительно плоскости разъема, которая представляет собой плоскость, образованную верхним и нижним формовочными изделиями, где они контактируют друг с другом, предпочтительно может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка. Также безопочная формовочная машина настоящего изобретения имеет преимущество, заключающееся в том, что, хотя требуется прикрепление элемента для ввода формовочного песка к наполнительной раме для того, чтобы надлежащим образом вводить формовочный песок, в зависимости от толщины модельной плиты, это может быть легко выполнено просто посредством поворачивания элемента для ввода формовочного песка на 180. Таким образом, оператор может легко выполнить замену составных элементов безопочной формовочной машины. Кроме того, для безопочной формовочной машины настоящего изобретения приводное средство, которое используется для традиционного бункера для песка, который требует технического обслуживания, не требуется. Таким образом, только расходуемые части подлежат замене. Для получения поворота направления элемента для ввода формовочного песка на 180 элемент для ввода формовочного песка предпочтительно состоит из основного корпуса и фланца, причем фланец имеет крепежные отверстия в четырех местах, которые являются симметрично расположенными в направлении слева-направо (и в направлении сверху-вниз). Безопочная формовочная машина настоящего изобретения может содержать (1) бункер для песка,который подает формовочный песок в каждое из пары пространств, каждое пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздво-2 019474 енные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах выступов, и (2) приводное средство, которое перемещает по меньшей мере одну из нижней наполнительной рамы или верхней наполнительной рамы таким образом, чтобы получить совпадение отверстий для подачи формовочного песка элементов для ввода формовочного песка с отверстиями для ввода формовочного песка бункера для песка. Если бункер для песка закреплен, тяжелое оборудование редко требуется перемещать. Таким образом, существует преимущество, заключающееся в том, что конструкция, которая имеет прочную раму для поддерживания перемещения тяжелого оборудования, не является необходимой. Если бункер для песка закреплен, предпочтительно только нижняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка, и предпочтительно положение отверстия для ввода формовочного песка выполнено таким образом, что его положение относительно плоскости разъема может быть изменено в зависимости от направления элемента для ввода формовочного песка, который подлежит прикреплению. Именно поэтому, чтобы изменить направление элемента для ввода формовочного песка, требовались бы части, которые обеспечивают возможность изменения направления. В другом варианте осуществления модельная плита настоящего изобретения может иметь пластинчатый элемент, который образован посредством соединения задних поверхностей двух плит с рисунком,причем одна специально подготовлена для верхней формовочной опоки, имея рисунок только на одной поверхности, а другая специально подготовлена для нижней формовочной опоки, имея рисунок только на одной поверхности. Модельная плита, подготовленная таким образом, имеет преимущество, как описано выше, даже если толщина модельной плиты варьируется. Само собой разумеется, может использоваться модельная плита, которая выполнена для одновременного изготовления верхнего и нижнего формовочных изделий и которая имеет рисунки как на верхней, так и нижней поверхностях пластинчатого элемента. В одном варианте осуществления безопочная формовочная машина настоящего изобретения выполнена таким образом, что нижняя формовочная опока имеет модельную плиту, прикрепленную к ней,и нижняя формовочная опока и модельная плита, прикрепленная к нижней формовочной опоке, могут входить и выходить из пространства посередине между верхней формовочной опокой и нижней наполнительной рамой. Таким образом, модельная плита и нижняя формовочная опока могут одновременно перемещаться в положение, в котором выполняется формование. Таким образом, количество приводных средств может быть уменьшено. Прессовые колодки могут содержать нижнюю прессовую колодку, которая может перемещаться вверх и вниз, и верхнюю прессовую колодку, которая закреплена в положении, которое расположено выше и напротив нижней прессовой колодки. Таким образом, безопочная формовочная машина настоящего изобретения может вводить формовочный песок и выполнять формование посредством перемещений вверх и вниз нижней прессовой колодки. Таким образом, количество приводных средств может быть уменьшено. Также нижняя наполнительная рама может перемещаться вверх и вниз независимо от и одновременно с нижней прессовой колодкой, тем самым вводя и затем прессуя формовочный песок посредством выполнения перемещений вверх и вниз нижней прессовой колодки и нижней наполнительной рамы. Таким образом, безопочная формовочная машина настоящего изобретения имеет преимущество, заключающееся в том, что верхняя прессовая колодка не требует перемещения вверх или вниз при образовании формовочных пространств. Безопочная формовочная машина настоящего изобретения предпочтительно имеет длину нижней наполнительной рамы в направлении высоты формовочного изделия, длина которой больше, чем длина нижней формовочной опоки в направлении высоты формовочного изделия. Именно поэтому, если длина нижней формовочной опоки в направлении высоты формовочного изделия была бы больше, чем длина нижней наполнительной рамы в направлении высоты формовочного изделия, формовочное изделие, которое прессуется, имело бы длину в направлении высоты формовочного изделия, в которой участок длины, участок которой контактирует с нижней формовочной опокой, был бы больше, чем участок длины,участок которой контактирует с нижней наполнительной рамой. Если длина нижней формовочной опоки в направлении высоты формовочного изделия была бы больше, чем длина нижней наполнительной рамы в направлении высоты формовочного изделия, нижняя поверхность нижнего формовочного изделия, которое формуется, была бы над нижней поверхностью нижней формовочной опоки. Именно поэтому нижнее формовочное изделие прикреплено к нижней наполнительной раме, когда формовочное изделие отделяется. То есть нижнее формовочное изделие изготавливалось бы таким образом, что оно имеет длину в направлении высоты формовочного изделия, длина которого меньше, чем длина нижней формовочной опоки в направлении высоты формовочного изделия. Также даже если нижняя поверхность нижнего формовочного изделия, которое было сформовано,была бы прикреплена к нижней наполнительной раме, высота части нижнего формовочного изделия,часть которого контактирует с нижней формовочной рамой, была бы меньше, таким образом, что формо-3 019474 вочное изделие не может быть отделено при постоянных условиях. Для исключения этой проблемы высота формовочного изделия должна быть выполнена большей. А именно, если длина нижней формовочной опоки в направлении высоты формовочного изделия была бы больше, чем длина нижней наполнительной рамы в направлении высоты формовочного изделия,нижнее формовочное изделие, которое имеет меньшую высоту, не может быть отформовано, или нижнее формовочное изделие, которое имеет меньшую длину в направлении высоты формовочного изделия, не могло бы быть отделено от формовочных опок при постоянных условиях. Следовательно, высота нижней формовочной опоки должна быть от 50 до 80 мм, более предпочтительно от 60 до 70 мм. Высота нижней наполнительной рамы предпочтительно представляет собой высоту, которая равна 1,5 требуемой высоты формовочного изделия минус высота нижней формовочной опоки. Таким образом, например, если требуемая высота формовочного изделия установлена в 100 мм, общая высота нижней формовочной опоки и высота нижней наполнительной рамы предпочтительно составляют 150 мм, и, если высота нижней формовочной опоки установлена в 60 мм, высота нижней наполнительной рамы предпочтительно составляет 90 мм. Также, если требуемая высота формовочного изделия установлена в 200 мм, общая высота нижней формовочной опоки и высота нижней наполнительной рамы предпочтительно составляет 300 мм, и, если высота нижней формовочной опоки установлена в 70 мм, высота нижней наполнительной рамы предпочтительно составляет 230 мм. Сущность изобретения поясняется на чертежах, где: фиг. 1 представляет собой первое схематичное изображение формовочной машины настоящего изобретения, которая включает в себя формовочные изделия; фиг. 2 представляет собой второе схематичное изображение формовочной машины настоящего изобретения, которая включает в себя формовочные изделия; фиг. 3 представляет собой третье схематичное изображение формовочной машины настоящего изобретения, которая включает в себя формовочные изделия; фиг. 4 представляет собой схематичное изображение одного варианта осуществления формовочной машины настоящего изобретения; фиг. 5 представляет собой схематичное изображение увеличенного сечения части области вокруг элемента для ввода формовочного песка; фиг. 6 представляет собой увеличенный вид сбоку области вокруг элемента для ввода формовочного песка; фиг. 7 представляет собой увеличенный перспективный вид элемента для ввода формовочного песка. Ниже объясняется наилучший вариант осуществления настоящего изобретения. Безопочная формовочная машина настоящего изобретения имеет две формовочные опоки, которые имеют модельную плиту 15, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов каждой формовочной опоки расположен напротив каждого другого, и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара формовочных пространств, в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, причем каждое из отверстий расположено на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, причем безопочная формовочная машина, выполненная таким образом, изготавливает два формовочных изделия посредством прессования формовочного песка с помощью прессовых колодок. В первом варианте осуществления безопочная формовочная машина содержит формовочные опоки,состоящие из верхней формовочной опоки 10, нижней формовочной опоки 13 и нижней наполнительной рамы 7, причем каждое из отверстий для ввода формовочного песка расположено на боковых стенках верхней формовочной опоки 10 и нижней наполнительной рамы 7. Во втором варианте осуществления безопочная формовочная машина содержит формовочные опоки, состоящие из верхней формовочной опоки 10, верхней наполнительной рамы 23 и нижней формовочной опоки 13, причем отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы 23 и нижней формовочной опоки 13. В третьем варианте осуществления безопочная формовочная машина содержит формовочные опоки, состоящие из верхней формовочной опоки 10, верхней наполнительной рамы 23, нижней формовочной опоки 13 и нижней наполнительной рамы 7, причем отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы 23 и нижней наполнительной рамы 7. В настоящем изобретении термин "формовочная опока" относится к любой из верхней формовочной опоки, верхней наполнительной рамы, нижней формовочной опоки и нижней наполнительной рамы. Термин "модельная плита" относится к плите, которая имеет рисунки на обеих поверхностях плиты с рисунком. Термин "прессовая колодка" относится к верхней прессовой колодке и нижней прессовой колодке. Термин "пространство для изготовления формовочного изделия" (формовочное пространство) относится к пространству, где образуется формовочное изделие. Термин "боковая стенка формовочной опоки" относится к боковой стенке любой из верхней формовочной опоки, верхней наполнительной рамы, нижней формовочной опоки и нижней наполнительной рамы. Термин "отверстие для ввода формо-4 019474 вочного песка" относится к отверстию, через которое формовочный песок вводится в формовочную опоку. Термин "формовочный песок" относится к любому песку, подходящему для использования в формовке. Однако зеленый песок, который использует бентонит в качестве связующего вещества, например,является предпочтительным. Термин "заполнение формовочным песком посредством воздуха" относится к аэрации, в которой формовочный песок заполняется в формовочную опоку посредством воздуха низкого давления от 0,05 до 0,18 МПа, или выдуванию, в котором формовочный песок заполняется в формовочную опоку посредством воздуха высокого давления от 0,2 до 0,35 МПа. Термин "верхняя формовочная опока" относится к формовочной опоке, которая расположена непосредственно на модельной плите. Термин "верхняя наполнительная рама" относится к формовочной опоке, которая соединена с верхним концом верхней формовочной опоки. Термин "нижняя формовочная опока" относится к формовочной опоке, которая непосредственно соединена с нижней поверхностью модельной плиты. Термин "нижняя наполнительная рама" относится к формовочной опоке, которая соединена с нижним концом нижней формовочной опоки. Термин "элемент для ввода формовочного песка" относится к элементу для ввода формовочного песка из бункера для песка. Термин "сменный" означает, что рассматриваемая часть или элемент является отделяемой или может быть заменена другой частью или элементом любым подходящим образом. Формулировка "элемент для ввода формовочного песка может быть прикреплен к формовочной опоке посредством изменения положения отверстия для ввода формовочного песка элемента для ввода формовочного песка относительно плоскости разъема, может быть заменен в зависимости от направления элемента для ввода формовочного песка, который подлежит прикреплению" означает, что элемент,который вводит формовочный песок, выполнен таким образом, что (1) центральная линия для ширины отверстия нижней наполнительной рамы в направлении высоты формовочного изделия (в отверстие которой вставляется элемент для ввода формовочного песка (сопло и (2) центральная линия отверстия для ввода формовочного песка (где вводится формовочный песок) элемента для ввода формовочного песка(сопла) в направлении высоты формовочного изделия не совпадают. А именно, положения центральной линии отверстия для ввода формовочного песка (где вводится формовочный песок) элемента для ввода формовочного песка являются изменяемыми в зависимости от направления, в котором элемент для ввода формовочного песка прикреплен к формовочной опоке, т.е. в зависимости от того, прикреплен ли элемент для ввода формовочного песка к формовочной опоке в одном направлении или в противоположном направлении (противоположном направлении на 180). Термин "бункер, который подает формовочный песок" (бункер для песка) относится к бункеру, который может хранить формовочный песок и который имеет отверстия для подачи формовочного песка. Формулировка "нижняя формовочная опока имеет прикрепленную модельную плиту, и она может входить и выходить из пространства, образованного посередине между верхней формовочной опокой и нижней наполнительной рамой" означает, что модельная плита расположена сверху нижней формовочной опоки и прикреплена к ней и что нижняя формовочная опока и модельная плита, образованные таким образом, могут перемещаться в виде одного тела в пространстве, образованном посередине между верхней формовочной опокой и нижней наполнительной рамой. Термин "нижняя наполнительная рама может перемещаться вверх и вниз независимо от и одновременно с нижней прессовой колодкой" означает, что нижняя наполнительная рама перемещается вверх и вниз посредством цилиндра нижней наполнительной рамы независимо от нижней прессовой колодки, и это также означает, что, если нижняя прессовая колодка перемещается вверх и вниз посредством цилиндра для прессования опок, нижняя наполнительная рама может перемещаться вверх и вниз с помощью нижней прессовой колодки. Цилиндр для прессования опок настоящего изобретения может приводиться в действие посредством активирующегося воздухом масла. Приведение в действие посредством активирующегося воздухом масла относится к приведению в действие посредством комплексной работы давления воздуха и гидравлической текучей среды, в которой приводная сила воздуха низкого давления преобразуется в приводную силу гидравлической текучей среды. Система активирующейся воздухом текучей среды, которая подается гидравлическим насосом, использует сервоцилиндр, который работает по принципу Паскаля, и также использует источник давления воздуха. Пример 1. Один вариант осуществления безопочной формовочной машины настоящего изобретения объясняется посредством ссылки на чертежи. Фиг. 4 представляет собой схематичное изображение одного варианта осуществления формовочной машины настоящего изобретения. Фиг. 5 представляет собой схематичное изображение увеличенного сечения части области вокруг элемента для ввода формовочного песка. Фиг. 6 представляет собой увеличенный вид сбоку области вокруг элемента для ввода формовочного песка. Фиг. 7 представляет собой увеличенный перспективный вид элемента для ввода формовочного песка. Как показано на фиг. 4, рама F аркообразного типа образована в виде одного тела, причем рама содержит нижнюю раму 1 основания, соединенную с верхней рамой 2 посредством стоек 3, 3, расположенных в четырех углах нижней рамы 1 основания и верхней рамы 2. Цилиндр 4 для прессования опок уста-5 019474 новлен в вертикальном положении в центре верхней поверхности нижней рамы 1 основания. Нижняя прессовая колодка 6 установлена в верхнем конце поршневого штока 4 а цилиндра 4 для прессования опок через нижнюю прессовую раму 5. Также на четырех углах нижней рамы 1 основания установлены скользящие опорные втулки, посредством чего нижняя прессовая рама 5 может поддерживаться в горизонтальном положении. С внешней стороны цилиндра 4 для прессования опок, который расположен в центре нижней прессовой рамы 5, установлены четыре цилиндра для нижних наполнительных рам С, С. Нижняя наполнительная рама 7 установлена на каждом конце поршневых штоков цилиндров для нижних наполнительных рам. Нижняя прессовая рама 5 имеет в ее центре отверстие для цилиндра 4 для прессования опок, через отверстие которой вставлена основная часть цилиндра 4 для прессования опок. Как показано на фиг. 5, нижняя наполнительная рама 7 имеет ее внутренние боковые стенки, образованные таким образом, что расстояние между стенками становится уже по мере их прохождения вниз,и имеет на ее боковой стенке элемент 7 В для ввода формовочного песка, при этом элемент имеет отверстие 7 а для ввода формовочного песка. Также нижняя наполнительная рама 7 имеет отверстие, в которое входит нижняя прессовая колодка 6, при этом сохраняя герметичный контакт. Элемент 7 В для ввода формовочного песка является сменным. Как видно на фиг. 6, на которой показан увеличенный вид сбоку элемента для ввода формовочного песка, элемент 7 В для ввода формовочного песка содержит основную часть и фланец для того, чтобы он мог быть присоединен к формовочной опоке, даже если положение элемента для ввода формовочного песка повернуто на 180. Для этой цели фланец имеет крепежные отверстия в десяти местах, которые расположены симметрично в горизонтальном (а также вертикальном) направлении. По существу, элемент 7 В для ввода формовочного песка может быть установлен в перевернутом положении. Положение центра отверстия 7 а для ввода формовочного песка может быть изменено относительно отверстия плоскости разъема в зависимости от направления элемента 7 В для ввода формовочного песка (фиг. 5 и 6). Также, как видно на фиг. 4, бункер 8 для песка прикреплен к раме F и имеет раздвоенные выступы,каждый из которых имеет отверстие 8 а, 8b для подачи формовочного песка на концах, через открывающиеся концы которых вводится формовочный песок. Также цилиндры С, С для нижней наполнительной рамы и цилиндр 4 для прессования опок обеспечены в качестве приводных средств, посредством чего отверстие 8 а для подачи формовочного песка бункера 8 для песка регулируется посредством перемещения нижней наполнительной рамы 7 таким образом, что оно совпадает с отверстием 7 а для ввода формовочного песка. Нижняя прессовая колодка 6 и нижняя прессовая рама 5 образованы в виде одного тела таким образом, что, если цилиндр 4 для прессования опок перемещается вверх, нижняя прессовая колодка 6 также перемещается вверх вместе с четырьмя цилиндрами С, С для нижней наполнительной рамы, цилиндры которой прикреплены к нижней прессовой раме 5. Также нижняя наполнительная рама 7 и цилиндры С,С для нижней наполнительной рамы являются подвижными независимо от, и также одновременно с, цилиндра 4 для прессования опок. А именно, нижняя наполнительная рама 7 соединена с верхними концами поршневых штоков Ca множества цилиндров С для нижней наполнительной рамы, цилиндры которой прикреплены в вертикальном положении к нижней прессовой раме 5, причем нижняя прессовая рама 5 может перемещаться вверх и вниз, скользя вдоль двух или более стоек 3, 3. Нижний прессовый узел, содержащий нижнюю прессовую колодку 6 и нижнюю прессовую раму 5, может перемещаться вверх и вниз в виде одного тела. На верхней поверхности нижней наполнительной рамы 7 установочные штифты 7 с установлены в вертикальном положении. Напротив и над нижней прессовой колодкой 6 верхняя прессовая колодка 9 прикреплена к нижней поверхности верхней рамы 2. Верхняя формовочная опока 10 имеет отверстие 10 а для ввода формовочного песка на ее боковой стенке, и ее боковые стенки образованы таким образом, что расстояние между стенками становится шире по мере их прохождения вниз. Также верхняя формовочная опока 10 имеет большое отверстие, в которое может проходить верхняя прессовая колодка 9, при этом сохраняя герметичный контакт. Также цилиндр 12 для верхней формовочной опоки, выполненный из пневматического цилиндра, прикреплен снизу к верхней раме 2. Поршневой шток 12 а прикреплен к верхней формовочной опоке 10, и посредством перемещения задвигания поршневых штоков 12 а цилиндр перемещает верхнюю формовочную опоку 10 вверх. В пространстве посередине между верхней прессовой колодкой 9 и нижней прессовой колодкой 6 поддерживается пространство равной ширины, через которое может проходить нижняя формовочная опока 13. Рельсы R, каждый имеющий квадратную форму, расположены проходящими через стойки 3, 3 в направлении вперед и назад. Модельная плита 15, которая имеет рисунки на обеих ее верхней и нижней поверхностях, прикреплена к верхней поверхности нижней формовочной опоки 13 через посредство координатной плиты 16. Модельная плита 15 выполнена из двух плит с рисунком, которые имеют один рисунок, расположенных одна поверх другой. Модельная плита имеет пластинчатый элемент, который образован посредством соединения задних поверхностей плит с рисунком. Ниже объясняется работа безопочной формовочной машины настоящего изобретения, описанной выше. На фиг. 4 показана безопочная формовочная машина в ее исходном положении. На фиг. 4 нижняя формовочная опока 13, которая имеет модельную плиту (плиту с рисунком) 15, прикрепленную поверх нее, с координатной плитой 16, расположенной между ними, проходит между нижней прессовой колодкой 6 и верхней прессовой колодкой 9 по рельсам R и затем останавливается. Далее, посредством перемещения вверх цилиндров С для нижней наполнительной рамы и цилиндра 4 для прессования опок нижняя наполнительная рама 7 и нижняя прессовая колодка 6 перемещаются вверх. Затем установочные штифты 7 с вставляются в установочные отверстия нижней формовочной опоки 13, тем самым имея перекрывание нижней наполнительной рамой 7 нижней поверхности нижней формовочной опоки 13, и замкнутое пространство для изготовления нижнего формовочного изделия образуется нижней прессовой колодкой 6, нижней наполнительной рамой 7, нижней формовочной опокой 13 и модельной плитой 15. Затем эти составные части перемещаются вверх в виде одного тела, посредством чего установочные штифты 7 с вставляются в установочные отверстия верхней формовочной опоки 10. Одновременно благодаря наличию перекрывания нижней формовочной опокой 13 нижней поверхности верхней формовочной опоки 10, с модельной плитой 15 и координатной плитой 16, расположенными между ними, замкнутое пространство для изготовления верхнего формовочного изделия образуется присоединенной верхней прессовой колодкой 9. Таким образом, с образованным пространством для изготовления верхнего формовочного изделия и пространством для изготовления нижнего формовочного изделия, как показано на фиг. 1, отверстие 7 а для ввода формовочного песка нижней наполнительной рамы 7 перемещается таким образом, чтобы оно совпадало с отверстием 20 для подачи формовочного песка бункера 8 для песка. Для бункера для песка,который подает формовочный песок, причем бункер для песка имеет множество отверстий для подачи формовочного песка, чтобы получить совпадение отверстий 7 а для ввода формовочного песка нижней наполнительной рамы с отверстиями для подачи формовочного песка бункера 8 для песка, цилиндр 4 для прессования опок используется в качестве средства, которое перемещает по меньшей мере одну из нижней наполнительной рамы и верхней наполнительной рамы. Как видно на фиг. 6, если модельная плита имеет толщину, например, составляющую 40 мм, отверстие 7 а для ввода формовочного песка должно быть расположено в относительно нижней части нижней наполнительной рамы 7, показанной на фиг. 6. Если модельная плита имеет толщину, составляющую 8 мм, как показано на фиг. 6, отверстие 7 а для ввода формовочного песка должно быть расположено в относительно верхней части нижней наполнительной рамы 7 благодаря наличию элемента для ввода формовочного песка, повернутого на 180. И, как показано на фиг. 7, элемент 7 В для ввода формовочного песка состоит из основного корпуса и фланца, причем фланец имеет 10 крепежных отверстий, при этом отверстия являются симметрично расположенными в горизонтальном направлении (и в вертикальном направлении). Таким образом, может быть легко выполнено прикрепление элемента для ввода формовочного песка. Как видно на фиг. 5 и 6, (1) центральная линия Hc для ширины отверстия Н (часть нижней наполнительной рамы 7, где вставляется элемент 7 В для ввода формовочного песка (сопло нижней наполнительной рамы 7 в направлении высоты формовочного изделия и (2) центральная линия 7 ас для ширины отверстия 7 а для ввода формовочного песка элемента 7 В для ввода формовочного песка (часть элемента 7 В для ввода формовочного песка, где проходит формовочный песок) в направлении высоты формовочного изделия, не совпадают. Таким образом, даже если положения, в которых останавливается цилиндр 4 для прессования опок, изменяются в зависимости от толщины модельной плиты, отверстие 7 а для ввода формовочного песка и отверстие 20 для подачи формовочного песка бункера 8 для песка совпадают, таким образом, изготовление формовочного изделия может быть хорошо выполнено. Таким образом, безопочная формовочная машина настоящего изобретения может изготавливать формовочное изделие, когда используется модельная плита, которая одновременно формует как верхнее,так и нижнее формовочные изделия. Также она может изготовить формовочное изделие независимо от того, имеет ли плита с рисунком, которая является повторно используемой в качестве модельной плиты,тонкую или толстую стенку. Таким образом, безопочная формовочная машина настоящего изобретения имеет преимущество, заключающееся в том, что она не требует какой-либо дополнительной составной части и, таким образом, имеет простую конструкцию. Если толщина модельной плиты больше чем 40 мм, элемент 7 В для ввода формовочного песка, если повернут на 180, не может использоваться из-за размера элемента для ввода формовочного песка относительно размера формовочной опоки. Если толщина модельной плиты меньше чем 8 мм, элемент 7 В для ввода формовочного песка, если повернут на 180, не может использоваться из-за размера элемента для ввода формовочного песка относительно размера формовочной опоки. В вышеприведенных вариантах осуществления описаны модельные плиты, которые имеют толщину от относительно маленькой до средней, например от 8 до 40 мм. Однако в нескольких случаях все модельные плиты имеют толщину, например, от 38 до 70 мм. В таких случаях бункер 8 для песка должен быть выполнен таким образом, чтобы отверстие 20 для подачи формовочного песка бункера 8 для песка имело его центральную линию, совпадающую с центральной линией 7 ас отверстия 7 а для ввода формовочного песка элемента 7 В для ввода формовочного песка. В любом случае безопочная формовочная машина настоящего изобретения может использовать один и тот же бункер для песка, если модельная плита имеет толщину 32 мм или меньше. Если сжатый воздух вводится в бункер 8 для песка после того, как проход для песка закрыт, формовочный песок в бункере 8 для песка подается в верхнюю часть замкнутого пространства для изготовления верхнего формовочного изделия и нижнюю часть замкнутого нижнего пространства для изготовления нижнего формовочного изделия через отверстие 10 а для ввода формовочного песка верхней формовочной опоки 10 и через отверстие 7 а для ввода формовочного песка нижней наполнительной рамы 7 соответственно. Одновременно только сжатый воздух выпускается через выпускные каналы (не показаны) боковых стенок верхней формовочной опоки 10 и нижней формовочной опоки 13. Затем, когда нижняя наполнительная рама 7, нижняя формовочная опока 13, модельная плита 15 и верхняя формовочная опока 10 перемещаются вверх посредством раздвигания цилиндра 4 для прессования опок, формовочный песок как в замкнутом пространстве для изготовления верхнего формовочного изделия, так и в замкнутом пространстве для изготовления нижнего формовочного изделия прессуется верхней прессовой колодкой 9 и нижней прессовой колодкой 6. После завершения прессования нижняя прессовая колодка 6 опускается посредством сдвигания цилиндра 4 для прессования опок, тогда как нижняя формовочная опока 13, модельная плита 15 и координатная плита 16 остаются на рельсах R. Однако после отделения от рисунка модельной плиты 15 и нижней формовочной опоки 13 нижнее формовочное изделие опускается вместе с нижней наполнительной рамой 7. Затем цилиндр 4 для прессования опок опускается в исходное положение посредством перемещения сдвигания и затем останавливается. Нижняя наполнительная рама 7 поддерживается в положении, в котором завершается операция прессования, тогда как только нижняя прессовая колодка 6 опускается в ее исходное положение посредством цилиндра 4 для прессования опок, опускающегося в его самое нижнее положение. Далее, когда нижняя формовочная опока 13, модельная плита 15 и координатная плита 16 выходят из положения формования, в таком случае пространства для изготовления формовочных изделий готовы разместить стержень. Но размещение стержней требуется не всегда. Когда, в зависимости от требований, вставка стержня завершена, цилиндр 4 для прессования опок возобновляет перемещение раздвигания и перемещает нижнюю прессовую колодку 6 вверх. Затем нижнее формовочное изделие контактирует с верхним формовочным изделием. При поддерживании этого положения верхнее формовочное изделие 10 отделяются от верхней формовочной опоки 10 посредством цилиндра 12 для верхней опоки, перемещающейся вверх. После того как верхнее формовочное изделие отделено от верхней формовочной опоки 10, нижняя прессовая колодка 6 опускается посредством перемещения вниз цилиндра 4 для прессования опок. Когда цилиндр С для нижней наполнительной рамы сдвигается, нижнее формовочное изделие отделяется от нижней наполнительной рамы и готово к переносу. Верхнее и нижнее формовочные изделия на нижней прессовой колодке 6 направляются на транспортирующую линию посредством плиты для толкания формовочного изделия (не показана). Как ясно видно из вышеприведенного объяснения, в настоящем варианте осуществления (1) центральная линия Hc для ширины отверстия Н (часть нижней наполнительной рамы 7, где вставляется элемент 7 В для ввода формовочного песка (сопло нижней наполнительной рамы 7 в направлении высоты формовочного изделия и (2) центральная линия 7 ас для ширины отверстия 7 а для ввода формовочного песка элемента 7 В для ввода формовочного песка (часть элемента 7 В для ввода формовочного песка, где проходит формовочный песок) в направлении высоты формовочного изделия не совпадают. Таким образом, даже если положения, в которых цилиндр 4 для прессования опок останавливается, и изменяются в зависимости от толщины модельной плиты, отверстие 7 а для ввода формовочного песка и отверстие 20 для подачи формовочного песка бункера 8 для песка совпадают, таким образом, изготовление формовочных изделий может быть хорошо выполнено. В настоящем варианте осуществления модельная плита имела пластинчатый элемент, который образован посредством соединения задних поверхностей двух плит с рисунком, причем одна специально подготовлена для верхней формовочной опоки, имея рисунок только на одной поверхности, а другая специально подготовлена для нижней формовочной опоки. Но может использоваться модельная плита,которая выполнена для одновременного изготовления верхнего и нижнего формовочных изделий и которая имеет рисунки как на верхней, так и нижней поверхностях пластинчатого элемента. Также в настоящем варианте осуществления "аэрация" используется для ввода формовочного песка из бункера для песка. Но "выдувание" также может использоваться. В настоящем изобретении аэрация означает ввод формовочного песка посредством сжатого воздуха низкого давления от 0,05 до 0,18 МПа. Выдувание означает ввод формовочного песка посредством сжатого воздуха высокого давления от 0,2 до 0,35 МПа. Для того чтобы обеспечить возможность беспроблемной замены изнашиваемых частей для элемента 7 В для ввода формовочного песка, элемент 7 В для ввода формовочного песка предпочтительно выполнен из основного корпуса элемента 7 В для ввода формовочного песка (элемент 7 В для ввода формовочного песка состоит из основного корпуса и фланца) и изнашиваемых частей 7D, которые используются для боковых поверхностей. Элемент 7 В для ввода формовочного песка этой конструкции обеспечивает возможность простого технического обслуживания. Пример 2. В примере 2 объясняется безопочная формовочная машина в варианте осуществления, как показано на фиг. 2. Безопочная формовочная машина в этом варианте осуществления использует модельную плиту 15 и верхнюю формовочную опоку 10. Также верхняя формовочная опока 10 и модельная плита 15 выполнены таким образом, что они перемещаются в виде одного тела. Более того, она имеет большую нижнюю формовочную опоку 13, к которой прикреплен элемент 7 В для ввода формовочного песка, который является сменным. Другие конструкции и перемещения являются такими же, что и данные в примере 1. Таким образом, какая-либо дополнительная ссылка на них опущена. Пример 3. В примере 3 объясняется безопочная формовочная машина в варианте осуществления, показанном на фиг. 3. Безопочная формовочная машина в этом варианте осуществления использует модельную плиту 15, верхнюю формовочную опоку 10 и верхнюю наполнительную раму 23. Также нижняя формовочная опока 13 и модельная плита 15 выполнены таким образом, что они перемещаются в виде одного тела. Более того, безопочная формовочная машина в варианте осуществления использует нижнюю формовочную опоку 13 и нижнюю наполнительную раму 7. Элемент 7 В для ввода формовочного песка, который является сменным, прикреплен к нижней наполнительной раме 7. Другие конструкции и их перемещения являются такими же, что и данные в примере 1. Таким образом, какая-либо дополнительная ссылка на них опущена. В вышеприведенных примерах отверстие 7 а для ввода формовочного песка выполнено таким образом, что оно расположено горизонтально. Однако само отверстие 7 а для ввода формовочного песка может быть наклонено либо вверх, либо вниз. Подобным образом само отверстие 10 а для ввода формовочного песка может быть наклонено вверх или вниз. Вышеприведенные примеры описаны только с целью иллюстрации вариантов осуществления настоящего изобретения. Следует понимать, что настоящие изобретения не ограничиваются этими вариантами осуществления, так как специалисты в данной области могут легко модифицировать изобретения,описанные в примерах, не отступая от объема и идеи изобретений. Настоящее изобретение основывается на заявке на патент Японии 2010-006368 от 15 января 2010 г., которая полностью включена в настоящее описание путем ссылки. Настоящее изобретение станет более полностью понятным из подробного описания настоящего изобретения. Однако подробное писание и конкретный вариант осуществления показывают желаемые варианты осуществления настоящего изобретения и описаны только с целью объяснения. Различные изменения и модификации будут очевидными для средних специалистов в данной области техники, исходя из подробного описания. Заявитель не имеет намерения делать всеобщим достоянием какие-либо раскрытые варианты осуществления. Среди раскрытых изменений и модификаций те, которые могут в буквальном смысле не подпадать под объем притязаний настоящей формулы изобретения, следовательно, составляют часть настоящего изобретения в смысле теории эквивалентов. Использование какого-либо и всех примеров или иллюстративной формулировки (например, "такой как" и т.д.), приводящейся здесь, предназначено только для лучшего разъяснения изобретения и не накладывает ограничение на объем изобретения, если не заявлено иное. Перечень ссылочных позиций 2 - верхняя рама; 3 - стойка; 5 - нижняя прессовая рама; 6 - нижняя прессовая колодка; 7 - нижняя наполнительная рама; 7 а - отверстие для ввода формовочного песка; 7 В - элемент для ввода формовочного песка; 8 - бункер, который подает формовочный песок; 9 - верхняя прессовая колодка; 10 - верхняя формовочная опока; 13 - нижняя формовочная опока; 15 - модельная плита; С - цилиндр для нижней наполнительной рамы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, нижней формовочной опоки и нижней наполнительной рамы, при этом отверстия для ввода формовочного песка расположены на боковых стенках верхней формовочной опоки и нижней наполнительной рамы; а нижняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка и является сменным. 2. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы и нижней формовочной опоки; отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней формовочной опоки; верхняя наполнительная рама имеет элемент для ввода формовочного песка, при этом элемент имеет отверстие для ввода формовочного песка и является сменным. 3. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы,нижней формовочной опоки и нижней наполнительной рамы, причем отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы; по меньшей мере одна из верхней наполнительной рамы и нижней наполнительной рамы имеет элемент для ввода формовочного песка, при этом элемент имеет отверстие для ввода формовочного песка и является сменным. 4. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, нижней формовочной опоки и нижней наполнительной рамы, причем отверстия для ввода формовочного песка расположены на боковых стенках верхней формовочной опоки и нижней наполнительной рамы; а нижняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка; при этом положение отверстия для ввода формовочного песка относительно плоскости разъема может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка. 5. Безопочная формовочная машина, содержащая две формовочные опоки, имеющие модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы и нижней формовочной опоки, при этом отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней формовочной опоки; а верхняя наполнительная рама имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка; при этом положение отверстия для ввода формовочного песка относительно плоскости разъема может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка. 6. Безопочная формовочная машина, содержащая две формовочные опоки, которые имеют модельную плиту, вставленную между ними, при этом две формовочные опоки размещены таким образом, что один из открывающихся концов формовочных опок расположен напротив каждого другого и каждый из других открывающихся концов формовочных опок сцеплен с прессовой колодкой, посредством чего образуется пара пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия (формовочное пространство), в пространства которых заполняется формовочный песок посредством воздуха через каждое из отверстий для ввода формовочного песка, расположенных на стенке каждой из двух формовочных опок, которые расположены напротив друг друга, как описано выше, при этом безопочная формовочная машина выполнена с возможностью формования двух формовочных изделий посредством прессования формовочного песка с помощью прессовых колодок, в которой формовочные опоки состоят из верхней формовочной опоки, верхней наполнительной рамы,нижней формовочной опоки и нижней наполнительной рамы, при этом отверстия для ввода формовочного песка расположены на боковых стенках верхней наполнительной рамы и нижней наполнительной рамы; по меньшей мере одна из верхней наполнительной рамы и нижней наполнительной рамы имеет элемент для ввода формовочного песка, причем элемент имеет отверстие для ввода формовочного песка; при этом положение отверстия для ввода формовочного песка относительно плоскости разъема может быть изменено в зависимости от направления, в котором закреплен элемент для ввода формовочного песка. 7. Безопочная формовочная машина по п.1 или 4, содержащая:(1) бункер для песка, подающий формовочный песок в каждое из пары пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздвоенные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах; и(2) приводное средство, выполненное с возможностью перемещения нижней наполнительной рамы таким образом, чтобы получить совпадение отверстий для ввода формовочного песка элемента для ввода формовочного песка с отверстиями для подачи формовочного песка бункера для песка. 8. Безопочная формовочная машина по п.2 или 5, содержащая:(1) бункер для песка, который подает формовочный песок в каждое из пары пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздвоенные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах; и(2) приводное средство, выполненное с возможностью перемещения верхней наполнительной рамы таким образом, чтобы получить совпадение отверстий для ввода формовочного песка элемента для ввода формовочного песка с отверстиями для подачи формовочного песка бункера для песка. 9. Безопочная формовочная машина по п.3 или 6, содержащая:(1) бункер для песка, который подает формовочный песок в каждое из пары пространств, при этом каждое пространство представляет собой пространство для изготовления формовочного изделия, положение бункера для песка которой закреплено, и который имеет раздвоенные выступы, каждый из которых имеет отверстие для подачи формовочного песка на концах; и(2) приводное средство, выполненное с возможностью перемещения по меньшей мере одной из нижней наполнительной рамы или верхней наполнительной рамы таким образом, чтобы получить совмещение отверстий для ввода формовочного песка элементов для ввода формовочного песка с отверстиями для подачи формовочного песка бункера для песка. 10. Безопочная формовочная машина по любому из пп.1-6, в которой модельная плита имеет пластинчатый элемент, образованный посредством соединения задних поверхностей двух плит с рисунком,причем одна специально подготовлена для верхней формовочной опоки, имея рисунок только на одной поверхности, а другая специально подготовлена для нижней формовочной опоки, имея рисунок только на одной поверхности. 11. Безопочная формовочная машина по любому из пп.1-6, в которой модельная плита, выполненная с возможностью одновременного изготовления верхнего и нижнего формовочных изделий, и которая имеет рисунки как на верхней, так и нижней поверхностях пластинчатого элемента. 12. Безопочная формовочная машина по п.1 или 4, в которой нижняя формовочная опока имеет модельную плиту, прикрепленную к ней, и нижняя формовочная опока и модельная плита, прикрепленная к нижней формовочной опоке, выполнены с возможностью вхождения и выхода из пространства посередине между верхней формовочной опокой и нижней наполнительной рамой. 13. Безопочная формовочная машина по п.11, в которой прессовые колодки содержат нижнюю прессовую колодку, выполненную с возможностью перемещения вверх и вниз, и верхнюю прессовую колодку, закрепленную в положении, которое расположено выше и напротив нижней прессовой колодки. 14. Безопочная формовочная машина по п.12, в которой нижняя наполнительная рама выполнена с возможностью перемещения вверх и вниз независимо от и одновременно с нижней прессовой колодкой. 15. Безопочная формовочная машина по любому из пп.1, 3, 4 или 6, в которой длина нижней наполнительной рамы в направлении высоты формовочного изделия больше, чем длина нижней формовочной опоки в направлении высоты формовочного изделия. 16. Безопочная формовочная машина по п.10, в которой толщина модельной плиты составляет 32 мм или меньше. 17. Безопочная формовочная машина по п.11, в которой толщина модельной плиты составляет 32 мм или меньше. 18. Безопочная формовочная машина по любому из пп.1, 3, 4 или 6, в которой высота нижней формовочной опоки в направлении высоты формовочного изделия составляет от 50 до 80 мм.
МПК / Метки
МПК: B22C 15/24, B22C 15/02
Метки: безопочная, формовочная, машина
Код ссылки
<a href="https://eas.patents.su/15-19474-bezopochnaya-formovochnaya-mashina.html" rel="bookmark" title="База патентов Евразийского Союза">Безопочная формовочная машина</a>
Устройство для вдувания формовочного песка, безопочная формовочная установка (варианты) и способ безопочного формования
Номер патента: 16210
Опубликовано: 30.03.2012
Авторы: Нитта Такуя, Харада Хисаси, Ханаи Такаси, Сугита Козо, Оя Тосихико, Хирата Минору
МПК: B22C 15/24
Метки: способ, вдувания, формовочная, безопочного, установка, варианты, формовочного, формования, безопочная, песка, устройство
Формула / Реферат:
1. Устройство для вдувания формовочного песка, в котором формовочный песок подвергается псевдоожижению посредством воздуха под давлением, нагнетаемого через воздухопроницаемую разделяющую плиту (10, 11), содержащее корпус (14) с двойной стенкой, образованной стенкой корпуса и указанной плитой (10, 11), при этом воздухопроницаемая разделяющая плита имеет толщину 5-20 мм и выполнена из пористого полимера с множеством сквозных отверстий со средним...
Опока и формовочная машина для изготовления литейной формы из двух частей и линия
Номер патента: 12231
Опубликовано: 28.08.2009
Автор: Хирата Минору
МПК: B22C 21/02, B22C 15/28, B22C 11/00...
Метки: двух, литейной, формы, машина, частей, формовочная, опока, линия, изготовления
Формула / Реферат:
1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для...
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Хирата Минору, Сакаи Цуйоси, Комияма Такаюки, Сакагути Коити, Оя Тосихико
МПК: B22C 11/10, B22C 15/08, B22C 11/00...
Метки: машины, изготовления, способ, верхней, формовочная, форм, машина, литейных, эксплуатации, нижней
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Формовочная машина
Номер патента: 15330
Опубликовано: 30.06.2011
Автор: Вербицкий Валерий Иванович
МПК: B22C 15/30
Метки: машина, формовочная
Формула / Реферат:
Формовочная машина, включающая встряхиватель на воздушной подушке и пневматический пресс и содержащая основание, прессовый цилиндр, установленный на основании, прессовый поршень, являющийся опорным телом при встряхивании и имеющий в верхней части цилиндрическую полость - встряхивающий цилиндр, стол с хвостовиком - встряхивающим поршнем, внутри которого расположен ресивер сжатого воздуха, и каналы для наполнения встряхивающего цилиндра воздухом,...
Формовочная машина с гильотинными ножницами для резки прутковых заготовок

Номер патента: 10766
Опубликовано: 30.10.2008
Авторы: Стеммелин Паскаль, Зутер Михаэль
МПК: B21K 27/06, B23D 15/04
Метки: заготовок, прутковых, резки, ножницами, гильотинными, формовочная, машина
Формула / Реферат:
1. Формовочная машина (1) с гильотинными ножницами для резки прутковых заготовок (2, 20), включающими неподвижный нож (11) с пазом (111) для подачи сквозь него обрезаемой заготовки (2, 20) и ножевую балку (12), способную перемещаться возвратно-поступательным движением параллельно неподвижному ножу (11) и имеющую первый подвижный нож (121), которым выполняется резка секции заготовки (21), выступающей из неподвижного ножа (11) при поступательном...